Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/12/2019 Dans tous les contenus
-
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
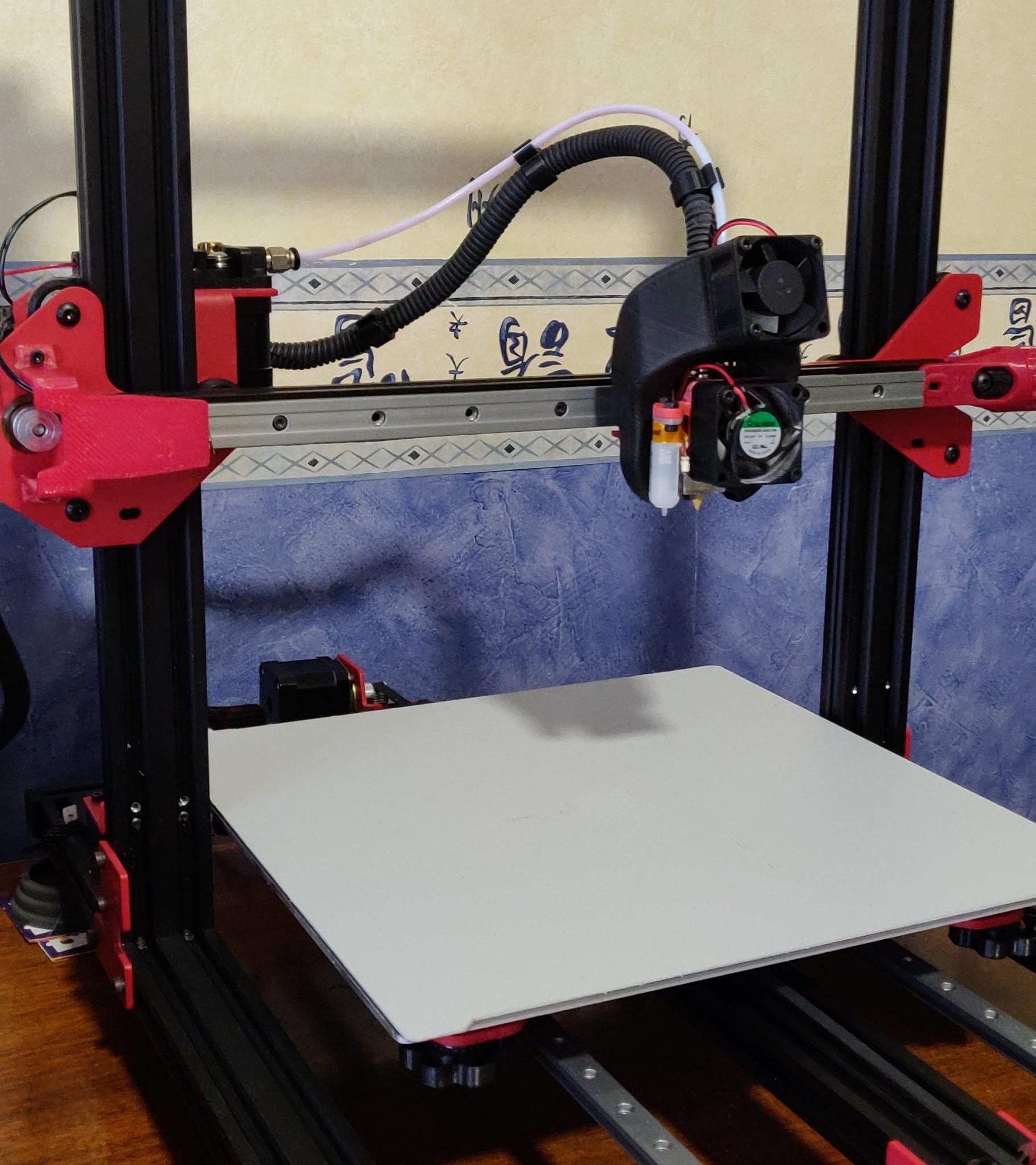
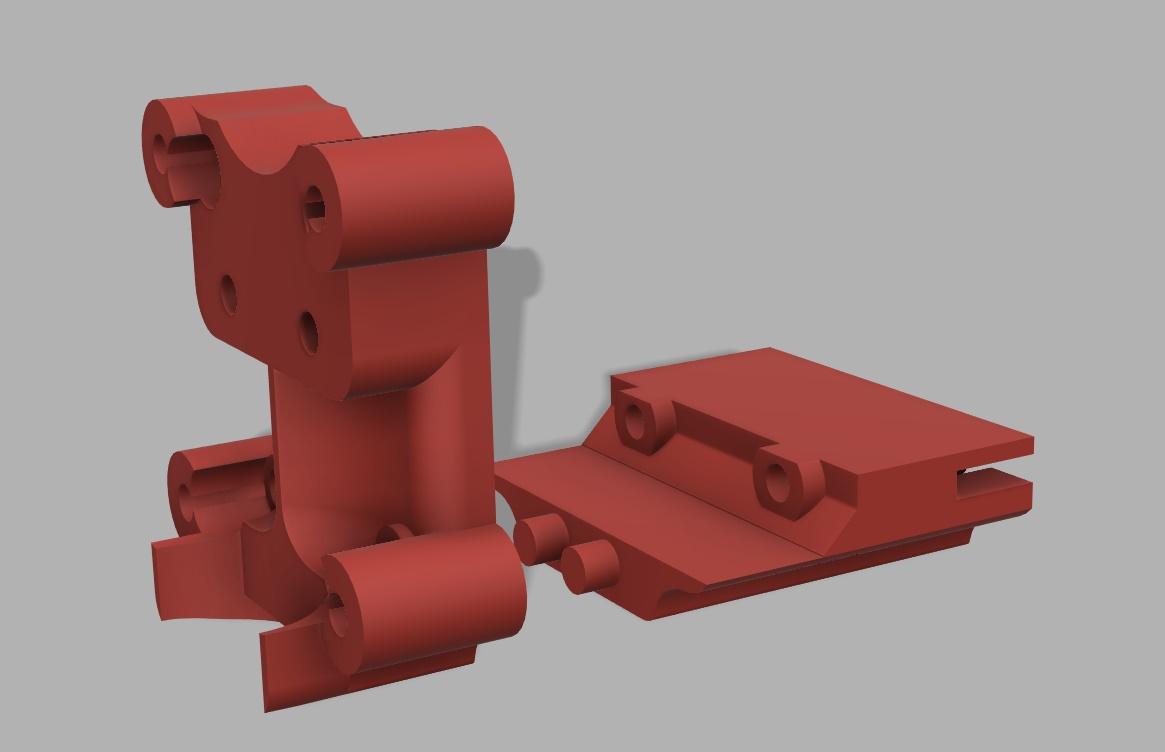
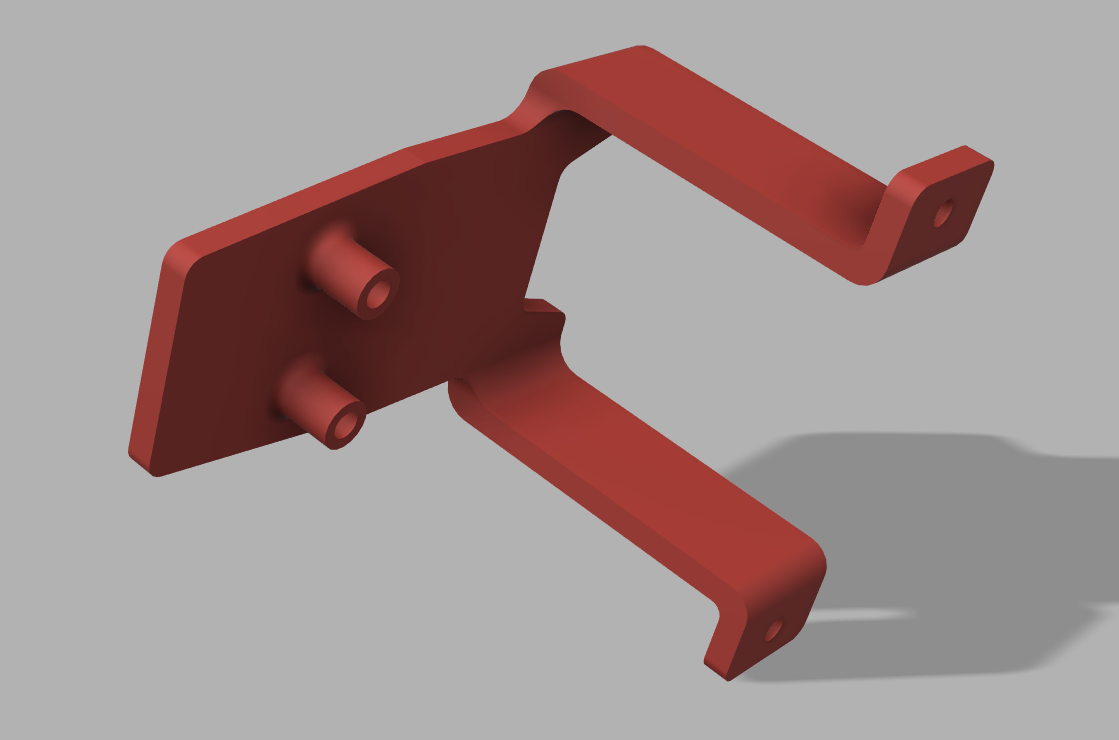
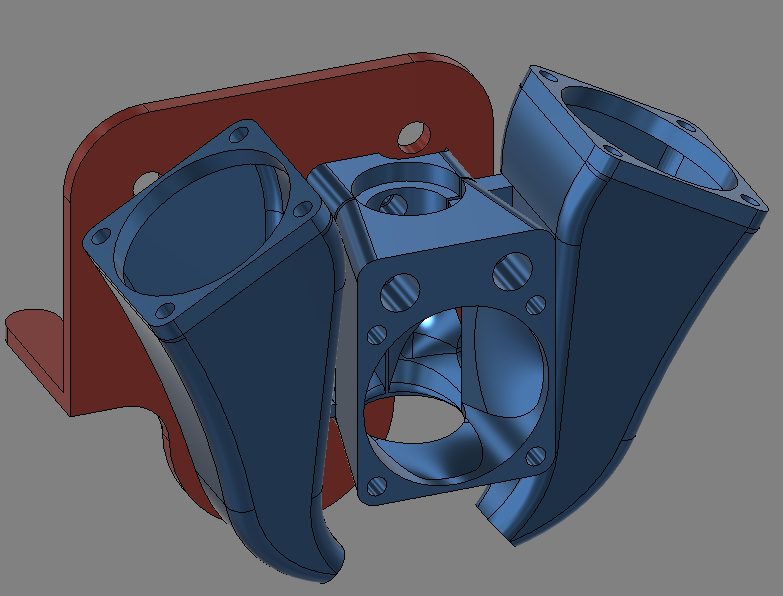
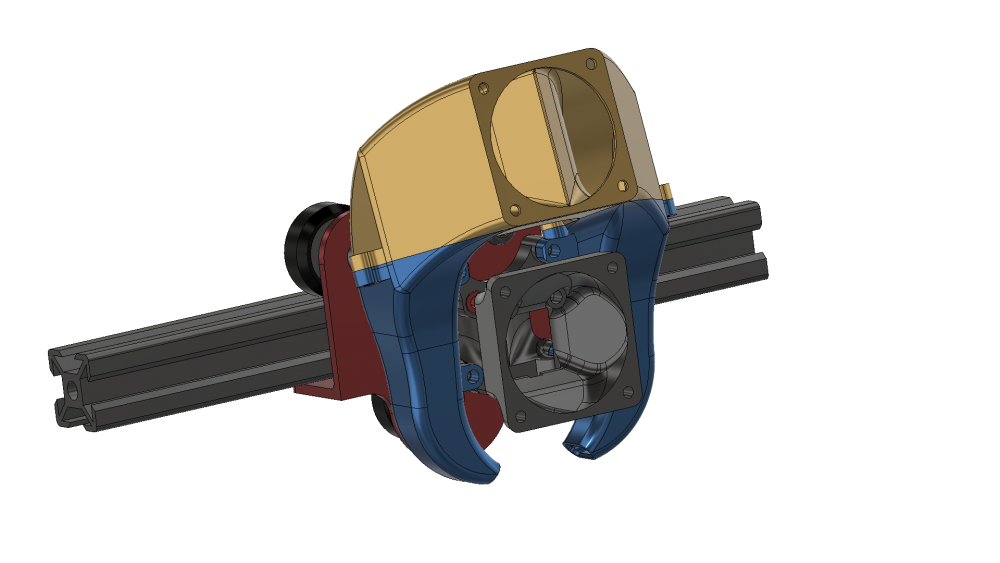
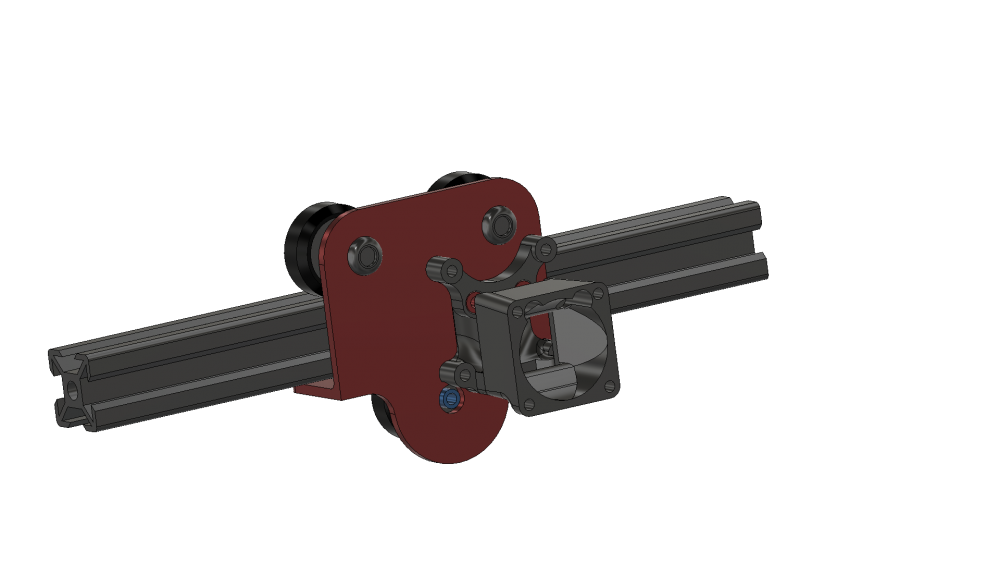
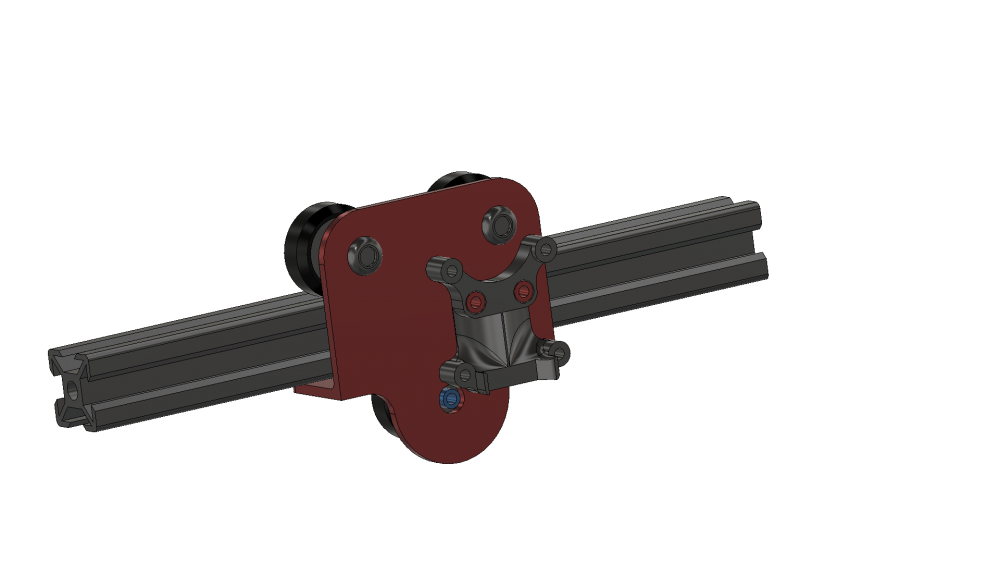
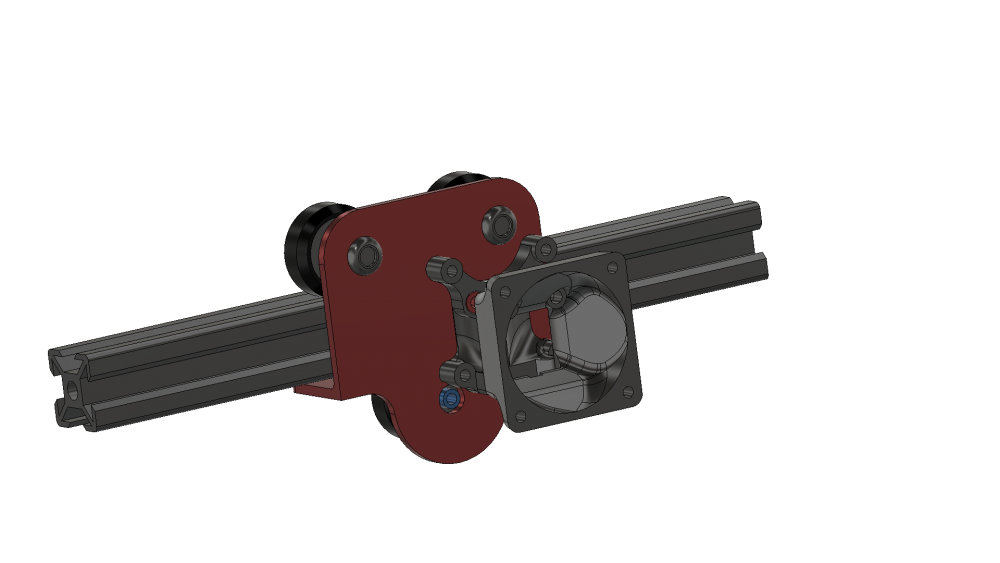
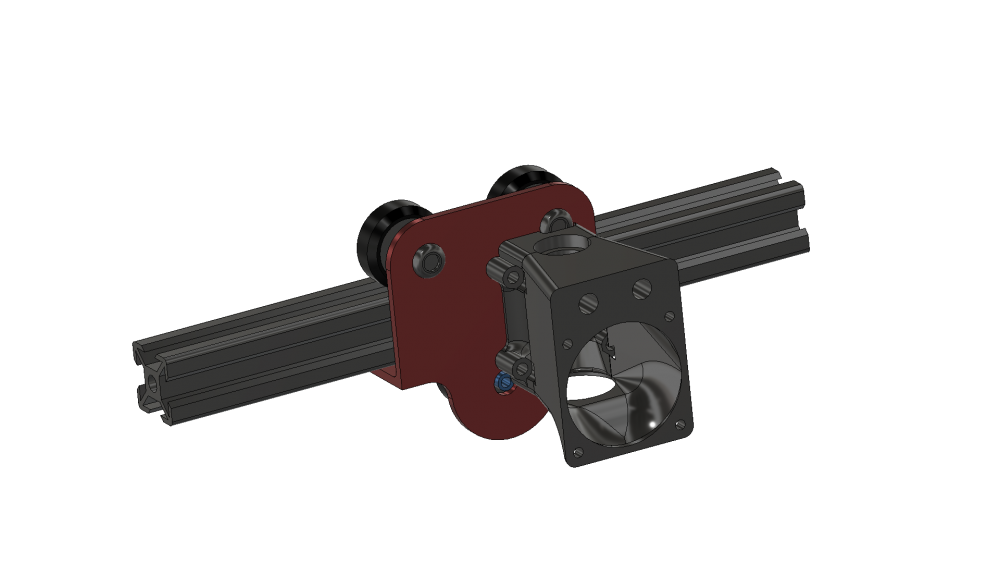
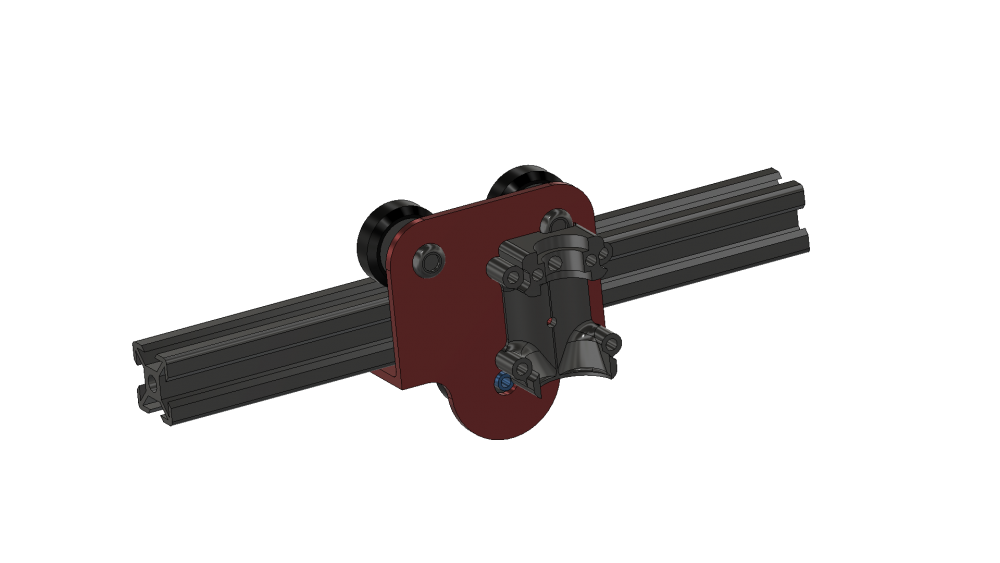
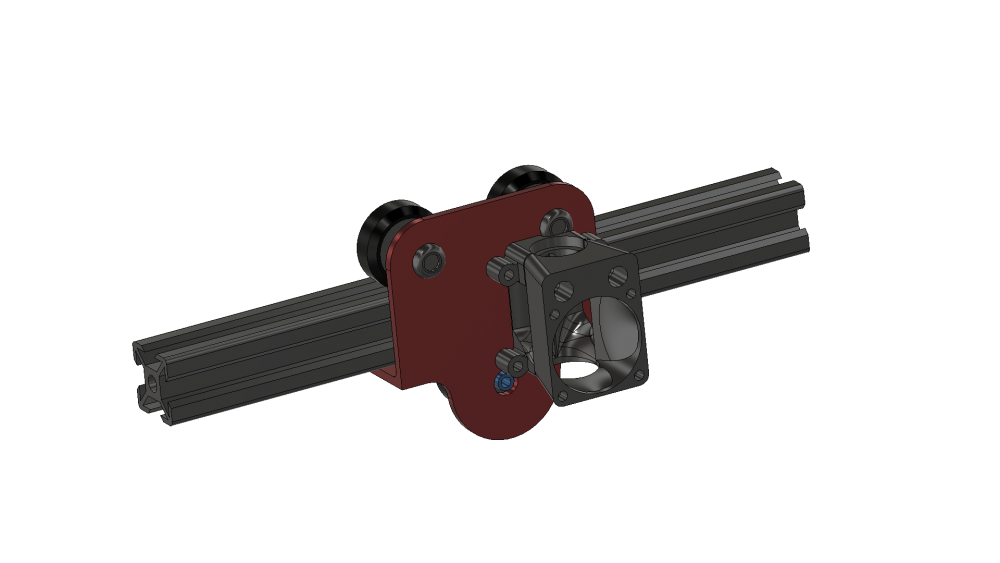
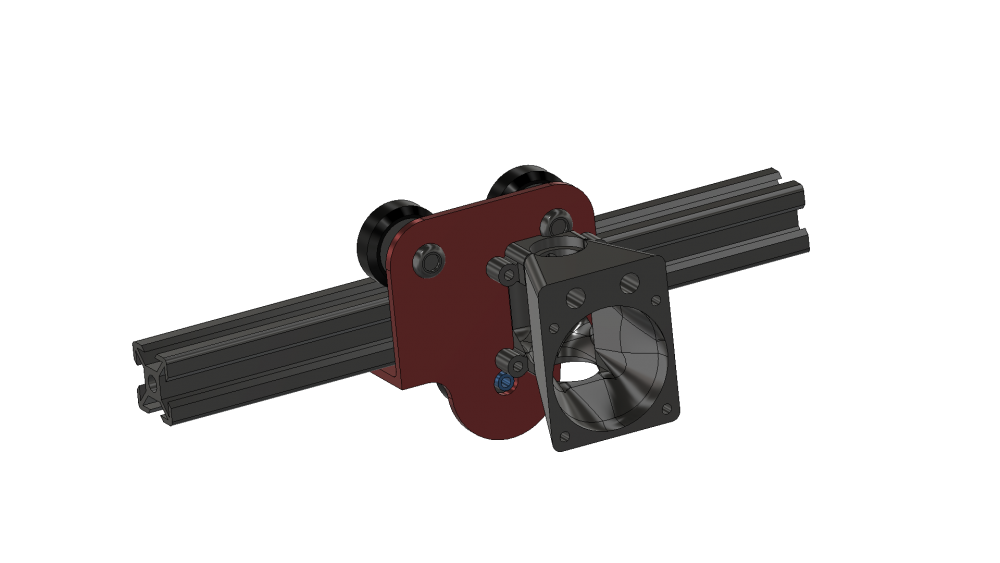
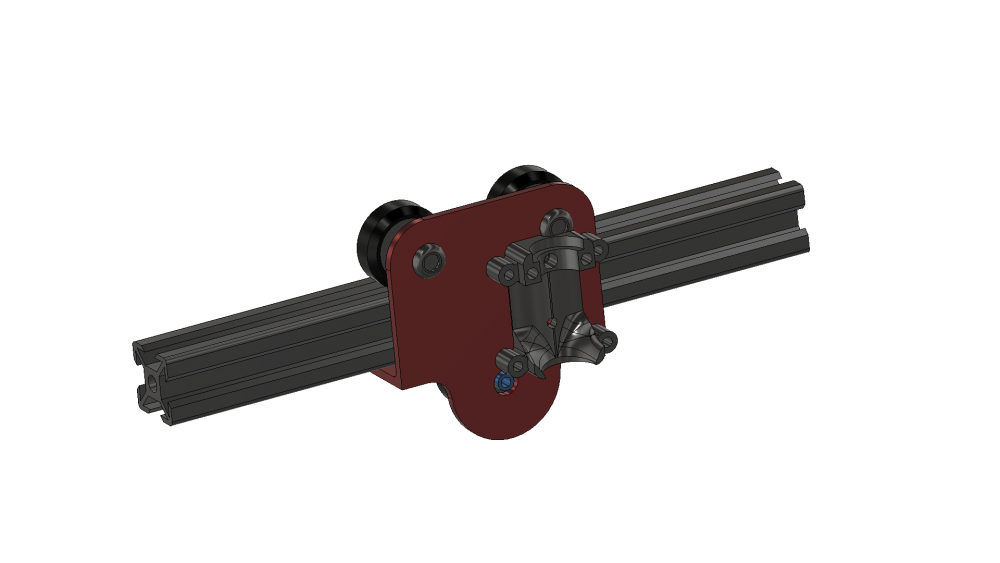
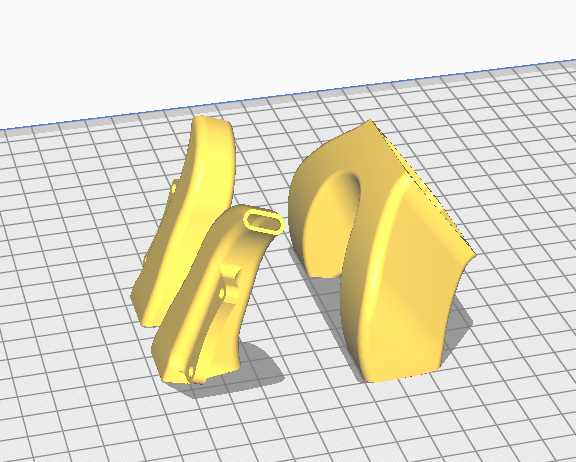
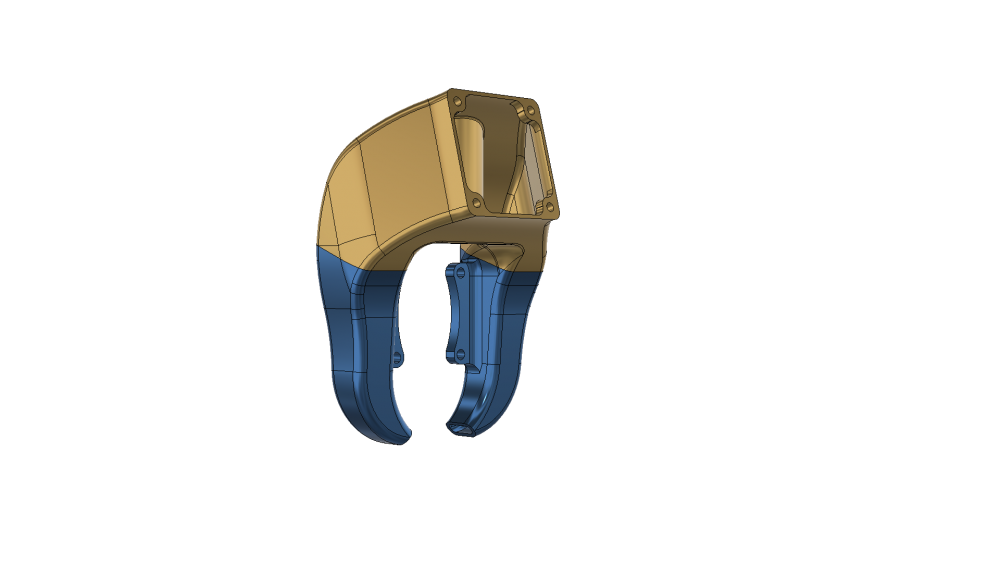
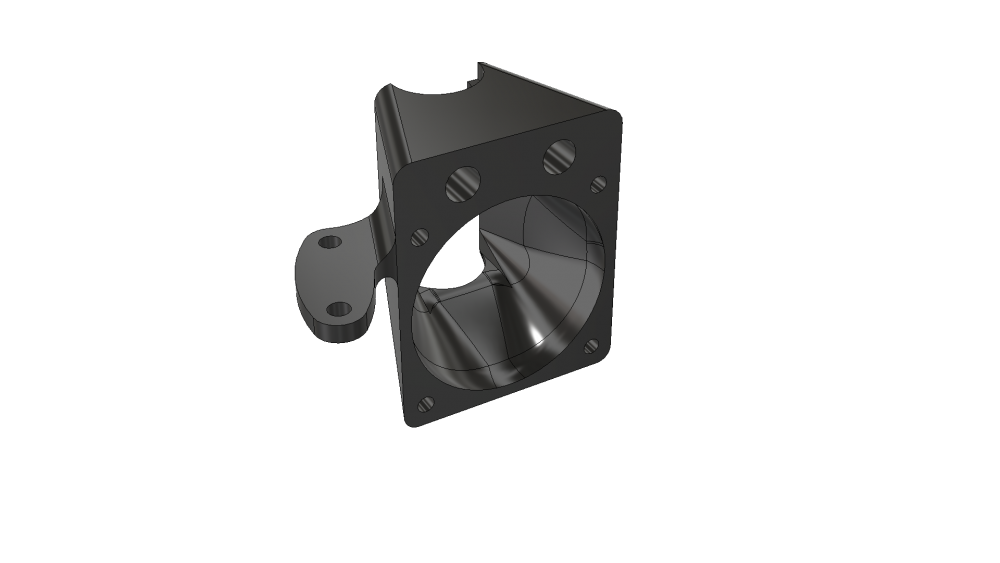
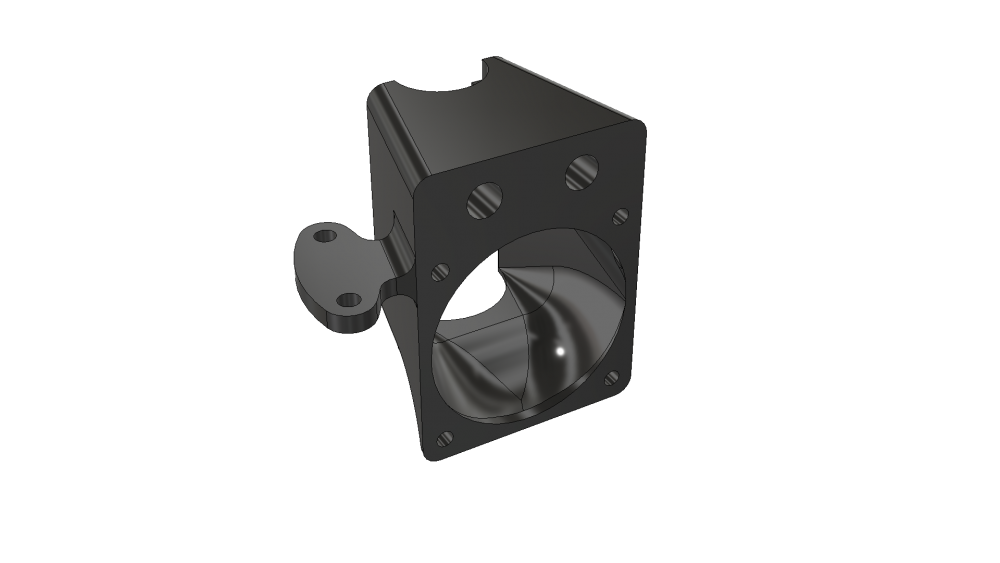
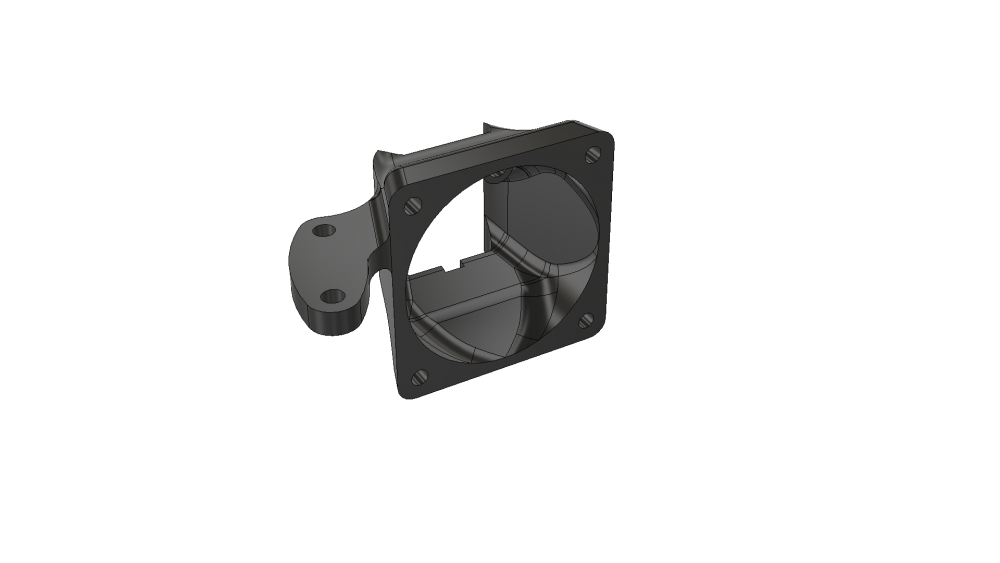
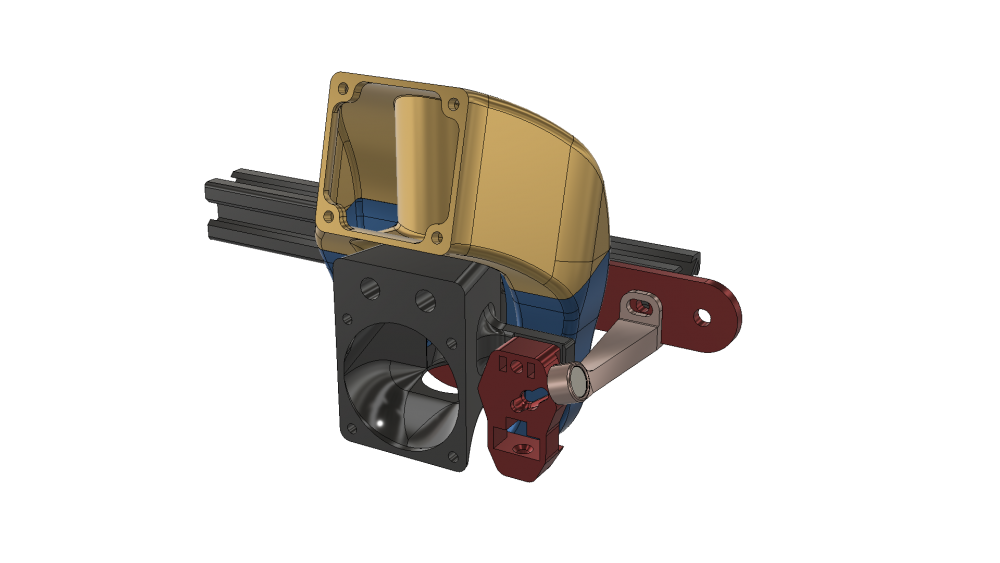
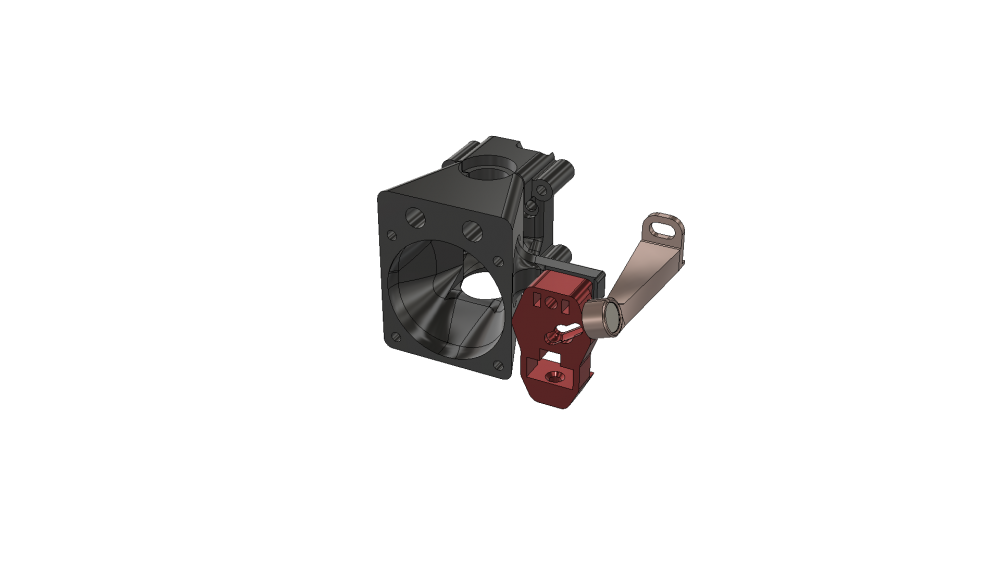
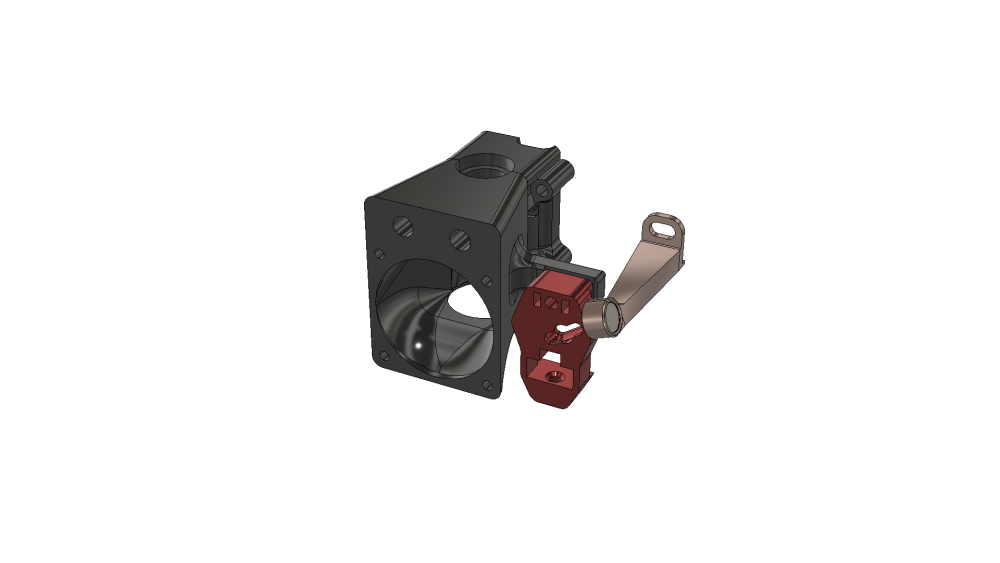
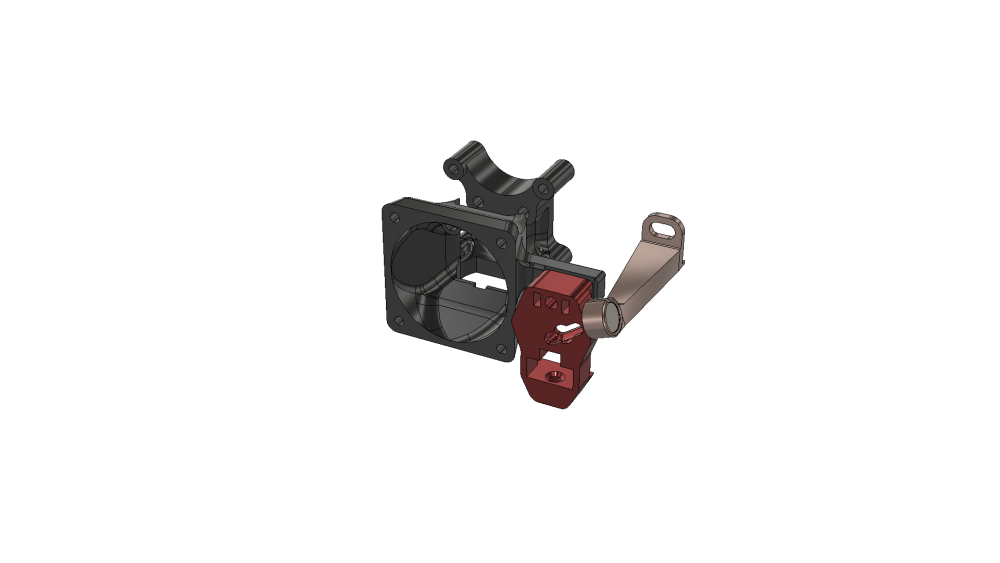
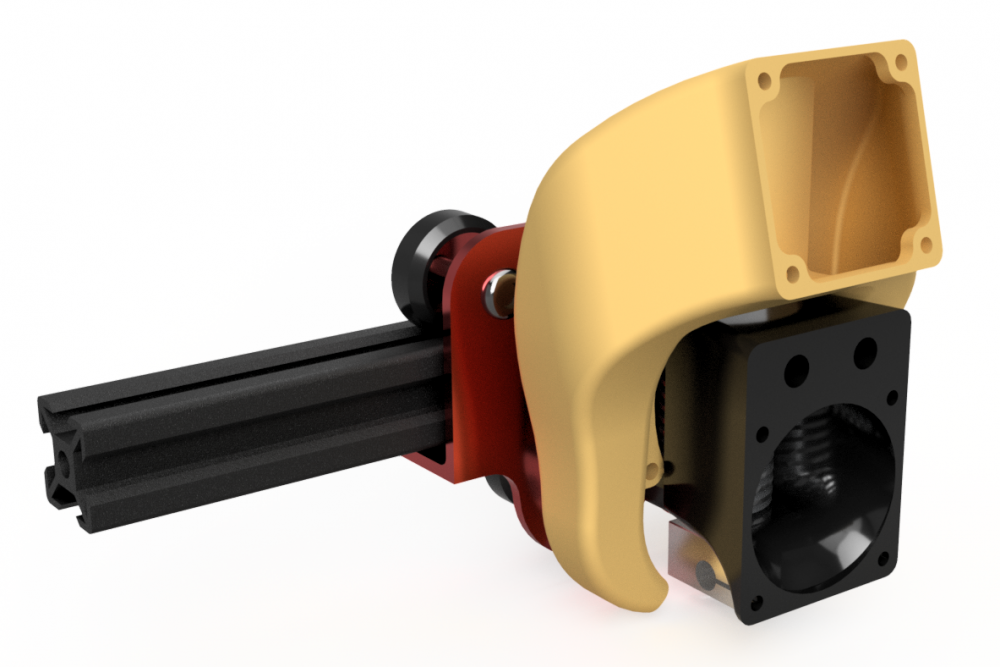
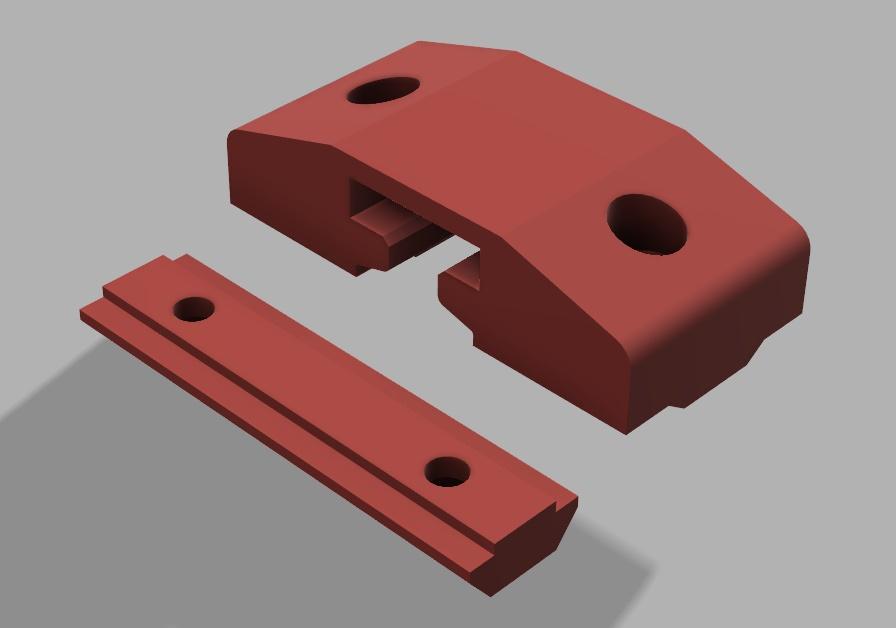
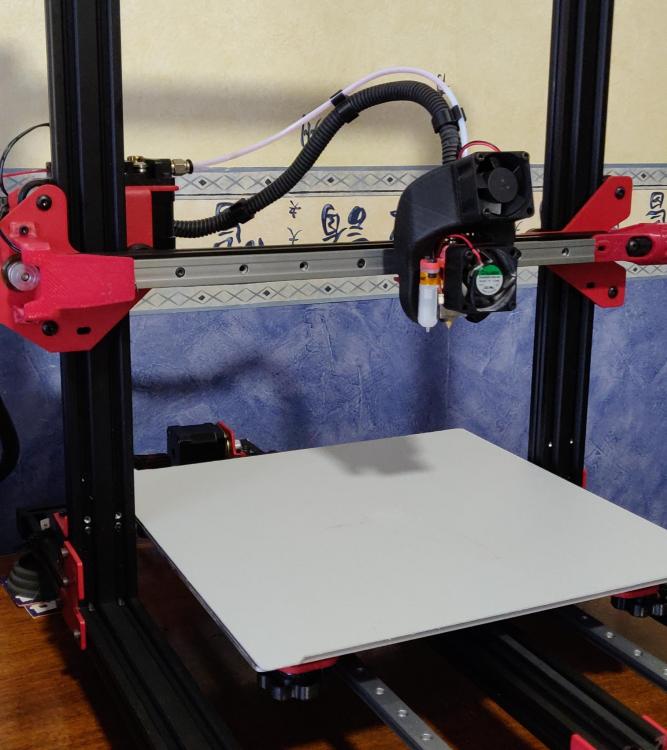
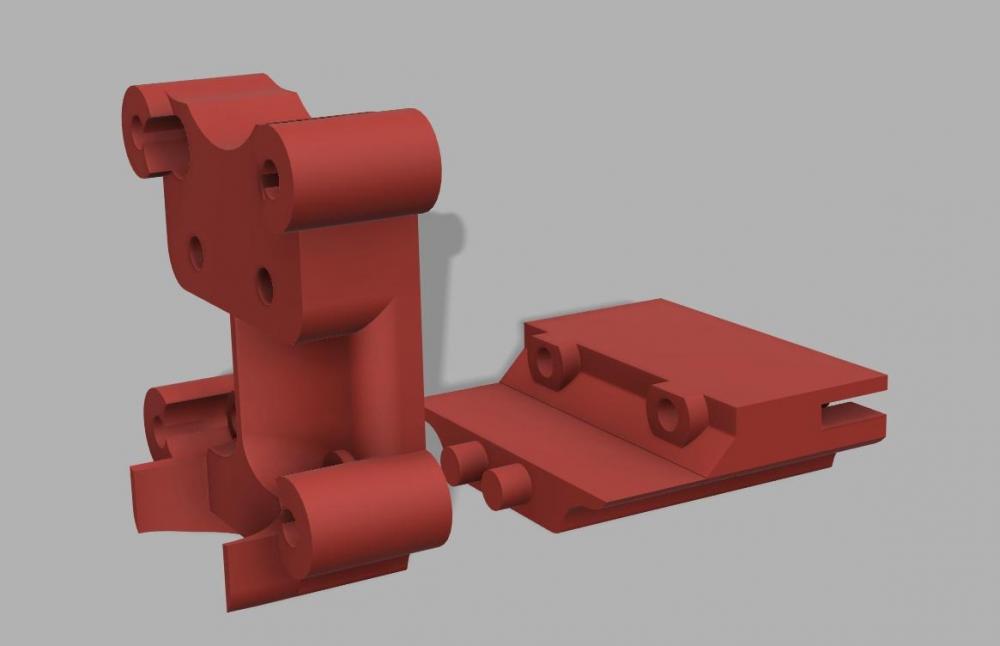
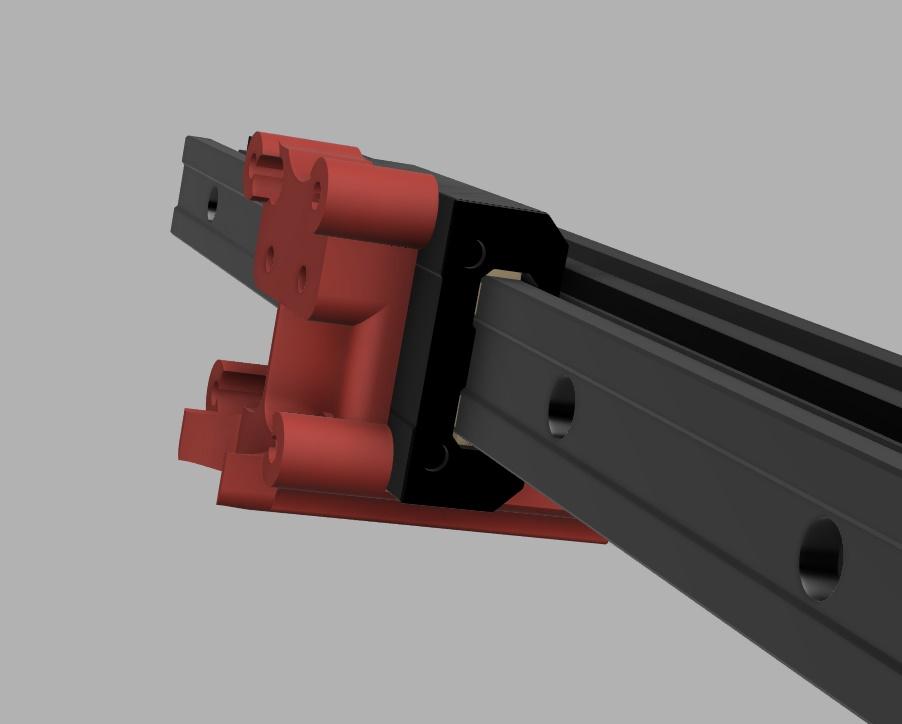
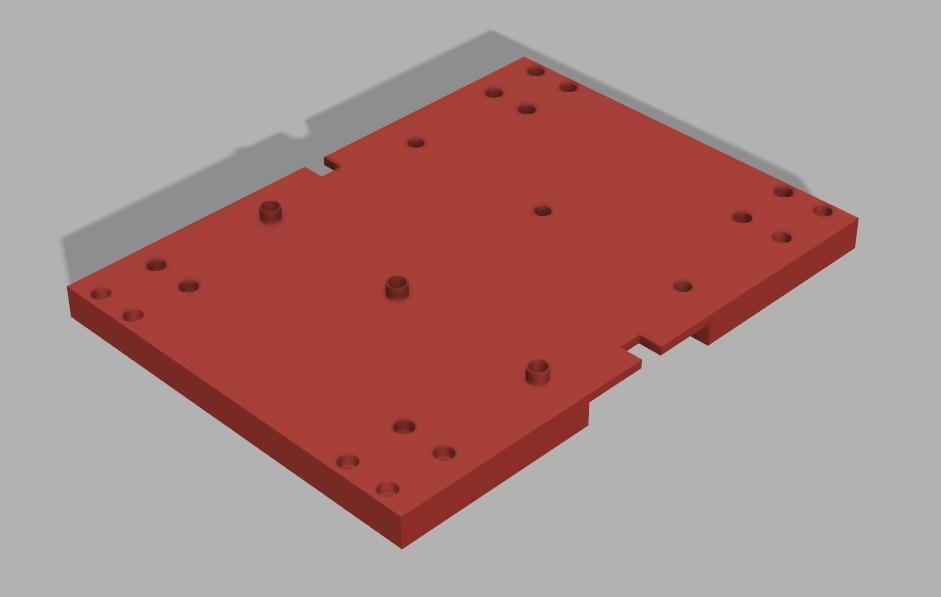
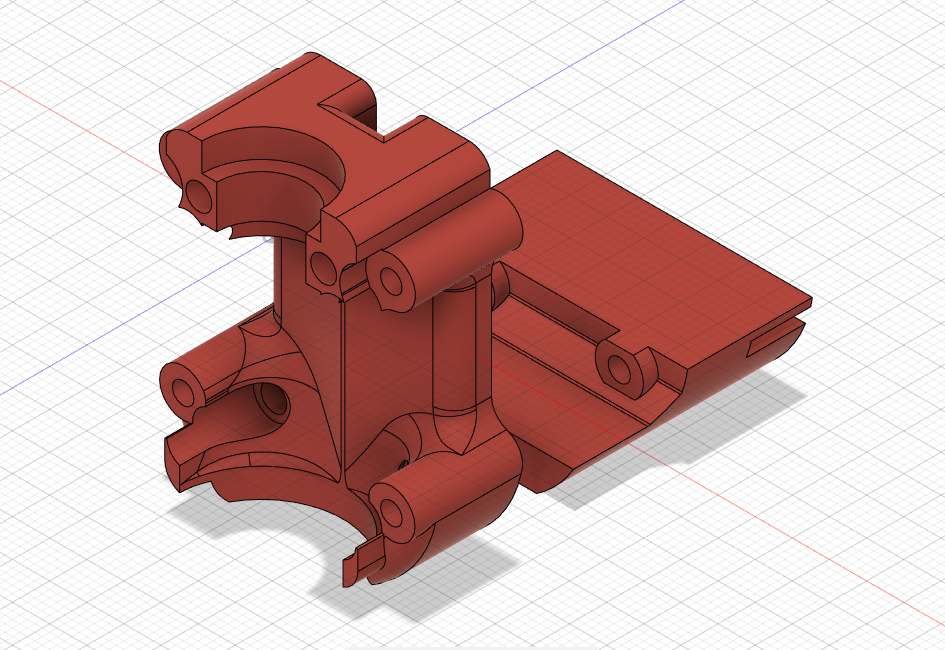
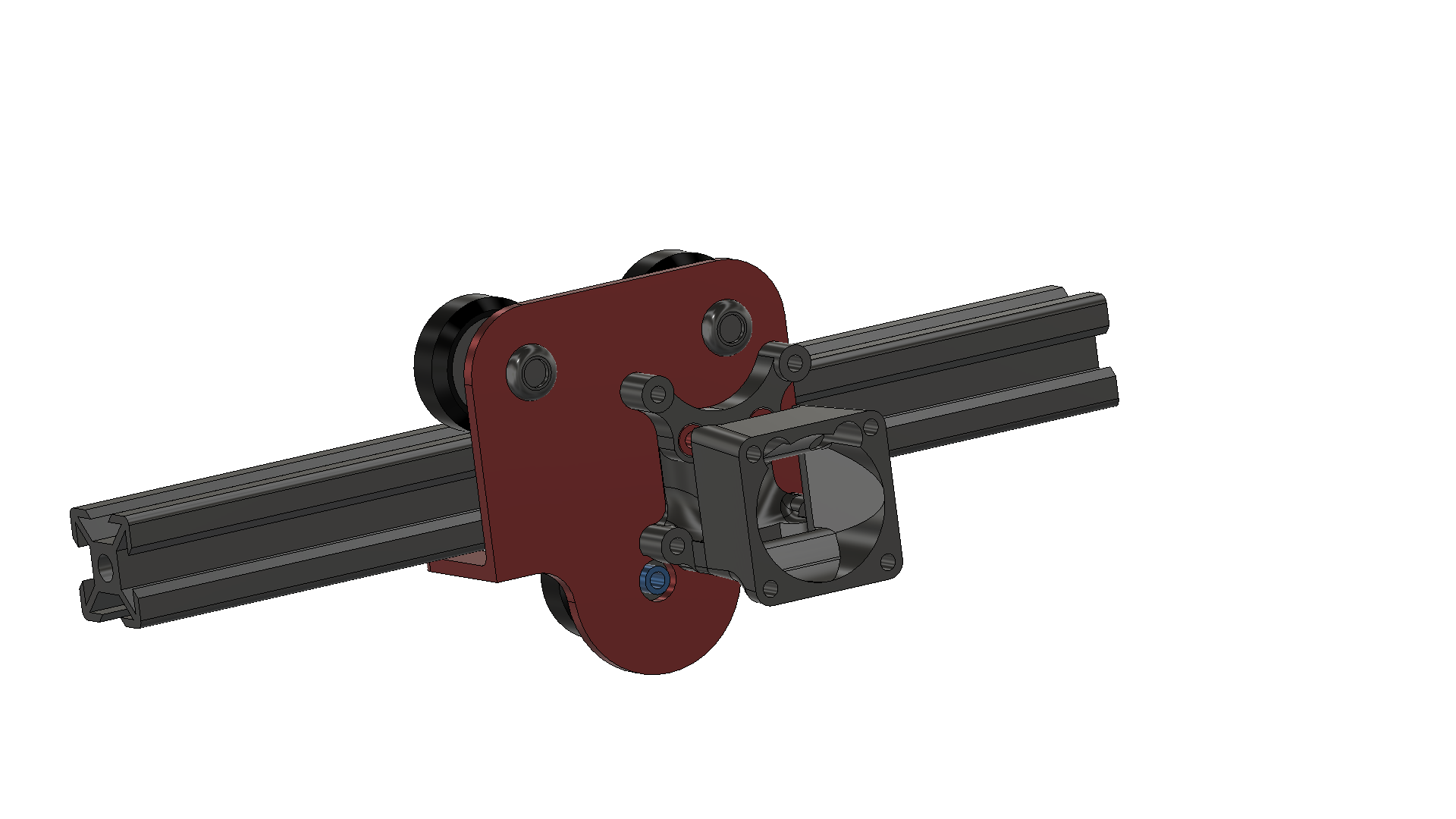
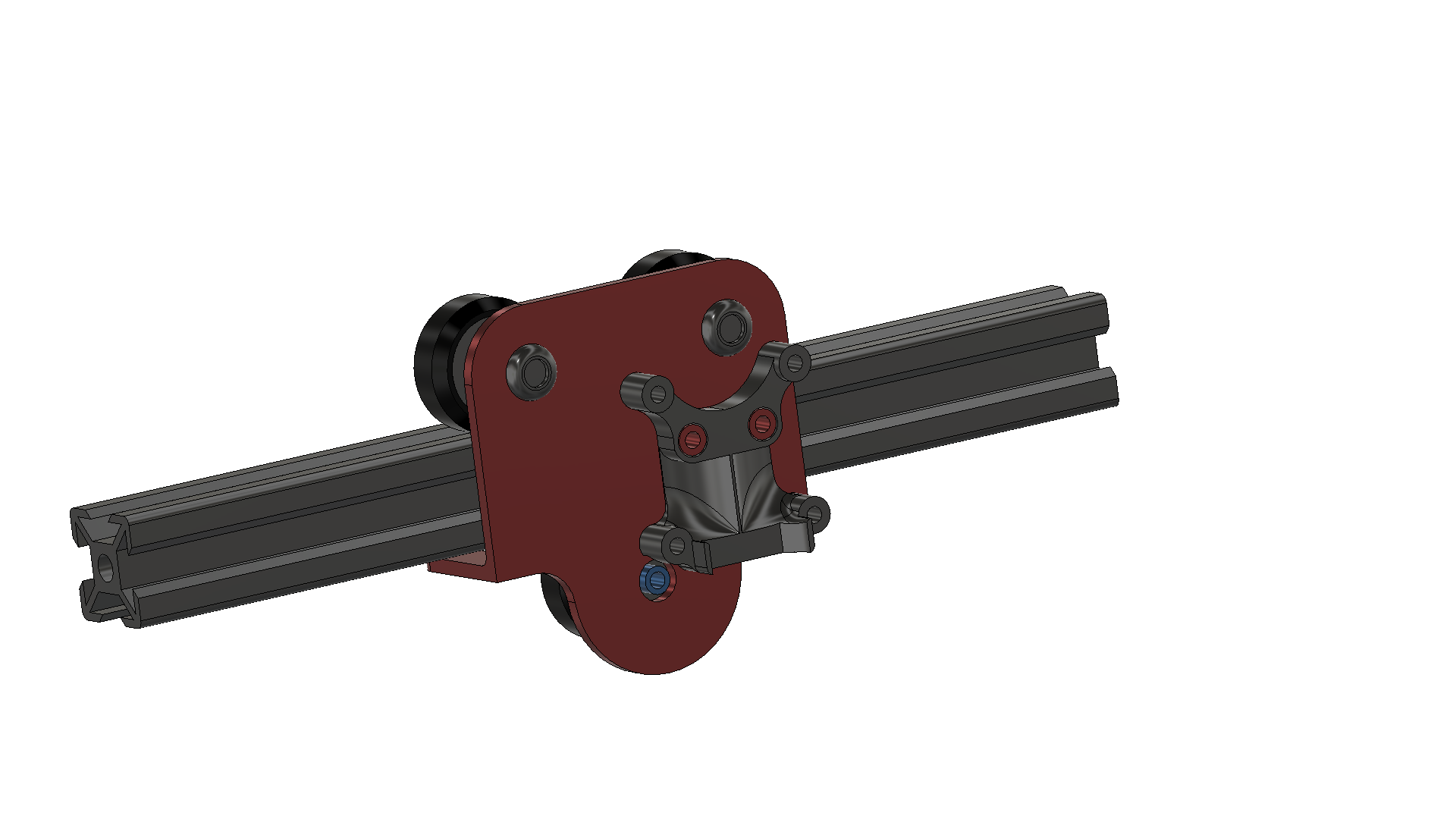
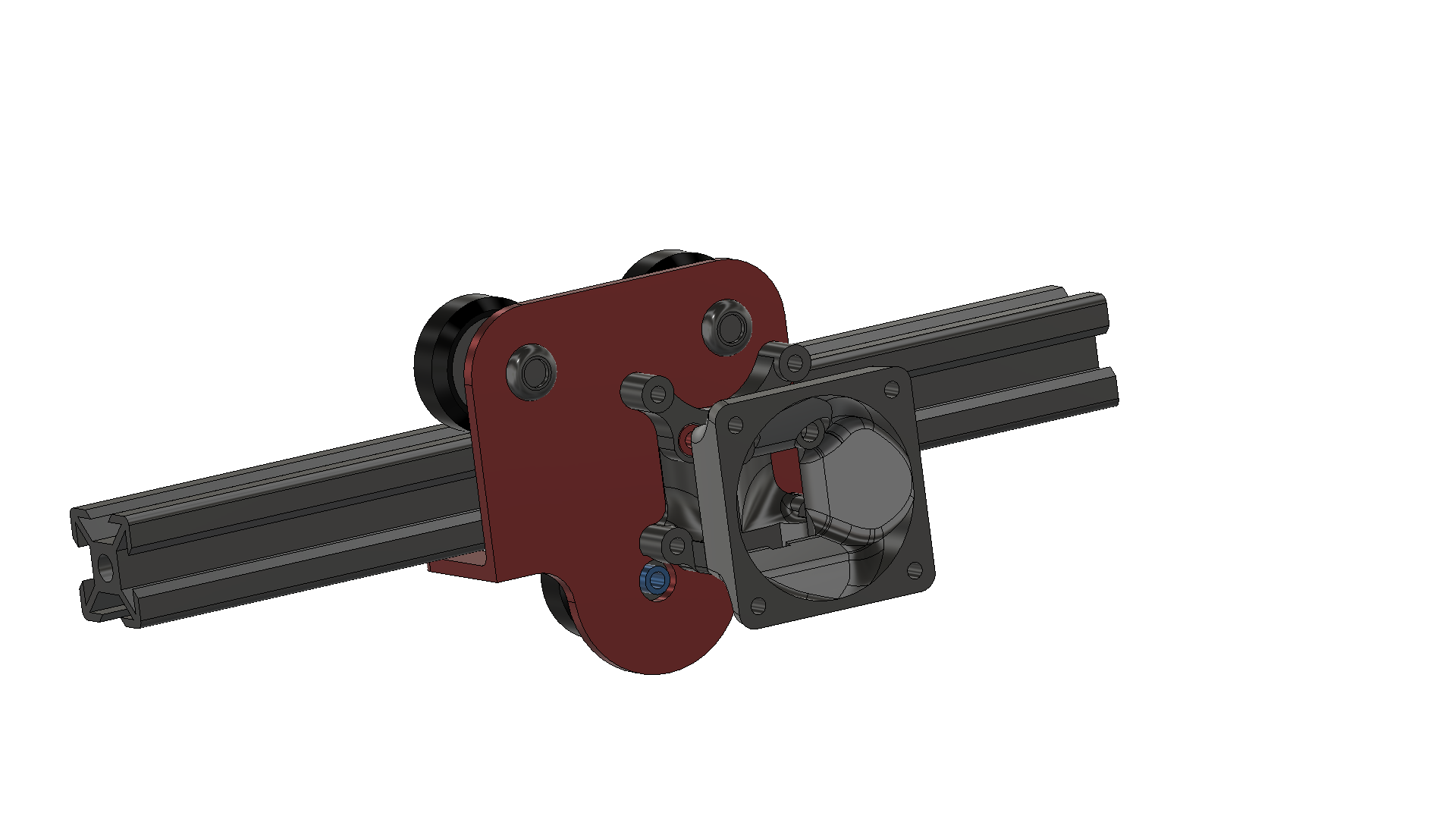
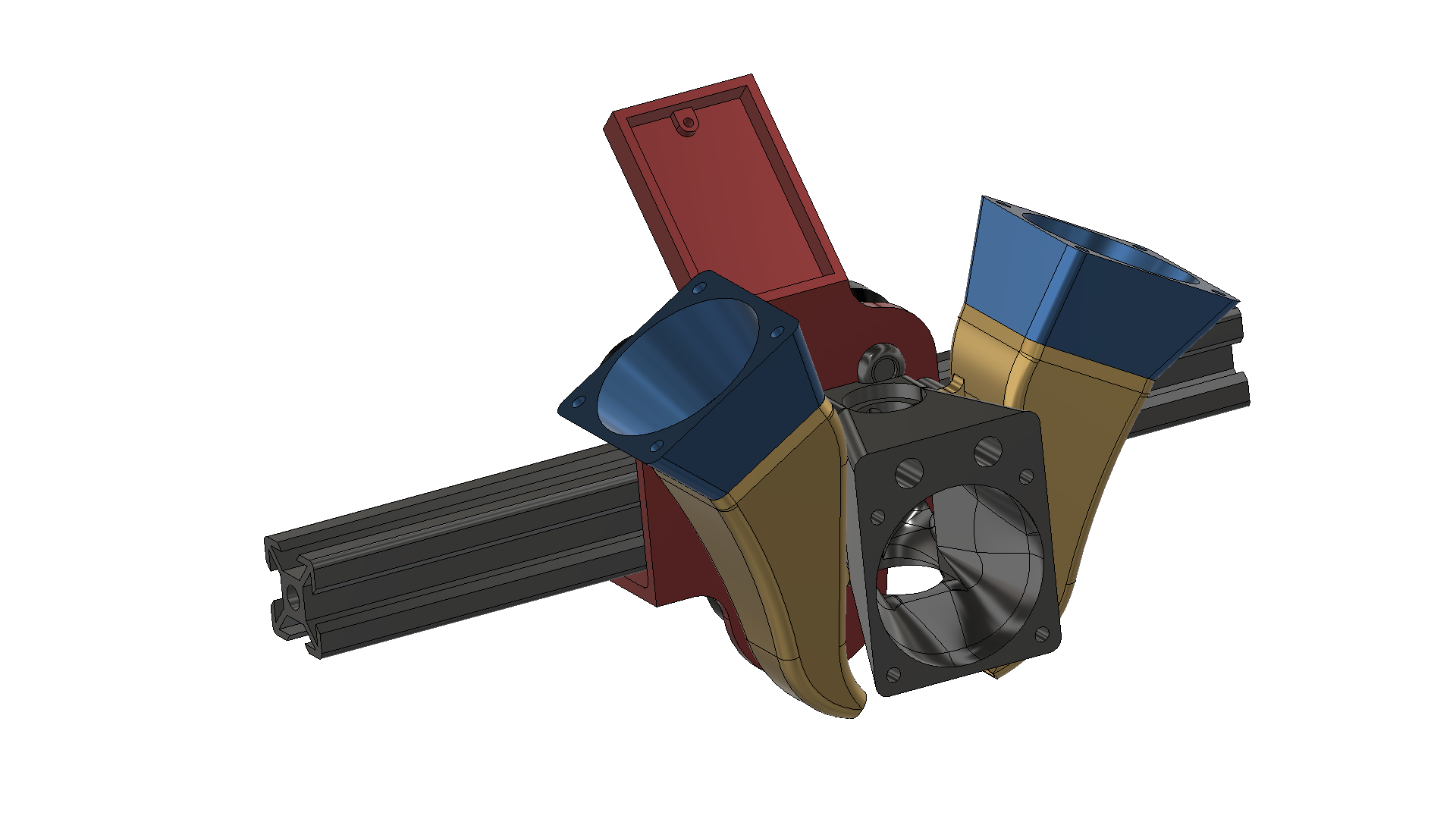
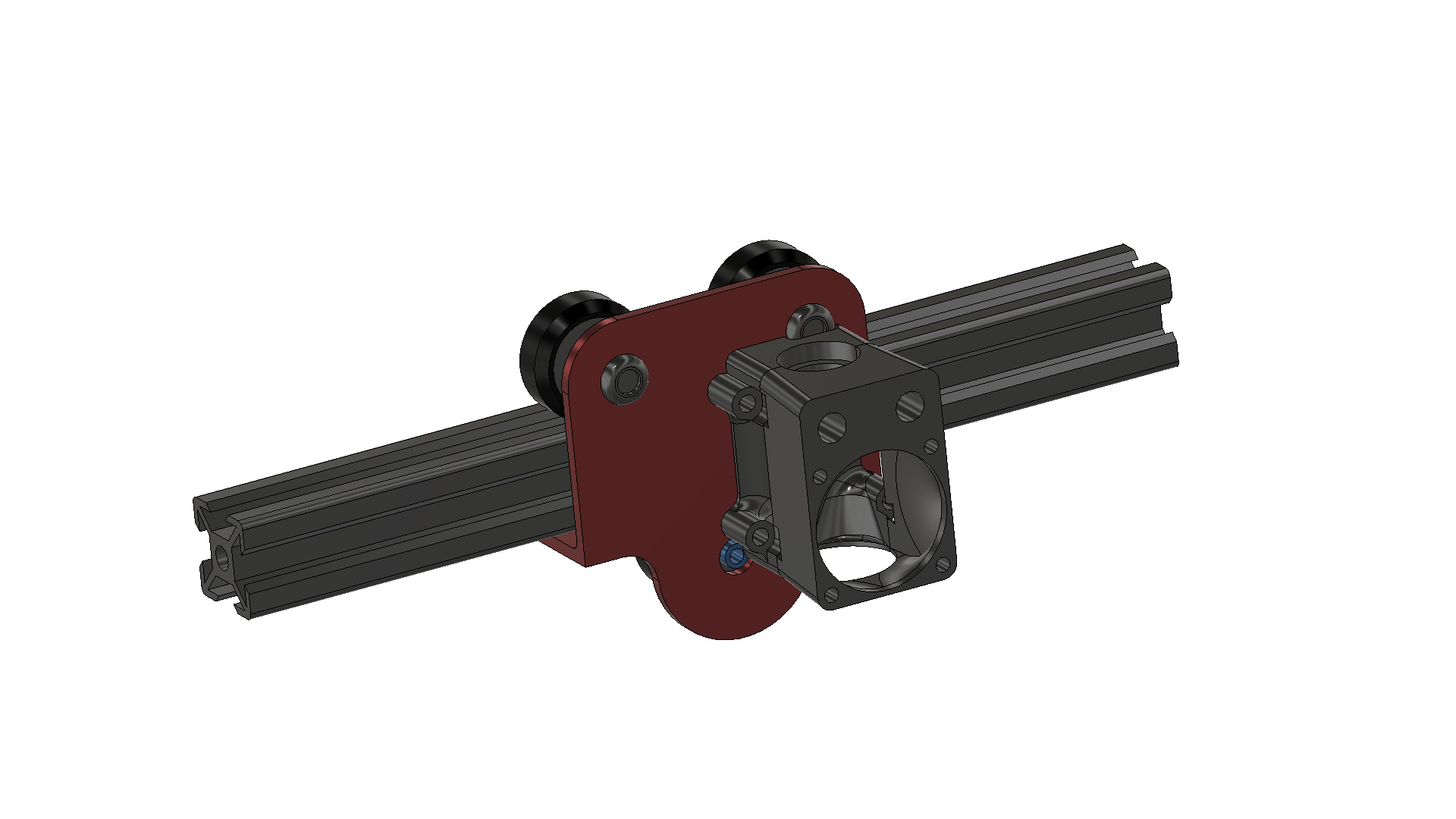
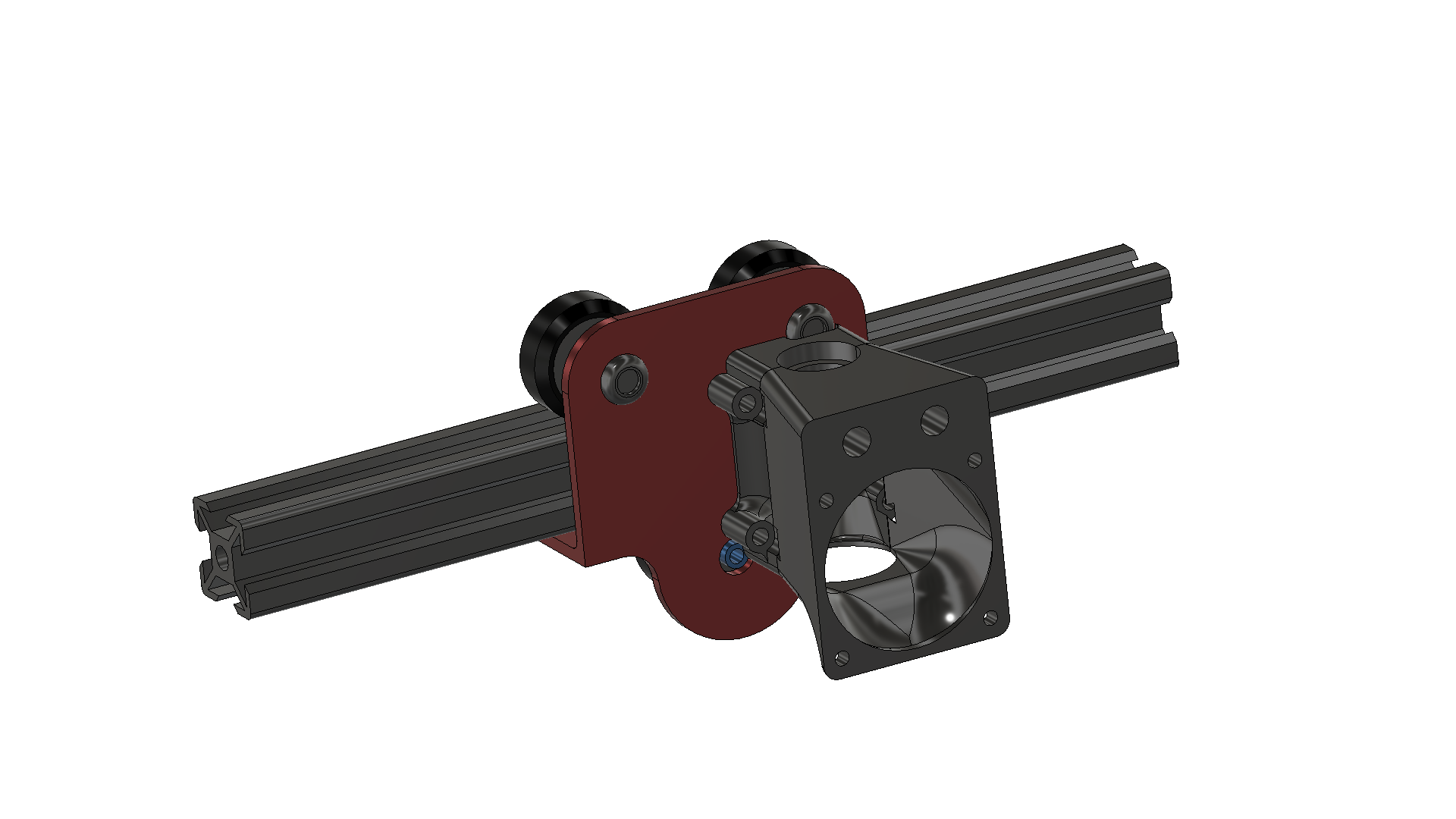
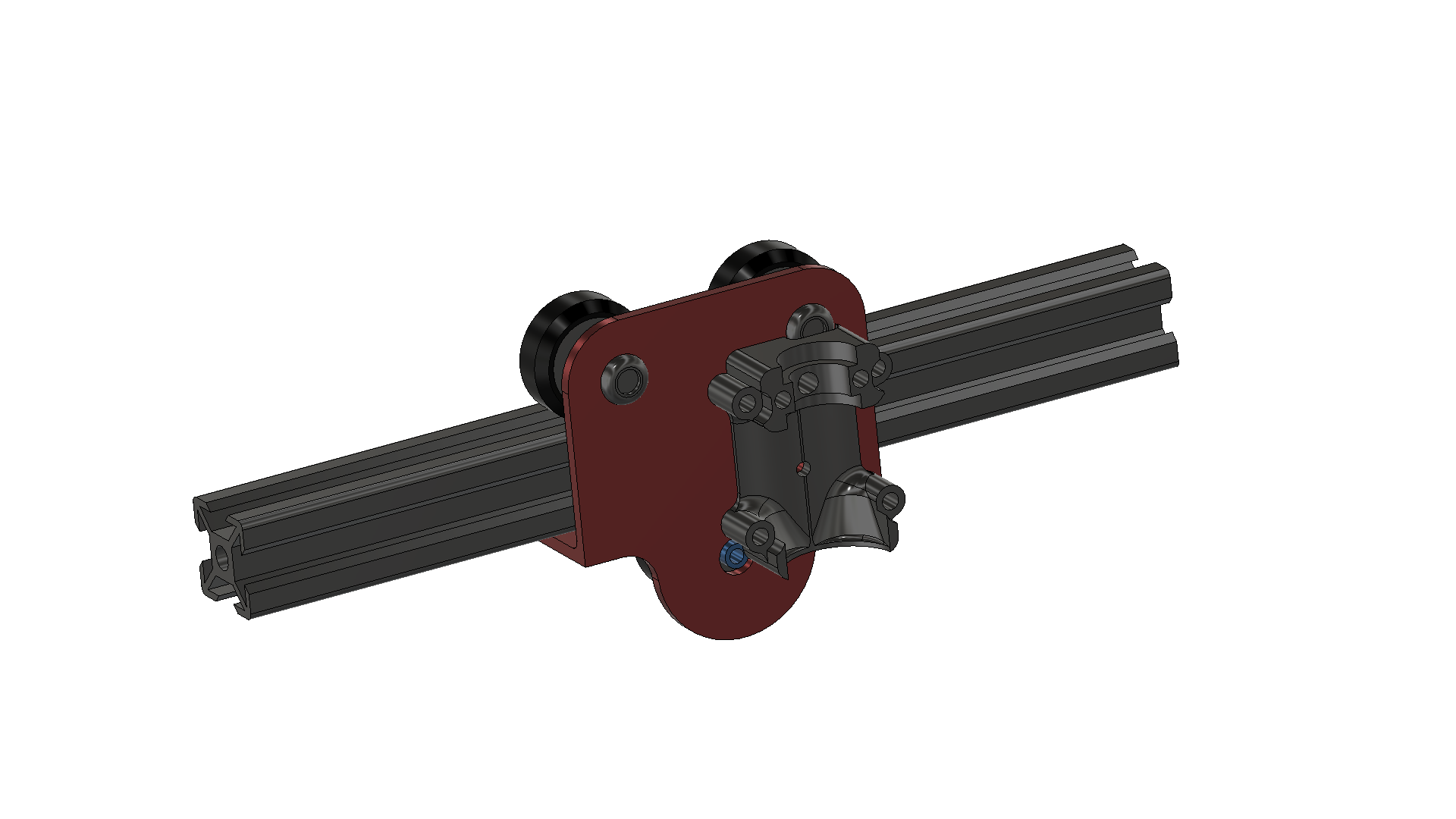
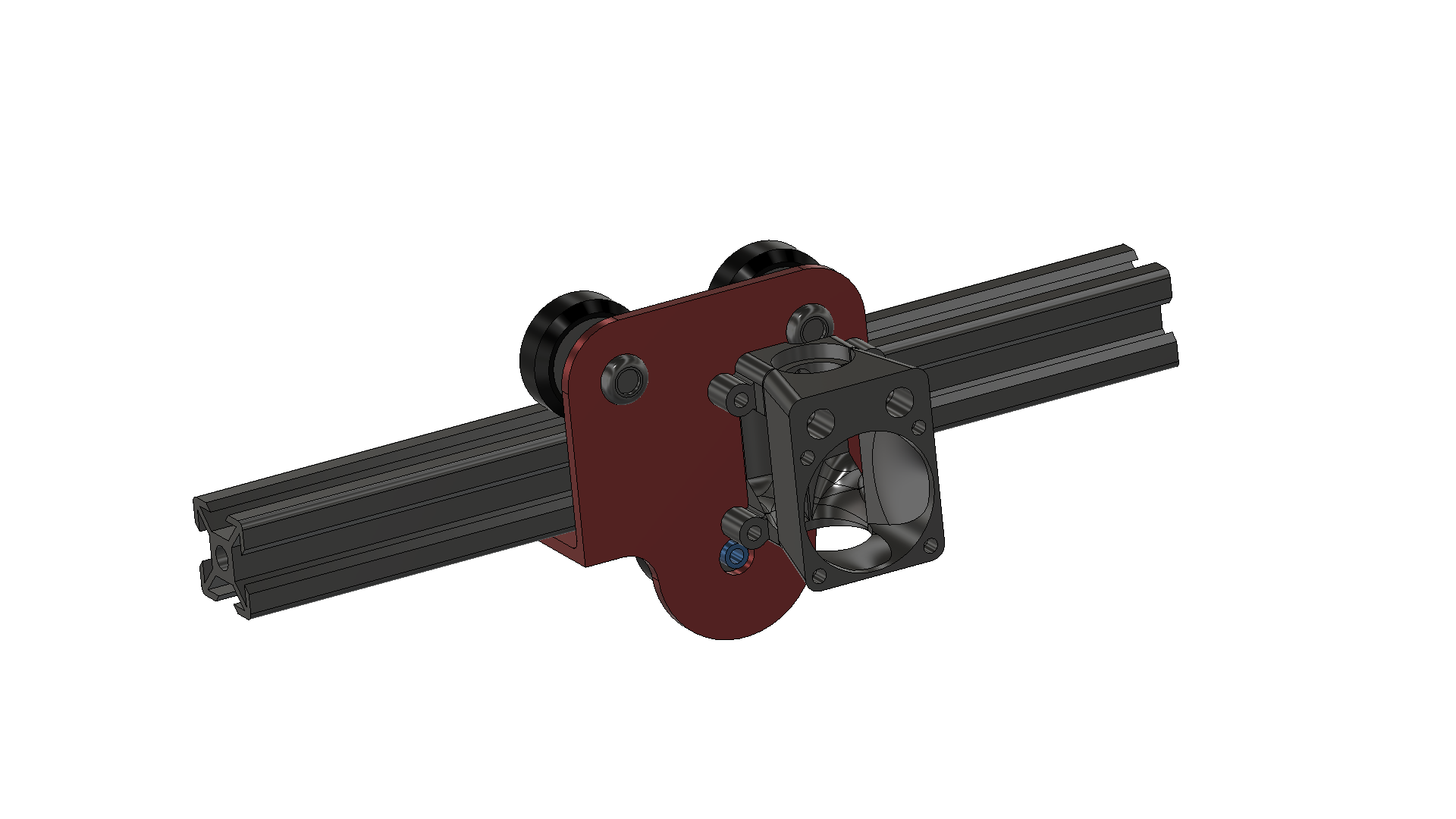
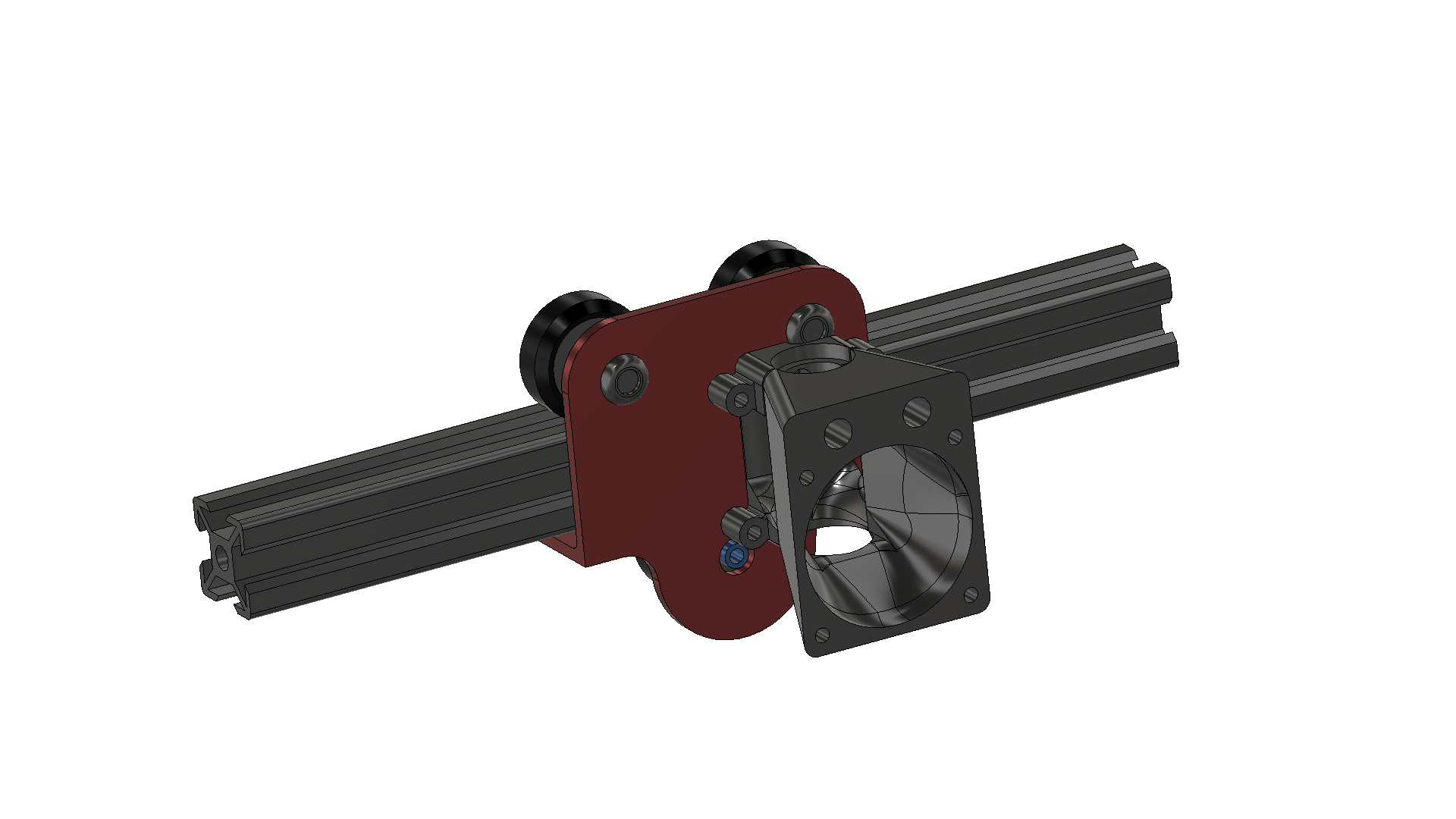
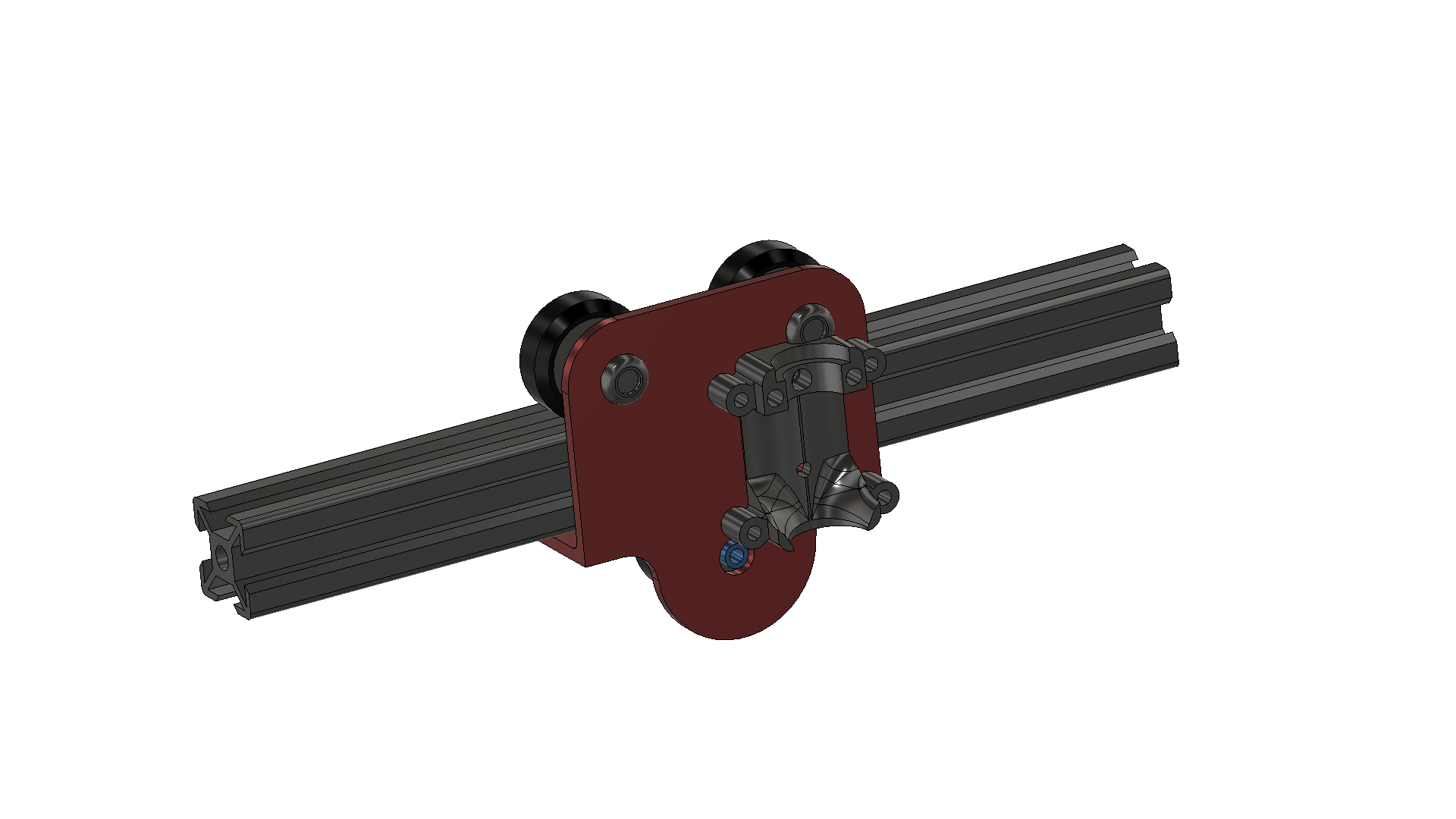
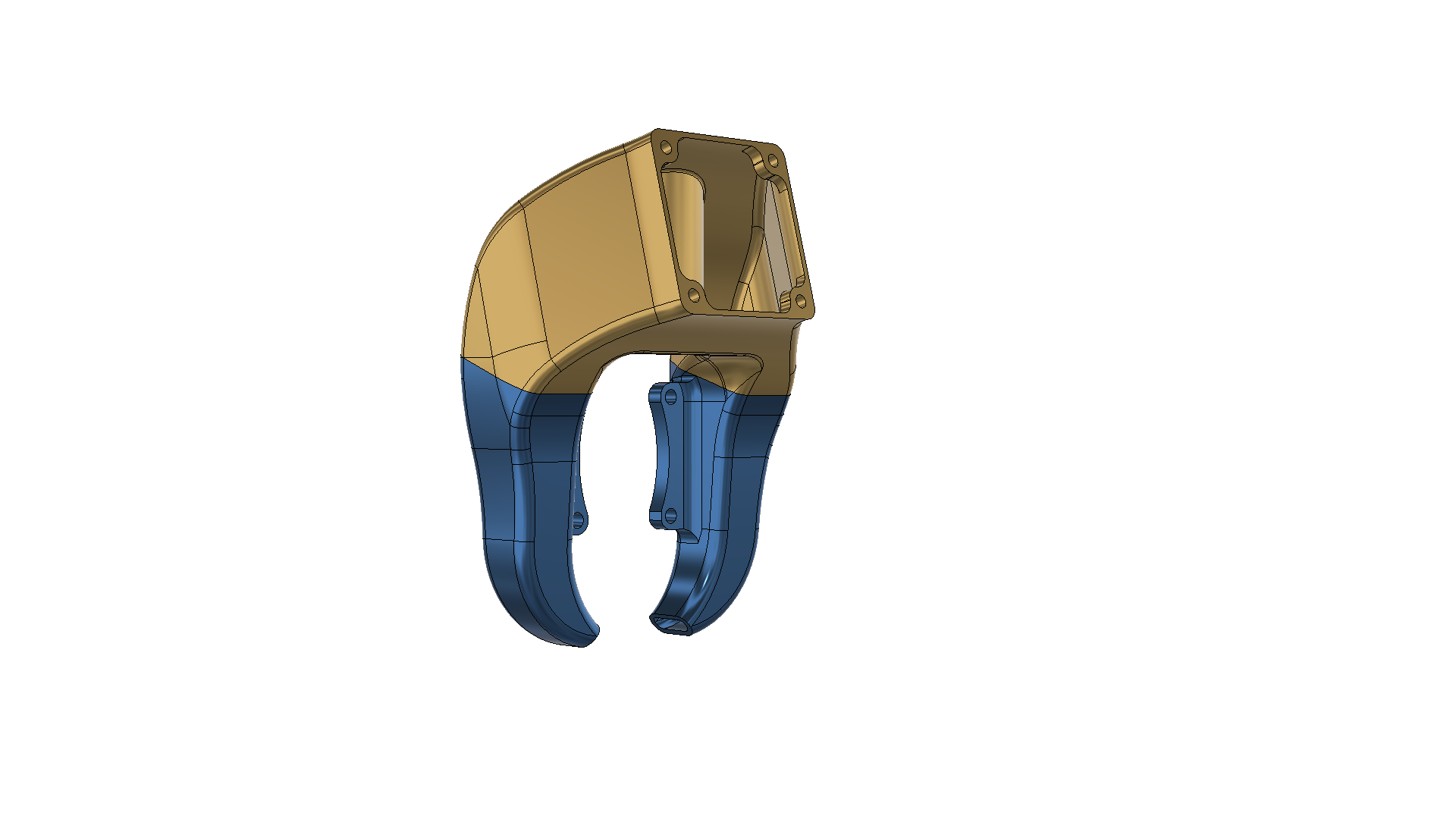
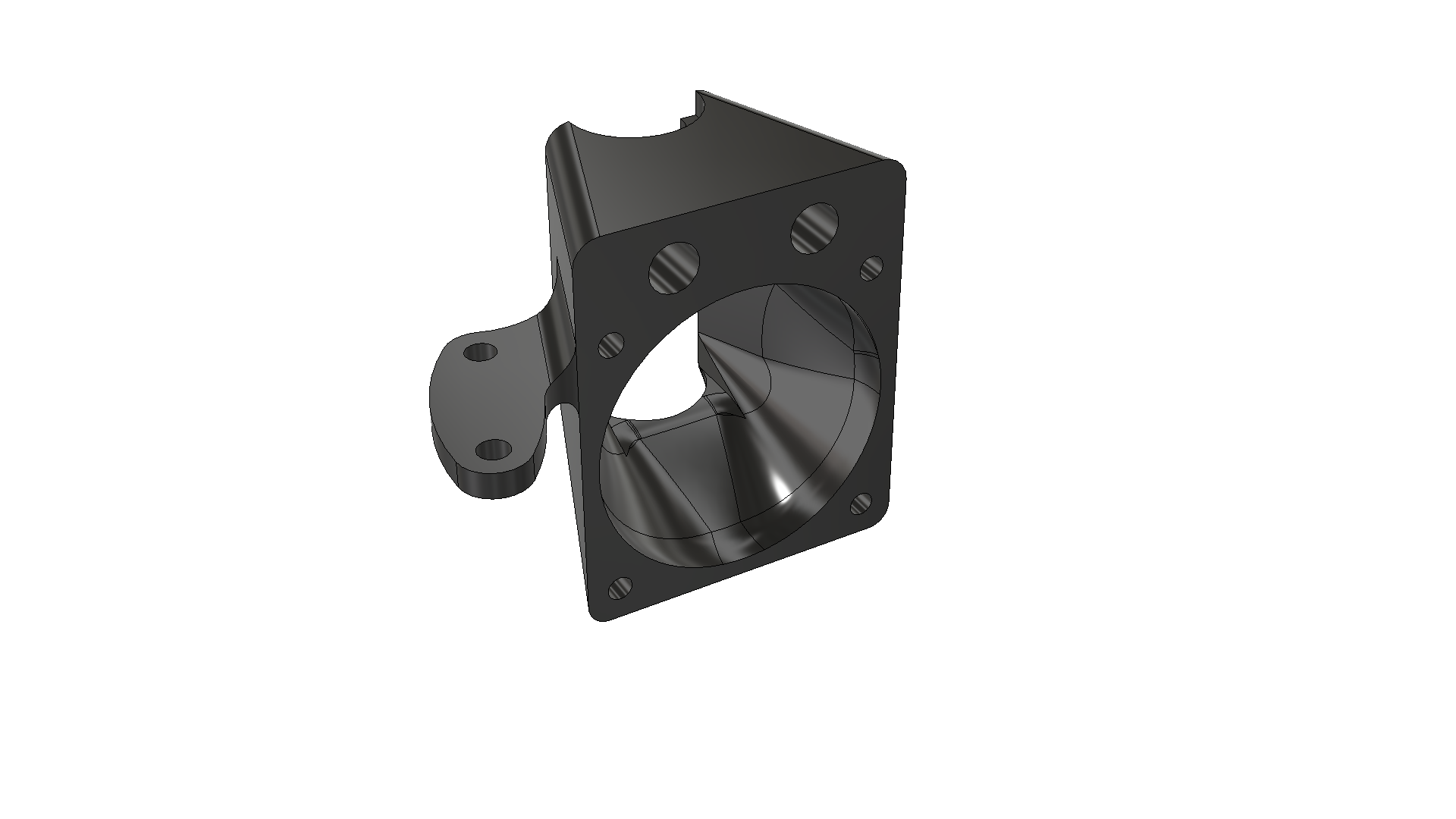
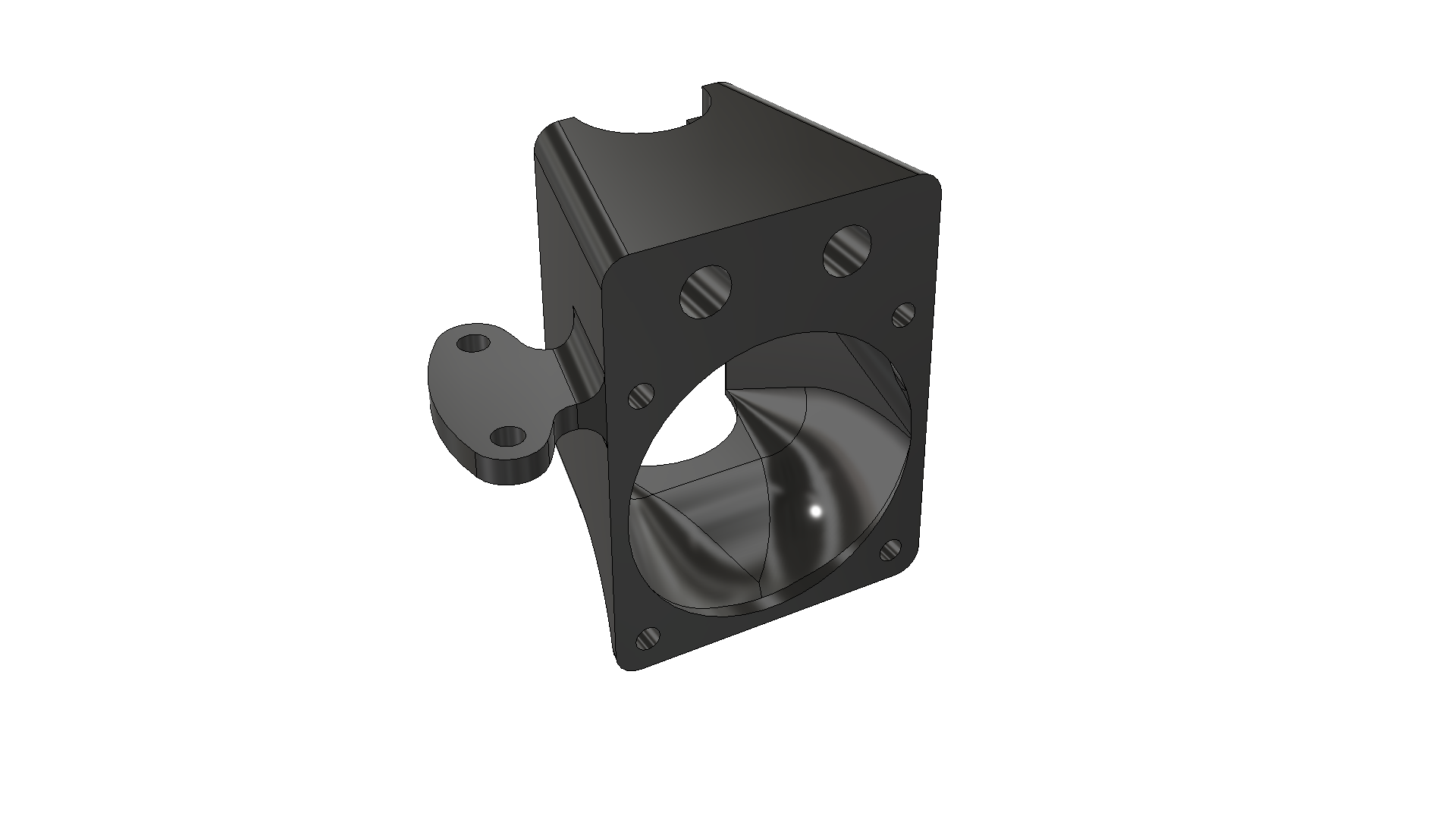
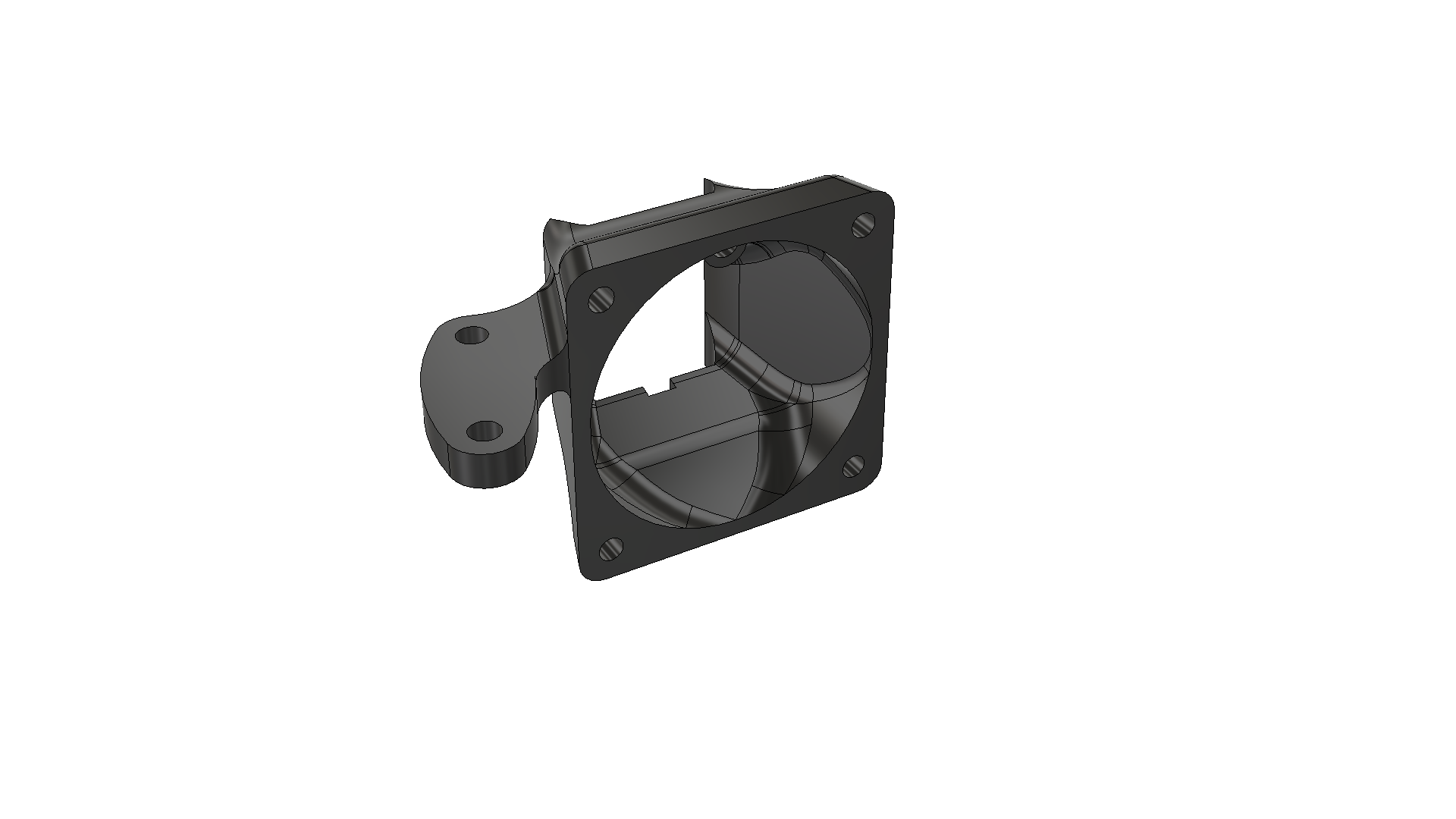
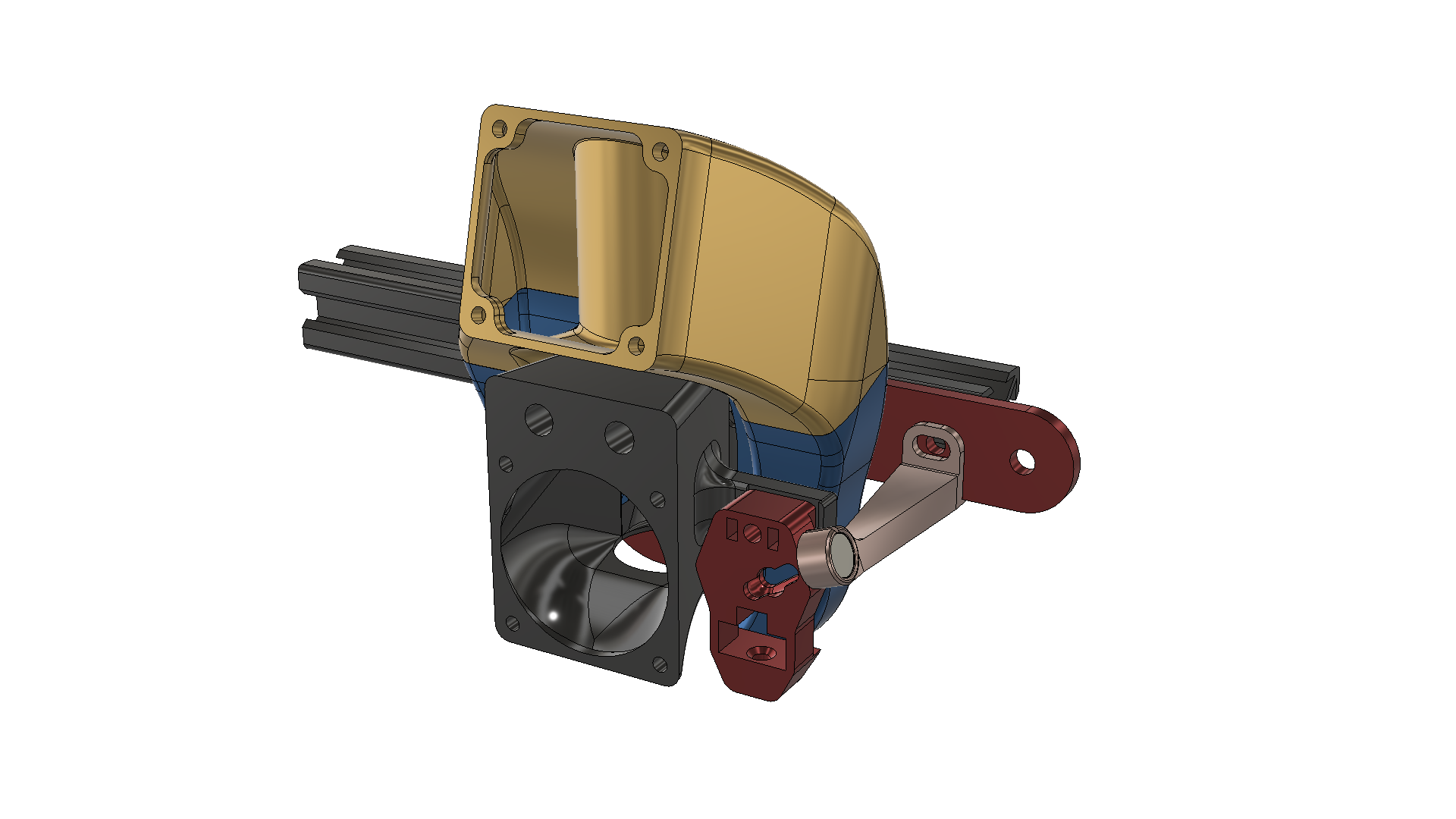
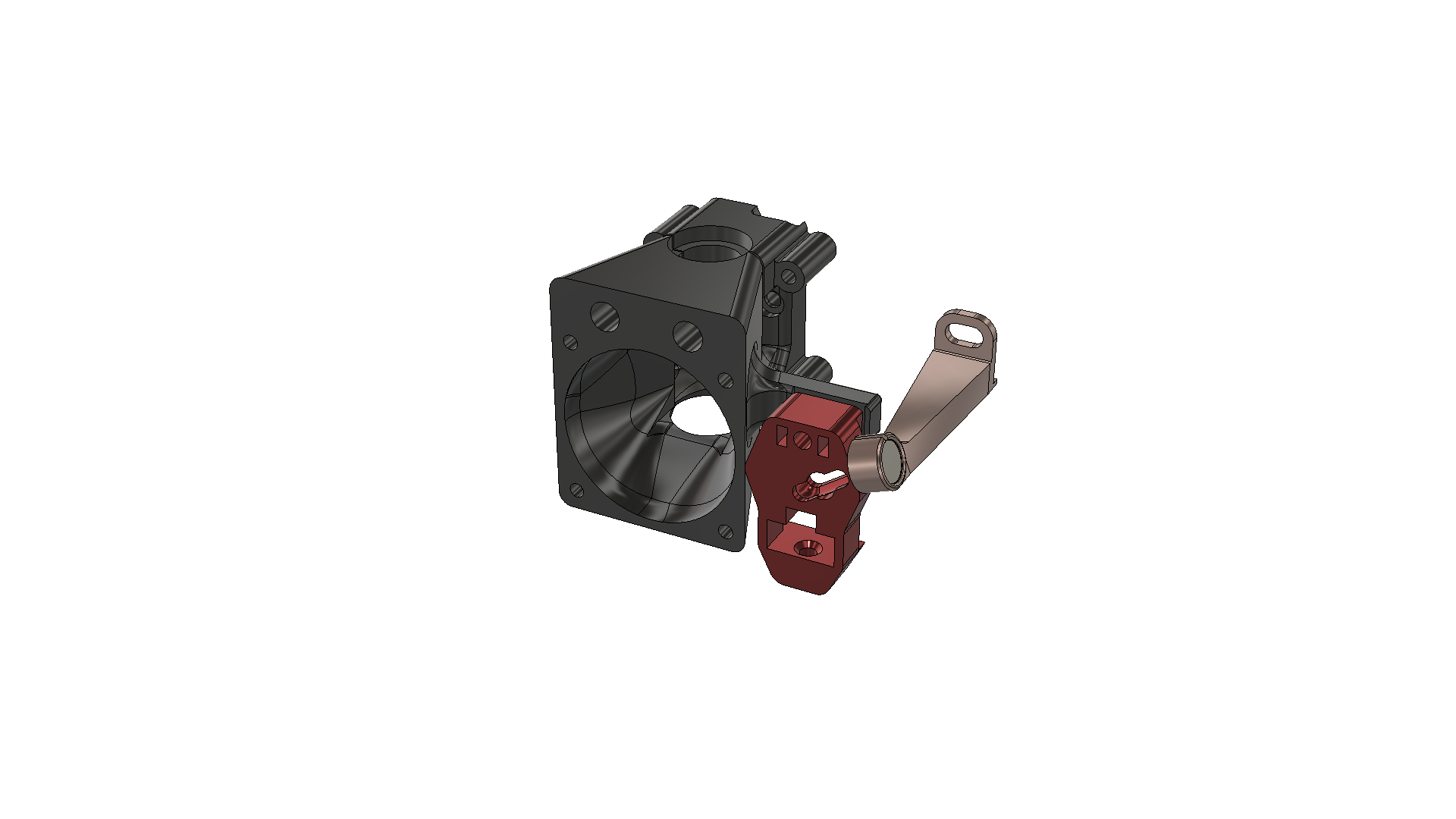
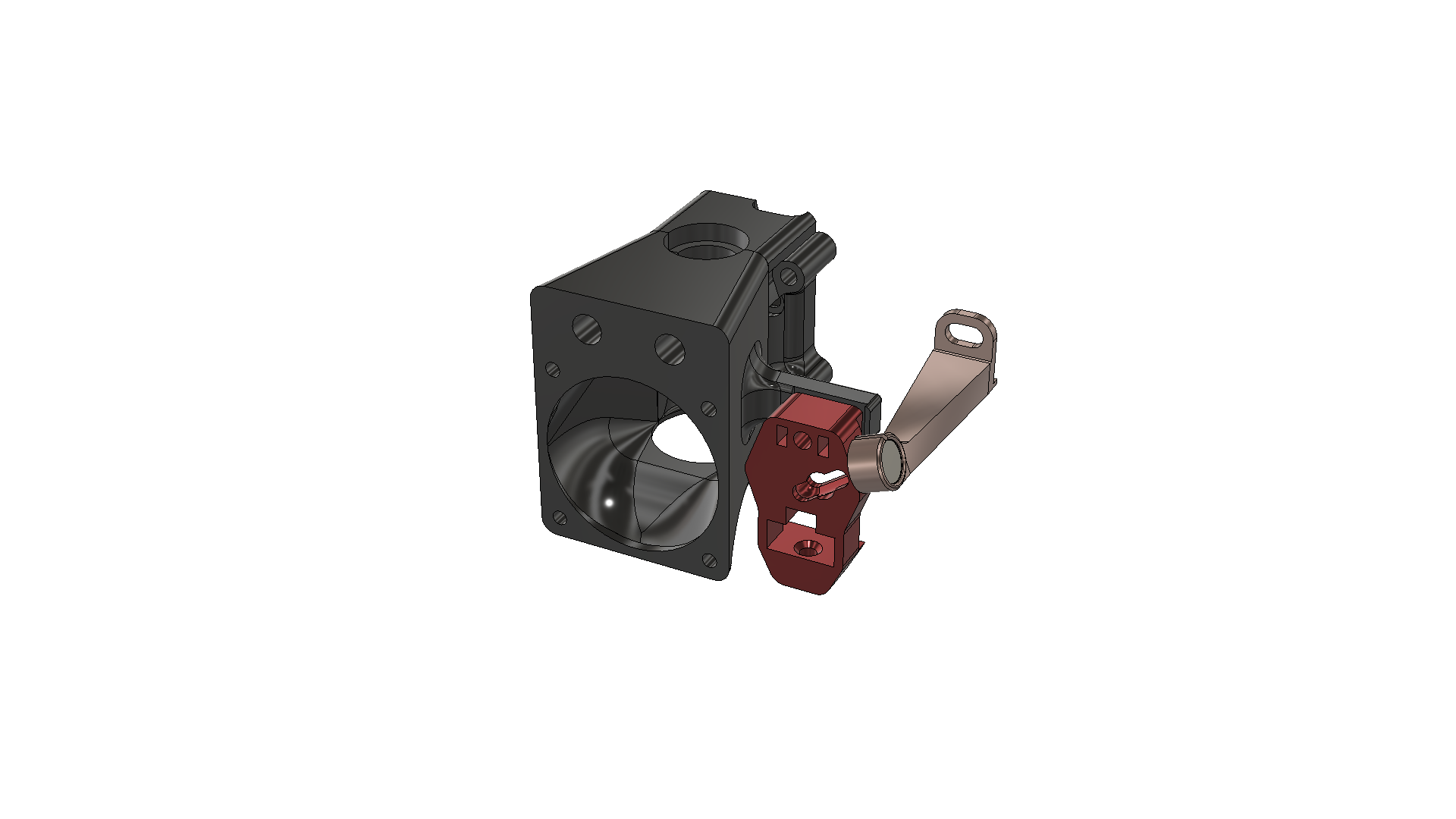
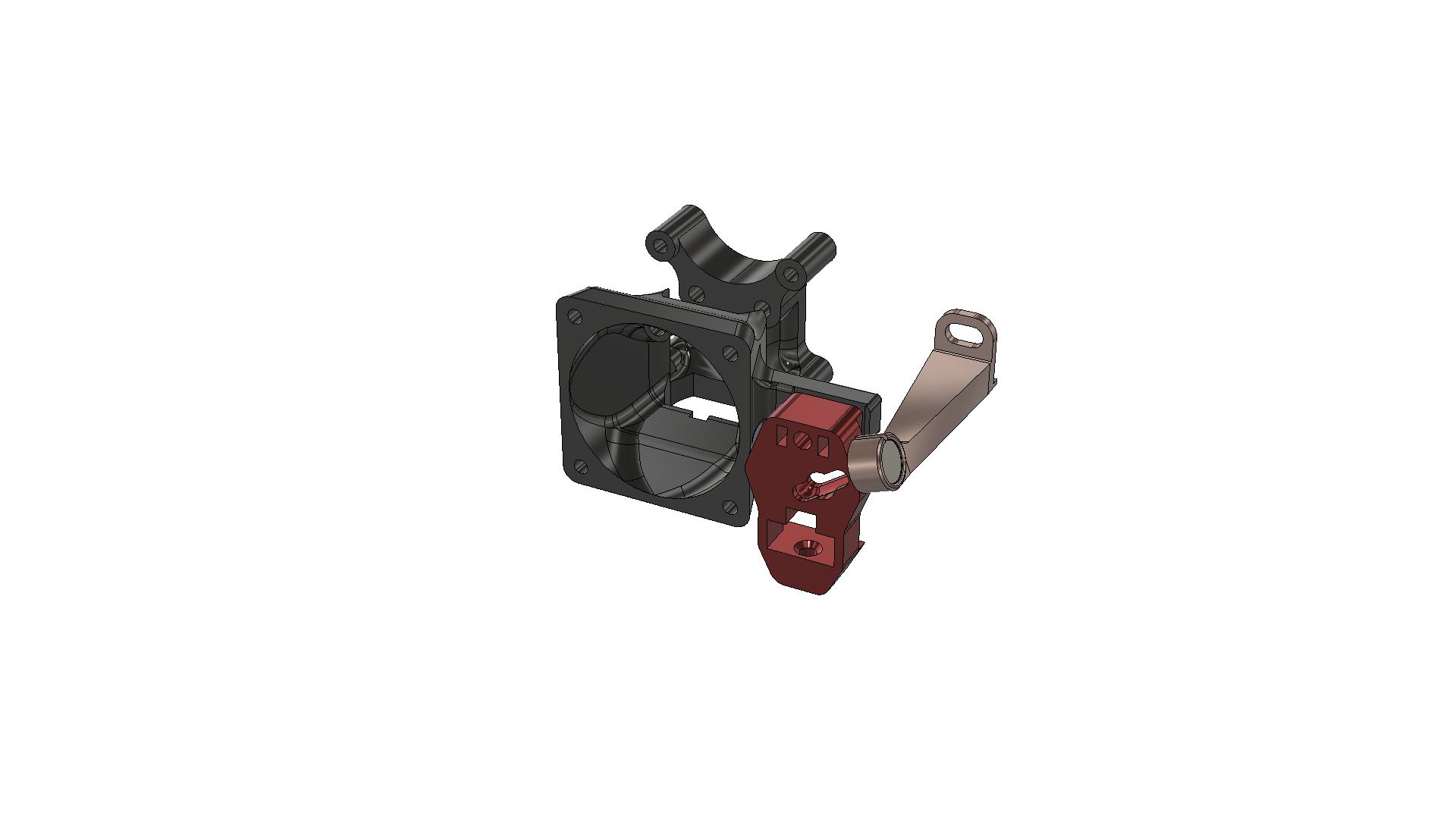
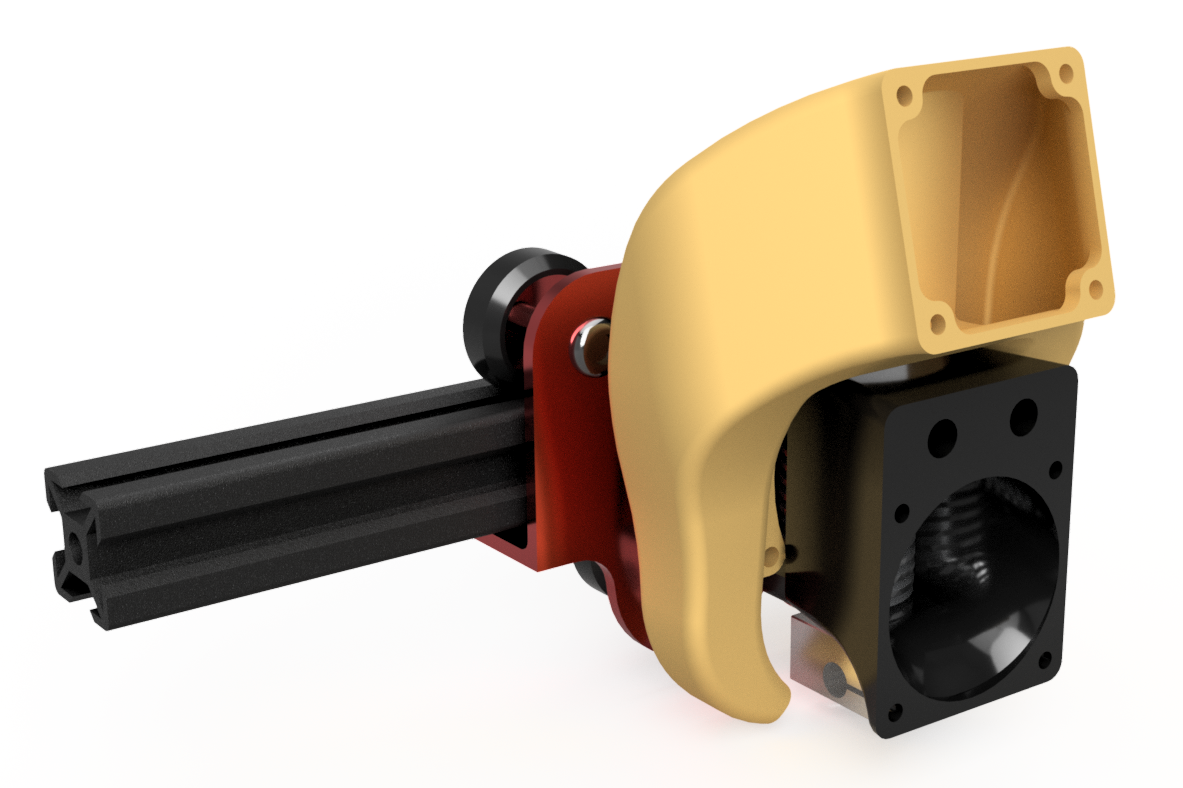
MAJ : 26/12/2019 : Ajout du modèle de chariot pour E3D) Bonjour, J'ouvre ce petit sujet pour vous faire partager mon expérience sur l'utilisation de guidages linéaires de la marque IGUS. Pour le moment ma modification ne porte que sur les axes X et Y. Voila ce que cela donne une fois monté (désolé pour les cales de fortune ): Mon choix s'est porté sur les chariots linéaire IGUS drylin® type T : Le premier modèle est un TW et le second un TWE (ajustable). Mes galets commençaient a s'user et à prendre du jeux, et la c'est vraiment très stable et robuste. Plus de réglage, pas d'huile ou de graissage. Il s'agit d'un polymère très résistant qui glisse à merveille et sans aucun bruit. Pour résumé, après beaucoup d'ajustements dans mes modélisations, je suis plutôt satisfait du résultat. Si quelqu'un veut se lancer dans l'aventure, voila le détail et les fichiers STL de ces montages : Axe X : Je suis finalement parti sur un chariot complétement imprimé (en PETG me concernant) : Ces modèles sont à utiliser avec les Fangs de @deamoncrack Modèle MK8 : Chariot IGUS 01.stl Chariot IGUS 02.stl 26/12/2019 : Modèle pour E3D V6 (ou TriangleLab) Chariot E3D-01.stl Chariot E3D-02.stl J'ai également du modéliser un nouveau support pour le capteur, afin de s'adapter au nouveau gabarit : Support Capteur X.stl Pensez à protéger l’arrière du capteur avec du scotch, parce qu'il va être très proche du rail métallique ! Matériel à prévoir : -1 chariot IGUS T TWE-04-15 (réglable) ou T TW-04-15 -1 rail IGUS T TS-04-15 de 37cm -Vis M3 : x4 (en plus de celles prévues à l'origine pour le Fang de @deamoncrack). -Insert M3 : x6 (4.5mm max) -Nouvelle courroie (un peu plus longue que celle d'origine) -Au moins 3 nuts M3 pour la fixation du rail Axe Y : Concernant l'axe Y j'ai modélisé un nouveau support pour le plateau qui reçoit 4 T TW-04-12 : Support Plateau 2.stl Et des supports pour 2 rails T TS-04-12 de 50cm : Support Rail Igus T TS-04-12 - Fixation.stl Chariot E3D-01.stl
.jpg.b609cced26972b9fb66d19d8bcbb5281.jpg)
.jpg.cdb93a756f8bad1c8c2e24530188de0d.jpg)
.thumb.jpg.eb7215162851798e5e5152b6f382c056.jpg)


 1 point
1 point -
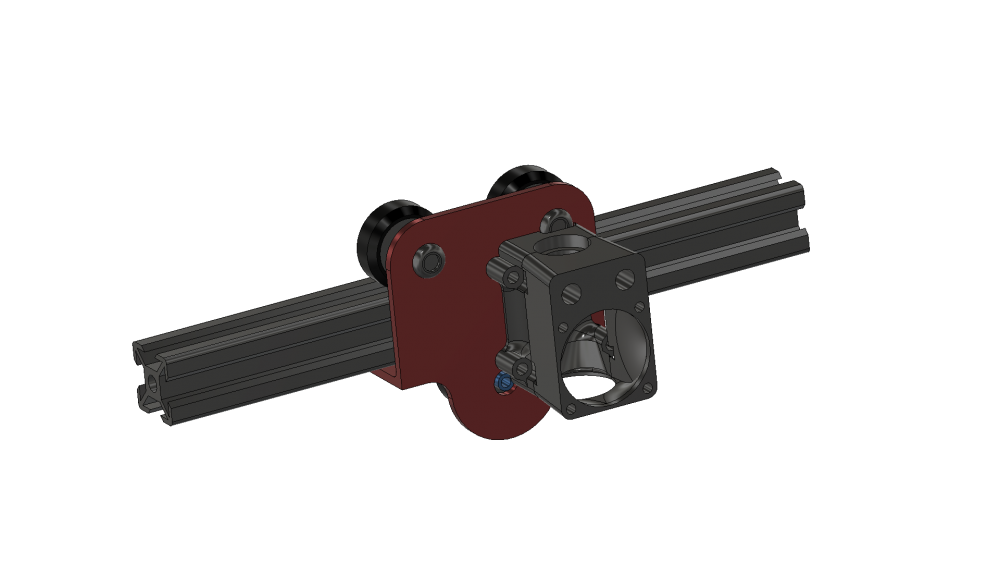
Merci @jipee L'essentiel c'est l'efficacité. J'ai profité du décalage nécessaire vers l'avant (pour le passage vers le capteur X) pour faire une gorge pour passer les fils vers la buse.1 point
-
Voici le fichier pour les pieds. pied 4 max pro.stl1 point
-
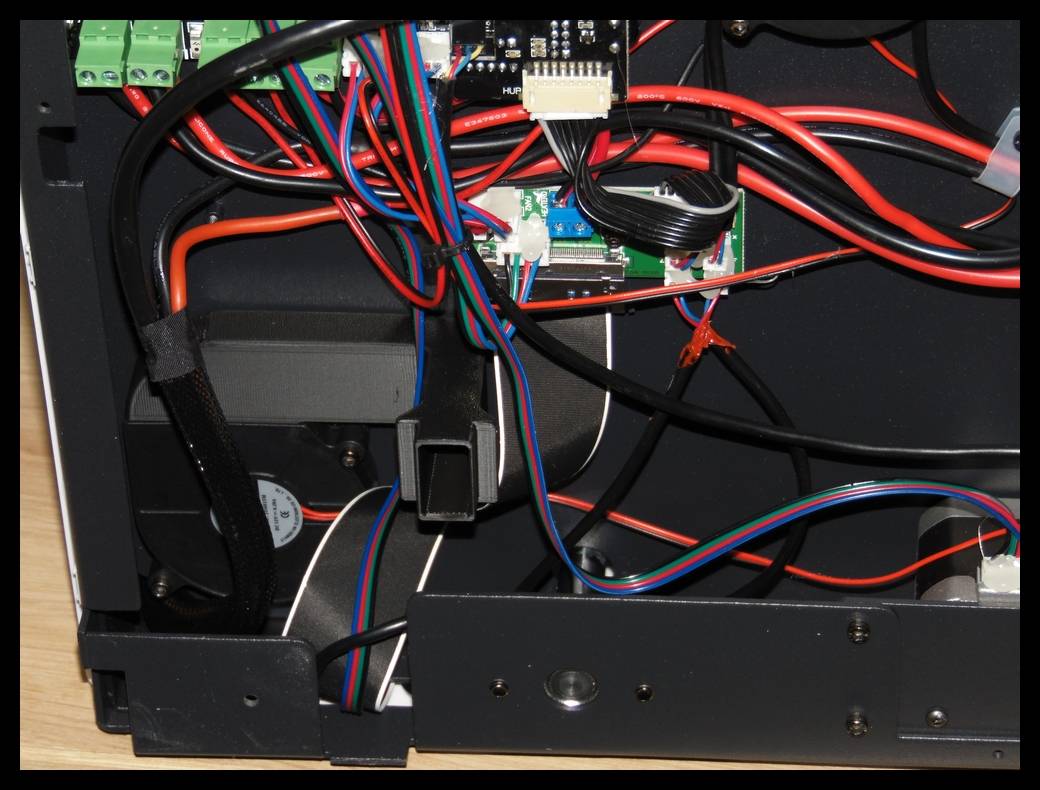
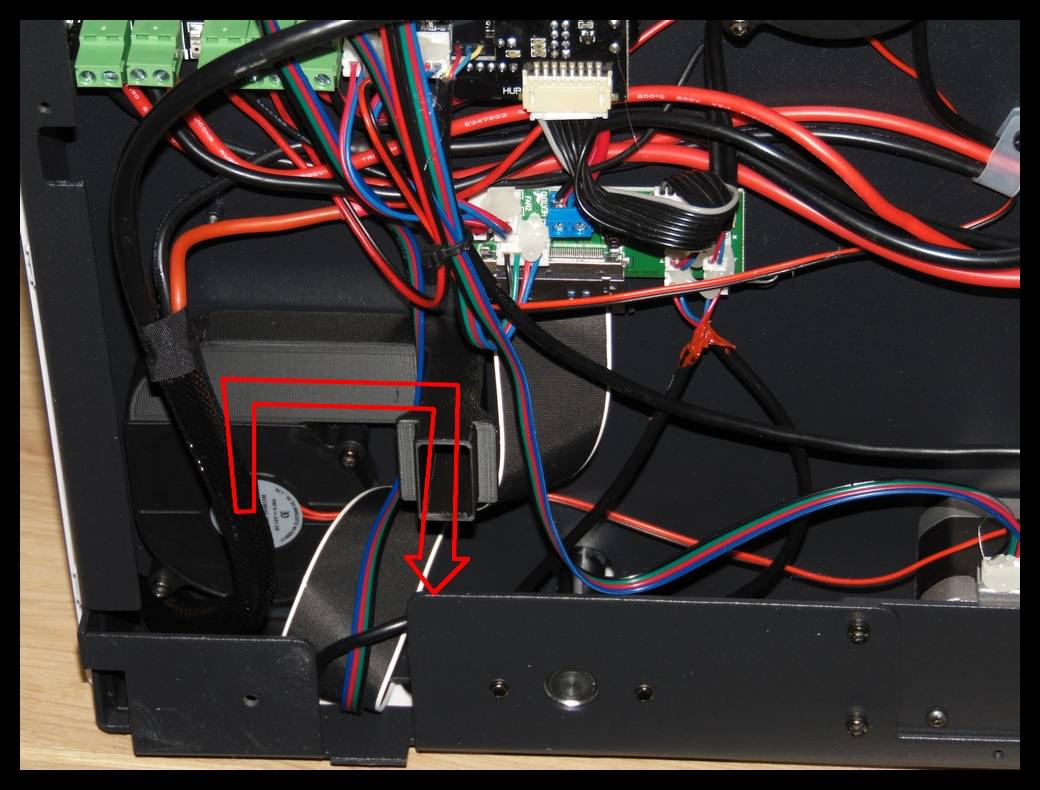
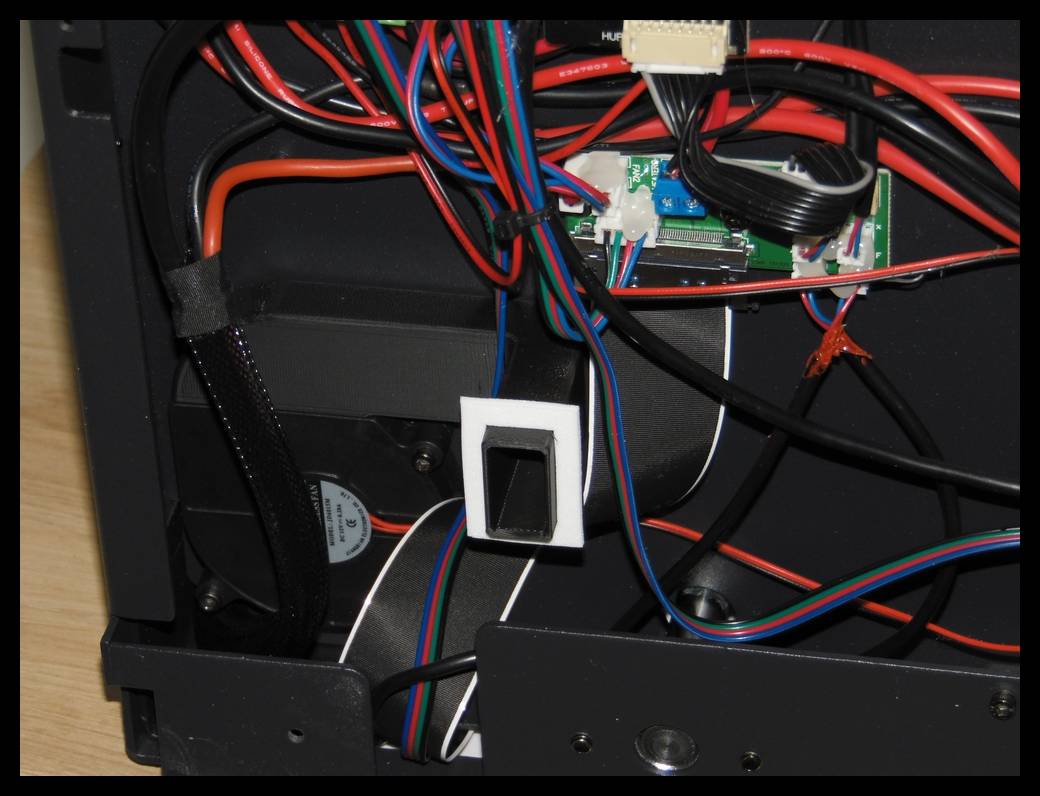
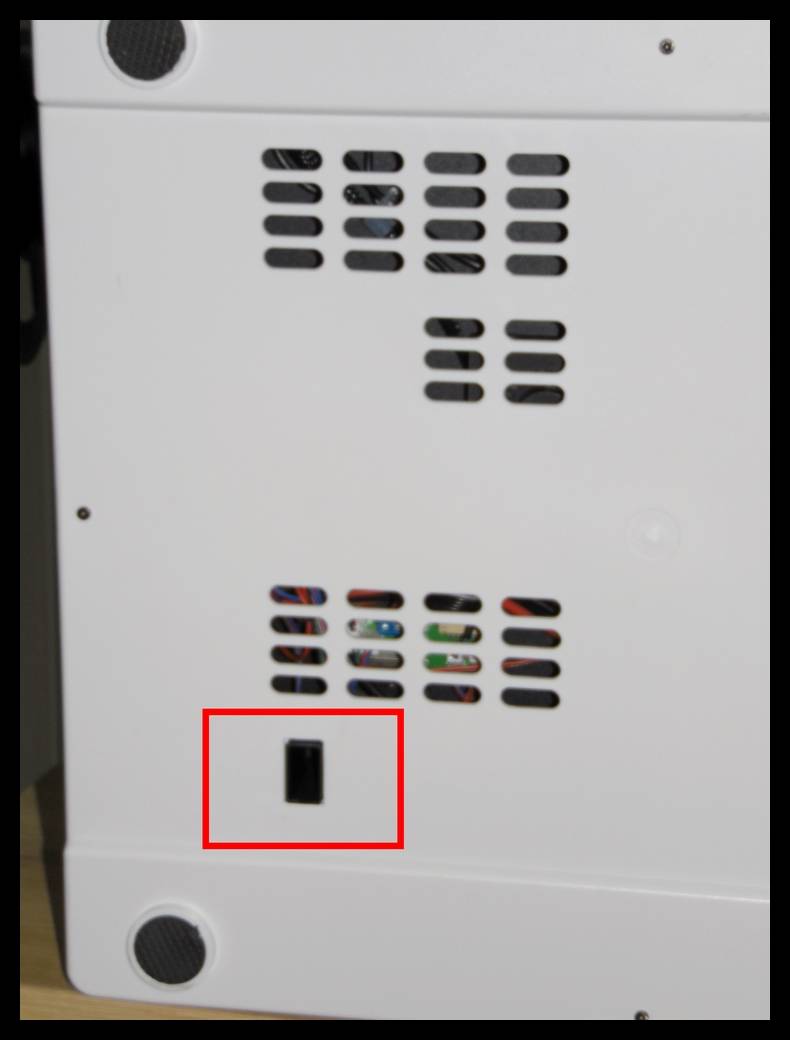
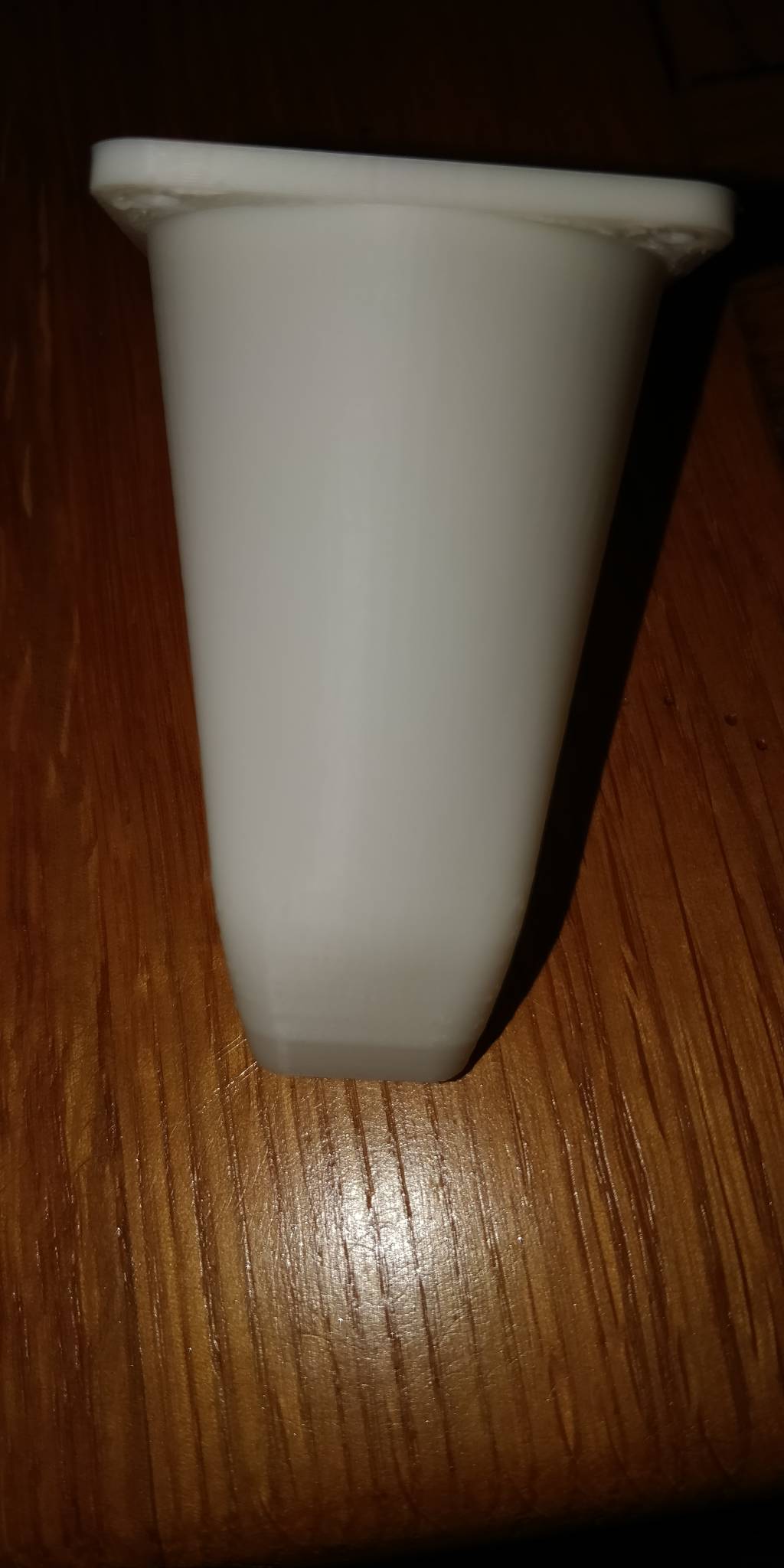
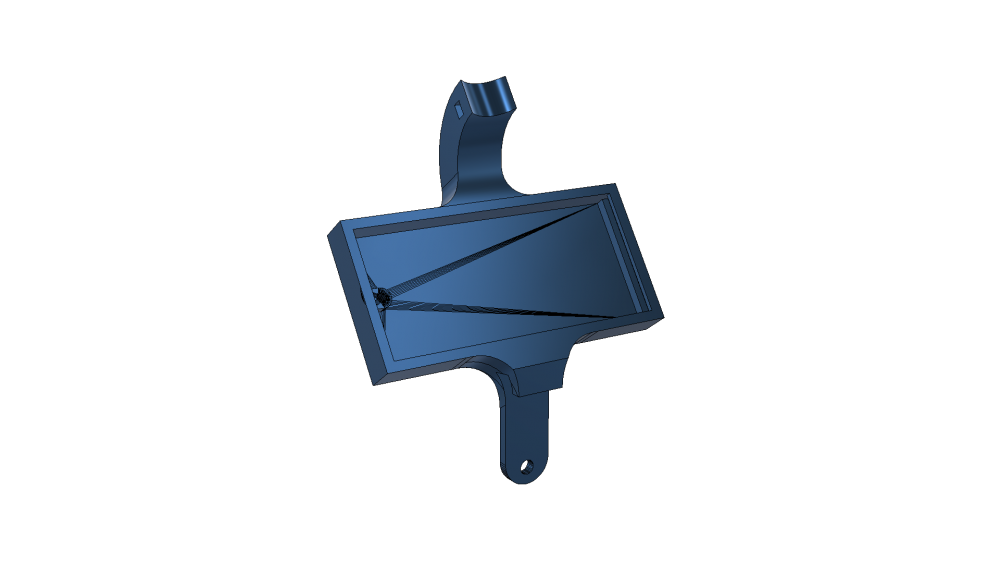
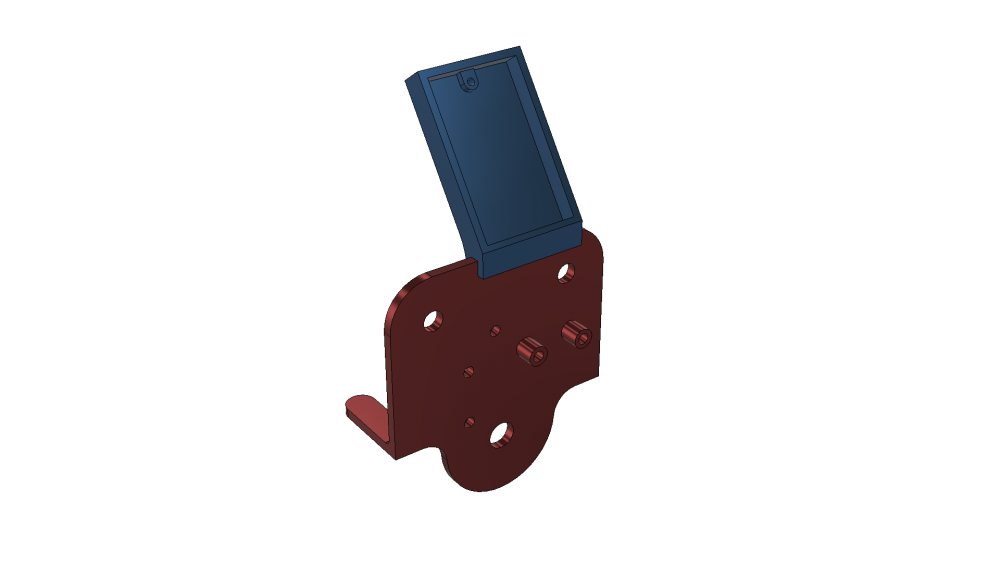
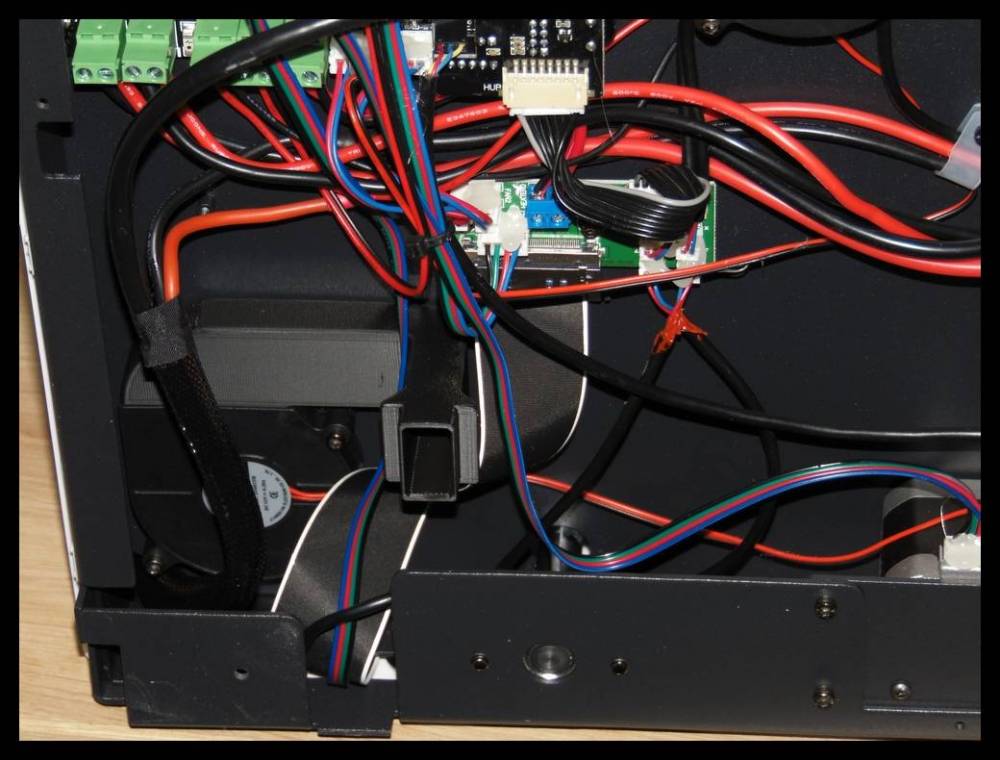
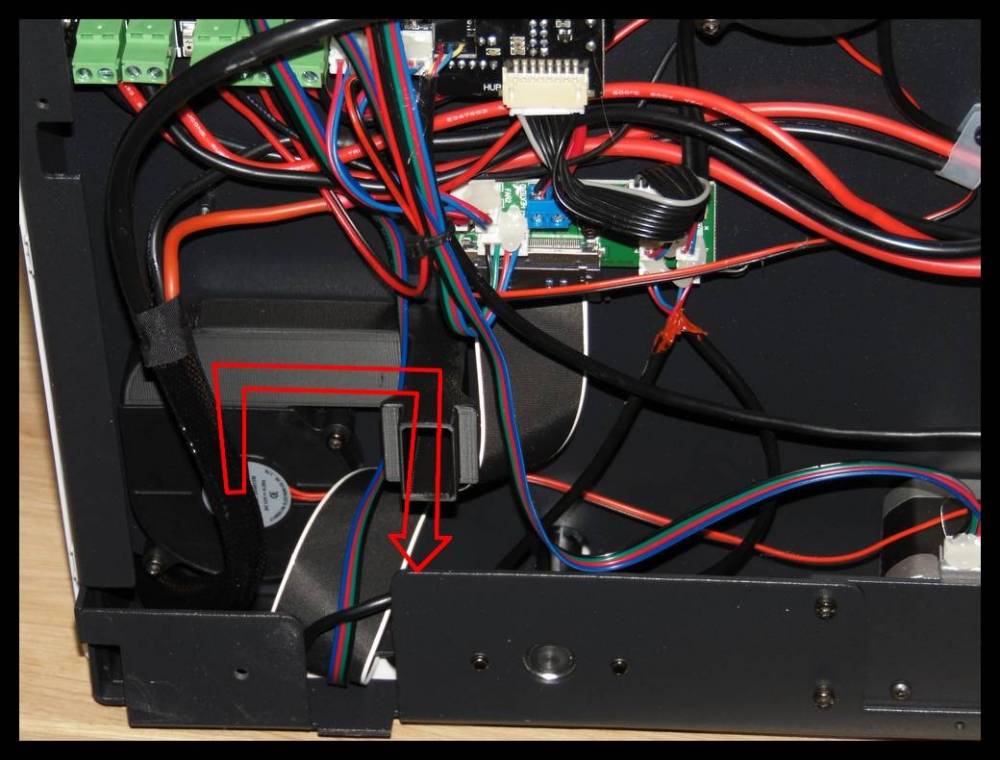
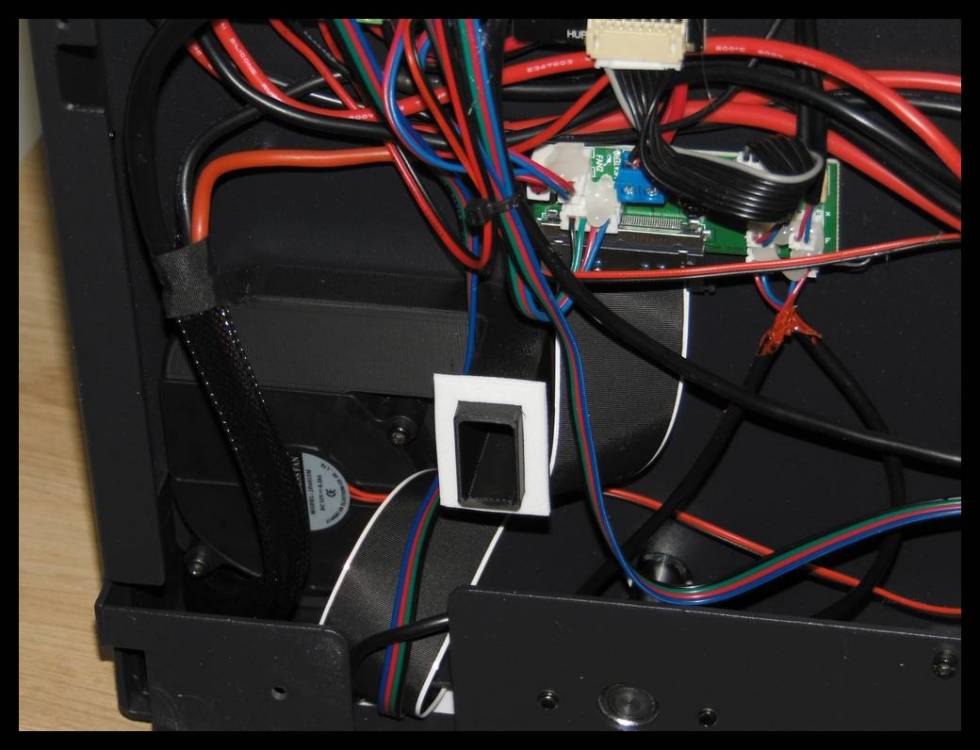
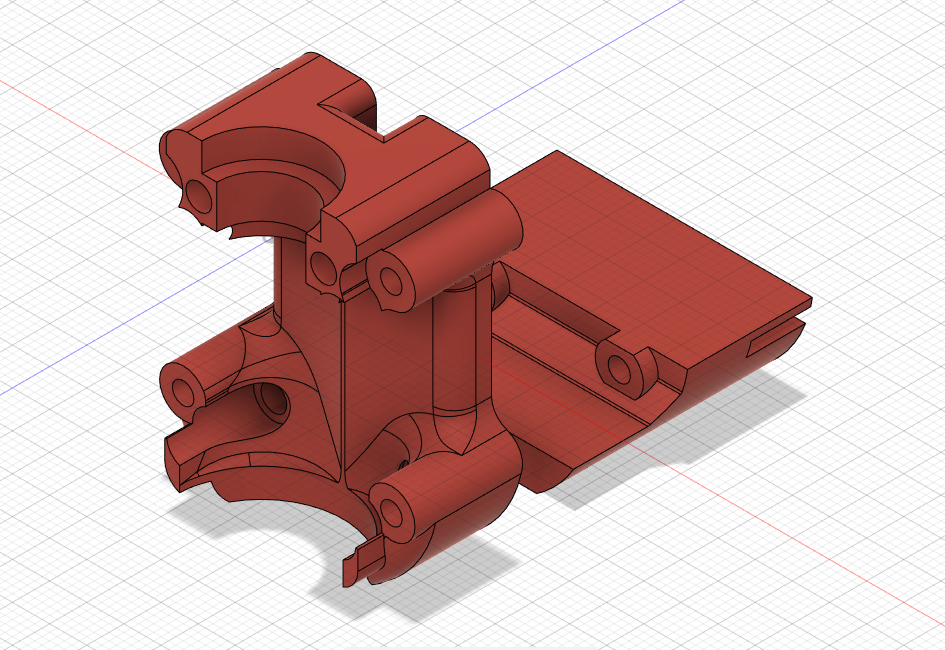
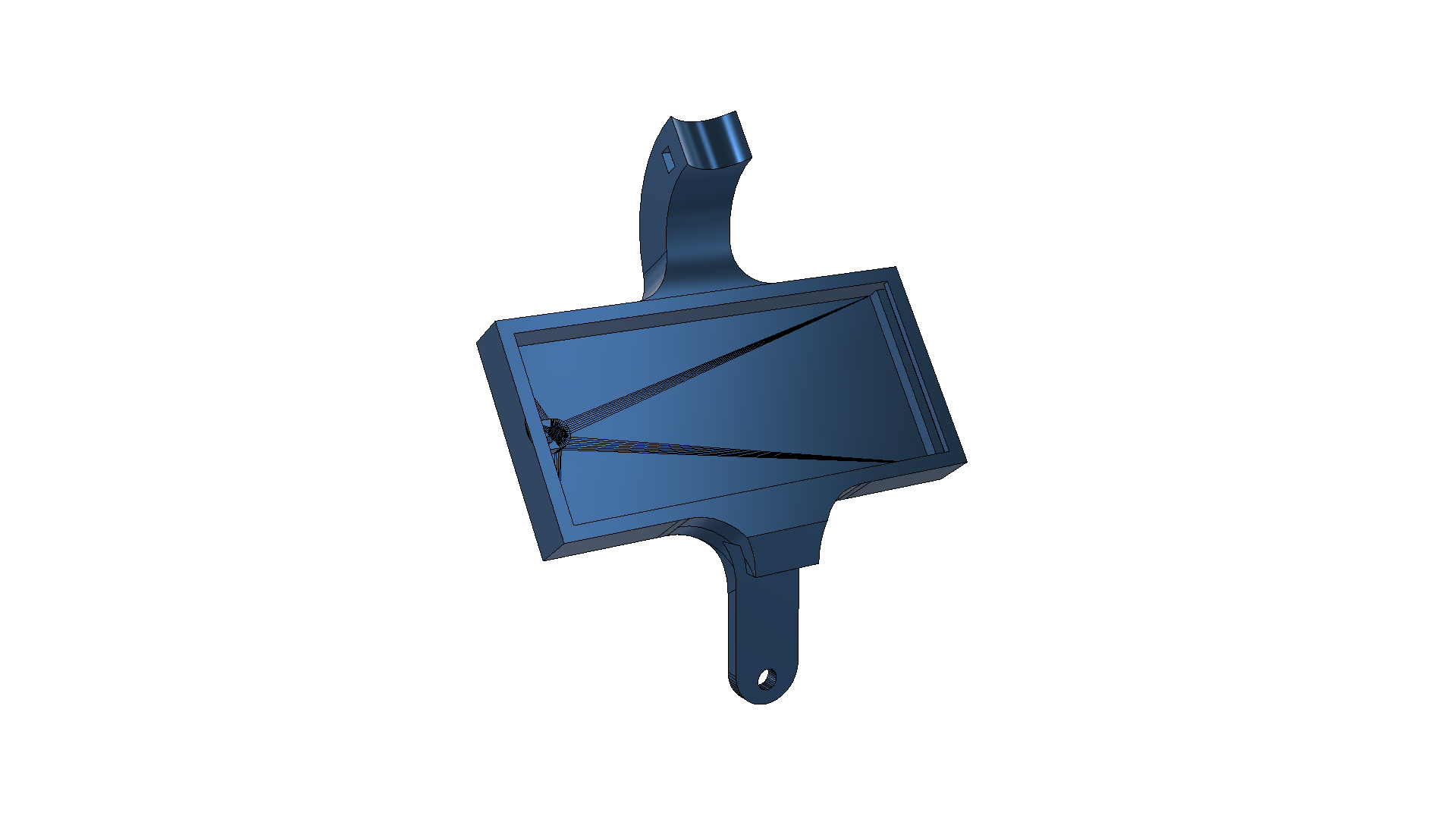
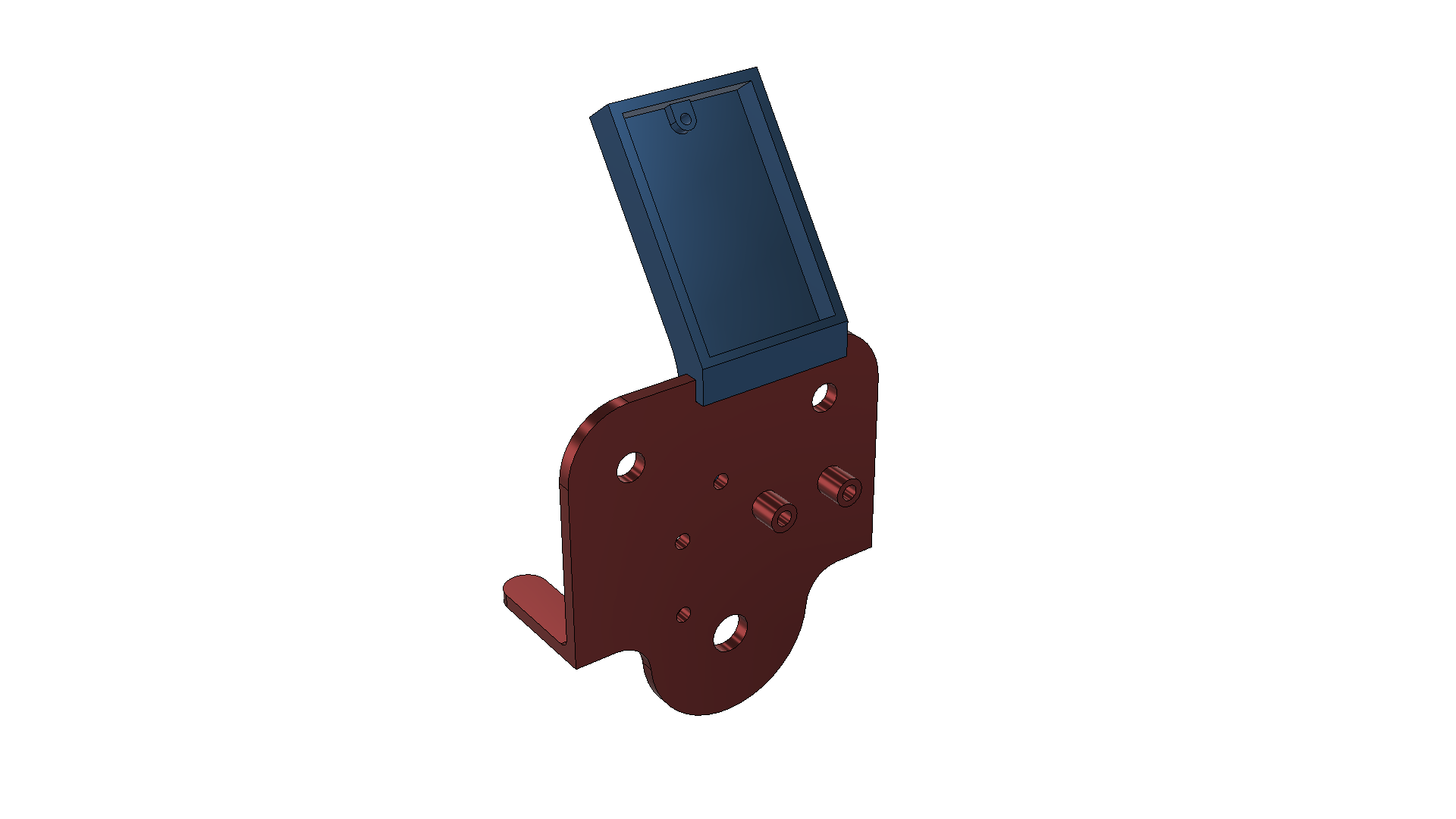
Nouveau projet sur la 4 MAX Pro. Je reviens sur le ventilateur du filtre qui souffle l'air chaud du caisson sur la carte mère et qui vient perturber le flux du ventilateur des TMC. J'ai modélisé un canal de ventilation. D'abord an PLA blanc pas cher pour vérifier que tout va bien puis en Greentec noir. Ce canal expulse l'air vers l'extérieur. J'ai du faire une ouverture dans le capot inférieur. Dans le dessin du canal de ventilation, j'ai prévu de mettre un petit bout de mousse de 2mm pour atténuer les vibrations du ventilateur avec le capot et caler le canal. Le canal de ventilation est collé au fond supérieur (en noir) par un bout de double face et c'est le capot inférieur (en blanc qui tient le canal de ventilation. A venir, remplacer les pieds en mousse par de pieds en TPU avec une ouverture centrale pour dévisser facilement les vis qui retiennent le capot inférieur sans devoir enlever la mousse et le risque de la déchirer. Faire un canal de ventilation pour mieux guider l'air sur les TMC.

 1 point
1 point -
Je ne suis pas un spécialiste des pièces mécaniques. Tout ce que je peux dire c'est c'est beaucoup plus lourd que du PLA. En solidité je dirais que c'est équivalent à du PLA classique mais c'est aussi plus flexible.1 point
-
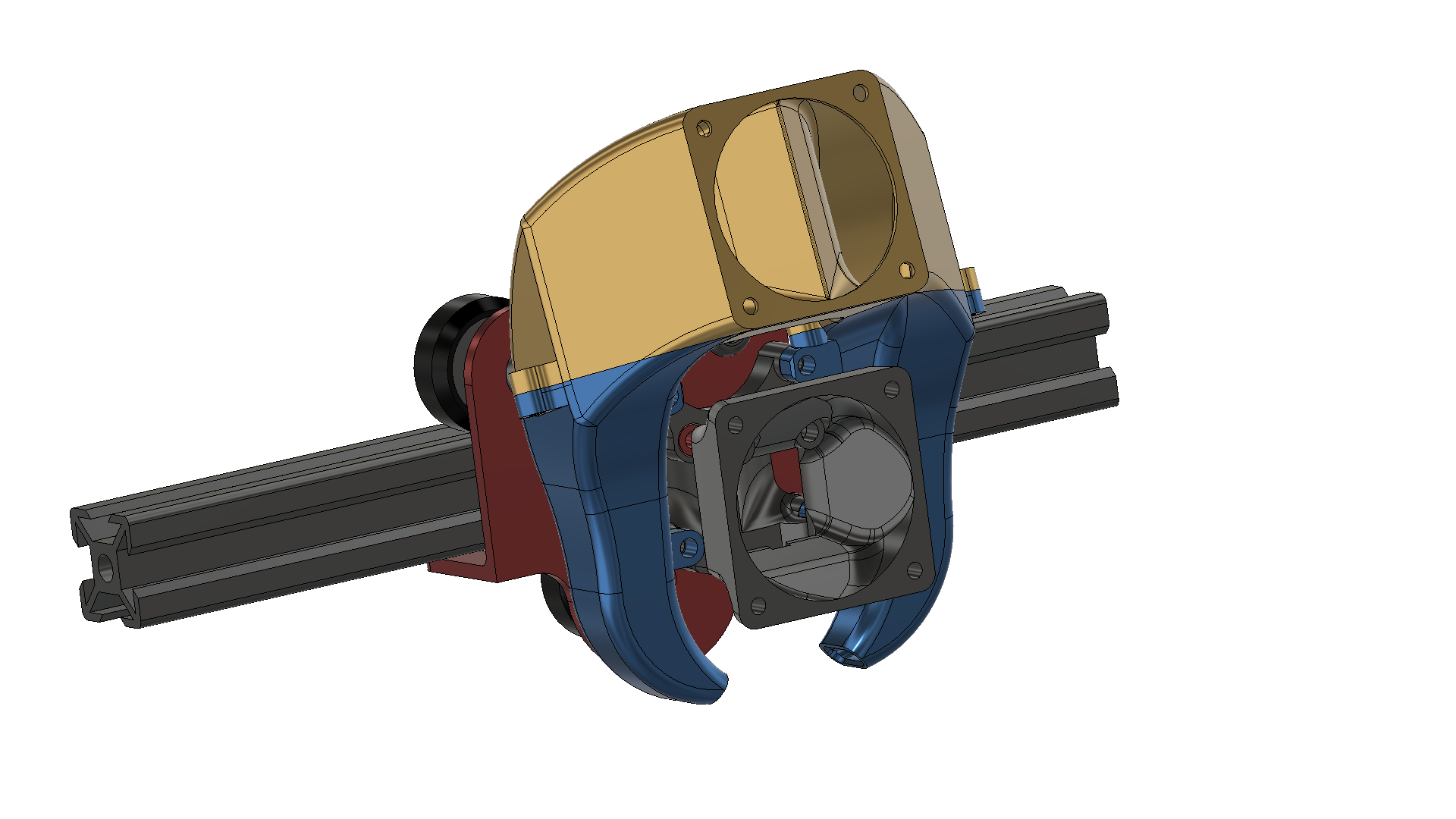
Bonjour, Après un gros break forcé (casse CM et passage en SKR 1.3), me voila de retour. Comme annoncé avant ces péripéties, je viens de partager mon chariot pour E3D.
 1 point
1 point -
c est reparti, ouf un fil du hotends qui était dessoudé1 point
-
oui les noctua sont silencieux mais niveau ventilation c'est pas top... ben si c'est ce qui est donné… oui1 point
-
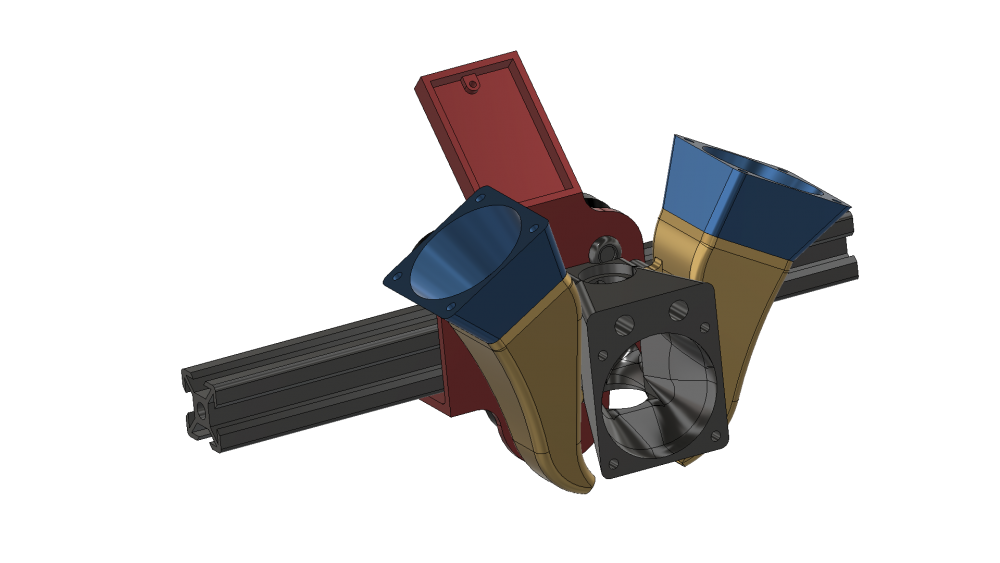
Alien fini


 1 point
1 point -
Peut être voir pour un petit réglage, d'origine les drivers ne sont pas toujours réglés comme il faut...1 point
-
C‘est exactement de quoi parle @Vincent (tu peux en trouver dans la plupart des GSB (Bricochose et compagnie…)). Je préfère tout de même l‘IPA même si les deux doivent être manipulés avec précautions (voir leurs Fiche de données de sécurité : PE Cleaner et alcool isopropylique ). Joyeux Noël1 point
-
as tu la carte d'origine ? la température du driver qui monte… carte ventilé ou pas… ?1 point
-
G-code début G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 Z15.0 F{speed_travel} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E40 ;extrude 40mm of feed stock G92 E0 ;zero the extruded length again G1 F{speed_travel} M117 Printing... G5 G-code fin M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M107 G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more G28 X5 ;Y5 ;move X/Y to min endstops, so the head is out of the way G1 Z40.0 F{speed_travel} ;move the platform down 40mm M84 ;steppers off G90
 1 point
1 point -
Je voulais chauffer le bed avent le G29, histoire de prendre en compte ça "dilatation"1 point
-
Becardiy à modélisé un support pour la nappe qui évite qu'elle ne frotte sur l'axe X (version V4) https://www.thingiverse.com/thing:3852345, du coup pour protéger les connecteurs des ventillos faut imprimer un cache https://www.thingiverse.com/thing:3701673 Dans cette configuration je trouve la tête moins imposante mais surtout c'est plus facile d'accès pour mettre ou retirer le filament. Perso j'ai eu un souci en imprimant de l'abs, le conduit de ventilation d'origine à fondu, j'en ai imprimée des autres en abs, plus de souci et légère amélioration des impression en pla Celui la fonctionne bien mais frotte légèrement la brosse : https://www.thingiverse.com/thing:3677305 Celui la c'est celui qui est en ce moment sur ma machine : https://www.thingiverse.com/thing:3772311 Et un support de bobine qui va bien (sauf pour les bobines en carton) : https://www.thingiverse.com/thing:36318581 point
-
Ben non je n'ai pas octoprint , il va falloir que je regarde si dans mes cordes1 point
-
Voilà problème résolu en passant par la carte SD, je n'ai plus de défaut.
 1 point
1 point -
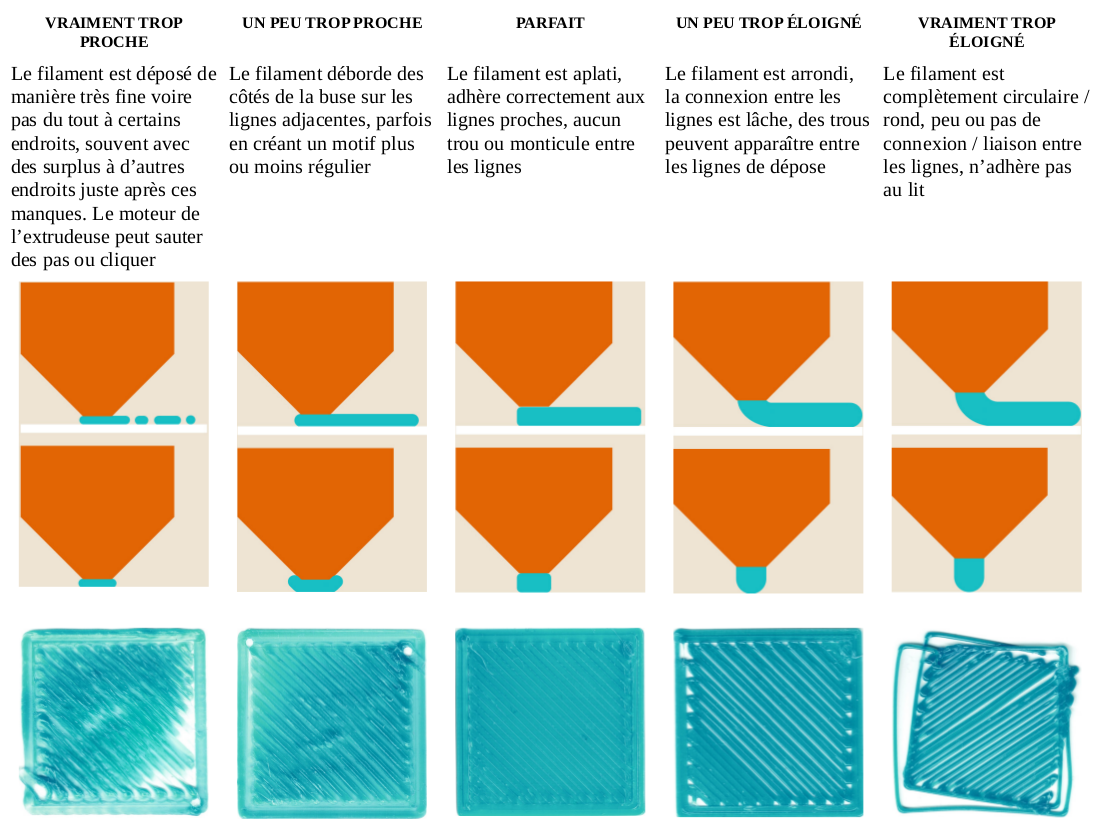
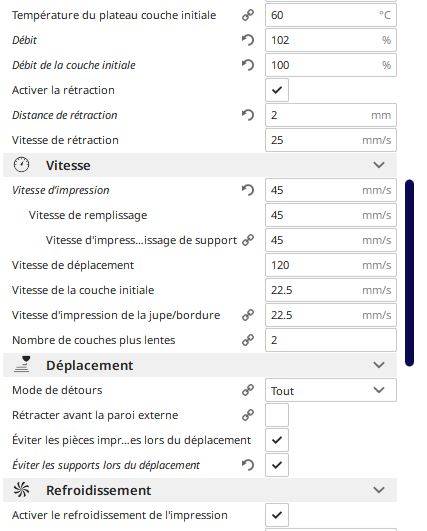
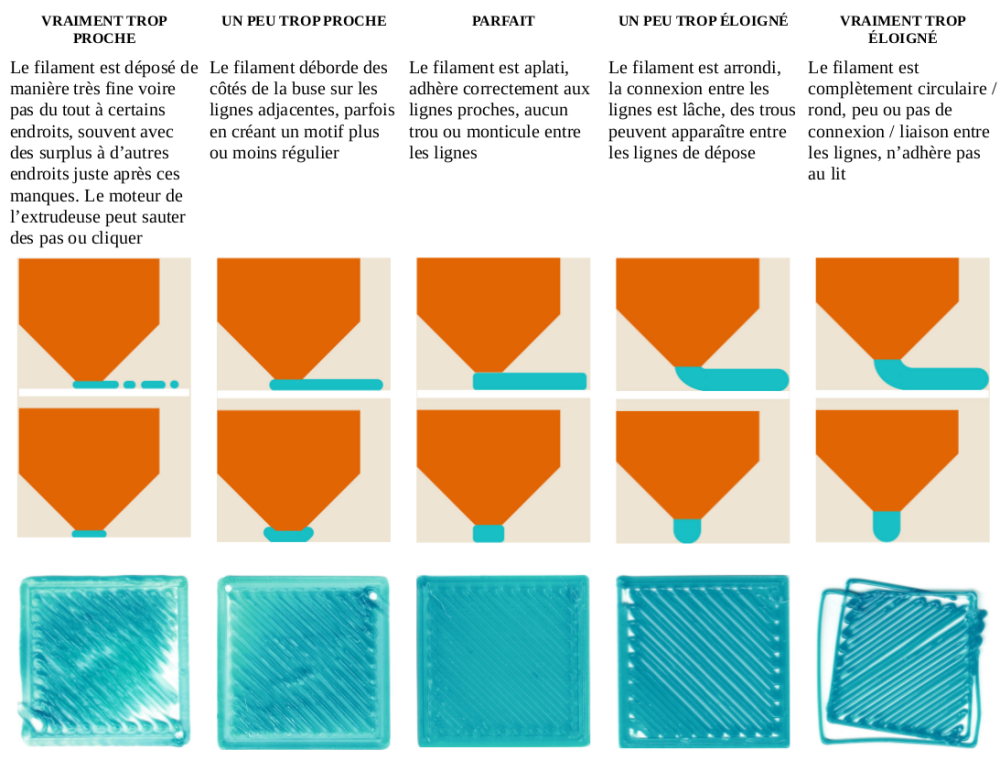
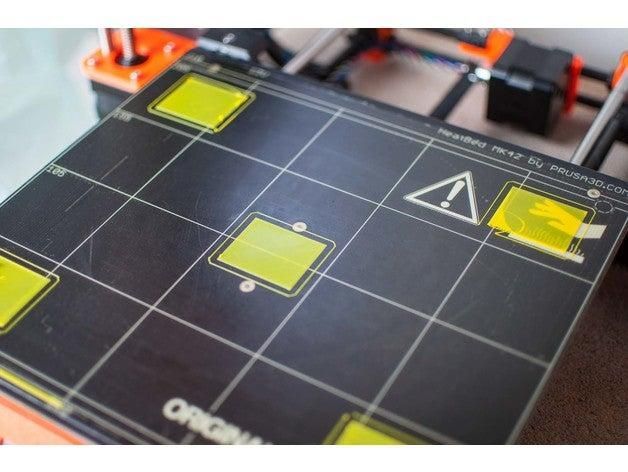
Le réglage de la première couche Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti. Ce réglage incorrect peut entraîner : Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau. Une première couche à l'aspect visuel désagréable. Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci. La détérioration de la surface du lit quand la buse est trop proche Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé. Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse. Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus. Cela peut se faire de manière : mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau) informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …). automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci) Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé. Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce. Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais). Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien. Si vous ne parvenez pas régler votre première couche, suivez ce lien. ---------------- Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
 1 point
1 point -
Slt, Oui je confirme, même si certaine M-SLA ont des volumes équivalent au FDM. Perso, je l'utilise en Aéromodélisme pour des pièces mécaniques de précision, charnières de volets, Guignols, palonniers mais aussi des pièce pour le côté maquette des modèles (Planche de bord, mannequin, sièges, etc …) @Ironblue Mon StartEnd 4Max Pro modifié de la 4Max qui d'origine sous Cura me posait des problèmes d'extrusion de démarrage et balançait la tête en butée en fin d'impression, ce que le moteurs n'aiment pas trop à long terme Start G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 X-40 Y40 ;Nozzle Brush G1 X-40 Y5 ;Nozzle Brush G1 Z15.0 F{speed_travel} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E40 ;extrude 40mm of feed stock G92 E0 ;zero the extruded length again G1 F{speed_travel} M117 Printing... G5 End M104 S0 ; turn off extruder M140 S0 ; turn off bed M84 ; disable motors M107 G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 ;X-20 Y-20 F{speed_travel} ;move Z up a bit and retract filament even more G28 X5 ;Y5 ;move X/Y to min endstops, so the head is out of the way G1 Z40.0 F{speed_travel} ;move the platform down 40mm M84 ;steppers off G90 M300 P300 S40001 point
-
Voici mon gcode Anycubic mega Start G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off M104 S[first_layer_temperature] ; set extruder temp M140 S[first_layer_bed_temperature] ; set bed temp M190 S[first_layer_bed_temperature] ; wait for bed temp M109 S[first_layer_temperature] ; wait for extruder temp G28 X0 Y0 Z0 ;move X/Y to min endstops M501 ; trigger manual mesh level usage M420 S1 ; trigger manual mesh level usage G0 Z0.15 G92 E0 ;zero the extruded length G1 X40 E25 F500 ; Extrude 25mm of filament in a 4cm line. Reduce speed (F) if you have a nozzle smaller than 0.4mm! G92 E0 ;zero the extruded length again G1 E-1 F500 ; Retract a little G1 X80 F4000 ; Quickly wipe away from the filament line M221 S{if layer_height==0.05}100{else}95{endif} M117 Printing End M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F9000 ;move Z up a bit and retract filament even more G28 X0 Y0 Z50 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning Tu as aussi la ligne de purge... Tu eux tester tout en gradant sous le coude tes anciens gcode...1 point
-
Le filament fourni avec c'est de l'Anycubic, qualité aléatoire... Oui l'humidité est l'ennemi du filament, le maintenir bien au sec, j'en ai 45kg placés dans des mannes à linge avec couvercle et un deshumidificateur (sac pingu) prévu pôur l'auto...L'impression terminée, la bobine retourne dans sa boite... Et oui, les bulles que tu vois peuvent être dues à l'humidité Tu peux le déshumidifier en le mettant au four à 50° pendant 1 bonne heure.... Je ne blague pas Je dois reconnaître que là, j'y perds mon latin et j'arrive au bout de mes capacités sans voir l'imprimante et/ou tes réglages dans le slicer... 200°, c'est un peu ... trop peu ... 205 ou 210 c'est meiux, cela dépends des filaments mais perso suis quasi tpujours à 210° (PLA) et bed à 65° et ce sur toutes mes imprimantes. Pour le filament, éviter les petits prix bas de gamme... Et pas non plus du Colorfabb à 40€ Tu peux compter sur Spectrum, Filamentum (mon préféré sur 3djake.fr meilleur prix et envoi gratuit dès 50€),3djake (pas mal pour le prix) Prusa, Wanhao (pour les transparents), Amazonbasics (couleurs de base, noir blanc etc), filament-pm (mon second choix avec prusa)... A éviter : real (wraping), eryone (instabilité du diamètre et noeuds), ice (du bon comme du mauvais, c'est la roulette)... Pour le débit, est ce que ton extrudeur "claque", dans ce cas tu sers un poil la vis de régalge (voir précédent post). L'extrudeur entraine le filament, s'il ne serre pas assez celui-ci, il glisse et provoque des sous-extrusions ou des irrégularités dans l'extrusion. Je n'ai pas encore regardé mais vois si tu ne trouves pas des pièces à imprimer sur thingiverse.com ... Bon ben j'ai trouvé ton support bobine ... https://www.thingiverse.com/thing:3631858 avec des roulements 608 (très communs ) et là çà ... roule ... tous mes supports sont avec des roulements Je suis quand même étonné que je suis le seul à t'aider malgré 177 vues !!!! Y a personne sur ce forum ou quoi ! Personne d'autre n'a une 4 max pro ?????1 point






.jpg.1c8ee3ade823380ff6950706f50ac389.jpg)