GaB38
-
Compteur de contenus
20 -
Inscrit(e) le
-
Dernière visite
Récompenses de GaB38
")





Favoris
-
[TUTO] Installation & Configuration d'un nivellement auto (BLTouch & TouchMi)
[TUTO] Installation & Configuration d'un nivellement auto (BLTouch & TouchMi)Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents
====================================================================
Mini tuto : Installation du TouchMi par @sensei73
RévélationVoilà un mini tuto à la demande de @deamoncrack et @CacaoTor, pour ceux qui ont un Touch-Mi à droite:
Prérequis:
- Dans un premier temps, il vous faut imprimer toutes les pièces concernant votre buse (support tête, support ventilateur touch-mi, fang et coque Miroir).
- Pour la configuration de Marlin, vous devez savoir compiler votre propre firmware (voir les différents tutoriels disponibles dans le forum).
- Avoir réglé tous les paramètres requis dans configuration.h (Z_SAFE_HOMING, Z_HOMING_HEIGHT, X_PROBE_OFFSET_FROM_EXTRUDER, Y_PROBE_OFFSET_FROM_EXTRUDER) et dans configuration_adv.h (BABYSTEPPING et BABYSTEP_ZPROBE_OFFSET)
Activation:
- ouvrir configuration.h dans Visual Studio, allez à la partie concernant le touch-mi:
Révélation/*** Touch-MI Probe by hotends.fr** A probe deployed by moving the x-axis and activated with a magnet placed on the right or left.* By default, the Magnet is on the left and activated by a Home.** If activation magnet is on the RIGHT define magnet position with:* #define TOUCH_MI_POSITION_RIGHT** BABYSTEPPING and BABYSTEP_ZPROBE_OFFSET must be enabled in Configuration_adv.h* Z_SAFE_HOMING must be enabled to avoid a deploy outside the bed.* TOUCH_MI_RETRACT_Z need to be defined to retract the probe.* Z_HOMING_HEIGHT must be defined to a minimum of 10.** TOUCH_MI_POSITION_RIGHT needs TOUCH_MI_DEPLOY_XPOS to be defined.*///#define TOUCH_MI_PROBE#if ENABLED(TOUCH_MI_PROBE)#define TOUCH_MI_RETRACT_Z 0.5 // Height at which the probe retract//#define TOUCH_MI_POSITION_RIGHT // If your magnet is on the right of the Bed//#define TOUCH_MI_MANUAL_DEPLOY // For manual deploy (without magnet on X)#undef PROBE_MANUALLY#endif#if ENABLED(TOUCH_MI_POSITION_RIGHT)#define TOUCH_MI_DEPLOY_XPOS (X_MAX_BED + 1) // X_MAX_BED or (X_MAX_BED + X) if magnet is outside the BED.#endif-
Décommenter la première ligne pour activer le touch-mi:
//#define TOUCH_MI_PROBE
Réglages:
-
Cette ligne permet le réglage de la hauteur (Z axis) à laquelle le touch-mi se rétracte, par défaut "0.5". ( A ne pas toucher sauf configuration particulière)
#define TOUCH_MI_RETRACT_Z 0.5
-
Il faut décommanter cette ligne si votre touch-mi est à droite (par défaut, il est considéré à gauche).
//#define TOUCH_MI_POSITION_RIGHT // If your magnet is on the right of the Bed
-
Décommenter cette ligne si vous voulez activer le touch-mi manuellement, ou vous n'utilisez pas l'aimant (une pause sera faite à chaque déploiement nécéssaire)
//#define TOUCH_MI_MANUAL_DEPLOY // For manual deploy (without magnet on X)
-
Cette ligne sert à régler la position de l'aimant ( "X_MAX_BED" par défaut ou "(X_MAX_BED + X)", X étant une valeur en millimètre si votre aimant se trouve en dehors du bed)
#define TOUCH_MI_DEPLOY_XPOS X_MAX_BED // X_MAX_BED or (X_MAX_BED + X) if magnet is outside the BED.
Première utilisation:
Nous allons ici, passer par le menu de l'imprimante, dans configuration, puis "Touch-Mi"

- Init. Touch-Mi --> Permet de initialiser le touch-Mi (Z-offset 0)
- Décalage Z --> Permet de régler le offset Négativement, on prend une feuille de papier et on fait descendre jusqu'à que le buse accroche la feuille
- Sauvegarde --> Explicite!
- Test Z ---> permet de vérifier son réglage Z-Offset
================================================================================
Installation du BL-Touch :
Version 4.5 du 24/08/2019 (Update nouveau fichier .pins).
-
De quoi ai-je besoin :
- Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez !
- Savoir déjà compiler et flasher Marlin sur une Alfawise.
- Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D.
-
Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici.
- Un peu de doc sur le BL-Touch (V3)
- Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici.
- Un fer à souder avec un peu d'étain.
- De la gaine thermorétractable.
- Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision.
- Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également.
-
Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement.
- Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut :
Révélation- Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement.
- Une bonne pince coupante.
- Des connecteurs type "dupont". Trouvable ici. Rien ne vous oblige à prendre ceux-là obligatoirement, mais ils ont l'avantage d'être plus modulables que ceux par 2, 3 ou +
- Une pince à connecteurs "dupont", trouvable ici. Vous pouvez trouver des pinces livrées déjà avec un lot de connecteurs. De même il existe d'autres pinces diverses et variées. A vous de voir
- Facultatif, vous pouvez aussi avoir des pins type jumper, pour faire vos connecteurs mâles.
- Un fer à souder avec un peu d'étain.
- De la gaine thermo rétractable.
- Remarques : Ça fait pas un peu beaucoup ? Le BL-Touch tel que livré, est vendu avec des fils bien trop courts. bien que l'on trouve enfin des vraies rallonges pour pas grand chose, vous pouvez toujours faire la votre. Dans mon cas, à l'époque, j'ai préféré faire les rallonges moi-même. Enfin sur la carte-mère, aucun connecteur ne se suit, il faut donc en mettre un peu "à droite à gauche", ce qui implique de séparer les connecteurs d'origine.
Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto.
>>> On y va ! <<<
Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" :
Révélation-
Préparation du BL-Touch:
- Nous allons préparer le câble (rallonge) qui reliera le dispositif de palpage avec la carte mère.
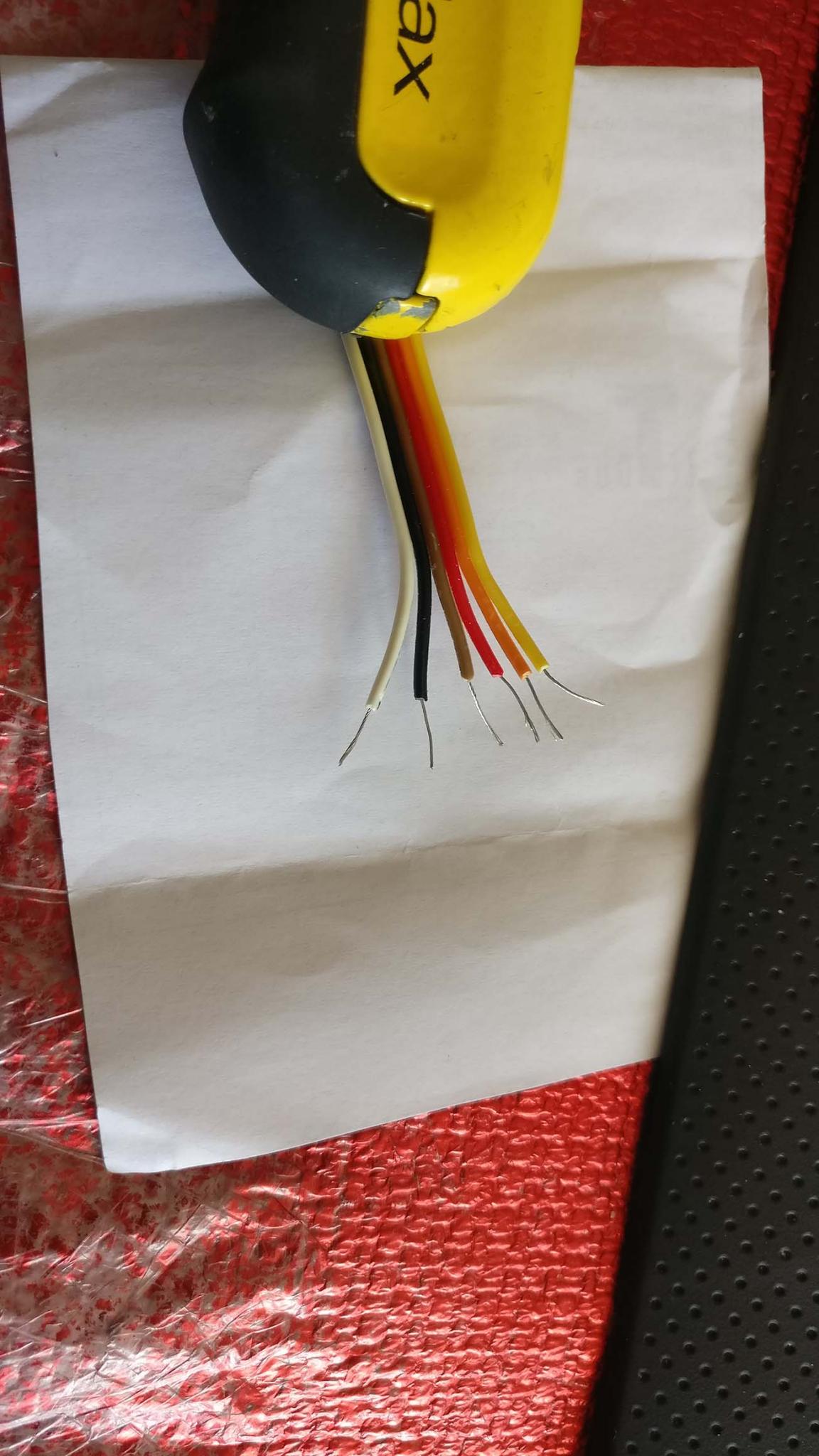
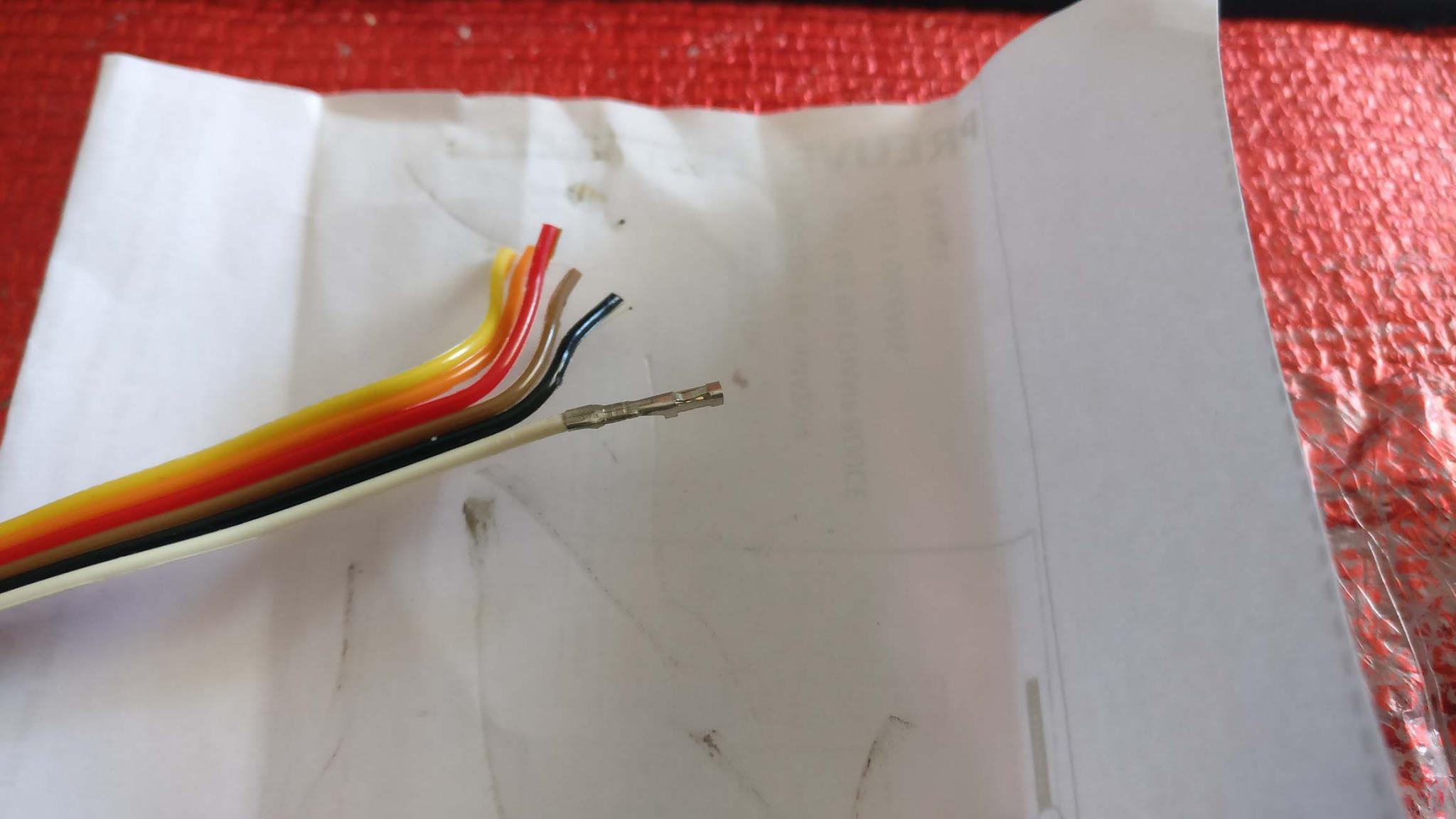
- On prend notre jolie tresse de câbles, on en détache 5 fils des couleurs du BL-Touch si possible, et on en coupe un bon mètre 50.
- A l'aide d'un cutter, on sépare les fils de la tresse sur les deux bouts, d'une longueur de 1 à 2cm. Puis on les dénudes (avec une pince à dénuder idéalement comme ici (vous pouvez voir sur la photo 6 fils. Ne faites pas attention c'est pour mes tests) :
Révélation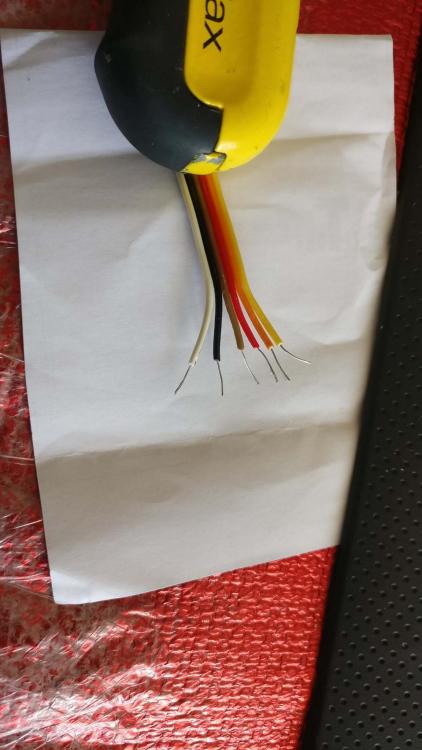
- Une fois dénudés, on torsade les brins de fils dénudés de façon à les resserrer et bloquer pour ne faire qu'une seul fil apparent.
- On répète cette opération sur l'autre bout de tresse de fils que vous avez découpé
- Nous allons maintenant installer les connecteurs sur ces fils. J'ai choisis de conserver les connecteurs d'origine du BL-Touch. De cette manière, ils seront reliés au niveau de la tête d'impression avec la rallonge, de manière à pouvoir les débrancher facilement au besoin.
- J'ai personnellement utilisé la technique des pins type jumper ici, comme vous allez le voir.
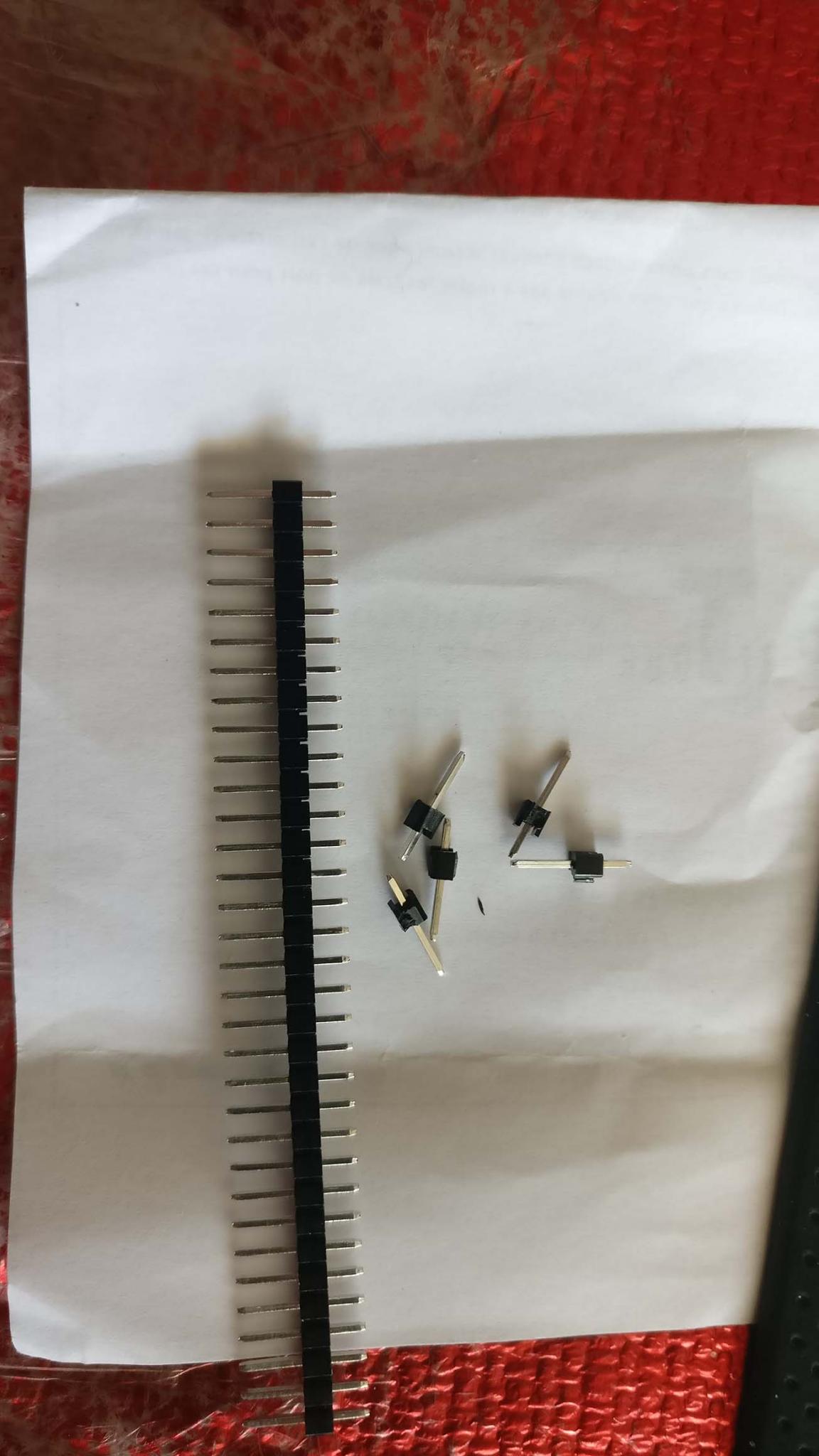
- On récupère une barrette de pins, il en faut au moins 5. Puis on les découpe proprement, bien au centre des séparations, un par un, à l'aide d'une pince coupante. Ne vous faites pas avoir, les pièces peuvent sauter à l'autre bout de votre pièce ! Vous devrez donc avoir ceci :
Révélation
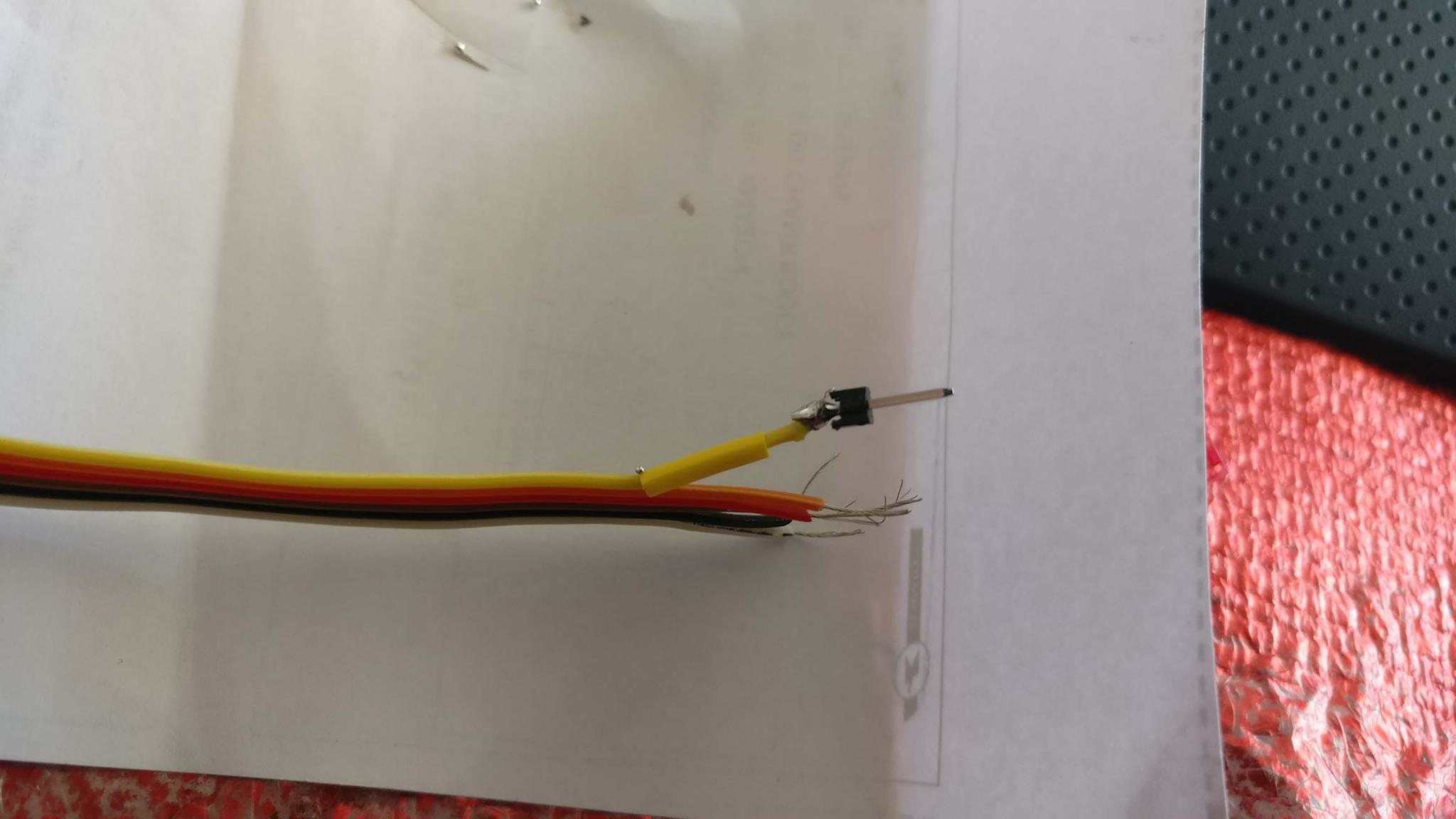
- On découpe ensuite un petit bout de gaine thermo-rétractable, de 1 à 2cm, et on le place sur le bout d'un premier fil (on le met d'abord sinon ce sera beaucoup plus compliqué de l'enfiler après soudure), et on enroule le fil autour de la partie basse (la plus courte) sur l'un des pins découpés.
- Délicatement, on vient placer un peu de soudure au niveau du fil et du pin, en positionnant bien de l'étain tout autour du pin (sur cette photo ma gaine n'est pas assez large, je l'ai ensuite remplacée).
Révélation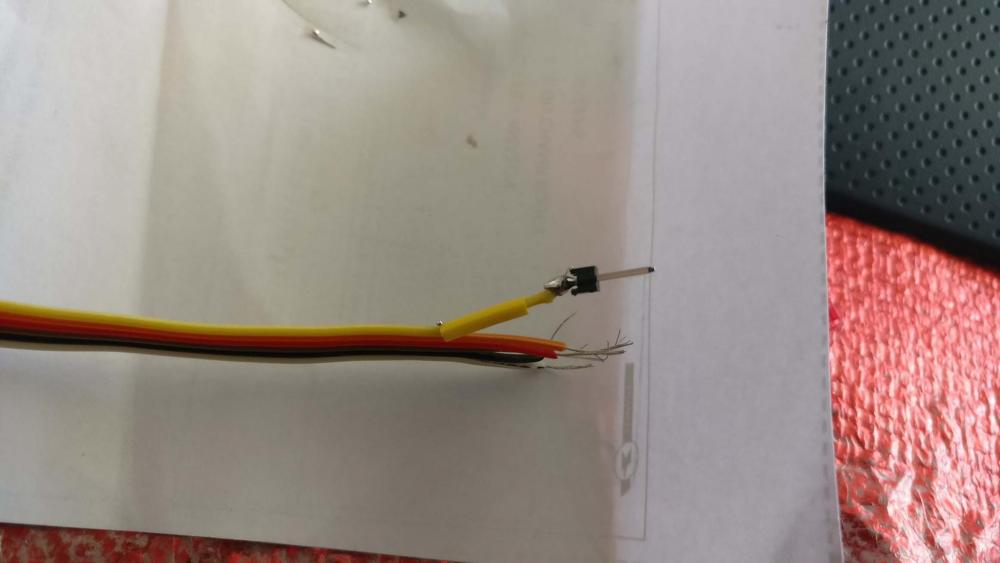
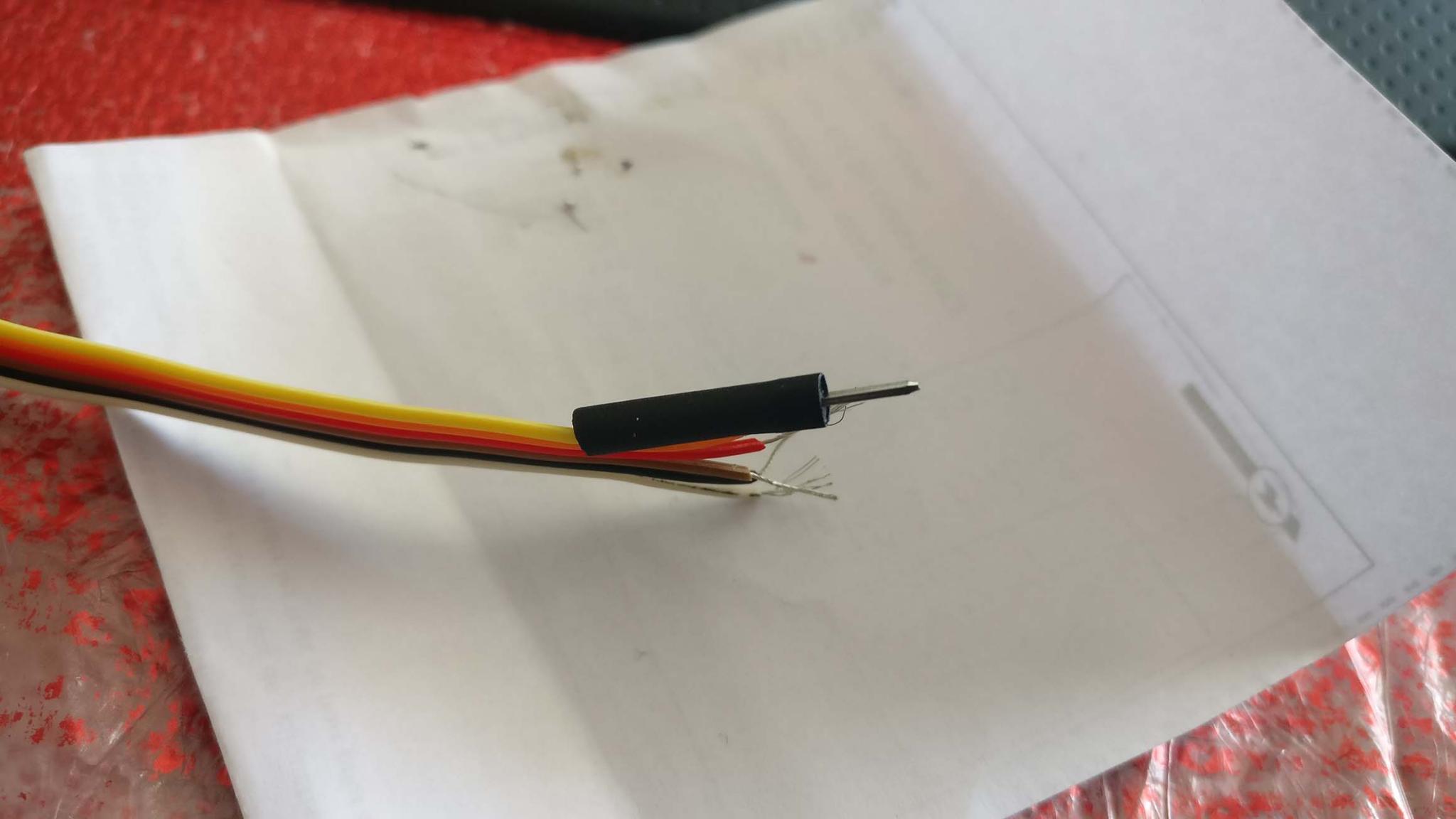
- On remonte le morceau de gaine thermique, de façon à couvrir toute la soudure, et d'arriver à ras du délimiteur en plastique. On passe alors un coup de pistolet à chaud, ou fer à souder sur la gaine, pour bien consolider et protéger l'ensemble :
Révélation
- On répète l'opération sur les 4 autres fils.. Cela doit donner quelque chose comme ça :
Révélation
- On passe de l'autre côté de la longueur de fil, et on s'occupe des connecteurs pour la carte mère.
- Comme pour les précédentes opérations, on sépare 5 bouts de fils et on les dénudes. Mais cette fois, on coupe le fil dénudé à une longueur de 5mm environ, 1cm dans le pire des cas. On sors notre pince à sertir "dupont" et nos connecteurs femelles de 1 pin (x5).
- Plutôt que réinventer la roue, voici une vidéo pour sertir ces fils :
Révélation- Votre opération doit ressembler à ceci :
Révélation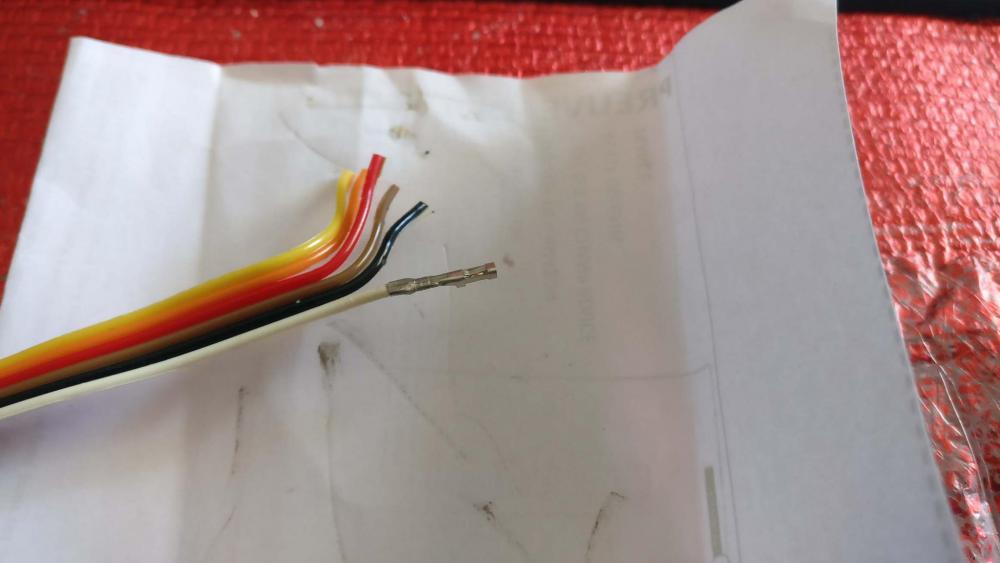

Et enfin :

- Vos câbles sont prêts et donc le BL-Touch aussi !
Si vous avez une carte-mère en version V0G :Révélation-
Raccordements/connexions :
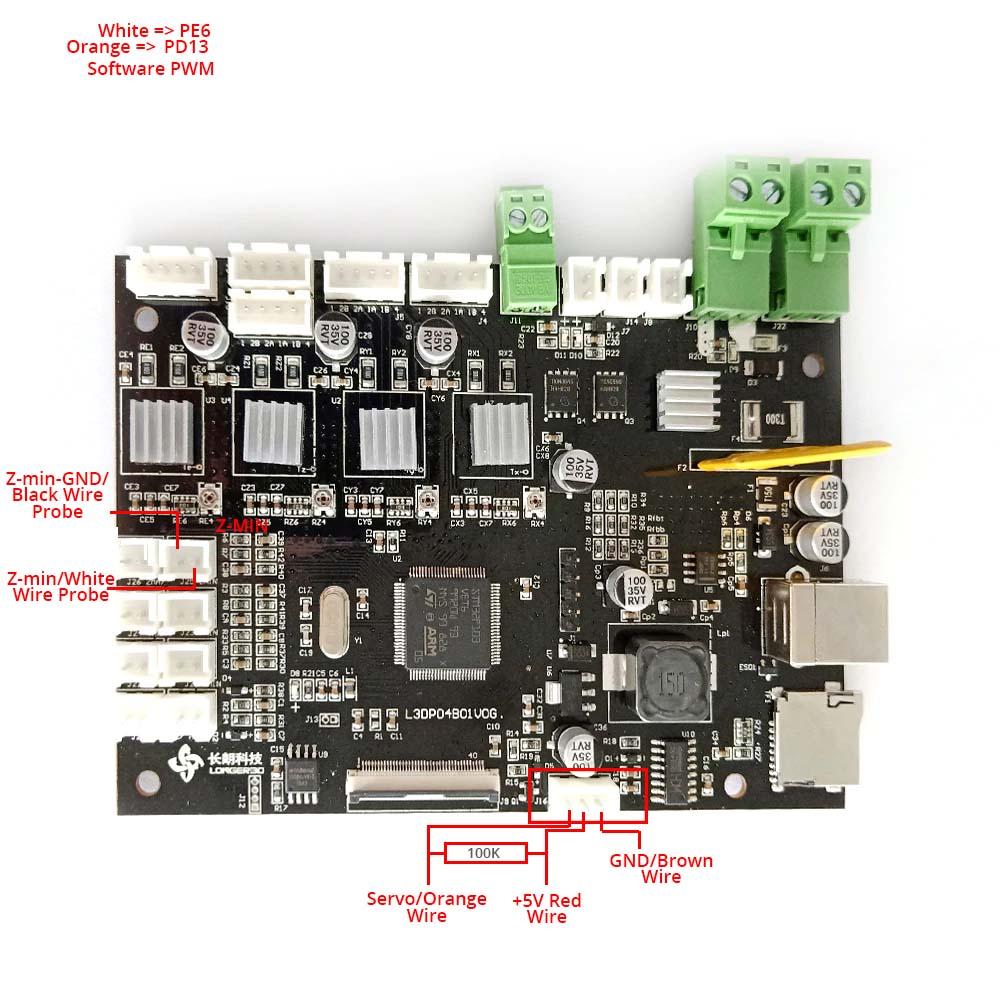
- On doit placer notre résistance de 4.7k en parallèle, entre la patte du connecteur servo, pour le fil Orange, et le fil rouge.
- Le reste des raccordements ne comporte rien de particulier.
- Voici les raccordements nécessaires pour votre BL-Touch sur votre carte V0G :
Révélation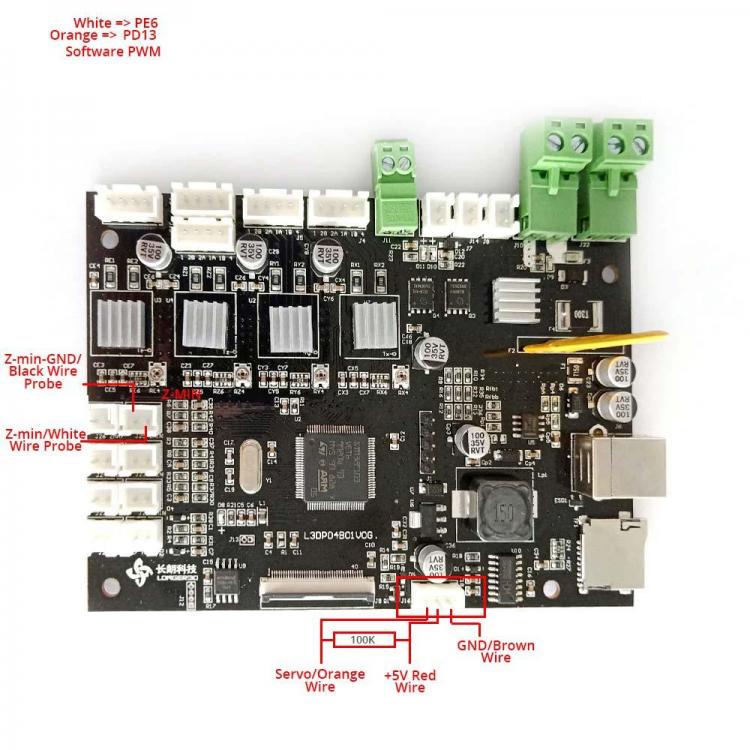
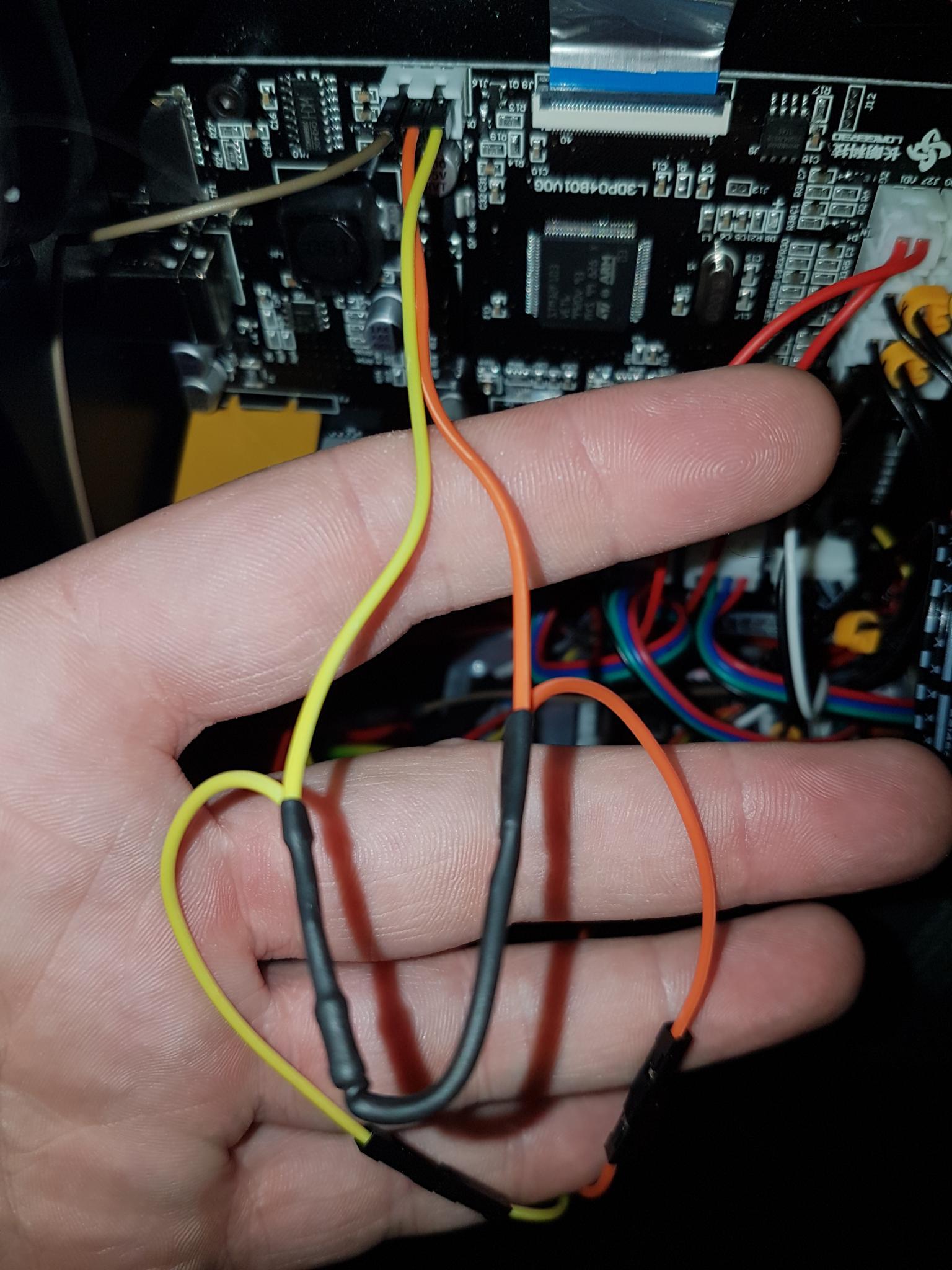
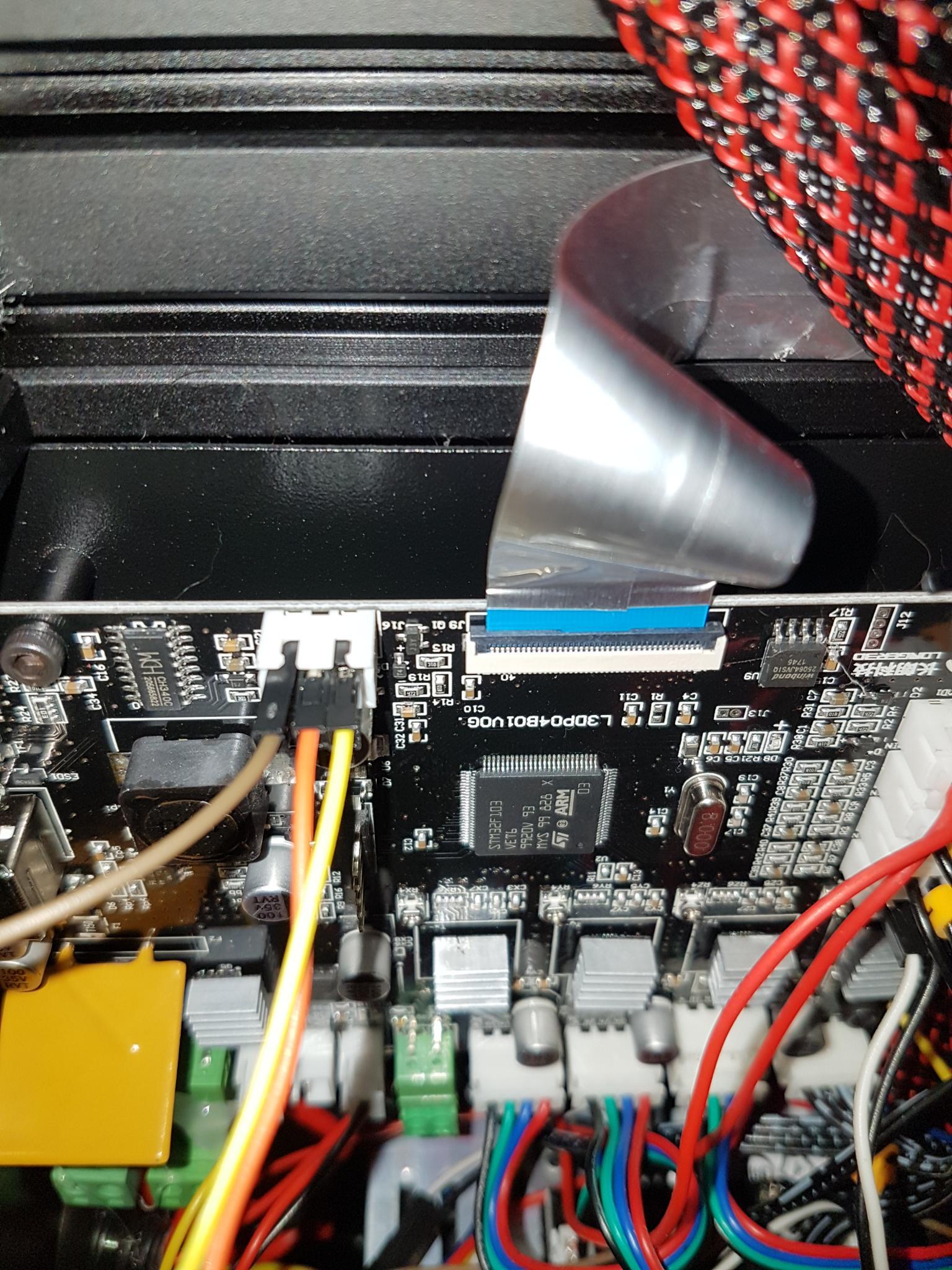
Quelques photos du montage de @sixmo :
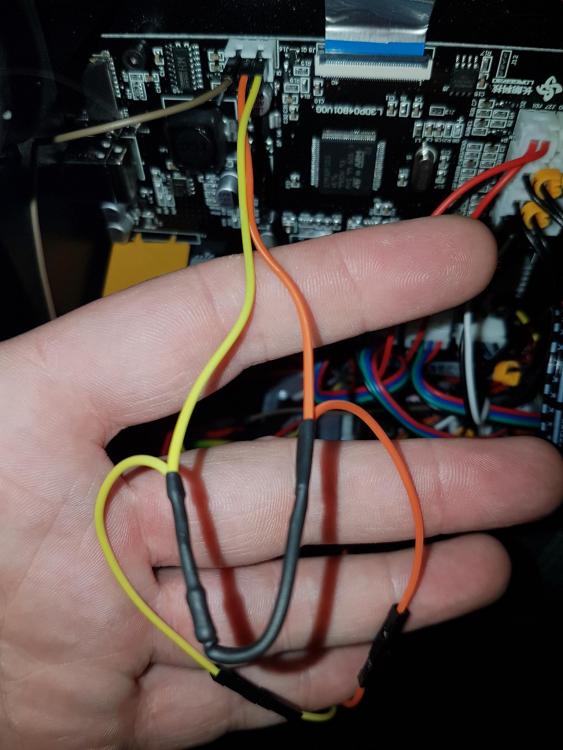
Sur la photo ci-dessus, on voit dans l'une des gaines thermo., la résistance connectée/soudée correctement. (attention sur cette photo les couleurs de fils différent. Faites attention).
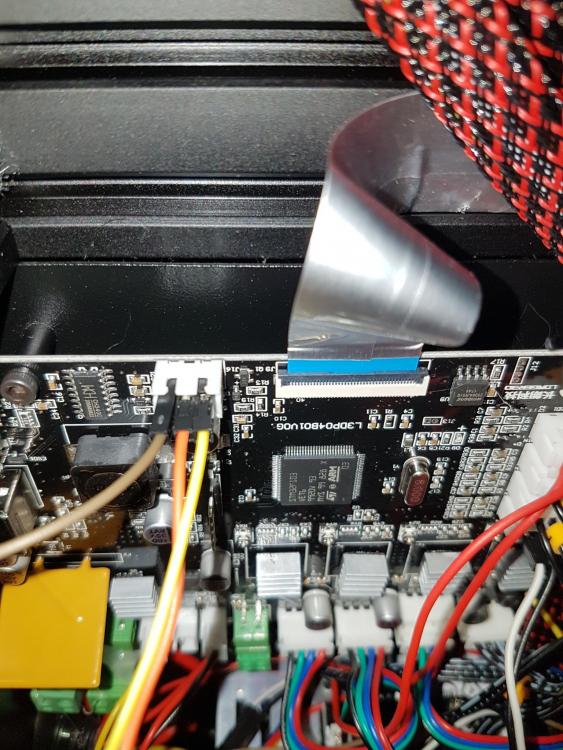
Ici les fils reliés au port servo de la carte mère. (attention sur cette photo les couleurs de fils différent. Faites attention)
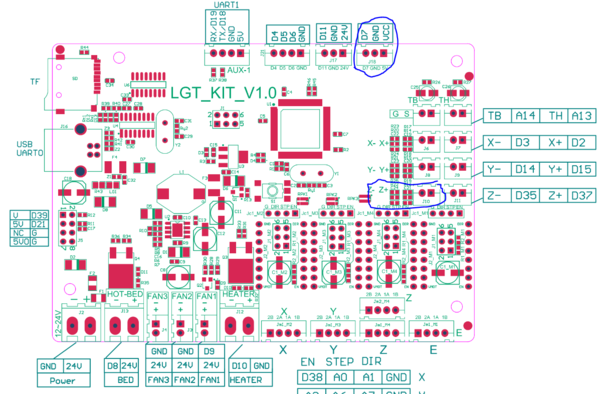
Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) :
-
Révélation
-
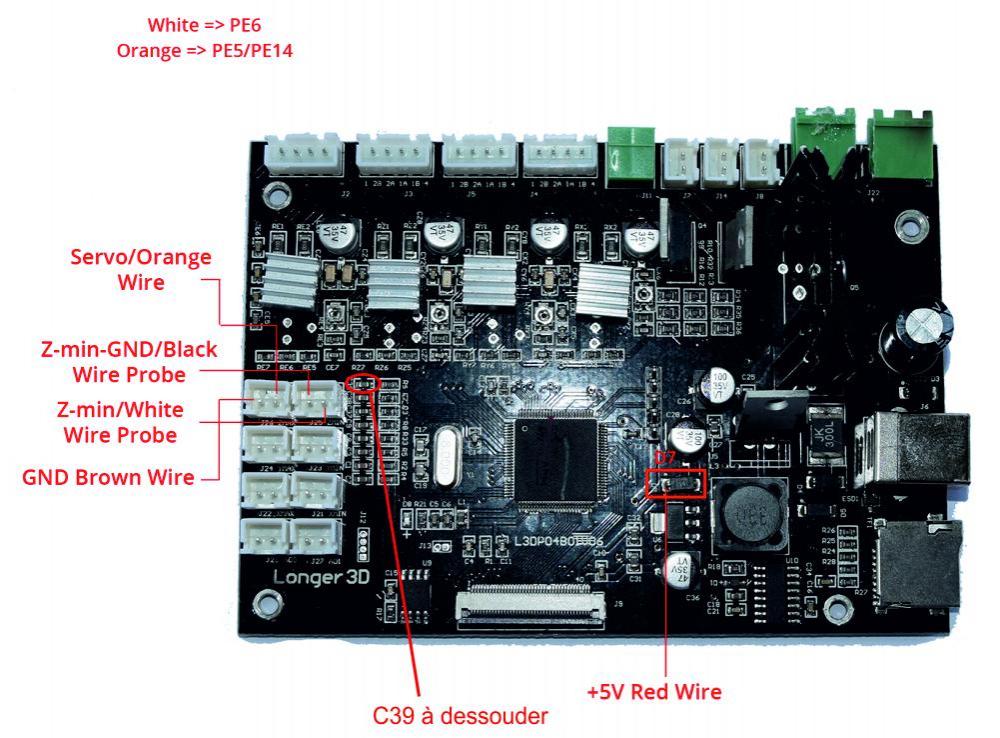
Raccordements/connexions :
- On utilise pas de résistance pour ces versions de cartes-mères. En revanche, vous devrez retirer un condensateur. Le condensateur C39. En effet, les condensateurs lissent le signal reçus PWM par le BL-Touch ce qui supprime toute possibilité pour le firmware d'interpréter le signal du BLTouch.
- Enfin, il vous faudra alimenter votre BLTouch sur la diode D7 (ou ailleurs mais recommandé par simplicité).
- Voici les raccordements nécessaires pour votre BL-Touch sur vos cartes V0G :
-
Révélation
Photo et validation par @Neolink :
-
Raccordements/connexions :
-
Configuration Marlin 2-x
- Allez on passe enfin à la configuration !
- Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent.
- Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 300 #define Y_BED_SIZE 300 #define Z_MACHINE_MAX 400 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 4 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X //U20 #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 271 //OK #define FRONT_PROBE_BED_POSITION 22 //OK #define BACK_PROBE_BED_POSITION 278 //OK #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29.
- Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 220 #define Y_BED_SIZE 220 #define Z_MACHINE_MAX 300 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 4 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X // For U30 #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 191 //OK #define FRONT_PROBE_BED_POSITION 22 // A confirmer car surement inversé #define BACK_PROBE_BED_POSITION 198 //A Confirmer car surement inversé #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 400 #define Y_BED_SIZE 400 #define Z_MACHINE_MAX 500 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 5 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X // For U20Plus #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 371 //OK #define FRONT_PROBE_BED_POSITION 22 // A confirmer car surement inversé #define BACK_PROBE_BED_POSITION 278 //A Confirmer car surement inversé #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé.
-
On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h
- Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 :
Révélation//Servo for Z_Probe #define SERVO0_PIN PD13
- Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 :
Révélation//#define SERVO0_PWM_OD //#define SERVO0_PIN PD13 // Open drain PWM pin on the V0G (GND or floating 5V) #define SERVO0_PIN PE5 // Pulled up PWM pin on the V08 (3.3V or 0)- Et on compile Marlin !
-
Tests
- Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ.
- Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel.
- Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto.
- Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations !
- GCode de démarrage :
RévélationG21 ;metric values M82 ;set extruder to absolute mode M107 ;start with the fan off M280 P0 S160; BL-Touch Alarm realease G4 P100; Delay for BL-Touch G28; home M280 P0 S160 ; BLTouch alarm release G4 P100 ; delay for BLTouch G29; Auto leveling M420 Z5 ; LEVELING_FADE_HEIGHT Real activation and set parameters (if not set here, Z-Compensation failed) M500; Write data carto G29 G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4200 M117 Printing...- Mini tuto Z-Offset pour BL-Touch
Révélation- Le BL-Touch est vraiment très pratique et augmente de façon exceptionnelle la précision des prints. Seulement il ne fait pas tout ! Il lui faut une référence.
- Cette référence est ni plus ni moins ce que vous aviez eu l'habitude de faire, avec le leveling du bed à la main, mais cette fois, en beaucoup plus rapide. De plus cette opération sera a répétée de façon relativement rare.
- Ajuster votre plateau comme à vos habitudes avec la technique de la feuille ou des jauges d'épaisseurs.
- Assurez-vous que le Z_OFFSET est bien à 0 (commande M851. Si ce n'est pas le cas, faire un M851 Z0).
- Puis, faire un home du Z, ce qui va ramener votre buse au centre du plateau (nouvelle origine Z avec Z_SAFE).
- En ligne de commandes en terminal tapper M114 et noter la valeur de Z (en général 10), ou via votre écran LCD noter la valeur de Z.
- Placer votre buse au centre du plateau, étant décalée avec le offset de la sonde.
- Descendez doucement manuellement votre Z jusqu'à ce que la feuille gratte à peine, là encore, comme d'habitude, ou avec votre jauge préférée.
- Une fois que vous pensez votre niveau OK, taper la commande M114 de nouveau pour savoir où en est maintenant votre Z et noter cette valeur (ou via l'écran LCD).
- Faites une soustraction de la valeur de départ de Z, avec la toute dernière valeur.
- Taper alors la commande M851 Zxx xxx étant la valeur que vous obtenez après votre petit calcul. Cette valeur peut-être positive ou négative. Pour une valeur positive, taper directement la valeur après le Z, pour une valeur négative, précéder votre valeur par le signe -
- La valeur peut être un nombre décimal, dans ce cas, la séparation numérique se fait par un point.
- Enfin, on enregistre ces données dans l'EEPROM avec la commande M501, ou via son écran LCD.
- Pour vérifier que le réglage est bon, on peut afficher la valeur du Z offset avec M851. Pour être sur, on tape G1 Z0 (origine 0 du Z) et on fait le test de la feuille ou de la cale. Le réglage doit être parfait.
- Vous pouvez lancer un G29, et un print. Le BL-Touch compensera alors les hauteurs sur différents points du plateau, par rapport à votre référence fraîchement réglée.
- Cette manipulation est a effectuer à chaque fois que vous commencerez à observer vos premières couches se dégrader (au bout de 20 prints toujours pas besoin en ce qui me concerne).
ENJOY !
Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !

-
Test de la LONGER3D LK4 PRO
Test de la LONGER3D LK4 PROYes,
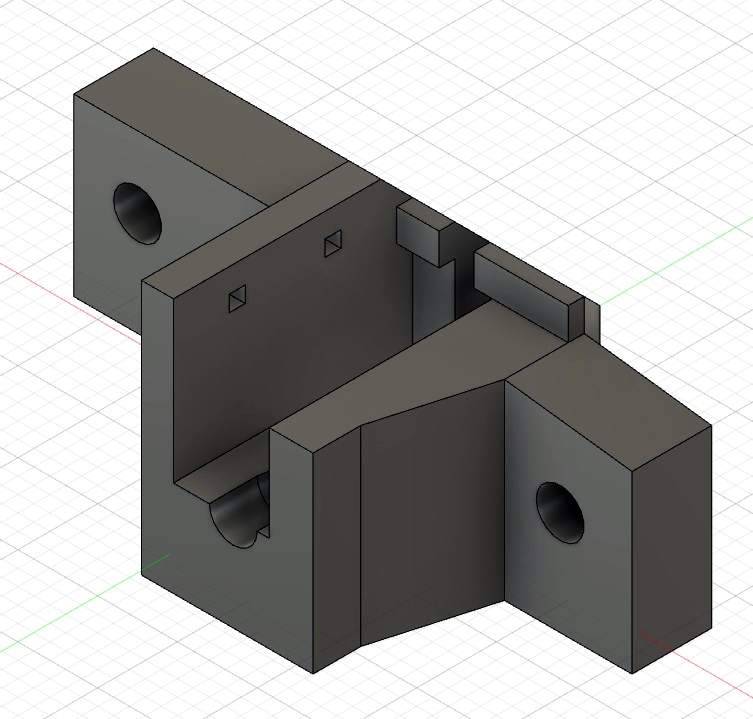
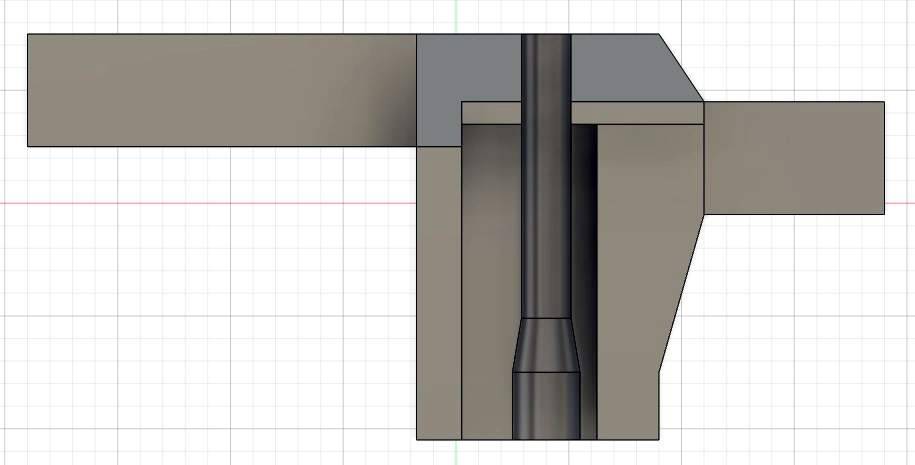
J'ai dessiné un support pour le BL touch, que je joint à ce message.
Il n'est pas propre mais il fait le job.
J'ai vu qu'une personne avait modifié le FANG pour y ajouter le support BL touch.
Son idée est pas mal.
Par contre, je ne sais plus qui c'est.
PS : Mets un @ devant le pseudo pour qu'il soit au courant @Fonzy

-
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.
[Tuto] Installer un "3d Touch" sur U30 Pro ou LK4 Pro.Bon, je vous préviens, j'ai plus l'habitude de suivre les tuto, mais avec l'expérience et le fait que le LK4 Pro soit très simple, j'ai pu installer mon 3d Touch (acheté chez trianglelabs) très facilement.
-
Imprimer le modèle de support BLTouch https://www.thingiverse.com/thing:3526108 et l'installer

- Brancher le "3d Touch" à la carte mère
Donc on branche le rouge sur le 5v, le marron sur le GND et le jaune sur le D7. (vérifiez que ça corresponde bien au niveau de la prise de votre machin "touch"
 )
)
Le noir sur Z- et le blanc sur Z+ (à la place de la prise du endstop Z en place, vous pouvez retirer définitivement le switch
).
- Ensuite il vous faut arduino IDE et un cable usb A, vous allumez l'imprimante, branchez le câble, dans le dossier que je vous ai joint vous lancez le "Marlin.ino" qui va lancer Arduino IDE. Vous choisissez dans le menu Outils le Arduino Mega 2560 en carte et en processeur, et en programmateur le AVRisp MKII.
-
Vous téléversez et c'est presque fini

- Il va vous falloir régler le "Z offset" le distance que vous voulez entre la buse et le plateau, pour cela on va devoir ouvrir un terminal avec l'imprimante, soit via pronterface ou octoprint.
- Bref connectez vous, on lance un M502 pour remettre à 0 les settings (après le flash), M500 pour enregistrer.
-
Etape dangereuse, vous pouvez lancer un G28 qui va faire un auto home en utilisant le 3d touch, gardez le doigts sur l'interrupteur de l'imprimante au cas ou ...
-
C'est bon ? Pas de trou dans le buildtack ? Ok lancez un G0 Z0 pour centrer la buse, vous allez voir c'est encore un poil trop haut, c'est le moment de chercher le bon réglage du Z … du coup on y va tout doucement, G0 Z-1 … G0 Z-2, on se rapproche ? G0 Z-2.1 etc … jusqu'à ce que le papier frotte la buse comme vous aimez (une cale de 0.15mm c'est parfait)
-
Ensuite un petit M851 Z-X.X, ensuite vous enregistrez par un M500 et c'est fini, vous pouvez faire un G29 pour le plaisir
N'oubliez pas de rajouter un G29 dans votre gcode de début, mettez le après le G28. N'hésitez pas à revenir sur le Z offset si besoin
(l'extrudeur claque à la première couche, diminuez le z offset, les objets se décolle, augmentez le ).
J'ai pris le dernier firmware officiel de longer3d (identique chez alfawise), j'ai juste bidouillé la partie BLTouch, en principe c'est sur 25 points (sur la mienne c'est 16, c'est pas encore parfait).
-
Imprimer le modèle de support BLTouch https://www.thingiverse.com/thing:3526108 et l'installer
-
Alfawise-Longer3D-U20x-U30x-LKx - La ventilation
Alfawise-Longer3D-U20x-U30x-LKx - La ventilationBonjour à tous,
Fraîchement débarqué sur le forum, et dans le monde de l'impression en général, je suis l'heureux propriétaire d'une Alfawise-U20 depuis 3 semaines maintenant (reçu d'occaz soit dit en passant très mauvais point pour Gearbest...
 ).
).
Comme beaucoup, je trouve cette imprimante vraiment excellente, notamment pour son prix, mais le bruit de ses ventilateurs est vraiment trop gênant, d'autant plus que leurs performances semblent très discutables.
Il serait intéressant si ce topic pouvait faire date dans sa catégorie et aider un maximum de personne.
Résumé :
Les Alfawise (et bien d'autres machines) fonctionnent en 24V et alimentent par la même l'ensemble de ces composants de la même façon.
Les ventilateurs sont contrôlés en "pseudo PWM" sur deux fils uniquement, ce qui est contraire aux normes et usages en vigueurs.
Pour rappel, cette imprimante propose un excellent rapport qualité/prix, mais certaines choses sont vraiment du bricolage.
Les ventilateurs d'origine sont également en 24V.
- Celui du HoteEnd n'est pas variable, et est connecté sur une sortie 24V à tension linéaire. Vous pourrez donc le remplacer aisément par un ventilateur 24V, mais ces derniers de la taille d'origine en 30x30x10 sont rares. Vous trouverez donc plutôt du 12V. Dans ce cas, il conviendra d'utiliser un petit montage simple à base de LM7812 (diffusion d'un schéma simple à venir, mais on en trouve déjà sur Internet), pour ramener la tension à 12V.
- Celui du refroidissement du filament est par contre variable et heureusement, pour assurer de bonnes impressions. Celui d'origine contrairement aux apparences, n'est également pas optimisé du tout pour être régulé de la sorte. Il a juste été grossièrement adapté.
-
Si vous souhaitez changer ce ventilateur, que vous preniez un 12V ou 24V, il faudra impérativement bricoler un petit peu pour rendre une tension bien lisse au ventilateur.
- Pourquoi ? Et bien telle quelle, l'imprimante envoi des impulsions électrique en lieux et place d'un signal bien lisse. Ce signal est de forme carré. Soit le courant passe en 24V, soit il ne passe pas et on à 0V. Ces passages d'état à un autre ce fait bien sur plusieurs fois par seconde, en fonction de l'architecture de l'imprimante. Sur la Alfawise-U20, cette fréquence est fixée à 8Hz environ. Or, un ventilateur traditionnel n'aime pas du tout ce genre de fonctionnement.
- Sans adaptation, soit votre ventilateur ne tournera pas sauf à 100% de réglage, soit il tremblera selon la vitesse, soit il ne tournera pas à la vitesse demandée (il pourrait par exemple s'arrêter alors que vous l'avez régler à 60%, ou bien tourner à 10% de sa puissance réelle alors que vous avez indiquez une consigne à 70%).
- Après un nombre de retours importants de plusieurs utilisateurs de toutes parts, il est maintenant confirmé que le ventilateur d'origine du filament n'est pas conçu pour un fonctionnement en 24V, et ont la fâcheuse tendance de griller rapidement (suralimentation). Il en va probablement de même pour celui du Hotend.
Solution/Résolution : (Update du 07/10/2020)
Les travaux et modules effectués jusqu'à ce jour ne sont plus disponibles pour des raisons qui ne regardent que leurs auteurs.
---
>> Je travail avec une autre personne sur la création d'un module de conversion universel (toutes machines), plages de tensions d'entrée 12V-24V et plage de sortie 12V-24V. <<
**Une pensée spéciale et émue à @rmlc460 qui nous a quitté depuis...**
Changer et bien choisir son ventilateur :
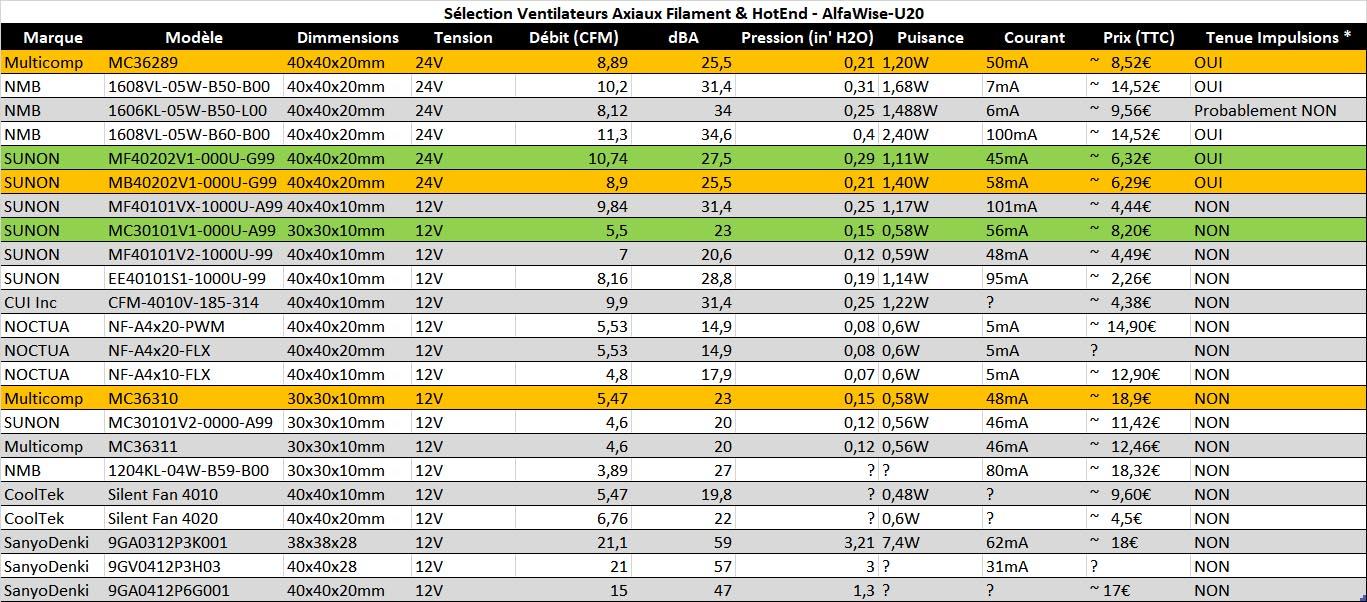
- Pour parfaire l'idée de refaire la ventilation, j'ai rassemblé un certain nombre de ventilateurs (en axiaux uniquement, radiaux à venir) sous forme d'un tableau comparatif, qui ne retiens que ceux de marques fiables et reconnus professionnelles : (le tableau n'est pas exhaustif et donne simplement une idée. Selon votre tête d'impression, le lieux et l'installation de votre imprimante, ces données peuvent varier). Les ventilateurs ayant un rendement inférieur à ceux du tableau ont d'office été éliminés.
Update du 06/01/2019 : Le changement du ventilateur de l'alimentation est une très bonne solution également pour gagner en silence et en efficacité pour l'aération du module de contrôle (également dispo en MP).
Voir ici :
(17/05/2019)
Update du 06/01/2018 : Une bonne fois pour toute, le tableau bien qu'il ai fait l'objet de tests réels, n'est pas exhaustif, et vous êtes libre de prendre celui que vous voulez. Vous pouvez rajouter dans ce sujet les ventilateurs que vous aurez acheté et idéalement testé, mais toute personne venant apporter son "savoir" ou son ignorance sans avoir lu rigoureusement et compris à minima cette première page, sera au mieux ignorer, au pire signalé.
===================================================================================================
-
[TUTO] Vous avez un problème d'extrusion ? Peut être la solution.
[TUTO] Vous avez un problème d'extrusion ? Peut être la solution.Salut a tous,
J'ai pu remarqué que beaucoup d'entre nous avons ou avons eu des problèmes d'extrusion avec nos têtes d'impressions.
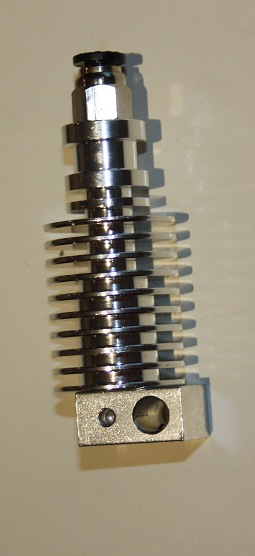
Elle concerne pour ma part les Jhead, E3DV5-6 ou celle des imprimantes Dagoma ce sont les mêmes ... Elles ressemblent à ça:

Pour commencer il faut savoir que cette tête fonctionne impérativement avec un refroidissement actif donc ventilateur en marche permanente et correctement orienté il faut garder le radiateur froid dans son intégralité.
Le problème semble être toujours le même votre fil se bloque, l'extrudeur claque et le fil n'avance plus.
Pas la peine de démonter l'extrudeur le soucis ne viens pas de la.
Votre problème ressemble a ça:


On va essayer de le résoudre.
Un peu de lexique pour commencer :
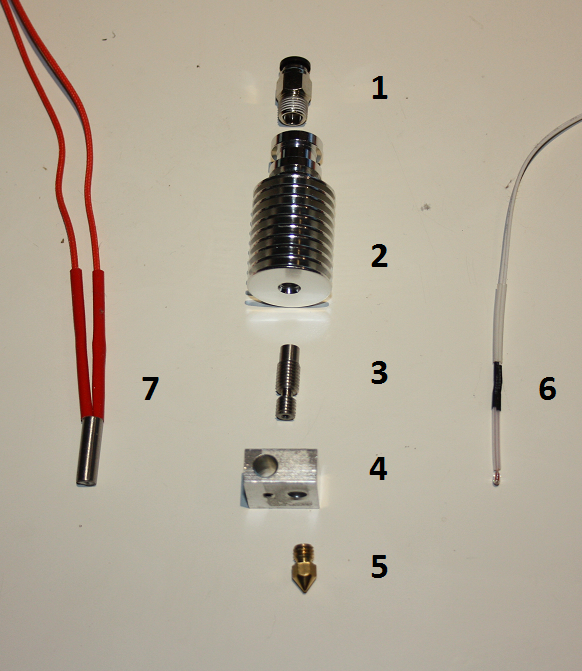
1 : Pneufit Dans le cas d'un extrudeur déporté (Bowden)
2: Radiateur
3: Stop chaleur
4: Bloc de chauffe
5: Buse
6: Sonde ou thermistance
7: Élément chauffant
Maintenant que l'on parle tous de la même chose on va pouvoir commencer.
Il faut savoir qu'il existe 2 types de radiateur suivant l'extrudeur que vous avez:

Tous les soucis que j'ai rencontré avec mes copies chinoises de ces Hot-end était du à la mauvaise qualités de cette élément qui peux être de différente conception :
Tube PTFE traversant de part en part :
soit par un petit tube fixé a l'intérieur

soit en utilisant votre tube ptfe depuis l'extrudeur, qui pour moi est la meilleur solution en bowden

Avec insertion du tube PTFE à l’intérieur du stop chaleur jusqu’à une butée
sans teflon (la est souvent le problème)

avec teflon de l'autre coté.

En all métal (même diamètre intérieur de part en part) Utilisé principalement avec un extrudeur en direct.(Pose aussi problème)

Voila je crois que j'ai fait le tour de ce qu'il existait sur le marché …
Dernière petite chose 2 tailles existent une pour : l' E3DV5 filetage en M6 coté radiateur et bloc de chauffe
l' E3DV6 filetage en M7 coté radiateur M6 coté bloc de chauffe
Un montage correcte de votre tête est primordial pour sont bon fonctionnement ce qu'il ne faut pas voir :
Trop d'écart avec le bloc chauffant le stop chauffe va surchauffer ...
 Va Falloir jouer du tarot pour prolonger le filet ...
Va Falloir jouer du tarot pour prolonger le filet ...
Pas assez d’écart, tous ce touche la température du radiateur ne va pas être bonne...
 Faut trouver une solution pour bloqué le stop chauffe.
Faut trouver une solution pour bloqué le stop chauffe.
Quelle sont le échanges de température sur vos têtes en fonctionnement:
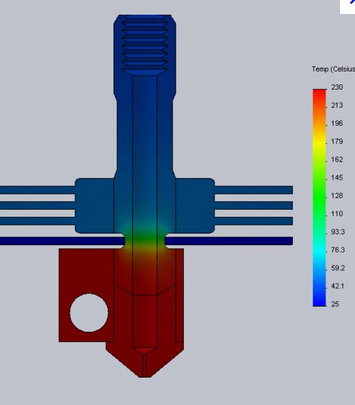
Voila on va pouvoir commencer vous avez tous les éléments a connaitre.
En cherchant un peu vous avez remarqué que lorsque vous enfoncez manuellement votre filament ou lors d'impression sans rétractation vous n'avez pas de problème.
Normal votre filament allant toujours dans le même sens vous n'en n'aurez jamais.
Par contre le faite de faire remonter votre filament lors d'une rétractation plus ou moins importante (plus la rétractation est grande plus vite le problème apparait) fait, que votre matière (ABS, PLA) qui est dans notre cas a 220° (ABS) dans le bloc de chauffe, remonte vers le corps du stop chauffe qui lui est a une température inférieur d'environ 190°. Cette température "basse" fait que notre ABS fige et fini par obstrué notre bas de Hot-end. Plus on retract notre filament plus on va vers la zone froide de notre radiateur...
Donc l'élément qui nous est ici très important est le stop chauffe et sa préparation est impératif. Surtout quand on a une copie de l'orient.
La création d' un bouchon dans la partie froide du stop chauffe est du a une mauvaise glisse dans ce dernier a froid.
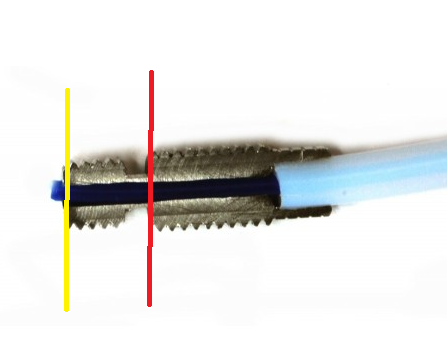
Pour le cas de l'extrudeur déporter (Bowden)
Pour y remédier la solution la plus simple consiste a mettre du teflon dans le stop chauffe afin de limiter le coefficient de friction a son minimum car le teflon c'est ce qui glisse le plus au monde, soit en totalité trait jaune ou le plus loin possible trait rouge
.
Dans le cas d'une mauvaise copie on peu voir que le tube teflon s’arrête trop vite : (Pour ma part toute celle que j'ai acheter complète était comme cela )
L'idéal est que votre PTFE traverse votre stop chauffe si ce n'est pas le cas soit on achète un stop chauffe bien percé pour inserer notre PTFE soit on l'achète deja équiper de son tube teflon ou on sort la grosse artillerie et on le fait.
Alors la plus facile a dire qu'a faire sans perceuse à colonne vous pouvez me croire faut surtout pas aller trop loin ....
Pour le cas de l'extrudeur direct :

Pareil que précédemment il va falloir réduire la friction donc la on a pas 50 solutions va falloir polir les surfaces de votre Hot-end en intégralité dans le cas d'un ensemble All Metal.
Elle sont souvent remplit d’imperfection visible a l’œil nu.
Pour ce faire je vous laisse un petite vidéo qui est facile a reproduire malgré tous :
Il faut avoir :
Une perceuse ou visseuse, un foret de 2 ou 3 mm suivant votre filament, de la paille de fer, de la pâte a polir (Belgom pour ceux qui connaissent alu et inox) et de la patiente.
@+ ...
-
*U30Pro* Mesh Bed Leveling
*U30Pro* Mesh Bed LevelingBon, il est temps que je prenne 5 minutes pour faire un post qui explique ça clairement.
Avant tout : le mesh bed leveling manuel permet de faire enregistrer dans la mémoire de l'imprimante la topologie du plateau. L'idée est le même qu'avec un BLTouch (ou 3DTouch) sauf qu'ici la procédure de mesure est faite manuellement.
Pour pouvoir la réaliser, vous avez besoin :
- D'une imprimante sous marlin avec l'option MESH_BED_LEVELING activée dans le firmware. (Sinon va falloir recompiler le firmware et reflasher).
- D'un ordinateur avec un port USB connecté à l'imprimante.
- D'une feuille de papier.
Une fois l'imprimante allumé et connecté en USB à l'ordinateur, téléchargez et exécutez le logiciel Termite. Une fois démarré, vous cliquez sur le bouton "settings" puis mettez le "baud rate" sur 115200. Ne touchez pas au reste sauf si vous savez ce que vous faites. Puis cliquez sur "OK". Puis appuyez sur le bouton a gauche pour vous connecter. Vous devriez voir ecrit sur le bouton "COMX 115200 bps, 8N1, no handshake".
Si ca ne fonctionne pas, c'est certainement que le nom du "port" n'est pas le bon. Sélectionnez en un autre dans les settings. Si la liste "Port" est vide, vérifiez la connexion USB avec votre imprimante.
Ok, maintenant, on va pouvoir taper les commandes G29 - Bed Leveling (Manual).
D'abord, on commence par taper la commande "G29 S0" pour vérifier que le MBL (Mesh Bed Leveling) est activé.
Ensuite on tape la commande "G29 S1". Là, l'imprimante va faire un home XYZ puis se positionner à un 1er point. Avec l’écran de l'imprimante, jouez sur le Z par pas de 0.1mm pour faire gratter la buse contre la feuille de papier posé sur le plateau.
Une fois que vous êtes satisfait, tapez la commande "G29 S2". La buse va aller se positionner au point suivant. Recommencez à jouer avec Z par pas de 0.1mm jusqu’à ce que la buse gratte contre la feuille de papier posé sur le plateau.
Recommencez avec la commande "G29 S2" jusqu'a ce que vous soyez arrivé à l'autre extrémité du plateau.
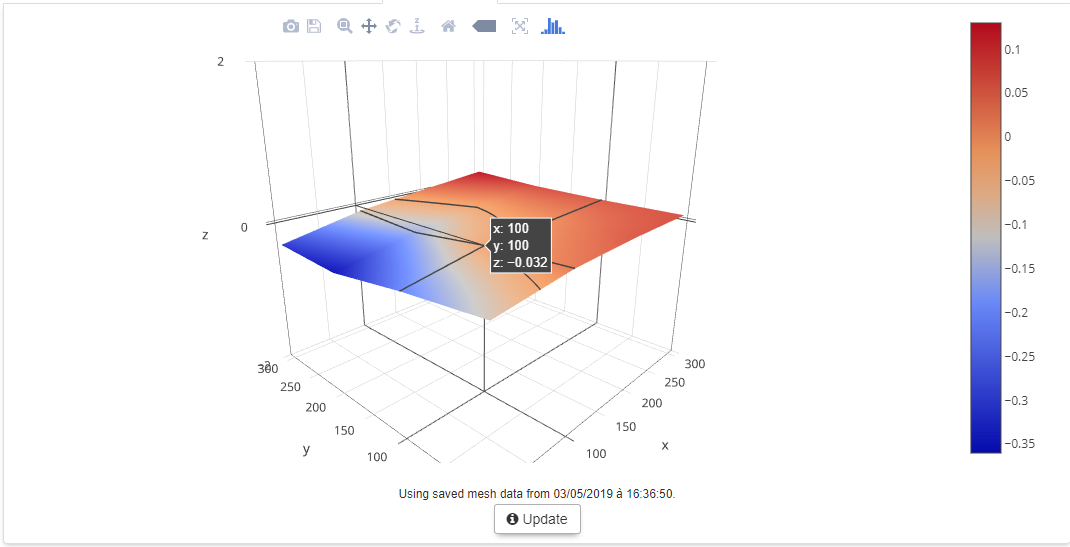
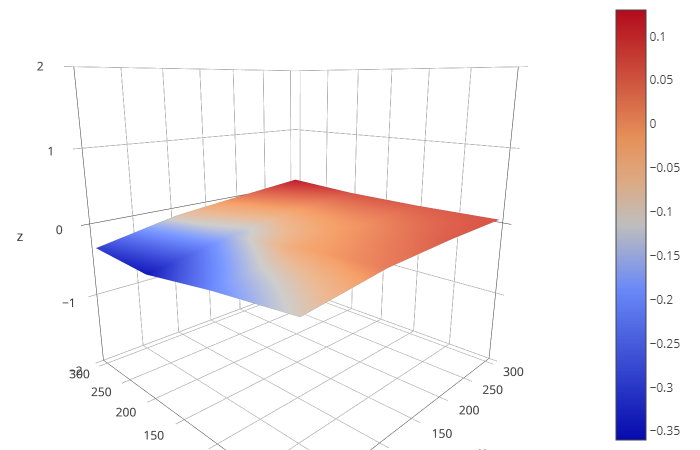
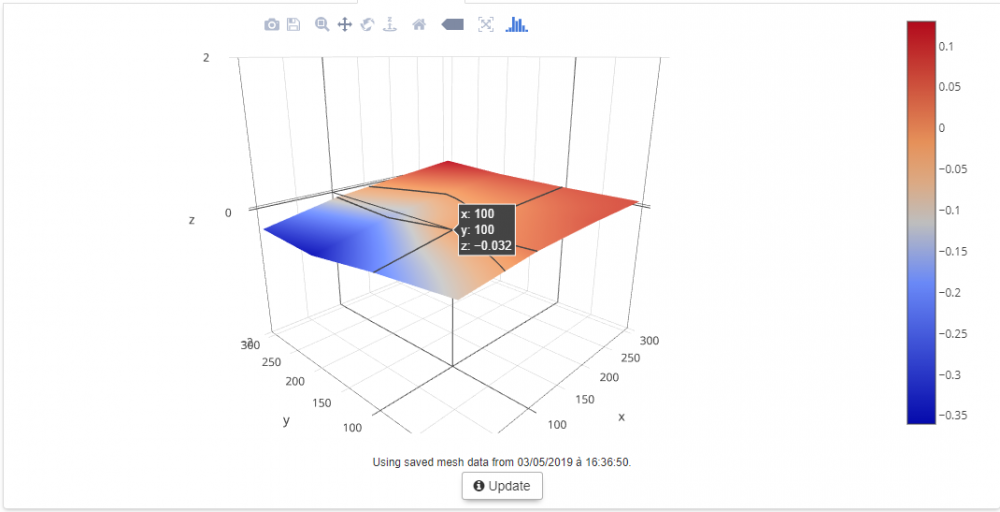
Quand c'est terminé, tapez la commande "M500" pour enregistrer dans la mémoire de l'imprimante les nouveaux paramètres du MBL.Vous pouvez également retaper la commande "G29 S0" pour afficher les paramètres enregistrés. Vous devriez voir une sorte de tableau qui ressemble à ça :
Citation0 1 2 3 4 5 6 7 8 9 10 11 12
0 +0.03500 -0.02855 -0.09156 -0.15566 -0.22250 -0.29867 -0.38125 -0.45758 -0.51500 -0.54590 -0.55844 -0.56363 -0.57250
1 +0.01869 -0.01856 -0.05355 -0.09305 -0.14383 -0.21602 -0.30324 -0.38746 -0.45064 -0.48415 -0.49888 -0.50610 -0.51707
2 +0.00234 -0.00695 -0.01215 -0.02553 -0.05938 -0.12765 -0.22023 -0.31329 -0.38297 -0.41951 -0.43676 -0.44629 -0.45969
3 -0.01393 +0.00144 +0.02248 +0.03217 +0.01352 -0.05072 -0.14723 -0.24723 -0.32193 -0.36066 -0.37977 -0.39103 -0.40621
4 -0.03000 +0.00178 +0.04016 +0.06533 +0.05750 -0.00240 -0.09922 -0.20143 -0.27750 -0.31633 -0.33563 -0.34711 -0.36250
5 -0.04428 -0.00747 +0.03596 +0.06615 +0.06324 +0.00837 -0.08337 -0.18082 -0.25285 -0.28864 -0.30564 -0.31512 -0.32836
6 -0.05734 -0.02364 +0.01604 +0.04376 +0.04156 -0.00781 -0.09062 -0.17835 -0.24250 -0.27303 -0.28596 -0.29184 -0.30125
7 -0.07236 -0.04528 -0.01310 +0.00888 +0.00535 -0.03877 -0.11166 -0.18823 -0.24340 -0.26810 -0.27650 -0.27838 -0.28352
8 -0.09250 -0.07094 -0.04500 -0.02781 -0.03250 -0.07238 -0.13719 -0.20465 -0.25250 -0.27246 -0.27719 -0.27582 -0.27750
9 -0.11980 -0.10205 -0.08041 -0.06654 -0.07207 -0.10913 -0.16849 -0.22982 -0.27275 -0.28955 -0.29183 -0.28831 -0.28770
10 -0.15219 -0.13878 -0.12196 -0.11197 -0.11906 -0.15424 -0.20929 -0.26559 -0.30453 -0.31884 -0.31920 -0.31399 -0.31156
11 -0.18660 -0.17777 -0.16597 -0.16010 -0.16902 -0.20270 -0.25387 -0.30559 -0.34092 -0.35300 -0.35165 -0.34493 -0.34090
12 -0.22000 -0.21563 -0.20875 -0.20688 -0.21750 -0.24949 -0.29656 -0.34348 -0.37500 -0.38473 -0.38156 -0.37324 -0.36750Copiez ce tableau, et collez le dans le champ texte de ce site : http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/
Il vous permettra de voir en 3D la planéité de votre plateau.Maintenant, ajoutez la commande "M420 S" à la fin de votre GCODE de démarrage pour demander à l'imprimante d'activer son MBL puis lancez une impression.
Have fun
-
Module Sonoff Basic pour allumer / éteindre son imprimante
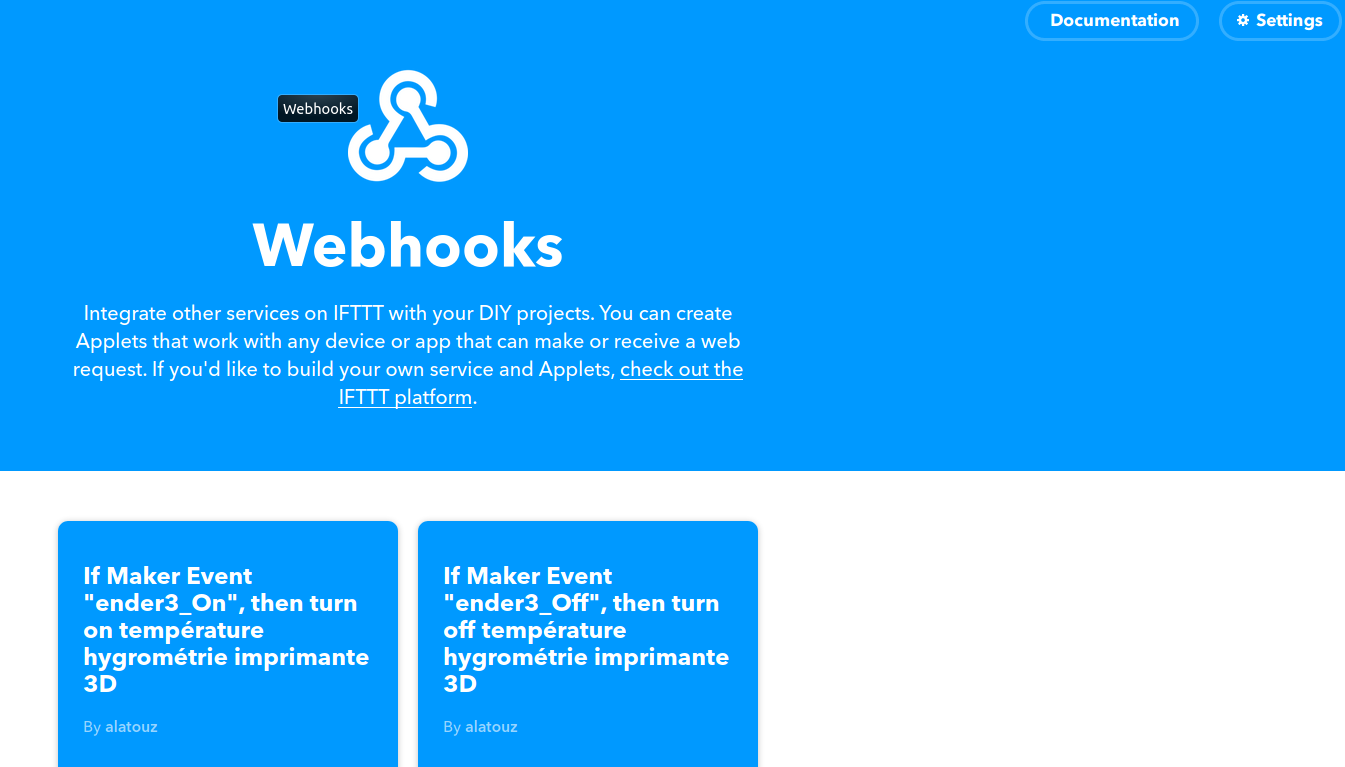
Module Sonoff Basic pour allumer / éteindre son imprimantepiloter un module sonoff depuis octoprint sans le flasher
creer un compte iftt, creer un nouvel applet IF webhook THAT ewlink puis aller sur l
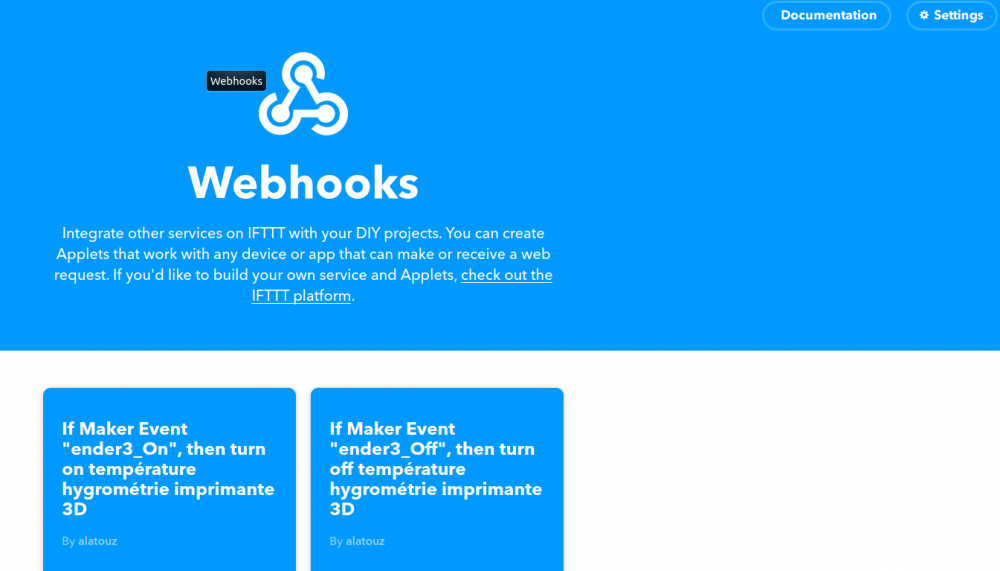
cliquer sur documentation
vous obtiendrez un commande du type
https://maker.ifttt.com/trigger/ender3_On/with/key/---votre key----
essayer depuis le navigateur le sonoff doit s'allumer.
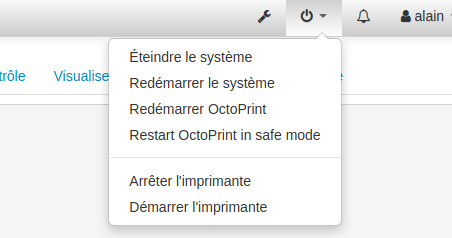
dans octoprint ensuite modifier le fichier config.yaml
pi@octopi:~ $ cd .octoprint
pi@octopi:~/.octoprint $ sudo nano config.yaml
uis j’ajoute à la fin du fichier
system: actions: - action: ender3_Off command: wget https://maker.ifttt.com/trigger/ender3_Off/with/key/--la key--- -O /dev/null confirm: false name: Arrêter l'imprimante - action: ender3_On command: wget https://maker.ifttt.com/trigger/ender3_On/with/key/--la key--- -O /dev/null confirm: false name: Démarrer l'imprimanteet voila on peut piloter le sonoff depuis octoprint
-
Longer LK4 Pro - Passer sous marlin 2.X
Longer LK4 Pro - Passer sous marlin 2.Xça avance, bientôt une version fonctionnelle de Marlin 2.0 avec l’écran d'origine de la LK4 Pro

-
Problèmes et incompréhension lors de l'install d'un BLTouch 3.1 [RÉSOLU]
Problèmes et incompréhension lors de l'install d'un BLTouch 3.1 [RÉSOLU]Si ça peut t'aider, voila mes dernières notes de l'époque :
Configuration.h Passer '#define Z_MIN_ENDSTOP_INVERTING' à 'false' Décommenter '#define ENDSTOPPULLUPS' Commenter '#define PROBE_MANUALLY' Commenter '#define MANUAL_PROBE_START_Z 0.0' Décommenter '#define BLTOUCH' Modifier les valeurs comme suit : #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points Décommenter '#define AUTO_BED_LEVELING_BILINEAR' Commenter '#define MESH_BED_LEVELING' Décommenter '#define NUM_SERVOS' et passer à '1' Passer '#define GRID_MAX_POINTS_X' à 6 (plus ou moins selon vos besoins...) Décommenter #define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - (MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - (MIN_PROBE_EDGE)) Décommenter '#define Z_SAFE_HOMING' Configuration_adv.h Pour le activer le Linear Advance : Décommenter '#define LIN_ADVANCE' Passer '#define LIN_ADVANCE_K' à 0 (désactiver par défaut mais disponible pour un réglage) pins_LONGER3D_LK.h' (dans '\pins\stm32\') Commenter '#define SERVO0_PWM_OD' et '#define SERVO0_PIN PD13' Décommenter '#define SERVO0_PIN PE5' Décommenter '#define FLASH_EEPROM_EMULATION' (pour activer la sauvegarde dans l'EEPROM)
Tu es sur quelles sources ?
-
[TUTO] Marlin : Comprendre et alléger son firmware
[TUTO] Marlin : Comprendre et alléger son firmwarePetit tuto sans prétention pour qui veut comprendre quelques aspects de Marlin, et surtout comment trouver de la place pour ceux qui, comme moi, ont une carte mère limitée.
Les plus assidus du forum n'y apprendront rien ou presque, pour le reste, j'espère que ce post pourra être utile.Je suppose dans ces lignes que le lecteur sait déjà comment flasher sa machine avec le logiciel Arduino, et modifier les fichiers configuration.h et configuration_adv.h
Je vais essayer de suivre l'ordre des fichiers de configuration, pour ne pas avoir à chercher trop longtemps les lignes correspondantes, mais il faut savoir que je ne détaillerai pas tout : Bien des lignes doivent rester telles quelles si l'on veut garder une imprimante fonctionnelle.
Pour info, je me base sur une version de Marlin 1.1.9.Fausses idées toutes faites
Tout d'abord, je souhaitais tuer dans l’œuf les fausses croyances que j'ai déjà pu lire ici et ailleurs :
- Il est inutile de supprimer les commentaires, cela ne vous fera que perdre votre temps
- Les fonctions commentées (celles commençant par '//'), ne sont pas incluses à la compilation, il est tout aussi inutile des les supprimer
-
Fichiers de langues inutilisées : Dans language_fr.h par exemple, on voit que des tas de lignes concernant le détecteur de fin de filament, l'utilisation de l'UBL (Unified Bed Leveling), etc qui ne sont pas commentées.
Même si vous n'utilisez pas ces fonctions, il est inutile de supprimer ou commenter ces variables de langue, elles ne seront pas incluses dans la compilation de Marlin.
Lors de la compilation, Arduino va aller chercher et compiler uniquement les informations qui sont nécessaires, aucun superflu ne sera mis en mémoire. - Dans la même lignée, rien ne sert de supprimer les lignes vides.
Pour la bonne compréhension :
- Chaque ligne qui commence par '//' est un commentaire ou une fonction commentée. Cela veut dire qu'Arduino ne lira pas cette ligne, et passera à la suite.
- Chaque ligne qui commence par '#' est une instruction. Seules ces lignes seront lues, interprétées et compilées pour votre imprimante.Configuration.h
Je ne détaillerai ici que le fichier configuration.h. J'espère avoir le temps dans les jours à venir de faire la même chose pour le fichier configuration_adv.h.
Jacky Tuning
On commence avec du superflu, l'écran de démarrage :

Ligne 80 du fichier :
#define STRING_CONFIG_H_AUTHOR "Schyzo, Anet E12 BLTouch" // Who made the changes. #define SHOW_BOOTSCREEN #define STRING_SPLASH_LINE1 "V1.1.9 for Anet E12" // will be shown during bootup in line 1 #define STRING_SPLASH_LINE2 "Adapted For Schyzo" // will be shown during bootup in line 2
Ces 4 lignes ne font qu'afficher l'écran de démarrage ( Boot Screen). L'imprimante n'a pas besoin de ça, et moi non plus. Sans cet écran, l'imprimante sera lancée environ 5 secondes plus rapidement.
Commentez-donc ces 4 lignes (en ajoutant '//' devant chaque ligne) si vous voulez gagner plus de 1000 octets (1282 chez moi).
Toujours dans le look, ligne 97 :
#define SHOW_CUSTOM_BOOTSCREEN
Ceci ne sert qu'à afficher une image personnalisée définie dans le fichier Marlin/_Bootscreen.h au démarrage. Certains fournissent une image comme TH3D qui ne fait qu'alourdir le firmware. Vous pouvez commenter

Puis, à la ligne 100 :
#define CUSTOM_STATUS_SCREEN_IMAGE
Même combat, une image personnalisée sur l'écran d'accueil, définie dans le fichier Marlin/_Statusscreen.h comme ici :
Vous pouvez commenter cette ligne pour gagner de précieux octets (voir plus).
PID
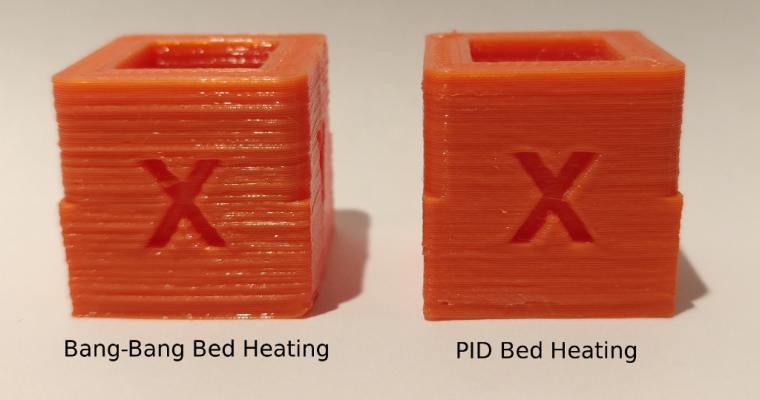
Le PID (Proportional Integral Derivative) est un procédé de Marlin et autres firmwares qui permet une montée en température optimisée des éléments chauffants (buse et lit).
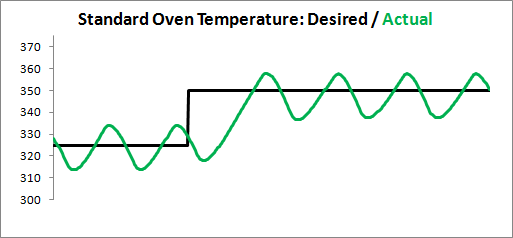
Lorsque le PID de ces éléments n'est pas activé, la montée en température est définie en 'bang-bang', comprendre en gros en binaire : "Si c'est trop froid, j'envoie du courant à fond, si c'est à bonne température, je coupe".
Aussi la température ne fait que monter et descendre, ce qui peut poser une dégradation de l'impression notamment avec la température de la buse.
A titre d'exemple, j'ai trouvé cette image sur le forum reprap.org :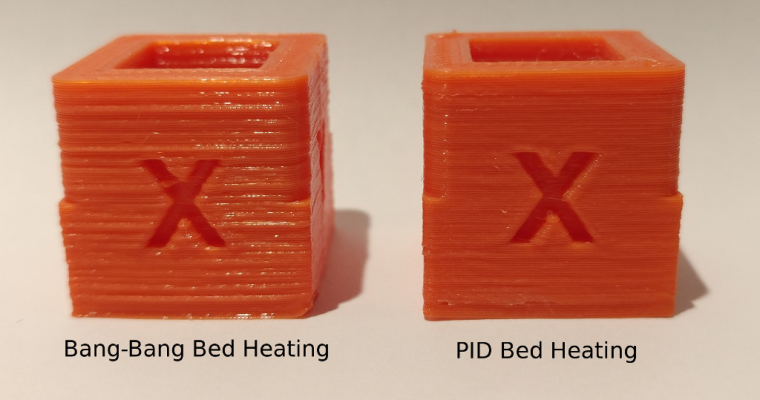
Page en question : https://reprap.org/forum/read.php?262,782815
Exemple de courbe de température en bang-bang :
Avec utilisation du PID :
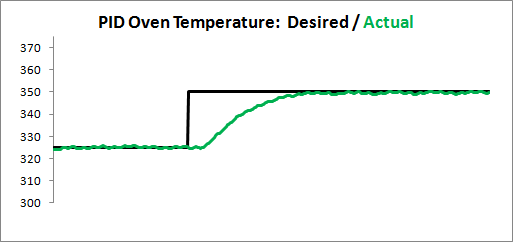
Bref, si j'en parle ici c'est que l'utilisation du PID pèse quand même quelques kilos dans la bataille du gain de mémoire.
Pour ma part, j'ai activé le PID de la buse et du lit, quitte à supprimer d'autres fonctions.PID de la buse :
Pour l'activer, il faut se rendre à la ligne 362 :
#define PIDTEMP
Puis environ 20 lignes plus bas, il faut définir les valeurs Kp, Ki et Kd :
#define DEFAULT_Kp 28.94 #define DEFAULT_Ki 2.37 #define DEFAULT_Kd 88.30
Si ces lignes sont commentées, décommentez-les.
Ces valeurs que je n'expliquerai pas faute de compétence (et ce n'est pas le sujet), sont MES PROPRES valeurs. C'est elles qui définiront la montée en température de votre élément chauffant.
A chaque changement de buse ou matériel chauffant (cartouche chauffante par exemple), il faut redéfinir ces valeurs.
Pour cela, je vous renvoie vers un tuto du forum qui explique pas à pas la marche à suivre pour récupérer ces 3 paramètres selon votre machine :A noter que l'utilisation du PID pour la hotend requiert environ 3300 octets.
PID autotune :
Marlin propose d'ajouter un menu dans l'imprimante afin de lancer un autotune, c'est à dire que vous pourrez lancer directement depuis l'écran de l'imprimante un autotune qui calculera et enregistera les meilleurs valeurs pour votre imprimante.
Cette fonction lancera une montée en température de la buse (température que vous définirez via l'écran de l'imprimante directement), jugera et enregistrera dans l'EEPROM des meilleurs valeurs obtenues.Pour cela, décommentez la ligne 367 :
#define PID_AUTOTUNE_MENU
Lors de l'autotune, sélectionnez une température que vous employez le plus. Par exemple si vous n'imprimez que du PLA et PETG, prenez une moyenne haute à 230° par exemple.
Le PID autotune occupera 600 octets environ de plus.PID du bed :
Pour le lit, l'utilisation du PID reste identique, à savoir une température constante.
En mode BED_LIMIT_SWITCHING en revanche, on retrouve la chauffe binaire : On chauffe à fond ou rien du tout.Si vous souhaitez activer l'utilisation du PID pour le lit chauffant, décommentez la ligne 407 :
#define PIDTEMPBED
Et n'oubliez pas de commenter la ligne 409 afin de libérer un peu de place :
//#define BED_LIMIT_SWITCHINGPuis comme pour la buse, définissez les valeurs de Kp, Ki et Kd ligne 424 :
#define DEFAULT_bedKp 255.01 #define DEFAULT_bedKi 17.39 #define DEFAULT_bedKd 934.85
L'utilisation du PID pour le lit chauffant occupera environ 1400 octets de plus que le mode BED_LIMIT_SWITCHING.
A noter qu'il ne sera pas possible, même en ayant activé l'autotune, de lancer un test autotune pour le bed depuis l'écran LCD (vous ne devrez pas avoir à le changer régulièrement, je l'espère pour vous ).
Là encore, je vous renvoie vers le tuto de neoraptor pour récupérer les valeurs Kp, Ki et Kd pour votre lit :Protection contre vous-même :
Si jamais vous avez confiance en vous, sachez qu'il est possible de désactiver la protection d'extrusion à froid, ligne 445 :
#define PREVENT_COLD_EXTRUSION // Permet de ne pas faire tourner l'extrudeur si la température de la buse n'est pas d'au moins 170° (EXTRUDE_MINTEMP)
et la protection d'une trop grande extrusion manuelle, ligne 452 :
#define PREVENT_LENGTHY_EXTRUDE // Protection pour ne pas extruder plus de 200mm (EXTRUDE_MAXLENGTH) en dehors d'une impression
Ces 2 fonctions commentées vous feront gagner presque 1000 octets, à vous de jauger votre confiance en vous
Je ne détaillerai pas la désactivation des protections thermiques du bed et de la hotend, qui sont à mes yeux essentielles et donc non négociables.
Bed leveling
Si certains ont déjà du mener la bataille des octets avec Arduino, ceux-ci savent combien l'utilisation d'un palpeur est lourd.
Pour avoir fait quelques tests pour ce tuto, j'estime à 18ko le poids de l'utilisation d'un BLTouch par rapport à un simple endstop.
Mais saviez-vous que vous pouviez tout de même espérer libérer un peu de place ?Chaque mode de leveling pèse plus ou moins lourd, et est plus ou moins complet forcément.
Bi-linéaire
Ligne 982 :
#define AUTO_BED_LEVELING_BILINEAR
Le mode certainement le plus utilisé et adapté à la plupart des plateaux. Grâce à un palpeur/sonde (BLTouch ou autre), il fait 3 palpages (points) ou plus dans chaque axe (X Y) et en détermine grossièrement ou finement selon le nombre de points déterminés les défauts du plateau, qu'il corrigera pendant l'impression.
Nécessite 11 ko sur la carte.3 points
Ligne 980 :
#define AUTO_BED_LEVELING_3POINT
Avec un palpeur, sonde 3 points déterminés et détermine le nivellage du plateau. Plus léger (6 ko), à n'utiliser que si vous êtes sûrs que votre plateau est bien plat.
Linéaire
Ligne 981 :
#define AUTO_BED_LEVELING_LINEAR
Semblable au mode bi-linéaire, corrige un défaut de lit qui ne serait pas correctement incliné. Ce mode ne corrige pas les défauts d'un lit déformé (creux au centre par exemple).
Nécessite 11 ko sur la carte, je cherche l'intérêt de ce mode.Unified Bed Leveling (UBL)
Ligne 983 :
#define AUTO_BED_LEVELING_UBL
Ce mode est trop gros pour ma carte, aussi je n'ai pas pu le tester.
Quoi qu'il en soit, celui-ci permet de créer une matrice très précise de votre lit et d'en enregistrer les relevés dans l'EEPROM. Puis à chaque impression, palpe 3 points pour déterminer l'inclinaison et les défauts du lit puis s'appuie sur les valeurs précédemment enregistrées pour corriger très précisément l'impression en fonction des défauts de votre lit.
Pèse approximativement 48 ko.Mesh Leveling
Ligne 984 :
#define MESH_BED_LEVELING
Un mode que j'ai découvert il n'y a pas longtemps.
Celui-ci permet de corriger une déformation du lit, sans nécessiter de palpeur. Vous faites le sondage à la main (aidé par Marlin bien sûr) avec votre feuille de papier, vous jouez avec le Z depuis l'écran LCD et celui-ci corrige les défauts du lit pendant l'impression, comme si vous aviez un BLTouch.
9.7 ko nécessaires pour ce mode.Hauteur lissée (fade height)
Avec certains bed leveling activés (Bi-linéaire, Mesh leveling ou UBL), vous avez la possibilité de définir une hauteur lissée, c'est à dire que pendant l'impression, Marlin va au fur et à mesure corriger la pièce pour que le défaut du lit ne soit plus visible à partir de X mm (définie via l'écran LCD ou par la commande M420 Z(hauteur).
En exagérant, si votre lit est creux au centre, on peut imaginer imprimer une boite ainsi :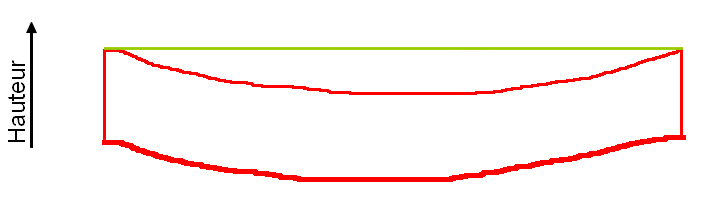
En rouge en haut le résultat sans la hauteur lissée, en vert ce que donnera l'impression avec la hauteur lissée. Nécessite 1600 octets.
Bed leveling via le LCD
Ligne 1106 :
#define LCD_BED_LEVELING
Permet de faire le leveling si vous avez un des modes cités au dessus activé.
Si vous avez activé le Mesh Leveling (manuel), Marlin vous guidera étape par étape via l'écan LCD pour faire le leveling.
Requiert environ 1 ko.Déplacement de la tête automatique
Ligne 1114 :
#define LEVEL_BED_CORNERS
Depuis l'écran LCD, permet de faire bouger la buse automatiquement pour faire le réglage aux 9 points du plateau en leveling mauel.
Nécessite 1200 octets.Fonctions additionnelles
Préchauffage
J'ai lu encore récemment qu'on pouvait gagner de la place en commentant les fonctions de préchauffage de PLA et ABS. Bien que je les trouve utile, voilà comment gagner 40 octets. Oui, pas un de plus, 40...
Commentez les lignes 1262 à 1268 :#define PREHEAT_1_TEMP_HOTEND 210 #define PREHEAT_1_TEMP_BED 60 #define PREHEAT_1_FAN_SPEED 0 // Value from 0 to 255 #define PREHEAT_2_TEMP_HOTEND 235 #define PREHEAT_2_TEMP_BED 80 #define PREHEAT_2_FAN_SPEED 0 // Value from 0 to 255
Il vous faudra également commenter ces lignes dans le fichier configuration_store.cpp, à la ligne 1820 :
#if ENABLED(ULTIPANEL) lcd_preheat_hotend_temp[0] = PREHEAT_1_TEMP_HOTEND; lcd_preheat_hotend_temp[1] = PREHEAT_2_TEMP_HOTEND; lcd_preheat_bed_temp[0] = PREHEAT_1_TEMP_BED; lcd_preheat_bed_temp[1] = PREHEAT_2_TEMP_BED; lcd_preheat_fan_speed[0] = PREHEAT_1_FAN_SPEED; lcd_preheat_fan_speed[1] = PREHEAT_2_FAN_SPEED; #endif
Notez que mes valeurs ne sont plus celles par défaut. Plutôt que de les virer, j'ai renommé 'ABS' en 'PETG' dans les fichiers de langue, bien plus utile que de tout supprimer pour gagner une misère.
Je ne recommande absolument pas de toucher aux fichiers cpp, à vos risques et périls.Modifier les valeurs de l'EEPROM
Ligne 1230 :
#define EEPROM_SETTINGS
Permet depuis votre PC relié à l'imprimante ou l'écran LCD de modifier la vitesse max, accélérations, jerk, steps/mm, offset Z etc etc
Si vous êtes certains de ne plus toucher à ces réglages ou de flasher à chaque fois votre imprimante pour les modifier, vous pouvez commenter cette ligne afin de libérer 5.7 koRécupérer les valeurs de l'EEPROM
Ligne 1231 :
#define DISABLE_M503
Pour gagner 2800 octets, il faut ACTIVER (ne pas commenter) cette ligne. Permet depuis un terminal de récupérer les paramètres de l'EEPROM (accélération, vitesses, steps/mm, ...).
Nettoyage de la buse
Il existe une fonction permettant avant chaque print de nettoyer la buse en l'envoyant à un point spécifique de votre plateau (ou légèrement en dehors).
Voilà par exemple la réalisation de notre ami @Jean-Claude Garnier qui envoie sa buse se faire polisher sur une brosse à dent :
Pour l'activer, ligne 1328 :
#define NOZZLE_CLEAN_FEATURE
Nécessite 1.7 ko
Carte SD
Pour ceux qui n'impriment que via PC ou Raspberry, sachez qu'il est possible de désactiver le support de la carte SD.
Commentez la ligne 1433 :
//#define SDSUPPORTCela vous libérera presque 17 ko dans la carte de l'imprimante, mais impossible d'utiliser la carte SD..
Pour les extrêmes
Encore une fois, si vous n'imprimez que depuis le port USB de votre imprimante, il se peut que vous n'ayez même pas besoin de l'écran.
Par exemple, en désactivant l'écran LCD de mon Anet, ligne 1757 :
//#define ANET_FULL_GRAPHICS_LCDCela me fait économiser 39 ko de mémoire que je peux réutiliser ailleurs. Mais je n'ai plus d'écran, tout se fait depuis le PC ou le Raspberry.
Voilà pour le fichier de configuration.h, j'essayerai de faire configuration_adv.h dans les jours à venir.
N'hésitez pas d'y aller de vos retours si des passages sont à améliorer, réctifier ou clarifier.
-
Longer LK4 Pro - Passer sous marlin 2.X
Longer LK4 Pro - Passer sous marlin 2.XSalut tout le monde,
Je voulais vous informer que les Italiens ont compilé une version et améliorée de MARLIN 1.1.9 pour Alfawise U30 Pro et LONGER LK4 Pro.
Nouvelles fonctionnalités implémentées depuis la dernière version de Marlin 1.1.9 Standard:- Ajout dans le menu "tune" de la possibilité d'ajuster les réglages de chaque axe:
- Pas / mm;
- vitesse d'avance;
- Accélérations;
- Jerk;
- décalage Z;
- Ajout dans le menu "utilitaires" de la possibilité de réaliser l'ABL (Auto Bed Leveling);
- Dans le menu fichier, la possibilité de mettre à jour la page (Fonctionnalité utile pour ceux qui ont un adaptateur micro-SD vers SD).
Voici le LIEN Facebook avec la VIDEO.https://www.facebook.com/groups/1956466614652527/permalink/2349269868705531/
TÉLÉCHARGER le dossier: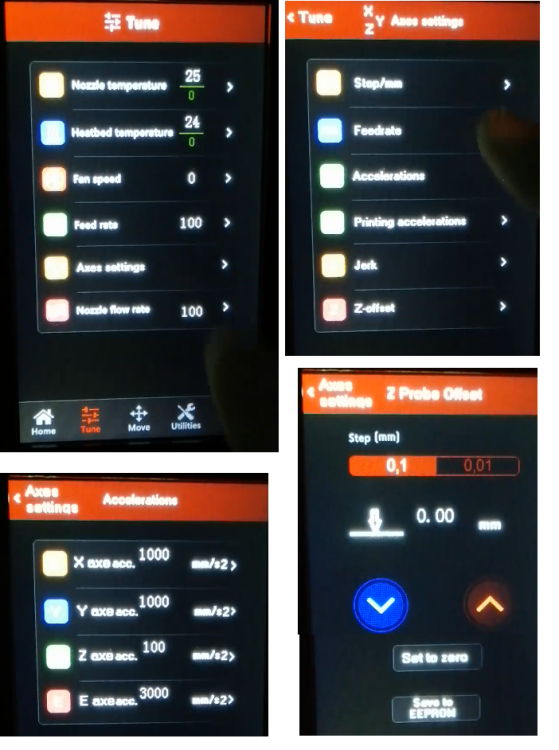
-
Remplacer le détecteur de fin de filament LK4pro
Remplacer le détecteur de fin de filament LK4proSalut les gars, comme beaucoup, mon détecteur de fin de filament a rendu l'âme... (très rapidement en ce qui me concerne d'ailleurs...
)
Ve le tarif de la pièce (dans les 15€) je me suis dis qu'il y avait mieux à faire !
J'ai donc détourné un détecteur de fin de course en fabricant une pièce qui vient en lieu et place de l'origine.
Les fin de course ont une languette en inox, donc, ils devraient beaucoup moins s'user
Je vous mets le STL en P.J.

-
[TUTO] Installation SKR1.4 Turbo sur Alfawise U30_PRO
[TUTO] Installation SKR1.4 Turbo sur Alfawise U30_PROBonjour à tous,
Comme demandé dans le tuto concernant le montage d'un BL-TOUCH sur Alfawise U30 Pro, je viens vous faire un tuto sur le montage d'une SKR 1.4 TURBO sur cette imprimante.
NOTA : Le firmware marlin disponible ci-dessous est prévu pour la configuration suivante : U30 Pro, Bl-Touch, Extrudeur BMG clone, Capteur de fin de filament, FANG HERO ME et E3Dv6 Clone.
Libre à vous de modifier le firmware en fonction de votre configuration.
Ps : Mon firmware risque d'avoir les moteurs tournant en sens inverse du vôtre, vous avez juste a modifier les lignes suivantes et compiler.
Origine :
1059 #define INVERT_X_DIR true1060 #define INVERT_Y_DIR false1061 #define INVERT_Z_DIR trueModifiées:
1059 #define INVERT_X_DIR false1060 #define INVERT_Y_DIR true1061 #define INVERT_Z_DIR falseMatériel nécessaire :
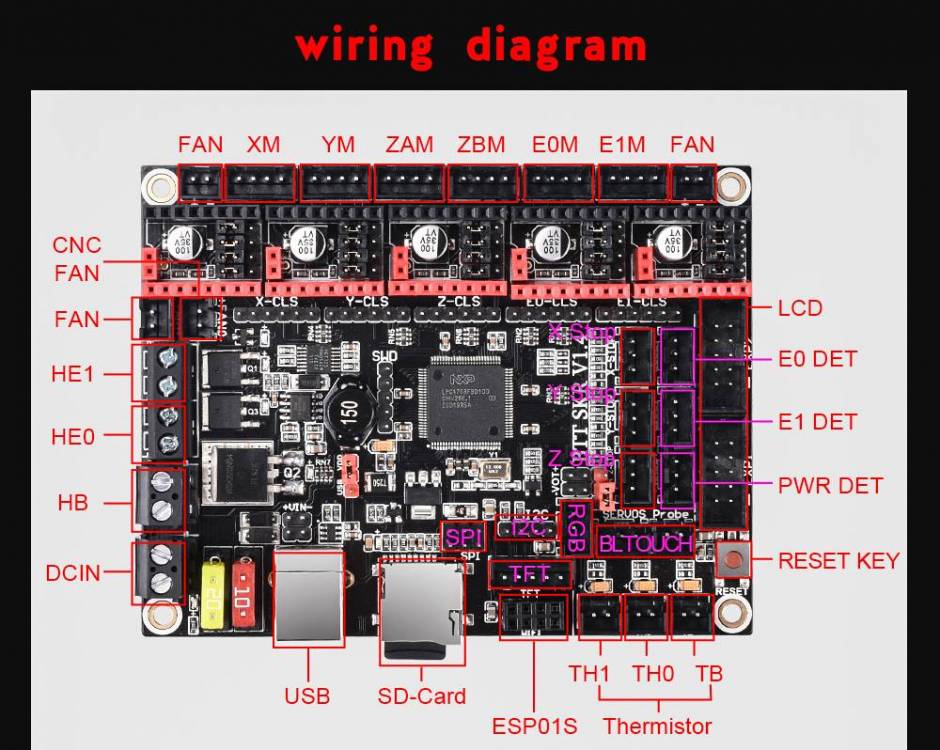
- Un kit BIGTREETECH SKR 1.4 TURBO + TFT35 + TMC2209 ICI (65€ environs le kit)
- Un boitier pour SKR 1.3 ou 1.4 imprimé ICI
- Un boitier pour TFT35 imprimé ICI (THINGIVERSE) ou ICI (modélisé personnellement pour passer sous le cadre de l'imprimante)
- Quelques vis de 3mm de diamètre
- Des connecteur JST femelle 3 trous X3
- Un firmware MARLIN 2.0.5.3 ICI (Mon google drive)
- Un firmware pour le TFT35 ICI
- Une bonne dose de courage.
Préparation :
Avant de commencer le montage, assurez-vous d'avoir imprimé tout les fichiers pour monter votre carte mère et écran et d'avoir retiré le filament de l'imprimante
Installation :
1°) Débranchez l'alimentation du secteur.
2°) Allongez l'imprimante sur le flanc droit de façon à avoir accès à la carte mère.
3°) Retirez le capot de protection d'origine
4°) Débranchez tous les câbles pour pouvoir retirer la carte mère d'origine.
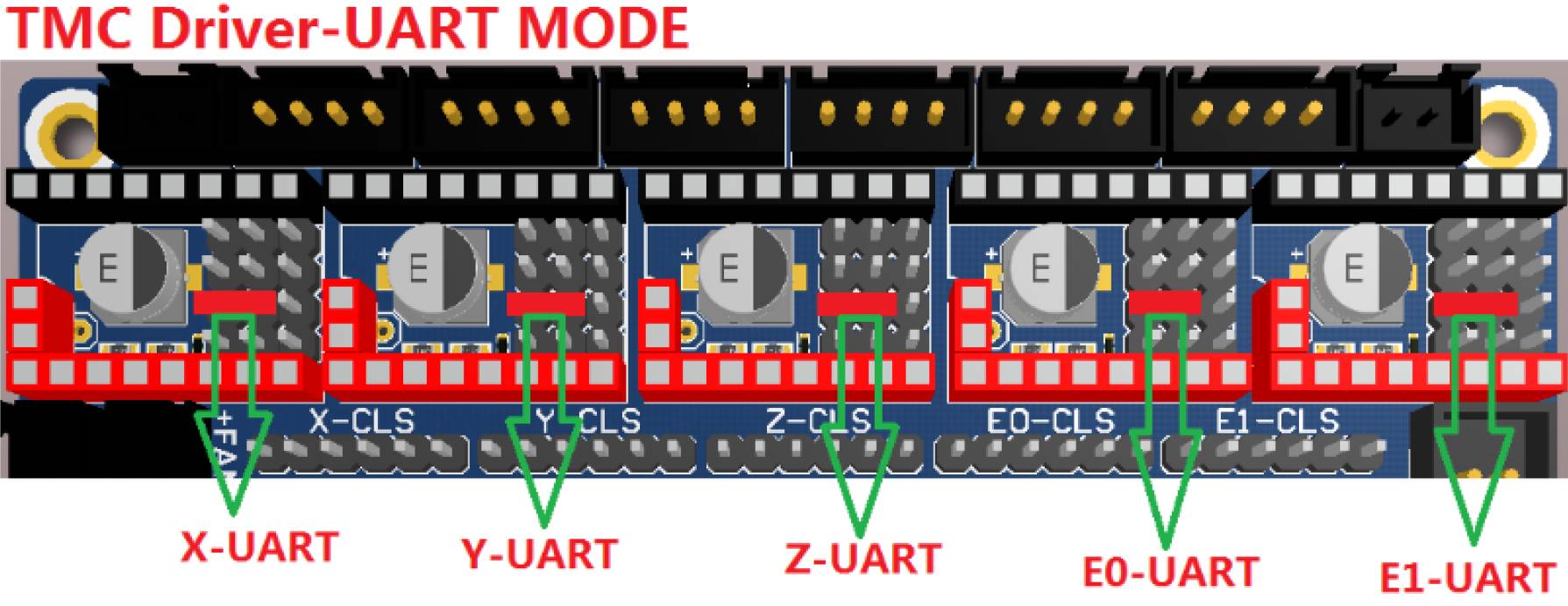
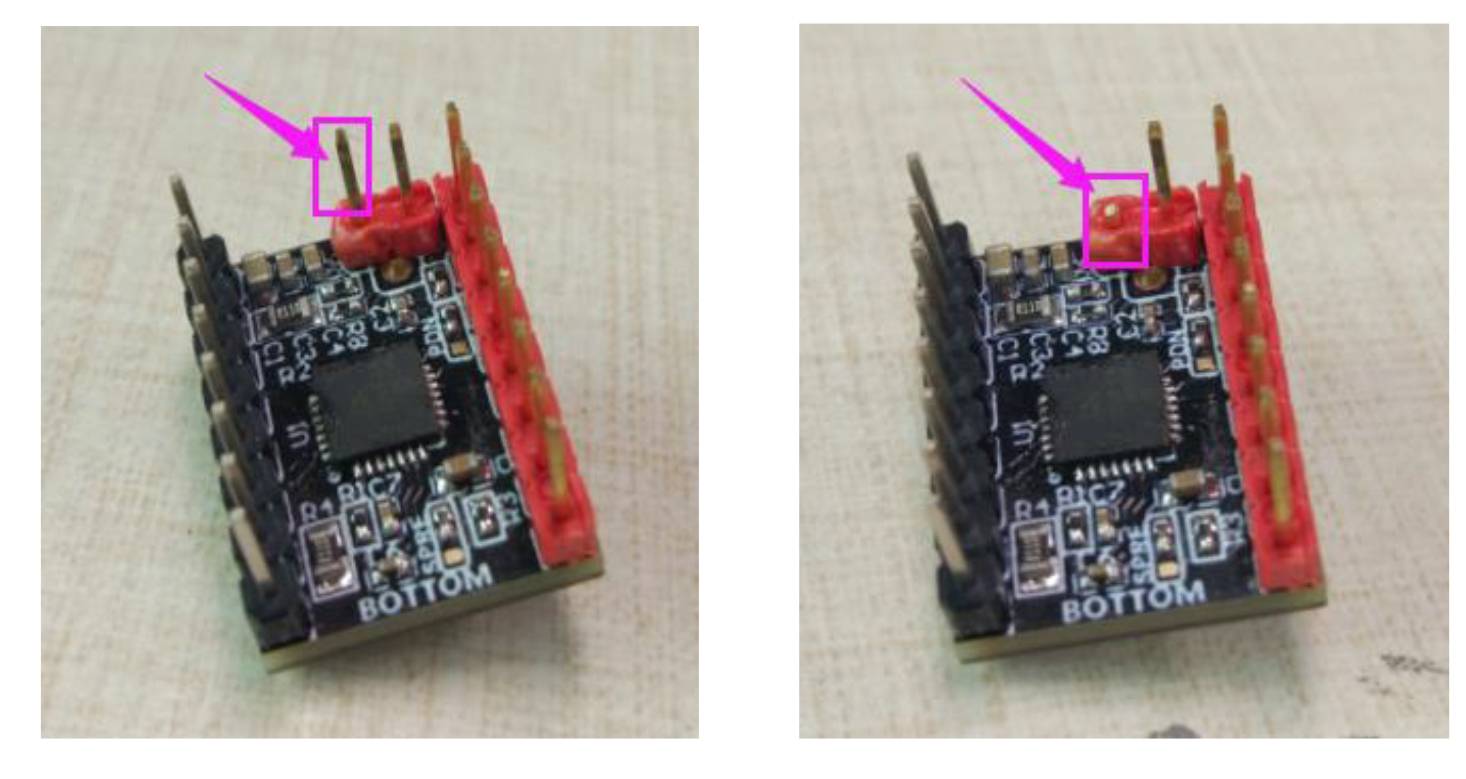
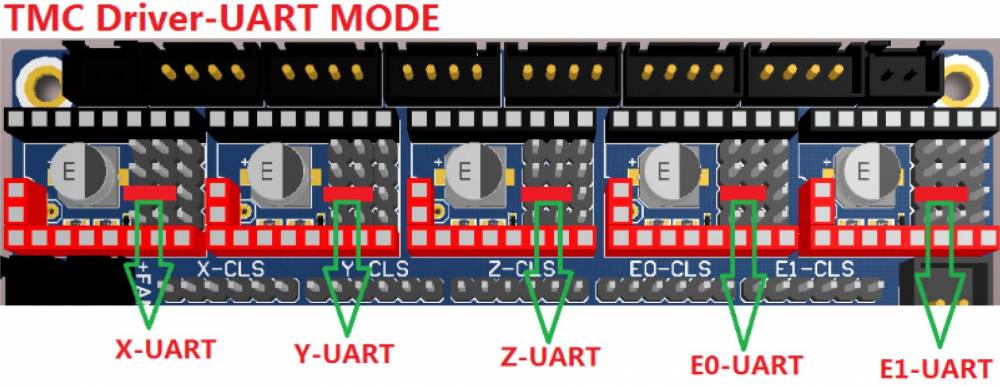
5°) Placez les cavaliers sur la SKR en mode UART
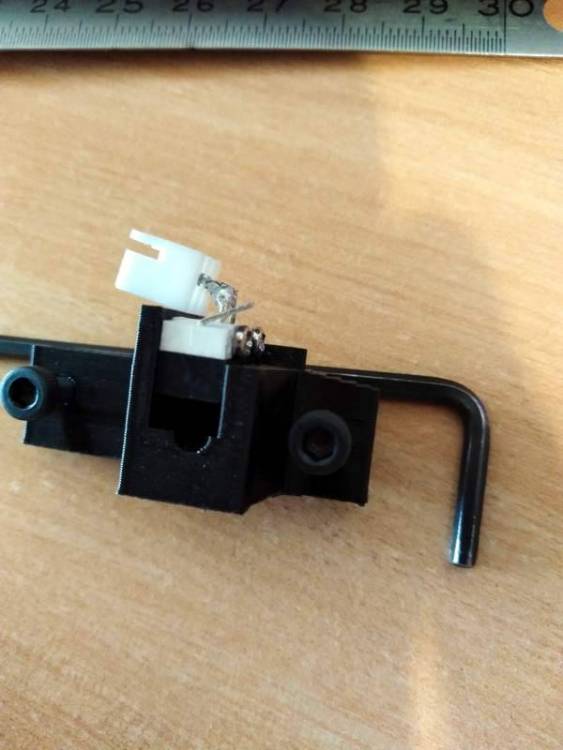
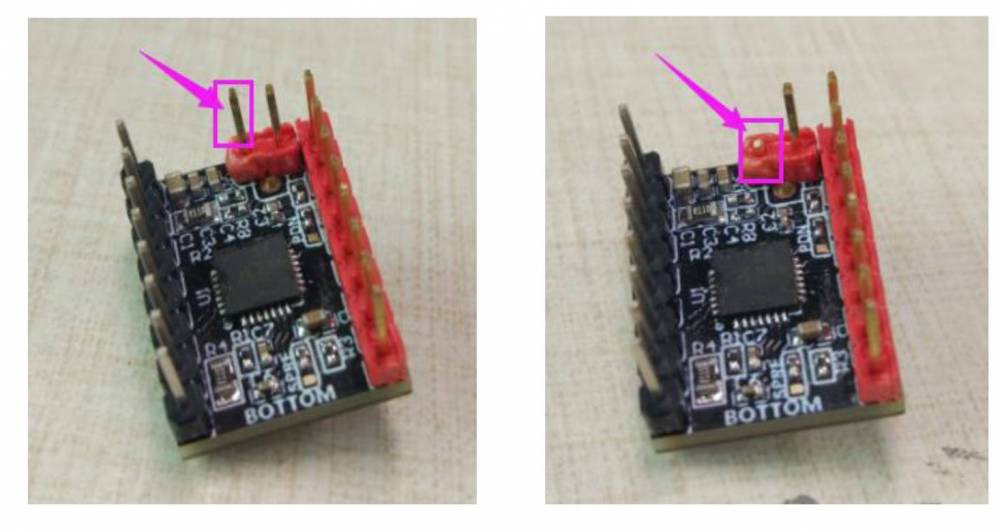
5°) Installez les TMC2209 sur la SKR en ayant bien pris soin de couper la tige comme sur la photo pour être en UART.
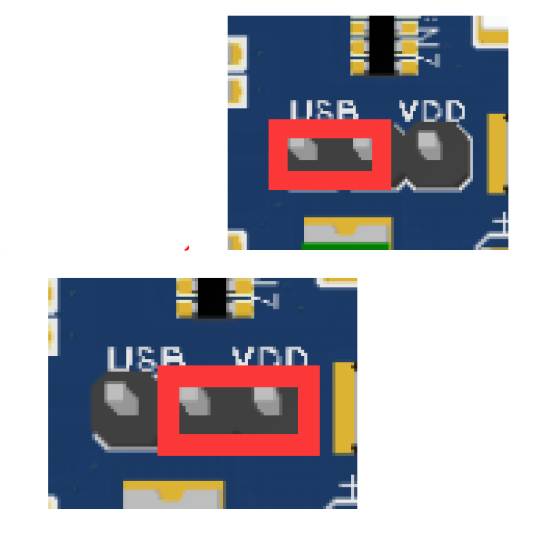
6°) Changer le cavalier d'alimentation sur le VDD
7°) Installer votre SKR dans le boitier imprimé.
8°) Branchez dans un premier temps le 24V sur DCIN en respectant les polarités et testez le bon fonctionnement de la carte mère.
9°) Si C'est OK et que vous avez bien de le voyant rouge, débranchez électriquement l'imprimante !!!!
10°) ATTENTION ETAPE IMPORTANTE !!!!! PAUSE BIERE

11°) Branchez le bed sur HB(Gros fils rouge sans connecteurs) ne vous inquiétez pas il n'y a pas de polarité.
12°) Branchez la hotend HE0 (Petits fils rouge sans connecteurs ) ne vous inquiétez pas il n'y a pas de polarité.
13°) Branchez vos moteur sur les emplacement prévu. (Info : Z = ZAM et E = E0M)
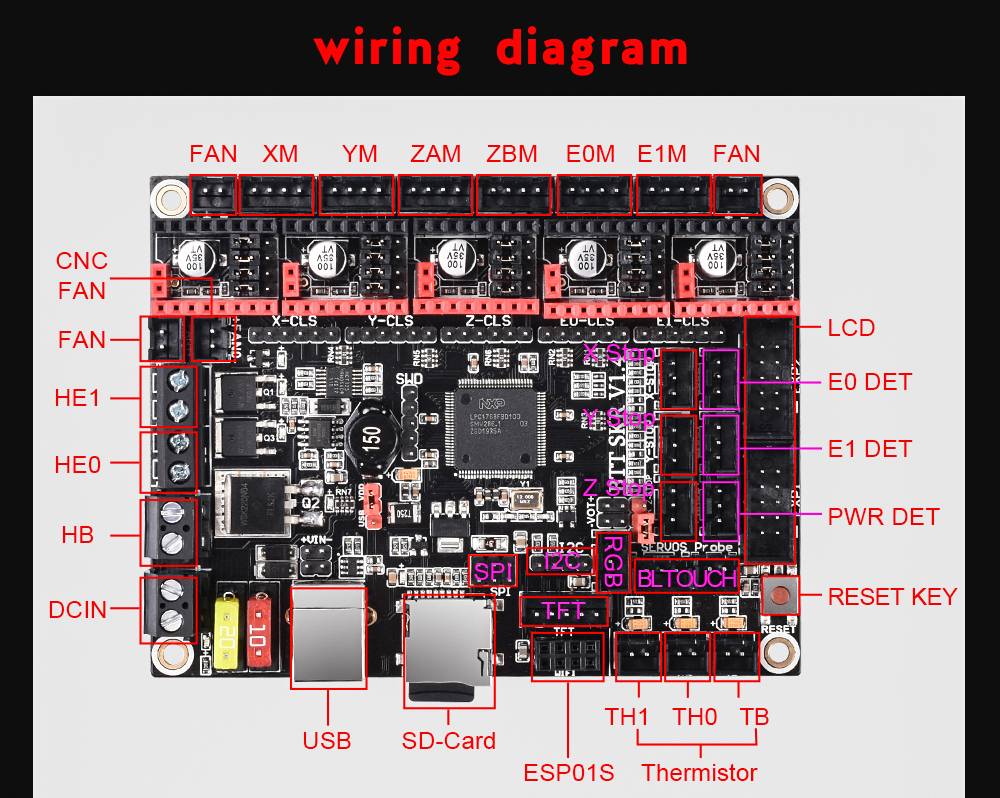
14°) Nous allons avoir besoin du plan suivant pour pouvoir continuer et comprendre le pourquoi du comment de certains changement :
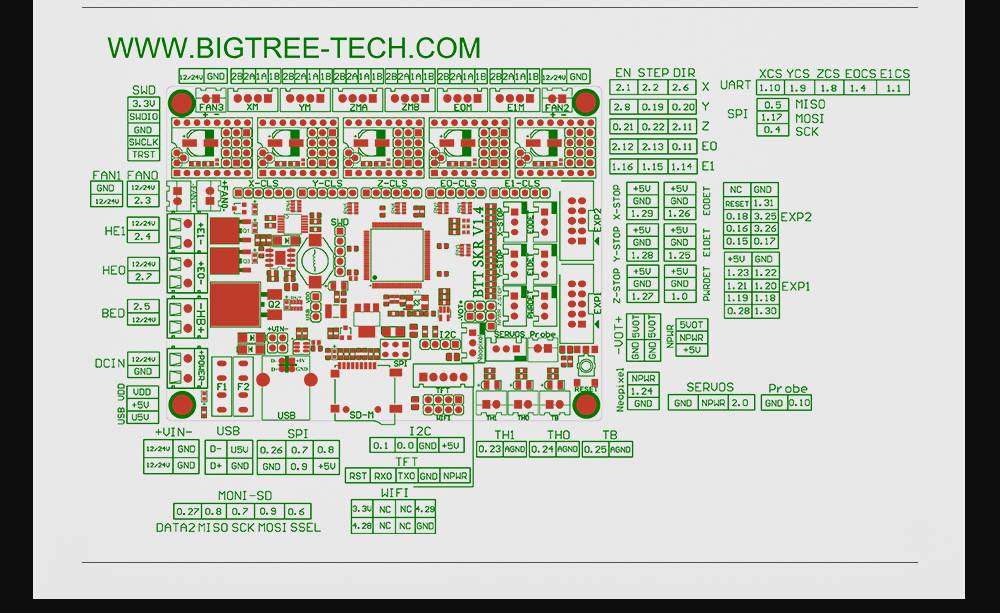
15°) Avant de brancher les endstops je doit vous expliquer pourquoi il va falloir les changer de connecteurs :
Tout d'abord comme vous pouvez le voir, à l'état actuelle des choses, sur la carte mère d'origine, nous sommes en connecteurs JST double ... Or sur la SKR c'est des connecteurs triple.
De plus sur la SKR le signal et le GND sont inversés par rapport à notre CM d'origine. Donc pour faire quelques chose de propre, je préfère vous faire changer de connecteurs.
Pour ce faire voici comment faire et ce sur les trois endstop que nous allons brancher (X, Y et E (Capteur de fin de filament)).
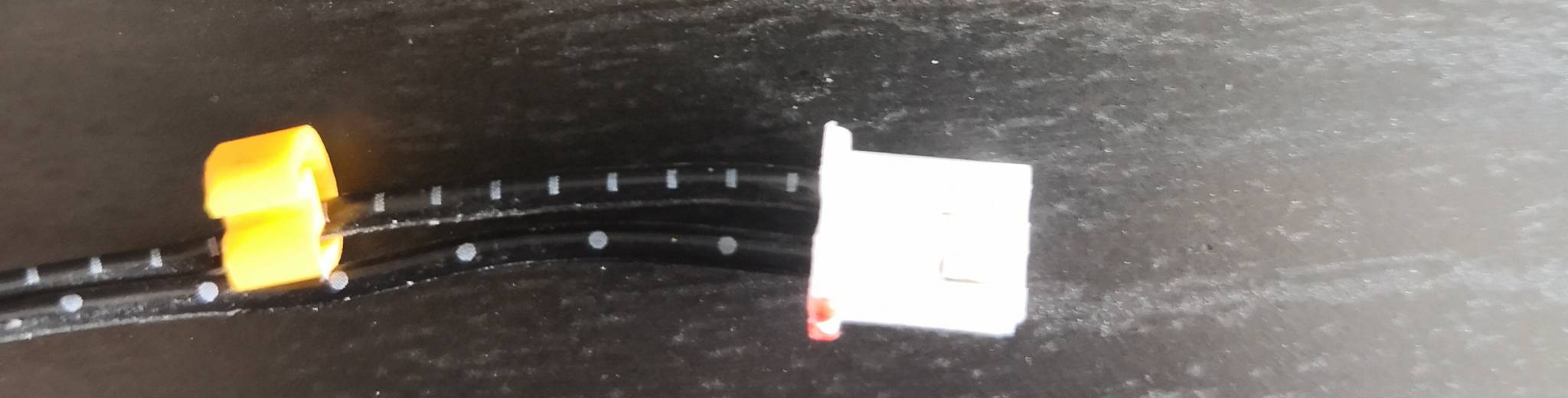
Ceci est la configuration d'origine. Faite bien attention aux dessins présent sur les câble car c'est eux qui donnent leur utilité :
Les traits = Signal
Les points = GND

Et voici comme les placer sur le connecteur triple :

16°) Une fois que tout vos endstop ont été modifiés, vous pouvez les brancher.
17°) Maintenant nous allons brancher le BL-TOUCH, ce dernier va sur les PINS notés SERVO et PROBE cependant, avant de brancher il va falloir inverser le rouge et le marron sur le connecteur dupont car là aussi sur la SKR c'est inversé ... et c'est un bug reconnu sur GITHUB.
Une fois fait vous pouvez le brancher sur la prise SERVO en mettant le fil jaune sur le PIN 2.0 de la carte mère et aussi brancher le PROBE en respectant le GND (Fil noir) et 0.10 (fil blanc).
18°) il ne reste plus qu'à brancher les deux thermistor du bed et du hotend.
Bed (fils rouge avec connecteur JST double) = TB
Hotend (fils blanc avec connecteur JST double) = TH0
19°) Branchez les ventilateurs (HOTEND = FAN0 et FANG = FAN)
20°) Il ne vous reste plus qu'à mettre tout ce petit monde sous tension pour tester si cela fonctionne.
Si ok passez à l'étape 20
Sinon, débranchez composant par composant pour voir lequel pose problème et identifier le soucis.
21°) Branchez le TFT35 et les port correspondant (EXP1 et 2 et TFT)
22°) Importez le firmware.bin sur la carte micro SD formaté en FAT32 puis inséré la dans la SKR.
Alimenté la SKR et attendre 10 secondes puis l'éteindre. Si le fichier .bin est passé en .cur alors votre CM est bien flashée sinon recommencez.
23°) Importez le firmware.bin du TFT35 sur la SD (MAJ ne fonctionne pas par USB) ainsi que le dossier TFT35 pour les icones.
Insérez la SD
Alimenté la SKR et l'écran devrait se mettre à jour.
24°) Enjoy !!!! Vous avez installé une SKR 1.4 TURBO sur votre Alfawise U30 PRO.
-
Anycubic Kobra Neo, la découverte avant le test !
Anycubic Kobra Neo, la découverte avant le test !Les possibles messages d'erreurs sur l’écran de contrôle
A FAIRE > Chercher a déclencher les erreurs ( MINTEMP / MAXTEMP / Thermal runaway (buse et plateau ) / Home fail / ... ) pour illustrer et donner des pistes en cas de soucis.
"Err: MINTEMP Bed PRINTER HALTED Please Reset"

(Source image ... un post facebook dont je ne retrouve plus le lien ... )
Probablement les fils ou connecteur de la thermistance du plateau chauffant qui sont déconnectés ( fils bien enfiché dans les connecteurs, connecteur bien enfiché sur la carte mère, soudures sur le plateau, brin sectionné dans les fils de la thermistance qui créé aléatoirement un faux contacte selon comment les fils sont "plié" )
"THERMAL RUNAWAY: E1 PRINTER HALTED Please Reset"

(Source image https://www.facebook.com/groups/anycubic.users/posts/1875275612830870/ )
Souvent due a une mesure de la température incohérente lors d'une chauffe pour la tête. (cela ne chauffe pas ou pas a la vitesse attendue)
( Si dans un délais de ? seconde lors de la mise en chauffe de la tête, le firmware ne perçois pas une monté de la température alors il lance cette erreur pour éviter un risque incendie pour le cas d'une thermistance qui se serait déplacé est ne mesure plus la température du bloc de chauffe.)
Là les pistes sont
- cartouche de chauffe ne chauffe pas donc pas branché ou H.S.
-
la mesure de la température n'est pas cohérente donc une possible
- thermistance défectueuse ?
- thermistance mal placé
- les PID sont a ajuster ( voir PID auto tune ) ,
- la chaussette en silicone n'est pas sur le bloc de chauffe et donc la chaleur se dissipe plus rapidement qu'a l'habitude (surtout si en plus un ventilateur souffle trop sur le bloc de chauffe)
- ...
-
Kingroon KP3S Pro, la découverte avant le test !
Kingroon KP3S Pro, la découverte avant le test !Salutation !
J'ai le plaisir d'avoir reçu gracieusement une "Kingroon KP3S Pro 3D Printer" ( imprimante FDM ) avec en prime, les options "plateau flexible PEI" et "rails linéaire pour l'axe Y" ) afin de réaliser un article de test de cette machine.
Félicitation à @Yellow T-pot pour l'avoir rapidement identifié lors du "Quoi qu'est-ce ?"
Lien vers l'article de test sur le blog
https://www.lesimprimantes3d.fr/test-kingroon-kp3s-pro-20230115/Lien vers la fiche de la "Kingroon KP3S Pro" sur le comparateur
https://www.lesimprimantes3d.fr/comparateur/imprimante3d/kingroon/kp3s-pro/Lien vers la fiche produit de la "Kingroon KP3S Pro" sur le site du constructeur "Kingroon"
https://kingroon.com/products/official-kingroon-kp3s-pro-3d-printerRéception
J'ai reçu (le 28/11/2022, France, livraison effectuée par la Poste, contre signature) en même temps, dans un carton épais, le carton de l'imprimante "Kingroon KP3S Pro", et ses options "plateau PEI", et "rail linéaire Y".





(Comme je n'étais pas l'auteur de la commande (qui semble avoir eu lieu vers le 4/11/2022, numéro de tracking transmis par MP le 25/11/2022), je ne connais pas le délai de livraison exacte. Mais, il faut noter que j'ai été informé, que les "options" provenant de Chine, ajoutés forcément un délai.)
Emballage (packaging) de la "Kingroon KP3S Pro" de qualité.
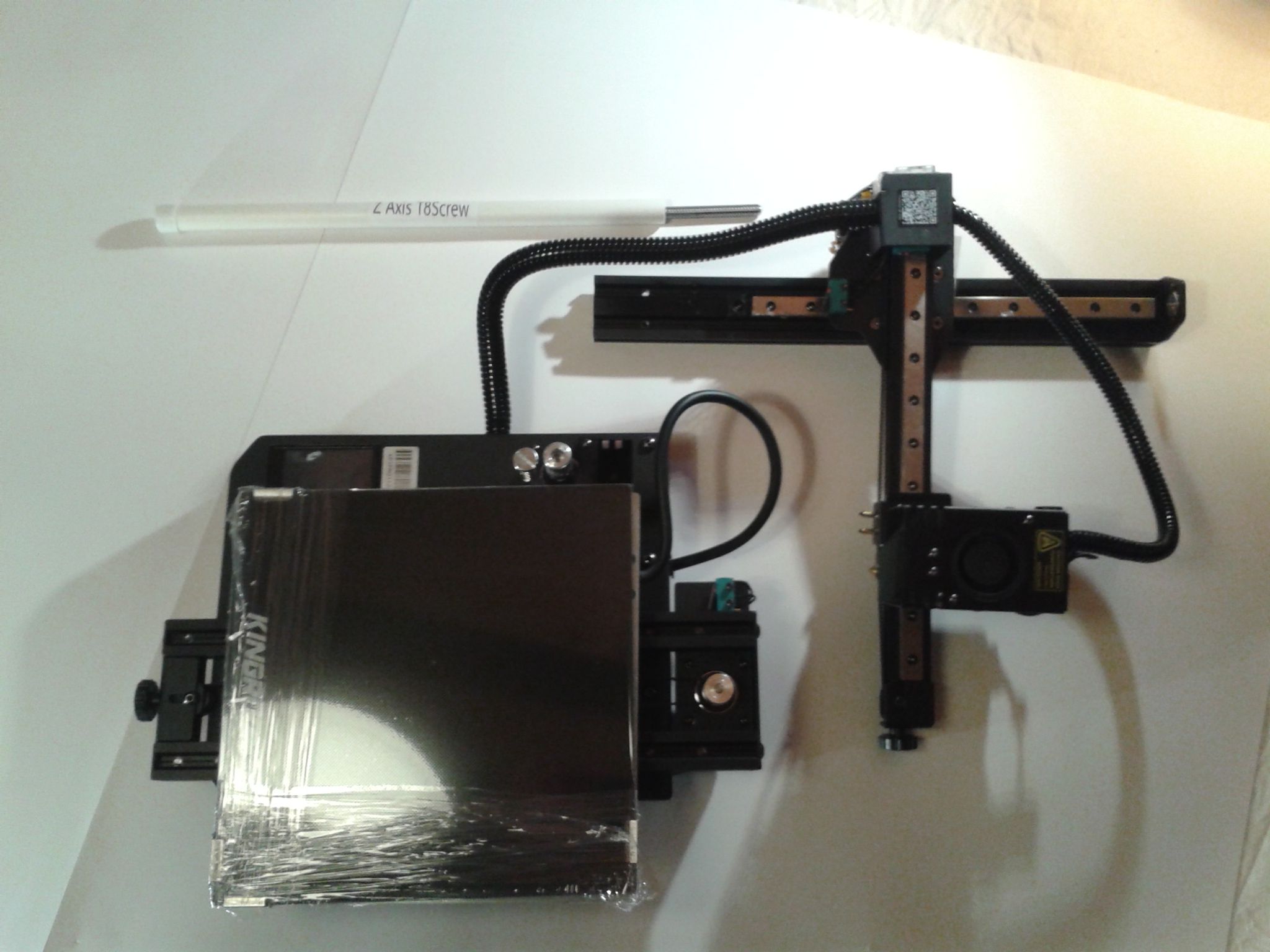
L'imprimante, bien protégée dans un carton épais, est bien calée dans de la mousse expansée découpée sur mesure.
(juste le tube qui contient la tige filetée, qui a perdu un bouchon lors du transport, mais le tube étant bien calé et la tige filetée était bien resté là où il faut pour ne rien abîmer lors du transport.)

Déballage sans difficultés.
Contenu / inventaire du carton de la "Kingroon KP3S Pro"
Globalement, comme annoncé.

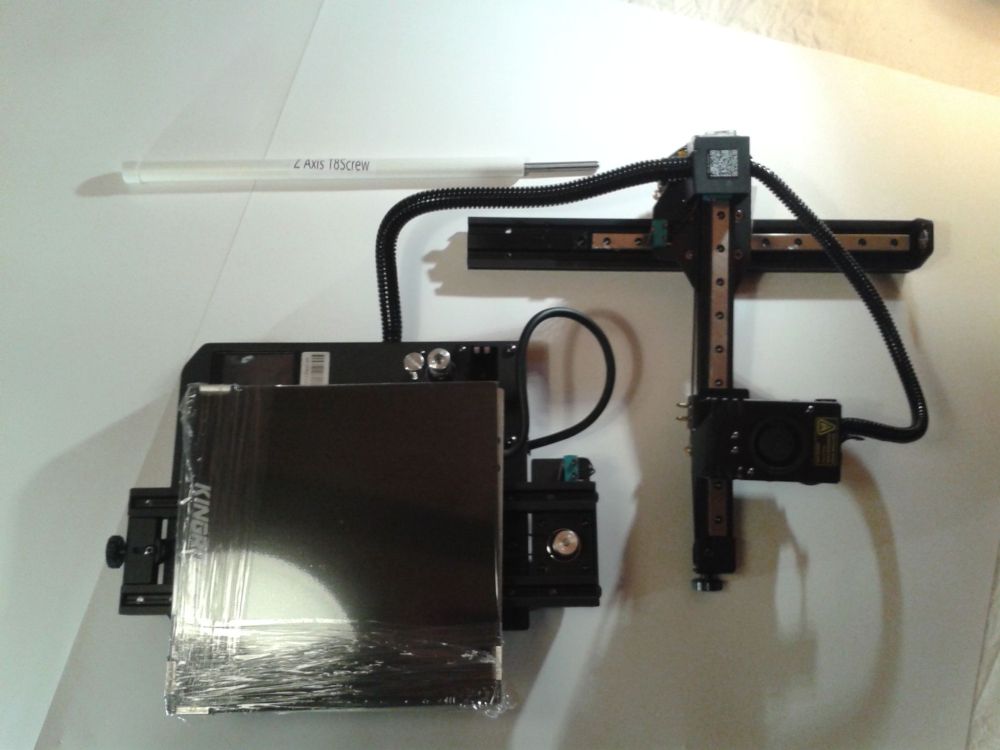


L'imprimante "Kingroon KP3s Pro" (avec le plateau en verre (210 x 210 x 4 mm) + 4 clips de fixation plateau + un coupleur souple (pas exactement comme celui annoncé) déjà couplé à l'arbre du moteur Z)
Un tube avec la tige filetée de l'axe Z ( "Z Axis T8 Screw" de ~28 cm, 8 mm de diamètre, double? pas de ? mm ).
Un livret, de 8 pages recto-verso, en anglais. (que l'on retrouve au format PDF sur la carte micro SD fournie KP3SPRO说明书-EN-修订版-改(1).pdf )
Le cordon d'alimentation (Prise UE Phase, Neutre, Terre) d'environ 120 cm (prises et connecteur inclus) dans un sachet ZIP.
10 mètres de filament PLA blanc de 1.75 mm de diamètre (dans un sachet sous vide).
Une petite boîte en carton à oreilles contenant
Un petit sachet zip avec
Un adaptateur de carte micro SD vers USB
Une carte micro SD de 8 GB (formaté en FAT32 avec des tailles d'unités de 4096 octets)Citation# find -type f \( -not -name "md5sum.txt" \) -exec md5sum '{}' \; > md5sum.txt
ab5e4b22a3fdbc1067b4ab7d44f98177 ./KK_小船.gcode
0d5e1b4c7f825c5e01f984bb18b1f6f1 ./System Volume Information/WPSettings.dat
11685201de1593bab9746caa44064b84 ./System Volume Information/IndexerVolumeGuid
c51cea65f152b5e75c96e50dc779cc46 ./software-切片软件/Ultimaker_Cura-4.11.0-amd64.exe
4de375da6eb544b23c926c647eb9f20b ./KK_方块.gcode
133ada53d16e51b0b7661d478573625c ./software drivers-串口驱动/FTDI USB Drivers/ftdibus.inf
7803c4f5f3e322d768a635cf3eaf9bbc ./software drivers-串口驱动/FTDI USB Drivers/Static/i386/ftd2xx.lib
ac86ce528ddda5172e719d13fd940252 ./software drivers-串口驱动/FTDI USB Drivers/Static/amd64/ftd2xx.lib
c1e337fd06e8c44eb434e4a6f547fd85 ./software drivers-串口驱动/FTDI USB Drivers/ftdibus.cat
e19e870d7e97b0429b0b9a0ddf666788 ./software drivers-串口驱动/FTDI USB Drivers/ftdiport.inf
c4b007c136bda74976704806d36feae3 ./software drivers-串口驱动/FTDI USB Drivers/ftd2xx.h
f0ca4e7bc5af32080069c2df83ba6690 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftser2k.sys
f8c2888b12253d8390c94887ffb699f2 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftdibus.sys
08c5145b73931dd34dd7fca3a90122d0 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftd2xx.lib
e2d7ffef02dd5b15961af5f46026de4c ./software drivers-串口驱动/FTDI USB Drivers/i386/ftlang.dll
2eb996fe60c05769d573889b59521852 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftserui2.dll
8d0c321d548678921926a72a109c108e ./software drivers-串口驱动/FTDI USB Drivers/i386/ftd2xx.dll
491cb58d70fa2570c8fdbd0f0d320819 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftbusui.dll
52e3d4cb0a6175e4eed7640eec81e930 ./software drivers-串口驱动/FTDI USB Drivers/i386/ftcserco.dll
cc4801e9eeeeff877229db0796cdf5a6 ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftser2k.sys
281a153b01d414f894506026c08a6adb ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftdibus.sys
09679c5fea9ed95296f1352870b7636f ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftd2xx.lib
ace9f364b1a8a15e96ee7d638d32b522 ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftlang.dll
10307791e5266d453341e1e8c3994a57 ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftserui2.dll
c9a65f15b64199bda63654cc7038aad4 ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftd2xx64.dll
d5db6c652610096c0914a7ddcf3c47ad ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftbusui.dll
41b3a096ae7a9e5c0911c3d3395acb6a ./software drivers-串口驱动/FTDI USB Drivers/amd64/ftcserco.dll
71f072a5592448e05097163b21957ec9 ./software drivers-串口驱动/FTDI USB Drivers/ftdiport.cat
133ada53d16e51b0b7661d478573625c ./software drivers-串口驱动/WIN7/windows/ftdibus.inf
80a85ef55fdec40bf3f5626594091f61 ./software drivers-串口驱动/WIN7/windows/Static/i386/ftd2xx.lib.阿里旺旺接收的可疑文件
d0dc880f42f31dbae5f25a5ef005b4d1 ./software drivers-串口驱动/WIN7/windows/Static/amd64/ftd2xx.lib.阿里旺旺接收的可疑文件
c1e337fd06e8c44eb434e4a6f547fd85 ./software drivers-串口驱动/WIN7/windows/ftdibus.cat
e19e870d7e97b0429b0b9a0ddf666788 ./software drivers-串口驱动/WIN7/windows/ftdiport.inf
c4b007c136bda74976704806d36feae3 ./software drivers-串口驱动/WIN7/windows/ftd2xx.h
f3ee173262d44cd88f93fc37e322dbdf ./software drivers-串口驱动/WIN7/windows/i386/ftd2xx.dll.阿里旺旺接收的可疑文件
a9b07853ff6da6721c151b1a86246bfe ./software drivers-串口驱动/WIN7/windows/i386/ftdibus.sys.阿里旺旺接收的可疑文件
2e59ab5a36b464e72c093394ebfdfc56 ./software drivers-串口驱动/WIN7/windows/i386/ftser2k.sys.阿里旺旺接收的可疑文件
eb1a54ab97c19b9afd17fb0f16ce4380 ./software drivers-串口驱动/WIN7/windows/i386/ftlang.dll.阿里旺旺接收的可疑文件
790ac2ee6d3ed2e58b550032486c1e05 ./software drivers-串口驱动/WIN7/windows/i386/ftd2xx.lib.阿里旺旺接收的可疑文件
491cb58d70fa2570c8fdbd0f0d320819 ./software drivers-串口驱动/WIN7/windows/i386/ftbusui.dll
bb0447089c484ad74d5b54402c383c18 ./software drivers-串口驱动/WIN7/windows/i386/ftcserco.dll.阿里旺旺接收的可疑文件
5498406d4208e786bc64ec3f7df4997f ./software drivers-串口驱动/WIN7/windows/i386/ftserui2.dll.阿里旺旺接收的可疑文件
cc4801e9eeeeff877229db0796cdf5a6 ./software drivers-串口驱动/WIN7/windows/amd64/ftser2k.sys
281a153b01d414f894506026c08a6adb ./software drivers-串口驱动/WIN7/windows/amd64/ftdibus.sys
09679c5fea9ed95296f1352870b7636f ./software drivers-串口驱动/WIN7/windows/amd64/ftd2xx.lib
ace9f364b1a8a15e96ee7d638d32b522 ./software drivers-串口驱动/WIN7/windows/amd64/ftlang.dll
10307791e5266d453341e1e8c3994a57 ./software drivers-串口驱动/WIN7/windows/amd64/ftserui2.dll
c9a65f15b64199bda63654cc7038aad4 ./software drivers-串口驱动/WIN7/windows/amd64/ftd2xx64.dll
d5db6c652610096c0914a7ddcf3c47ad ./software drivers-串口驱动/WIN7/windows/amd64/ftbusui.dll
41b3a096ae7a9e5c0911c3d3395acb6a ./software drivers-串口驱动/WIN7/windows/amd64/ftcserco.dll
71f072a5592448e05097163b21957ec9 ./software drivers-串口驱动/WIN7/windows/ftdiport.cat
2623506d6773ecb744d8074810aa1c2d ./software drivers-串口驱动/WIN7/mac/FTDIUSBSerialDriver_v2_2_16/FTDIUSBSerialDriver_v2_2_16.dmg
8637f866a964ce6cfe5fd6ecf90c79dd ./software drivers-串口驱动/WIN7/mac/FTDIUSBSerialDriver_v2_2_16/FTDIUSBSerialDriver_v2_2_18.dmg
ab1d0e394a2faa22313702cf84d5830e ./software drivers-串口驱动/WIN7/mac/FTDIUSBSerialDriver_v2_2_16.rar
678a73f56ddf84a08c31123c386e9967 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/ftser2k.sys
c3550681606b7483df0ba91c84a869d3 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTDIPORT.INF
044a690d3cb610040c7fcee4f464f76f ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTD2XX.lib
27f49a43d2b540f3175b42c0d6652ea6 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/ftdibus.cat
f2a15c98e0aa7e6b5ad95ed08e94065d ./software drivers-串口驱动/WIN7/FTDI USB Drivers/Application Notes.url
faa0f3cec0f0f6eaec22e626506603a7 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTDIBUS.INF
e3974afac60ee2c3ec118d560c7fe98c ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTBUSUI.dll
1452ce75a9ac31d29d552f3bcd62e64e ./software drivers-串口驱动/WIN7/FTDI USB Drivers/ftserui2.dll
cdf91fb3cf82d2a5682c42714d8cb9c2 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTLang.dll
d006d72cf740c0cd61c55fffeeab2413 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTD2XX.H
b283f1bc1ff852bd232449a4b3e3ce63 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTDIBUS.sys
9a411917e84142c706358a74e753ab38 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTDIUNIN.exe
aa8046aa6726e0a2b0cda65fb5d2cd8d ./software drivers-串口驱动/WIN7/FTDI USB Drivers/FTD2XX.dll
8c5c69aceb0771df7bb478801cf0762b ./software drivers-串口驱动/WIN7/FTDI USB Drivers/ftdiport.cat
d6ca53cccc8ea7d30e36f958a3275696 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/ftcserco.dll
a43ec879e0efd3f728f815deacfffae9 ./software drivers-串口驱动/WIN7/FTDI USB Drivers/Installation Guides.url
2179cae878f0c9ef32d7516062a68b9b ./KK_钥匙扣.gcode
db0667a87c8e7481df6698e3e958f5b5 ./KK_炮楼.gcode
16c51fa486b65cb0e744e8947bcc9f37 ./KP3S PRO使用手册.pptx
c7f93ce350d8bde92aedd55923b56dcd ./STL-模型/方块.stl
5a621fb6303ae56b8a4a30c75afd4272 ./STL-模型/钥匙扣.STL
31f17b590bcecd8748a146b626a4b269 ./STL-模型/炮楼.STL
02985f1cecfc1d9e0578a0eee8138c32 ./STL-模型/小船.stl
a04d24bb7250b3e31240df9e34587666 ./User Manual-说明书/KP3SPRO说明书-EN-修订版-改(1).pdf
be96beb179ee9f6fa4c259e638a666d6 ./User Manual-说明书/KP3S PRO说明书-中文版.pdfSi comme moi, vos compétences en Chinois simplifié sont inexistantes, voici quelques traductions google et une capture d’écran des vignettes des fichiers .stl fournis
CitationKK_小船 = KK_bateau
KK_方块 = KK_carré
KK_炮楼 = KK_Blockhaus
KK_钥匙扣 = porte-clés KK_
KP3S PRO使用手册 = Manuel d'utilisation KP3S PRO

Un petit sachet zip avec
3 vis M3 x 10 mm (2 seront utilisées pour la fixation du portique par le dessous de la machine)
3 Vis M3 x 30 mm (2 seront utilisées pour la fixation du portique par l’arrière de la machine)Un autre petit sachet zip avec
2 vis M2.5 de ? mm + 2 écrous marteaux M2.5 (pour la fixation du portique)Un sachet zip moyen avec
4 clés hexagonales ayant d'un côté une tête cylindrique ( taille des clés M3, M2.5, M2 et M1.5 )
Une buse en laiton MK8 de 0.4 mm de diamètre de rechange.
2 clés plate ( une clé plate à double tête (10 mm (pour ajuster les écrous excentriques) et 8 mm (pour ?)), et une petite clé plate de 6 mm (pour les buses))Une pince coupe fil avec un embout de protection
Un câble USB (Type B mâle, Type A mâle) de environ 53 cm (extrémités USB inclus dans la mesure)
Un tube PTFE de ~42 cm (pour le guidage du filament, bien noter qu'il ne s'agit pas d'un extrudeur déporté de type bowden mais bien d'un extrudeur direct drive, il n'y a donc pas de fixation pneufit pour ce tube PTFE. Dans mon cas, le tube fournis semble légèrement trop long de 2 ou 3 centimètres ... a voir si il me faut le couper)
3 petits rubans velcros ( pour lier la gaine du faisceau de câbles de la tête et le tube PTFE)Une sorte de tube à essai en plastique avec un bouchon qui contient, 1 aiguille de ~0.36 mm de diamètre (a utiliser en cas de buse bouché).
Un porte-bobine (Filament Holder) en deux parties.
! il n'y a pas de thermistance ou de cartouche de chauffe de remplacement (comme annoncée sur la photo de la fiche produit) !
! il n'y a pas de chaussette en silicone pour le bloc de chauffe (E3D v5) !