macmootpro
-
Compteur de contenus
394 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par macmootpro
-

vends Imprimante 3D Original Prusa i3 MK3S+ & Revo Six Full Kit - 600euros
macmootpro a posté un sujet dans Ventes
Vends Prusa mk3s+ Original incluant le Revo six kit avec carton d’origine. Acheté Juin 2021 sur le site de prusa officiel. 320 heures d’impression en tout soit très peu. 20 heure avec le kit Revo. En parfait état dans la boîte d’origine et accessoires + buses Revo du kit. Prix imprimante montée 1149euros + revo kit 3D Jake 169euros. Pas d’envoi à récupérer sur Montpellier et les alentours. Merci. Prix 600 euros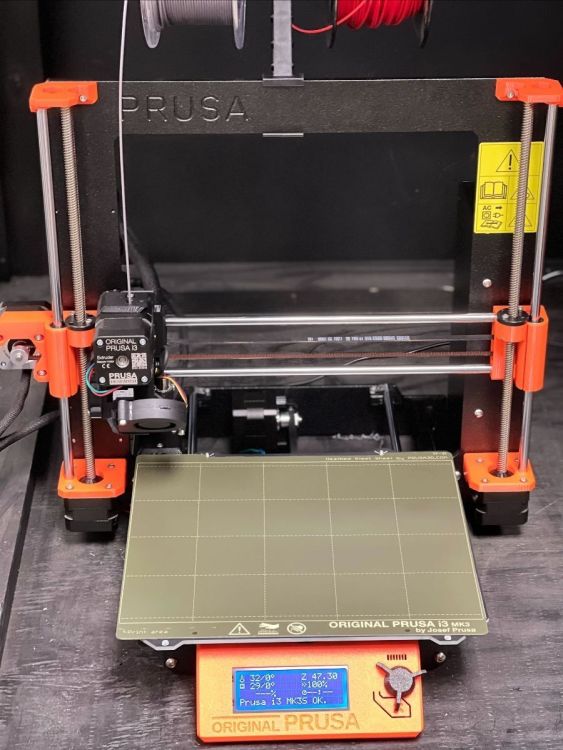
-
- autre - Problème ventilateur alimentation Ender 3
macmootpro en réponse au topic de Evan Martho dans Électronique
Tu devrais tester avec un multimètre, comment as tu fais pour régler ton réducteur de tension ? -
- autre - Problème ventilateur alimentation Ender 3
macmootpro en réponse au topic de Evan Martho dans Électronique
Normalement la tension est déjà à 12V sur cette prise la. As tu vérifié ? Tu as une tension sur ta prise ? -
- autre - Problème ventilateur alimentation Ender 3
macmootpro en réponse au topic de Evan Martho dans Électronique
Bonjour, Regarde avec un multimètre mais dans ton boitier ce connecteur est en 12V meme si ton l'alimentation est en 24V, j'ai fait la modification moi aussi. Tu dois pouvoir dessouder la pin cassée et en mettre un nouveau après attention tu es sur une alimentation à manipuler avec toutes les précautions, tu peux meme changer que la Pin cassé, il faut enlever le connecteur en plastique Blanc. Bon courage. -
marlin Marlin 2.0.x
macmootpro en réponse au topic de Guillaume3D dans Paramétrer et contrôler son imprimante 3D
Bonjour, je relance le sujet en cette période. Je viens de faire le Marlin 2.0 pour une Ender 3 avec une carte MKS GEN L (8bits) + TMC2208 + MKS_TFT32. Pour moi il n'y a pas vraiment d'amélioration, juste le plaisir de s'entrainer avant de passer sur des cartes en 32 bits via platerform.io. Surtout que pour de la 8bits, il faut téléverser via Arduino, le temps de compilation est hyper long. Ce que je trouve pas mal sur marlin 2.0 c'est de pourvoir récupérer l'écran de base Marlin avec toutes les options disponible(offset,step/mm,etc..). je ne suis meme pas sur que ca fonctionne sur mon MKS TFT. je suis pas du tout fan des skins disponible pour les MKS TFT, il manque beaucoup d'information je trouve par rapport au LCD 12864. Vous en pensez quoi ? merci. -
Une idée un principe Covid 19 et poignées de portes
macmootpro en réponse au topic de Mogo Bono dans Projets et impressions 3D
Bonjour j’ai vu ça sur le net aussi pas mal je trouve. Bon courage. -
CREALITY fournit les firmware en open source maintenant , tu as un sujet sur le forum. Bonne recherche.
-
Problème d’impressions circulaires
macmootpro en réponse au topic de Matthieu Lecomte dans Entraide : Questions/Réponses sur l'impression 3D
regarde ton axe X je pense celui ou tu as ton extruder. il faut la tendre je pense. -
Problème d’impressions circulaires
macmootpro en réponse au topic de Matthieu Lecomte dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Je pense a un problème de courroie peut-être sont-elles bien tendues ? ca m'a l'air plutôt mécanique ton problème. Tu imprimes directement d'un carte SD ? Bon Courage. Dans quel sens est ta pièce sur ton plateau ? je pense que tu as un de tes axes qui est pas correctement réglé. -
Bonjour, Non ton imprimante va demander un capteur TouchMi, si tu n'en a pas il faut passer par un FW d'origine. Tu as normalement la configuration initiale sur le site de Marlin, si tu n'as rien changé sur ton imprimante. Bon Courage.
-
Bonjour, Tu as environ 50 sujets sur le forum, merci d'aller dans l'onglet recherche et de te faire ton propre Avis. Un peu de Courage au lieu de créer encore un sujet pour rien. Bon Courage.
-
ca marche très bien a 60 degré.
-
On est tous passés par là. tu as des vidéos sur YouTube ou tu auras plein de réponse à tes questions : GueroLoco est vraiment une référence et il parle FR. Pour ton slicer pour le moment utilise les réglages de base tu n’as pas besoin de modifier beaucoup de chose, quand tu touche trop ca devient vite le bordel. Hauteur de couche, jupe ou non etc et temperature, c’est tout. Fais un tour aussi dans les Tutos du Forum, la calibration de ton extruder est très importante. Calibration aux petit oignons le sujet. non l’offset c’est la différence entre ce que mesure ton palper et la hauteur de ta buse, pour mettre ta buse au niveau du plateau, dans ton cas la ender 5 a un nivellement manuel ce qui est tres bien pour commencer, je suis encore en manuel moi aussi, as-tu fais la calibration du plateau avec une feuille de papier ? La jupe va te permette d’avoir un contact plus important avec le plateau et de casse aussi les angles. Bon courage.
-
Bonjour, je pense que ton soucis est plus au niveau de ton slicer. Tu as réglé comment ton offset. Tu peux changer les paramètres de hauteurs de ta première couche et les réglages de ton offset. Au lieu de mettre une loop sur ta pièce, je ferai plus une jupe de 6/7 tour je pense. bon courage.
-
Ender3 + MKS Gen L : Extrudeur qui se désactive au début de l'impression
macmootpro en réponse au topic de macmootpro dans Creality
avec les ; c'est les codes en commentaires via S3D. Le vrai G-code commence la. G90 M82 M106 S0 M140 S80 M190 S80 M104 S235 T0 M109 S235 T0 G28 ; home all axes G1 X5 Y10 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 X160 E15 F600 ; prime nozzle G1 X180 F5000 ; quick wipe ; process Process1 ; layer 1, Z = 0.240 T0 ; feature skirt ; tool H0.240 W0.600 G1 Z0.240 F1002 G1 X119.145 Y152.598 F4800 G92 E0.0000 G1 X114.590 Y154.443 E0.2942 F1200 G1 X111.152 Y153.845 E0.5032 G1 X110.360 Y153.137 E0.5667 G1 X87.464 Y142.826 E2.0701 G1 X85.529 Y139.998 E2.2752 G1 X85.474 Y138.949 E2.3381 -
Ender3 + MKS Gen L : Extrudeur qui se désactive au début de l'impression
macmootpro a posté un sujet dans Creality
Bonjour, Je ne suis pas nouveau dans le monde de l'impression 3D. J'ai une ENDER 3 avec un carte MKSGENL+TMC2208+BLTOUCH. J'ai un soucis avec mon moteur d'extruder. L'extruder fonctionne sans problème en manuel quand je fais une chauffe à 200 et que j'extrude en test. Quand je lance une impression le moteur tourne le temps de la purge et ensuite il y a un petit clac (pas un clac buse bouchée etc...) le fameux clac d'activation ou de désactivation du moteur et ensuite l'axe est libre. ci-joint les tests que je viens de faire : Test avec un autre moteur : même résultat Test avec un autre TMC2208 : même résultat Vérification du VRef : même résultat Test par USB octoprint : même résultat Test par USB S3D : même résultat Test avec de vieux Gcode : même résultat Test en enlevant le tube PTFE : même résultat. c'est très étonnant je n'ai jamais vu ca avant. Quelqu'un a peut-être une piste de réflexion; ci-joint un bout de G-code avec le démarrage. Je me suis dis peut être ma carte est morte mais l'extrusion fonctionne en manuelle. Merci la communauté ; G-Code generated by Simplify3D(R) Version 4.1.2 ; Mar 27, 2020 at 11:47:21 AM ; Settings Summary ; processName,Process1 ; applyToModels,dimensionaltest75-square ; profileName,Creality Ender 3_ALEX (modified) ; profileVersion,2019-10-28 16:20:48 ; baseProfile,Creality Ender 3 ; printMaterial,PLA ; printQuality,Medium ; printExtruders, ; extruderName,Primary Extruder ; extruderToolheadNumber,1 ; extruderDiameter,0.4 ; extruderAutoWidth,0 ; extruderWidth,0.4 ; extrusionMultiplier,1 ; extruderUseRetract,0 ; extruderRetractionDistance,6 ; extruderExtraRestartDistance,0 ; extruderRetractionZLift,0 ; extruderRetractionSpeed,1800 ; extruderUseCoasting,0 ; extruderCoastingDistance,0.2 ; extruderUseWipe,0 ; extruderWipeDistance,5 ; primaryExtruder,0 ; layerHeight,0.2 ; topSolidLayers,3 ; bottomSolidLayers,3 ; perimeterOutlines,2 ; printPerimetersInsideOut,1 ; startPointOption,2 ; startPointOriginX,0 ; startPointOriginY,0 ; sequentialIslands,0 ; spiralVaseMode,0 ; firstLayerHeightPercentage,120 ; firstLayerWidthPercentage,100 ; firstLayerUnderspeed,0.5 ; useRaft,0 ; raftExtruder,0 ; raftTopLayers,3 ; raftBaseLayers,2 ; raftOffset,3 ; raftSeparationDistance,0.14 ; raftTopInfill,100 ; aboveRaftSpeedMultiplier,0.3 ; useSkirt,1 ; skirtExtruder,0 ; skirtLayers,1 ; skirtOutlines,2 ; skirtOffset,4 ; usePrimePillar,0 ; primePillarExtruder,999 ; primePillarWidth,12 ; primePillarLocation,7 ; primePillarSpeedMultiplier,1 ; useOozeShield,0 ; oozeShieldExtruder,999 ; oozeShieldOffset,2 ; oozeShieldOutlines,1 ; oozeShieldSidewallShape,1 ; oozeShieldSidewallAngle,30 ; oozeShieldSpeedMultiplier,1 ; infillExtruder,0 ; internalInfillPattern,Rectilinear ; externalInfillPattern,Rectilinear ; infillPercentage,20 ; outlineOverlapPercentage,15 ; infillExtrusionWidthPercentage,100 ; minInfillLength,5 ; infillLayerInterval,1 ; internalInfillAngles,45,-45 ; overlapInternalInfillAngles,0 ; externalInfillAngles,45,-45 ; generateSupport,1 ; supportExtruder,0 ; supportInfillPercentage,30 ; supportExtraInflation,0 ; supportBaseLayers,0 ; denseSupportExtruder,0 ; denseSupportLayers,0 ; denseSupportInfillPercentage,70 ; supportLayerInterval,1 ; supportHorizontalPartOffset,0.3 ; supportUpperSeparationLayers,1 ; supportLowerSeparationLayers,1 ; supportType,0 ; supportGridSpacing,4 ; maxOverhangAngle,45 ; supportAngles,0 ; temperatureName,Primary Extruder,Heated Bed ; temperatureNumber,0,0 ; temperatureSetpointCount,1,1 ; temperatureSetpointLayers,1,1 ; temperatureSetpointTemperatures,200,60 ; temperatureStabilizeAtStartup,1,1 ; temperatureHeatedBed,0,1 ; fanLayers,1,2 ; fanSpeeds,0,100 ; blipFanToFullPower,0 ; adjustSpeedForCooling,1 ; minSpeedLayerTime,15 ; minCoolingSpeedSlowdown,20 ; increaseFanForCooling,0 ; minFanLayerTime,45 ; maxCoolingFanSpeed,100 ; increaseFanForBridging,0 ; bridgingFanSpeed,100 ; use5D,1 ; relativeEdistances,0 ; allowEaxisZeroing,1 ; independentExtruderAxes,0 ; includeM10123,0 ; stickySupport,1 ; applyToolheadOffsets,0 ; gcodeXoffset,0 ; gcodeYoffset,0 ; gcodeZoffset,0 ; overrideMachineDefinition,1 ; machineTypeOverride,0 ; strokeXoverride,220 ; strokeYoverride,220 ; strokeZoverride,250 ; originOffsetXoverride,-5 ; originOffsetYoverride,-5 ; originOffsetZoverride,0 ; homeXdirOverride,-1 ; homeYdirOverride,-1 ; homeZdirOverride,-1 ; flipXoverride,1 ; flipYoverride,-1 ; flipZoverride,1 ; toolheadOffsets,0,0|0,0|0,0|0,0|0,0|0,0 ; overrideFirmwareConfiguration,1 ; firmwareTypeOverride,RepRap (Marlin/Repetier/Sprinter) ; GPXconfigOverride,r2 ; baudRateOverride,115200 ; overridePrinterModels,1 ; printerModelsOverride ; startingGcode,G28 ; home all axes,G1 Z5 F3000 ; lift,G1 X10 Y10 F1500 ; move to prime,G1 Z0.2 F3000 ; get ready to prime,G92 E0 ; reset extrusion distance,G1 Y80 E10 F600 ; prime nozzle,G1 Y100 F5000 ; quick wipe ; layerChangeGcode, ; retractionGcode, ; toolChangeGcode, ; endingGcode,G28 X0 ; home X axis,M106 S0 ; turn off cooling fan,M104 S0 ; turn off extruder,M140 S0 ; turn off bed,M84 ; disable motors ; exportFileFormat,gcode ; celebration,0 ; celebrationSong,Star Wars ; postProcessing, ; defaultSpeed,3600 ; outlineUnderspeed,0.5 ; solidInfillUnderspeed,0.8 ; supportUnderspeed,0.8 ; rapidXYspeed,4800 ; rapidZspeed,1002 ; minBridgingArea,50 ; bridgingExtraInflation,0 ; bridgingExtrusionMultiplier,1 ; bridgingSpeedMultiplier,1 ; useFixedBridgingAngle,0 ; fixedBridgingAngle,0 ; applyBridgingToPerimeters,0 ; filamentDiameters,1.75|1.75|1.75|1.75|1.75|1.75 ; filamentPricesPerKg,46|46|46|46|46|46 ; filamentDensities,1.25|1.25|1.25|1.25|1.25|1.25 ; useMinPrintHeight,0 ; minPrintHeight,0 ; useMaxPrintHeight,0 ; maxPrintHeight,0 ; useDiaphragm,0 ; diaphragmLayerInterval,20 ; robustSlicing,1 ; mergeAllIntoSolid,0 ; onlyRetractWhenCrossingOutline,1 ; retractBetweenLayers,1 ; useRetractionMinTravel,0 ; retractionMinTravel,3 ; retractWhileWiping,0 ; onlyWipeOutlines,1 ; avoidCrossingOutline,0 ; maxMovementDetourFactor,3 ; toolChangeRetractionDistance,12 ; toolChangeExtraRestartDistance,-0.5 ; toolChangeRetractionSpeed,600 ; externalThinWallType,0 ; internalThinWallType,2 ; thinWallAllowedOverlapPercentage,10 ; singleExtrusionMinLength,1 ; singleExtrusionMinPrintingWidthPercentage,50 ; singleExtrusionMaxPrintingWidthPercentage,200 ; singleExtrusionEndpointExtension,0.2 ; horizontalSizeCompensation,0 G90 M82 M106 S0 M140 S60 M190 S60 M104 S200 T0 M109 S200 T0 G28 ; home all axes G1 Z5 F3000 ; lift G1 X10 Y10 F1500 ; move to prime G1 Z0.2 F3000 ; get ready to prime G92 E0 ; reset extrusion distance G1 Y80 E10 F600 ; prime nozzle G1 Y100 F5000 ; quick wipe ; process Process1 ; layer 1, Z = 0.240 T1 ; feature skirt ; tool H0.240 W0.400 G1 Z0.240 F1002 G1 X72.900 Y75.370 F4800 G92 E0.0000 G1 X75.595 Y72.676 E0.1521 F1800 G1 X154.405 Y72.676 E3.2976 G1 X157.100 Y75.370 E3.4497 G1 X157.100 Y154.181 E6.5952 G1 X154.405 Y156.876 E6.7473 G1 X126.858 Y156.876 E7.8468 G1 X126.617 Y157.324 E7.8671 G1 X119.841 Y157.324 E8.1375 G1 X119.025 Y156.876 E8.1747 G1 X111.408 Y156.876 E8.4787 G1 X110.590 Y157.324 E8.5159 G1 X103.820 Y157.324 E8.7861 G1 X103.578 Y156.876 E8.8065 G1 X75.595 Y156.876 E9.9234 G1 X72.900 Y154.181 E10.0755 G1 X72.900 Y75.370 E13.2210 G1 X73.300 Y75.536 F4800 G92 E0.0000 -
bonjour, tu utilise quelle slicer ? je pense que tu dois avoir un multiplicateur ou un pourcentage plus important sur ta premier couche, tu as plus de matière qui bave donc. une photo de la premiere couche serait plus parlante. Merci.
-
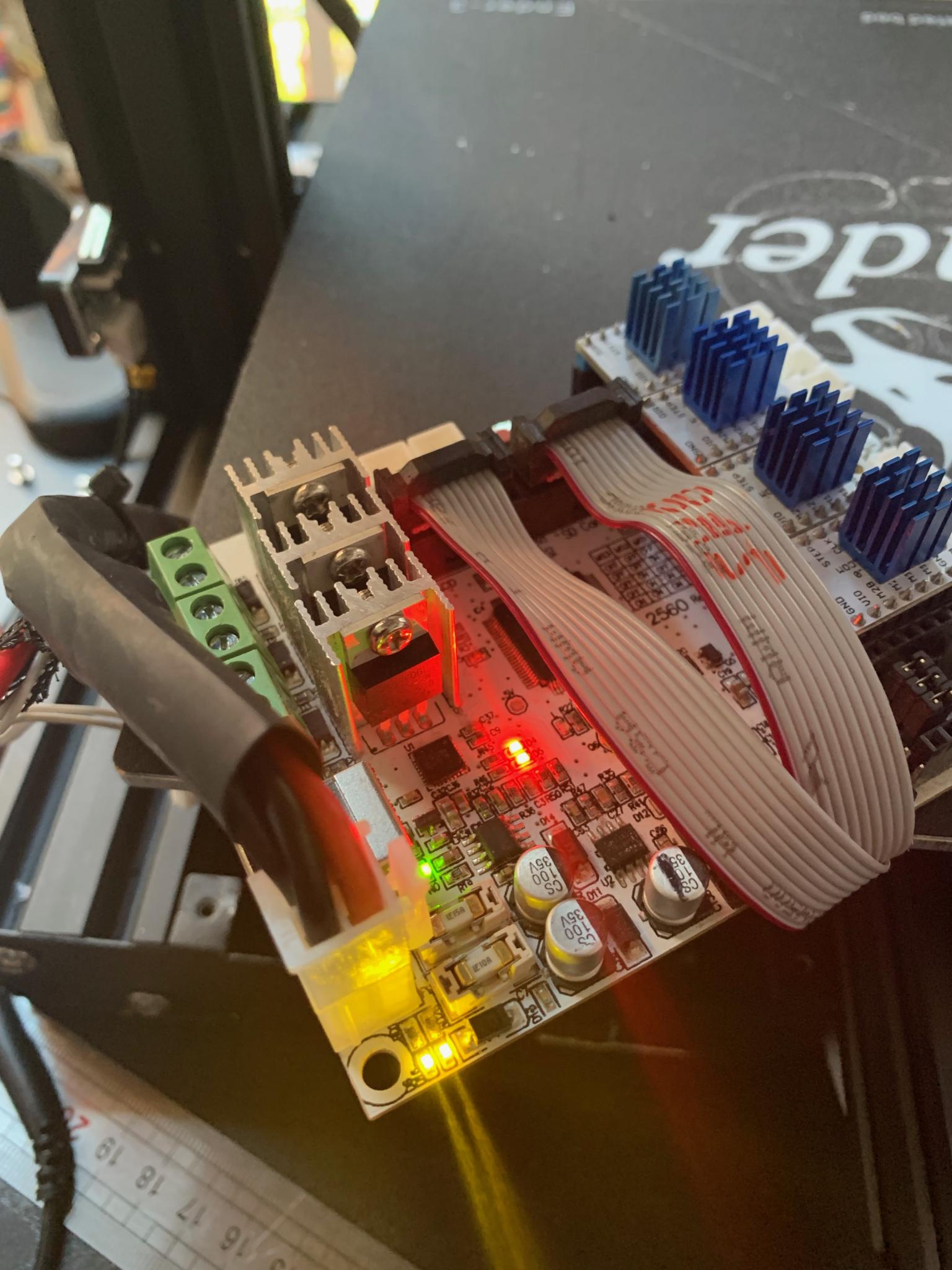
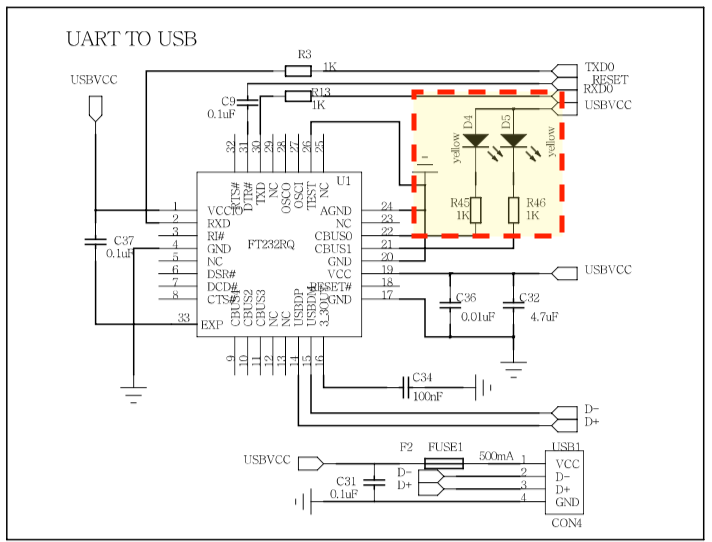
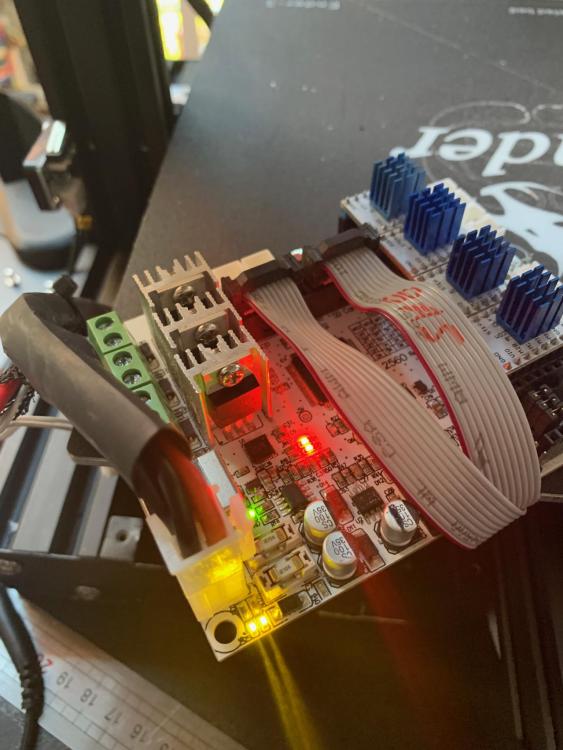
Bonjour, je relance le sujet sur cette carte, j'ai eu un problème dans le même style et j'ai cramé un fusible par chance j'en ai en de disponible. Je suis actuellement en 24 V sur cette carte 2560 REVA Clone de la GT. Après remplacement du fusible la carte redémarre sans problème. J'ai pas de problème particulier sauf les LED D4 et D5 soit R45 R44 qui restent allumé Rouge non stop, je ne sais pas de quoi cela peut venir ? je pense suivant les informations que j'ai trouvé avoir grillé le fusible USB car je ne vois plus la Carte en USB sur mac. Que puis-je faire mise à part mettre la carte a la poubelle ? En revanche j'ai
-
J'ai trouvé la source de mon problème , c'est lié a l'utilisation d'un PI ZERO W + octoprint, je pense que le RPI n'est pas assez puissant pour fournir le GCode dans les virages, je testé via mon iMac et Carte SD (Cat 4 :() et ca fonctionne correctement. merci.
-
Bonjour, J'ai un problème étrange. Ca peut venir de simplify3D mais je ne pense pas ? Quand j'imprime un cylinder, l'imprimante ralentie énormément et saccade durant l'impression du dernier périmètre ce qui impact énormément la qualité finale. ci-joint la vidéo, si vous avez des idées ? J'ai bien testé de modifié les vitesses de contour, reduction de vitesse si couche qui dure moins de 15 sec etc ... IMG_0585.mp4
-
- autre - Fusion 360 gratuit pendant 1 an renouvelable à vie
macmootpro en réponse au topic de sallinder dans Tutoriels
Le problème principal est surtout le nombre important de facettes (polygone) que génère un stl. Il y a même un pop up qui dit qu’il va y avoir des ralentissements. Je pense que c’est normal. C’est sur que le mode online arrange pas les choses quand il upload et download chaque pièce. Dommage le soft est pas mal sinon, je ne sais pas si il y a mieux actuellement multi plateforme et sous licence loisir. -
- autre - Fusion 360 gratuit pendant 1 an renouvelable à vie
macmootpro en réponse au topic de sallinder dans Tutoriels
tu as combien de RAM ? même avec plusieurs pièces en polygone, moi ca ralenti quand je fais des actions dessus les pièces, il a du mal a affiché beaucoup de polygone. Pourtant MacOsX sont sur le même noyaux que Linux (UNIX), c'est étonnant -
- autre - Fusion 360 gratuit pendant 1 an renouvelable à vie
macmootpro en réponse au topic de sallinder dans Tutoriels
Bonjour, j'ai une question concernant ce logiciel. Je suis dessinateur industriel à la base sur Catia V5 et solidworks, je suis sur mac pour plusieurs raisons. J'ai testé plusieurs logiciels de 3d sur mac(on shape,tinkercad,ShetchUp). Je trouve pas mal d'avantage a fusion 360 en revanche l'élément qui me freine énormément c'est la lenteur du soft. Je suis sous mac avec un iMac 5K et disque SSD, mais ca rame énormément avec des meshs en polygonal. es-ce pareil pour vous, je me demande si je ne vais pas arrêter ce logiciel. c'est très long pour modifié du STL. c'est plus rapide sur sketchup au final même si il y a moins d'option. Avez-vous une solution ? -
Je pense que c’est un soucis avec l IDE Arduino, essaie de passer par une version moins récentes. Gestionnaire de carte / ... 1.6.10 marché pour moi à l époque. Es-tu sûr que le bootloader a était écrit ? Tu devrais essayer d’envoyer un blink (exemple) pour voir si ça marche et si ta carte répond. Il faut aussi que tu vérifie que ta puce est bien une ATMEGA 2560 ou dans de rare cas une 1260 ? Bon courage
-
Bonjour, tu as aussi les dalles Domios décathlon à 14,99.