phil135
-
Compteur de contenus
403 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par phil135
-
Recherche stylo 3D pour petites réparations ABS.
phil135 en réponse au topic de Harleyme dans Discussions sur les imprimantes 3D
et bien, sur le cas de ces "stylos" , les modeles de base ont l'air d'avoir une forte perennité -
Recherche stylo 3D pour petites réparations ABS.
phil135 en réponse au topic de Harleyme dans Discussions sur les imprimantes 3D
je suis effectivement passé par une fonction de recherche plutôt que créer un nouveau fil était-ce le bon choix ... -
[Stylo 3D] Autopsie d'un stylo
phil135 en réponse au topic de Yo' dans Discussions sur les imprimantes 3D
effectivement c'est une option. j'en ai mené récemment un essai (voir ) comme la résistance de la cyano n'était pas ridicule , je suis assez tenté par assemblage à sec puis collage par capillarité. par contre il faut maintenir en place car j'ai eu des temps de durcissement très inhabituels pour de la cyano -
Que prendre pour assembler de l ASA ?
phil135 en réponse au topic de Antoine George dans Consommables (filaments, résines...)
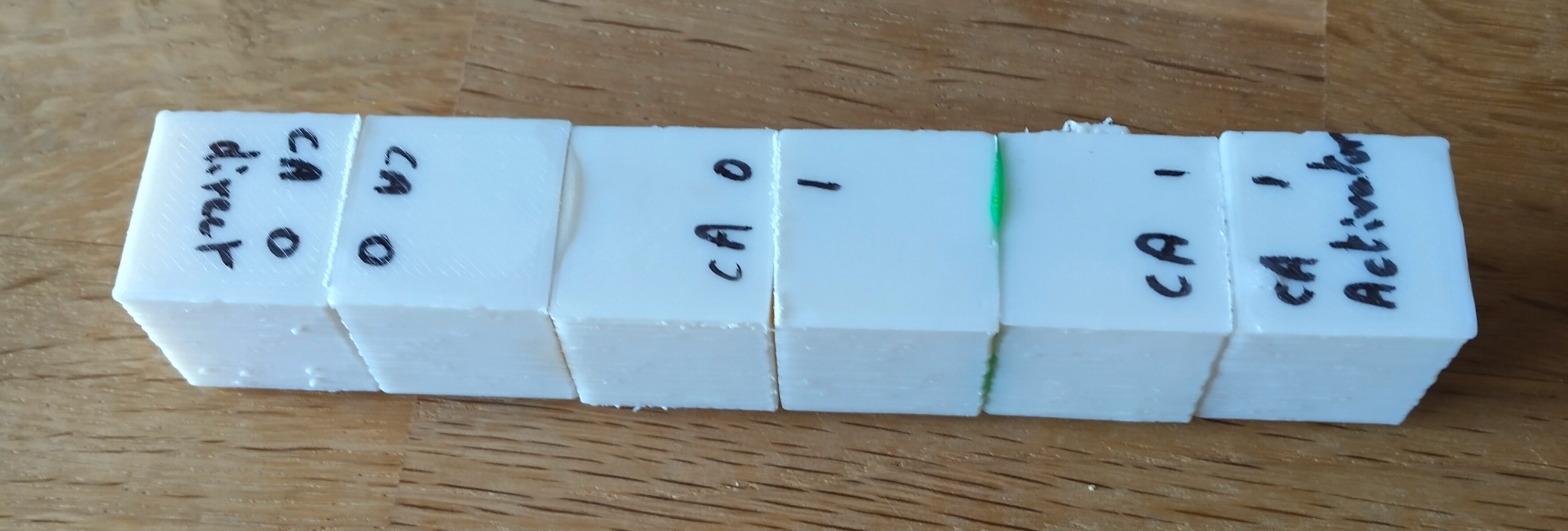
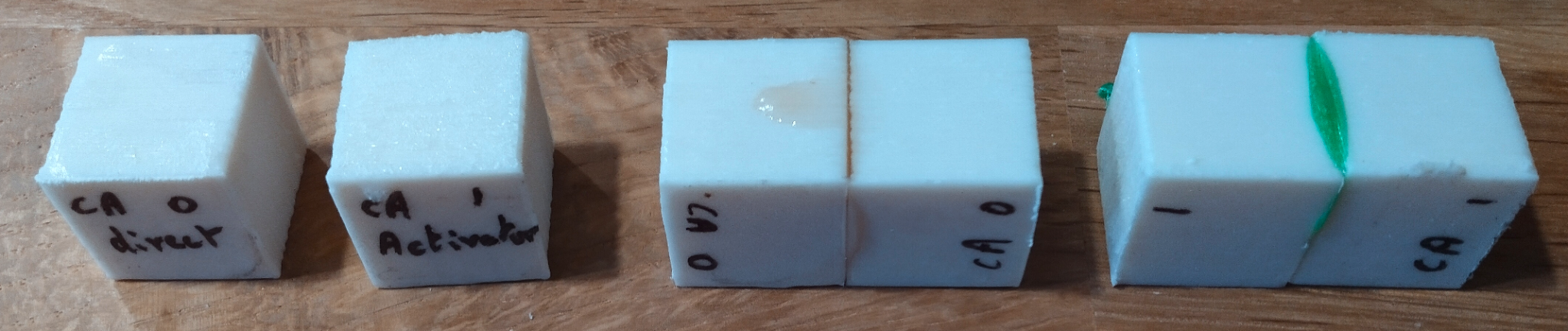
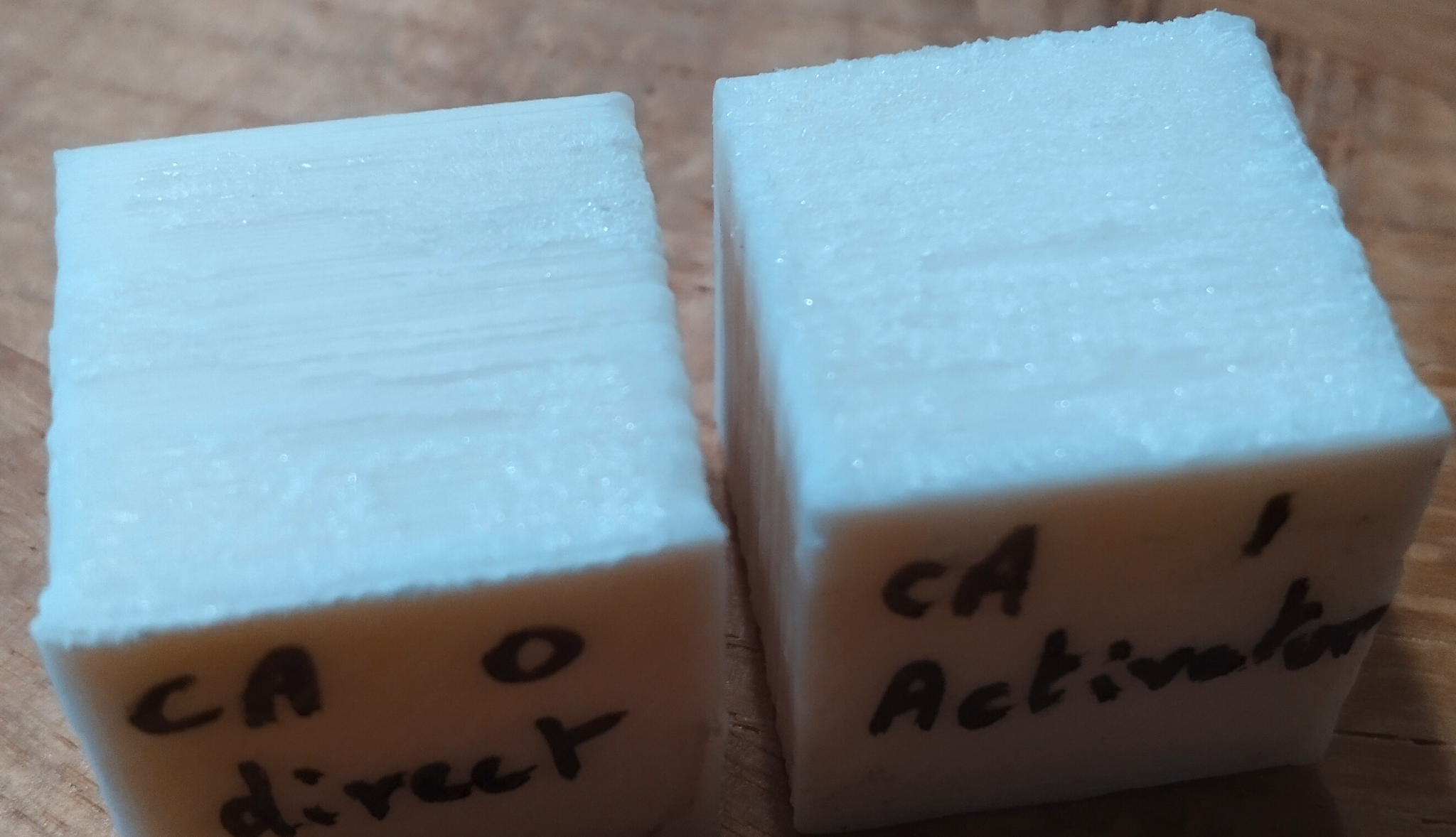
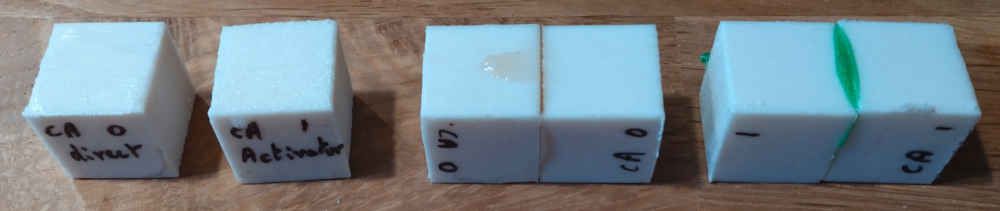
chez moi l'acétone ne dissout pas l'ASA. ça le ramollit, ça le gonfle, éventuellement ça fini par le délaminer. mais l'ASA ne fond pas dans l'acétone j'ai mené un petit essai pseudo scientifique: 6 cubes de 20mm en ASA . un coup de lime sur les faces qui seront en contact pour grossièrement améliorer la planéité et surtout bien dégraisser et 5 collages: CA pour cyanoacrylate (super glue liquide de supermarché) ; 0= directement sur la matière ASA ; 1= activateur issu d'un "superglue pour plastique" époxy en double seringue (lidl) jus d'ABS épais (vert) après 24 h (même la cyano a mis un temps fou pour durcir) j'ai sollicité en torsion progressive (en torsion pour que la contrainte soit la même dans toutes les sections à la fois) un coté en étau et l'autre en clé à molette tenue à la tête. le premier joint de colle à casser est CA0-CA0 . je replace les outils le second est CA1-CA1 le troisième est CA0-CA1 comme je n'ai pas de couple-metre c'est juste une comparaison qu'il faudrait refaire en mettant époxy et jus d'ABS cote à cote, parce que là je ne peux pas finir cette comparaison. je constate que c'est la cyanoacrylate qui a cassé dans son épaisseur alors que sur les fiches techniques il est annoncé que ça devrait plutôt être la matière ASA qui cède... mais les fiches techniques supposent de bien meilleures surfaces que les miennes. colle trop épaisse ? prendre une version gel ?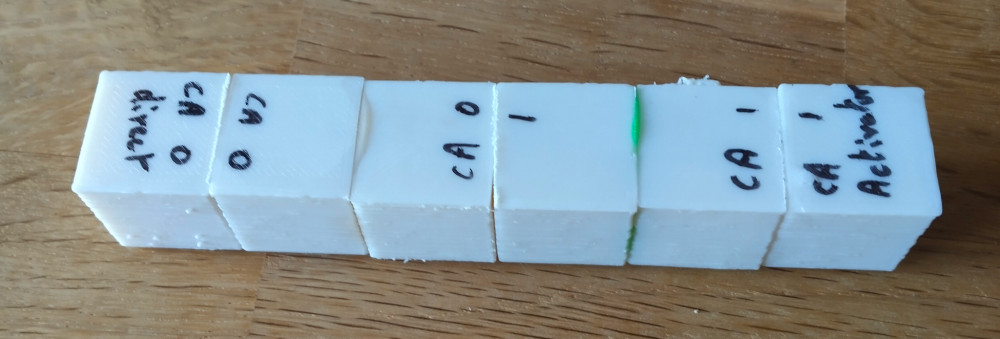


-
[Stylo 3D] Autopsie d'un stylo
phil135 en réponse au topic de Yo' dans Discussions sur les imprimantes 3D
entre-temps j'ai essayé de souder des pièces sans apport de matière au fer à souder d’électronique (panne large en biais) réglé à 270°C ... ça marchouille : il est très difficile de pénétrer en profondeur sans tout massacrer et à la fin j'ai beau aplatir tant que je peux, il y a quand même une vilaine cicatrice avec un stylo à filament je pense que la cicatrice sera moins moche. par contre il va rester le pb de penetrer sur 1.5 à 2 mm pour avoir une résistance pas trop ridicule. peut-etre en prevoyant un V à remplir comme pour souder le metal épais -
- autre - Stylo 3D - dépannage/hacking et conseils
phil135 en réponse au topic de chloe dvlg dans Électronique
bonjour est-ce que l'un de vous aurait essayé du filament ASA dans un stylo ? -
Recherche stylo 3D pour petites réparations ABS.
phil135 en réponse au topic de Harleyme dans Discussions sur les imprimantes 3D
bonjour peut-etre que ce modele n'est plus vendu, mais il peut monter jusqu'à quelle température ? -
[Stylo 3D] Autopsie d'un stylo
phil135 en réponse au topic de Yo' dans Discussions sur les imprimantes 3D
bonjour c'est un peu du déterrage, mais bon: quand les vendeurs de ces stylos annoncent ABS ... 230°C . il faut comprendre que c'est un rappel de la température pour l'ABS ? ou que le stylo va plafonner à 230 °C ? je voudrais assembler des pièces en ASA par une sorte de soudure, mais il me faut au moins 250°C pour ça , 255 souhaitable. est-ce que l'un de vous aurait vu un stylo capable de monter à cette température ? merci -
c'est censé etre couleur "bronze" , mais je doit avoir un parametre pas bon. impression à 250°C
-
petite info ABS , on dit souvent que l'ABS n'est pas sensible à l'humidité. alors quand mes impressions ont été bien déconnantes j'ai touillé tous les paramètres , et seulement en désespoir j'ai étuvé à 75°C 4h "chaleur tournante" (j'ai un four de cuisine à régulation numérique) deux impressions avec exactement les mêmes paramètres, en ABS la seule différence est l'étuvage entre celle de gauche et celle de droite. (celle de droite je l'ai brossée pour enlever quelques strings)

-
Impressions non planes (Non planar)
phil135 en réponse au topic de gisclace dans Projets et impressions 3D
pourquoi ? -
Impressions non planes (Non planar)
phil135 en réponse au topic de gisclace dans Projets et impressions 3D
ça serait pas mal pour avoir les dernières couches en surface orientées de façons compatibles avec les efforts. le résultat serait bien plus robuste -
Solidité ABS / décollement des couches
phil135 en réponse au topic de Glloq32 dans Consommables (filaments, résines...)
imprimer avec la pièce posée verticalement, c'est quand meme le mieux pour avoir des ronds qui ressemblent à des ronds. pas de ventilation bien sûr et il faut que la couche suivante se colle mieux à la précédente. tu peux essayer de ralentir l'impression, mais tu es deja à 20 mm/s aussi j'ai remarqué que des couches de 0.3 se collaient souvent mieux que les 0.2 , peut-etre que comme elles ont plus de matière elles refroidissent moins vite et ainsi se collent mieux. j'ai aussi badigeonné à l'acétone. et mode pinceau baveux mais rapide. soit de l’acétone pure (mon choix) soit du jus d'abs très peu concentré. ça change l'aspect mais surtout ça fait un peu de collage complémentaire là où les couches manquent de cohésion. c'est un peu délicat car on peut aussi abimer la geometrie -
Température max limitée
phil135 en réponse au topic de Mimill dans Entraide : Questions/Réponses sur l'impression 3D
il y a aussi un maxi dans les parametres de repetier. (et probablement dans cura, mais je ne connais pas trop) -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
je ne sais pas si 20 empreintes tiennent encore dans la surface pour un moule de petite presse rapide, mais supposons. au pire ce sera 16, ou 15 si la carotte prend une place. donc ça ferait 5€ pour 100 pièces (ou 48€ en mono empreinte) mais ça c'est le coût au pied de la machine emballage, manutention, expédition, stockage, frais de vente, frais d'appro, frais financiers , 1 2 3 fois selon la structure logistique. finallement ce que tu achètes c'est à 90% la prestation logistique pour avoir la pièce où et quand tu en as besoin. -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
dans le principe c'est pas très "commercial", mais en valeur absolue ? on parle de combien d'€ ? -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
c'est vrai que si tu comptes les pièces par paquets de 5000 , l'impression 3d devient hors sujet par contre si tu ne les fabrique pas toi-même pour toi-même , dans la mesure où c'est la copie d'une pièce du commerce, il faudrait vérifier l'état de droit de la manip : brevet, copyright .... je ne pense pas qu'un truc comme ça soit brevetable (quoique on a parfois des surprises), par contre une copie conforme pourrait enfreindre un copyright. techniquement ça peut se contourner par une re-conception qui ne ressemble pas trop -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
bon, il faut que je me bricole un caisson -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
une peinture alors qu'il y a un assemblage rotule ... un peu difficile, non ? d'ailleurs je me demande si cet ensemble de fonctions clips + petite rotule + tenue uv est bien compatible de l'impression 3D fdm -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
si tu as une solution pour éviter le délaminage de l'asa, je suis preneur car c'est mon principal pb avec cette matière que j'aime bien par ailleurs -
Impression de petites pièces en ASA sur FDM ou en résines sur SLA
phil135 en réponse au topic de pomme dans Bien choisir son imprimante 3D
l'asa en fdm pour des pièces petites avec des déformées assez importantes qui doivent rester élastiques, dans deux directions en plus ... plus qu'aléatoire de mon point de vue les branches élastiques, c'est juste le jour du montage et ensuite ça ne bouge plus ? ou c'est plusieurs sollicitations ? si c'est une seule fois, moyennant une reconception de la pièce c'est peut-être possible d'arriver à un truc qui marche si la tête de ces clips sert de patin de glissement, l'asa n'est pas très glissant (encore moins que l'abs), du pom ou un nylon serait surement mieux -
bonjour depuis j'ai changé l'alim du plateau et je peux monter plus haut (et j'ai meme constaté qu'il doit y avoir une securité dans marlin, vers 140 / 145) 130°C , sur un plateau de quelle nature ? pirex + bluetape ? autre ? colle forte ... genre cyanoacrylate (superglue) ?
-
désolé pour l'absence, j'ai des sujets par ailleurs moi aussi j'ai un plateau pas plat. je pense que le réglage 4 points est une connerie et que les versions 3 points sont mieux. mais j'ai ça. on peut atténuer un peu le pb en soignant le réglage des vis en manuel (et je me demande si un de ces jours que ne vais pas carrément virer un ressort + écrou, le pb est que j'aurai la moitié du plateau en porte-à-faux) tes carrés de test n'ont pas l'air très grands, le défaut de planéité devrait être négligeable. c'est quelle matière ? c'est quoi cette histoire de tirer sur du câble mal enroulé ? le filament de matière s'est emmêlé ? pour le carré complet, la périphérie est pas mal -> les réglages de niveau sont probablement bons tu peux essayer d'augmenter la valeur du recouvrement pour que ça accroche mieux sur le bord lors du remplissage de la surface, mais je pense que le pb est surtout que tu mets trop de matière pas assez collée, du coup au passage suivant ça laboure dedans, la troisième fois ça fait un bourrelet, la quatrième ça fait une cloque
-
désolé j'ai été un peu absent pour chauffer le plateau à 125°C, je l'alimente en 20 V. évidemment pas à travers la GT2560 : la GT2560 pilote un module MOSFET qui lui contrôle l'alimentation 20 V pour le plateau le plateau et un prusa mk-je-sais-plus en alu de 3 mm avec les pistes chauffantes dessous. dessous j'ai un tapis en laine de silice (protection de soudure de plomberie recoupée) pour ne pas chauffer la méca de l'imprimante sur le plateau j'ai une plaque de verre borosilicate ("pirex") garnie de scotch 3m "bluetape" collé en évitant les bulles (et s'il y en a une, il suffit d'un petit trou pour la vider, de toute façon c'est que du scotch à peinture) apres qq heures à 120°C la colle du bluetape est cuite et chiante à décoller, mais avec une lame raclette (idem décapage de peinture sur vitre, ou nettoyage plaque de cuisson vitrocéramique) je m'en sors, puis lavage acétone le jus d'abs se prépare plus vite que ça si on y met des petits morceaux pas trop compacts, moi j'y met les débris de brim & skirt et comme c'est fin c'est réglé en 1/2 journée maxi avec une buse de 0.4 j'affiche 0.4 de hauteur pour la première couche, mais en fait en réel ça dépend des réglages du plateau et de la butée z. disons que je met une bonne tartine assez écrasée au début pour que ça accroche bien. ensuite 0.3 ou 0.2 selon si je suis pressé ou attaché à la précision
-
bonsoir maxtemp ça veut dire que tu as atteins la température limite pour laquelle l'imprimante a peur de prendre feu soit la valeur est mauvaise (genre programmé à 28°C) soit la sonde (ou sa numérisation) déconne soit tu as vraiment trop fait chauffer, ou demandé une temperature trop haue