Chercher dans la communauté
Résultats des étiquettes.
-

repetier M500 Error:EEPROM disabled
T.H a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, je possède une artillery x1 et je souhaite calibrer mon extruder via repetier, mais lorsque je rentre la commande M500 pour enregistré ma nouvelle valeur dans l'eeprom le message suivant s'affiche: Error: EEPROM disabled, et ma valeur n'est pas enregistré. je cherche donc comment enlever ce message et réussir à enregistrer ma nouvelle valeur. Merci d'avance pour votre réponse.
-
 Bonjour, Dans le but de calibrer et la piloter, depuis de nombreuses semaines j’essaie en vain de connecter mon imprimante Sidewider x1, à mon pc. D’après ce que j’ai pu voir sur les forums et autres vidéos, il suffit de connecter un câble USB Male-male et l’imprimante est reconnu dans mon slicer. 1ère question : les slicers (Repetier, Prontface, Simplify3d sur lesquelles j’ai fait des essais) se connecte à la machine par un port "com", sur les machines sur lesquelles j’ai fait le test (2 pc portable Hp et un pc fixe carte mère Asus Z97) aucun port com n’est présent physiquement. Faut il installer une carte avec un port com ? 2em question : Je n’ai trop de connaissance dans ce domaine, mais d’après ce que j’ai compris un port Usb est plug-and-play et devrait suffire à connecter ma machine, Non ? J’ai fait plusieurs essais avec des versions de Windows 7 et Windows 10, j’ai un port com1 qui est présent sur le pc fixe (carte mère Asus Z97) est-ce un port virtuel ? Lorsque je connecte mon câble USB (j’en ai acheté 4 différents) rien n’apparait dans le gestionnaire de périphérique et les connections Usb. J’ai fait appel à l’assistance de chez Artillery, ceux-ci mon fait changer la carte mère, pas de changement. Merci d’avance pour toute l’aide que vous pourriez m’apporter.
Bonjour, Dans le but de calibrer et la piloter, depuis de nombreuses semaines j’essaie en vain de connecter mon imprimante Sidewider x1, à mon pc. D’après ce que j’ai pu voir sur les forums et autres vidéos, il suffit de connecter un câble USB Male-male et l’imprimante est reconnu dans mon slicer. 1ère question : les slicers (Repetier, Prontface, Simplify3d sur lesquelles j’ai fait des essais) se connecte à la machine par un port "com", sur les machines sur lesquelles j’ai fait le test (2 pc portable Hp et un pc fixe carte mère Asus Z97) aucun port com n’est présent physiquement. Faut il installer une carte avec un port com ? 2em question : Je n’ai trop de connaissance dans ce domaine, mais d’après ce que j’ai compris un port Usb est plug-and-play et devrait suffire à connecter ma machine, Non ? J’ai fait plusieurs essais avec des versions de Windows 7 et Windows 10, j’ai un port com1 qui est présent sur le pc fixe (carte mère Asus Z97) est-ce un port virtuel ? Lorsque je connecte mon câble USB (j’en ai acheté 4 différents) rien n’apparait dans le gestionnaire de périphérique et les connections Usb. J’ai fait appel à l’assistance de chez Artillery, ceux-ci mon fait changer la carte mère, pas de changement. Merci d’avance pour toute l’aide que vous pourriez m’apporter. -
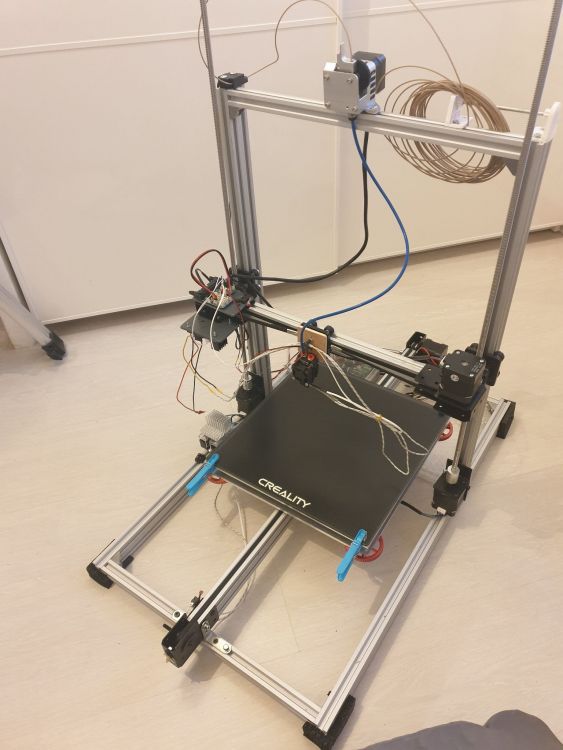
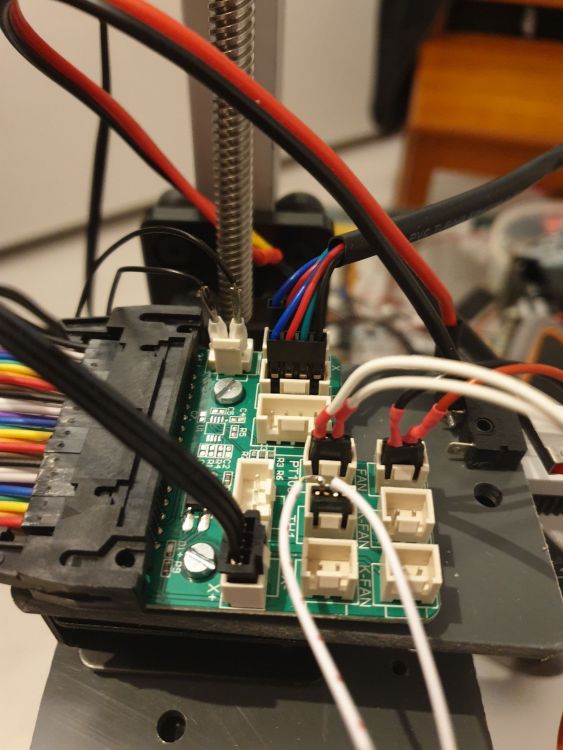
 Bonjour. J'ai réalisé une imprimante 3D en DIY à partir de la carte mère de la Creality CR10S-Pro seulement une fois tout raccordé, tout fonctionne sauf mes moteurs. Il ne se passe rien lorsque j'envoie une commande G-Code sur les axes. J'ai pourtant réglé les Vref des drivers TMC2208 correctement, récupérer le firmware Marlin 2.0.8, compilé,flashé et testé. Je ne sais plus où regarder ou que faire. Si quelqu'un aurait un avis sur la question ce serait super. PS : mes moteurs sont des Nema 17, 1.68 A, 2.5V et je règle Vref à 2.31
Bonjour. J'ai réalisé une imprimante 3D en DIY à partir de la carte mère de la Creality CR10S-Pro seulement une fois tout raccordé, tout fonctionne sauf mes moteurs. Il ne se passe rien lorsque j'envoie une commande G-Code sur les axes. J'ai pourtant réglé les Vref des drivers TMC2208 correctement, récupérer le firmware Marlin 2.0.8, compilé,flashé et testé. Je ne sais plus où regarder ou que faire. Si quelqu'un aurait un avis sur la question ce serait super. PS : mes moteurs sont des Nema 17, 1.68 A, 2.5V et je règle Vref à 2.31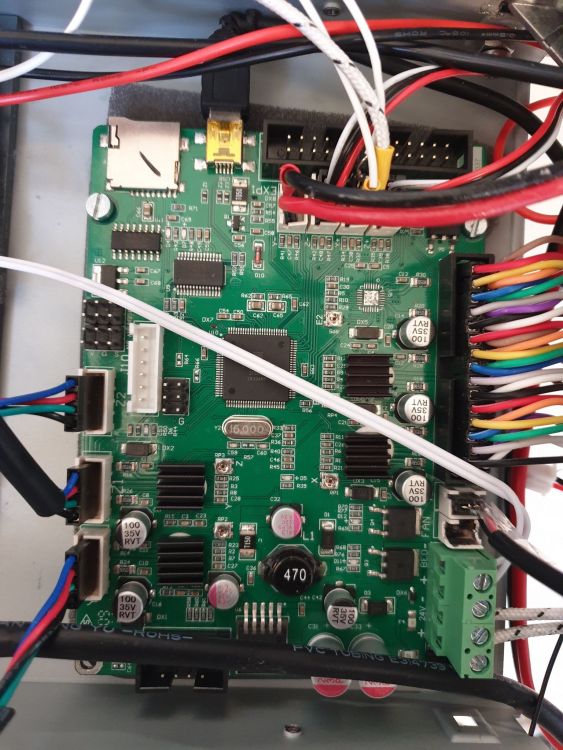

-
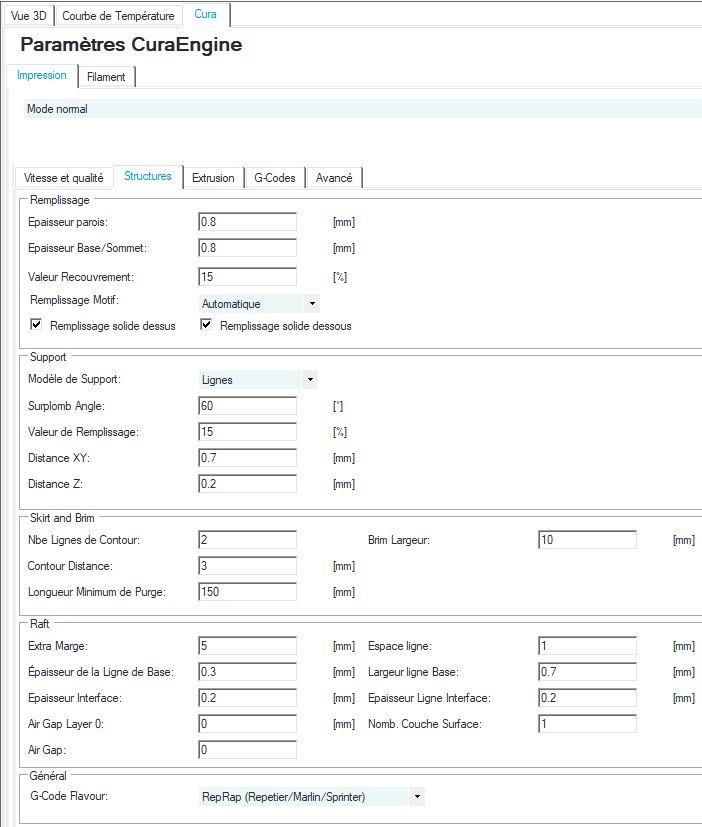
Bonjour à toutes et à tous, Une fois pour toutes, voici la bonne méthode pour renseigner les valeurs Steps_per_unit (nombre de pas moteur par mm parcourus) de votre firmware (logiciel d'interprétation de votre imprimante 3D). Cette méthode est applicable à toute CNC. INTRO : Peut-être vous a-t-on conseillé ou lirez-vous que la calibration des Steps_per_mm se fait à partir d'une valeur X que l'on affinera par la suite en mesurant une pièce de calibration, généralement un cube, puis en modifiant par une règle de trois ladite valeur. Vade retro satanas ! C'est le pire conseil que vous pourrez rencontrer. Il n'y a pas de valeur passe-partout à affiner. D'abord la valeur X ne sort pas d'un chapeau mais est bien d'un calcul à partir de certains composants mécaniques et électroniques. En clair, il y a mille raisons pour lesquelles cette valeur ne soit peut-être pas adaptée à votre machine. Ensuite, lesdits composants n'étant pas élastiques, la valeur calculée ne s'affine pas ! Jouer sur cette valeur calculée : 1/ est inutile ; 2/ déplace l'erreur ailleurs, notamment sur les perçages de vos futures pièces ; 3/ le supposé "ajustement" ne serait correct que pour le cube de calibration et non pour les pièces plus grandes ou plus petites. Évidemment, vous trouverez des membres d'influence aguerris qui prétendront qu'ils font ainsi depuis toujours et que ça se passe à merveille chez eux. Résistez à la tentation, car cela indique seulement qu'ils se satisfont du résultat pour leur usage (quand on fait uniquement des figurines par exemple, la précision n'a pas de vraie importance). Surtout si vous êtes débutant, n'ayant ni leur talent, ni leur aplomb, restez-en à la méthode ci-dessous qui marche forcément à tous les coups. Pour vous faciliter la tâche, il y a un glossaire à la fin 1 :: Pour une transmission directe à courroie : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (pas_courroie * nombre_de_dents_de_la_poulie) exemple : (200 pas moteur * 16 micropas) / (courroie 2mm * poulie 16 dents) = 100 steps_per_mm 2 :: Pour une transmission directe à vis : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / pas_du_filetage exemple : (400 pas moteur * 32 micropas) / (pas de filetage 8mm) = 1600 steps_per_mm 3 :: Pour un extrudeur à entrainement direct (direct drive) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) / (diamètre_effectif_galet * pi) exemple : (200 pas moteur * 16 micropas) / (diamètre galet 12mm * 3.14159) = 85 steps_per_mm 3 :: Pour un extrudeur à réduction (geared) : steps_per_mm = (pas_moteur_par_tour * nb_de_micropas_driver) * (Nb_dents_plateau / nb_dents_pignon) / (diamètre_effectif_galet * pi) exemple : (400 pas moteur * 32 micropas) * (48 dents plateau /16 dents pignon) / (diamètre galet 8mm * 3.14159) = 1528 steps_per_mm /!\ Pourquoi ajuster les steps_per_mm extrudeur uniquement ? Si les composants ne sont pas élastiques, pourquoi la valeur steps_per_mm extrudeur doit-elle être ajustée ? La réponse est simple. Si le diamètre effectif du galet d'entrainement peut être mesuré à l'aide d'un pied à coulisse, les dents du galet pénètrent dans le filament pour l'entrainer. Cela modifie le diamètre effectif du galet de deux fois la valeur de la pénétration des dents dans le filament, or ceci n'est pas mesurable. De plus, selon le type de filament ou la pression qui sera exercée dessus pour le forcer dans le galet, cette mesure peut varier. Voila pourquoi on passe par une étape d'ajustement. Il est important de comprendre que ceci ne s'applique qu'aux extrudeurs, bien entendu. Voici la méthode de calibration d'un extrudeur : On fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 1 jusqu'à ce que 100mm demandé = 100mm extrudé. 4 :: GLOSSAIRE : Buse d'extrusion (ou Hotend) : composant dans lequel le filament est fondu Extrudeur (ou plutôt Feeder) : mécanisme qui sert à alimenter la buse d'extrusion en filament. Extrusion : action de fondre du filament Galet (ou Hobbed bolt) : roue dentée/crantée servant à entrainer le filament. Poulie : roue servant à entrainer et/ou guider une courroie. Driver : composant électronique servant à commander un moteur pas à pas. Micropas : procédé électronique organisé par le Driver pour décomposer les pas moteurs. Il en résulte un mouvement plus fluide. Moteur pas à pas : moteur électrique dont le mouvement rotatif est décomposé en pas. Selon l'angle de décomposition, la rotation sera décomposée en un certain nombre de pas. Nombre de dents : s'identifie sur une poulie ou un engrenage. Sert de base au calcul du rapport de transmission. Nombre de pas moteur : Selon l'angle de décomposition, ce nombre varie. Pour un moteur à 1.8° (le plus commun) : 360°/1.8°=200 pas moteur par révolution. 0.9°: 360°/0.9°=400 pas moteur par révolution. Pas de la vis ou pas du filetage (ou Screw Pitch) : distance d'un filet à l'autre sur une vis. Il correspond au déplacement effectué par l'écrou à chaque révolution de la vis. Pas de la courroie (ou Belt Pitch) : distance entre deux dents d'un système de courroie. Par exemple une courroie GT2 2mm a un pas de... 2m. Une T2.5 a un pas de 2.5mm. Attention de bien prendre en compte la valeur du pas, car sur une courroie GT2 de 6mm, les 6mm correspondent à la largeur de cette courroie, non à son pas. Il existe des courroies GT2 au pas de 3mm, mais communément les imprimantes 3D utilisent des courroies GT2 au pas de 2mm, ce qui est amplement suffisant. Un doute ? Mesurez ! Pi (ou π) = 3.141592653589793238462643383279502884197169399375105820974944592307816406286208998628034825342117067982148086513282306647093844 etc. Pignon : dans un système de démultiplication mécanique, le pignon est fixé sur l'axe du moteur, il est généralement plus petit, et entraine le plateau. Plus le pignon est petit par rapport au plateau, plus la démultiplication mécanique est grande. Plateau : dans un système de démultiplication mécanique, le plateau est fixé sur l'axe de transmission, il est généralement le plus grand et est entrainé par le pignon. Réduction (ou geared) : démultiplication mécanique, augmente la précision et le couple et simultanément diminue la vitesse. Règle de trois (ou produit en croix) : Méthode de calcul permettant d'ajuster proportionnellement une valeur. Steps_per_mm (ou Steps_per_unit) : nombre de pas moteur par mm parcourus le long d'un axe, le paramètre à changer se trouve dans le fichier configuration de votre firmware. sur Marlin : #define DEFAULT_AXIS_STEPS_PER_UNIT {AXIS_STEPS_PER_UNIT_X, AXIS_STEPS_PER_UNIT_Y, AXIS_STEPS_PER_UNIT_Z, AXIS_STEPS_PER_UNIT_E} sur Repetier (une ligne par axe) : #define XAXIS_STEPS_PER_MM (valeur) etc. sur Smoothieware : ;Steps per unit: M92 X80.00000 Y80.00000 Z1259.84253 et ;E Steps per mm: M92 E367.0000 Transmission directe (direct drive) : se dit d'un système d'entrainement lorsque celui-ci est monté directement sur l'axe du moteur. Vis : composant mécanique de transmission servant à déplacer un ensemble le long d'un axe. Il existe des vis métriques, trapézoïdales ou à bille. Voila, qu'on se le dise ! ++JM
- 101 réponses
-
- 13
-

-

-
Bonjour étant nouveau sur le formulaire je sollicite votre aide. En effet j'ai acquis récemment une imprimante 3d geetech A20 t. Logiciels et drivers téléchargés puis installés ainsi que l'imprimante , je me trouve sur le logiciel , repetier Host , mets les configurations demandées sur les vidéos (port com etc.. ) . Imprimante connectée ! ( Bouton vert ) A ce moment là j'ai un problème qui survient. Je ne peux ni déplacer les axes,ni mettre le plateau chauffant, Ventilo etc... auriez vous un p'tit indice ? cordialement. j
-
 Bonjour, Je fais appel à vous car je voudrais changer le firmware (voir changer ma carte contrôleur) de mon imprimante 3d. Mon imprimante est une FLSUN qq-s avec Repetier-Firmware comme firmware de base et je voudrais "installer" Marlin (2 ou 1) . J'ai essayé de trouver une solution sur internet mais je trouve seulement des explications sur comment paramétrer les fichiers de configuration. Ma carte contrôleur est une flsun HSPEED, en gros une MKS robin mini (ou nano). J'ai vu qu'il était possible de transférer marlin via une Arduino mais cela nécessite de payer une carte arduino ^^. Je voudrais donc savoir s'il est possible de mettre Marlin sur mon imprimante sans Arduino ? Mon imprimante possède un module wifi, un port de carte SD et un port usb de type B. Merci d'avance pour vos réponses.
Bonjour, Je fais appel à vous car je voudrais changer le firmware (voir changer ma carte contrôleur) de mon imprimante 3d. Mon imprimante est une FLSUN qq-s avec Repetier-Firmware comme firmware de base et je voudrais "installer" Marlin (2 ou 1) . J'ai essayé de trouver une solution sur internet mais je trouve seulement des explications sur comment paramétrer les fichiers de configuration. Ma carte contrôleur est une flsun HSPEED, en gros une MKS robin mini (ou nano). J'ai vu qu'il était possible de transférer marlin via une Arduino mais cela nécessite de payer une carte arduino ^^. Je voudrais donc savoir s'il est possible de mettre Marlin sur mon imprimante sans Arduino ? Mon imprimante possède un module wifi, un port de carte SD et un port usb de type B. Merci d'avance pour vos réponses. -
Bonsoir à tous, Je continue a analyser les différents outils de mon anet A8 avant de commencer ma première impression. Malheureusement, je rencontre pas mal de problème avec les logiciels, le positionnement de la buse et le plateau chauffant. J'appelle donc à vos connaissances pour m'aider à résoudre ces quelques problèmes afin de pouvoir effectuer ma première impression 3D. L'option Home all amène la buse en léger décaler sur l'axe x. c'est à dire que la pointe de la buse se trouve à +/- 3 mm à gauche du bords de la plaque (en dehors de la plaque). Est-ce normal et y a-t-il possibilité de définir des correction d'erreur ou dois-je jouer sur le positionnement de l'interrupteur d’arrêt de fin de course? J'ai essayé de connecter l'imprimante à mon PC sous W10. Le driver (USB-SERIAL CH340) est bien installé, le COM est bien reconnu avec une vitesse de connexion de 115200 Bauds. Mais je rencontre quand même certains problèmes de connexion que je ne comprend pas. En effet, lorsque j’essaye de la connecter de repetier V2.0.5, j'ai un message d'erreur : La connexion a échoué avec l'erreur suivante : L'accès au port COM5 est refusé. Ce que je ne comprends pas, c'est que l'imprimante est quand même accessible depuis Firefox sur : http://localhost:3344/#/printer/Anet_A8/control. Comment se fait-il que l’exécutable repetier ne parvienne pas à ce connecter dessus mais qu'elle soit quand même accessible de Firefox? Plateau chauffant pose 2 problèmes: La température affiché sur l'écran LCD est de 171° dés le démarrage alors qu'il n'est pas chaud. pas de différence lors de la mise en chauffe. La mesure au deux bornes est de 0 Ohms. La commande de chauffe du plateau ne sort pas de voltage sur la fiche de la carte mère. Comment puis-je vérifier ce qui pose problème? Vu le point 3 est-ce que le plateau et la carte mère sont morte? Et si oui quelle carte mère me conseillez-vous et comme plateau de chauffe Vu les points problématiques, je suis pas encore prêt de sortir ma première impression.... Je suis à votre écoute pour tout complément d'information et merci pour votre aide dans l'impression 3D et surtout le DIY.... Je despere pas. Ca me permet juste de mieux connaitre mon imprimante (restons positif :-) )
-
Bonsoir à tous, Noël m’a gâté d’une Geeetech Prusa i3 pro b et je cherche à la régler/calibrer au mieux. suivant un TUTO pour calibrer l’extruder, je me suis aperçu que celui-ci n’avalait pas les 10cm demandés, j’ai donc modifié via le LCD le step_per_unit de 93 à 123 (!). Étrangement, je me suis aperçu que mes réglages de STEP sur les axes étaient faussés en conséquence... je suis donc revenu à 93 (je parle bien du réglage ESTEP... concernant le moteur de l’extrader pourtant). Là-dessus, la fatigue m’amène, je ne sais trop pour quelle raison, à sélectionner « SET HOME OFFSETS » sur le LCD. Juste avant cela ou juste après, mon chariot était parti trop loin en je me suis aperçu que ma tige X n’était plus horizontale ! Et ma buse crachait le plastique 0,5cm au-dessus du plateau... Je pense être parvenu à remettre de l’ordre mais un point me chiffonne : la position HOME amène le chariot devant à gauche avec y=0 et z=0, mais en dehors du plateau sur l’axe X. A partir de là, j’imagine que j’ai un offset sur X à régler donc de positionne via le LCD le chariot au point de coordonnées (0,0,0) c’est à dire à l’intersection des lignes blanches du plateau, puis je sélectionne « SET HOME OFFSET » me disant que c’est son rôle. Seulement, au fallu l’âge de la bête, ce réglage n’est pas conservé et surtout, suis-je dans le vrai ? Sous Repetier-Host, lorsque je demande le menu EEPROM Settings, une fenêtre s’ouvre mais sans aucun paramètre : normal ? Je précise que je suis sous Mac. Par ailleurs, je pensais que mon firmware était un Repetier et non un Marlin (je ne confonds pas avec le logiciel du même nom) mais je ne trouve pas de firmware : serait-ce RAMPS1.4 ? Bref, comment identifier son firmware ? Comment identifier sa carte GT2560 : A ou A+ (car j’attends un Bltouch de chez Geeetech, mon plateau semblant être bombé en son centre rendant délicat la mise à niveau...) Je remercie par avance ceux qui auront eu le courage de me lire, bien conscient que tout ceci est décousu et digne d’un novice. Mais à partir de vos lumières, j’espère pouvoir poursuivre et attaquer ensuite un réglage de l’extension en sortie (mes impressions d’objets laissent apparaître une sous-extrusion selon moi).
-

repetier TEMPS non respecté
MacGyver a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, j'ai une nouvelle ENDER 3 PRO j'ai aussi une vieille PRUSAI3 CHINA quand j'imprime avec la prusa et que l'impression annonce 5 h c'est presque le bon temps reeel quand j'imprime avec la ender 5 h il m'en mets 7 si pas 8 en plus quand je emets mon repetier host en icone si je reviens dedans durant l'impression l'imprimante se mets a ramer j'imprime d'un pc portable I5 8G ram qui ne sert qu'a ça quelqu'un sais pourquoi? j'ai commandé un autre cable usb et je vais essayer avec un autre pc Merci de votre aide -

repetier L'impression débute à la position home
Marc5681 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, Je recherche de l'aide pour résoudre un problème sur mon imprimante Geeetech i3. Elle fonctionnait jusqu'à hier, où lassé d'avoir des plantages que je situe au niveau de mes bus USB, pas très stables (je suis en train de tenter de résoudre ce problème également). J'ai donc tenté une impression directement depuis l'imprimante en copiant le stl sur la carte SD. J'ai paramétré mes températures depuis le panneau de l'imprimante, mais je n'ai jamais réussi à lancer la moindre impression, malgré de multiples essais ... Tant pis, je retourne à mon PC, je lance Repetier et tente une impression. Fait nouveau, la buse se déplace à la position home et n'imprime que dans ce secteur. Lors de l'impression, le déplacement s'effectue correctement en Y et Z, mais pas du tout en X. Les commandes manuelles permettent un déplacement en X, sans aucun problème. Ai-je fait une erreur de manip ? J'ai tenté à plusieurs reprises le "Restore Failsafe" depuis le menu de l'imprimante, toujours la même chose. J'ai tenté de naviguer dans le menu à la recherche d'un paramètre que j'aurais modifié par erreur, mais je à part les températures, je n'ai rien retrouvé avoir modifié. J'ai tenté un décalage en +, puis en - dans les paramètres de l'imprimante, onglet format imprimante depuis Repetier, aucune modification. J'ai cherché une possible réponse sur ce forum, sans succès. J'utilise Repetier et Cura engine. Quelqu'un pourrait-il m'aider, me donner une direction dans laquelle chercher ? Merci pour votre aide. -
Bonsoir à tous, Je créer ce topic pour donner un retour sur l'utilisation d'un firmware open-source sur l'imprimante XYZ Da Vinci AiO. Je possède cette imprimante depuis plus d'un an, et, avec l'utilisation de firmware et logiciel XYZ, j'en suis énormément déçu, sans parler du Service Après Vente. En espérant pouvoir résoudre mes problèmes avec Repetier 0.92, je vais mettre à jour ce topic pour expliquer, et partager mon retour d'expérience sur mes essais. Le firmware est déjà en place, je commence les tests d'impressions et de configuration lundi.
-

nom du fichier sur l'écran LCD
Hervé-34 a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour à tous !!! Eh oui quand on vieilli on perd des neurones !! J'ai fait un truc sur un repetier d'un de mes PC qui fait que quand j'imprime, j'ai le nom du fichier sur l'écran LCD J'aurai voulu le refaire sur un autre PC/repetier mais je ne m'en souvient pô !! vous le savez ?? Merci à tous ! Hervé -
 Bonjour, après plusieurs mois de bonheur avec mon Anet A8, j'ai hier effectué la mise à jour de Repetier-Host (2.0.1) et depuis rien ne va plus. Lorsque je lance une impression, elle démarre normalement mais il n'y a aucun dépôt de filament, alors que l'extrudeur fonctionne parfaitement en mode manuel (toujours via Repetier). J'ai désinstallé Repetier, puis ré-installé mais ça ne règle pas le problème
Bonjour, après plusieurs mois de bonheur avec mon Anet A8, j'ai hier effectué la mise à jour de Repetier-Host (2.0.1) et depuis rien ne va plus. Lorsque je lance une impression, elle démarre normalement mais il n'y a aucun dépôt de filament, alors que l'extrudeur fonctionne parfaitement en mode manuel (toujours via Repetier). J'ai désinstallé Repetier, puis ré-installé mais ça ne règle pas le problème -

Problème BLTOUCH (clone)
Pixel3D a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
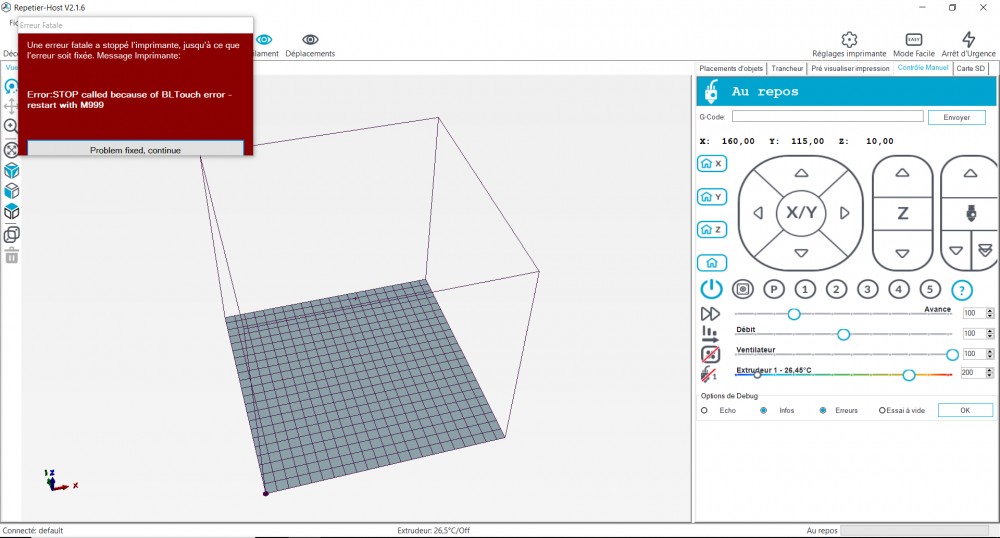
Bonjour, J'ai récemment installé un capteur 3DTouch (clone du BLTOUCH) sur mon iTopie. Je l'ai branché sur ma ramps 1.4 en suivant ce schéma : Ensuite, pour paramétrer marlin j'ai suivi plusieurs vidéo et blog mais à chaque fois, le 3DTOUCH ne fonctionne pas... Par contre, les commandes suivantes fonctionnent : M280 P0 S10, sort le capteur M280 P0 S90, rabat le capteur M280 P0 S120, Auto test M280 P0 S160 ; Reset l'alarme mais lorsque je fais set Home, l'axe Z ne bouge pas, la buse va au centre du plateau et le capteur 3DTOUCH sort une fois. Ensuite ce message d'erreur apparait sur repetier : Avez vous des idées pour régler ce problème ? cordialement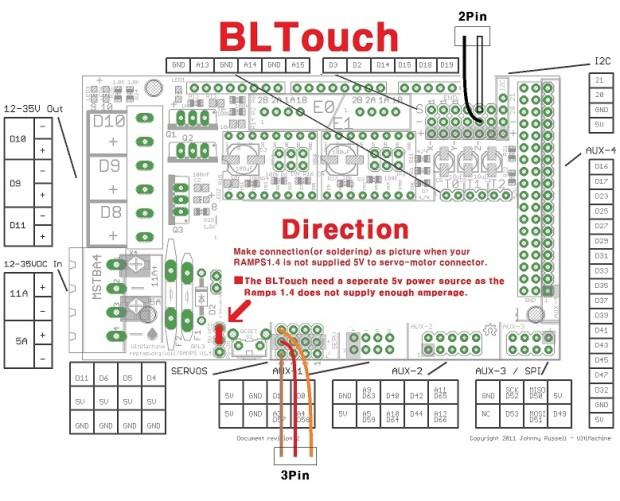
-

repetier Perdu le setup de Repetier Host
TI-BONHOMME a posté un sujet dans Discussion sur les imprimantes 3D
J'ai perdu mes paramètres impression repetier-host j'aimais le résultat est ce possible de récupérer a partir du fichier g-code generer -

repetier Problèmes de connexion USB
Mac151005 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour j'ai besoin d'aide car ma Ender-3 pro ne veux pas se connecter car les ports com ne sont pas detecter Cordialement Merci d'avance pour vos réponses -

Diamond hotend probleme Firmware repetier
creepfire a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour a tous je viens depuis peut d'installer une diamond Hotend sur mon Itopie, tout fonctionne sauf un truc le firmware ! J'utilise une ramps 1.4 avec un stepper extender pour avoir un troisième extrudeur, ce que je pense être une super solution ! J'ai essayer de configurer Repetier firmware comme le décrit ce site : http://reprap.org/wiki/Repetier_Color_Mixing Sans succès, un seul extrudeur qui fonctionne ou alors ils ne tourne que lors de la rétractation et pas moyen de les faire marcher un par un. J'ai bien sur configurer Repetier Host pour les extrudeuse virtuelle ainsi que slice3, cette partie a l'air de fonctionner. Ensuite j'ai telecharger l'exemple, toujours rien qui fonctionne, j'ai mème essayer marlin kimbra qui est censé ètre compatible pour le mixage d'extrudeuse mais je n'ai pas trouvé comment configurer les pins du 3eme extrudeur. Bref j'ai vraiment tout essayer mais a chaque fois soit j'ai le mème problème soit un problème différent ! Donc si quelqu'un aurais un firmware complet qui fonctionne je suis preneur, ou si vous savez comment changer les pin du 3 eme extrudeur dans marlin kimbra ? Merci de vos future réponse :-) Ci joint le firmware complet qui ne fonctionne pas . Configuration.h -

repetier retirer cercle autour de la piece
heriat a posté un sujet dans Paramétrer et contrôler son imprimante 3D
salut à tous chaque fois que j'imprime une piece , la machine (TronXy X8 ) dessine un cercle autour de la piece jusque là ça ne me genait pas mais là je voudrais imprimer des joints en caoutchouc de 220 de diametre pour des enceinrtes et le pb c'est que la machine essaie de tracer un cercle qui fait 240 et elle part en butée comment peut on retirer ce cercle ? est ce que c'est dans repetier ? je n'ai pas trouvé le parametre merci d'avance Jean Marie -
 Bonjour à tous, j'ai récemment fait l'acquisition d'une imprimante MicroDelta Rework. J'ai monté l'imprimante sans problème. Cependant j'ai un soucis lors de la calibration automatique. Lors de cette étape, je dois installer un capteur sur l'imprimante et envoyer des GCODE afin de lancer la calibration. Lorsque j'envoie le code G32, le capteur descend avec la tête et au moment où il touche le plateau, l'imprimante se bloque. Le moteur s'arrete et le message suivant apparaît : "< 19:03:06: Calibration failed to complete, check the initial probe height and/or initial_height settings". Je dois alors débrancher le capteur pour que le moteur se remette à fonctionner. Ce que je ne comprends pas, c'est que j'ai suivi à la lettre, et ce plusieurs fois, les étapes précédentes afin de paramétrer l'imprimante et sa hauteur. J'ai aussi remarqué que lorsque je modifiais la hauteur dans les paramètres, celle-ci ne se modifiait pas forcément immédiatement dans l'onglet Print pannel dans l'axe des Z. J'ai appelé le SAV, et ils m'ont conseillé de retirer le clapet en plastique qui permettait le branchement du capteur à la carte mère. Cependant, cela a été sans succès. Si vous avez des solutions je suis preneur ! Merci beaucoup par avance
Bonjour à tous, j'ai récemment fait l'acquisition d'une imprimante MicroDelta Rework. J'ai monté l'imprimante sans problème. Cependant j'ai un soucis lors de la calibration automatique. Lors de cette étape, je dois installer un capteur sur l'imprimante et envoyer des GCODE afin de lancer la calibration. Lorsque j'envoie le code G32, le capteur descend avec la tête et au moment où il touche le plateau, l'imprimante se bloque. Le moteur s'arrete et le message suivant apparaît : "< 19:03:06: Calibration failed to complete, check the initial probe height and/or initial_height settings". Je dois alors débrancher le capteur pour que le moteur se remette à fonctionner. Ce que je ne comprends pas, c'est que j'ai suivi à la lettre, et ce plusieurs fois, les étapes précédentes afin de paramétrer l'imprimante et sa hauteur. J'ai aussi remarqué que lorsque je modifiais la hauteur dans les paramètres, celle-ci ne se modifiait pas forcément immédiatement dans l'onglet Print pannel dans l'axe des Z. J'ai appelé le SAV, et ils m'ont conseillé de retirer le clapet en plastique qui permettait le branchement du capteur à la carte mère. Cependant, cela a été sans succès. Si vous avez des solutions je suis preneur ! Merci beaucoup par avance -
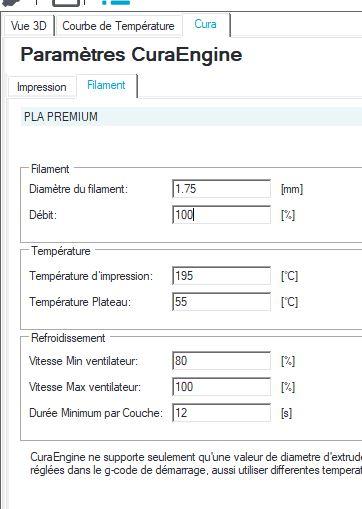
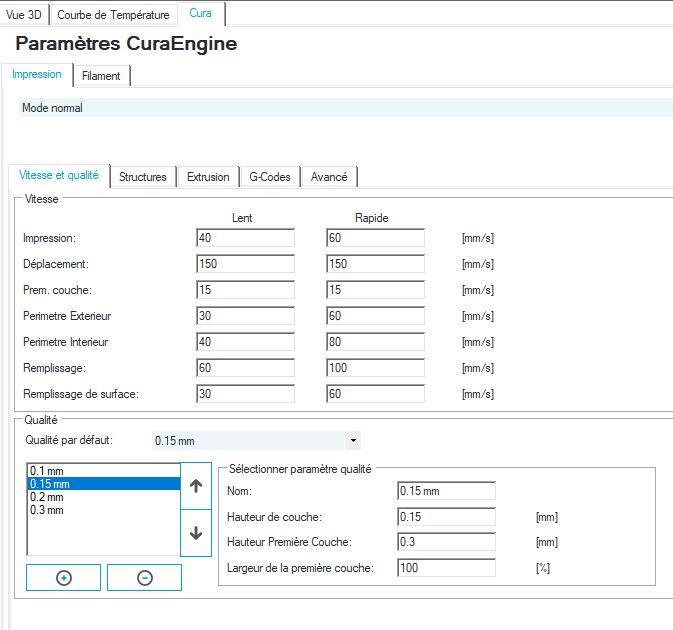
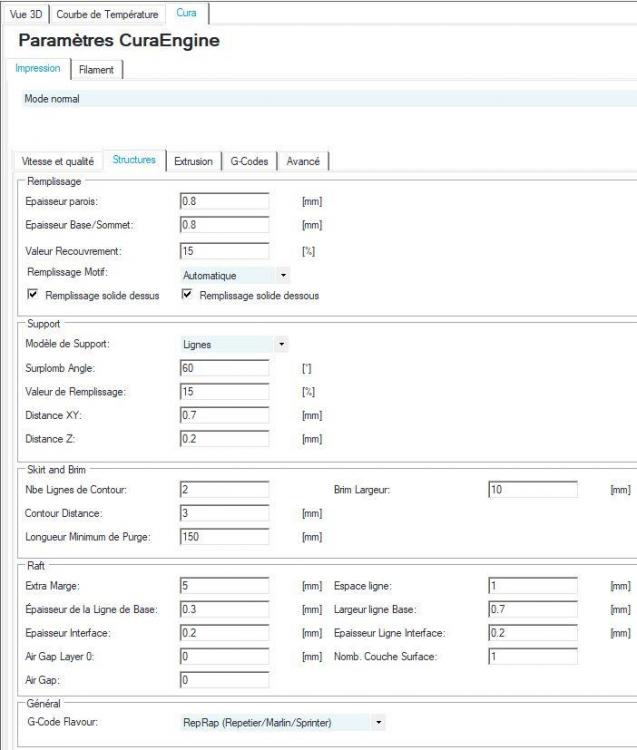
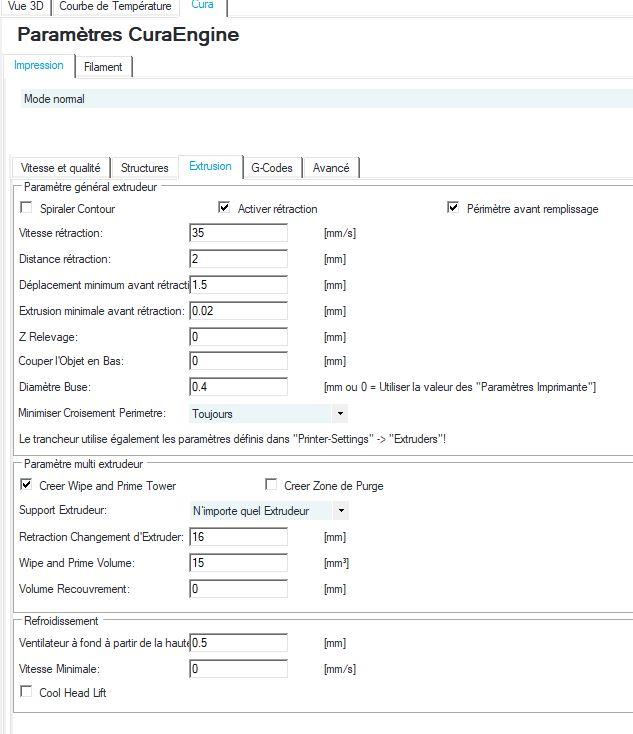
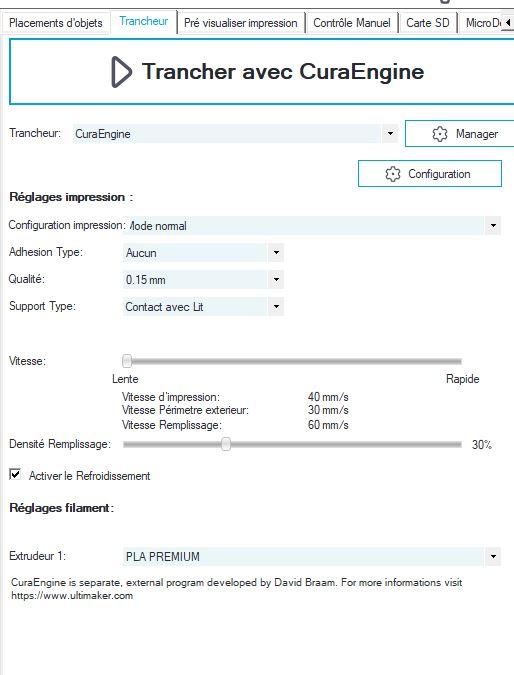
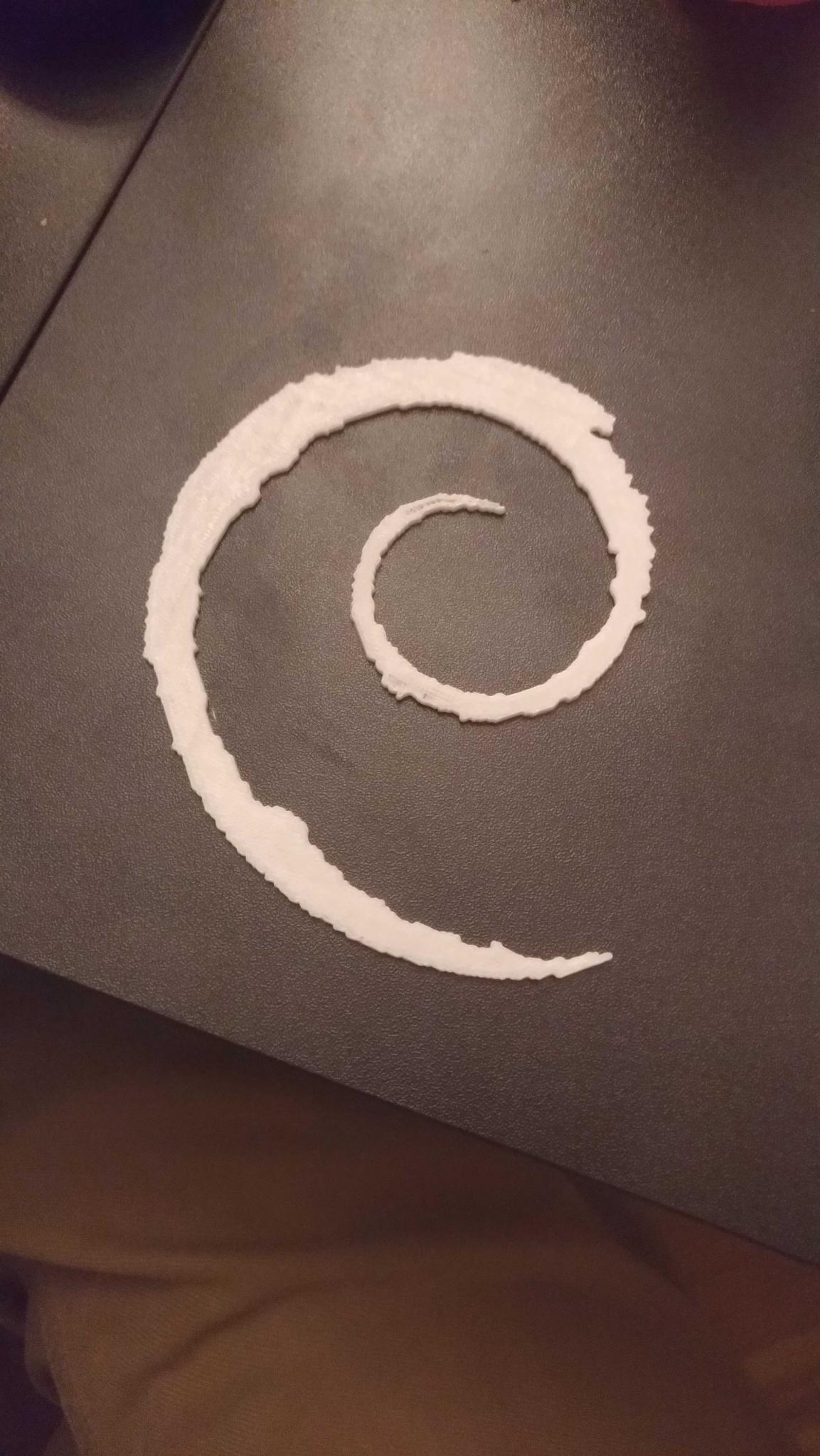
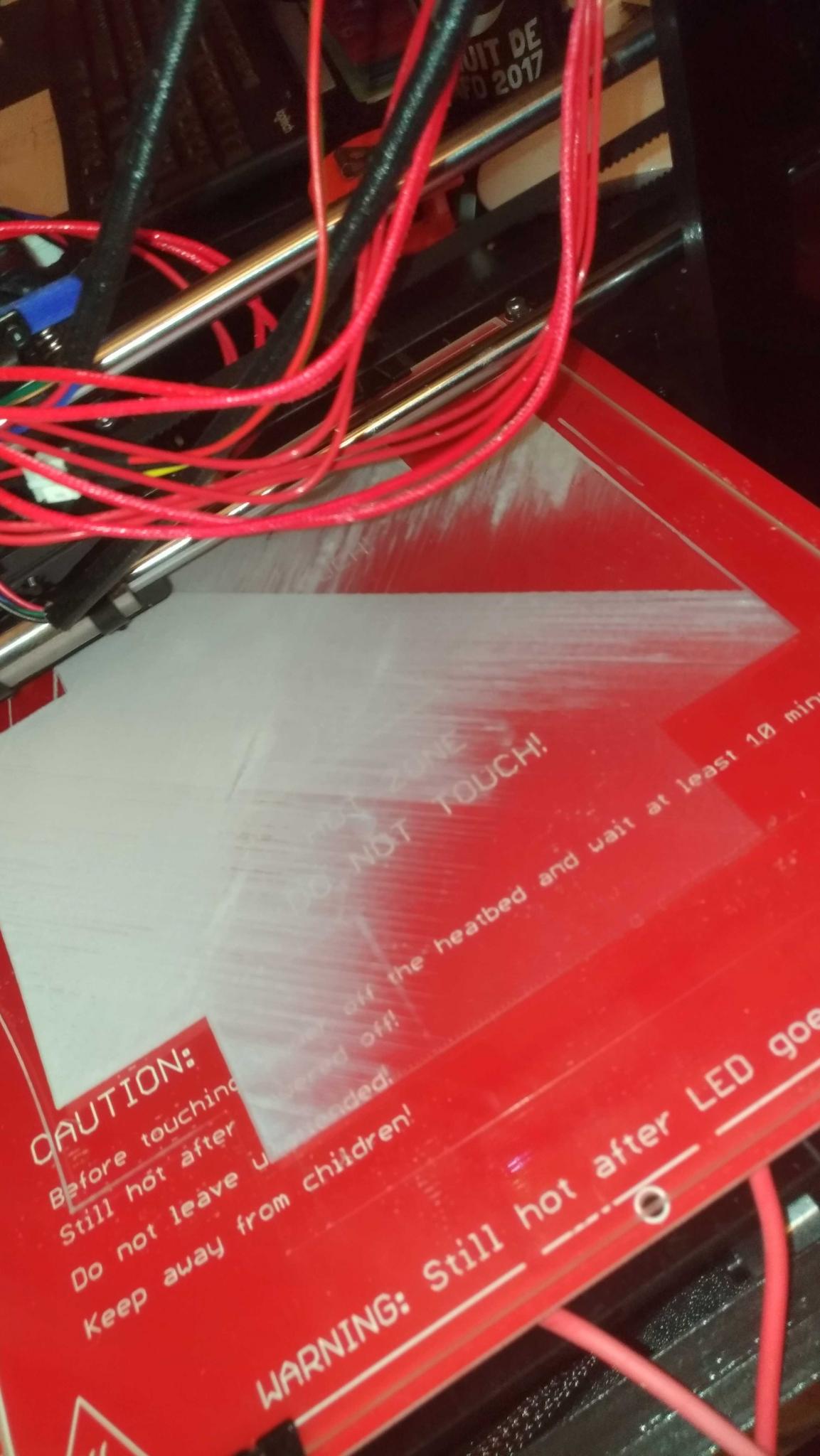
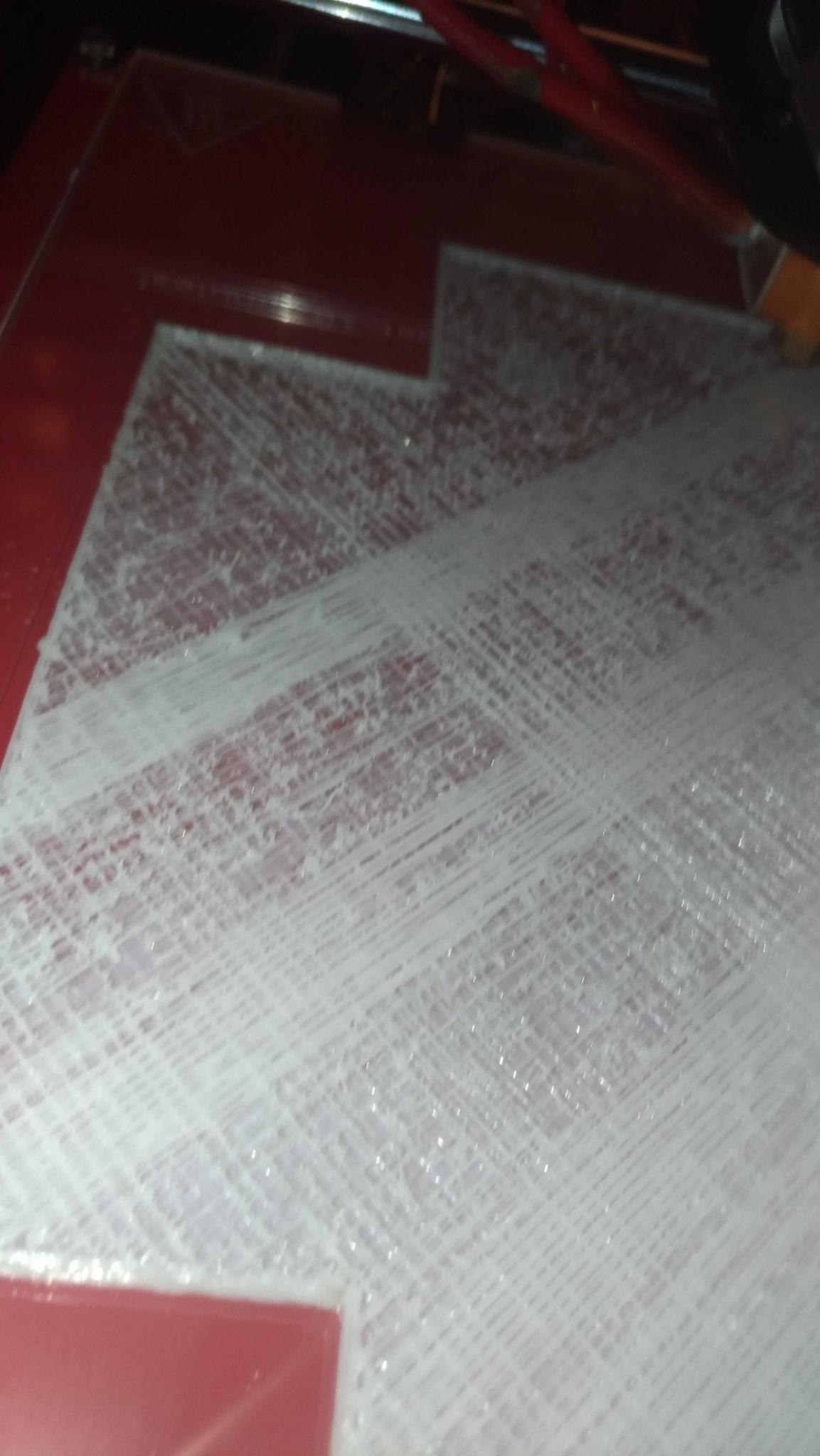
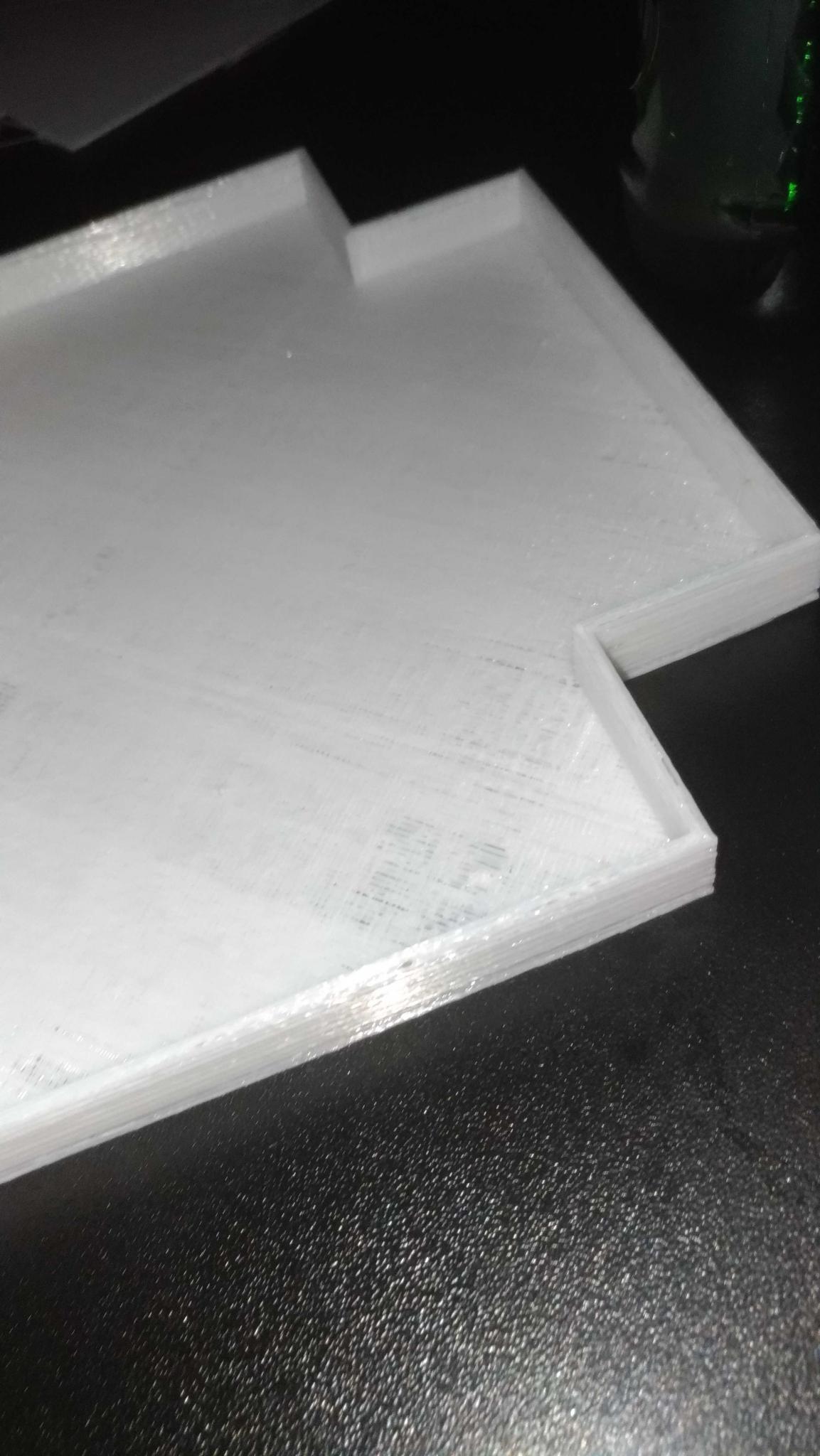
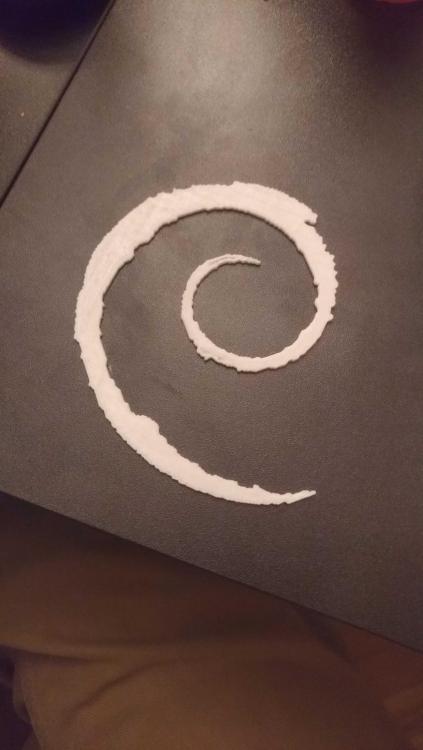
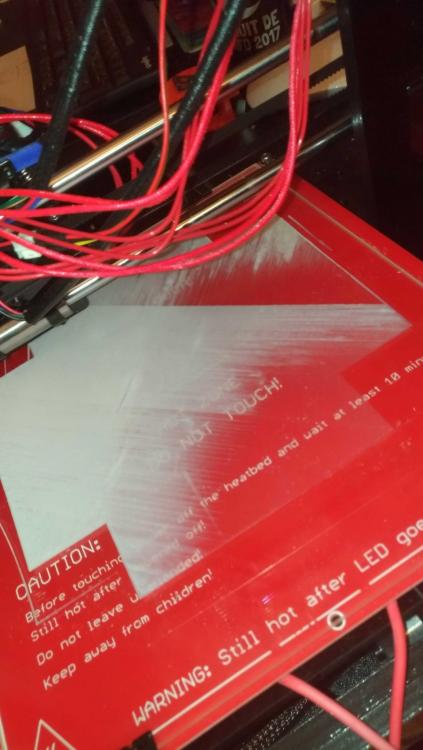
Bonjour à tous, Je me lance dans la grande aventure de l'impression 3D avec une Geeetech i3 pro c. J'ai acheté cette imprimante car elle est très bon marché et qu'elle dispose de deux extrudeurs tout en étant facilement réparable en cas de problème avec le matériel. Après l'avoir montée, je me suis lancé dans quelques tests d'impressions et je rencontre quelques soucis lors de l'impression de certaines pièces. J'utilise pour imprimer le logiciel Repetier sous Debian 9 et le le slicer par défaut de Repetier, à savoir curaengine.. Je n'ai pas eu de problème pour configurer Repetier car j'ai utilisé la configuration livrée par le constructeur de mon imprimante. Par contre la configuration du Slicer semble surtout dépendre des connaissances de la personne qui imprime et du résultat souhaité (et aussi du temps pour lequel on est prêt à attendre pour obtenir la pièce ^^), et au niveau connaissances en impression 3D, je suis zéro, je me suis documenté comme j'ai pu mais je pense que quelques bon conseils de personnes expérimentés valent des dizaines d'heures de recherche. Au niveau du plastique j'utilise du PLA en diamètre de 1.75mm. Je chauffe l'extrudeur à 200°C et le plateau à 50°C. Au cours de mes recherches j'ai beaucoup entendu parler de Slic3r mais pas énormément de curaengine. Pensez-vous qu'il est préférable à curaengine ? La première pièce que j'ai imprimé est plutôt réussie à mon avis. Par contre lorsque j'ai voulu passer sur un pièce pleine, j'ai eu plus de problèmes. Mon objectif pour cette deuxième pièce, est d'imprimer un couvercle plat avec une rainure que fait le tour. Problème 1 : La densité du plastique n'est pas la même partout J'ai l'impression que mon imprimante dépose moins de plastique dans un angle que dans les autres. Je soupçonne que le problème soit une mise à niveau du plateau mais je n'en suis pas sûr et je n'ai malheureusement pas de niveau à bulle sous la main. Qu'en pensez-vous ? J'ai refait un essai en remontant légèrement le plateau dans ce coin et cela semble un peu mieux mais je ne suis pas 100% sûr que ça soit du à ça Problème 2 : La dépose n'est pas régulière L'imprimante semble ne pas déposer les lignes de plastique de manière régulière, on peut observer les endroits ou les lignes sont plus resserrée qu'à d'autre. A quoi cela peut-il être du ? Un trop grande vitesse? Un problème de l'extrudeur ? Problème 3 : La pièce finale comporte des trous et semble très fragile Le résultat final de la pièce convient bien au niveau de la forme, le soucis est qu'il y a des petit trous par endroits, sûrement dus à l’irrégularité des couches de plastique. Cela m'ennuie car j'aimerai pouvoir imprimer des conteneurs de liquide. Autre point, la pièce est clairement très fragile, si je force un peu dessus elle se brise facilement. Pendant l'impression, j'ai pu observer qu'a partir d'un certain nombre de couche, l'écartement entre deux lignes de dépose a augmenté pendant quelques couches puis est revenu plus serré comme au départ sur les dernière. Comment augmenter la densité de dépose ? la solidité ? Comment resserrer les lignes ? Conclusion Voila les problèmes que j'ai pu rencontrer sur cette pièce en particulier, je suis prêt à passer du temps pour apprendre mais étant donné que l'impression de cette pièce m'a pris 4h30 j'aimerai pouvoir cerner les axes d'amélioration plutôt que de faire une foule d'essais que ne me mèneront qu'à des pièces non exploitables, d’autant plus que je ne peux faire que quelques essais par jour car je travaille la journée. Je vous remercie d'avance de vos conseils et j'espère que j'ai été assez clair et concis. N'hésitez pas à me demander plus d'informations s'il en manque (et il en manque sûrement ^^). Cordialement

-

repetier consolidation de fixations
patrick-81 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Une question de novice (probablement): Existe-t-il une solution pour densifier, consolider la base de fixations pour qu'elle ne s'arrache pas sous forte sollicitation. J'ai tenté de réaliser des queues d'arondes avec verrouillage ou clips et je bute toujours sur ce problème des parties mâles dont la base est trop fragile. Elles se cassent au ras de la parois dont ces parties sontsolidaires. S'il était possible de prendre la base du clip ou du verrouillage dans l’épaisseur de la parois je pense que je pourrais résoudre ce problème. Mais est-ce possible ? -
 Bonjour à tous et merci pour votre aide. J'ai cherché en vain une réponse dans le forum (mal cherché?) ,Mon problème est le suivant: Je n'ai aucune difficulté à téléverser l'exemple "blink" qui fonctionne mais quand je veux faire de même avec mon firmware Repetier j'ai le message d'erreur : Writing | avrdude: ser_send(): write error: sorry no info avail avrdude: stk500_send(): failed to send command to serial port Avez vous une idée? Merci Imprimante 3D type Prusa aux yeux bridés Carte Mega 2560+ramps 1.4 Arduino ide 1.85 Driver USB-SERIAL CH340 Firmware repetier 0.91
Bonjour à tous et merci pour votre aide. J'ai cherché en vain une réponse dans le forum (mal cherché?) ,Mon problème est le suivant: Je n'ai aucune difficulté à téléverser l'exemple "blink" qui fonctionne mais quand je veux faire de même avec mon firmware Repetier j'ai le message d'erreur : Writing | avrdude: ser_send(): write error: sorry no info avail avrdude: stk500_send(): failed to send command to serial port Avez vous une idée? Merci Imprimante 3D type Prusa aux yeux bridés Carte Mega 2560+ramps 1.4 Arduino ide 1.85 Driver USB-SERIAL CH340 Firmware repetier 0.91 -
Bonjour Sa fait 1 mois que j'ai acheter mon imprimante 3D et sa ne fait pas longtemps que je les terminer après cela j'ai demandé de l'aide a de connaissance mais sans plus , bref je n'arrive pas a calibrer mon imprimante plus présisément les axes (X Y et Z) j'utilise Répétier Host mais pour m'a par je ne sais pas vraiment comment l'utiliser ( juste faire bouger les axes avec les commande virtuel ) j'aimerais en savoir plus sur l'utilisation et pouvoir enfin utiliser mon imprimante merci d'avance ^^
-

Arrêts intempestifs lors de l'impression
koraze a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour C'est mon premier post sur ce forum. Après 1 an de bons services et depuis quelque temps, mon imprimante 3D "lagge" constamment : Je lance l'impression, Tout se passe bien pendant 3-5 min, L'imprimante se met à "lagger", Je bouge la souris, L'impression retourne à la normale jusqu'au prochain "lag" Au début, problème anodin apparaissant chaque 2/3 pièces et se résolvant de lui même, il est devenu de plus en plus fréquent et invasif. Hier, il me fallait bouger la souris pour le faire "délagger". Aujourd'hui, je dois bouger la souris, puis attendre 5 secondes que le lag disparaisse. Une solution alternative est de bouger la souris chaque 3 minutes pour empêcher l’apparition d'arrêts intempestifs. Je précise que la veille est désactivée. Configuration/Matériel Ordinateur ASUS ROG - Windows 10 Repetier host v2.0.0 Imprimante 3D uDelta original Impression mode online (via USB) Avez-vous des pistes ? Adrien -
Bonjour à tous, Après avoir reçu ma première imprimante 3D (MicroDelta Rework), la monter et avoir fait quelques impressions "de base", je me lance sur une impression plus complexe (Marcus de Pat Patrol en taille 0.5). J'utilise Repetier fournit par Emotion Tech que j'ai mise à jour (V2.0.5). J'ai créé le fichier d'impression avec l'option "support type : contact avec le lit" et j'ai lancé l'impression via carte SD (j'ai l'option écran de contrôle). L'impression a très bien démarré puis, au bout d'une vingtaine de minutes, la buse commençait a toucher les support lorsque cette dernière les "survolait". Ce phénomène s'accentue avec le temps et finit par casser des supports... J'ai arrêté l'impression, refait un calibrage complet de l'imprimante et j'ai régénéré un nouveau fichier : même résultat. Filament : ICE 1,75 Config de Repetier Si quelqu'un à une idée pour résoudre ce problème, je suis preneur !