Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/11/2020 dans Messages
-
2 points
-
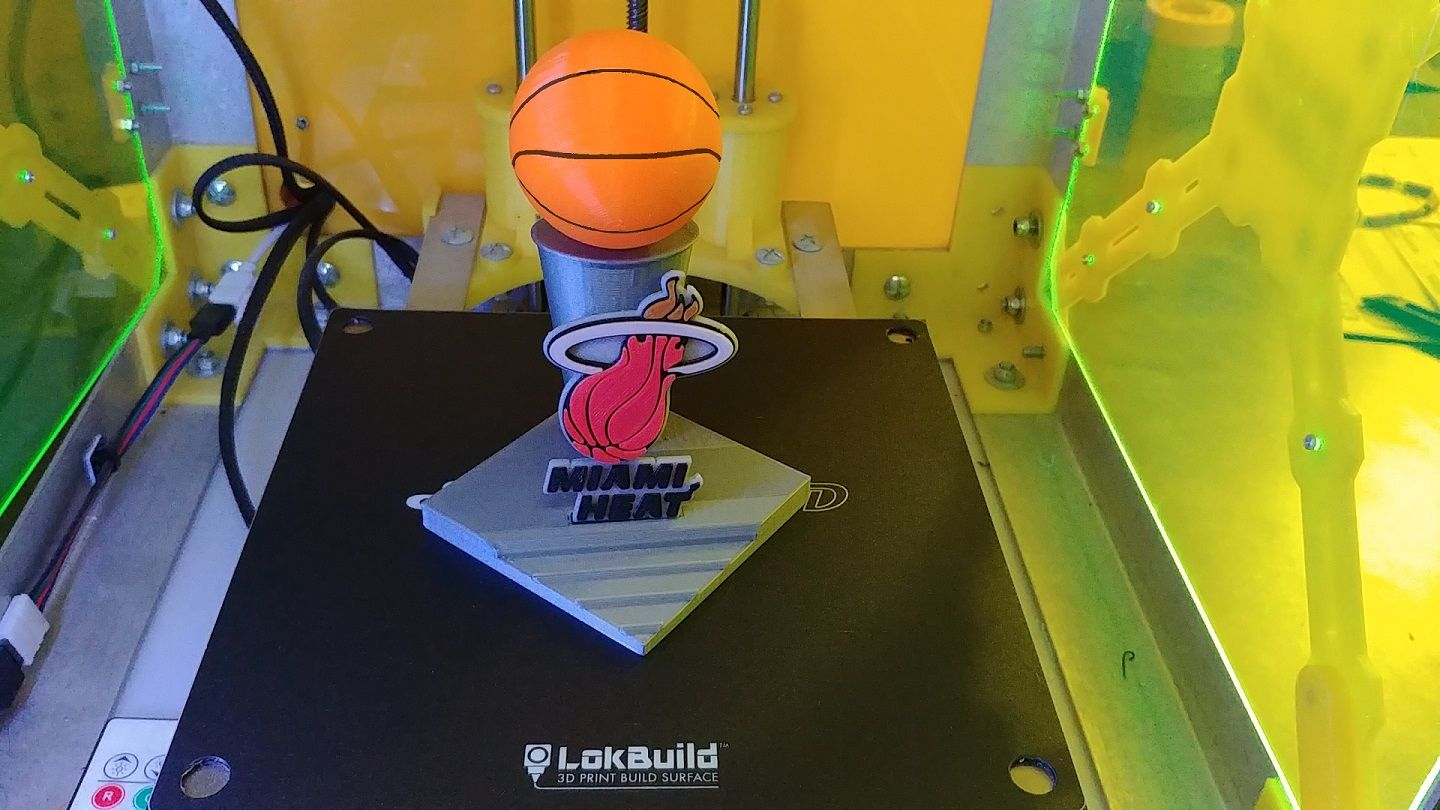
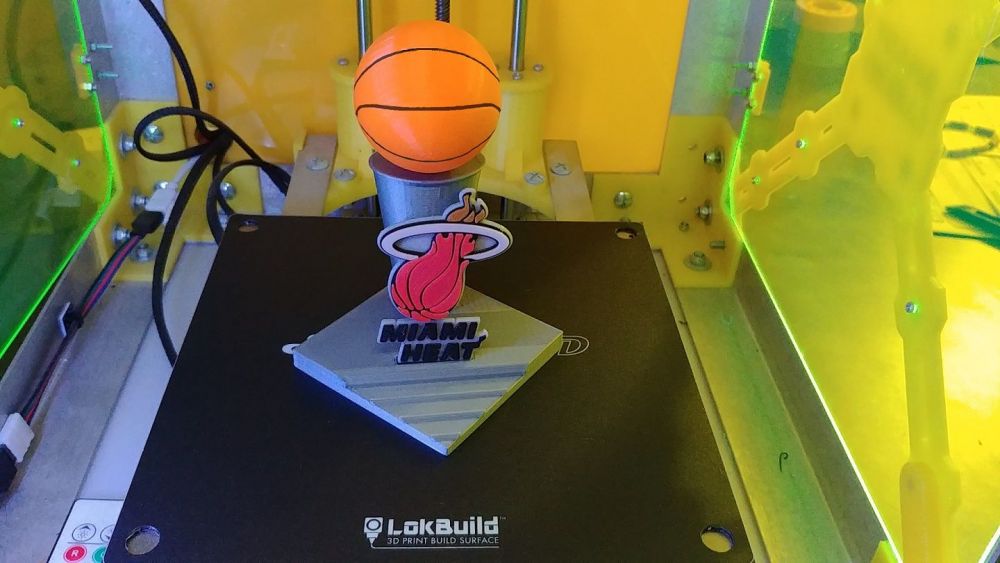
On dirait que les machines sont confinées aussi ici dis donc Moi j'en ai profité pour faire quelques demandes de collègues: - Modélisation (excepté le logo) et print d'un support pour téléphone pour un fan de basket: - Un support pour téléphone Naruto: - le serpent qui va avec: - Le Renard de Naruto (modifié pour servir de support): - Et une petite "piranha plant" de Super Mario: Le tout imprimé en PLA - 0.2mm.




 2 points
2 points -
Bon, je vous préviens, j'ai plus l'habitude de suivre les tuto, mais avec l'expérience et le fait que le LK4 Pro soit très simple, j'ai pu installer mon 3d Touch (acheté chez trianglelabs) très facilement. Imprimer le modèle de support BLTouch https://www.thingiverse.com/thing:3526108 et l'installer Brancher le "3d Touch" à la carte mère Donc on branche le rouge sur le 5v, le marron sur le GND et le jaune sur le D7. (vérifiez que ça corresponde bien au niveau de la prise de votre machin "touch" ) Le noir sur Z- et le blanc sur Z+ (à la place de la prise du endstop Z en place, vous pouvez retirer définitivement le switch ). Ensuite il vous faut arduino IDE et un cable usb A, vous allumez l'imprimante, branchez le câble, dans le dossier que je vous ai joint vous lancez le "Marlin.ino" qui va lancer Arduino IDE. Vous choisissez dans le menu Outils le Arduino Mega 2560 en carte et en processeur, et en programmateur le AVRisp MKII. Vous téléversez et c'est presque fini Il va vous falloir régler le "Z offset" le distance que vous voulez entre la buse et le plateau, pour cela on va devoir ouvrir un terminal avec l'imprimante, soit via pronterface ou octoprint. Bref connectez vous, on lance un M502 pour remettre à 0 les settings (après le flash), M500 pour enregistrer. Etape dangereuse, vous pouvez lancer un G28 qui va faire un auto home en utilisant le 3d touch, gardez le doigts sur l'interrupteur de l'imprimante au cas ou ... C'est bon ? Pas de trou dans le buildtack ? Ok lancez un G0 Z0 pour centrer la buse, vous allez voir c'est encore un poil trop haut, c'est le moment de chercher le bon réglage du Z … du coup on y va tout doucement, G0 Z-1 … G0 Z-2, on se rapproche ? G0 Z-2.1 etc … jusqu'à ce que le papier frotte la buse comme vous aimez (une cale de 0.15mm c'est parfait) Ensuite un petit M851 Z-X.X, ensuite vous enregistrez par un M500 et c'est fini, vous pouvez faire un G29 pour le plaisir N'oubliez pas de rajouter un G29 dans votre gcode de début, mettez le après le G28. N'hésitez pas à revenir sur le Z offset si besoin (l'extrudeur claque à la première couche, diminuez le z offset, les objets se décolle, augmentez le ). J'ai pris le dernier firmware officiel de longer3d (identique chez alfawise), j'ai juste bidouillé la partie BLTouch, en principe c'est sur 25 points (sur la mienne c'est 16, c'est pas encore parfait). Marlin1.1.9_LGT0.3.1_LK4_Pro_BLTouch.zip1 point
-
Salut, Pour faire suite à la demande de mode nuit, après plusieurs jours de tests et ajustements, je pense que le "Dark Mode" est prêt pour tous. Vous devriez donc avoir un nouveau bouton en haut dans le menu utilisateurs et en bas dans le pied de page. N'hésitez pas à me remonter d'éventuels problèmes d'affichage EDIT du 26/09/2020 : le plugin étant trop contraignant, pas complet (certains bouts de la version sombre pas sombres) et interférant avec le thème clair, j'ai préféré essayer autre chose, un thème qui ne touche pas au thème d'origine et n'ajoute que du CSS. Ca se passe dans le footer pour le sélectionner : Même chose, n'hésitez pas à me dire ce que vous en pensez et si y'a des bugs :x

 1 point
1 point -
5 millions de dollars, c'est un sacré objectif pour une imprimante qui s'adresse à une niche !1 point
-
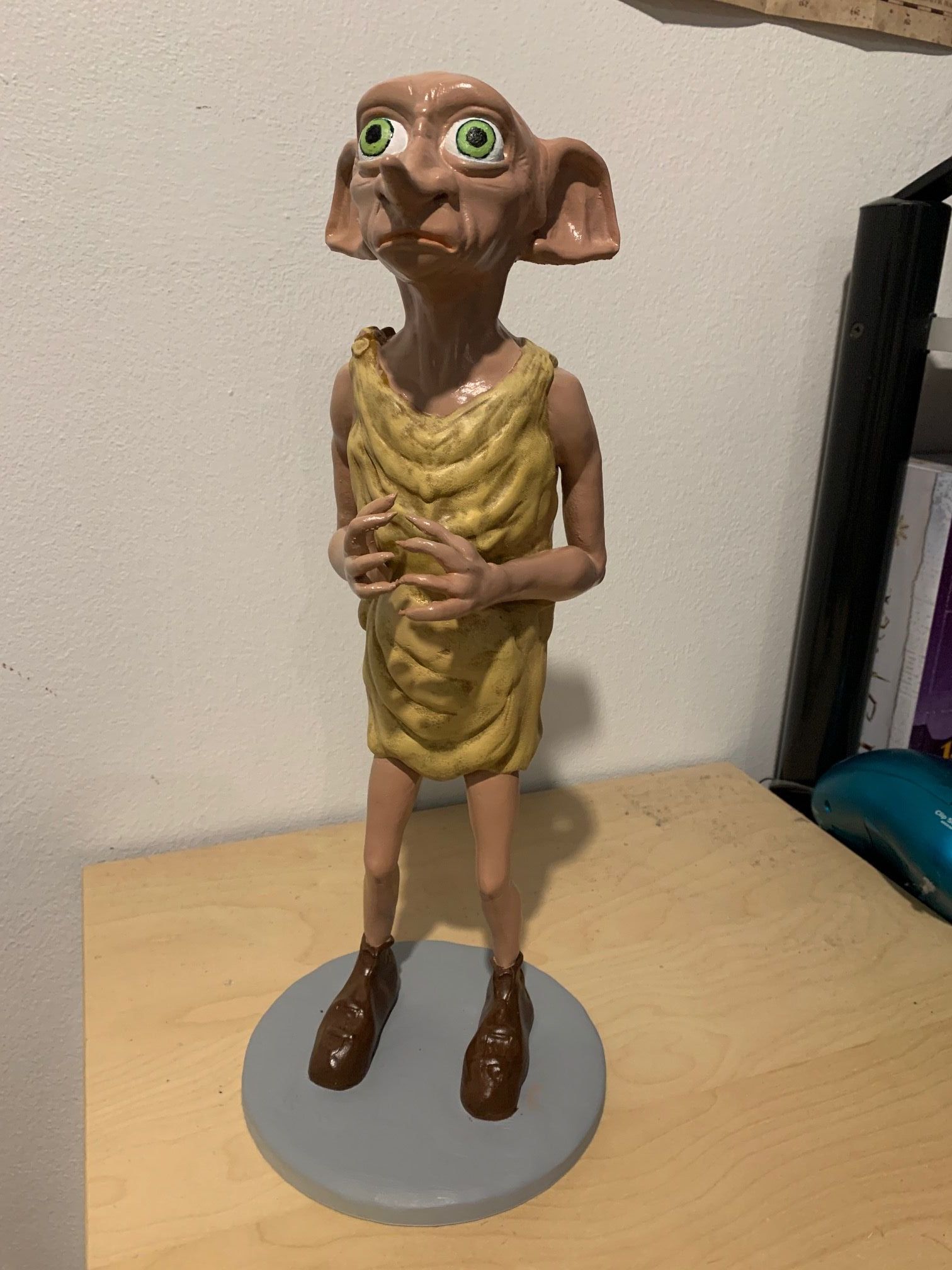
Dobby enfin peint.
 1 point
1 point -
salut, M280 P0 S160 = arrêt de l'alarme (voir ici) G4 P100 = pause de 100ms (voir ici) Donc ce code arrête une éventuelle alarme du BLTouch (= clignotement de la led) et attend pendant 0.1s.1 point
-
Salut à tous, je rejoins aussi la famille TENLOG, avec une TL-3D Pro commandée chez StudioLab39. Customisée avec un bed silicone 110°C et des rails à bille pour le plateau, machine reçue en moins de 10 jours sans encombre. Un grand merci à Franck pour son support, sa disponibilité et sa patience. Montage débuté aujourd'hui sans trop me presser pour ne pas faire d'erreur. En tout cas c'est une machine qui inspire la confiance. J'ai hâte de faire ma première impression et suis heureux de voir qu'il y ait une vraie communauté autour de cette machine.1 point
-
Tu verras, ça peux paraitre effrayant au 1er abord, mais avec les fichiers exemples qui sont fournis (voir le lien dans le fichier \config\readme.md ou ici ), c'est assez jouable car très bien commenté. Petit conseil, évite de partir sur la version bugfix... on ne sait jamais si c'est vraiment fiable (trop prudent? sans doute...) EDIT: pour compléter ma réponse, il y a aussi ce commentaire: c'est pour une autre machine mais jusqu'au point 6, le principe est identique / à adapter.1 point
-
Place de marché de Cura, Plug-ins : «Export HTML Cura settings» Pour plus d'infos, @remibora1 point
-
Et avant 0,8 (2 points) il ne faut pas mélanger les anciennes et les nouvelles dans le même tiroir !1 point
-
C'est peut-être une question bête, mais tu as pensé à modifier le diamètre de la buse dans le slicer ? Ça pourrait expliquer pas mal de choses. Le slicer prévoit d'extruder une quantité de matière correspondant à une buse de 0.4 ... Ce qui fait qu'il t'en manque.1 point
-
non. Ce menu se situe dans Mouvement->Régler niv. lit->niveau des coins. Par contre, je n'ai pas modifié la ligne qui permet de vérifier le centre à la fin (voir infos ci dessous) Je serai tenté de dire oui mais obsolète. Tu peux suivre la partie installation de Visual studio jusqu'à 4:44. Après:(attention, le n° des lignes peut varier de qqs n°) 1- télécharge les sources + les fichiers de configuration (voir les liens dans ce message). 2- Après avoir décompressé les 2 fichiers, tu copies le dossier marlin 2.0.x (1er lien) directement sous C : 3- dans le 2ème lien (fichiers de configuration), tu récupères les fichiers du dossier Configurations-release-2.0.7.2\config\examples\Alfawise\U20\ 4- tu copies ces fichiers dans le dossier C:\Marlin 2.0.x\Marlin 5- dans VisualCode, tu cliques sur: file-> open folder et tu choisis le dossier C:\Marlin 2.0.x\ 6- tu double-cliques sur le fichier Platformio.ini et tu modifies la ligne 21: default_envs = STM32F103VE_longer 7- tu double-cliques sur le fichier Marlin\configuration.h, tu dé-commentes (enlève les "//" en début de ligne) les 3 lignes suivantes 525 //#define PID_EDIT_MENU // Add PID editing to the "Advanced Settings" menu. (~700 bytes of PROGMEM) 526 //#define PID_AUTOTUNE_MENU 1428 //#define LEVEL_CENTER_TOO 1757 #define LCD_LANGUAGE en DEVIENT #define LCD_LANGUAGE fr tu ajoutes cette ligne 1797: #define SDIO_SUPPORT // Note from Hobi : Added as was not present in the file... 8- tu double-cliques sur le fichier configuration_adv.h, tu dé-commentes la ligne 1345: //#define SDCARD_CONNECTION LCD la ligne 1577: #define TFT_BTARROWS_COLOR COLOR_WHITE devient #define TFT_BTARROWS_COLOR COLOR_YELLOW (ça, c'est juste pour que ce soit moins terne ) tu dé-commentes les lignes 1613 //#define BABYSTEPPING 1615 //#define INTEGRATED_BABYSTEPPING tu modifies les lignes suivantes: 1621 #define BABYSTEP_MULTIPLICATOR_Z 1 devient #define BABYSTEP_MULTIPLICATOR_Z 10 1622 #define BABYSTEP_MULTIPLICATOR_XY 1 devient #define BABYSTEP_MULTIPLICATOR_XY 10 9- Tu cliques sur Terminal->run Build task->platformio->build ça compile et si tout va bien, tu récupères le project.bin dans le dossier des sources C:\Marlin2.0.x\.pio\build\STM32F103VE_longer que tu copies sur la carte µSD. 10- Tu ajoutes un fichier vide que tu nommes Longer3D.UI (ou tu laisses celui qui est déjà sur ta carte µSD = celui que je t'ai fourni) 11- tu sais faire à partir de là... Bon courage1 point
-
C'est comme l'indique @fran6p, mais nous avons sorti une 0.6 mm de ce fait on modifie l'identification comme ceci : 0.2mm > n'est plus usinée 0.4mm> 1 point 0.6mm> 2 point 0.8mm > 3 point La 0.6 mm ça ne fait pas bien longtemps que nous l'avons au catalogue Bon Dimanche !1 point
-
salut, ça peut être beaucoup de chose la vis de réglage d'appuis de l'extrudeur qui presse pas assez le tube ptfe rétréci, j'ai eu ça sur la méga a l'origine ou le bout coté bloc de chauffe brulé, faut démonter et raccourcir la partie noire. le vref de ton pilote est bien réglé ? ...1 point
-
Salut, Tu ne risques rien a faire tourner les moteurs a toute vitesse, ils ne vont pas casser. Au pire tu vas perdre des steps et donc le deplacement ne sera pas bon. Comme tu le mentionnes, verifies que les moteurs ne chauffent pas trop, tu dois pouvoir garder un doigt dessus. Au dela de la vitesse tu peux aussi verifier du cote de l'acceleration. Je ne connais pas le laser mais ca doit rester du Gcode standard. Ca ne sert a rien de mettre une consigne de vitesse de 5000mm/s si il faut 3 metres a la machine pour les atteindre. Voici un lien qui permte de visualiser la vitesse max possible en fonction de la distance et de l'acceleration (tout en bas de la page). https://blog.prusaprinters.org/calculator_3416/ Il faut voir quel firmware ton graveur utilise pour savoir quels gcodes sont applicables. Cdt SoM1 point
-
@Chrisbati "Ici justement je ne sais pas faire un parallélisme du X avec le bed car dès que j'essaye de le faire en bougeant manuellement la vis sans fin pour redresser on X, ça retombe tout seul." if faut faire les réglages mécanique! .... LA MACHINE EST LIVRÉE PRÉ-MONTÉE MAIS PAS RÉGLÉE MÉCANIQUEMENT (comme toutes nos imprimantes) Démonter les 2 Vis du Z et les noix laiton en enlevant les supports du haut et desserrant les coupleurs moteur Z. Sur le montant de droite il y a 2 vis accessibles par l’arrière via des trous traversant qui permette la fixation de la traverse. X. il faut enlever ces vis pour désaccoupler la traverse X de la liaison avec le guidage Z de droite. Régler les excentriques de gauche sur les roulettes Z pour que la traverse soit droite et qu'il n'y ai pas de points durs et un guidage correct sur toute la hauteur comme les vis Z sont démontées cela permet de coulisser sur Z et bien sentir si il y a des points durs. Régler comme à gauche les excentriques du Z coté droit. remonter les vis Z sans trop serrer les noix laiton pour quelles puissent coulisser pour rattraper le faux rond des vis Z. remettre les 2 vis de fixation du Z en plaçant 2 cales de même hauteur entre le châssis et la traverse du X. Ensuite tu peux regarder ça : pour les cales de la traverse X sur le chassis j'ai modélisé çà : cales reglage Z CR10S.stl Mais même bien réglé, le X continua à se pencher tant qu'il n'y aura pas de synchro par courroie.
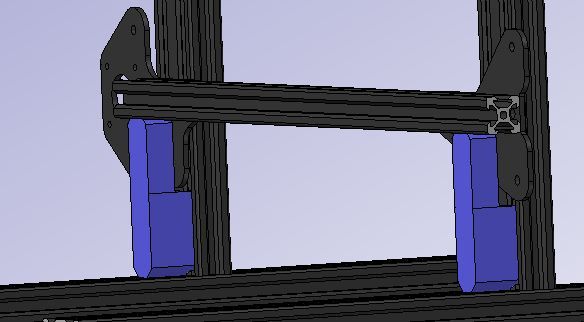
 1 point
1 point -
Hello à tous. Petit débrief de fin de galère. J'ai fini par contacter Gearbest après de nouveaux problèmes de blocage de moteur (plus rien ne tournait et il fallait débloquer la roue en force pour que l'impression reprenne). Envoi d'une zoulie tête complète toute neuve et après 3 semaines d'attente...enfin reçue lundi! Je l'ai montée cette semaine...on est reparti comme à ses débuts. Tout est nickel. Il me reste à commander un moteur pour remplacer celui défectueux et j'aurai une tête complète de rechange au cas où. Voilà si ça peut aider quelqu'un qui aurait le même problème que moi.1 point
-
Quand le BLT clignote rouge, c'est qu'il est en erreur. A l'allumage, il fait un auto-test (sortie de la sonde deux fois) et normalement reste allumé rouge ensuite (s'il n'y a pas eu d'erreur). Quand il est éteint (et que la machine est allumée) ou allumé en bleu (ça dépend des modèles), c'est que le sonde est sortie. Donc ton BLT n'a pas le comportement normal, problème hardware / software mais il faut trouver lequel.1 point
-
En utilisant le firmware Klipper, on peut très facilement pour une même imprimante «associer» plusieurs cartes et donc multiplier le nombre de steppers, de ventilateurs, … Il suffit juste de déclarer un «mcu» additionnel dans la configuration principale.1 point
-
Si tu as un souci de sous extrusion après rétraction, il faut soit baisser un peu la rétraction, soit plus probablement augmenter le paramètre de longueur supplémentaire à la reprise après rétraction.1 point
-
@Zoolander06 Salut, perso déja j'ai régler le test des 100mm car sinon après tu sortira tout et n'importe quoi. Si du filament coule après pendant 20sec tu t'en fou le but étant de savoir si tu sort 10cm ou pas en extrudant. Ensuite tu joue sur rétractation et vitesse de rétract regarde ici https://teachingtechyt.github.io/calibration.html#retraction Tu peu remplir le tableau faire une extract en gcode et mettre ton gcode de démarrage et de fin a la place de ce qu'il te fourni. PS: j'ai du filament Eryone noir et aucun soucie ( j'imprime a 200 degré )1 point
-
Bonjour à tous, Alors nième problème, après les nappes, le bloc extrudeur changé, j'ai maintenant un problème de démarrage d'impression . J'explique, tout se passe bien, fichier sur clé usb envoyé à l'imprimante, montée en température normale et quand le print doit démarrer... plus rien ... mais des images valent mieux qu'un grand discours : donc bed à 60° et buse à 200° et étonnement lors du plantage, la température redescend à 184° et 58° et ne bouge plus ... j'ai bien sûr testé plusieurs slicers et clés usb différents, pas de changement . Je précise que lors de mes dernières impressions, elles s'arrêtaient en cours de route, est ce la suite de ce problème, je ne sais pas. c'est dommage d'avoir autant de soucis avec cette imprimante qui fait de somptueuses impressions ... lorsqu'elle fonctionne .... edit: je signale en plus que je ne peux plus rien bouger au niveau des axes ou même extruder du filament lorsque le problème intervient, tout semble bloqué0 points