diiity
-
Compteur de contenus
983 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par diiity
-

gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
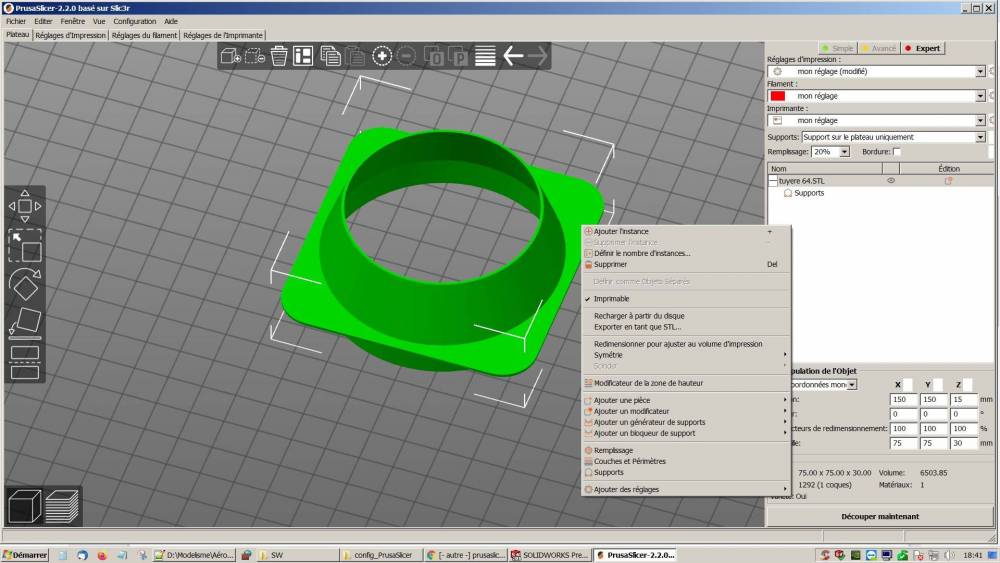
En faîtes, j'ai trouvé le problème. Il y a 2 G-code personnalisé, un dans "réglages du filament" et l'autre dans "réglages d'imprimante" Pour moi, c'est dans "réglages d'imprimante" et bien non c'est dans "réglages du filament". Alors pourquoi ces 2 sortes de réglages? -
gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
ça ne fonctionne pas. Du coup j'ai refais ceci et ça marche pas non plus M140 S ; permet de mettre en chauffe le plateau M109 S ; attend jusqu'Ã ce que la temperature de l'extrudeur soit atteinte G28 ; home all axes G1 Z5 F3000 ; monte G1 X5 Y10 F1500 ; move to prime G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 Y80 E10 F600 ; prime nozzle G1 Y100 F5000 ; quick wipe -
gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
bien merci -
gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
Super ça marche. Dans S3D, le bed atteint la température puis,la buse chauffe. Alors que là les 2 chauffes sont simultanées, il se pourrait que l'impression démarre alors que le bed ne soit pas au max car plus long j'ai un bed en 48v. -
gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
J'ai fait un essai en rajoutant les 2 lignes comme ceci: M190 S[bed_temperature] M104 S[temperature] G28 ; home all axes G1 Z5 F3000 ; monte G1 X5 Y10 F1500 ; move to prime G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 Y80 E10 F600 ; prime nozzle G1 Y100 F5000 ; quick wipe Et bien le bed chauffe bien puis la chaffe de la buse commence mais il fait le G28 et le reste en même temps, du coup il commence à imprimer avant que la buse est ateind la température. diiity -
gcode de démarrage prusaslicer
diiity en réponse au topic de diiity dans Paramétrer et contrôler son imprimante 3D
bien merci avec du retard. -
gcode de démarrage prusaslicer
diiity a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, J'ai ce gcode de démarrage, seulement, il ne fait pas exactement ce que je voudrais, car au lieu de monter en températrure la buse et le bed avec de faire le G28, il montent que le bed en température puis démarre le gcode et se stabilise à 0.2 du bed pour chaffer la buse mais là ça ne va pas. Comment faire pour lui dire de chauffer avant tout? G28 ; home all axes G1 Z5 F3000 ; monte G1 X5 Y10 F1500 ; move to prime G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 Y80 E10 F600 ; prime nozzle G1 Y100 F5000 ; quick wipe Diiity -
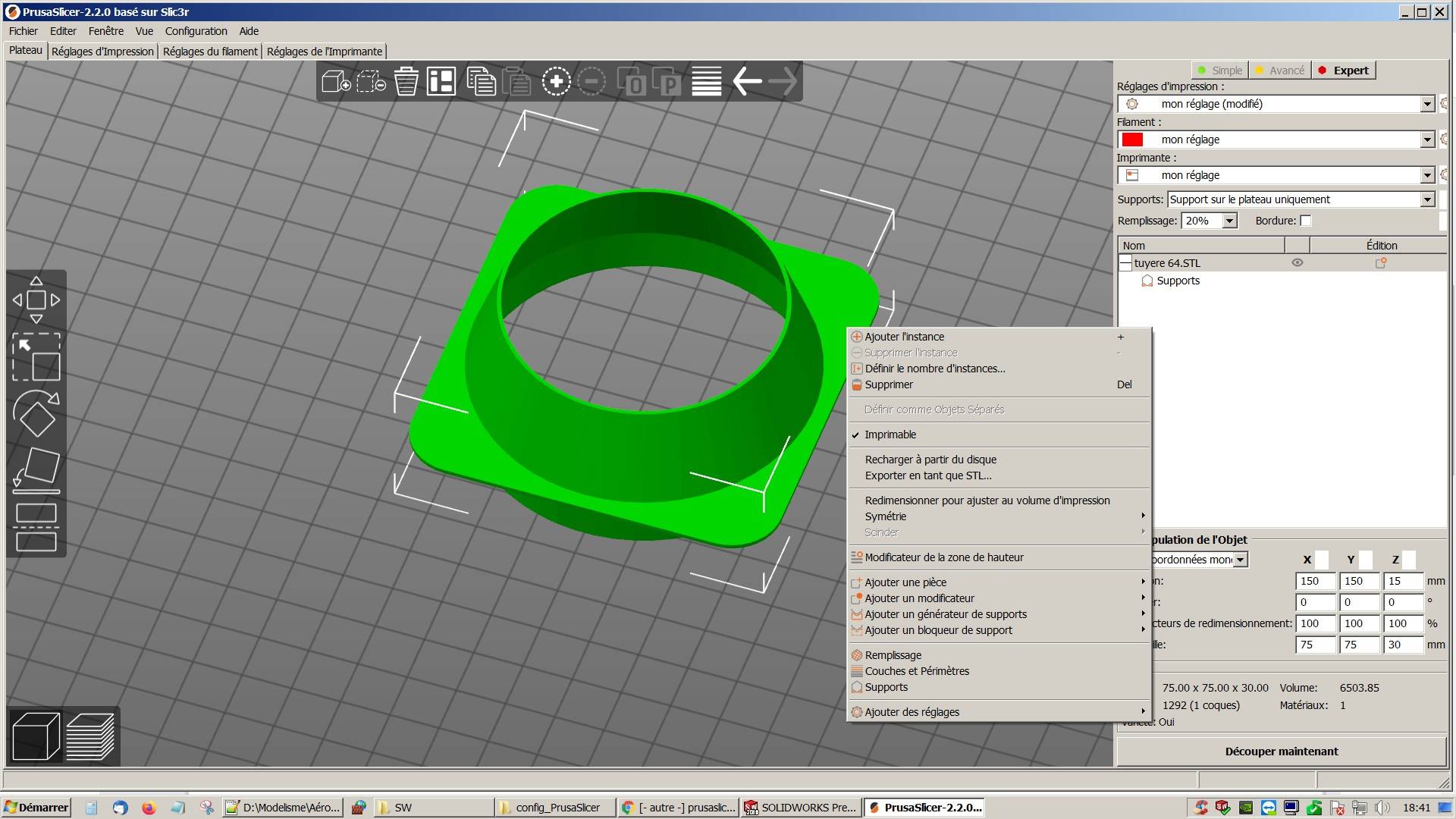
c'est bon j'ai trouvé, cela s'appelle ajouter générateur de support ou bloqueur de support, je ne trouve pas cela terrible. Merci diiity
-
désolé mais je n'ai pas cela, voic ce que j'ai:
-
Bonjour, Je débute avec ce trancheur aui m'à l'air assez intéressant. Par contre j'ai un problème avec les supports, je n'arrive à les personnaliser. Auriez vous la manip? merci Diiity
-
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
Oui mais là ça commence à être chiant, j'ai tout essayé avec les NO comme les NC, seul le Y fait le homing, peut être un problème avec l'arduino ou le shield Comme déjà dit plus, je ne veux que des sécurités. Ma solution est simple et plus sûre à mes yeux, car pris directement dans la ligne d'alimentation de la CNC, un mosfet. Et tout cas je te remercie toi et les autres de m'avoir accordé du temps. diiity -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
Je ne comprends rien, je ne voulais que des butées de sécurité au bout de chaque axes. Je pense que je vais faire cela avec un montage à relais qui me coupera la puissance en cas de dépassement -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
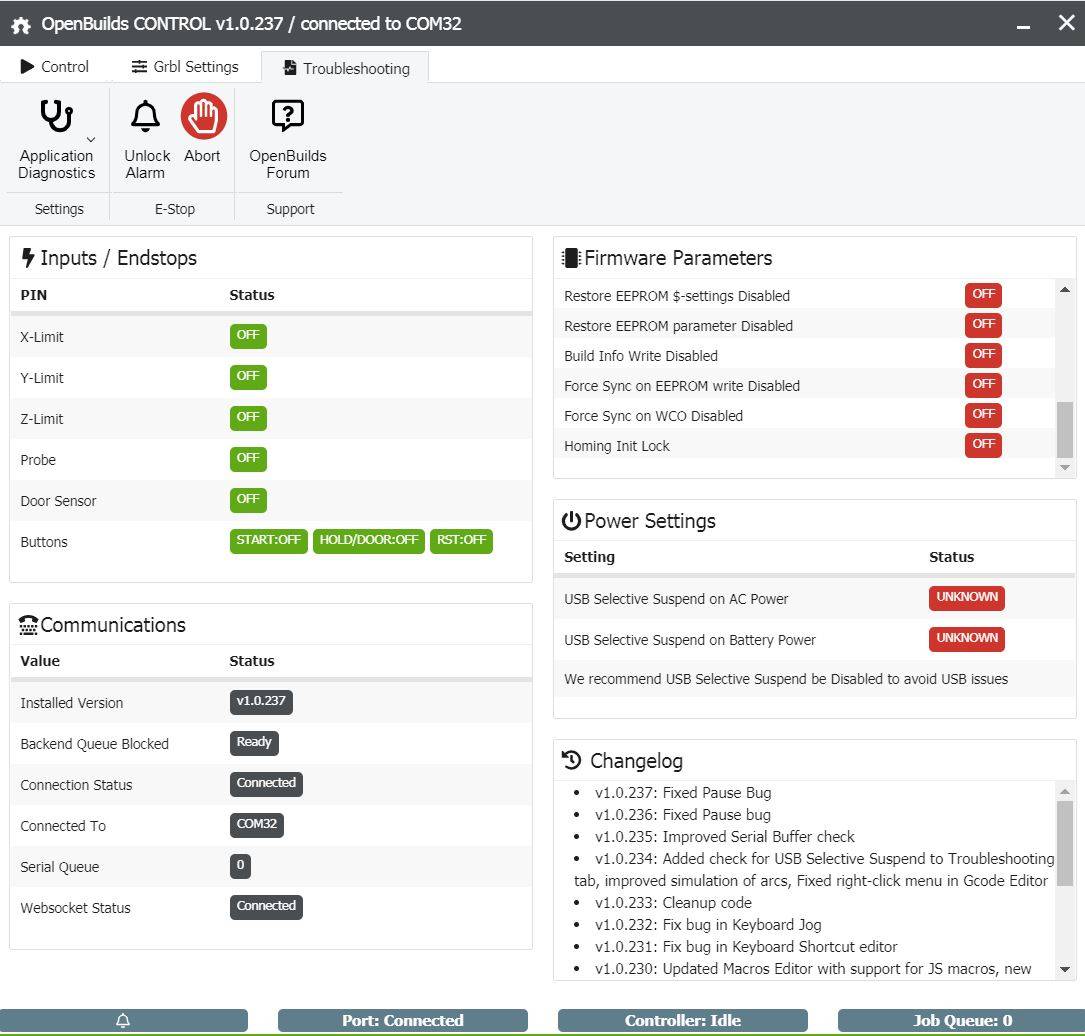
les fins de courses réagissent bien et passent bien au rouge. Sans rien changer dans grbl, après avoir fait un $X sans le $H, les axes bougent bien. Après avoir fait un $H, comme d'hab, seul le Y va en butée, puis je peux bouger chaque axe sans rien toucher dans GRBL. Une fois mis à 0 $20 et $22, la machine fonctionne normalement et les fins de courses passent aussi au rouge si j'appuie dessus. Sans le $20 et avec $22, $X puis $H le homing est le même et après je peux toujours bouger les axes -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
voici ce que j'ai, c'est à rien y comprendre et toujours la même chose
-
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
bien merci, je vois cela ce soir -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
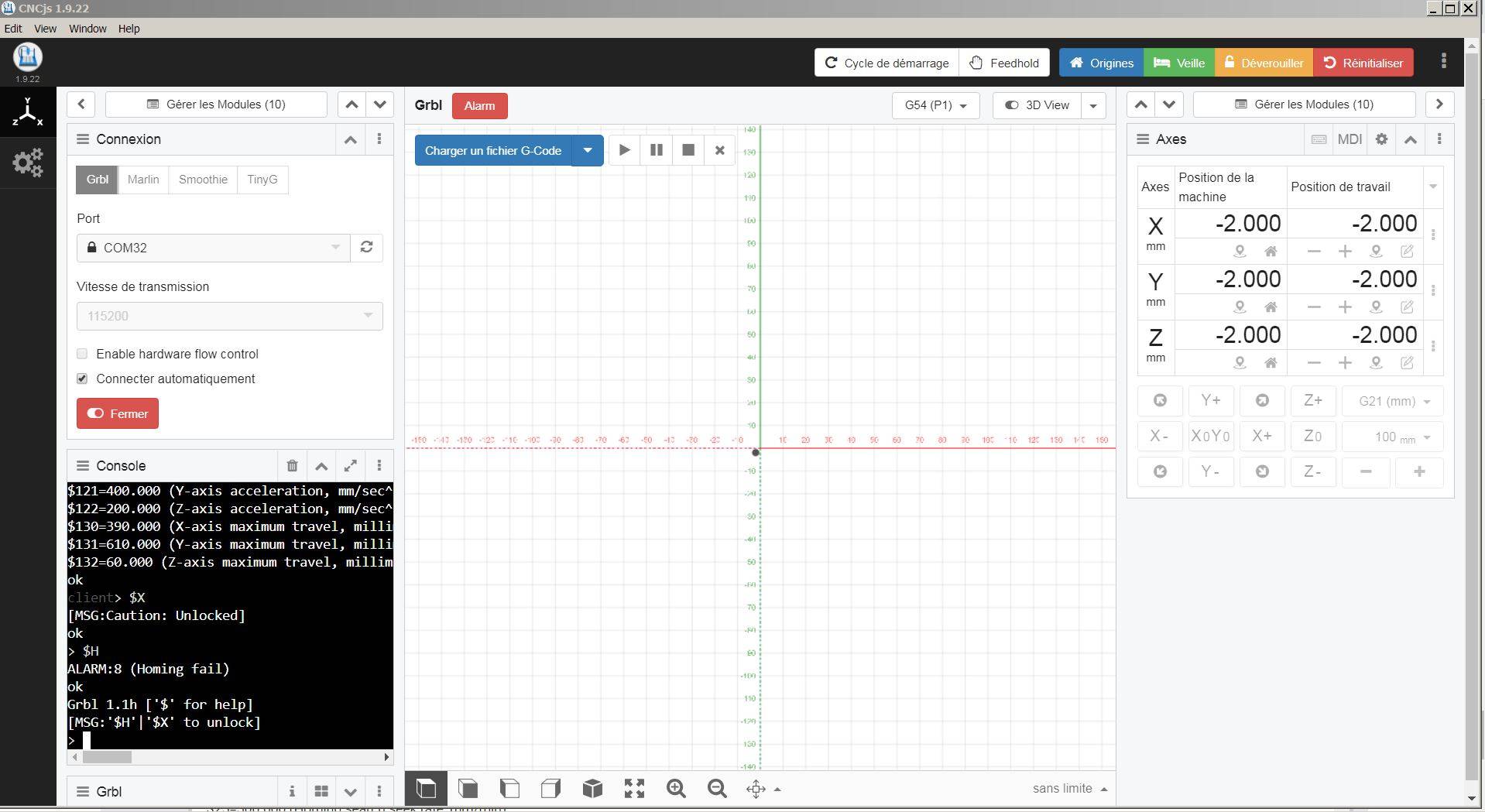
le homing c'est bien d'amener tous les axes à 0 or là il n'y a que le Y qui le fait -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
Avec cette config, $23=0 pour avoir les 3 axes à zéro soit en bas à droite, toujours des contacts ouverts, le Y va bien en butée, les X et Z ne se déplacent que de 2mm. CNCjs 1.9.22 [Grbl] Connected to COM32 with a baud rate of 115200 Grbl 1.1h ['$' for help] client> $$ [MSG:'$H'|'$X' to unlock] $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=1 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=1 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=0 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=2.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=400.000 (X-axis travel resolution, step/mm) $101=400.000 (Y-axis travel resolution, step/mm) $102=400.000 (Z-axis travel resolution, step/mm) $110=4500.000 (X-axis maximum rate, mm/min) $111=4500.000 (Y-axis maximum rate, mm/min) $112=2000.000 (Z-axis maximum rate, mm/min) $120=400.000 (X-axis acceleration, mm/sec^2) $121=400.000 (Y-axis acceleration, mm/sec^2) $122=200.000 (Z-axis acceleration, mm/sec^2) $130=390.000 (X-axis maximum travel, millimeters) $131=610.000 (Y-axis maximum travel, millimeters) $132=60.000 (Z-axis maximum travel, millimeters) ok client> $X [MSG:Caution: Unlocked] ok > $H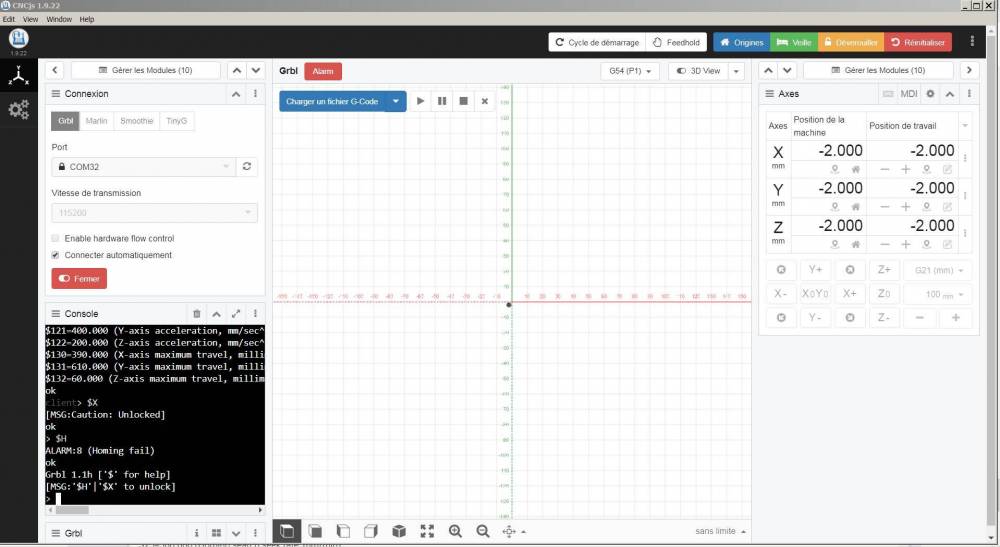
-
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
et bien le Y se passe bien mais le X n'a pratiquement pas bougé. CNCjs 1.9.22 [Grbl] Connected to COM32 with a baud rate of 115200 Grbl 1.1h ['$' for help] client> $$ [MSG:'$H'|'$X' to unlock] $0=10 (Step pulse time, microseconds) $1=25 (Step idle delay, milliseconds) $2=0 (Step pulse invert, mask) $3=0 (Step direction invert, mask) $4=0 (Invert step enable pin, boolean) $5=0 (Invert limit pins, boolean) $6=0 (Invert probe pin, boolean) $10=1 (Status report options, mask) $11=0.010 (Junction deviation, millimeters) $12=0.002 (Arc tolerance, millimeters) $13=0 (Report in inches, boolean) $20=1 (Soft limits enable, boolean) $21=0 (Hard limits enable, boolean) $22=1 (Homing cycle enable, boolean) $23=3 (Homing direction invert, mask) $24=25.000 (Homing locate feed rate, mm/min) $25=500.000 (Homing search seek rate, mm/min) $26=250 (Homing switch debounce delay, milliseconds) $27=2.000 (Homing switch pull-off distance, millimeters) $30=1000 (Maximum spindle speed, RPM) $31=0 (Minimum spindle speed, RPM) $32=0 (Laser-mode enable, boolean) $100=400.000 (X-axis travel resolution, step/mm) $101=400.000 (Y-axis travel resolution, step/mm) $102=400.000 (Z-axis travel resolution, step/mm) $110=4500.000 (X-axis maximum rate, mm/min) $111=4500.000 (Y-axis maximum rate, mm/min) $112=2000.000 (Z-axis maximum rate, mm/min) $120=400.000 (X-axis acceleration, mm/sec^2) $121=400.000 (Y-axis acceleration, mm/sec^2) $122=200.000 (Z-axis acceleration, mm/sec^2) $130=390.000 (X-axis maximum travel, millimeters) $131=610.000 (Y-axis maximum travel, millimeters) $132=60.000 (Z-axis maximum travel, millimeters) ok client> $X [MSG:Caution: Unlocked] ok > $H ok feeder> G91 ok -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
@Mastaf, c'est fait plusieurs fois mais c'est pareil @Jean Claude Garnier j'ai connecté comme tu le conseilles, je branche, je déverrouille, le tableau de contrôle est opérationnel, je demande un déplacement de 100mm sur Y+, j'ai ceci : Grbl 1.1h ['$' for help] [MSG:'$H'|'$X' to unlock] client> $X [MSG:Caution: Unlocked] ok feeder> G91 feeder> G0 Y100 feeder> G90 ok ALARM:2 (Soft limit) [MSG:Reset to continue]feeder> G91 feeder> G0 Y100 feeder> G90 feeder> G91 feeder> G0 Y100 feeder> G90 > et rien ne se passe. et comment fais tu le homing? C'est étonnant qu''avec un contact ouvert connecté sur les 2 pins X+ ou X- ou ne rien mettre sur les 2 pins c'est pareil, alors pourquoi l'effet est différent? -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
@Jean Claude Garnier c'est que que j'ai fait, j'ai sonné la carte pour être sur. @Mastaf ce qui est étrange c'est que j'ai l'alarme dés que je connecte la carte au pc, alors que les axes ne sont pas en contact avec les butées. J'ai testé les fins de course, ils fonctionnent tous très bien aussi bien en NO qu'en NC, d'ailleurs j'ai aussi essayé le branchement en NO et NC, même problème. Comme tu le dit, j'ai fait $X rien à faire. Je joins mon GRBL actuellement configuré pour des NC soit $5=1, mes contacts sont normalement fermés et en série par 2, un haut et un bas sur les 3 axes. CNCjs 1.9.22 [Grbl]Connected to COM32 with a baud rate of 115200Grbl 1.1h ['$' for help]client> $$[MSG:Check Limits][MSG:'$H'|'$X' to unlock]$0=10 (Step pulse time, microseconds)$1=25 (Step idle delay, milliseconds)$2=0 (Step pulse invert, mask)$3=0 (Step direction invert, mask)$4=0 (Invert step enable pin, boolean)$5=1 (Invert limit pins, boolean)$6=0 (Invert probe pin, boolean)$10=1 (Status report options, mask)$11=0.010 (Junction deviation, millimeters)$12=0.002 (Arc tolerance, millimeters)$13=0 (Report in inches, boolean)$20=0 (Soft limits enable, boolean)$21=1 (Hard limits enable, boolean)$22=0 (Homing cycle enable, boolean)$23=0 (Homing direction invert, mask)$24=25.000 (Homing locate feed rate, mm/min)$25=500.000 (Homing search seek rate, mm/min)$26=250 (Homing switch debounce delay, milliseconds)$27=2.000 (Homing switch pull-off distance, millimeters)$30=1000 (Maximum spindle speed, RPM)$31=0 (Minimum spindle speed, RPM)$32=0 (Laser-mode enable, boolean)$100=400.000 (X-axis travel resolution, step/mm)$101=400.000 (Y-axis travel resolution, step/mm)$102=400.000 (Z-axis travel resolution, step/mm)$110=4500.000 (X-axis maximum rate, mm/min)$111=4500.000 (Y-axis maximum rate, mm/min)$112=2000.000 (Z-axis maximum rate, mm/min)$120=400.000 (X-axis acceleration, mm/sec^2)$121=400.000 (Y-axis acceleration, mm/sec^2)$122=200.000 (Z-axis acceleration, mm/sec^2)$130=200.000 (X-axis maximum travel, millimeters)$131=200.000 (Y-axis maximum travel, millimeters)$132=200.000 (Z-axis maximum travel, millimeters)ok -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
et d'après .cette doc, que ce soit des NO ou des NC le branchement se fait au même endroit. -
branchement des fins de course
diiity en réponse au topic de diiity dans Entraide : Questions/Réponses sur les CNC et Lasers
pourtant ça fonctionnait sur la plaque d'expérimentation sans le shield. Et comment connecter les endstops sur ce shield? -
branchement des fins de course
diiity a posté un sujet dans Entraide : Questions/Réponses sur les CNC et Lasers
Bonjour, J'utilise arduino uno et le shield V3 , GRBL 1.1H. Dans GRBL j'ai bien spécifié $5=1 pour valider les fin de course NC et $21=1 pour l'activation des fins de course. Sur le shield V3, que je branche sur Z Y et X en entrée - ou en entrée +, ça ne fonctionne pas et j'ai ce message d'erreur: CNCjs 1.9.22 [Grbl] Connected to COM35 with a baud rate of 115200 Grbl 1.1h ['$' for help] client> $$ [MSG:Check Limits] [MSG:'$H'|'$X' to unlock] ALARM:1 (Hard limit) [MSG:Reset to continue] > Qu'en pensez vous? diiity -
merci pour vos retours, je constate quand même que je ne suis pas le seul a avoir eu des déboire avec le fil de grossiste3D. Par contre le frein c'est une idée car mes bobine est sur roulement, là pour l'instant j'ai enlevé le rouleau et ces roulements, la bobine est simplement posée sur le support rouleau de sorte que ça ne tourne plus librement, on verra. Je voir pour commander chez 3Djake.
-
"un bout de filament qui frotte sur la bobine", tu peux expliquer? Et ton frein comment était il?