Classement
.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)



Contenu populaire
Contenu avec la plus haute réputation dans 24/03/2018 Dans tous les contenus
-
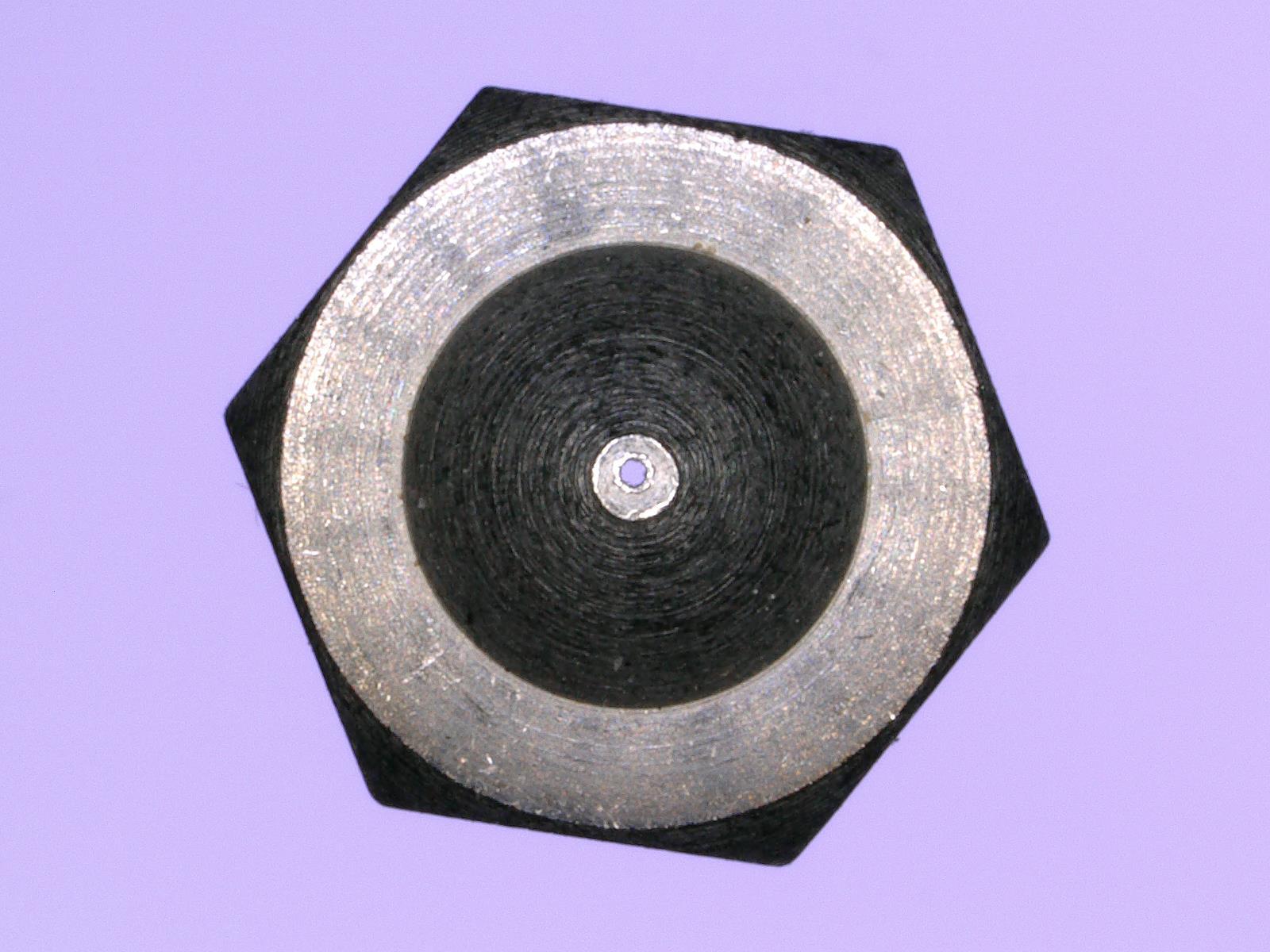
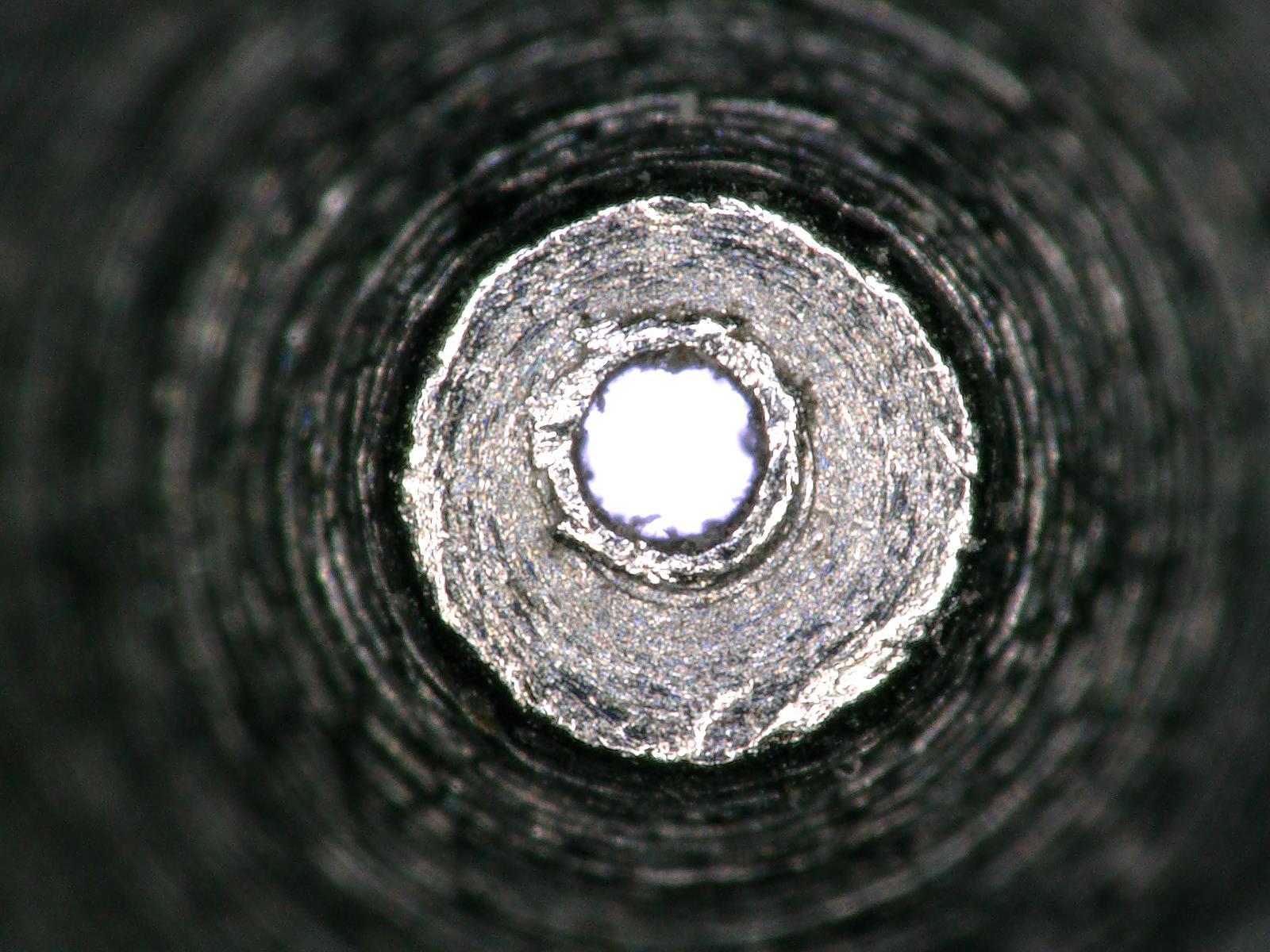
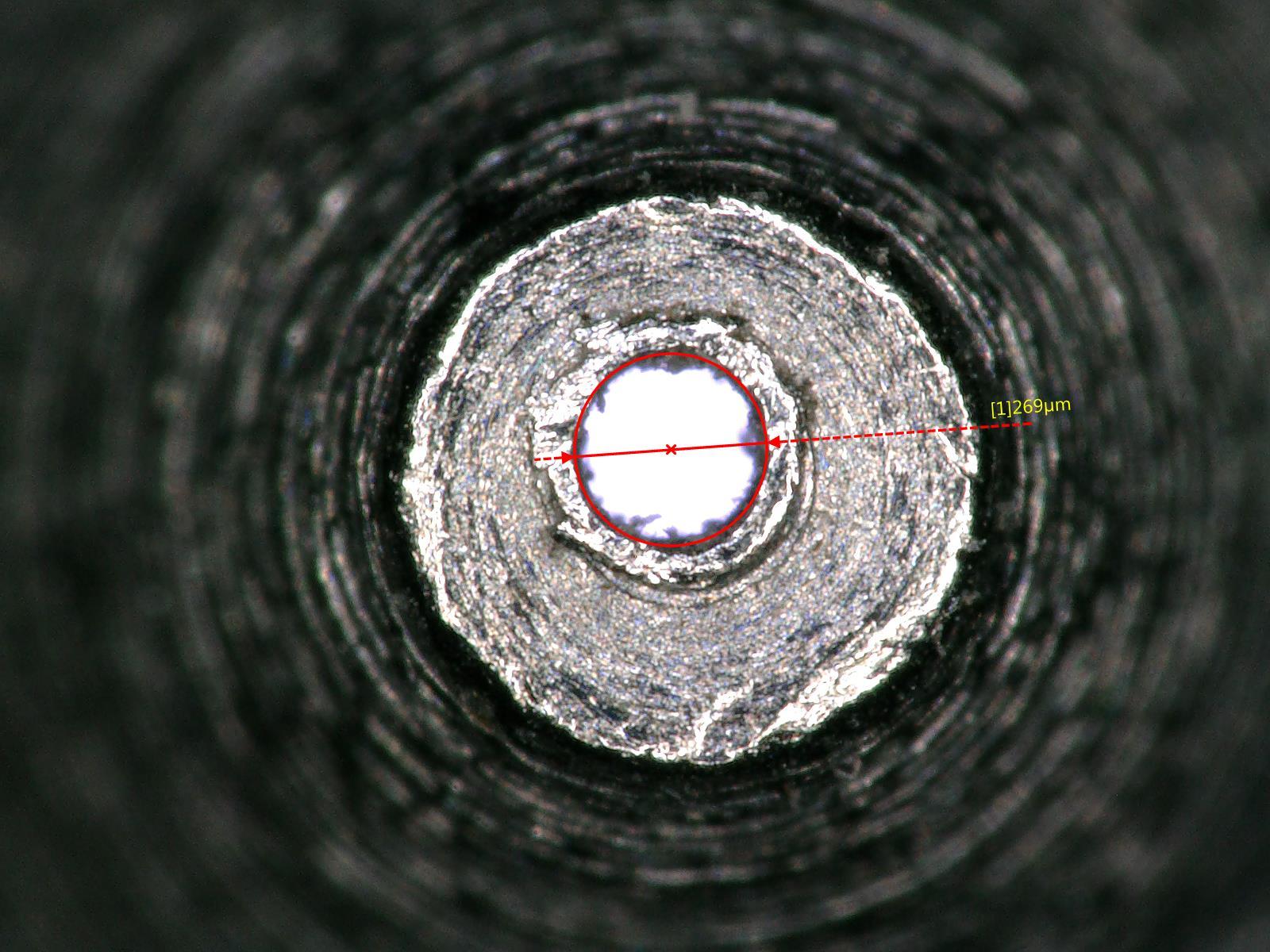
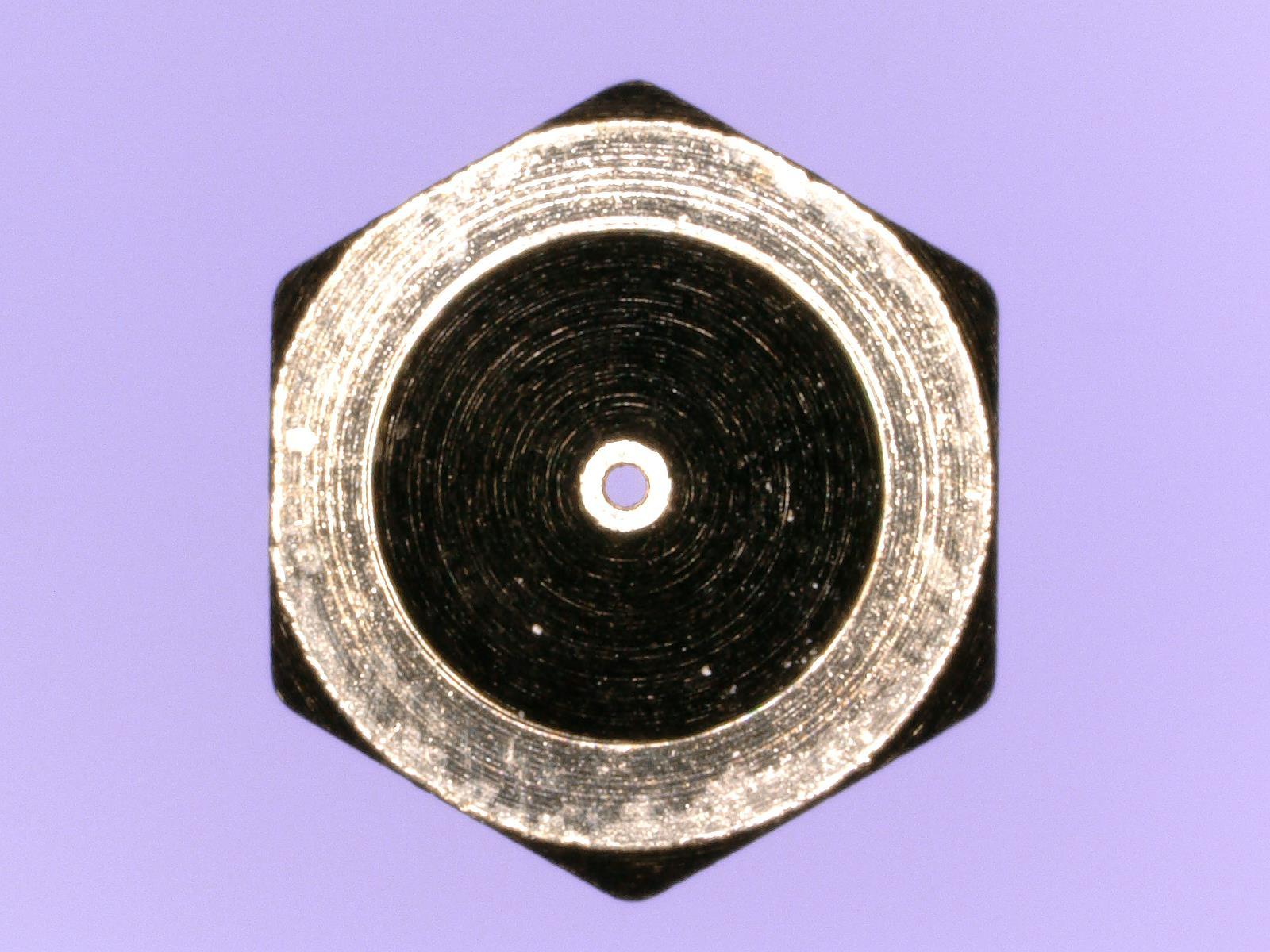
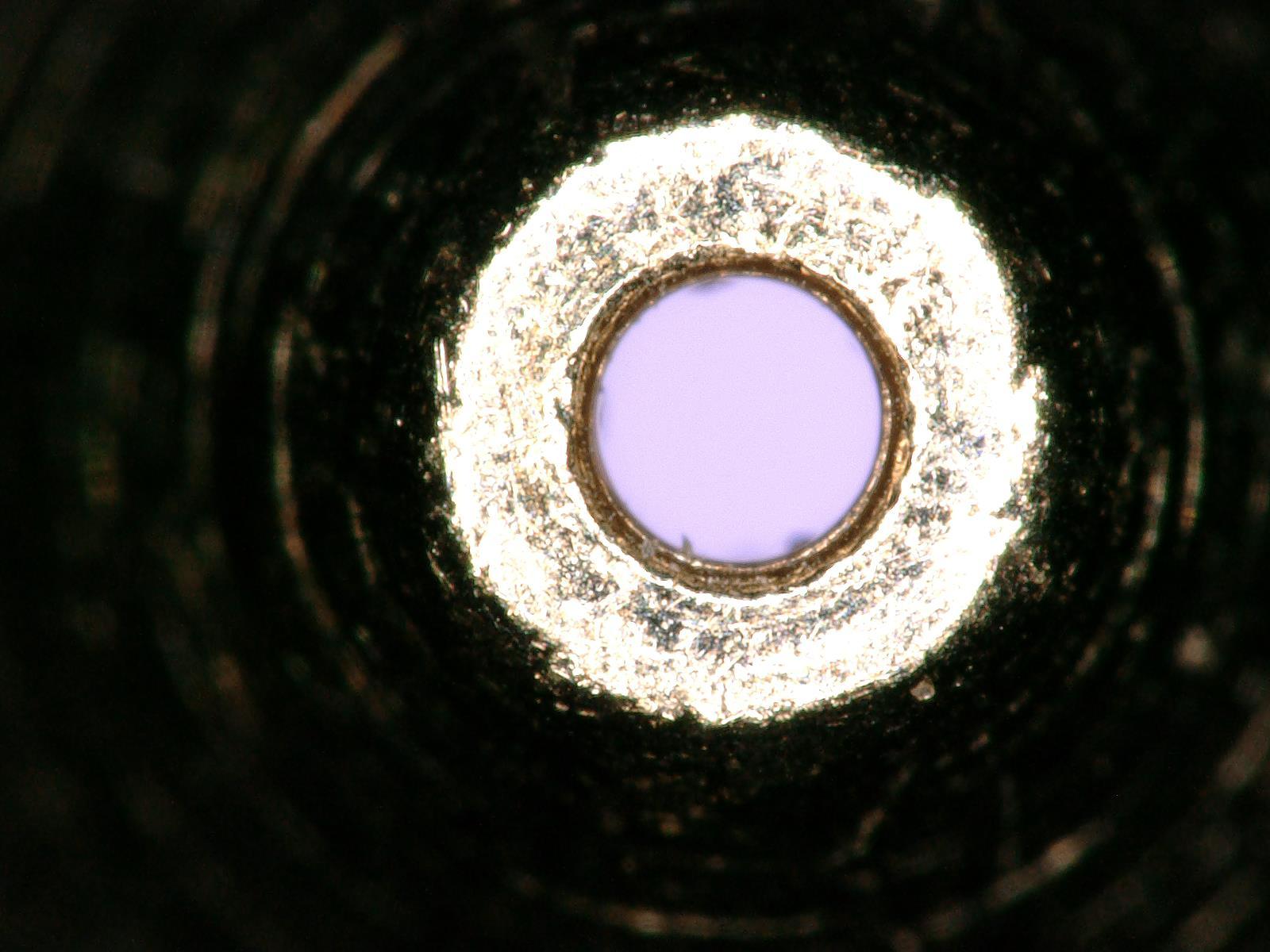
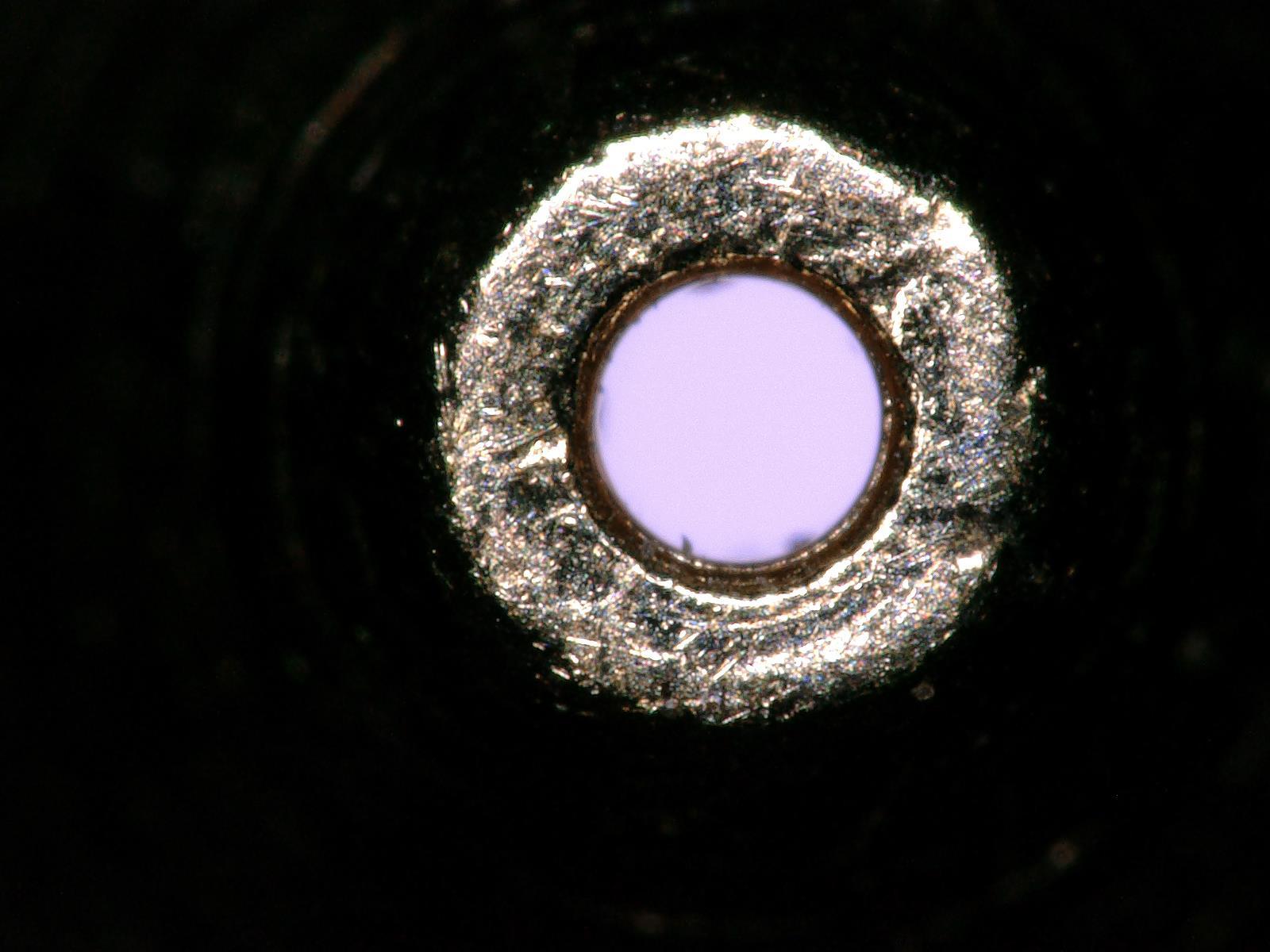
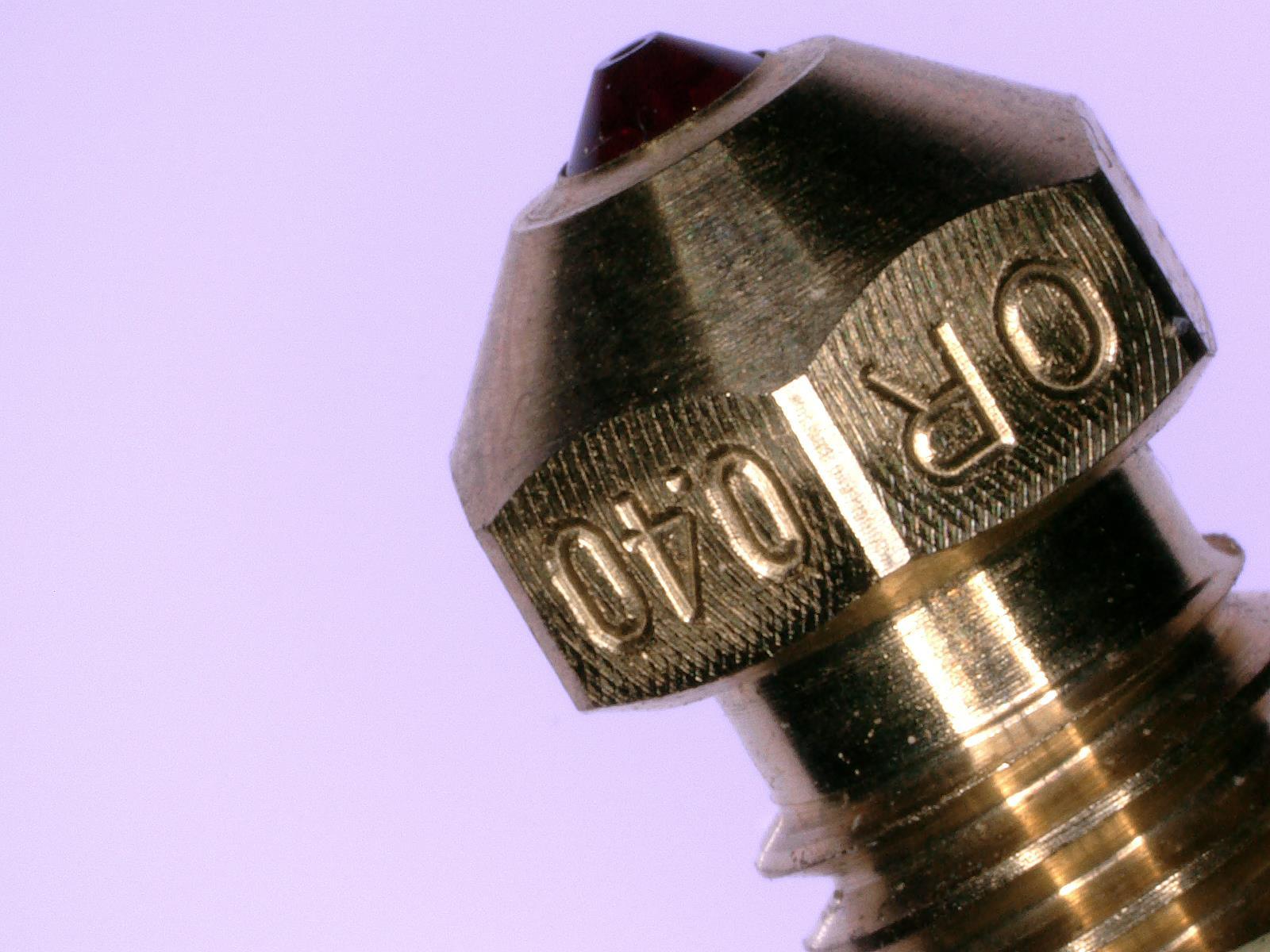
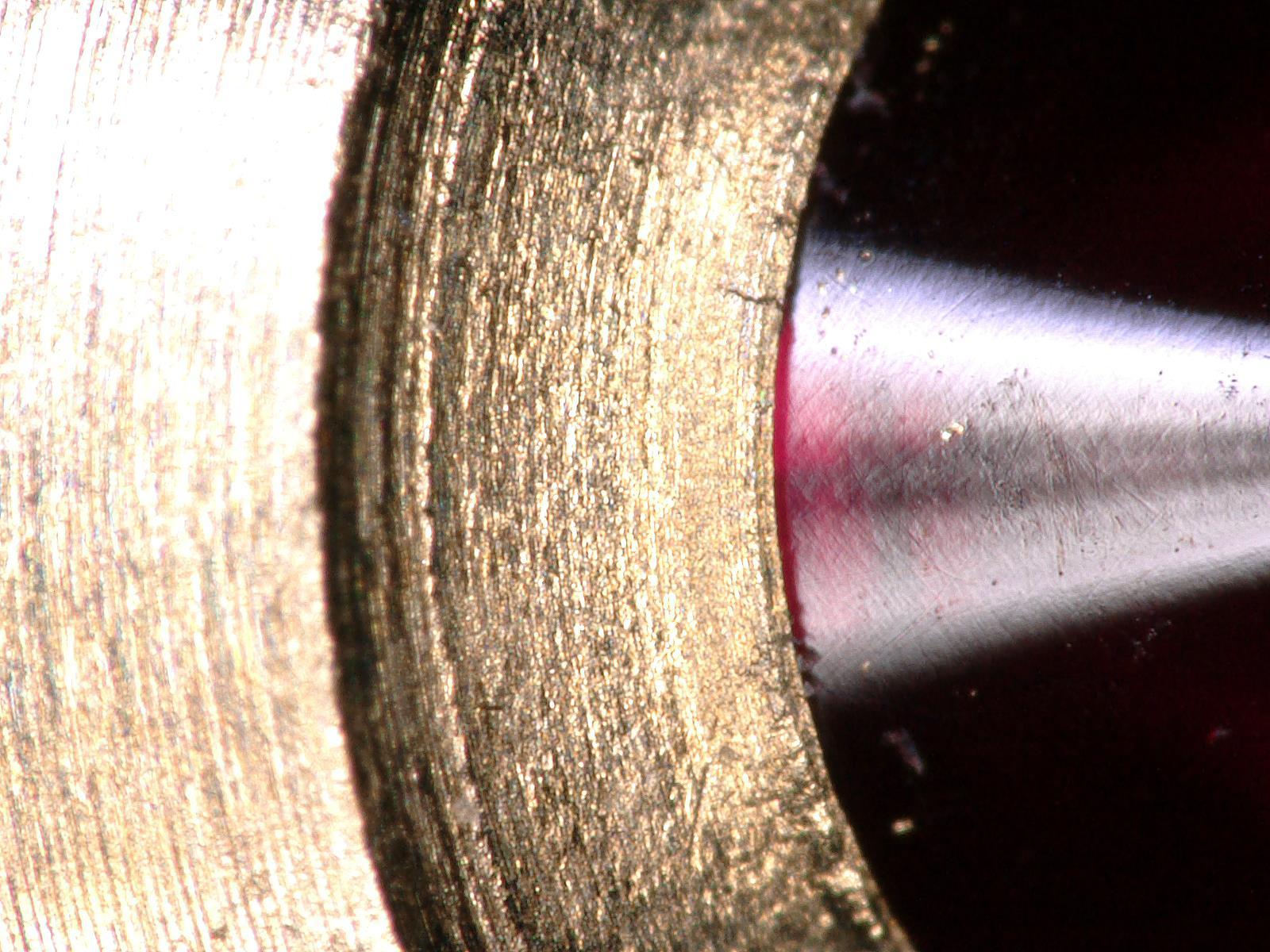
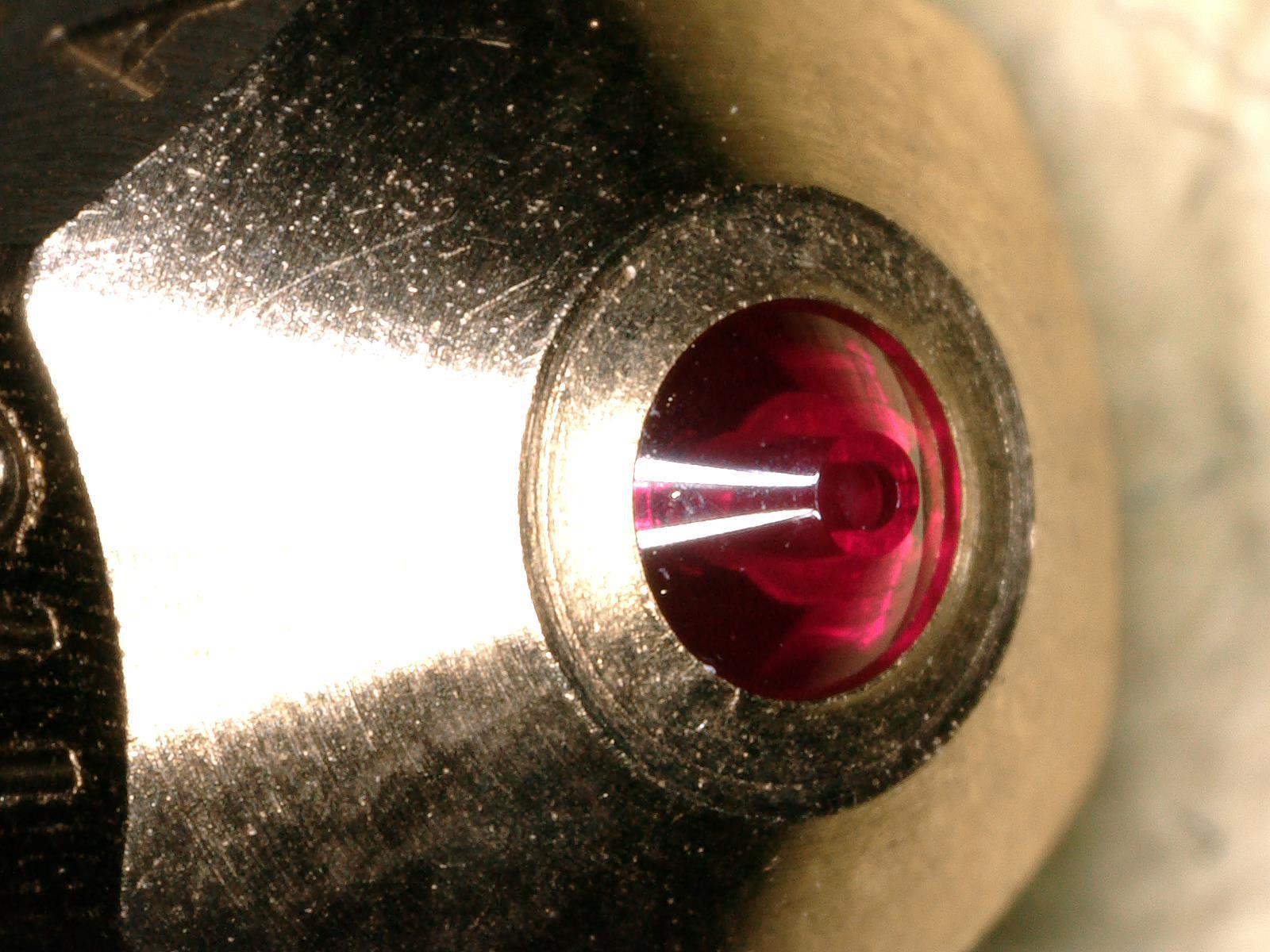
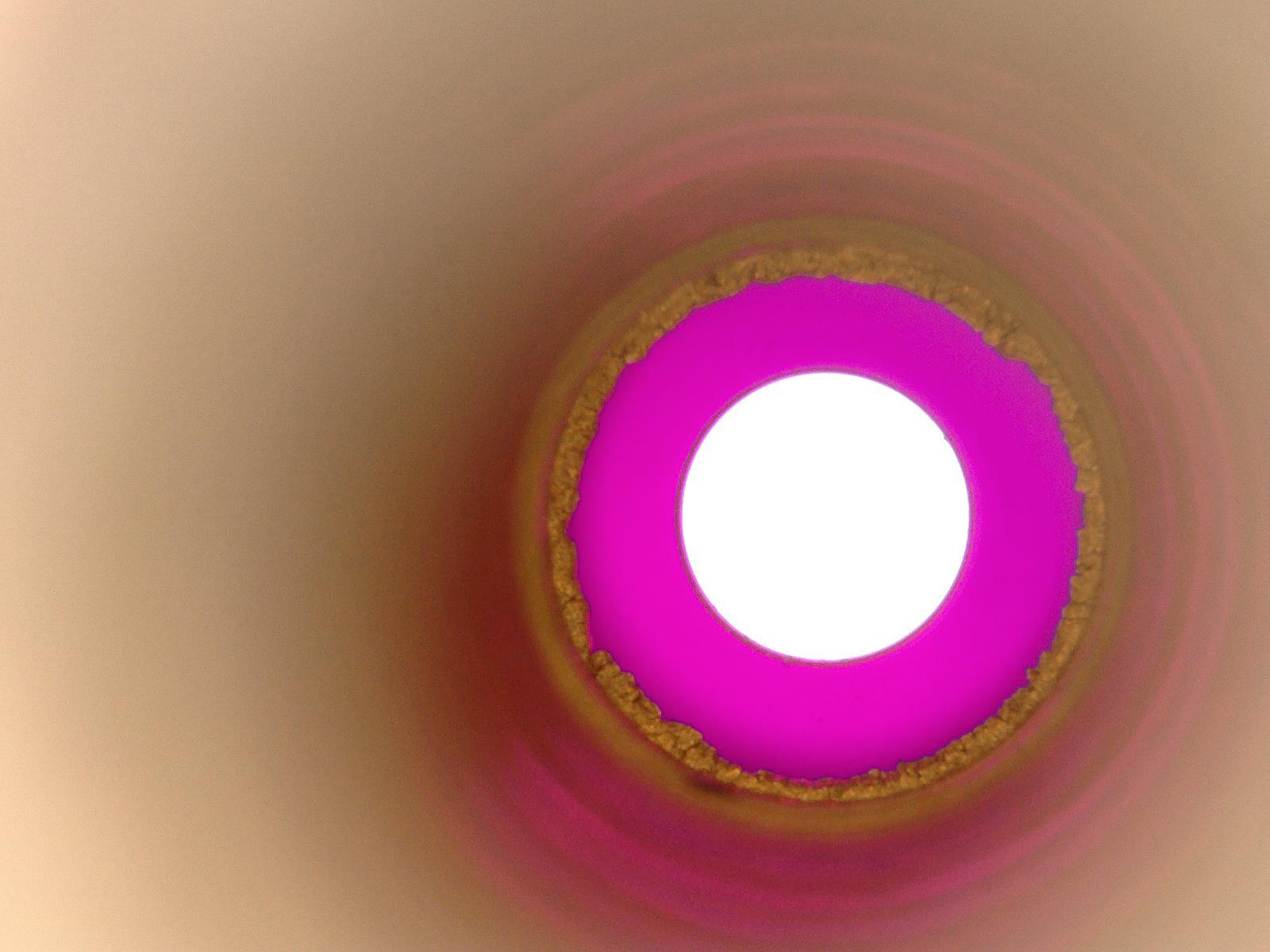
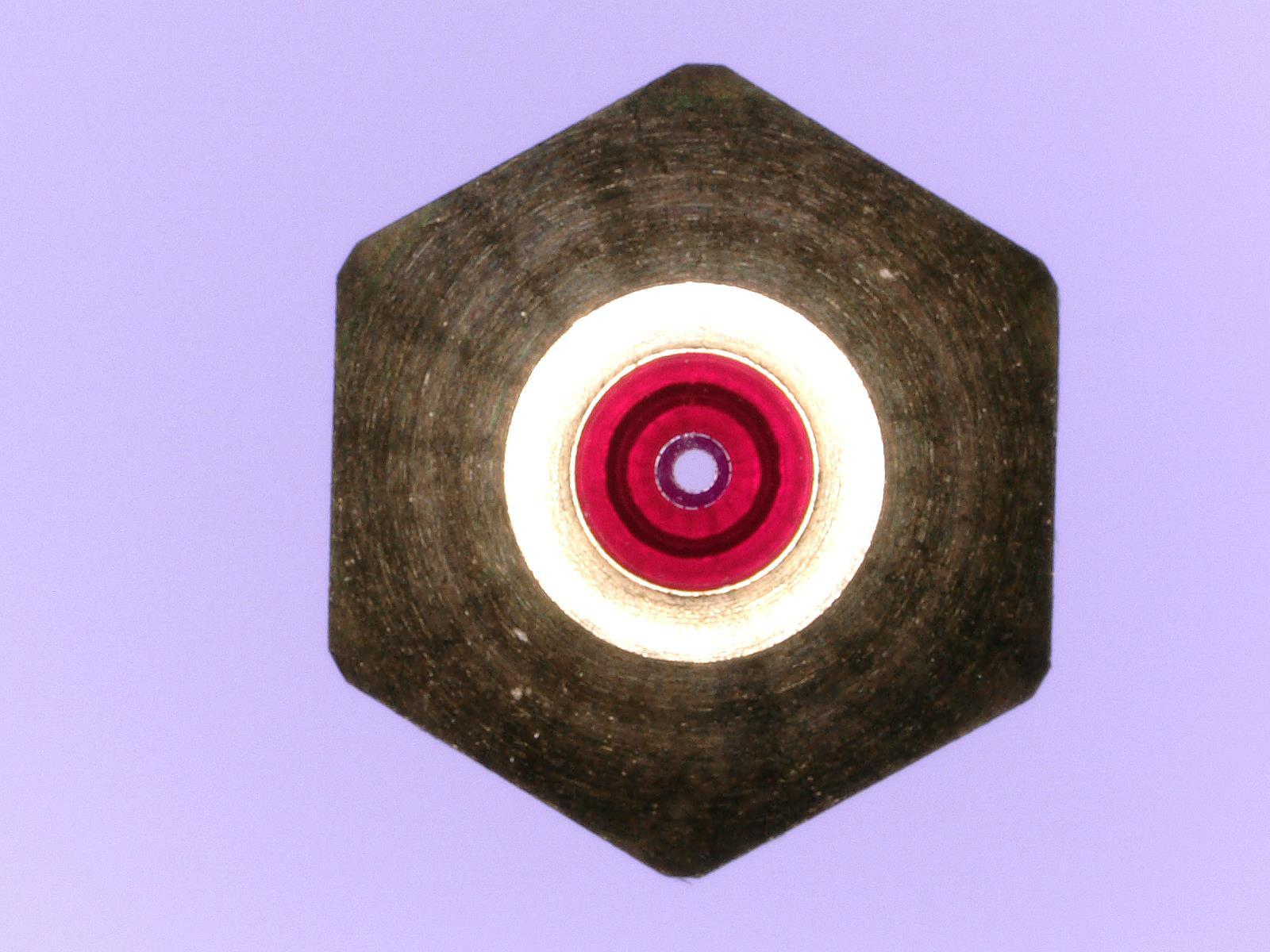
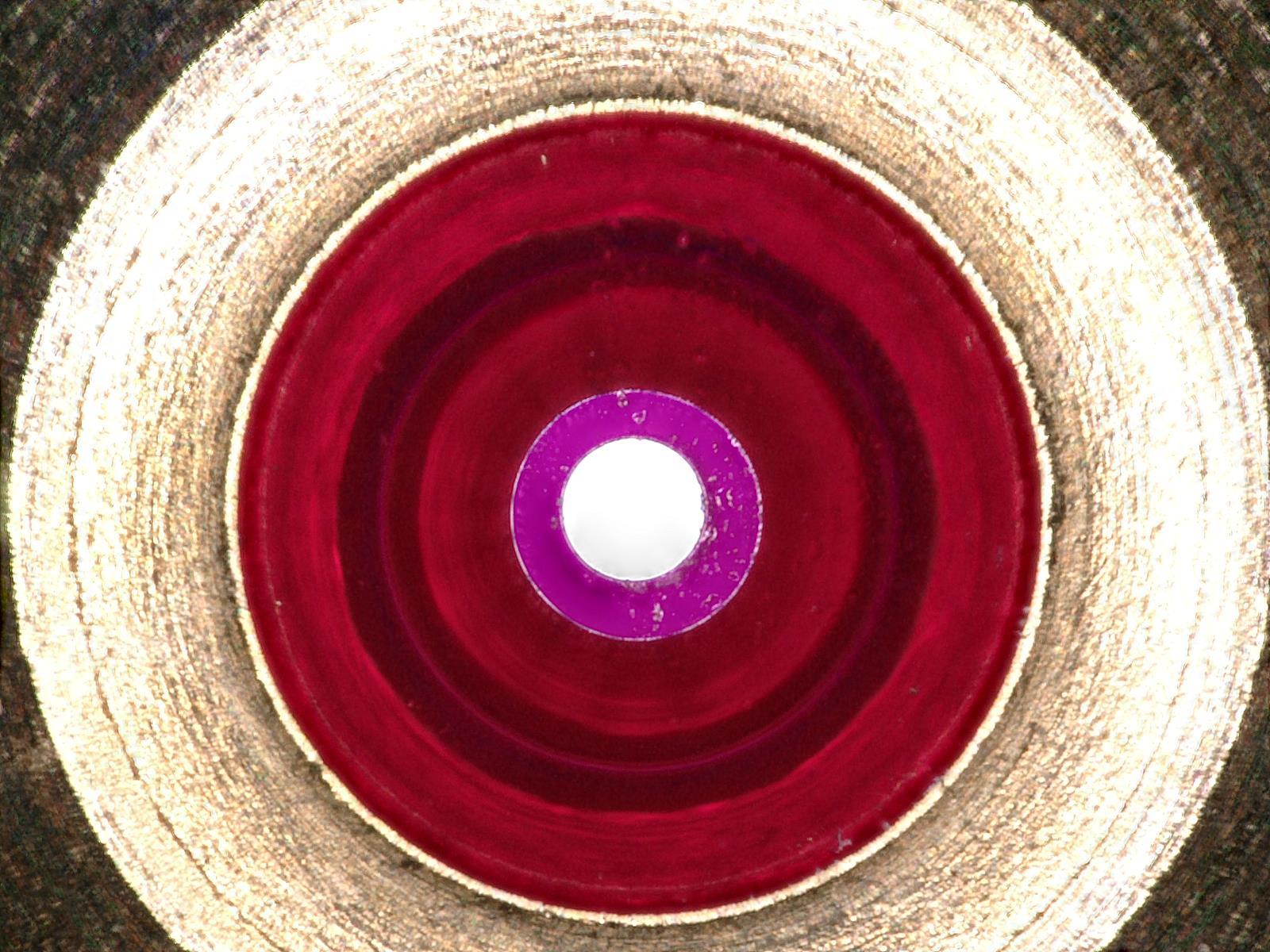
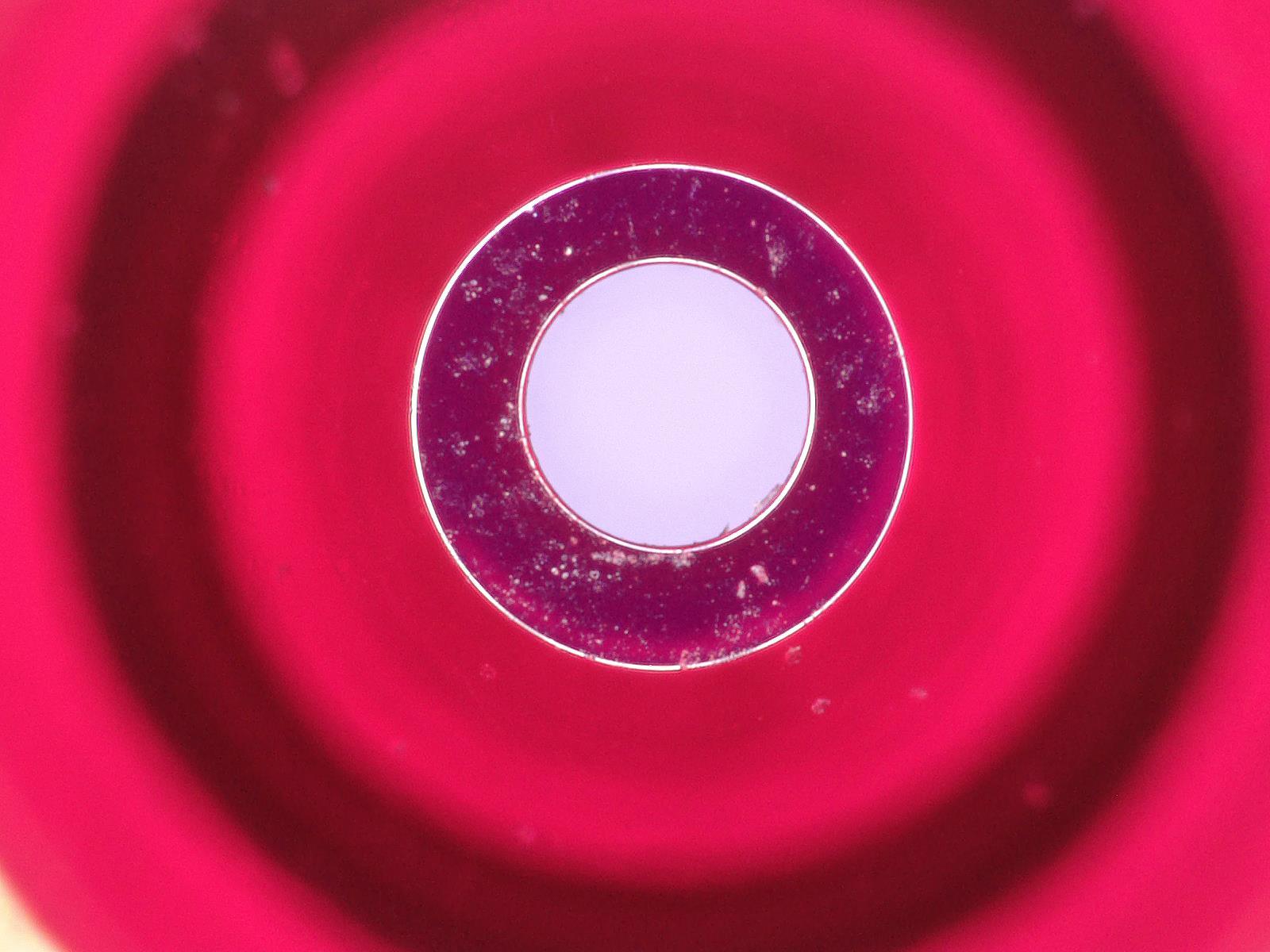
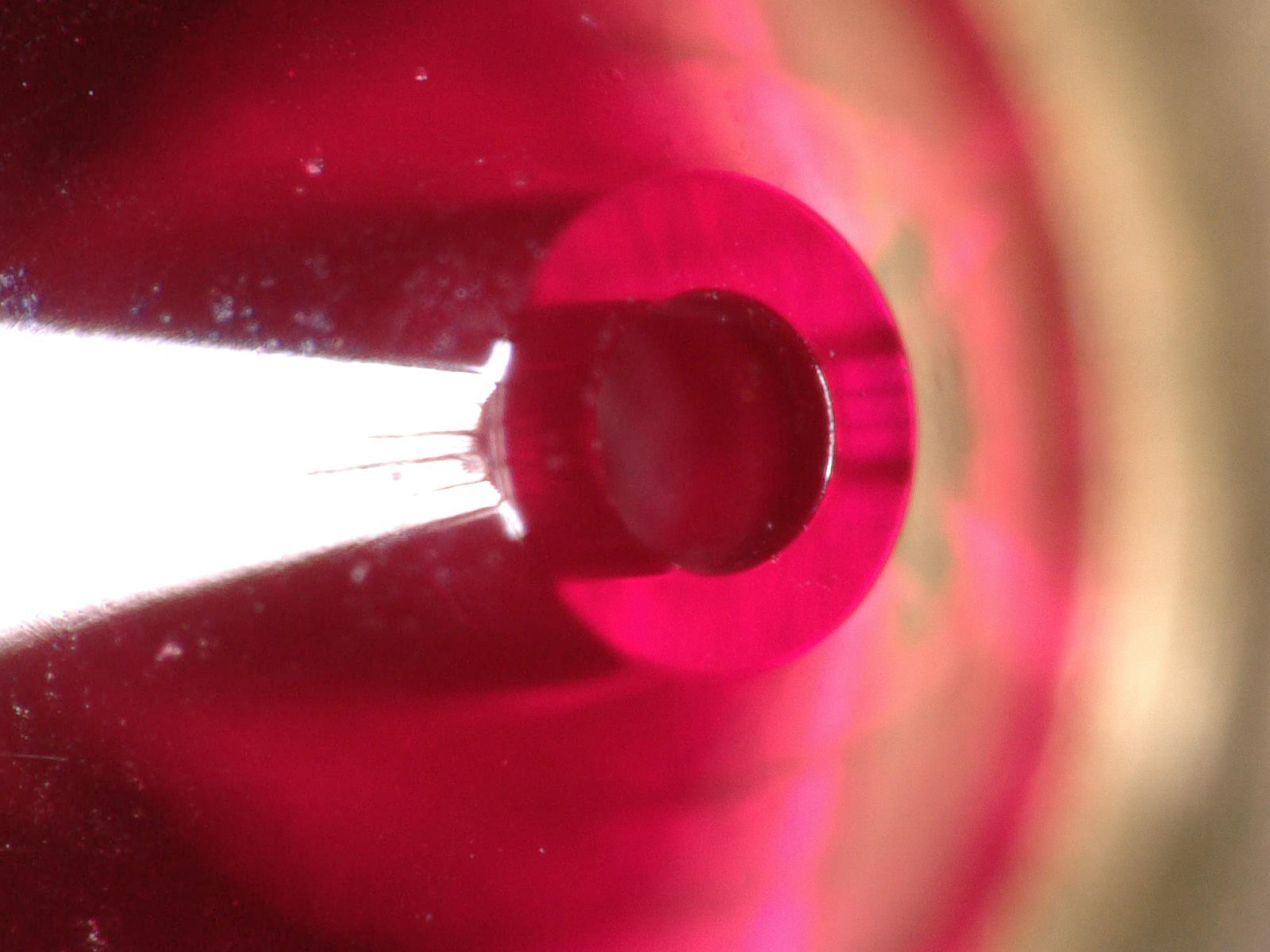
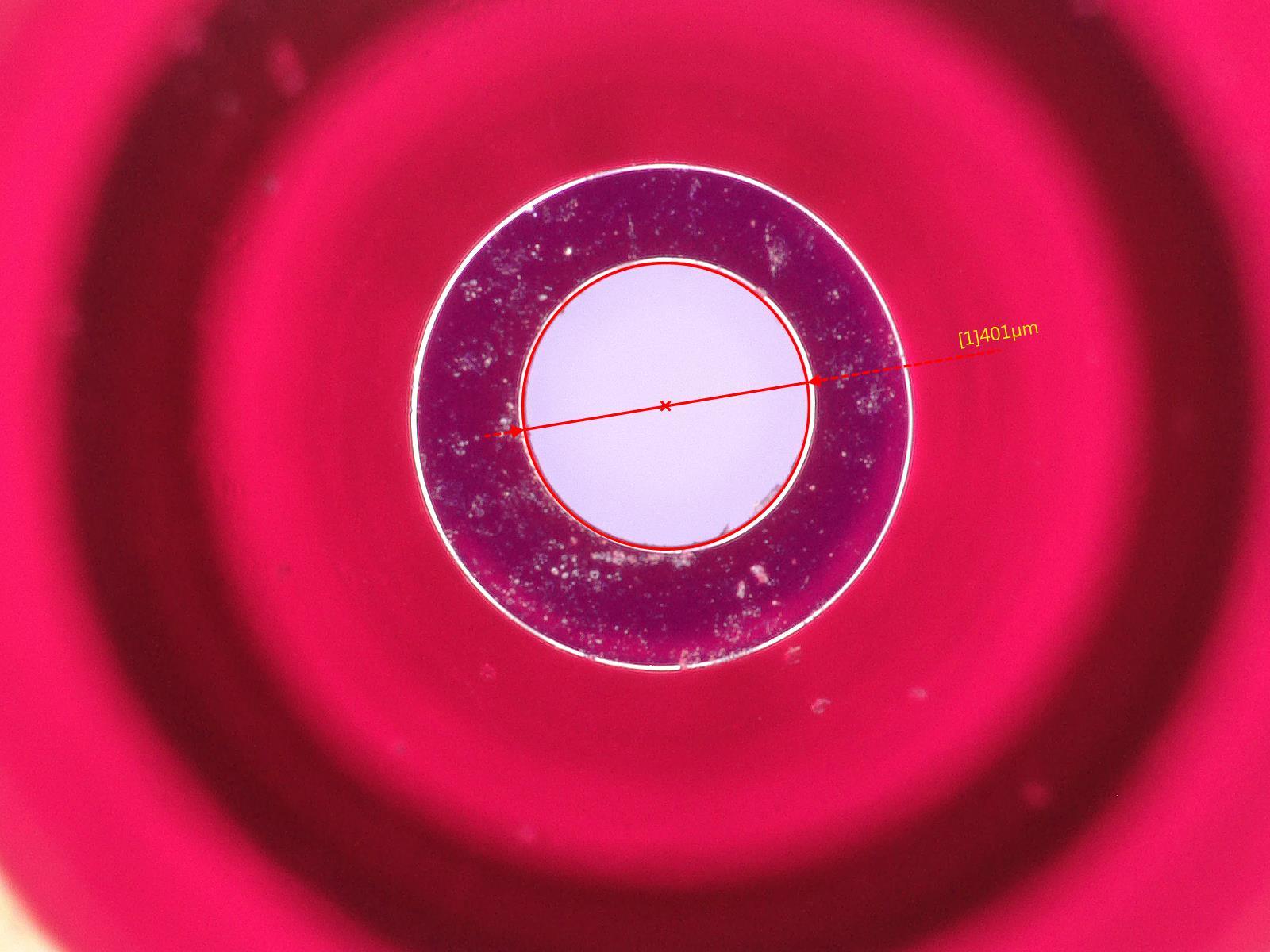
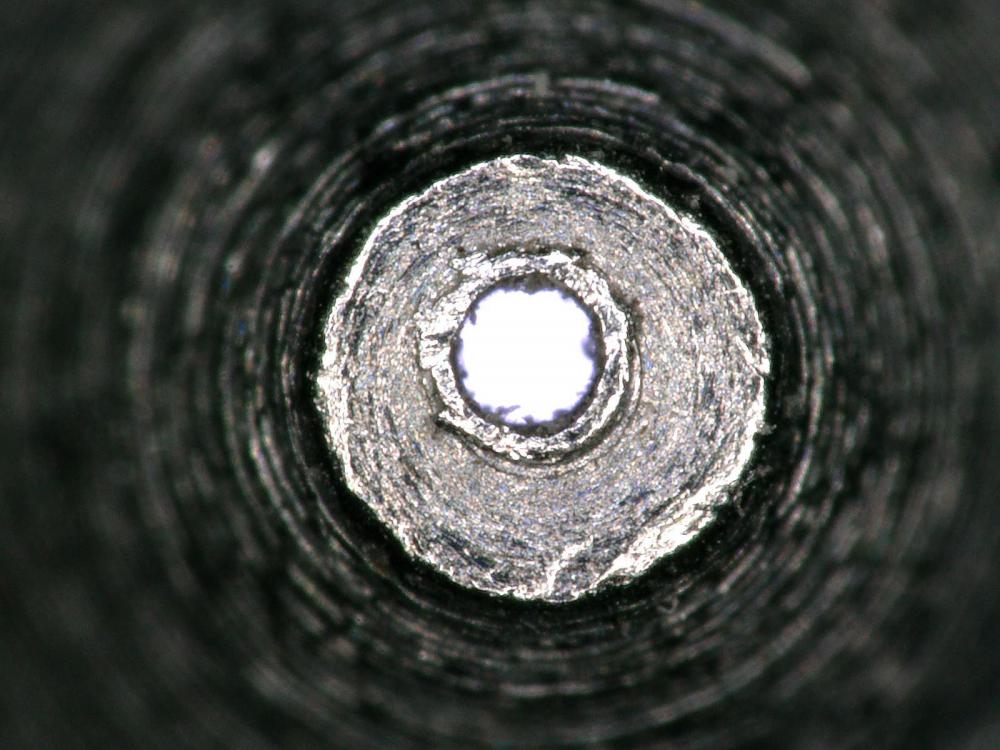
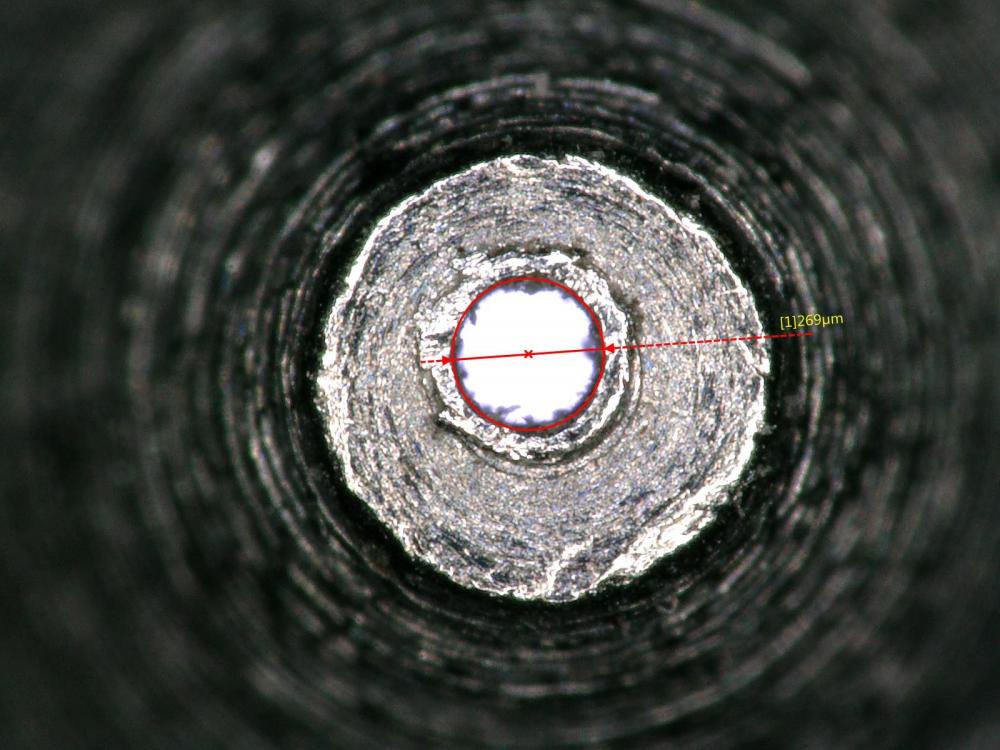
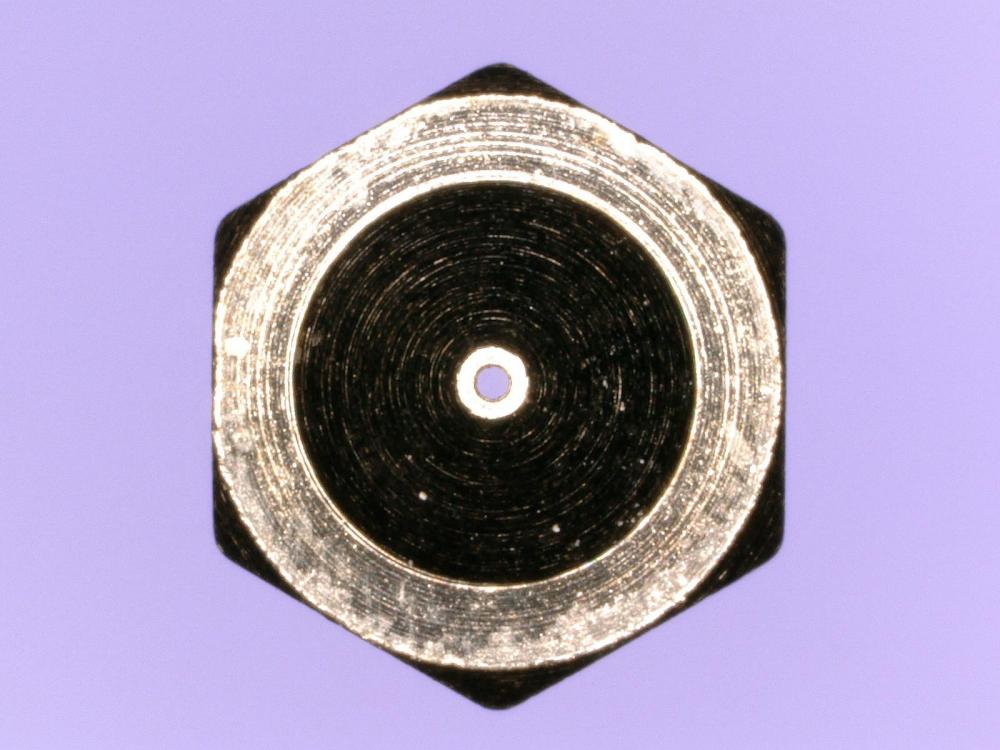
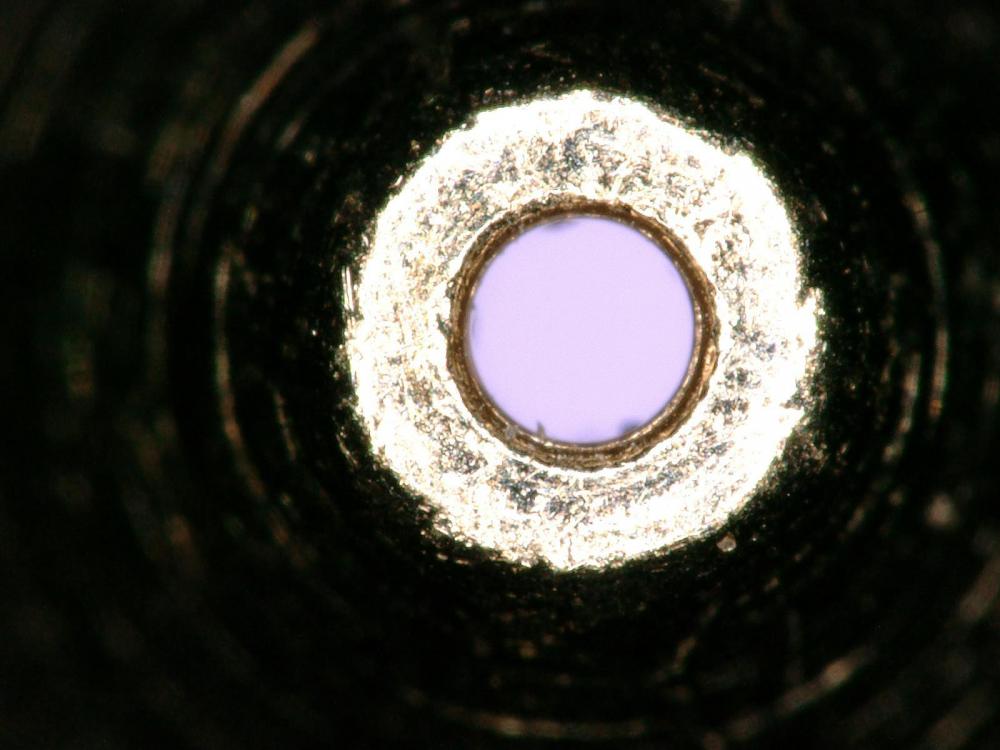
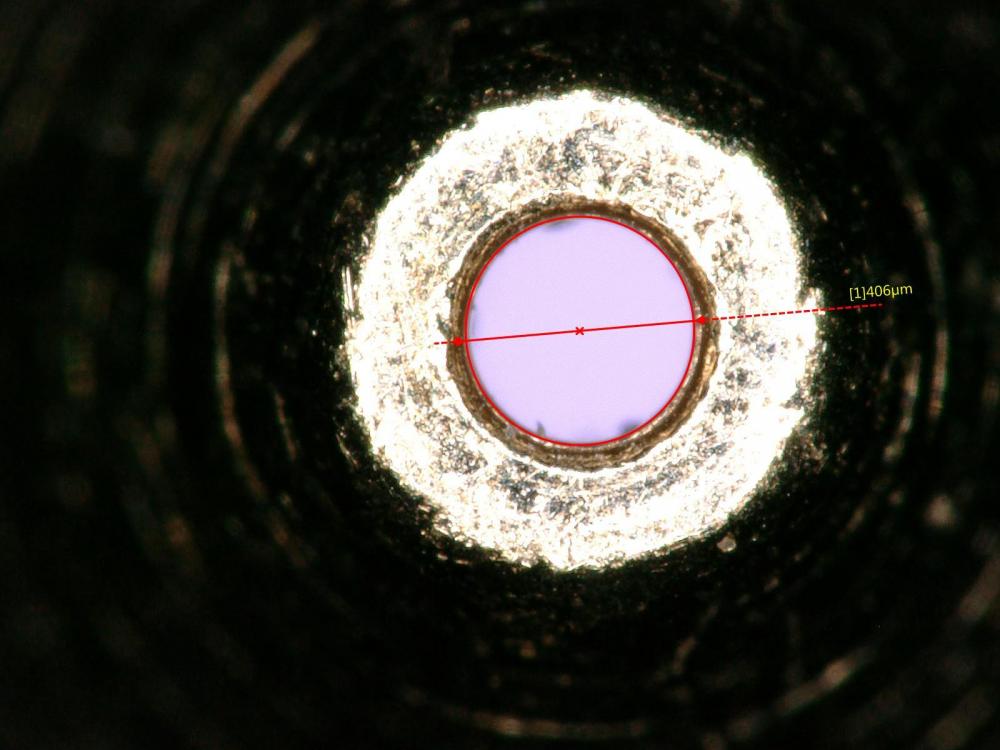
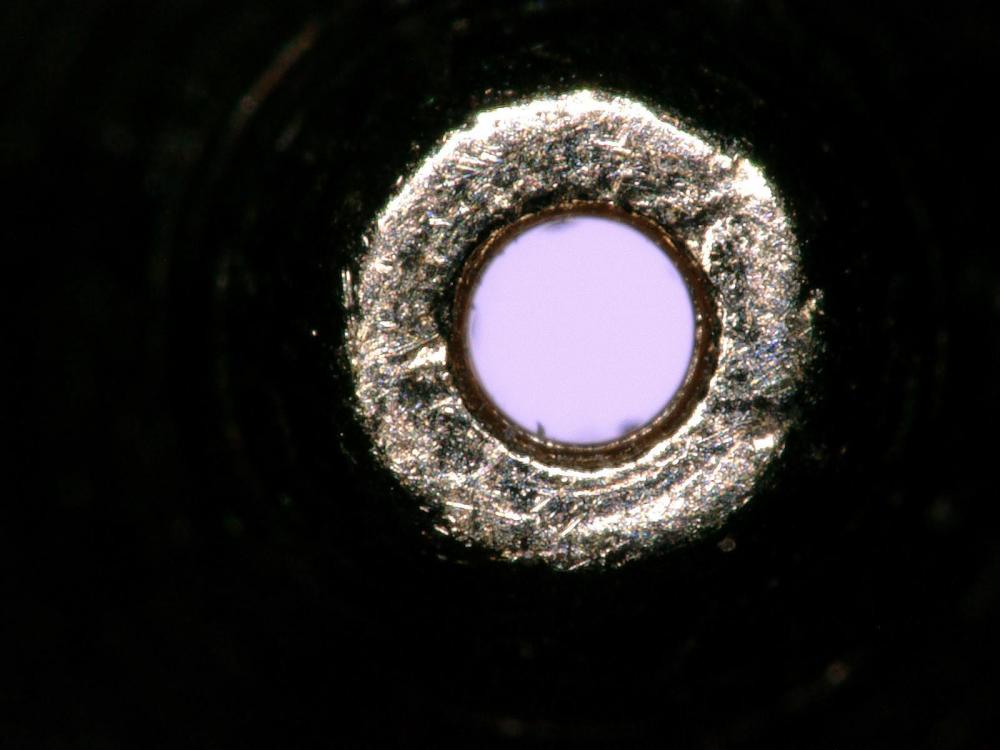
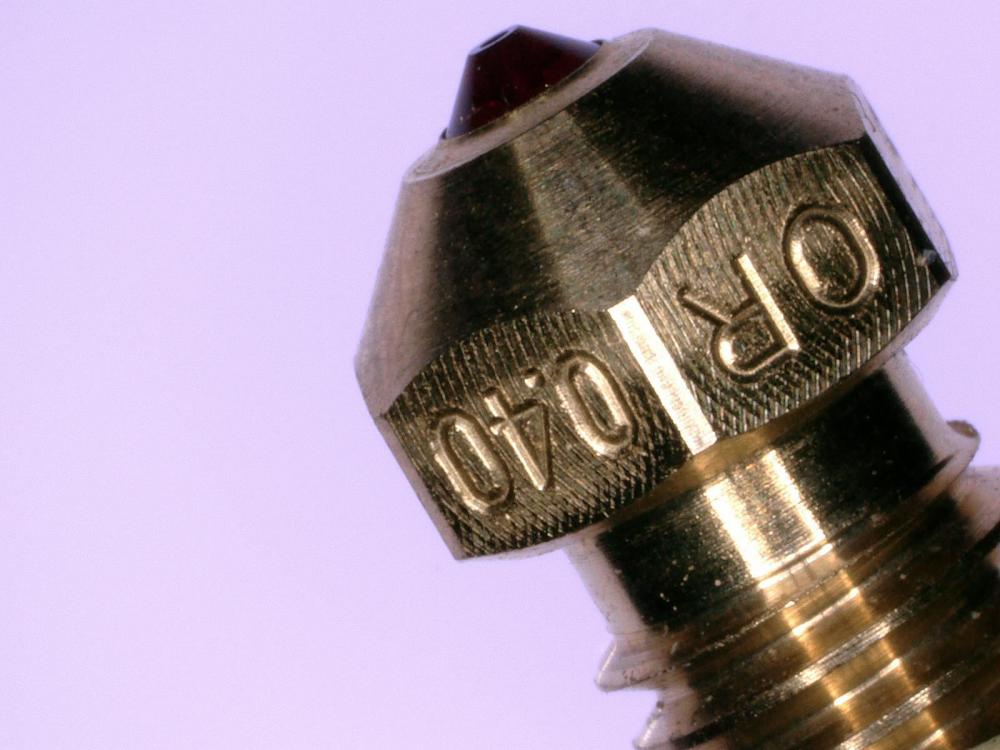
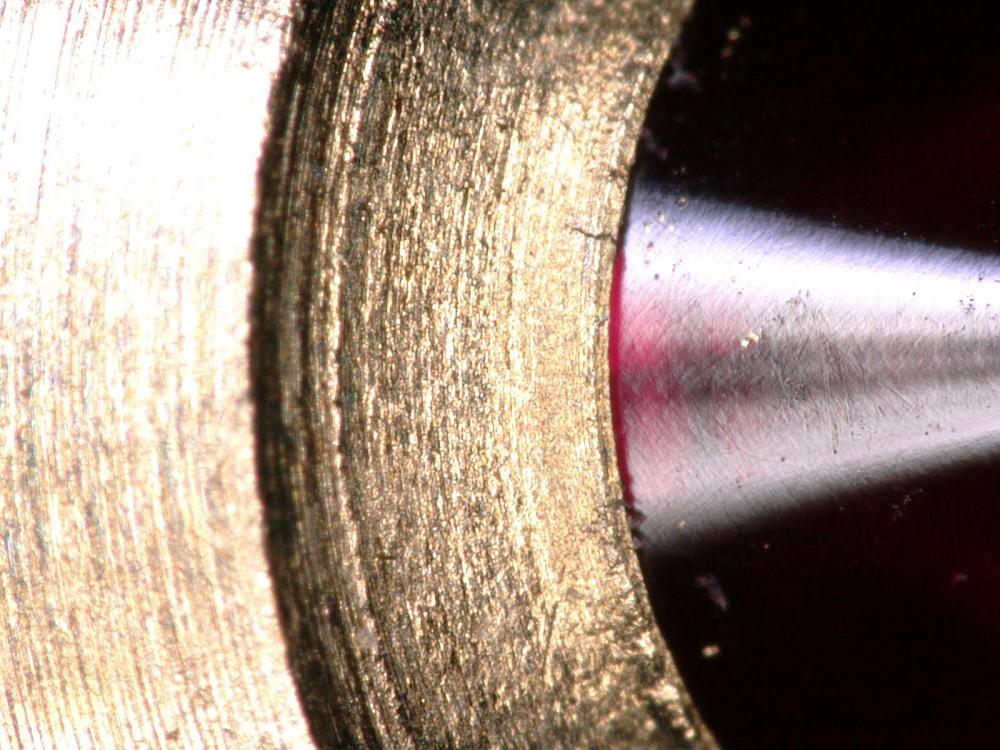
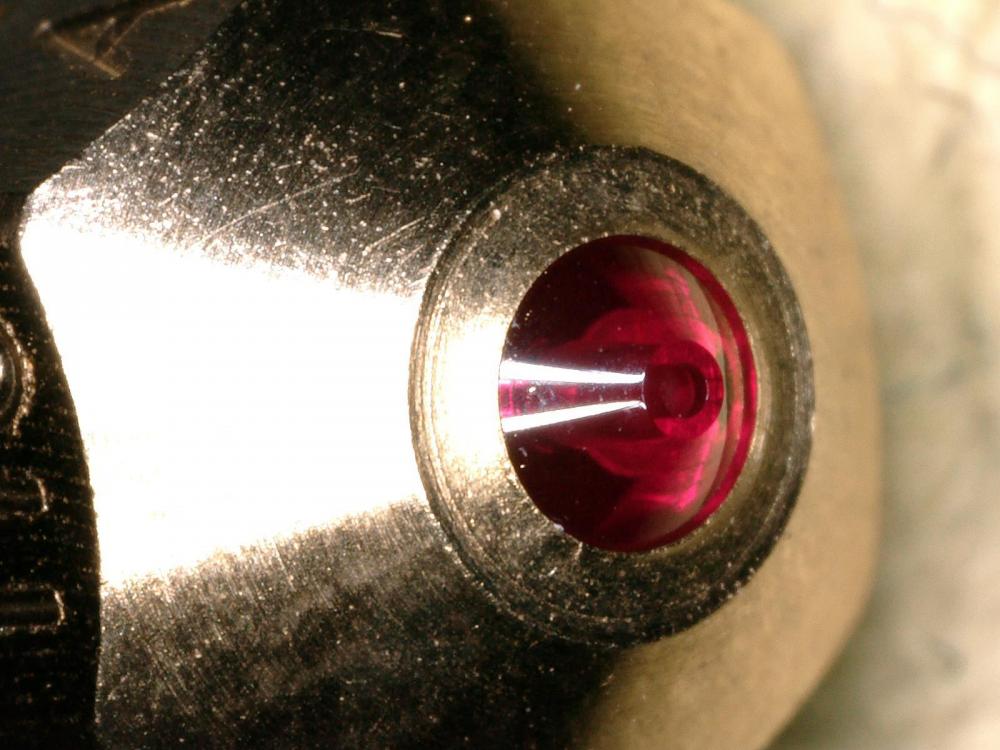
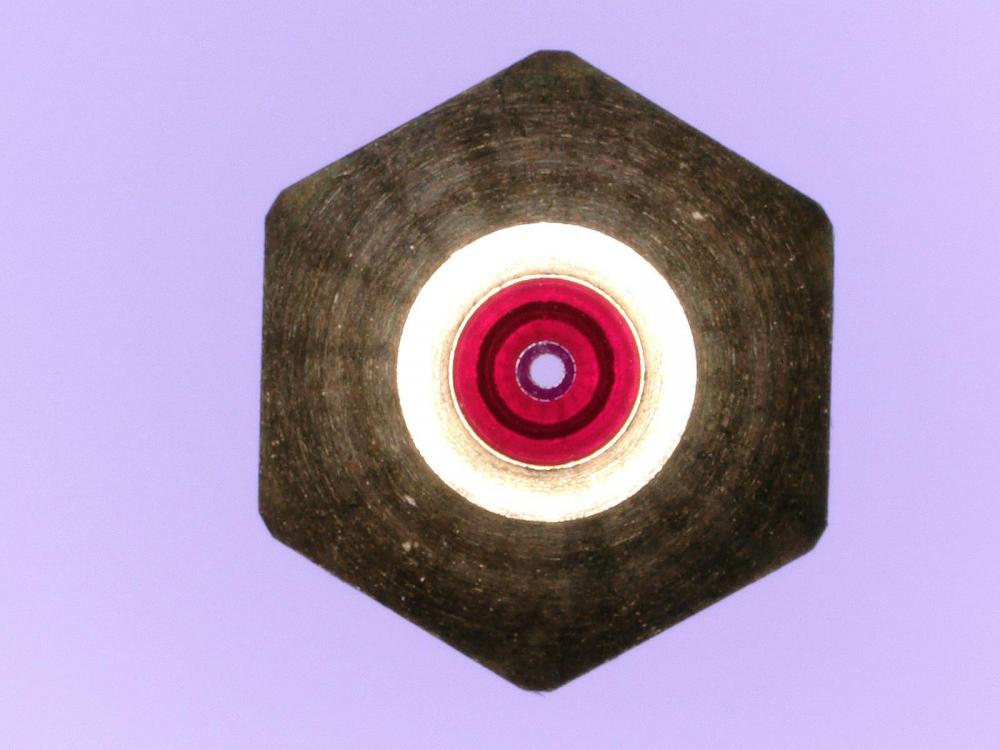
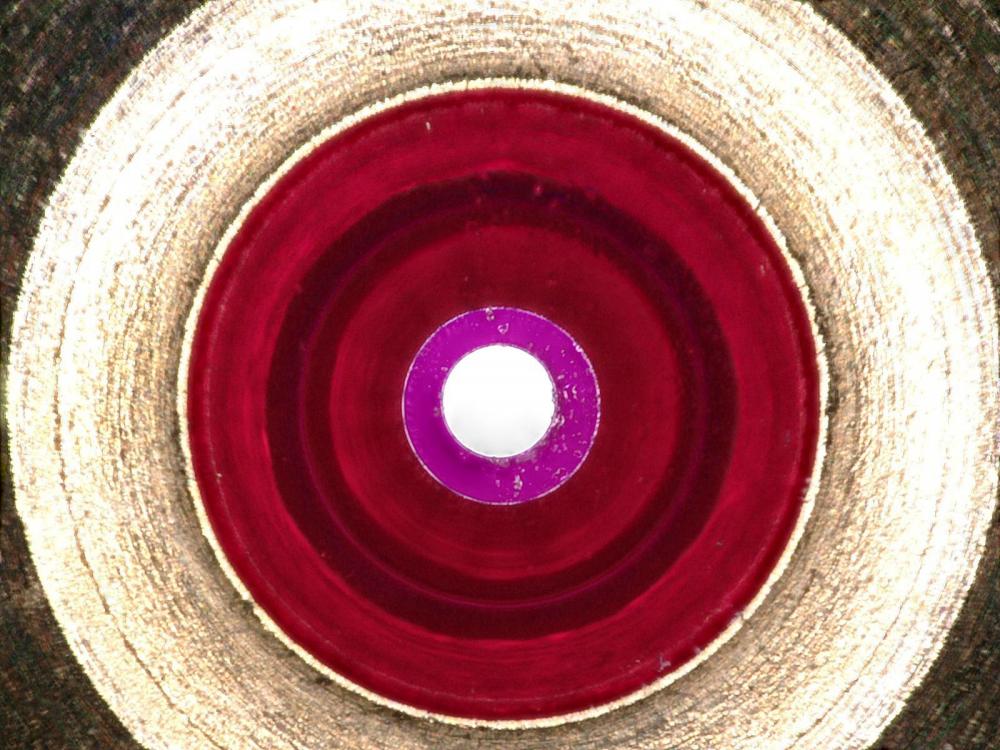
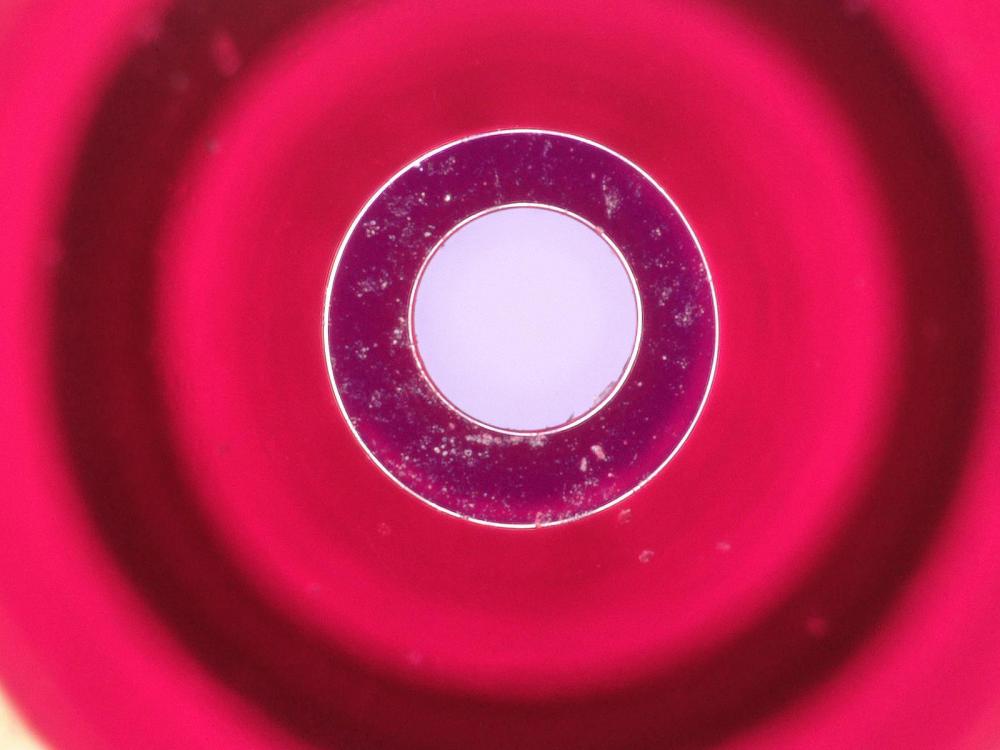
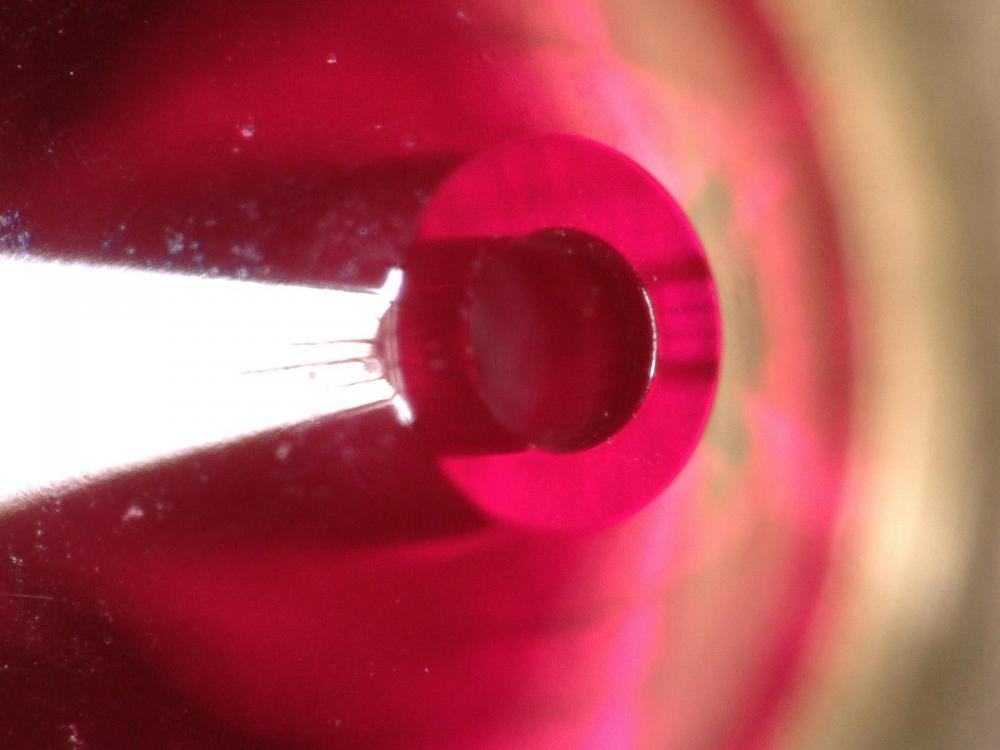
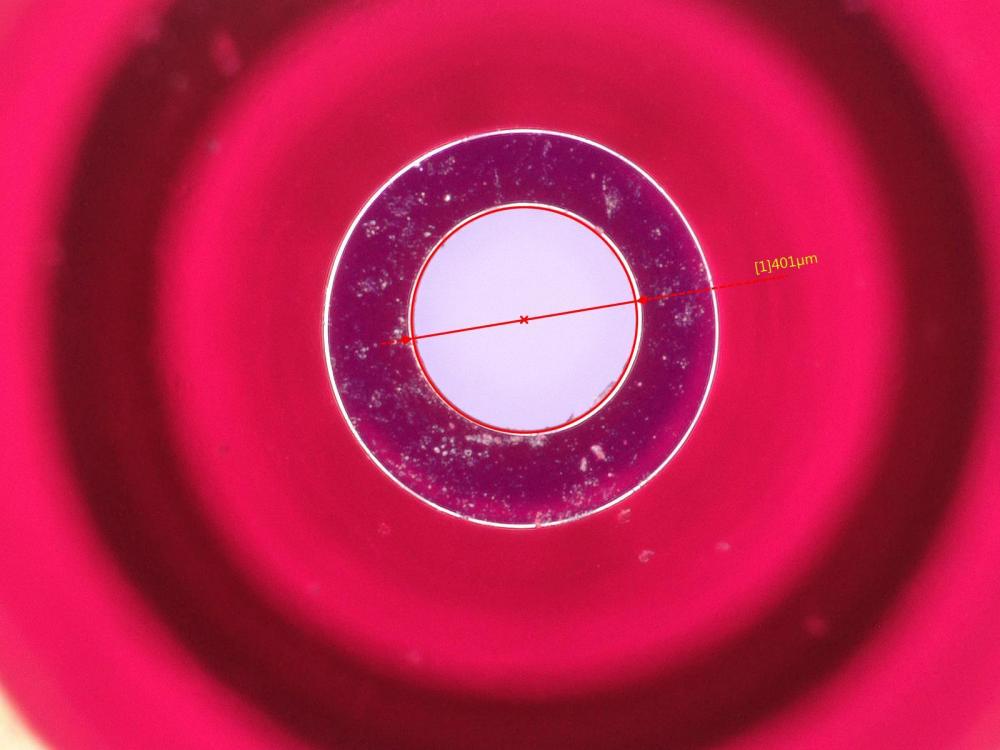
Bonjour à tous, Avec l'aimable participation de @nono30 qui m'a fait parvenir des buses neuves dont une Olsson Ruby, nous allons découvrir ensemble quelques clichés dont certains pourraient bien vous surprendre. Commençons par une buse inox de 0.25mm. L'inox étant plus dur que le laiton, il est moins sensible aux rayures et les traces d'usinage sont moins marquées. Cependant si on y regarde de plus près : La finition au niveau du perçage laisse à désirer. De plus : Le trou est carrément excentré ! Voyons cela de plus près : C'est vraiment étonnant de constater un usinage plutôt propre est concentrique, et un perçage aussi moche et excentré, on sent bien ici que l'outil était à bout de souffle. Concernant le diamètre, c'est plutôt dans les clous, même si un poil trop grand, certainement dû à l'arrachement de matière plutôt qu'à sa coupe. Repassons maintenant sur une bonne vieille buse laiton en 0.4mm : Dès la première observation, on remarque une finition étonnamment bonne pour du laiton. Le marquage est impeccablement frappé, ce qui est plutôt rare. Même la couleur fait penser à du plaqué or. C'est propre, c'est net. Bien rond et sans bavure ! Ce cliché est exactement le même que le précédent, seulement l'éclairage est passé de annulaire complet à annulaire partiel, cela permet de faire ressortir les défauts. Le perçage, rien à redire, on est pile poil dessus. C'est une très bonne buse laiton parmi toutes celles que j'ai pu observer à ce jour, tant au niveau précision, que d'aspect général. Les E3D originales sont plus nettes au niveau du perçage. Et maintenant le moment que vous attendez certainement tous (que ceux qui ont sauté les deux premières buses lèvent la main). La buse Olsson Ruby 0.4mm (attention je me suis lâché sur les photos): Marquée sur quatre faces, on ne peut pas se tromper de buse. Il semblerait même qu'ici le marquage soit usiné et non frappé. On voit même les stries de l'usinage, qui donnent à l'ensemble un aspect mieux fini, plus pro. Si on fait abstraction pour le moment de la partie ruby, le corps en laiton est tout simplement parfait, même pas une rayure, on sent ici que les buses ne tombent pas dans un panier à la sortie de l'usinage et qu'elles sont traitées avec un soin extrême sur toute la chaîne. En zoomant un peu plus, on constate un léger décentrage du perçage du Ruby. Mais quelle netteté ! En zoomant encore plus, on voit que c'est vraiment net, la partie plate est tellement plate, que lorsque je manipule la buse, elle reflète la lumière comme un miroir. Nous le verrons mieux plus tard. J'en attendais pas moins, ça se passe de commentaire ! Difficile de le représenter en photo, mais l'aspect est d'un lisse comme j'en ai rarement vu sur des pièces avec un grossissement x200. Concentrons nous sur le sertissage, ici vous pouvez apprécier la recherche de l'excellence sous tous les angles. J'aime beaucoup ce cliché, car nous y voyons l'extrême précision de l'usinage, aussi bien sur le laiton que sur le Ruby. Sur ce dernier nous distinguons à peine les stries. Le sertissage est vraiment très propre, on remarque tout de même quelques "points" de laiton sur le Ruby. Ici nous observons le sertissage depuis l'autre côté de la buse. C'est moins propre, mais non visible et ça n'impact en rien la qualité d'extrusion. Et en bonus, comme tout cela nous sert à faire des impression 3D, j'ai appuyé sur un bouton 3D du microscope : Bon c'est moche, mais j'ai bien aimé cette fonction "scanner 3D". Si vous avez des questions, n'hésitez pas, j'ai encore les buses en ma possession, mais n'attendez pas trop, j'en connais un qui doit se languir maintenant de pouvoir les utiliser. @nono30 je te laisse le soin de préciser la provenance de ces buses, on reprends contact quand tu veux en MP pour le renvoi. A vos commentaires !






 1 point
1 point -
c'est bon, ça fonctionne ! ! j'ai exactement fait ça : ouf, ça fait un premier truc de fait. . . on va attaquer le bl touch. . . . en espérant que tout va bien se passer !

 1 point
1 point -
ha oui évidemment ! là on joue pas dans la même cour !1 point
-
Bonne soirée à vous !!1 point
-
D'ailleurs voici la solution du designer de mon lien pour voir ce qui se passe dans l'extrudeur https://www.thingiverse.com/thing:23602421 point
-
Bonjour Hexacopter Je viens de parcourir le sujet.La première question que j'aurai a te poser, quelle est la charge ailaire de ton planeur. Je ne connais pas inventor mais je maitrise pas trop Catia.J'ai donc modelisé une aile de planeur 1/2a.Eppler 211 a l'emplanture et E214 au saumon pour une demie envergure de 863mm. J'ai imprimé un tronçon de 200mm avec une peau de 0.8 et nervurage en 0.4.La solidité est là mais bonsoir le poids. Finalement je vais m'imprimer une petite CN pour découpe de mousse avec coffrage balsa se sera franchement beaucoup mieux.1 point
-
Brut de coffrage, pas la même chose que mon skull Mais ça devrait être sympa, avec un petit nettoyage.. ,22 h00 d'impression !! Reccord de temps, pour mon Bébé, Photo en direct avec une torche led Une bonne soirée à vous ! Papa
 1 point
1 point -
Héhé tu le dis toi-même que tu trouves tes ressorts trop serrés à la base ma question était "génuine" . N'invente pas des choses juste pour me donner tord/ou toi raison hein, j'ai jamais parlé de "compression", en plus tu n'as pas besoin de ça... Dixit moi "Forcement tes réglages tiennent le coup sur la longueur" avec tes ressorts très serrés ! Encore une fois avec mon imprimante "out of the box", c'est loin d'être le cas justement . Et si je veux serrer mes ressorts... Je dois modifier mon Z-stop. Oh tu sais pour moi, il n'y a même pas débat/polémique, on ne fait qu'échanger sur l'utilité (ou non) d'un ABL, hein . Et bim voila que tu attaques gratuitement ! Je ne vois pas en quoi l'utilisation d'un ABL fait que l'on ne comprends pas le problème d'un bon leveling de bed.. Prusa and co, doivent donc prendre leurs clients pour des idiots alors Tu as entièrement raison et jamais ! oh grand jamais !! je ne mettrai en doute tes connaissances dans le domaine !!! Je ne suis qu'un padawan Mais je pense sincèrement que tu ne vois pas là chose sous le bon angle.. Ce n'est pas parce-que tu sais laver ton linge parfaitement dans une rivière que tu dois faire forcement un déni sur la machine à laver, hein Un ABL n’empêche pas non plus de régler son lit à l'aide des ressorts, il permet en outre de te donner un tableau avec la matrice des mesures de celui-ci avec une très bonne précision. Et donc de facto, une maîtrise supplémentaire. Donc non, cela ne te rendra pas plus bête ! Je dirais plus qu'un ABL va transformer un "problème" en quelque chose qui n'en sera finalement plus par un peu de poudre de perlimpinpin De toute façon, et encore une fois, loin de moi l'idée de te faire changer d'avis sur le sujet et il est clair que tu ne sent pas l'utilité dans avoir un, un peu à l'image d'un double axe-Z. Mais n'oublie pas que c'est toi qui pose la question, hein !1 point
-
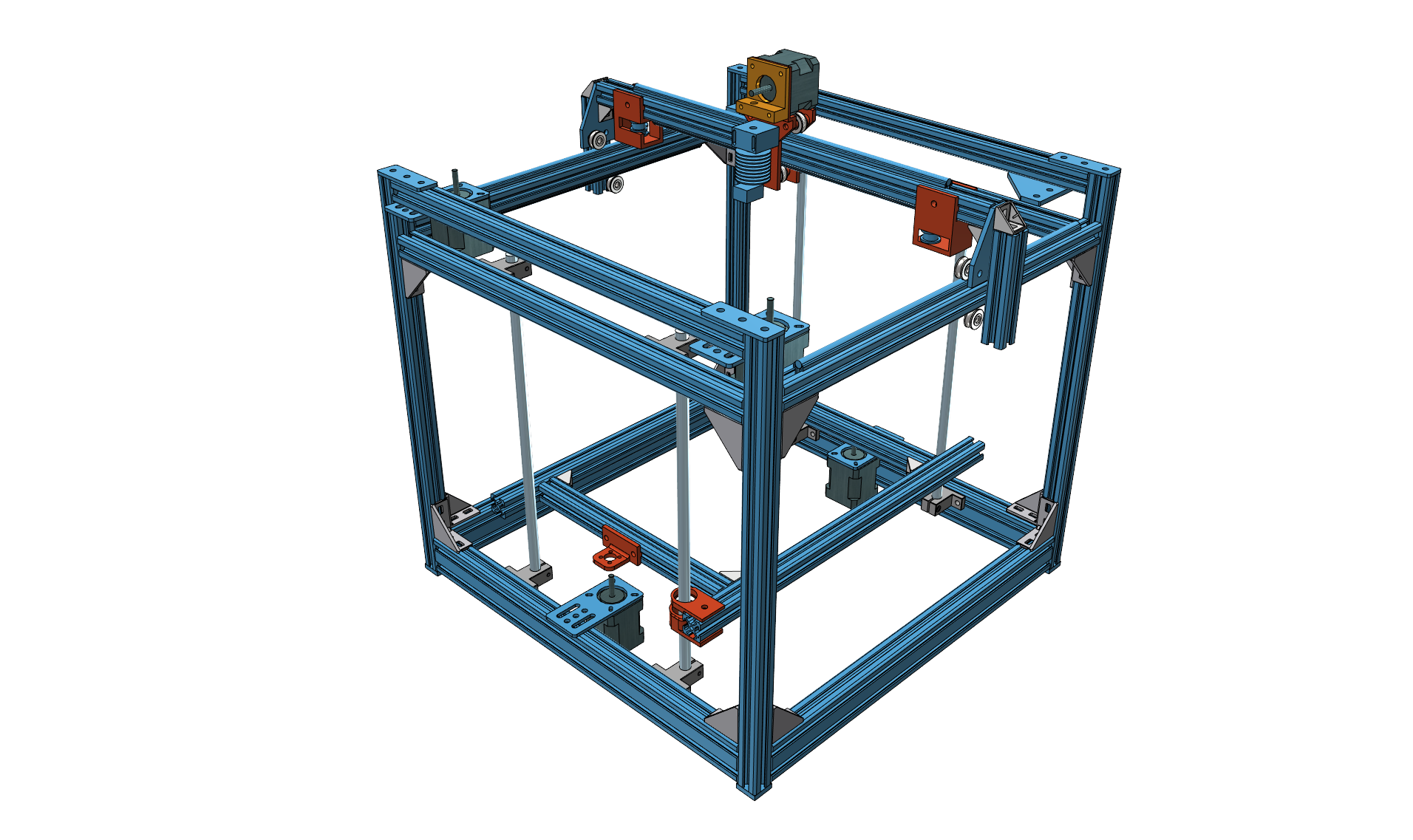
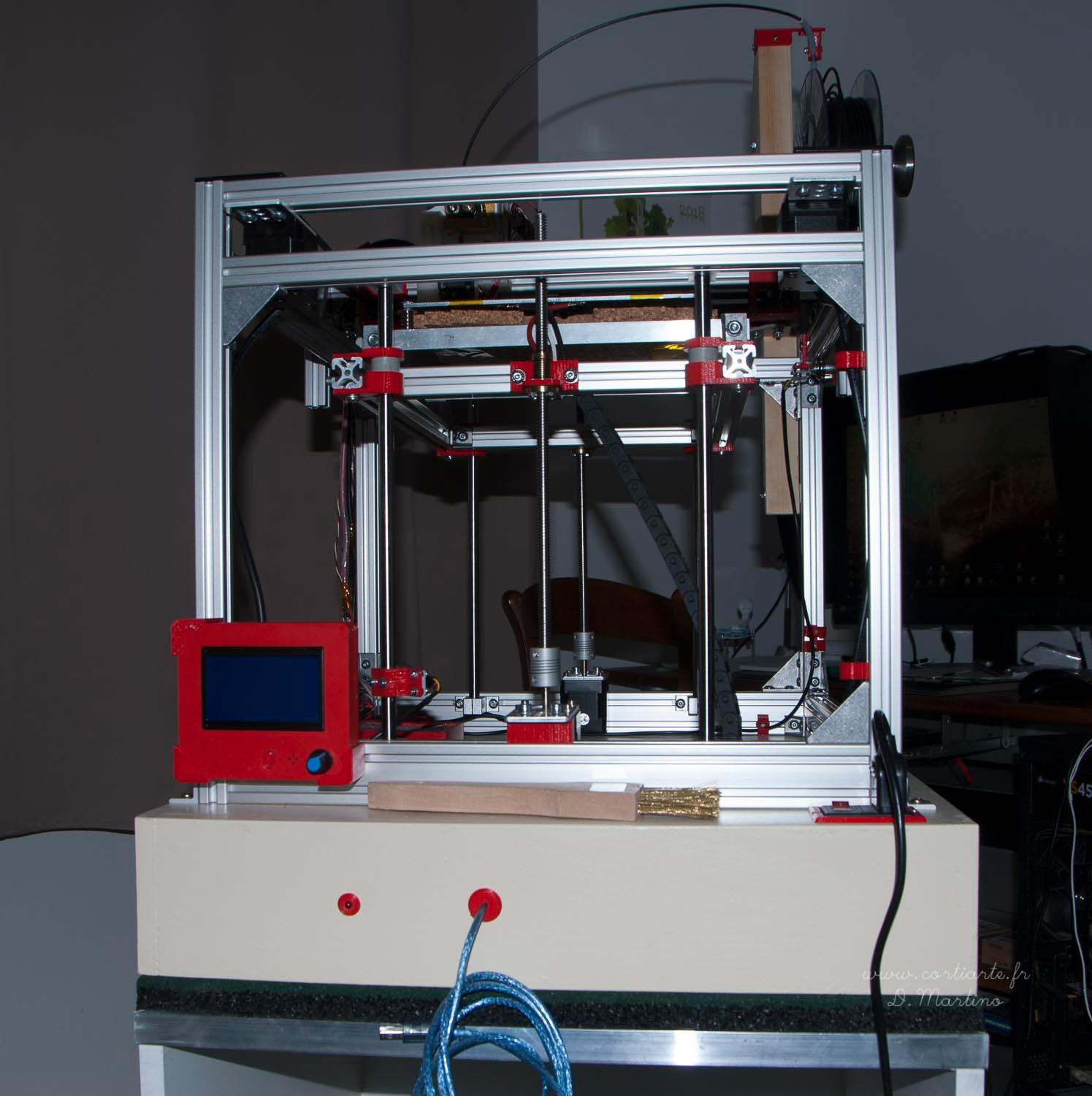
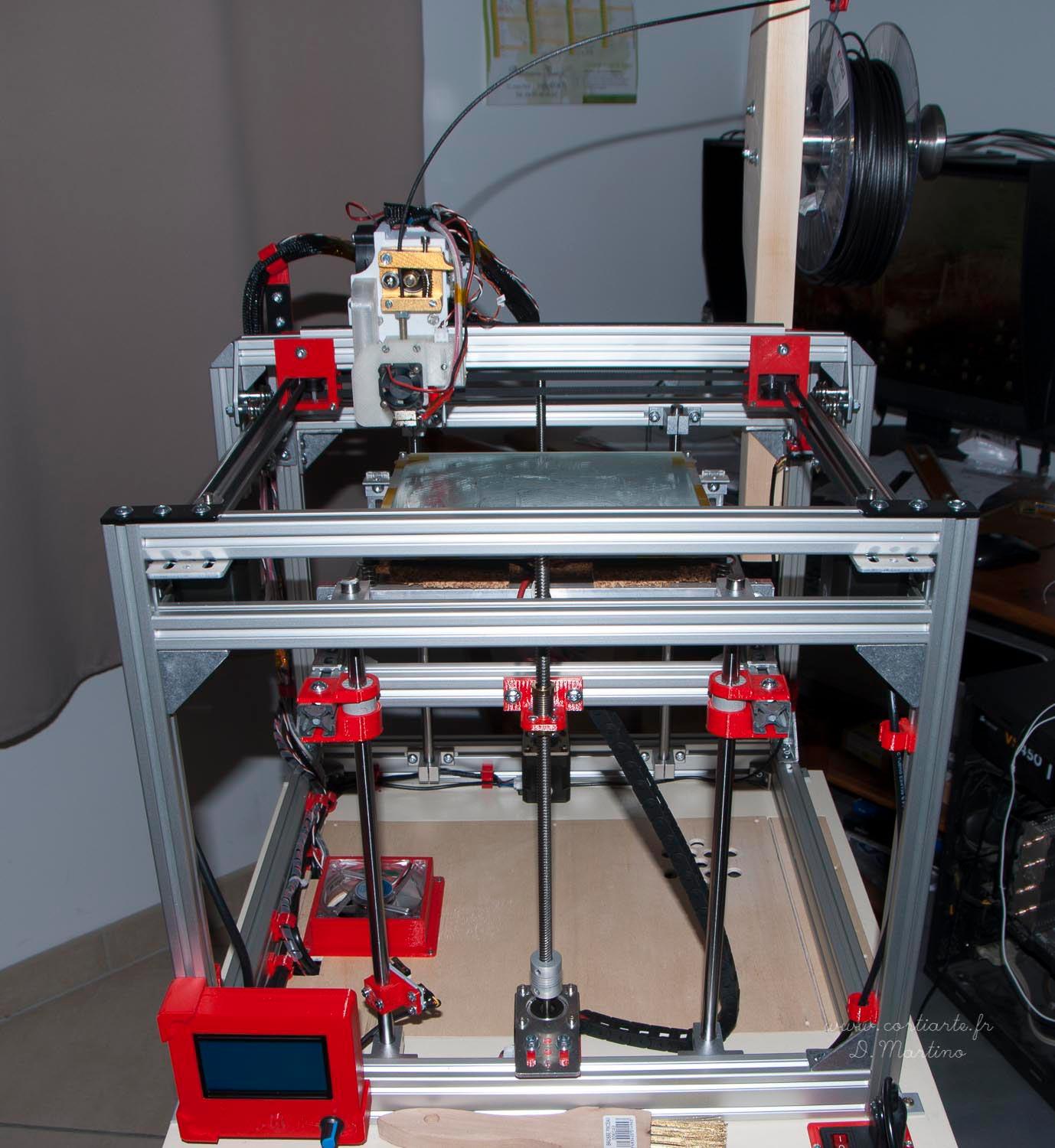
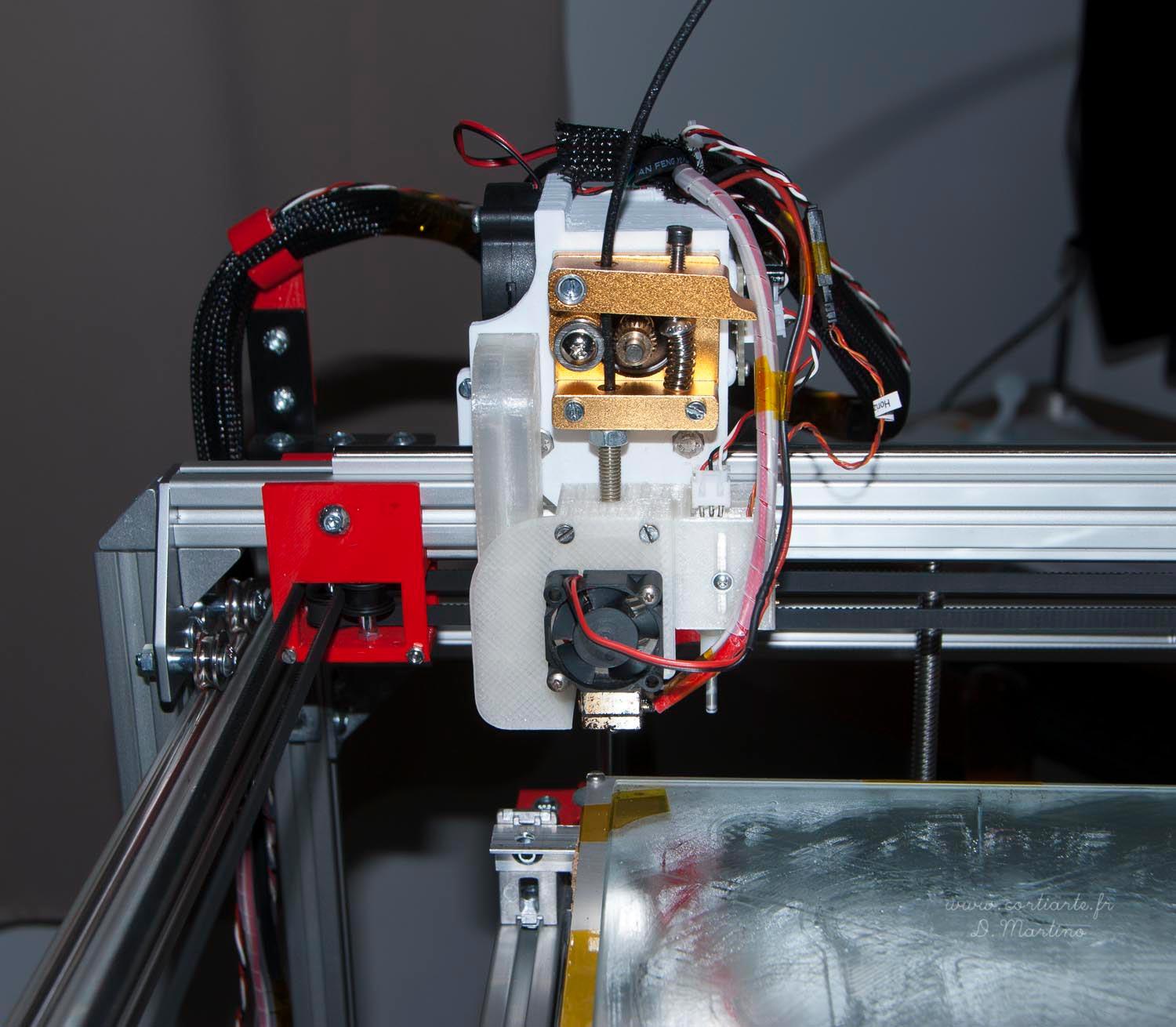
Bonjour à tous, Voila, à force de vous lire je me suis lancé dans le montage d'une »Core XY». Après une modélisation dans 123 Design. Suivi d'une commande chez "Motedi"s pour les profilés, voici le résultat. Description du cube : Structure profilés alu 20x20. Dimension H, L ,l : 440x440x400. Dimension utile Plateau = 200x200 : Possibilité =250x250 . Hauteur plateau = 200. BL_Touch perso : Effet hall + Atiny85. + Micro servo Appro : "Motedis" (Profilés , visseries). "3D ELECTROSHOP" (Extrudeur, Carte Ramps, Écran, Vis Z, PETG). "Reprap-france" (Moteur, courroie, lit chauffant.). Les premières pièces en PTG on été imprimées sur une D200 puis les pièces suivantes sur la « Core_T XY » quand elle a commencée à imprimer. La tête d’impression est en direct drive , buse de 0,8 pour imprimer du PETG Carbone.
 1 point
1 point -
Je le fait avec Pronterface. Je génère le gcode avec cura, je sauve dans un fichier que je lis avec pronterface qui commande directement l'imprimante avec le port USB/COM. Il semble toutefois que la meilleur solution est d'installer un serveur raspberry et de contôler l'imprimante avec Octoprint. Philippe1 point
-
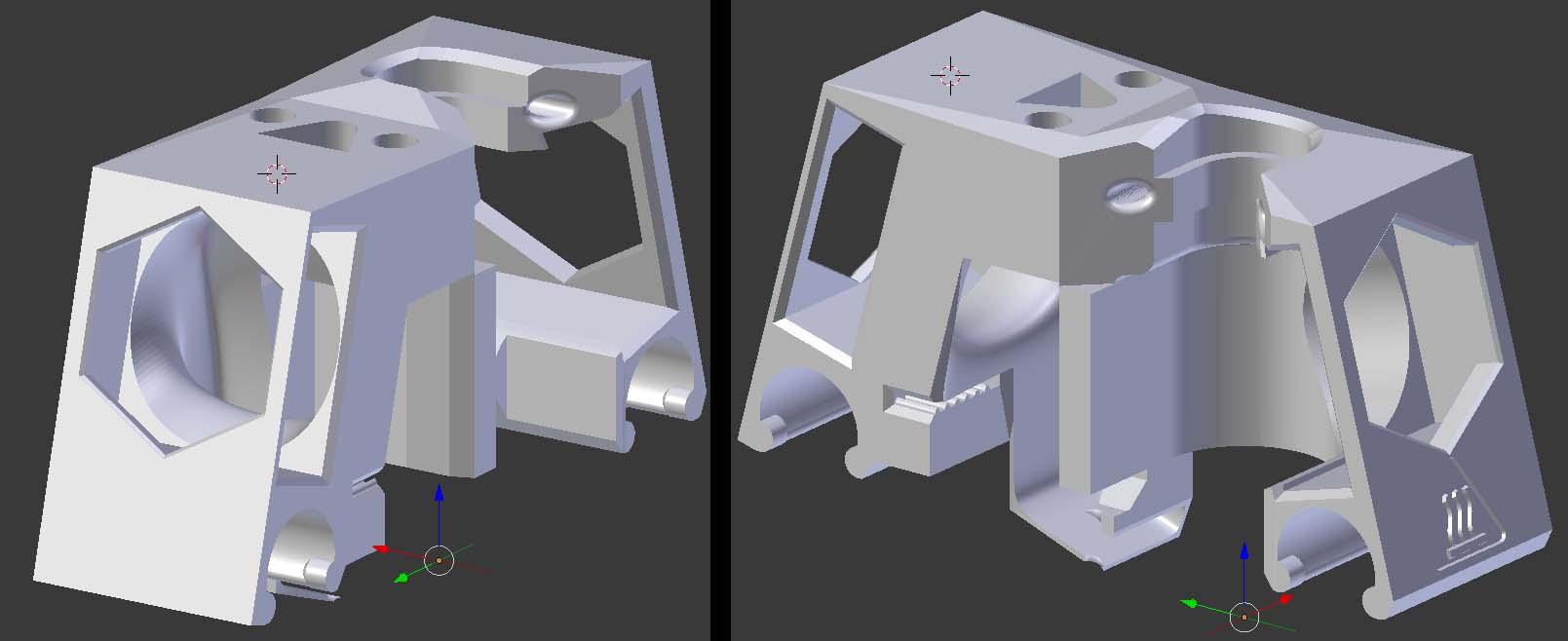
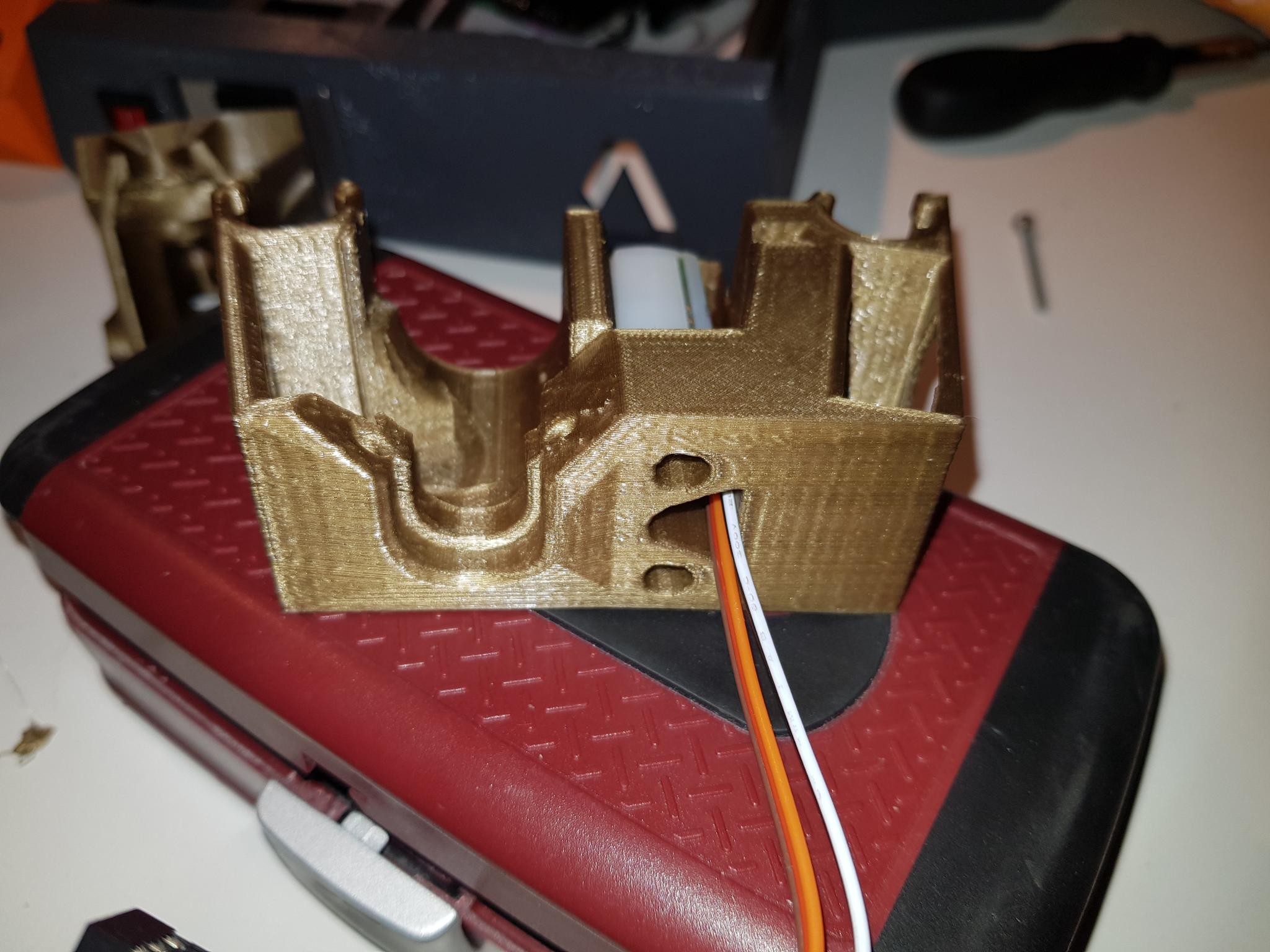
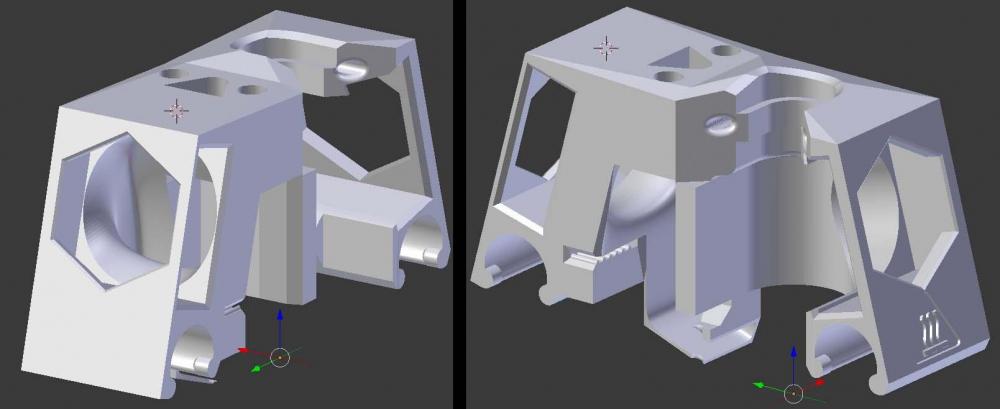
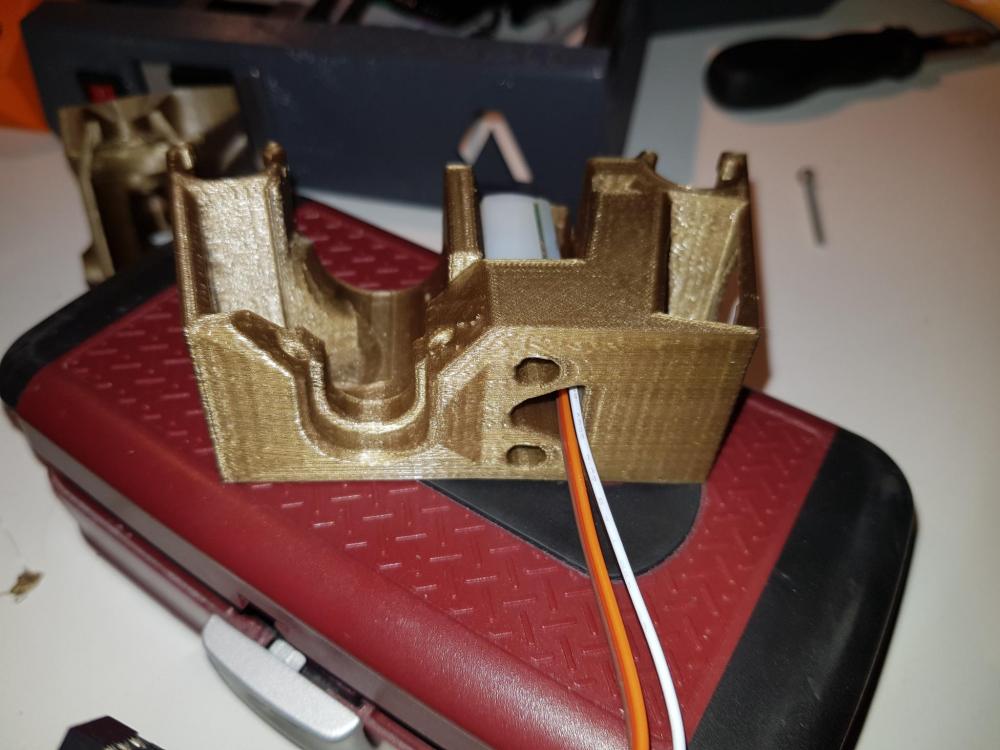
Bonjour, Je travail actuellement sur l'amélioration de la tête d'impression de la dagoma pour y intégrer le BLTouch. Histoire de niveler le plateau sur toute la surface. Si ça vous intéresse, après validation et essai je peux partager les fichiers et le marlin. Voici le premier essai :

 1 point
1 point -
"Meuh non y'a pas polémique" (dit-il tout en fusillant @Kalemth du regard). Par contre les bruits en tout début de mouvements me laissent penser que tu as un problème mécanique important.1 point
-
Héhé mais pas que.. Il y a tout un débat sur ça sur Reddit aussi Après j'avoue ne pas encore l'avoir vu.. Mais apparemment des gens font leur "leveling" à l'aide d'un niveau a bulle..1 point
-
ou alors tu réserves un bloc complet pour le tpu, comme ça il sera propre et neuf quand tu commenceras, par contre les filaments flexibles sur Anet peuvent poser problème (ils sont tellement souples qu'ils se plient dans l'extrudeur). donc ceci est conseillé (ou un autre du moment qu'il soit pour la A6-A8, l'estrudeur Anet étant différent de l'extrudeur mk8 standard dont il est pourtant un clone). PS ce truc aide aussi énormément pour le chargement du filament non flexible (plus besoin de passer une heure à chercher ce maudit trou à l'aveugle).1 point
-
@gisclace Merci pour l'astuce1 point
-
Petit tips au passage sur le forum, pour citer quelqu'un , mets un @ et commence à taper le pseudo, tu peux ensuite le choisir dans la liste, comme ça le membre reçoit une notification :
 1 point
1 point -
En tout cas, rien qu'au touché, c'est impressionnant la différence ! Les courroies de base de l'Anet sont très rigides et font plastique brillant. Alors que les GT2 sont très souples.1 point
-
Bienvenue sur le forum !! N’hésites pas à nous présenter ta chaine et tes vidéos dans la section blabla https://www.lesimprimantes3d.fr/forum/5-blabla/1 point
-
Salut une petite réalisation avec résine FUN TO DO

 1 point
1 point -
TheSchemer, Merci beaucoup,et cela me fait plaisir de pouvoir donner un coup de pouce a la communauté Merci encore1 point
-
Bonjour Sévag, Et bienvenue ! Saches que tes vidéos sont très utiles pour notre communauté Un grand bravo pour ton boulot ! A+1 point
-
Bonjour @Yo' Blender dispose de deux outils d'analyse de maillage destinés à l'impression 3D : Mesh Analysis et 3D Printing Toolbox Ils permettent de trouver les potentielles erreurs. Slic3r (v1.3.0) a aussi un outil pour réparer les modèles non manifold. Idem pour Netfabb, Meshmixer et FreeCAD.1 point
-
Bon alors déjà, perds l'habitude d'utiliser le bouton de droite, il faut utiliser celui du milieu à la place. Pour le conguration.h je regarderais à tête reposée, mais si quelqu'un d'autre le fait avant moi, tant mieux.1 point
-
Le problème c'est que je fais des jetons ou petits objets pour une association. J'en imprime 6 à la fois. En les imprimant tous en même temps, si un foire, tous sont fichus. Tandis qu'avec l'option "Un à la fois", si c'est le sixième qui foire, les cinq premiers sont bons.1 point
-
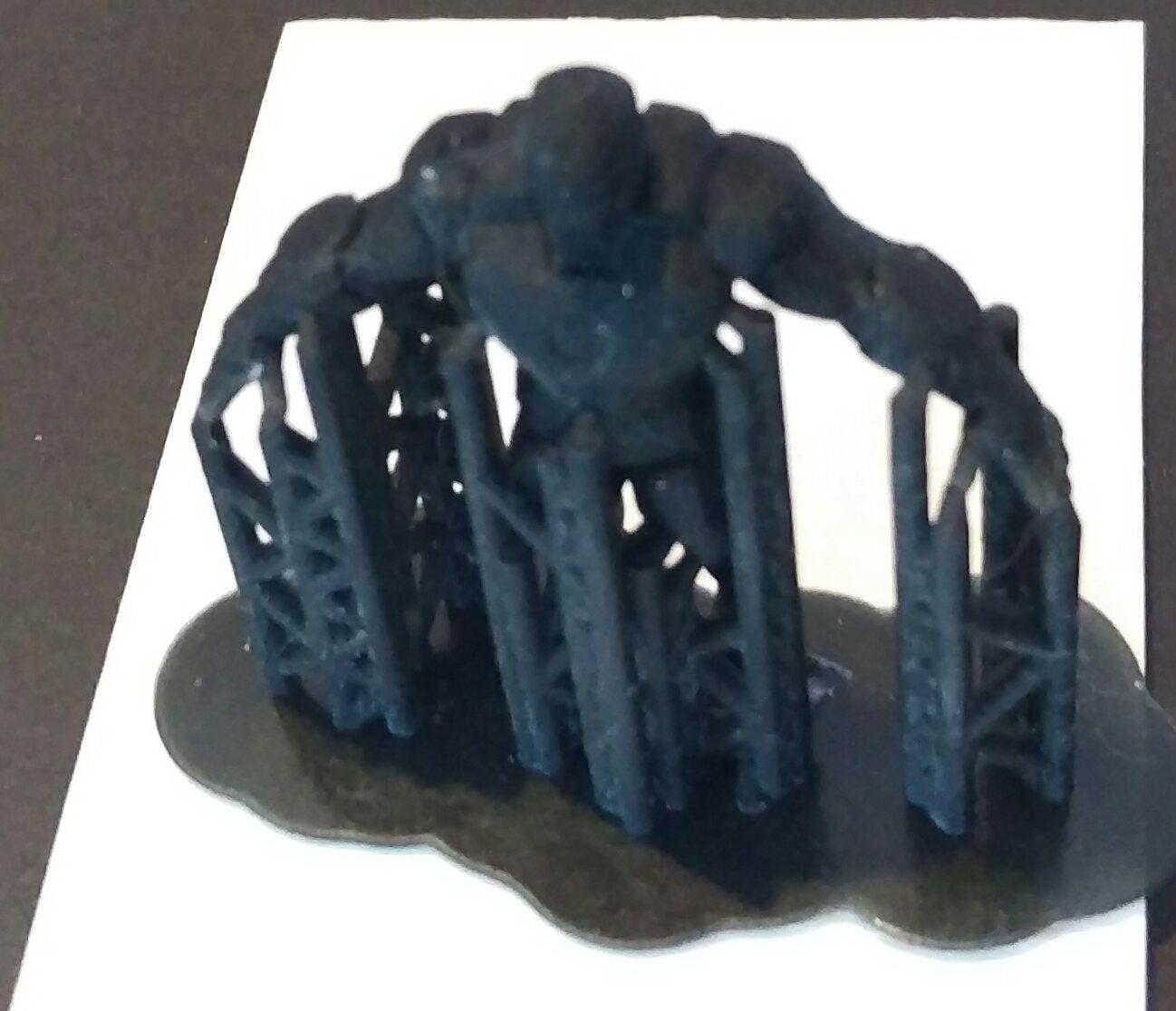
Buste de Femme en voronoi : taille 100% soit ~16cm de haut Imprimer à 65% en vitesse - 200 micron - 0 % remplissage PLA noir G3D Le plus galère c'est de prendre une photo


 1 point
1 point -
Mais un peu plus que demain.1 point
-
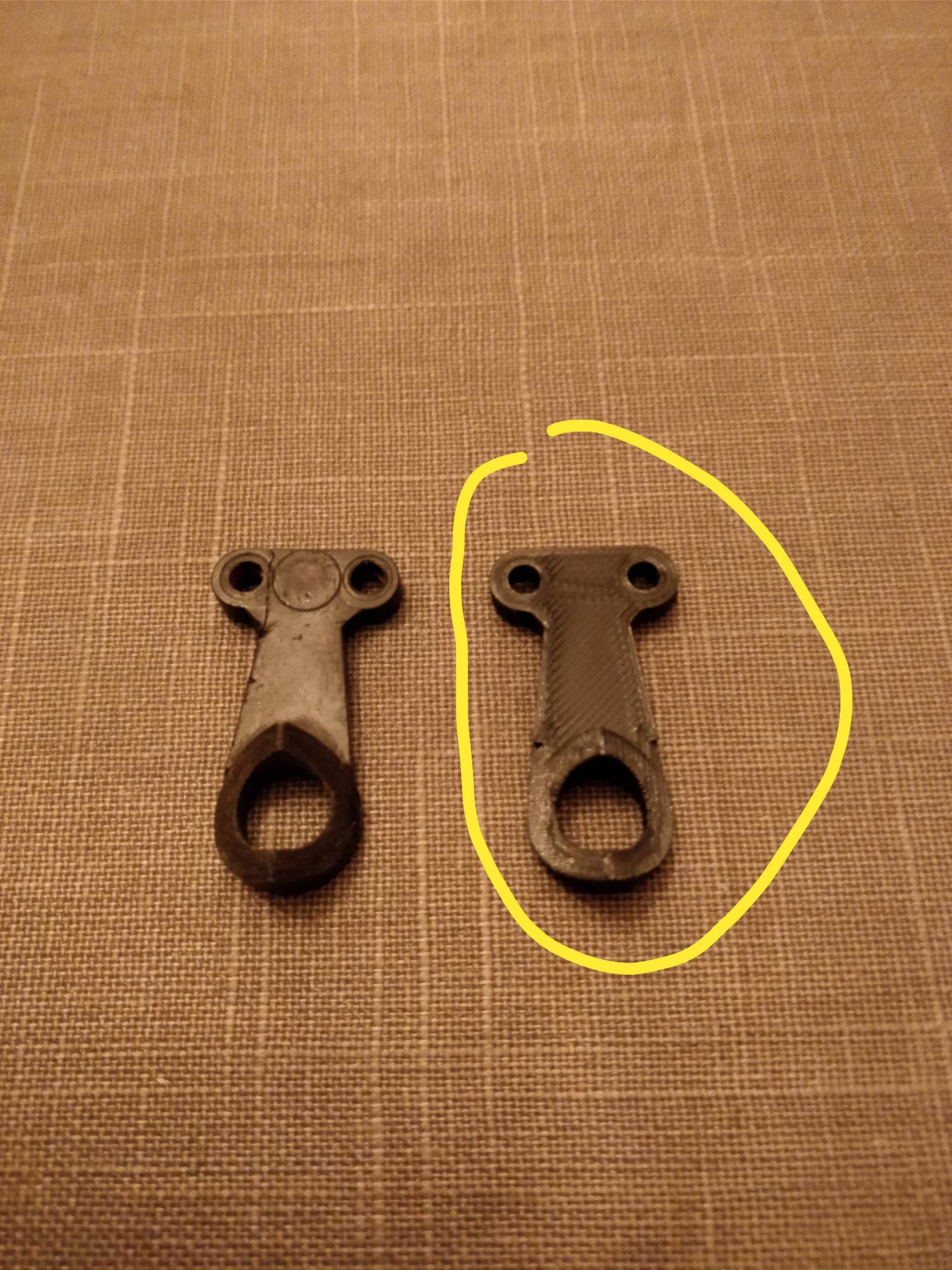
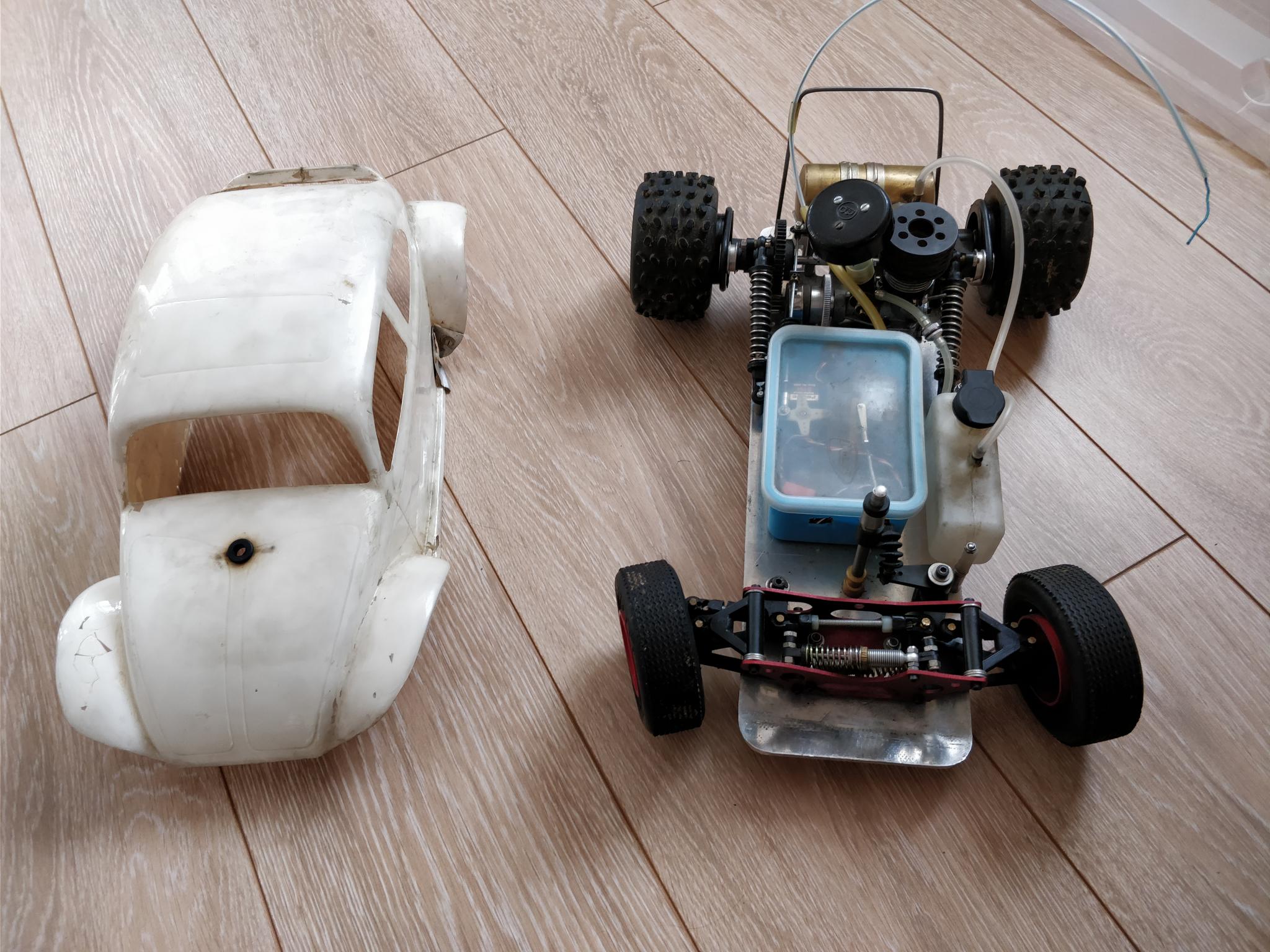
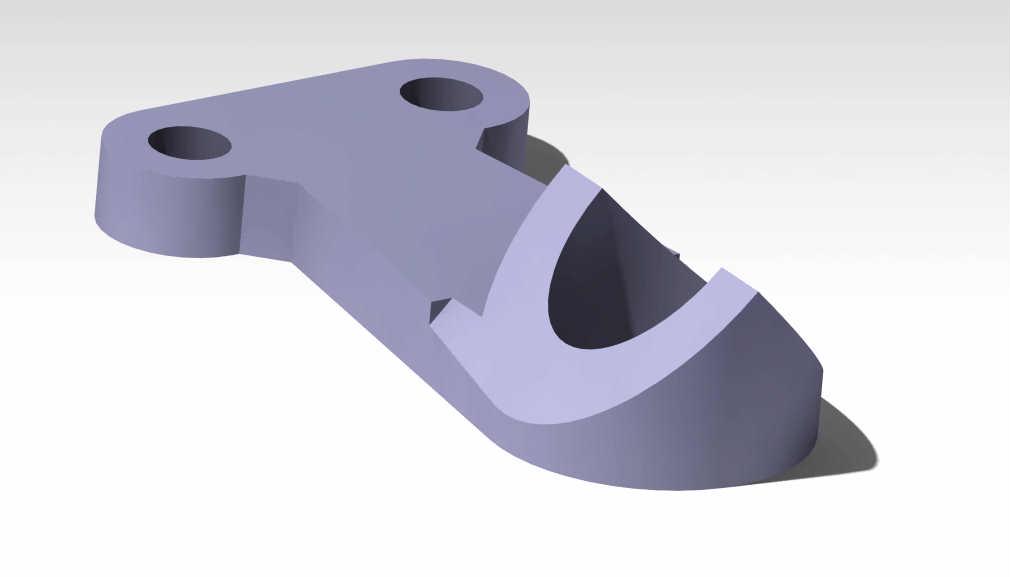
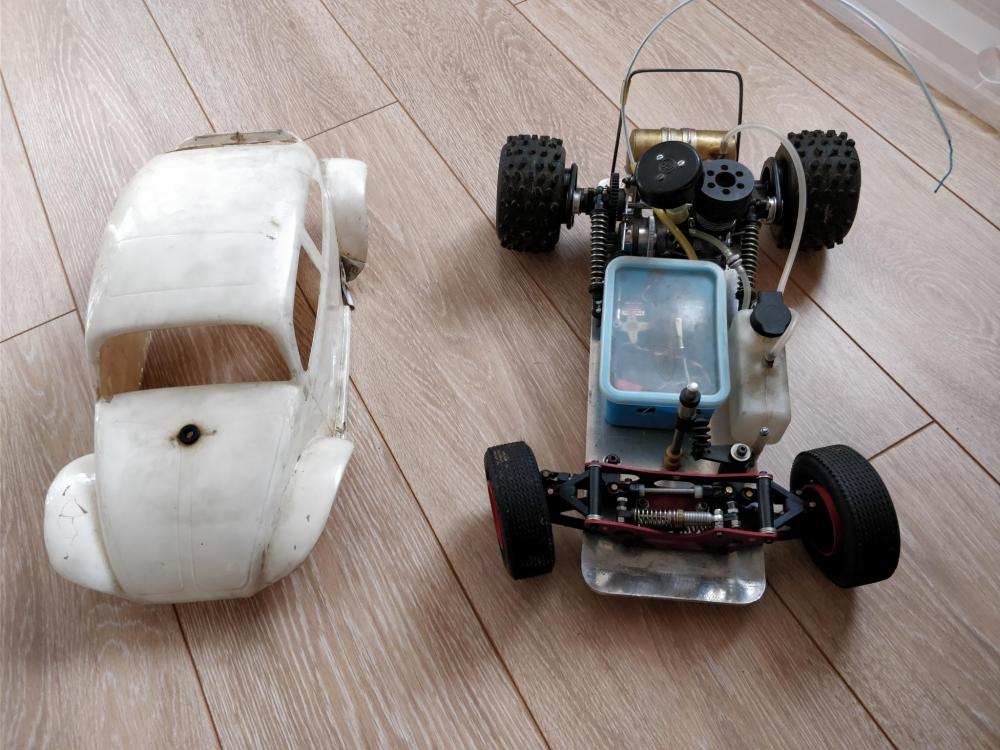
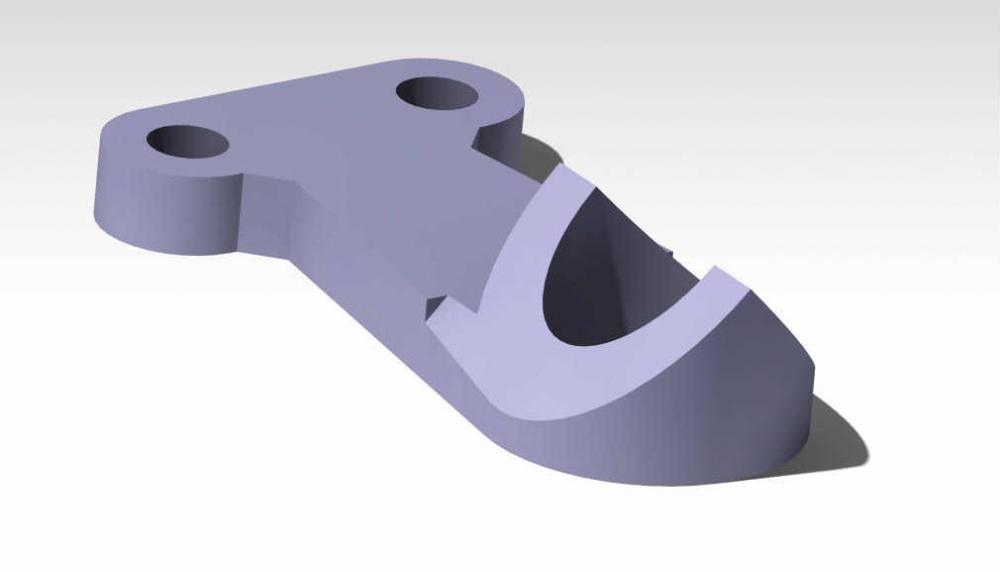
Bonjour, Je me suis lancé dans un petit projet de restauration de voiture J'ai refait la cox RC essence qui appartenait à mon père dans les années 70. Mais lors de son premier roulage depuis un bail y'a 2 ans mon père l'a replanté contre un poteau Mais cette fois les dégâts étaient moins graves (ou presque). Car seule une petite pièce de direction en plastique avait cédé. Mais introuvable. Et récemment je me suis rappelé que j'avais une imprimante 3D. J'ai donc recollé rapidement la pièce pour prendre les côtes et go sur Catia V5 pour la redessiner et créer mon STL : A gauche l'ancienne pièce avec la petite fissure sur le haut a gauche et a droite la pièce imprimée. Mon CAO Catia de la pièce. Voila à quoi ressemble la bête : J'ai la même carrosserie neuve La pièce n'est malheureusement pas si visible que ça, elle est dans ce coin : Tout à l'air bon, reste plus qu'à attendre les beaux jour pour la sortir et essayer ça. Et si ça casse reste plus qu'à améliorer le dessin Pour le print: Matériau : PLA 1.75 mm (d'origine Anycubic) Temp de la buse : 200 °C Temp bed : 60 °C


 1 point
1 point -
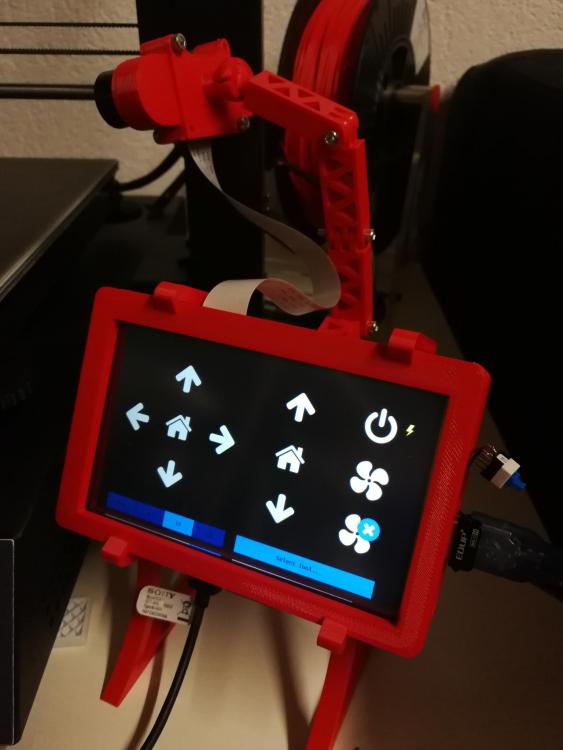
Petite impression pour mon raspberry + écran tactile 5 pouces + camera pi noir (night vision). Voilà les liens des différents morceaux utilisés : https://www.thingiverse.com/thing:2515592 https://www.thingiverse.com/thing:1698162 https://www.thingiverse.com/thing:2188589 Le support de camera est pour une Anet8 mais j'ai bidouillé pour coller au boîtier. Je changerai peut être pour que la caméra suive le Z ou alors je l'accrocherai au bed pour faire de plus jolies vidéos.

 1 point
1 point -
Imprimante Disoceasy 200 modifiée ( vis trapézoïdales (Stan 42), Ultimod (Bezain) Filament : Octofiber Gris Température d'impression : 210° Temps d'impression :je ne sais plus, je corps et imprimé en une seule fois, et bien qu'articuler, est indémontable. Couche : 0.15 Trancheur : Cura 2.5 Vitesse : 45 Debit 90 % Sans support Fichier de l'objet : https://makerware.thingiverse.com/thing:2064359 Et un petit tête à tête : (Photo au flash, ça brille) Steam




 1 point
1 point -
Dans l'article : Une levée de fonds de trois millions d’euros, apportés par Olivier Leclercq, ancien président de Decathlon, avait permis une expansion très rapide du créateur d’imprimantes 3D. Quand je lis cela, j'ai tendance à penser qu'il y a des personnes qui attendent des retours sur investissement.... Et quand on parle d'optimisation, de gain de productivité et de rentabilité, cela ne sent jamais très bon ... Le "mieux répondre aux besoins des clients" c'est, je pense, plus un prétexte qu'autre chose. J'ai une Dagoma Discoeasy, je l'avais acheté parce que la boîte était en France, que je n'y connaissais rien en impression 3D et j'avoue que j'aimais bien le contact humain que j'avais eu lors de mes 2-3 appels. J'ai cru comprendre que maintenant on doit se débrouiller avec un répondeur vocal. Je crois que c'est une boîte qui a voulu grandir trop vite, et qui en payent les conséquences aujourd'hui. J'espère qu'ils s'en sortiront, et que les personnes qui vont perdre leur boulot en retrouveront rapidement. Steam1 point
-
Bonjour Un kiosque à musique Echelle HO Il fut offert à la ville par l’entrepreneur Charles Cavé (de Louvroil, dans le Nord) qui avait été choisi pour la construction du marché couvert. Les deux édifices sont inaugurés le 26 janvier 1890. Le kiosque était animé chaque jeudi soir à 8 h 30 par la musique du 21° Régiment d’Infanterie. Vous pouvez retrouver les fichiers STL sur Cults :https://cults3d.com/fr/mod%C3%A8le-3d/jeu/kiosque-a-musique Amigalement Amigagoma1 point