Classement




Contenu populaire
Contenu avec la plus haute réputation dans 30/12/2019 Dans tous les contenus
-
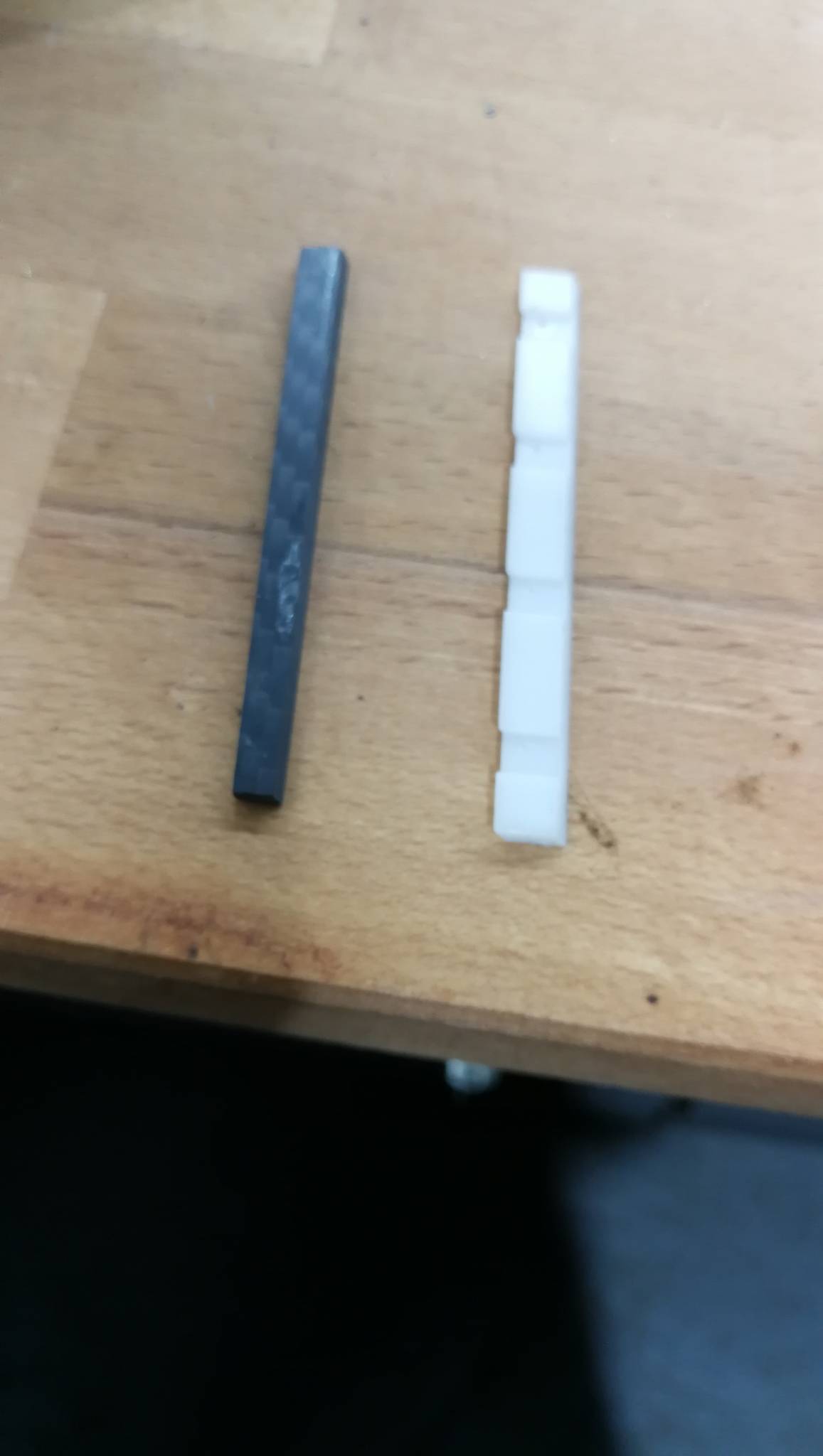
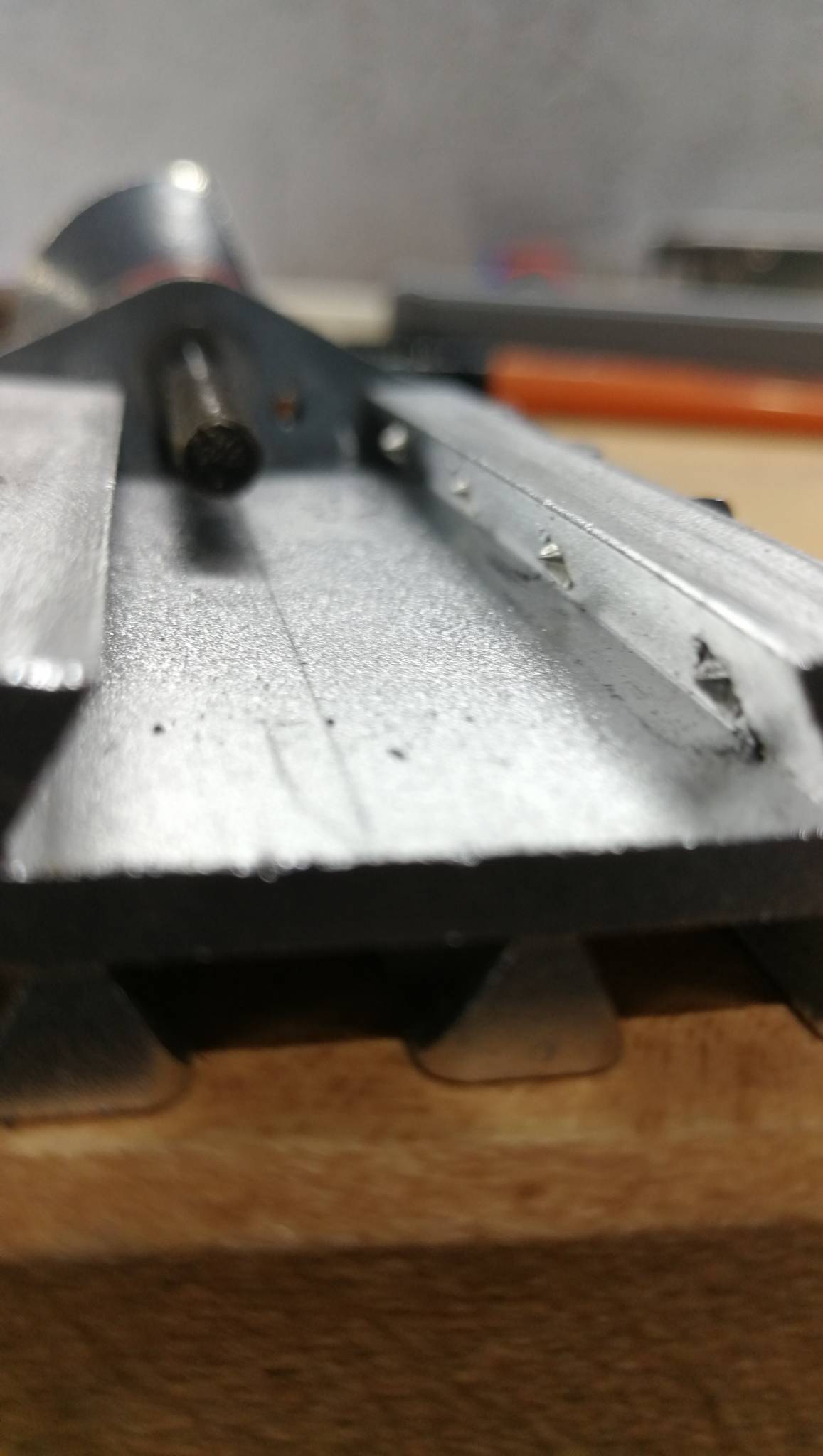
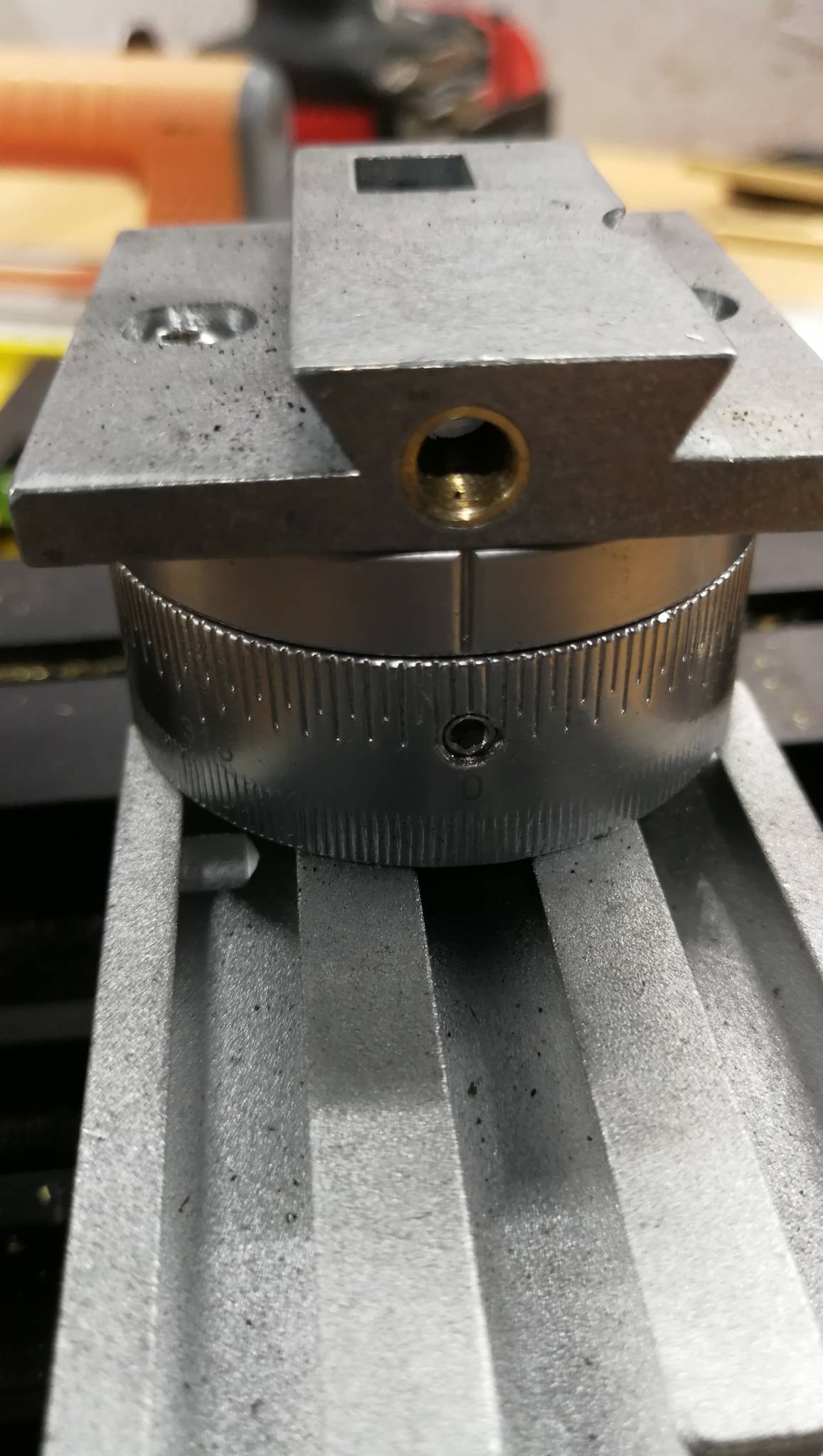
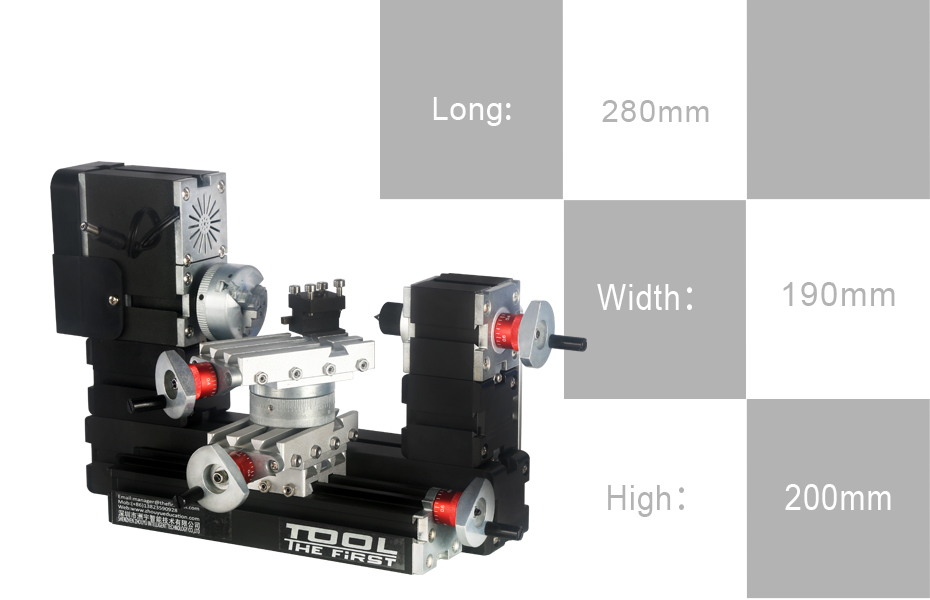
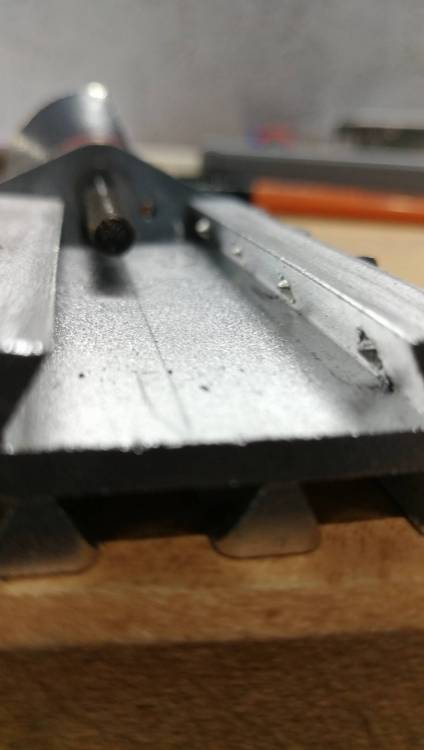
Bonjour à tous. Comme signalé dans mon sujet sur mon imprimante CR10S bricolée, j'ai fait l'acquisition d'un petit tour éducatif made in china. Et maintenant qu'il est arrivé et que j'ai reçu quelques accessoires je vais donc essayer d'en faire une petite review. Première chose à prendre en compte avant de commencer : C'est un tour éducatif made in china !!!! donc ne vous attendez pas à une machine professionnelle mais plus à une bonne base pour bricoler de petit trucs après quelques améliorations comme avec nos imprimantes de même provenance. La première modification que j'ai faite est de changer le corps de l'ensemble par un plus long, celui de base fait 28cm et ne permet de travailler que des barres de 13 cm maximum. J'ai donc installé un corps de 51 cm. La deuxième modification à faire à mon sens est de changer les petites réglettes de compensation de jeux dans les axes de translations. De base, les translations se font grâce à des glissières en queue d’aronde dont le jeu est compensé avec des vis serrés sur une petites réglette en plastique pas très dur, occasionnant du ballant au moindre effort. Je les ai donc remplacer par des réglettes en fibre de carbone issue des plaques de 3 mm que j'ai utilisé pour changer mon plateau d'imprimante. Comme ça le jeu est supprimer plus facilement et juste un peu de lubrifiant au silicone permet d'avoir une glisse suffisante. Il faut aussi penser à faire quelque réglage d'alignement, dans mon cas la pointe de centrage de droite est plus haute de ~1mm que le mandrin, j'ai donc été obligé de surélevé légèrement le bloc moteur/mandrin pour parfaire l'alignement. Pour l'instant je ne peux utilisé que des outils de 4x4mm,mais ce n'est pas problématique, il est assez facile de trouver des barres en acier traité pour s'en fabriquer d'autre. J'ai prévu d'utiliser ça dans un futur proche mais les vis de fixations prévues sont en M8 et M10 Donc je vais devoir imprimer un insert pour pouvoir utiliser une vis M4. En le faisant dépasser sur le côté du chariot d'avance outil je devrait pouvoir descendre suffisamment le porte outil pour utilisé des outils avec insert. Voilà pour l'instant ou j'en suis et cette petite machine est amplement suffisante pour du bois ou pour des métaux mou si on est pas trop demandeur. Comme modifications futur j'ai prévu de changer le mandrin par un en acier de meilleur qualité, le seul problème étant que la fixation est en M12 et que c'est pas facile à trouver. Et ma deuxième modification future sera de remplacer l'interrupteur par un variateur, car je trouve dangereux de lancer la bécane directement à 2000 tr/min quand la concentricité de la pièce entre le mandrin et la pointe de centrage n'est pas parfait (je vais peut être créer un cône inverser à mettre sur la pointe de centrage car celle ci ne peut pas être enfoncer dans le matériaux ). @fran6p @Titi78 @Jean-Claude Garnier @miserovitch

 1 point
1 point -
perso je l'extrude à 205°1 point
-
Un gros +1 @chrischneider avec ton slicer ( j'imagine Cura derniere version 4.4.1) passe ton imprimante avec le profil Ender 3 Et surtout règle bien tes 3 axes le plus souple possible. (pas de points durs). tes excentriques tu utiliseras juste au contact des profilés, mai sans aucun jeu. Un bon leveling du plateau tu affineras. Il faut que la feuille de papier gratte sous la buse. Au centre, c'est au petit bonheur la chance pour avoir un plateau rigoureusement plat... Bonne continuation et persévérance !1 point
-
C'est le gcode de base de la carte micro SD fourni, le raft dessus n'est pas top, c'est normal. Justement maintenant faut apprendre tout ce jargon, le type de support, le débit de filament, etc. Faire quelques print de structure de calibration pour vérifier les dimensions, le débit de matière, l'exdrudeur, et surtout faire une tour de chauffe pour chaque nouveau PLA que tu aura pour vérifier à quelle température il travail le mieux Il y a masse de tut sur YouTube, je te conseils vivement d'en regarder, ceux d'Egalistel par exemple :), ensuite tu en a pleins d'autres très complet et complexe mais regarde en fonctions des besoins et soucis que tu rencontrera progressivement. Pour le reste c'est du fun, du plaisir et surtout de la patiente...1 point
-
Exact Par contre tu devrais y trouver des têtes E3D. Le tube PTFE traverse le radiateur pour aller au contact de la buse. En fait cette tête c'est un mix: radiateur type E3D, heatbreak «bore» (le PTFE passe à l'intérieur), corps de chauffe classique Creality (MK8 / MK9, 20x20x10 mm) et buses classiques Creality, le tout enrobé dans sa chaussette silicone MK9. Cartouche de chauffe 40W / 24V et thermistance NTC100.

 1 point
1 point -
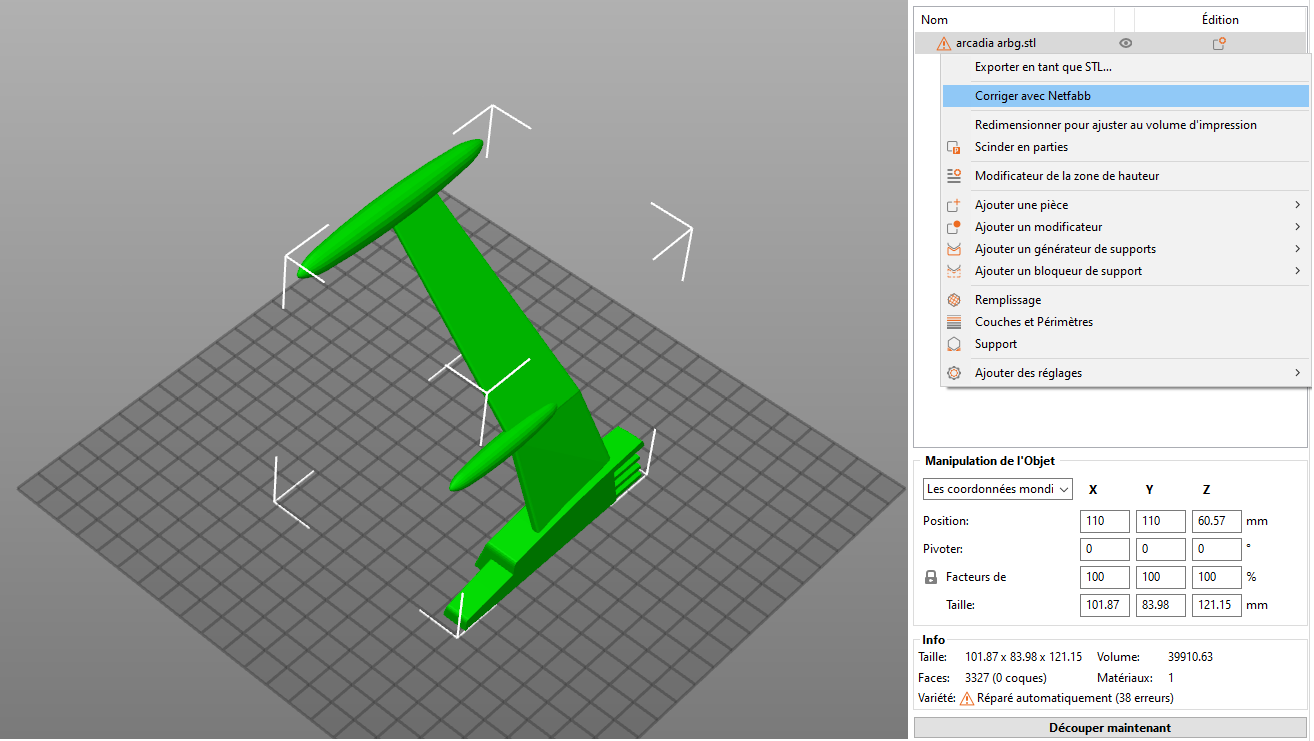
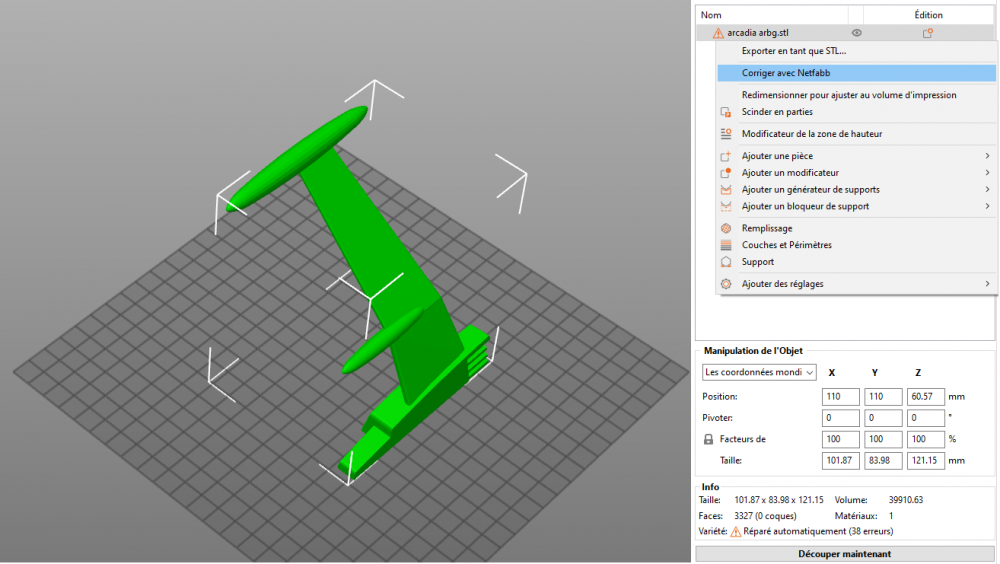
Salut @Ironblue, avec une p'tite correction Netfabb sur PrusaSlicer Ensuite un export du plateau en STL pour l'usine à gaz Cura et hop !
 1 point
1 point -
Arrête, tu vas me faire pleurer !1 point
-
oui c est brut d impressions fait en impression fine (sur la ender3) a super qualite a 0.12 en buse de4 le filament vient d amazon PLA Filament 1.75mm Silk Gold, ERYONE Silky Shiny Filament PLA 1.75mm, 3D Printing Filament PLA for 3D Printer and 3D Pen, 1kg 1 Spool ,ceux de sa categorie sont un peu plus cher mais leur rendu en d autre couleurs sont aussi magnifique et passe tres bien sans probleme a200 degres et 60 bed.
 1 point
1 point -
OK merci. Ajustement fait, plus d'accoups. Réglage hauteur plateau/buse fait première impression faite (je mettrai une photo dès que je mets la main sur mon appareil). Ca sort pas trop mal mais avec les premières couches trop visibiles.1 point
-
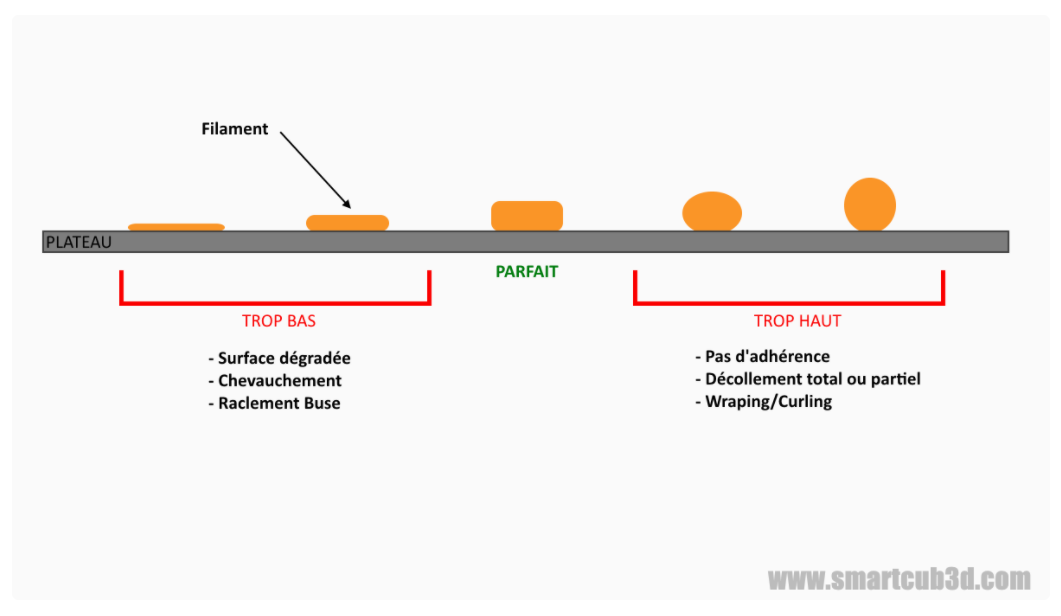
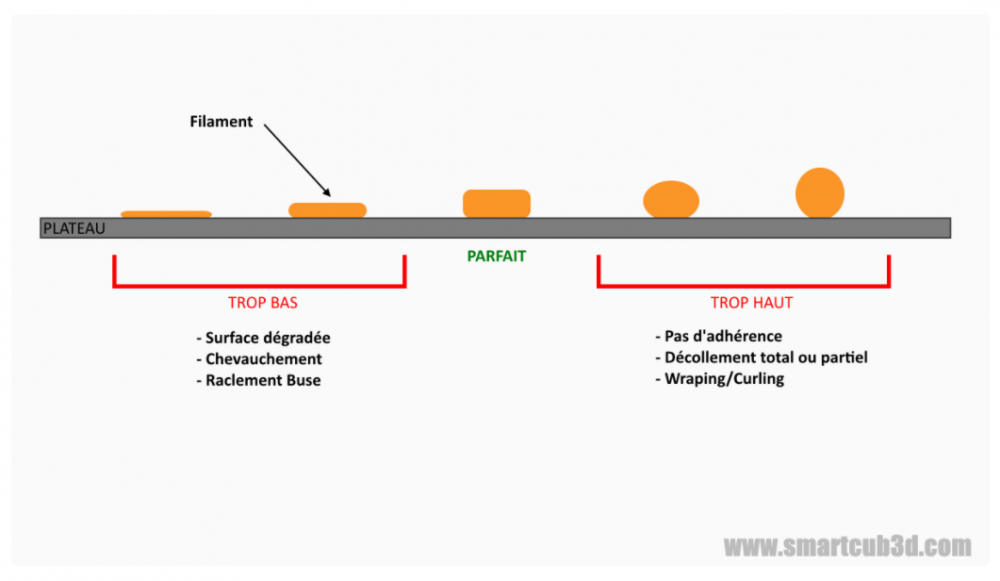
Modération : @lou05lou je déplace dans la bonne section en premier tu dois régler l'écart entre ta buse et ton lit et je pense que tes ronds seront moins ovales ta première couche doit ressembler à ça si après ce réglage tu as encore ce problème, il faudra voir du coté de tes axes X et/ou Y si tu n'as pas un point dur dans les mouvements
 1 point
1 point -
Top! Merci @fran6p, je viens de me configuré un modèle juste pour ma P3Steel1 point
-
Hello, j'ai eu ce soucis et cela venait du serrage des poulies trop fort. Celle de gauche (normalement) sont sur des entretoise de serrage, il faut les ajuster pour trouver le juste milieu. Le risque c'est dendommager les pouli et provoquer ces fameux à-coups... Si c'est le cas il va falloir remplacer les poulies... Bon print!1 point
-
Princesse Zelda
 1 point
1 point -
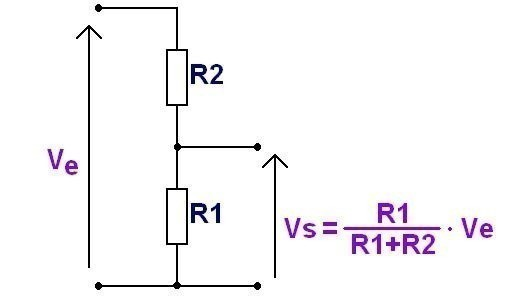
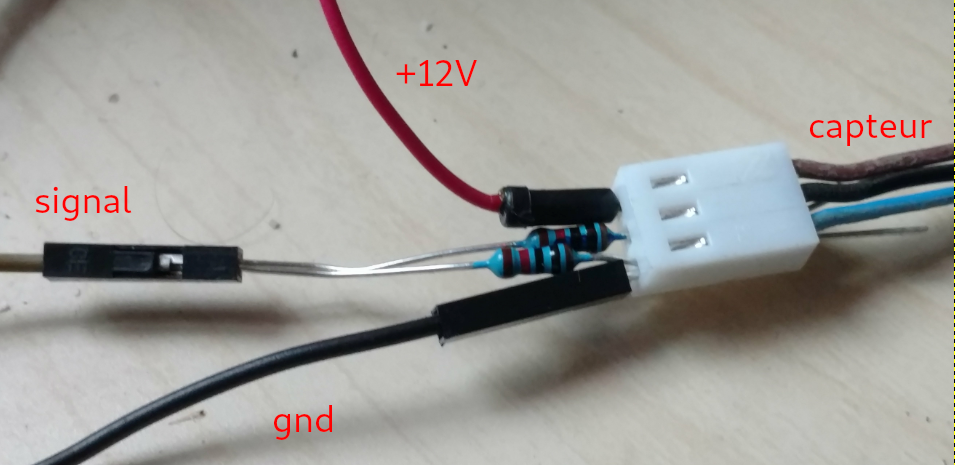
Du coup je remet içi le MP que je t'ai envoyé @palouf34 Hello @palouf34 Plutôt que de polluer le tuto de nibb31, je passe par un message perso. Je viens de ressortir mon capteur capacitif des cartons pour tester le fonctionnement avec Klipper. Je l'ai remonté à la sauvage (collé avec un sparadrap sur la tête d'impression!) et branché provisoirement à la place de mon BL-Touch. Il marche impect ! En fait il n'a jamais si bien marché que maintenant, et je crois savoir pourquoi, ce n'est pas dû à Klipper mais au fait que je l'alimente avec du 12V et que j'ai mis un pont diviseur de tension pour abaisser le signal à quelque chose de proche de 5V (~6V). Lors de mon montage antérieur avec Marlin je l'alimentais par le 5V de la carte, et le signal, en 5V aussi donc, était directement branché sur le z-stop. Cela marchouillait, mais ce n'était pas fiable et pas utilisable en pratique. Très souvent j'avais des crashs de la tête sur le plateau, car comme je te l'ai déjà dit je n'ai plus de end-stop en Z, et la distance de détection était super courte (<1mm) ! Je crois que j'avais même le même soucis que toi : led qui s’allume (in-extremis) mais moteur qui ne s’arrête pas. Je pense que le signal n'est pas assez propre et fort pour que l'état bascule de "open" à "trigger". Du coup je l'avais branché tel que sur l'alimentation générale de la carte en 12V, et n'ayant peur de rien (j'avais lu que d'autres le faisaient aussi) j'avais laissé le signal en 12V ! Cela marchait beaucoup mieux, la distance de détection était bien supérieure (plusieurs mm). Je l'ai utilisé longtemps comme ça. Mais finalement j'ai abandonné ce capteur au profit d'un BL-Touch, car il n'aimait pas vraiment la chaleur dans mon caisson. J'imprime avec un lit chauffant et la température dans le caisson monte à 40° assez facilement. Et à cette température le capteur se déclenchait spontanément même sans rien à proximité. Cela n’empêchait pas d'imprimer car une fois les G28 ou G29 du démarrage fait, le déclenchement du palpeur n'interfère plus avec l'impression. Mais cela jette un gros doute sur la stabilité en température de mon installation. Je n'étais pas bien confiant sur la qualité des mesures lorsque je réalisais des gros mesh (9*9) à chaud plateau + tête à température d'impression. Mais j'en viens à ce qui marche aujourd'hui avec klipper et mon palpeur capacitif chez moi. # The stepper_z section is used to describe the stepper controlling # the Z axis in a cartesian robot. It has the same settings as the # stepper_x section. [stepper_z] step_pin: PB3 dir_pin: !PB2 enable_pin: !PA5 step_distance: .000637 endstop_pin: probe:z_virtual_endstop #endstop_pin: ^PC4 #position_endstop: 0.5 position_max: 182 position_min: -0.5 # Z height probe. One may define this section to enable Z height # probing hardware. When this section is enabled, PROBE and # QUERY_PROBE extended g-code commands become available. The probe # section also creates a virtual "probe:z_virtual_endstop" pin. One # may set the stepper_z endstop_pin to this virtual pin on cartesian # style printers that use the probe in place of a z endstop. If using # "probe:z_virtual_endstop" then do not define a position_endstop in # the stepper_z config section. [probe] pin: ^!PC4 # Probe detection pin. This parameter must be provided. x_offset: 20.0 # The distance (in mm) between the probe and the nozzle along the # x-axis. The default is 0. y_offset: 0.0 # The distance (in mm) between the probe and the nozzle along the # y-axis. The default is 0. z_offset: 5 # The distance (in mm) between the bed and the nozzle when the probe # triggers. This parameter must be provided. #speed: 5.0 # Speed (in mm/s) of the Z axis when probing. The default is 5mm/s. #samples: 1 # The number of times to probe each point. The probed z-values will # be averaged. The default is to probe 1 time. #sample_retract_dist: 2.0 # The distance (in mm) to lift the toolhead between each sample (if # sampling more than once). The default is 2mm. #samples_result: average # The calculation method when sampling more than once - either # "median" or "average". The default is average. #samples_tolerance: 0.100 # The maximum Z distance (in mm) that a sample may differ from other # samples. If this tolerance is exceeded then either an error is # reported or the attempt is restarted (see # samples_tolerance_retries). The default is 0.100mm. #samples_tolerance_retries: 0 # The number of times to retry if a sample is found that exceeds # samples_tolerance. On a retry, all current samples are discarded # and the probe attempt is restarted. If a valid set of samples are # not obtained in the given number of retries then an error is # reported. The default is zero which causes an error to be reported # on the first sample that exceeds samples_tolerance. #activate_gcode: # A list of G-Code commands to execute prior to each probe attempt. # See docs/Command_Templates.md for G-Code format. This may be # useful if the probe needs to be activated in some way. Do not # issue any commands here that move the toolhead (eg, G1). The # default is to not run any special G-Code commands on activation. #deactivate_gcode: # A list of G-Code commands to execute after each probe attempt # completes. See docs/Command_Templates.md for G-Code format. Do not # issue any commands here that move the toolhead. The default is to # not run any special G-Code commands on deactivation. j'attire ton attention sur le commentaire pour la section [probe] # ... If using # "probe:z_virtual_endstop" then do not define a position_endstop in # the stepper_z config section. J'ai dû aussi inverser la logique (!) sur le pin signal [probe] pin: ^!PC4 car QUERY_PROBE renvoyait "trigger" quand la led était éteinte et "open" quand elle était allumée avec un objet à proximité. Pour le pont diviseur de tension j'ai utilisé 2 résistances de 10 KOhms cela transforme mon 12V en 6V, ce qui n'est pas très loin des 5V attendus par ma carte. signal(+6V) et gnd sont branchés sur le bornier z-endstop de ma carte. Je me suis un peu demandé dans quel sens les brancher, j'ai remis comme avec mon BL-Touch, sinon un coup de voltmètre doit aider pour trouver où mettre le + et le gnd. (j'ai remarqué, mais je ne sais vraiment pas si cela à un rapport ou si c'est une coïncidence : tous les borniers sur ma carte ont une pâte soudée d'un côté en carré et de l'autre en rond, ils sont tous orientés de la même façon côté carré à droite et rond à gauche, le bornier d'alimentation 12V a le +12V sur le carré et le - sur le rond, j'ai imaginé que tous les carrés sont des + et les ronds des - (ou des gnd) et ce qui marche chez moi : gnd branché côté soudure ronde et signal +6V côté soudure carrée) Avec le pont diviseur j'ai une très bonne distance de détection 6 à 8mm, rien a voire avec ce que j'avais en 5V, et je dois baisser la sensibilité. Mon capteur est donné pour un bon fonctionnement entre 6 et 36V, ce voltage est assez rependu pour ce type de composant. Visiblement en 5V c'est nettement moins bon chez moi. Je n'ai pas testé avec un deuxième end-stop branché en parallèle comme tu essaies de le faire. Mais à mon avis il faut impérativement que les logiques soient les mêmes (normalement ouvert ou normalement fermé) pour le microswitch et le palpeur, car dans le fichier de configuration tu ne peux avoir deux logiques opposées en même temps sur le même pin. Bon courage
 1 point
1 point -
La méga S a deux end stops sur l'axe Z. Si tu injectes un firmware pour 2 z-endstops alors que ta machine n'en a qu'un seul, ça ne peut pas fonctionner. Le souci du pas pour l'extrudeur n'a rien à voir avec le firmware, c'est juste un réglage qui n'est pas compliqué (cherche un peu dans le forum, il y a plein d'exemples). Pauvre Amazon, c'est pas sympa et ce n'est même pas de sa faute1 point
-
la suite en peinture



 1 point
1 point