Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/04/2018 Dans tous les contenus
-
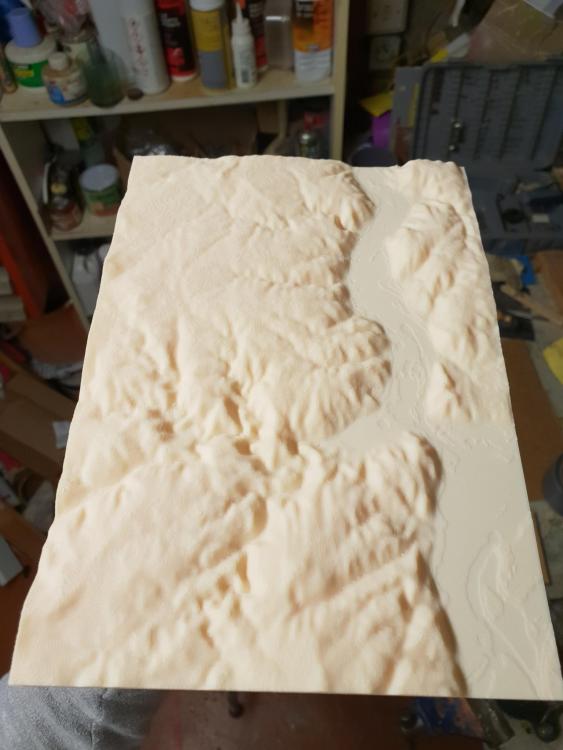
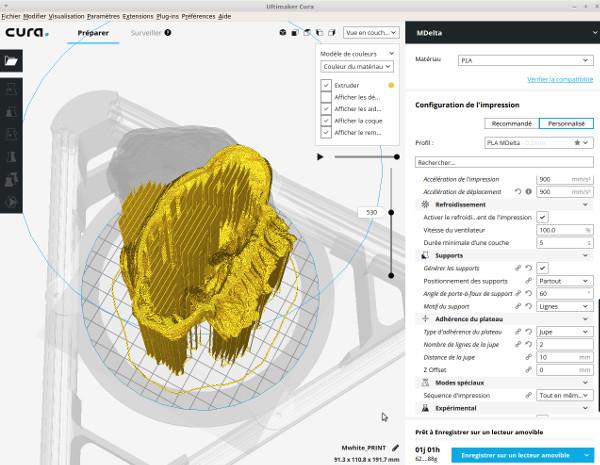
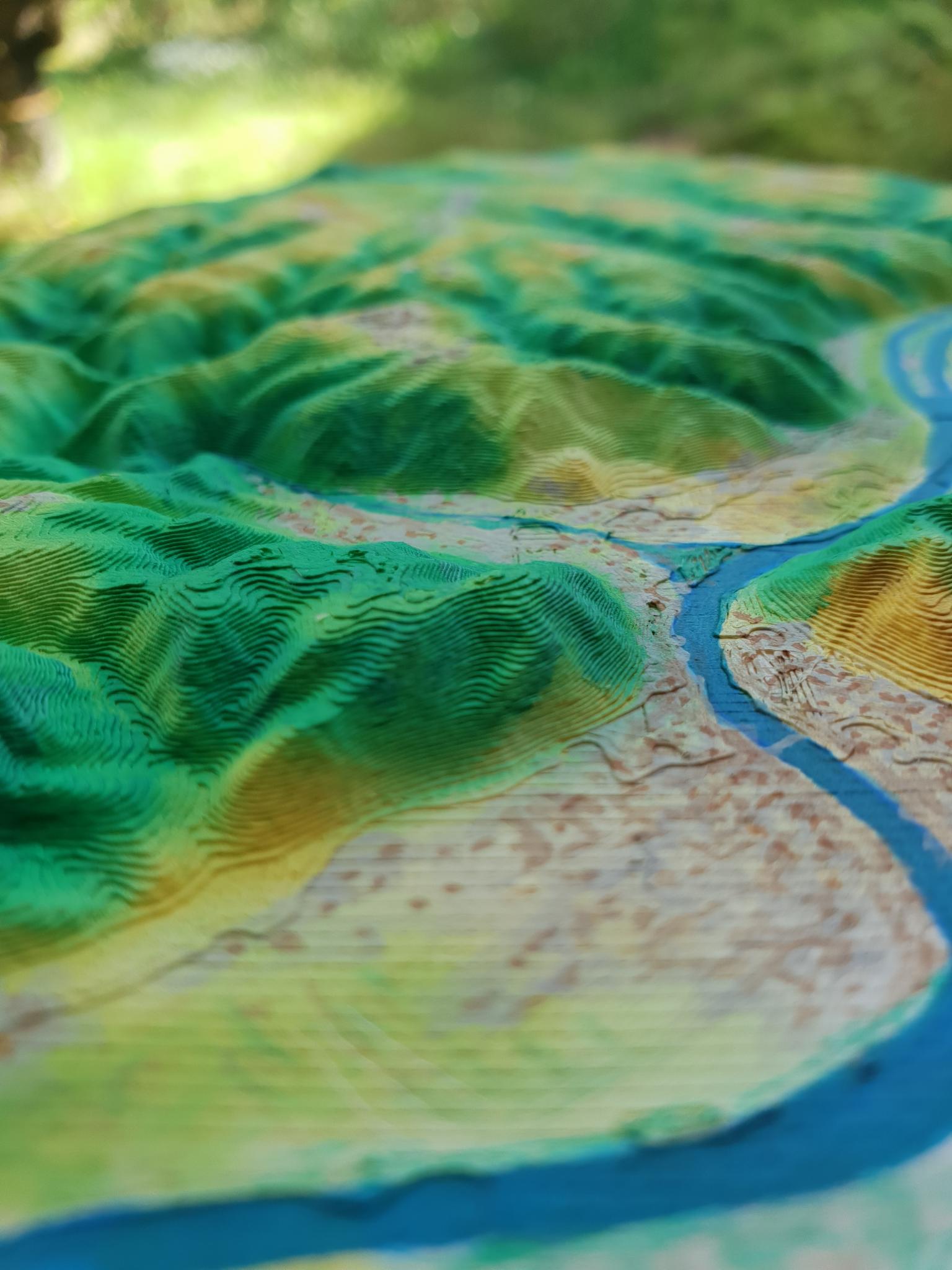
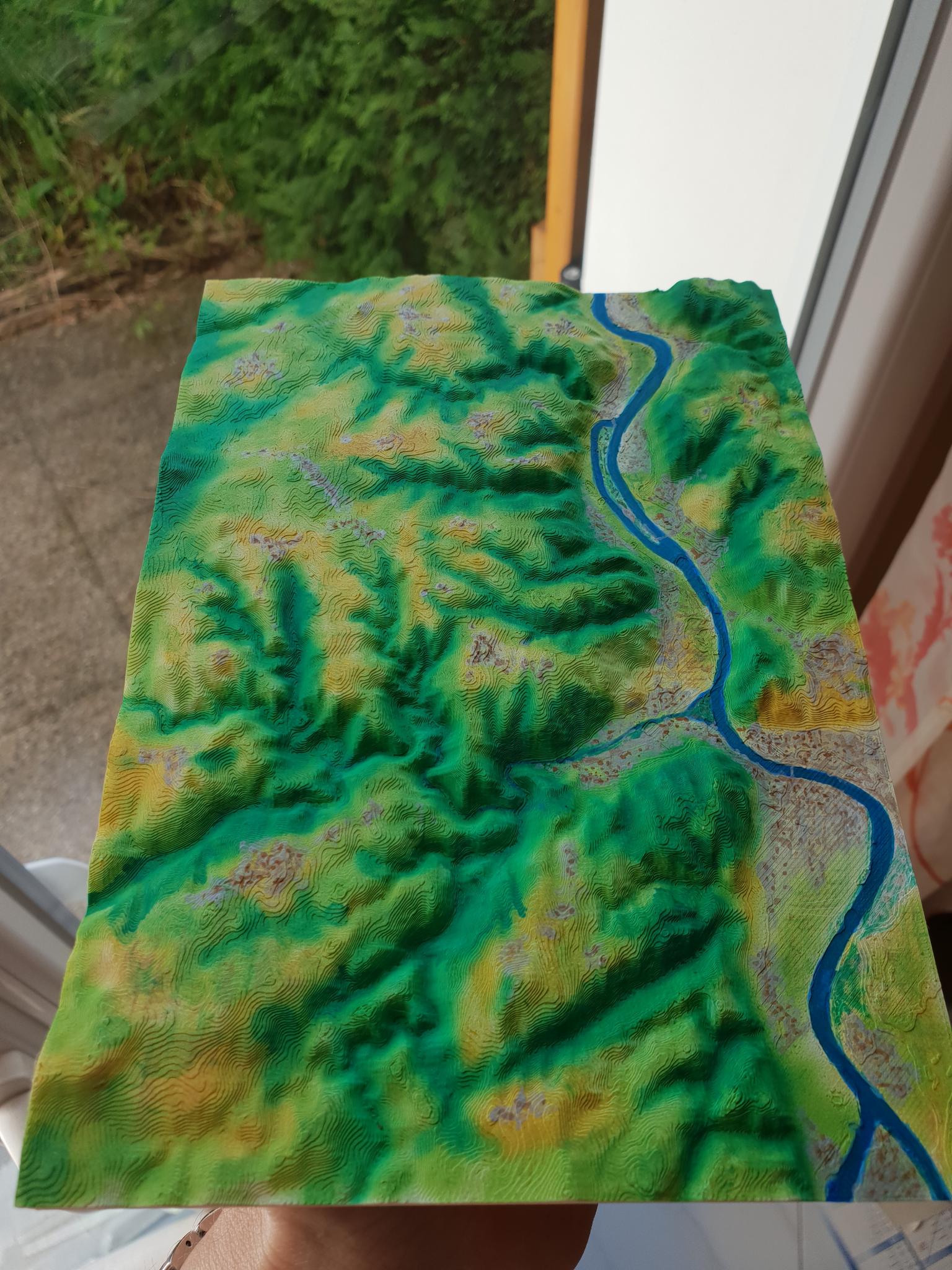
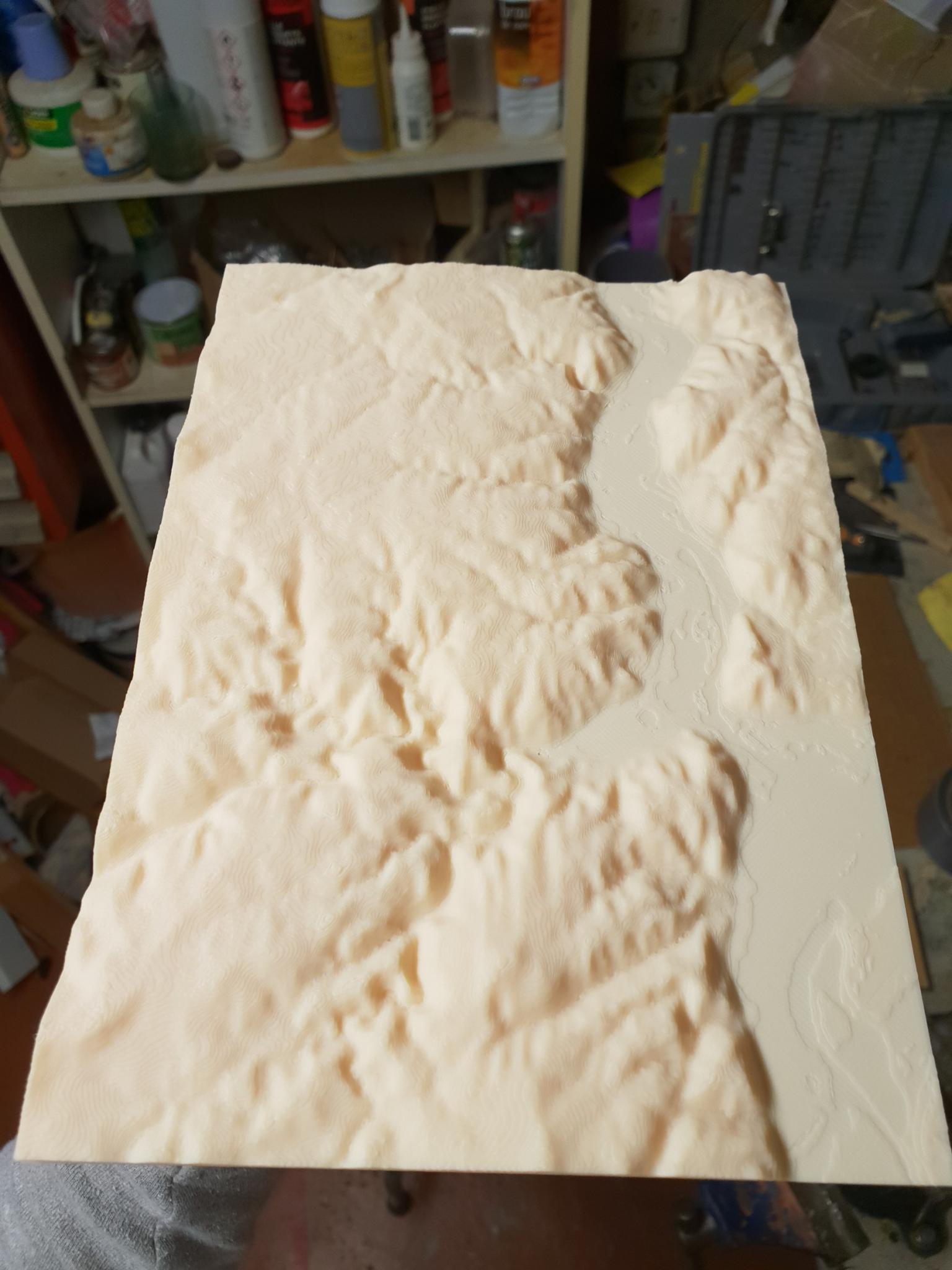
Bonjour à tous, Un collègue m'a envoyé cet article de Solid Utopia la semaine dernière : http://solidutopia.com/fr/impression-3d-dune-carte-topographique-en-3-etapes/ Je dois vous avouer que je connaissais déjà le site terrain2STL (vu sur le forum d’ailleurs. je crois ). Le truc c'est que je n'ai jamais réussi à générer un STL ni trop plat ni trop dégueux. Or dans cet article l'auteur utilise CURA pour modifier l'échelle Z et pas l'option disponible sur terrain2STL. Petit détail non négligeable car générer le fichier STL avec une échelle 1 donne de la qualité mais c'est tout plat. Et dès que l'on modifie l'échelle sur terrain2STL la qualité se dégrade. Du coup le passage par CURA prend tout son sens. Il suffisait d'y penser Je me suis donc penché sur un "petit" projet ce week-end : une carte 3D de Tournon sur Rhône et plus particulièrement le village voisin d'Etables. (où habite ma maman ) Échelle (environ) X-Y: 1/100000 Z: 1/50000 Impression : PLA (beige grossiste3D) hauteur de couche 0.15mm vitesse d'impression (moyenne) 40mm/s Durée 11h24 Peinture : aérographe + pinceau Durée 3h45 Voici le résultat : Merci à Rémi pour l'info et à Solid Utopia pour l'article.


 1 point
1 point -
Voici un petit projet que j'ai commencé il y a bien 3 ans (ou 4 ou 5, je ne sais plus en fait) et dont l'achèvement (m'enfin reste toujours des trucs à bidouiller) arrive enfin. Erf impossible de retrouver la vidéo de la delta qui a créé le déclic... Voici une petite photo de l'état actuel (sont en cours d'impression les supports d'endstop) C'est très expérimental. assez classique finalement, bras en fibre de verre avec adaptateurs pour rotules de 4x4RC: A l'origine, impossible de trouver facilement les barres en acier poli alors j'étais parti sur de l'aluminium. J'ai pu avoir l'acier depuis. Le pcb du heatbed carré avec la glace ronde, ça le fait moyen mais on verra ce que ça donne, pareil pour le cadre même si je trouve que la rigidité est plutôt bonne, j'espère ne pas avoir de problèmes de ce côté. J'ai fusionné les deux ventilos (refroidissement du radiateur et du matériel en fusion) en un seul radial et placé une sonde d'auto-leveling dont la pointe magnétique se retire. Le système de réglage de tension des courroies, il y a assurément moyen de rentre ça plus compact: Pour l'alimentation, ce sera une petite HP DPS800GB-A de 1000W récupérée sur un vieux serveur, c'est très clairement surdimensionné mais elle se fatiguera pas trop comme ça. Un petit screen de l'avancement du modèle sous blender:1 point
-
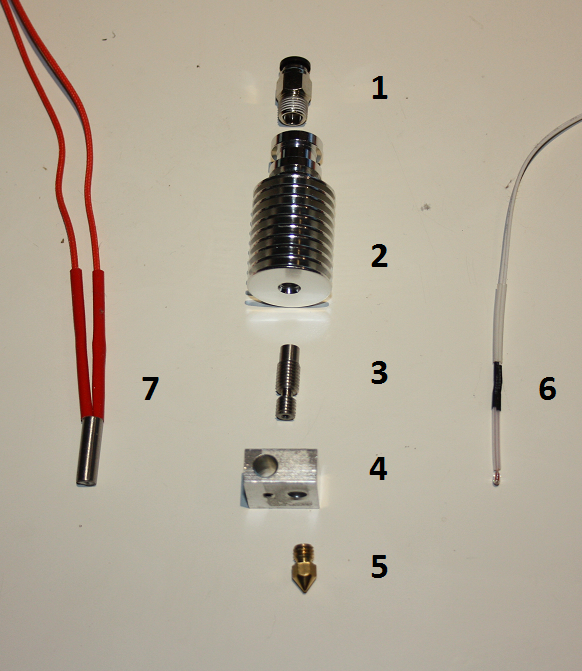
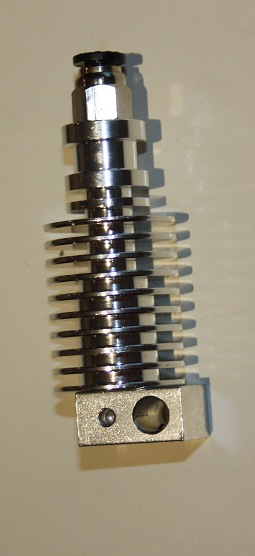
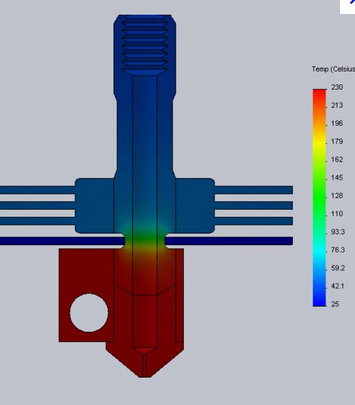
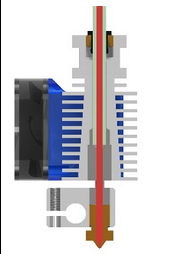
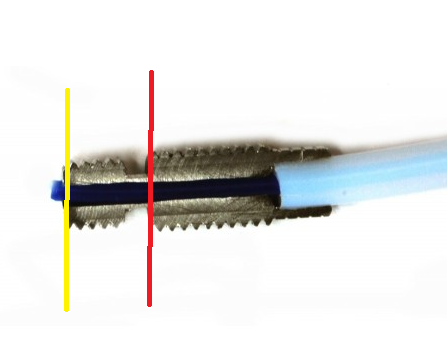
Salut a tous, J'ai pu remarqué que beaucoup d'entre nous avons ou avons eu des problèmes d'extrusion avec nos têtes d'impressions. Elle concerne pour ma part les Jhead, E3DV5-6 ou celle des imprimantes Dagoma ce sont les mêmes ... Elles ressemblent à ça: Pour commencer il faut savoir que cette tête fonctionne impérativement avec un refroidissement actif donc ventilateur en marche permanente et correctement orienté il faut garder le radiateur froid dans son intégralité. Le problème semble être toujours le même votre fil se bloque, l'extrudeur claque et le fil n'avance plus. Pas la peine de démonter l'extrudeur le soucis ne viens pas de la. Votre problème ressemble a ça: On va essayer de le résoudre. Un peu de lexique pour commencer : 1 : Pneufit Dans le cas d'un extrudeur déporté (Bowden) 2: Radiateur 3: Stop chaleur 4: Bloc de chauffe 5: Buse 6: Sonde ou thermistance 7: Élément chauffant Maintenant que l'on parle tous de la même chose on va pouvoir commencer. Il faut savoir qu'il existe 2 types de radiateur suivant l'extrudeur que vous avez: Tous les soucis que j'ai rencontré avec mes copies chinoises de ces Hot-end était du à la mauvaise qualités de cette élément qui peux être de différente conception : Tube PTFE traversant de part en part : soit par un petit tube fixé a l'intérieur soit en utilisant votre tube ptfe depuis l'extrudeur, qui pour moi est la meilleur solution en bowden Avec insertion du tube PTFE à l’intérieur du stop chaleur jusqu’à une butée sans teflon (la est souvent le problème) avec teflon de l'autre coté. En all métal (même diamètre intérieur de part en part) Utilisé principalement avec un extrudeur en direct.(Pose aussi problème) Voila je crois que j'ai fait le tour de ce qu'il existait sur le marché … Dernière petite chose 2 tailles existent une pour : l' E3DV5 filetage en M6 coté radiateur et bloc de chauffe l' E3DV6 filetage en M7 coté radiateur M6 coté bloc de chauffe Un montage correcte de votre tête est primordial pour sont bon fonctionnement ce qu'il ne faut pas voir : Trop d'écart avec le bloc chauffant le stop chauffe va surchauffer ...Va Falloir jouer du tarot pour prolonger le filet ... Pas assez d’écart, tous ce touche la température du radiateur ne va pas être bonne...Faut trouver une solution pour bloqué le stop chauffe. Quelle sont le échanges de température sur vos têtes en fonctionnement: Voila on va pouvoir commencer vous avez tous les éléments a connaitre. En cherchant un peu vous avez remarqué que lorsque vous enfoncez manuellement votre filament ou lors d'impression sans rétractation vous n'avez pas de problème. Normal votre filament allant toujours dans le même sens vous n'en n'aurez jamais. Par contre le faite de faire remonter votre filament lors d'une rétractation plus ou moins importante (plus la rétractation est grande plus vite le problème apparait) fait, que votre matière (ABS, PLA) qui est dans notre cas a 220° (ABS) dans le bloc de chauffe, remonte vers le corps du stop chauffe qui lui est a une température inférieur d'environ 190°. Cette température "basse" fait que notre ABS fige et fini par obstrué notre bas de Hot-end. Plus on retract notre filament plus on va vers la zone froide de notre radiateur... Donc l'élément qui nous est ici très important est le stop chauffe et sa préparation est impératif. Surtout quand on a une copie de l'orient. La création d' un bouchon dans la partie froide du stop chauffe est du a une mauvaise glisse dans ce dernier a froid. Pour le cas de l'extrudeur déporter (Bowden) Pour y remédier la solution la plus simple consiste a mettre du teflon dans le stop chauffe afin de limiter le coefficient de friction a son minimum car le teflon c'est ce qui glisse le plus au monde, soit en totalité trait jaune ou le plus loin possible trait rouge . Dans le cas d'une mauvaise copie on peu voir que le tube teflon s’arrête trop vite : (Pour ma part toute celle que j'ai acheter complète était comme cela ) L'idéal est que votre PTFE traverse votre stop chauffe si ce n'est pas le cas soit on achète un stop chauffe bien percé pour inserer notre PTFE soit on l'achète deja équiper de son tube teflon ou on sort la grosse artillerie et on le fait. Alors la plus facile a dire qu'a faire sans perceuse à colonne vous pouvez me croire faut surtout pas aller trop loin .... Pour le cas de l'extrudeur direct : Pareil que précédemment il va falloir réduire la friction donc la on a pas 50 solutions va falloir polir les surfaces de votre Hot-end en intégralité dans le cas d'un ensemble All Metal. Elle sont souvent remplit d’imperfection visible a l’œil nu. Pour ce faire je vous laisse un petite vidéo qui est facile a reproduire malgré tous : Il faut avoir : Une perceuse ou visseuse, un foret de 2 ou 3 mm suivant votre filament, de la paille de fer, de la pâte a polir (Belgom pour ceux qui connaissent alu et inox) et de la patiente. @+ ...








 1 point
1 point -
1 point
-
@Chevelu37 quelques uns plus jeunes sur le forum doivent se demander ce qu'est une disquette alors ne les perturbons pas (ou alors je ressorts mon Minitel, mon Walkman et mon magnétophone) Certes c'est un combat de longue haleine mais l'exemple de Creality qui a contribué au code du Marlin parce que quelqu'un (quelqu'une, en fait (Naomie (SexyWarrior))) a pris la peine de leur expliquer ce qu'était la licence GPL, redonne espoir. " Notre route est droite, mais la pente est forte" disait J.-P. Raffarin et il avait bien raison1 point
-
Ça c'est bon à savoir, parce que moi j'ai toujours torsadé.1 point
-
Pour le refroidissement de l'ABS, oui, peu voire pas et caisson si possible. Mais ventilateur à fond sur le refroidisseur du radiateur.1 point
-
Je m'immisce. J'ai connu cette époque. En école d'ingé en 1978, j'ai commencé sur des cartes perforées pour coder chaque ligne de programme (fallait surtout faire attention à bien les mettre dans le bon ordre et pas les faire tomber). En 1981, mon premier ordinateur le ZX81 avec sa fantastique mémoire de 1Ko. Puis, rentré à l'EcuNat, en 1985, le plan informatique pour tous de Fabius (TO7 et nanoréseau et autres matériels exotiques (qui se souvient du Goupil?)). Heureusement, début des années 90, un certain Linus Torvald nous sort un truc de fou. J'étais abonné à l'époque à un fournisseur de CD-ROM (ma mémoire me fait défaut, je n'arrive plus à me souvenir de son nom, en tout cas, c'était dans le Ch'nord) qui vendait les premières moutures de Linux et fallait sacrément s'accrocher pour arriver à l'installer cette bête sur les 386 de l'époque. Eole, je connais ayant été jusqu'à ma retraite "administrateur réseau" de mon établissement: une fois installé, ça fonctionne et ne nécessite qu'un peu de maintenance. J'ai toujours essayé d'être prosélyte quant au libre mais il y a bien longtemps que j'ai compris que courir après des moulins (même sur mon cheval moderne qu'est ma moto) ne pouvait que m'épuiser. Même si je sais que c'est plus sécurisé, que c'est moins attentatoire à mes libertés, je laisse le choix à chacun d'utiliser son OS de prédilection; pour ma part, mes serveurs / pare-feu et passerelles c'est du Linux (CentOS) et BSD (OpenBSD).Le reste c'est Microsoft, Android et Linux (même en station de travail).1 point
-
Pendant des décennies, tous les techniciens étamaient l'extrémité des conducteurs. J'en ai étamés il y a plus de 30 ans sur ma première centrale d'alarme domestique et ils sont toujours en place. Et concernant le desserrage avec le temps, et bien il suffit de s'assurer périodiquement que les connexions sont toujours correctement serrées (ça s'appelle de l'entretien et on ne procède pas autrement dans l'industrie). C'est un faux débat, un étamage bien réalisé sera toujours préférable à un mauvais sertissage.1 point
-
Ok mais à quelle moment, tu mouilles ton doigt ?1 point
-
J'suis un mec mais bon....... (Maeke est une déformation personnelle du surnom Mike que j'aimais bien à une époque, et qui n'a rien (mais alors rien!) à voir avec mon vrai prénom).
 1 point
1 point -
je me suis mal exprimé. Je voulais dire : l'avantage de la solution Meshmixer sur la solution Trancheur infill zero... Une fois le fichier modifié avec Meshmixer on peut mettre des supports à l'intérieur de la pièce avec le trancheur. Ouf, j'espère que c'est plus clair.1 point
-
Cura
 1 point
1 point -
y a comme un défaut. . . .1 point
-
Bonjour, Et pourtant ça existe La da Vinci Color utilise des cartouches d’encre conventionnelle solidaire de la buse chargée de chauffer et déposer le PLA fondu tout au long de la production de l’objet. Une tête d’impression (comparable à celle des dispositifs jet d’encre) applique, à la demande du logiciel de gestion de l’imprimante, des gouttelettes d’encre sur le filament de PLA blanc translucide.1 point
-
@Walli 1.1.81 point
-
Bonjour, Meshmixer --> Edit --> Hollow1 point
-
Bienvenue chez les printers fous1 point
-
Bonsoir, @Gouel69 très bon et beau boulot !1 point
-
Eh bien, j'attends toujours qu'on me prouve qu'une tige trapézoïdale apporte quelque chose de plus qu'une tige inox au pas de 1.25 D'une façon générale, j'essaie de ne pas me fier à la "pensée unique" Je veux bien le croire, mais j'en suis pas convaincu. Plus tard, peut-être, je verrai. Oh et encore là je tâche de me tenir à carreau. Pas envie de me faire choper : j'ai déjà un averto, ça me suffit.1 point
-
Hello Pas sûr que ça soye une bonne idée.... Il vaut mieux les garder, quitte à les tendre plutôt fort. Pasque Bl-touch ou pas, on quand-même régulièrement besoin des corriger un peu le Z à la volée, suivant comment ça se passe ! Le fait que les coins soient un peu déformés, faudrait peut-être diminuer le "jerk" et l'accélération maxi dans Marlin....1 point
-
Ahah ya comme un léger problème0 points






.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)