Classement



Contenu populaire
Contenu avec la plus haute réputation dans 03/07/2021 dans Messages
-
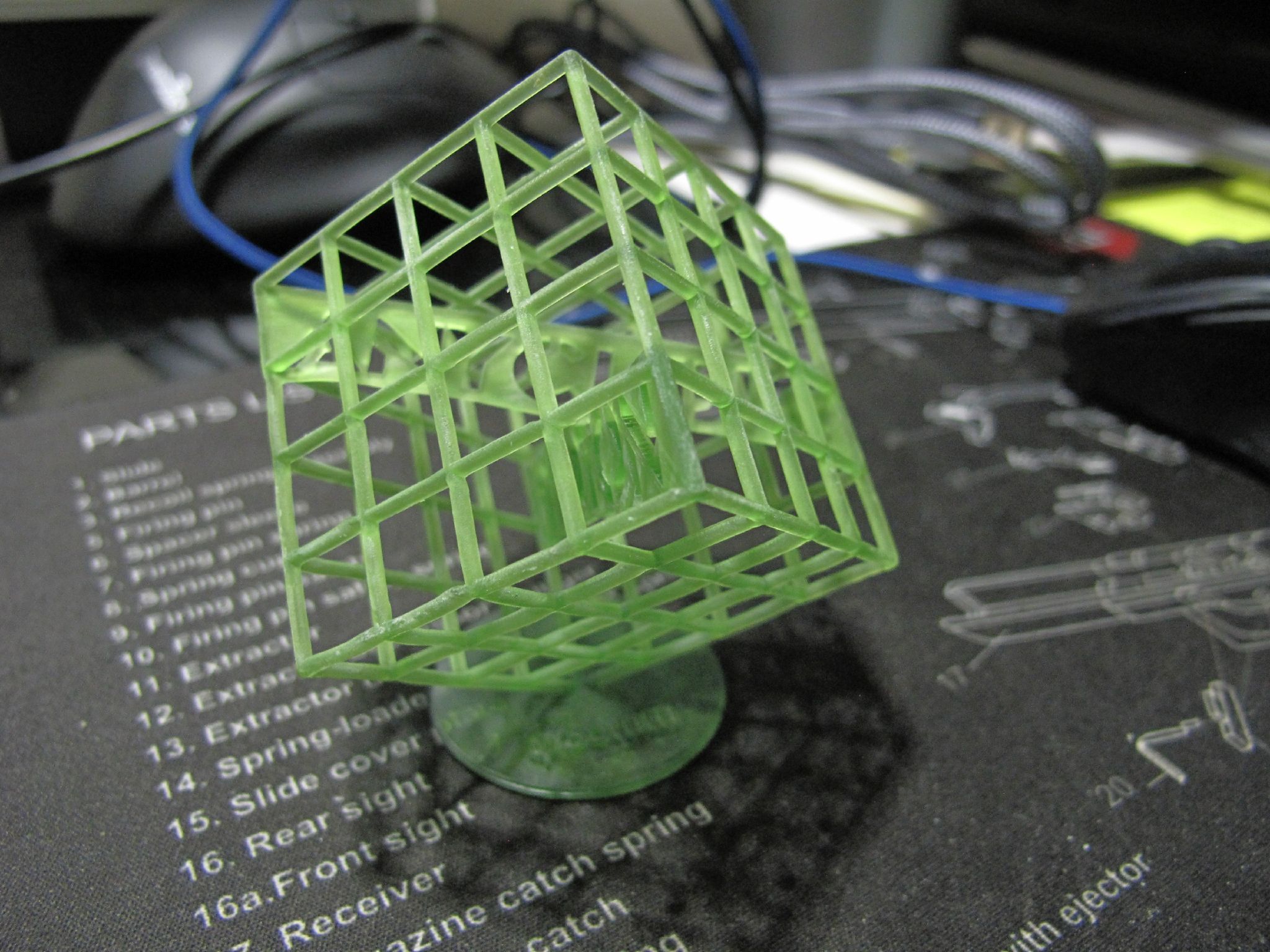
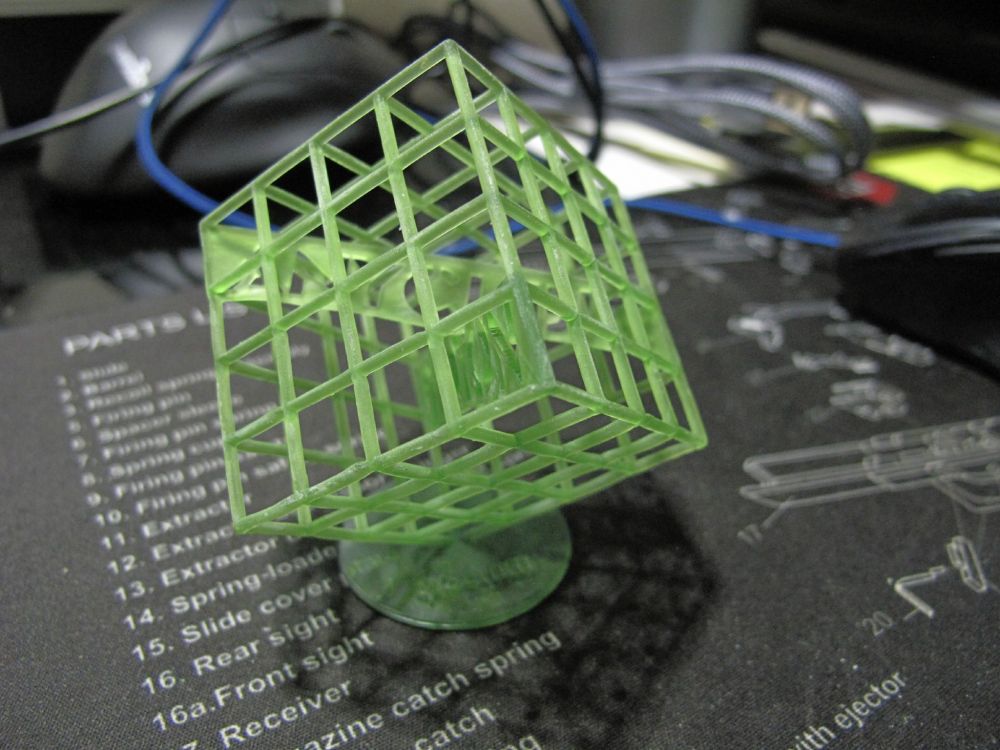
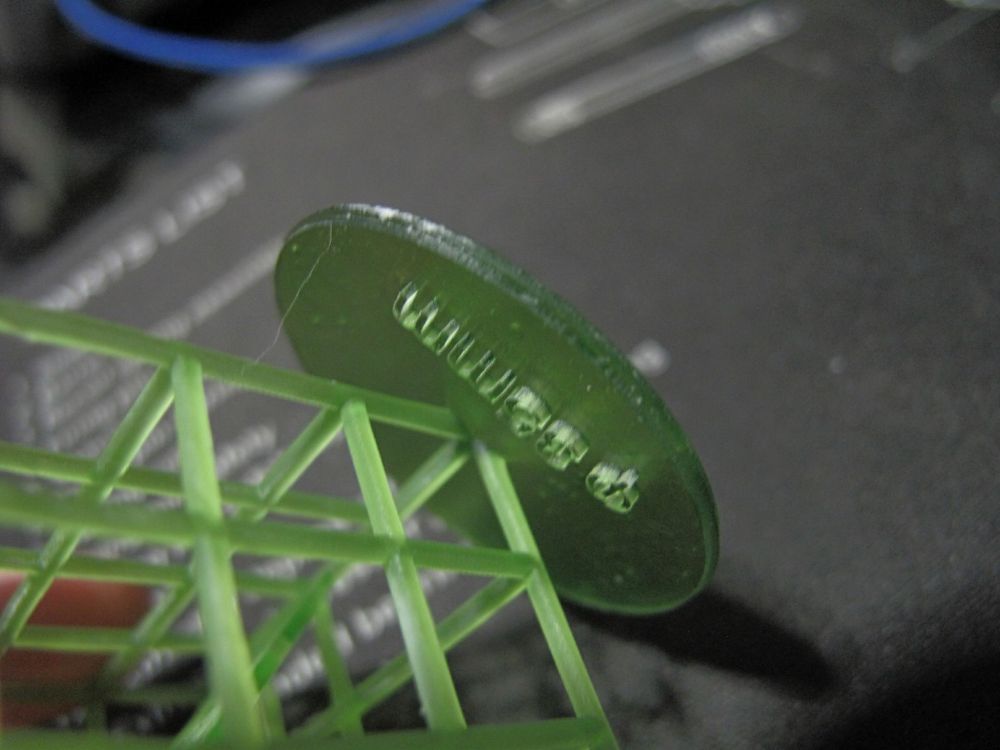
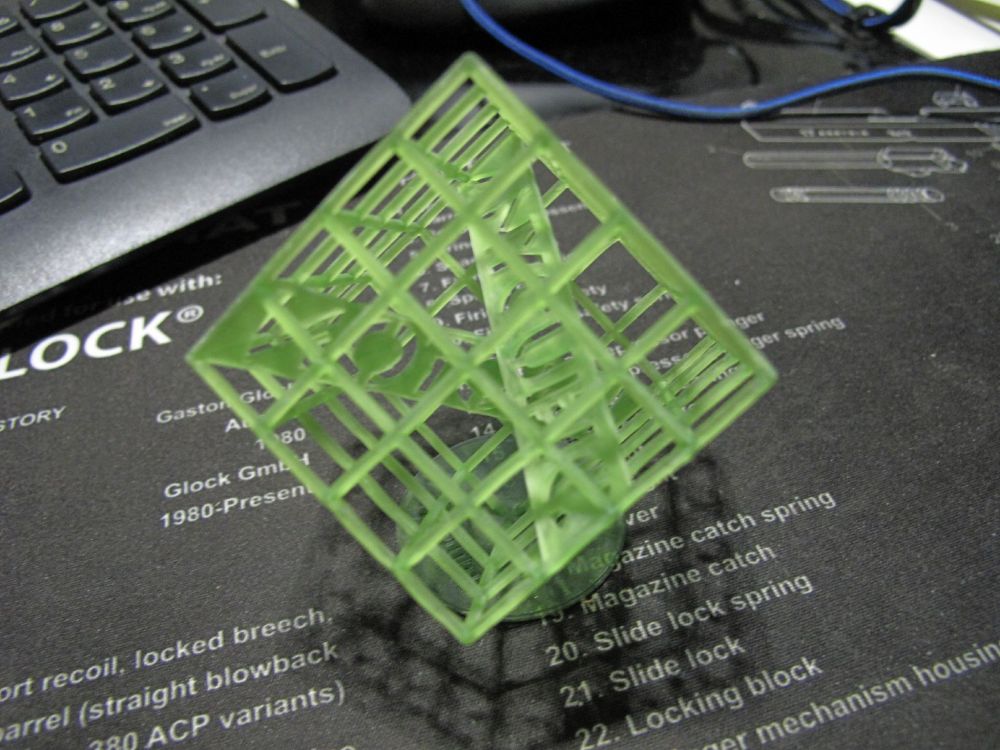
Première impression réussi, c'est l'impression test avec le fichier déjà slicé (bien que le temps d'expo des couche ne soit pas la bonne d'après le manuel 1.5s alors que pour la translucide faut 2s). Le wash and cure c'est top par contre le wash c'est violent... la pièce se baladait dans tout les sens (j'ai mis 6 min peut être trop pour cette petite pièce ?), pour le cure j'ai mis 6min (peut être pas assez ?). Demain je test des impressions slicer moi même, par contre je galère toujours avec lychee même après avoir rajoutée de la ram, va falloir me résoudre à utiliser autres chose...
 2 points
2 points -
Bonjour à tous, Encore une bonne nouvelle qui va durer du 03 Juillet au 27 Juillet ! -15 % sur toute la boutique avec le code ETE2021 Bon Weekend et Bonnes vacances à tous !! www.hotends.fr
 2 points
2 points -
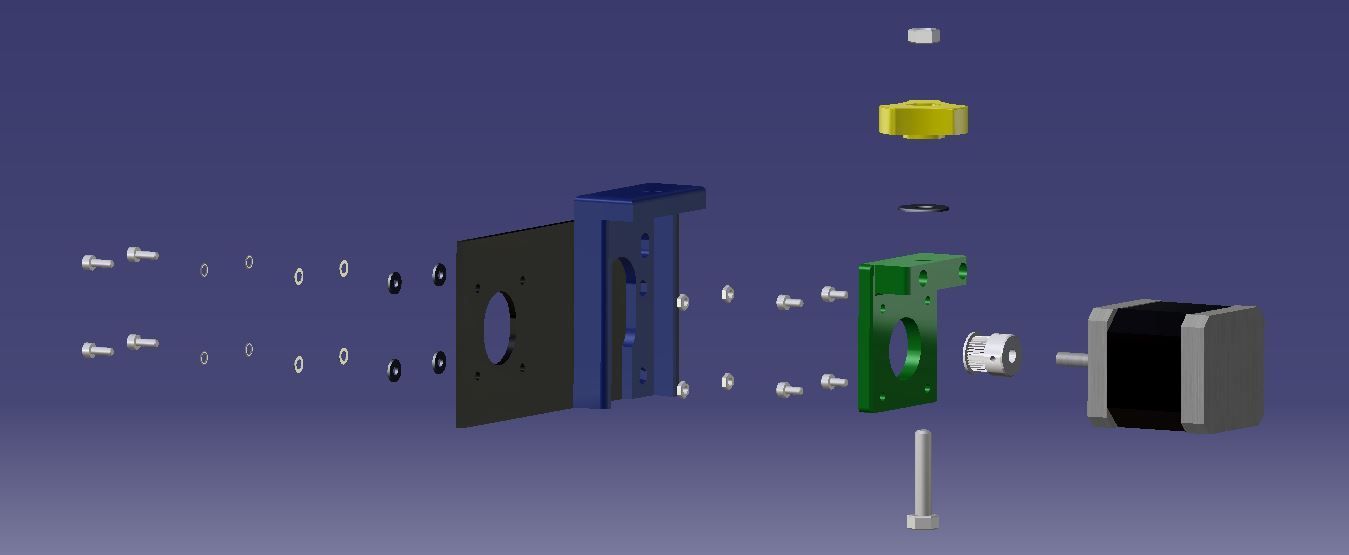
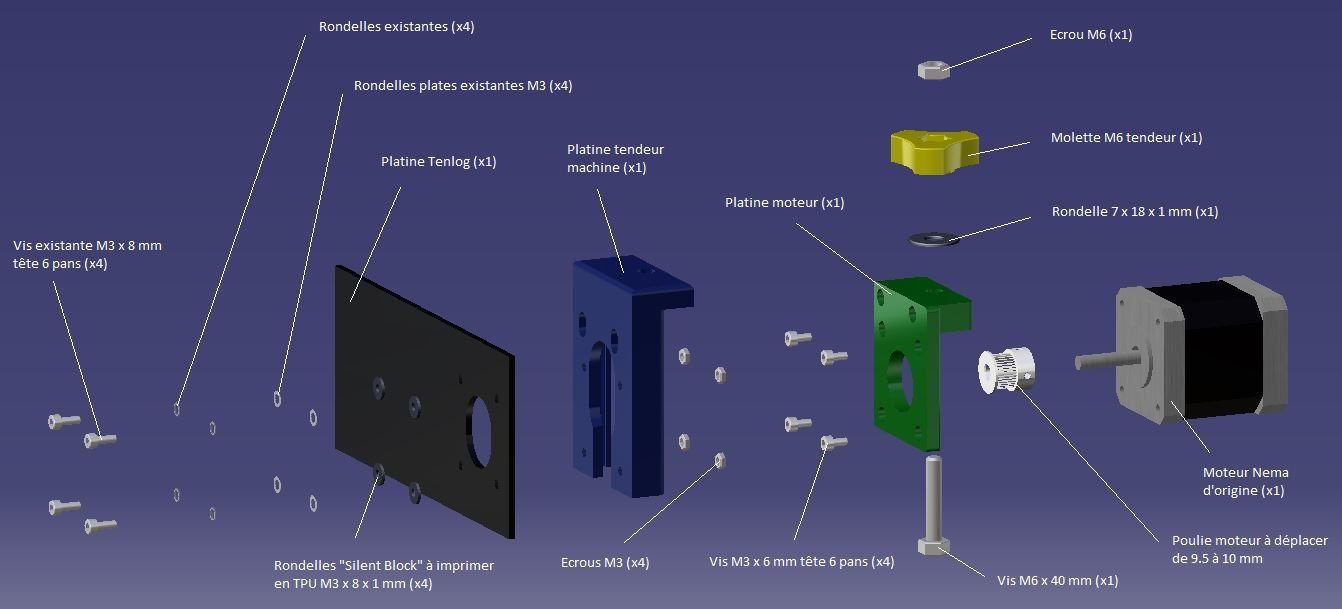
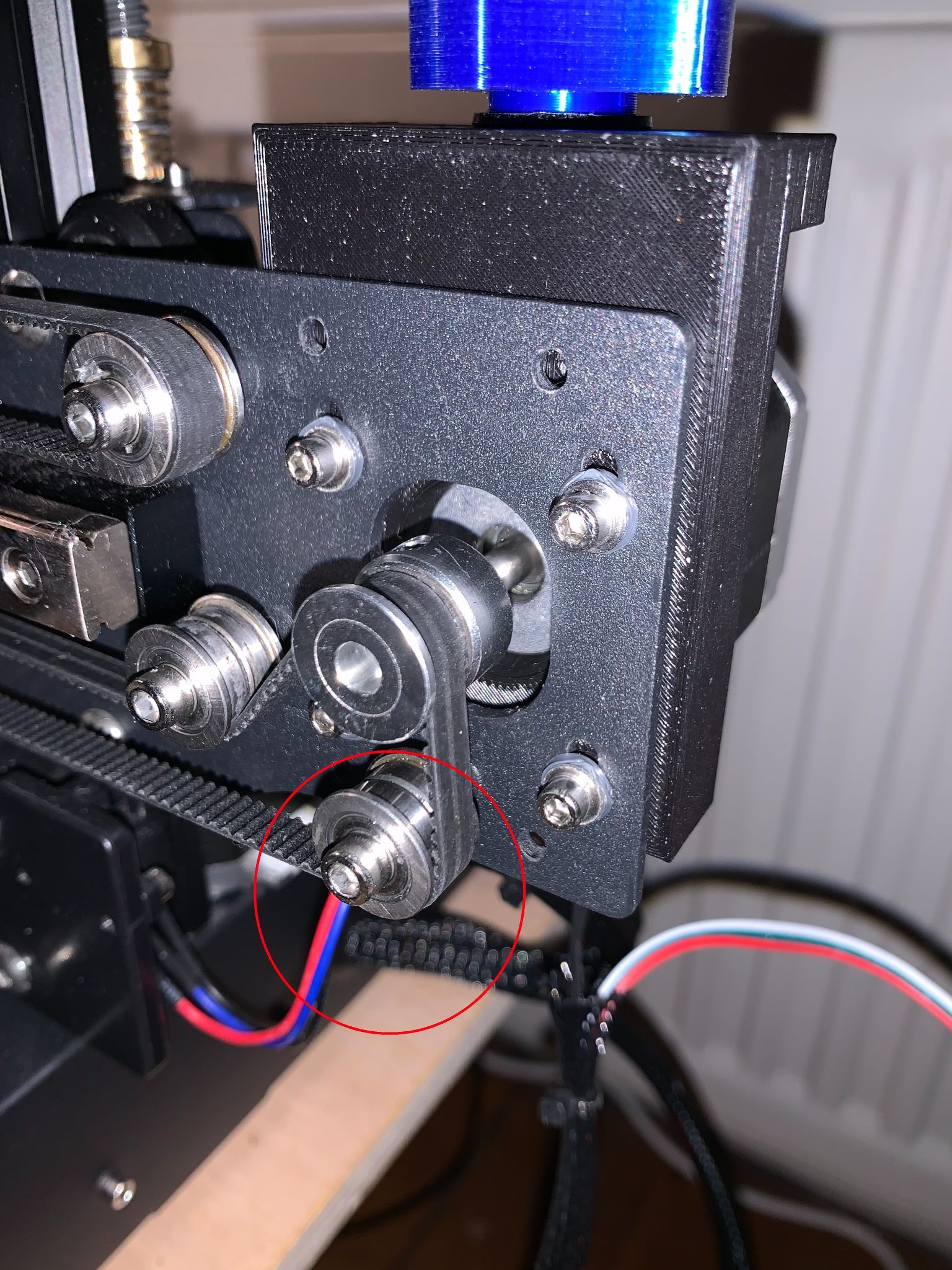
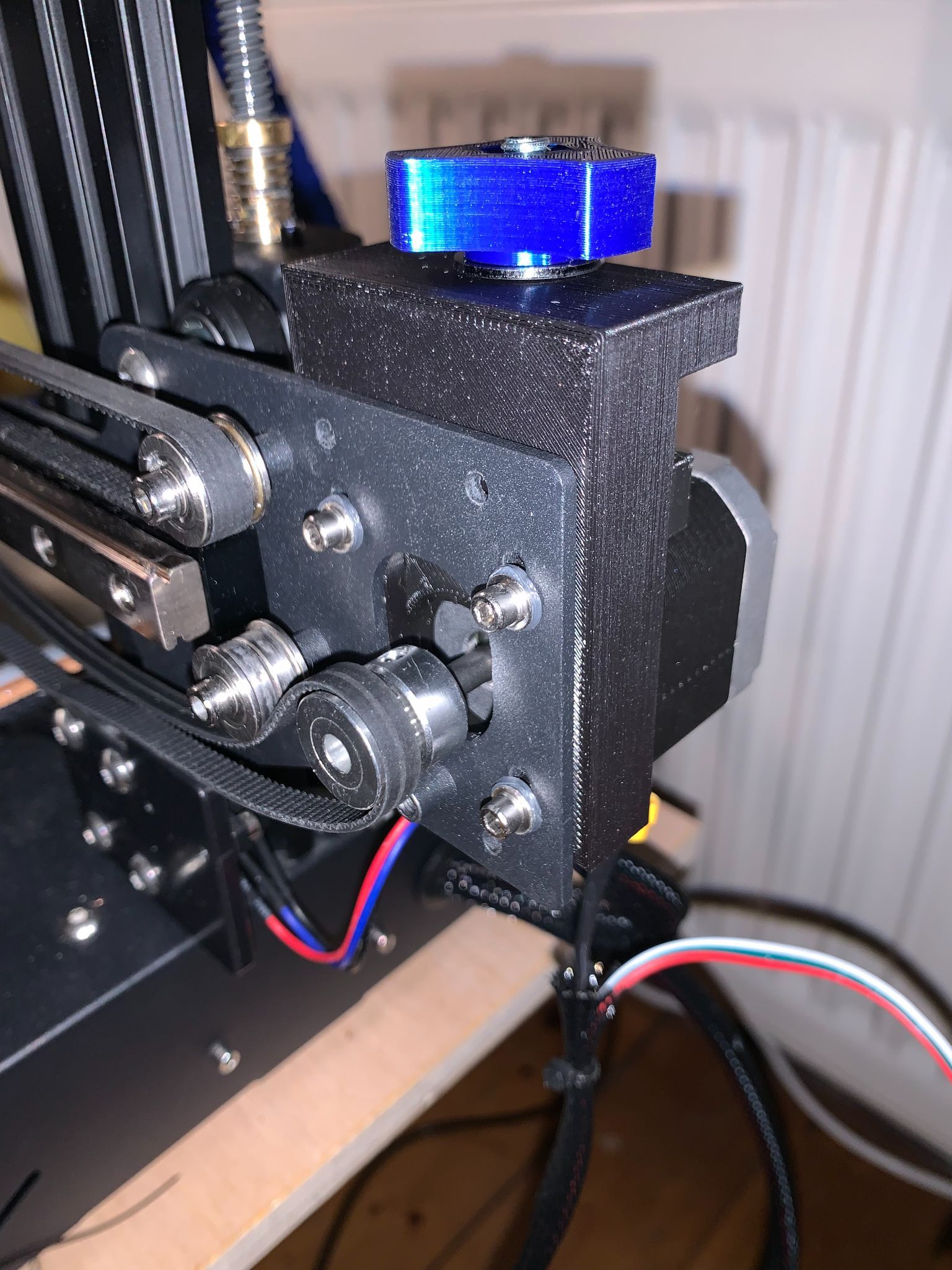
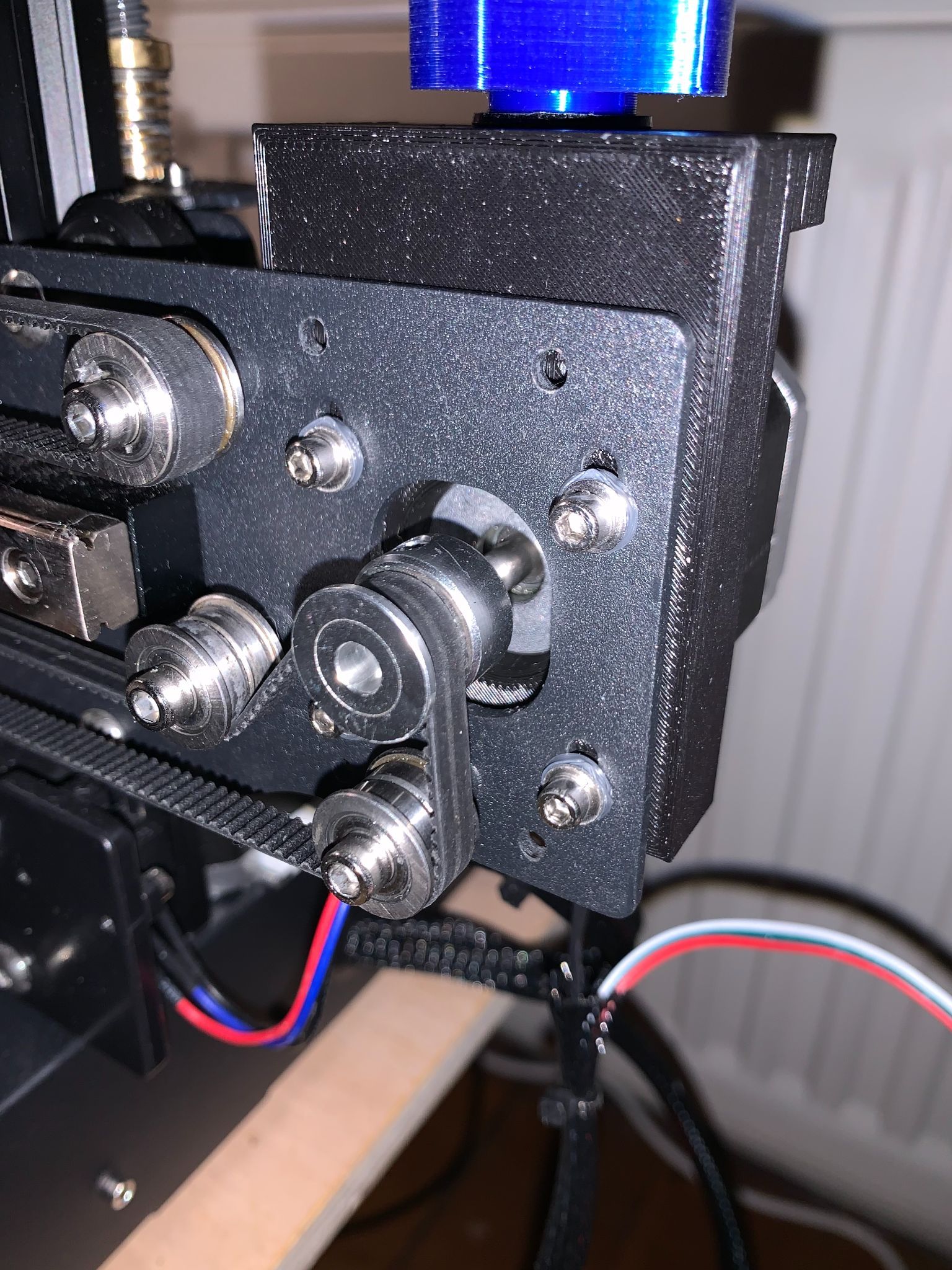
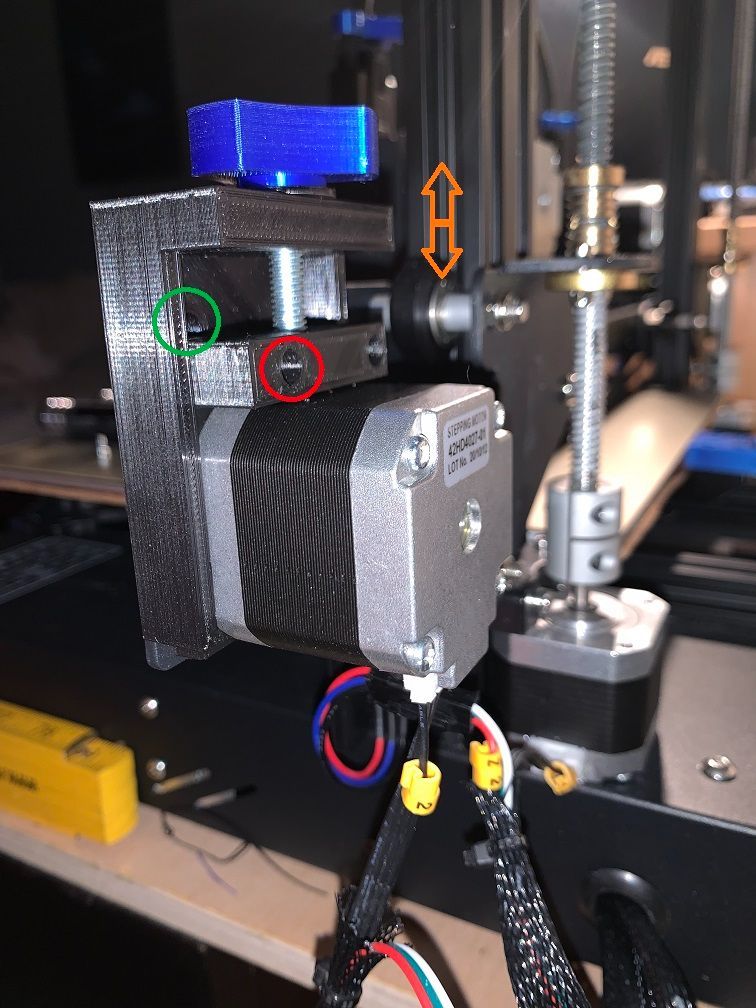
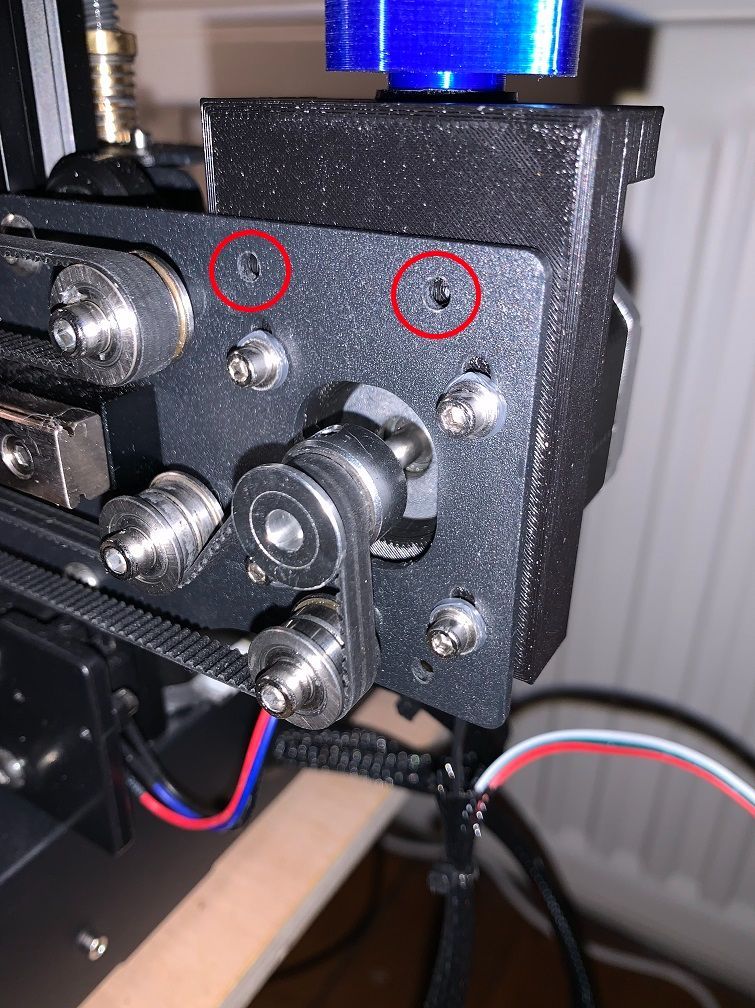
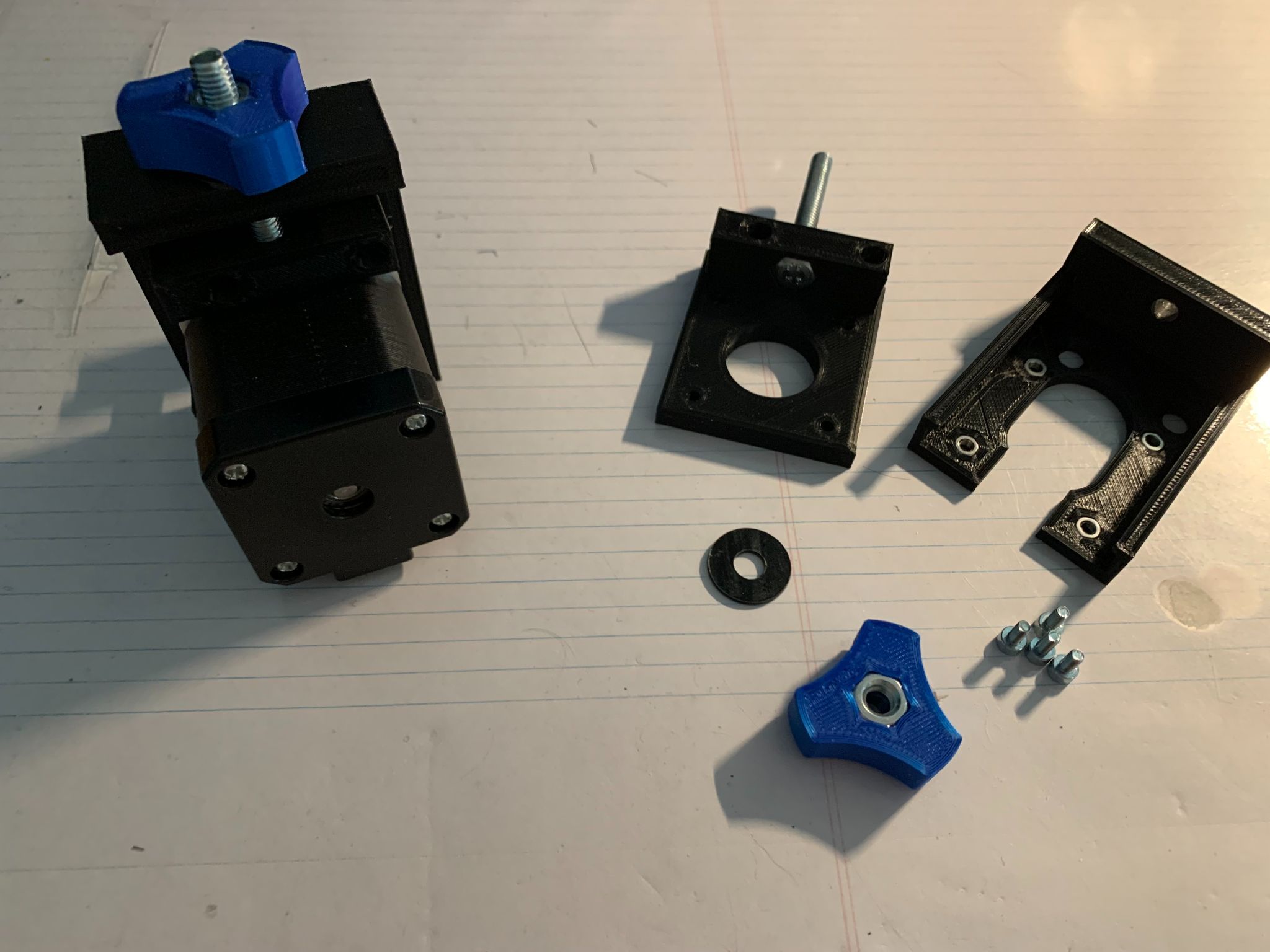
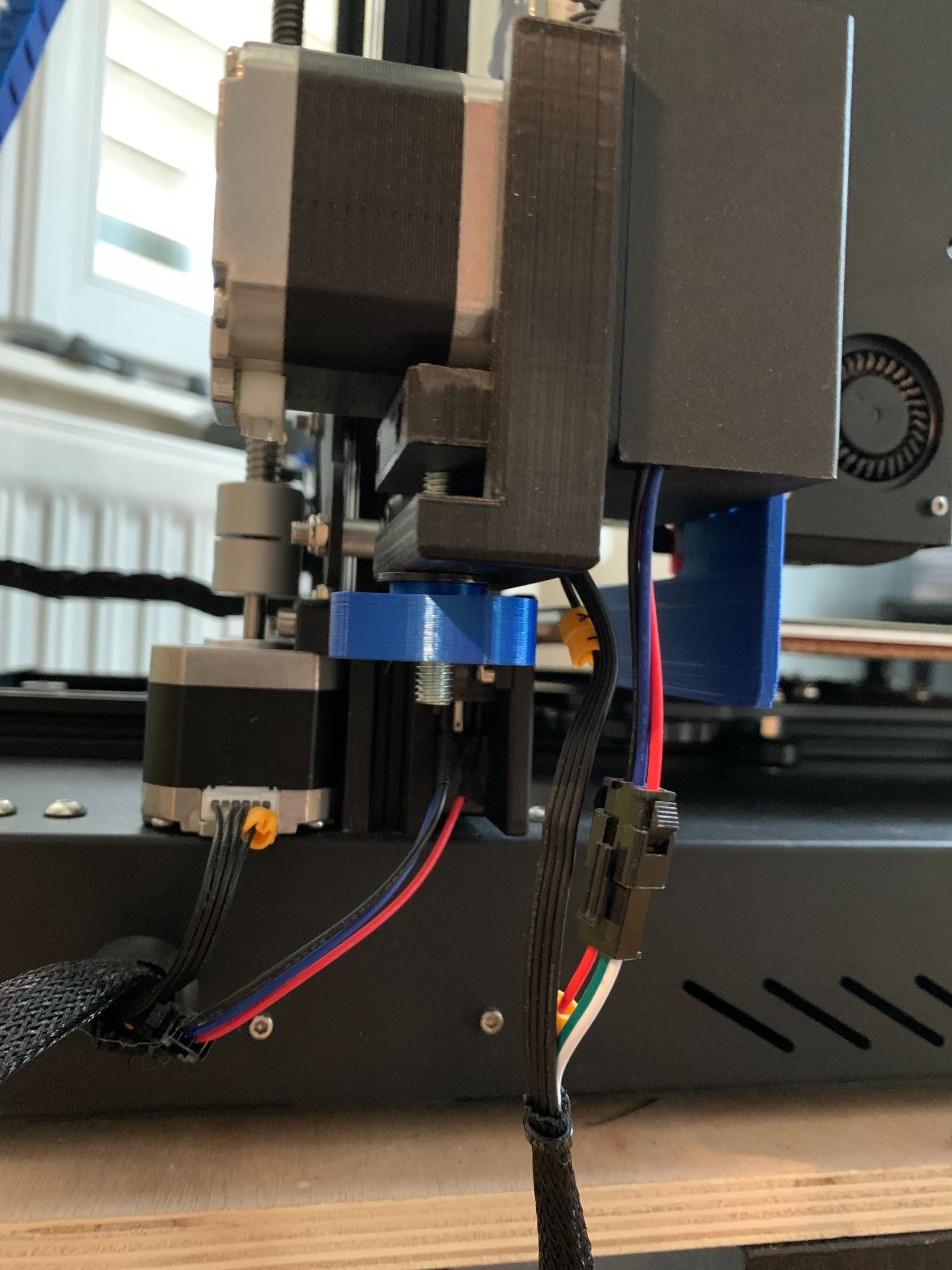
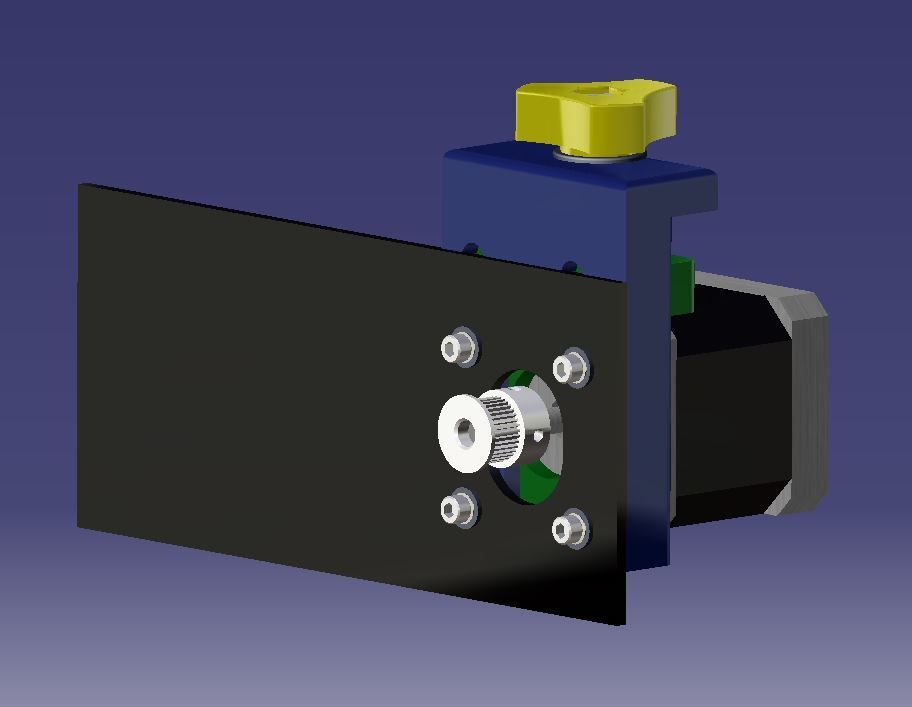
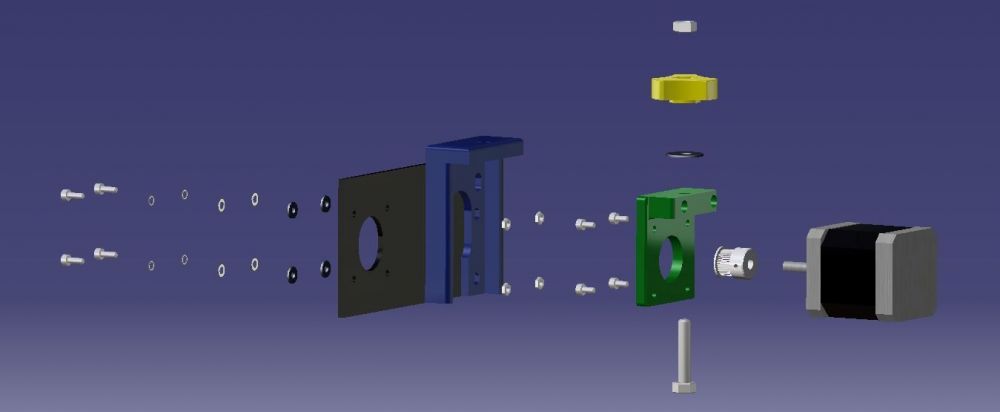
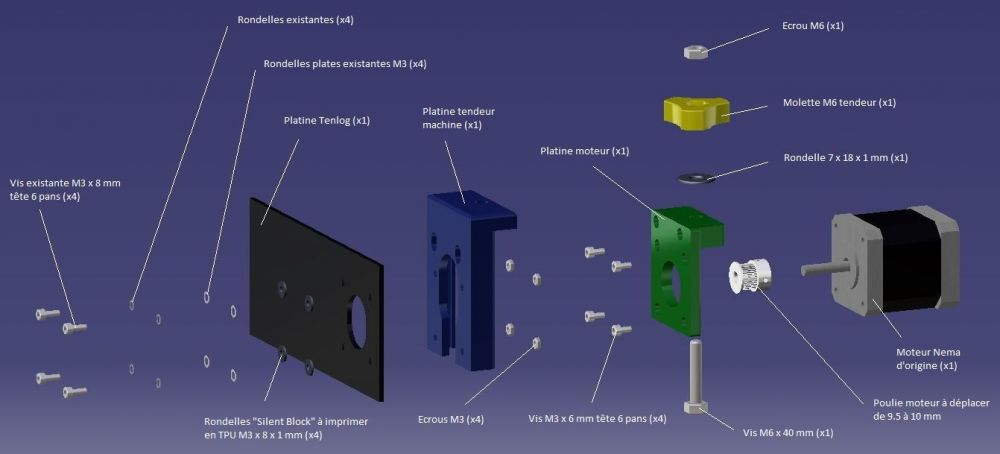
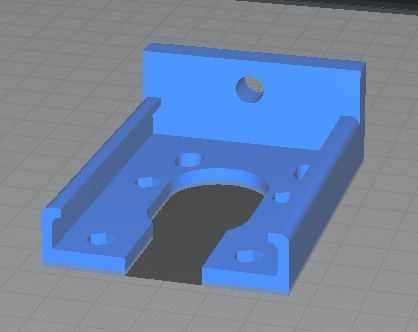
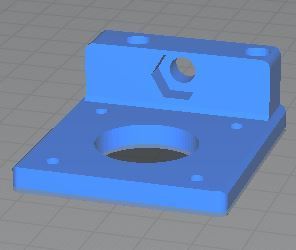
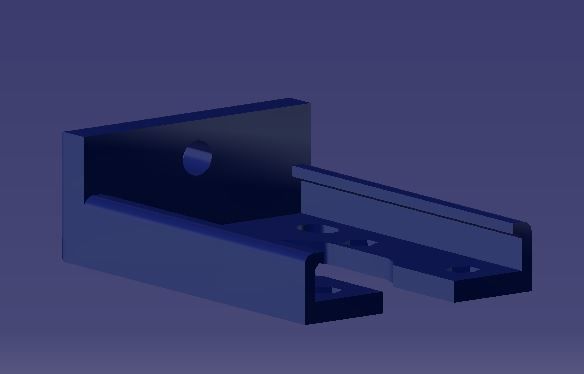
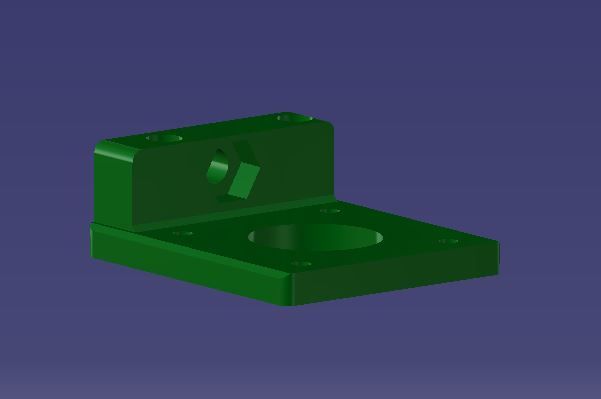
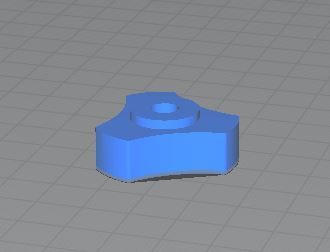
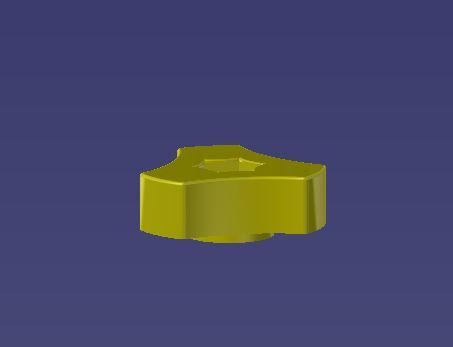
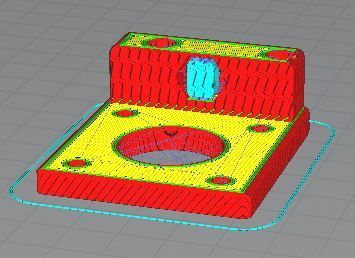
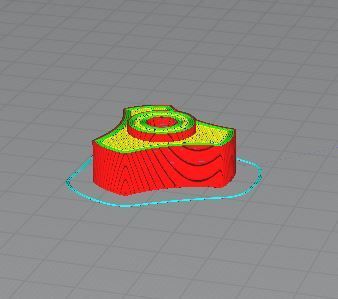
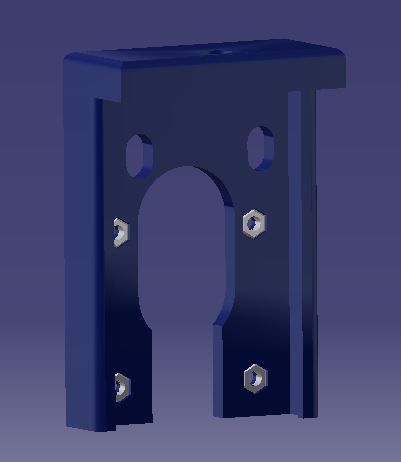
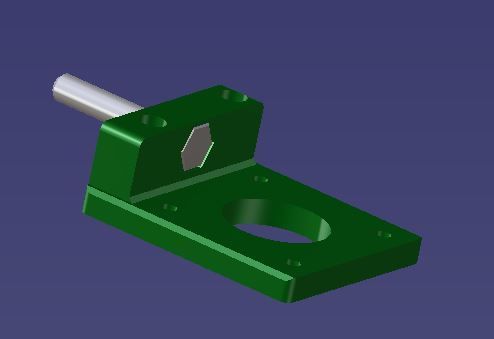
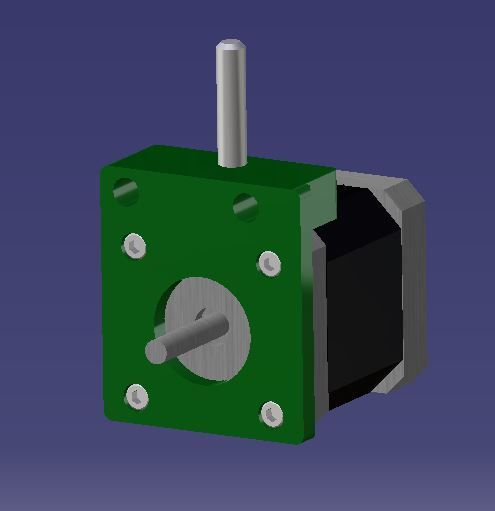
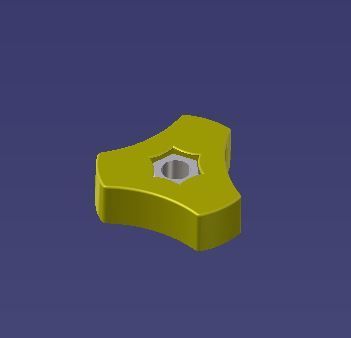
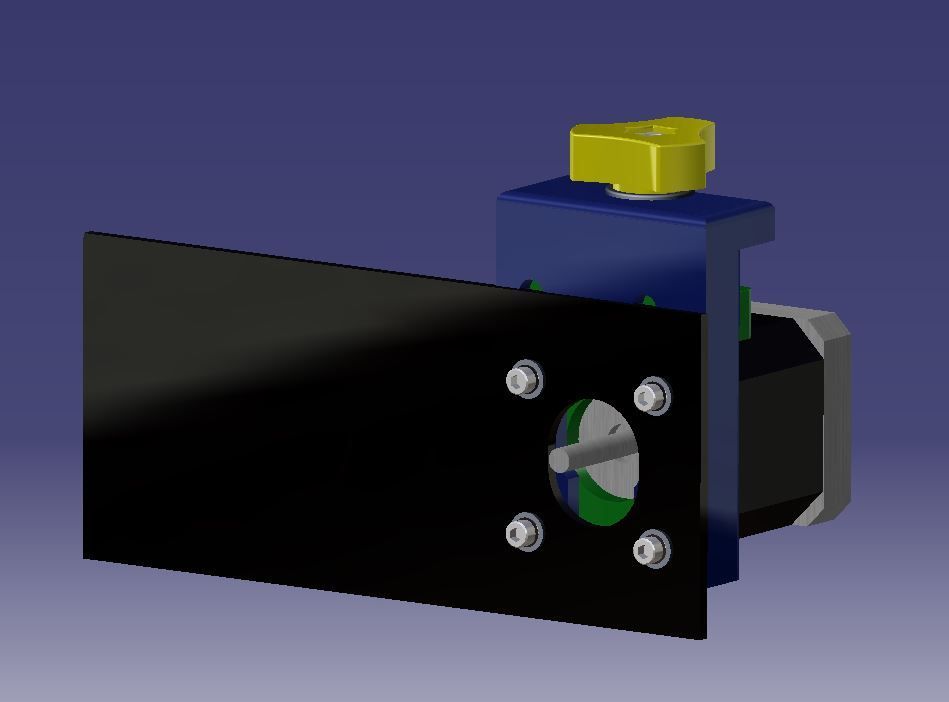
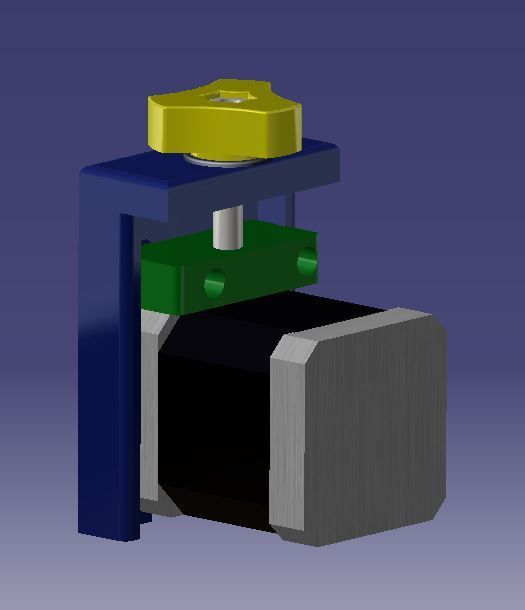
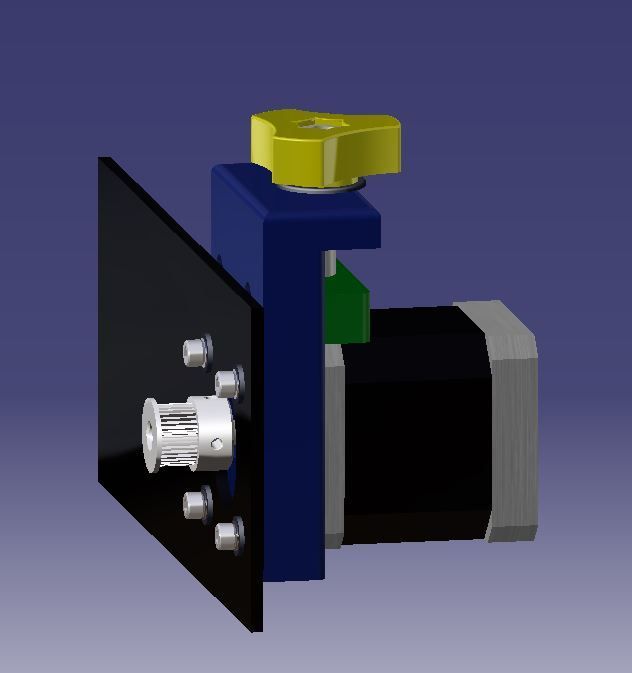
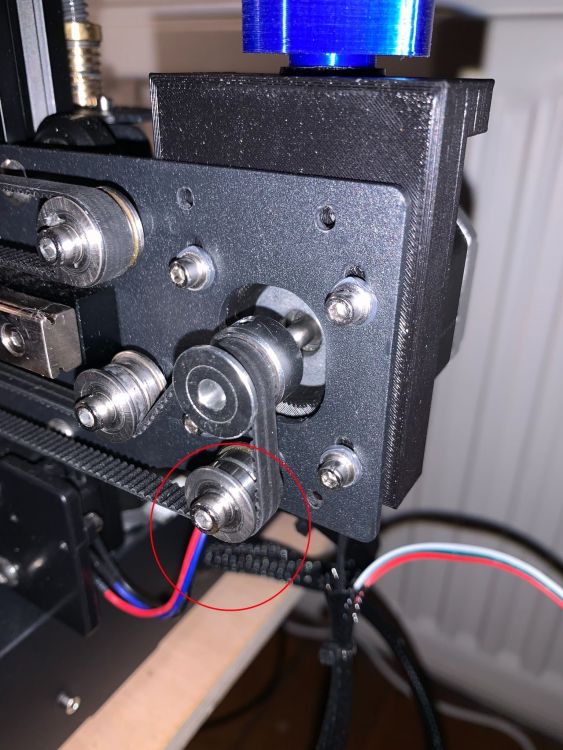
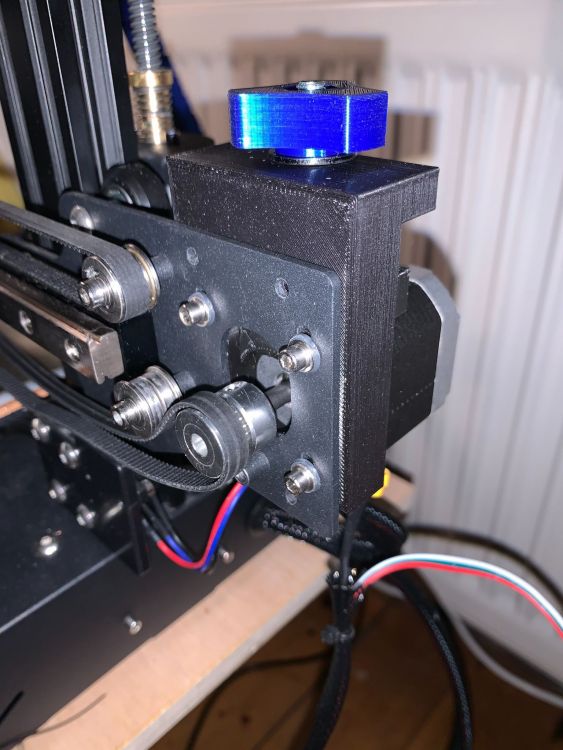
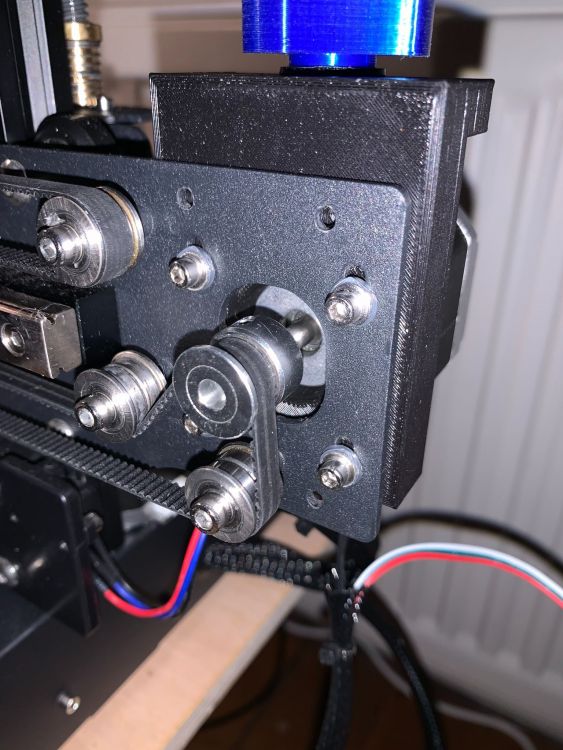
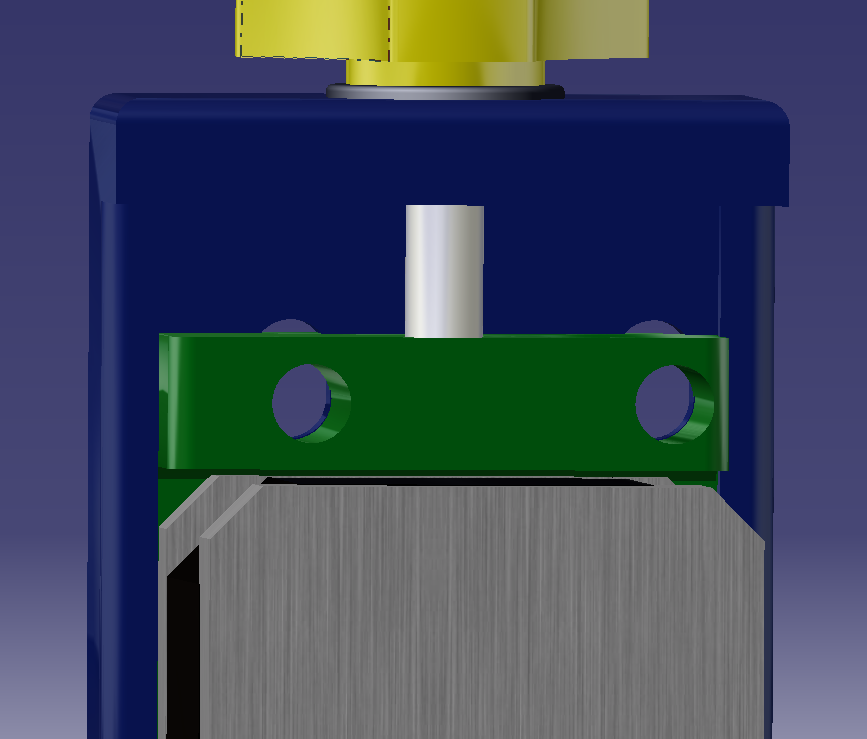
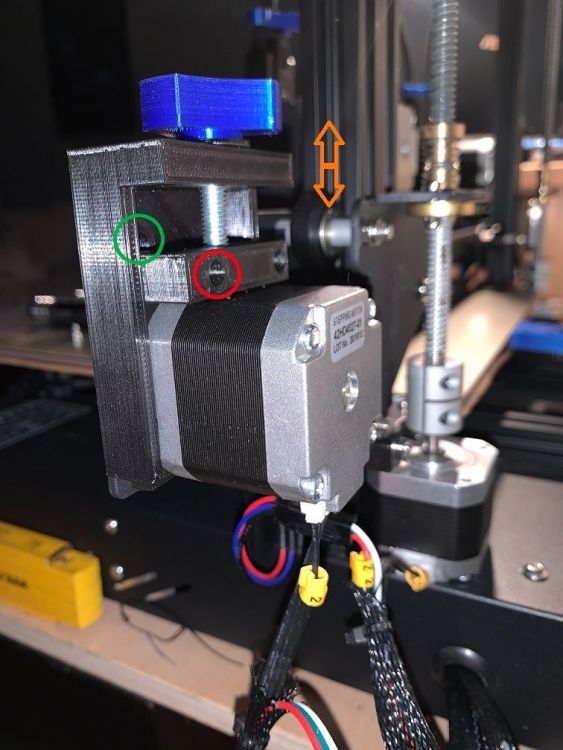
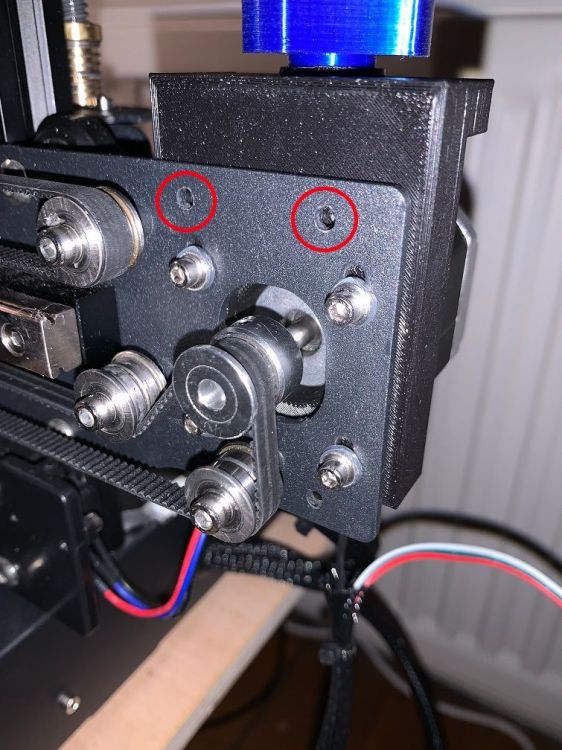
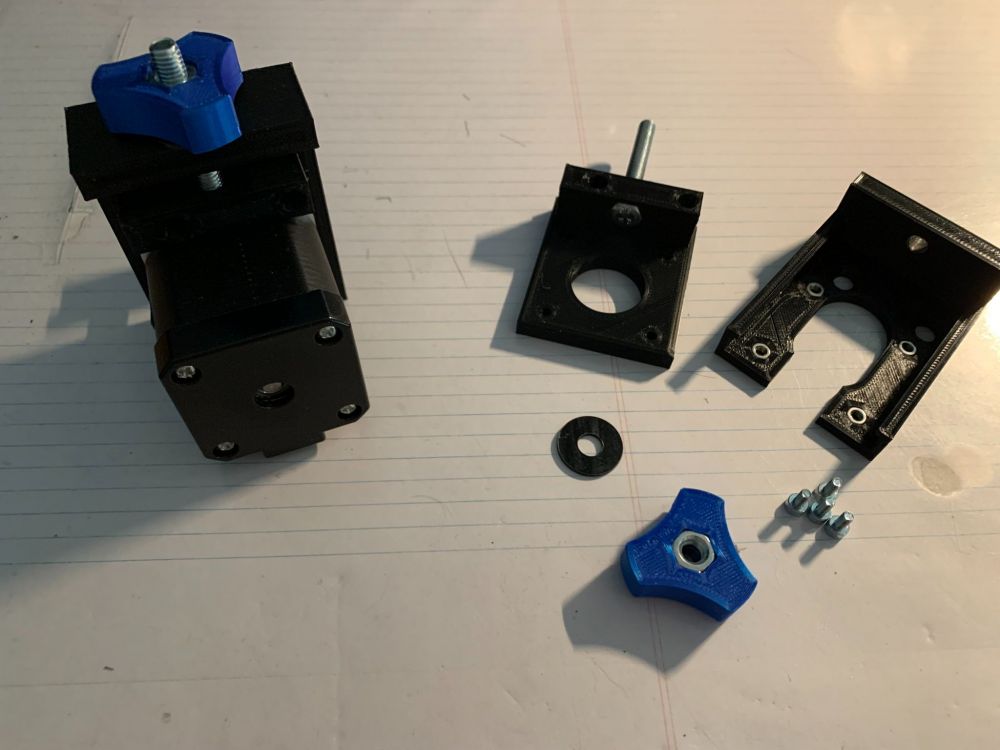
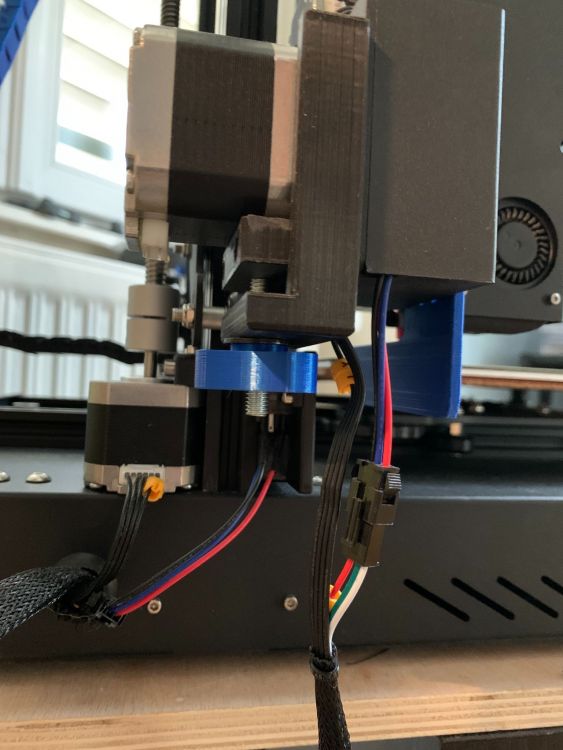
Bonjour, Je vous propose de partager ma création, vu que je n'ai trouvé nul part de tendeur de courroies pour la Tenlog. Je vous demanderai juste un petit merci avant de télécharger, et c'est par ici (tout en bas à droite du message) -----------------------------------------------------------------------------------------------------------> Le principe du tendeur ci-dessous : Les fichiers à télécharger et imprimer Platine moteur.stlPlatine tendeur machine.stlMolette M6 tendeur.stlRondelle 1.2 mm M3.stl Vue éclatées et nomenclature : Pièces existantes à réutiliser pour 1 tendeur : Vis existantes M3 x 8 mm tête 6 pans : vis d'origine qui tiennent le moteur fixé à la platine Tenlog -> 4 unités Rondelles existantes : rondelles d'origine avec vis existantes -> 4 unités Rondelles plates existantes : rondelles d'origine avec vis existantes -> 4 unités Pièces à imprimer pour 1 tendeur : Rondelles "silent block" à imprimer (TPU) : les vis existantes d'origine M3 x 8 mm sont trop longues dans le montage du tendeur (et une vis plus courte M3 x 6 mm est trop courte), cette rondelle permet d'ajuster leur longueur pour éviter de dépasser de l'écrou M3, et également d'amortir les vibrations du moteur) -> 4 unités --- fichier : Rondelle 1 mm M3.stl Platine tendeur machine : se fixe sur la platine Tenlog, course de 1.5 cm de réglage de tension -> 1 unité --- fichier : Platine tendeur machine.stl Platine moteur : se fixe sur le moteur -> 1 unité --- fichier : Platine moteur.stl Molette M6 tendeur : permet de diminuer ou augmenter la tension -> 1 unité --- fichier : Molette M6 tendeur.stl Quincaillerie à fournir pour 1 tendeur : Ecrous M3 : se fixe dans la platine tendeur machine -> 4 unités Vis M3 x 6 mm tête 6 pans : permet de fixer la platine moteur au moteur -> 4 unités Rondelles 7 x 18 x 1 mm (facultatif) : se place entre la molette de tension et la platine moteur -> 1 unité Vis M6 x 40 mm : permet le réglage de la course du tendeur -> 1 unité Ecrou M6 : sera à frapper (à l'aide d'une vis M6) dans la molette M6 tendeur -> 1 unité Impression Platine tendeur machine : Porte à faux : 75 ° - Supports arborescents : partout - Jupe - 60 mm/s Impression Platine moteur : Porte à faux : 75 ° - Supports arborescents : partout - Jupe - 60 mm/s Impression Molette M6 tendeur : Porte à faux : 75 ° - Supports arborescents : partout - Jupe - 60 mm/s Montage (enlever tous les supports préalablement, et vérifier que les deux platines coulissent l'une avec l'autre de manière fluide) : Pour démonter le moteur, il faudra démonter la poulie (voir image entourée en rouge avec une clé de 3 mm), puis enlever la courroie et desserrer le moteur 1 - Démonter la poulie du moteur (pour ce faire, utiliser une clé allen de 2 mm, et si elle ne vient pas utiliser des outils de précisions type https://www.amazon.fr/gp/product/B084YR8M8B/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1 et éventuellement un peu de WD40 sans en mettre dans le moteur) 2 - Mettre les 4 écrous M3 sur la platine tendeur machine (bien les enfoncer afin qu'ils ne dépassent pas) 3 - Mettre la vis M6 dans la platine moteur 4 - Fixer la platine moteur sur le moteur avec les 4 vis M3 x 6 mm (attention, le branchement du moteur doit être en bas, à l'opposé de la vis M6) 5 - Insérer l'écrou M6 dans la molette à l'aide d'un marteau et d'une vis M6 (veiller à ce que la vis soit bien droite) 6 - Mettre la platine moteur dans la platine tendeur machine, puis mettre la rondelle et visser la molette 7 - Fixer l'ensemble en position basse sur la platine Tenlog (avec les 4 rondelles "silent block", les 4 rondelles plates existantes, les 4 rondelles existantes et les 4 vis M3 x 8 mm) 8 - Mettre la poulie sur l'axe moteur, l'aligner avec les autres poulies et la serrer sur l'axe (décalage normale de 9.5 à 10 mm) 9 - Remettre la courroie, puis remonter la poulie, et enfin tester la tension de la courroie avec le tendeur (molette) 10 - Remettre le cache moteur avec les 4 vis (il faudra ajuster la position du tendeur pour aligner les trous afin de pouvoir passer et serrer les 2 vis du haut) NOTA : Le moteur aura un peu de jeu (du à d'ajustement des pièces) avant tension, qui sera résorbé après tension. Montage à l'endroit pour l'axe X2, montage à l'envers pour l'axe X1. @vap38 Tu pourras me donner les droits que je puisse modifier mon message au besoin. Merci. A vos impressions !

 1 point
1 point -
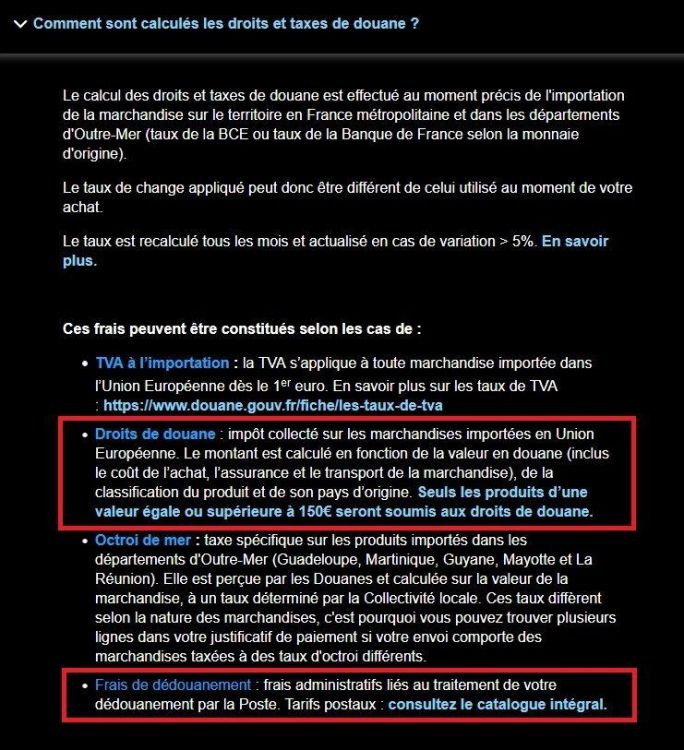
Bonjour, Voici les nouvelles dispositions à compter de 01/07/2021 taxes douanières en provenance de la chine et du Royaume-Unis. Décision Européenne Petits colis Les petits colis bénéficiant du transport gratuit sont envoyés par Netherlands Post. En général, ces colis ne sont soumis, ni au paiement de taxe douanière, ni à la TVA. 'En général' ne signifie pas 'systématiquement'. Prévoyez tout de même le montant de la TVA, car la taxation ou non du paquet est à la discrétion de l'agent des douanes de votre pays. La poste à reçu de nouvelles directives pour encaisser le montant de la taxe Ci-joint le document PDF frais de douane.pdf Paiement de la TVA et droits de douane sur import de Chine.pdf1 point
-
Bonsoir a tous ! Grand concours de l'été chez Hotends.Fr, on vous fait gagner plein de produits dont une imprimante Wanhao D12 !!! Pour participer, c'est sur notre page Facebook >>>>https://www.facebook.com/hotends.FR/posts/2615366088771777 Bonne Chance à tous et Bonne Vacances !!!
 1 point
1 point -
Celui incliné Pour le capteur de filament, je ne l'utilise plus directement J'ai fait comme sur la vidéo de Creality pour l'ajout du direct drive sur une CR10 V2 Un conseil d'impression: taux de remplissage de 50% et 5/6 parois pour obtenir des pièces solides (le PLA que j'avais utilisé était du Ingeo 3D870 de Sakata3D (le recyclé couleur gris verdâtre lors de l'achat… la couleur reçue dépend du moment de la production, j'ai déjà eu du vert kaki / «caca d'oie» )).1 point
-
Sur les imprimantes 3D, tant que le Home n'a pas été réalisé, chaque axe normalement ne peut se déplacer qu'en positif car la machine considère que le (0,0,0) est l'endroit où était la buse lors de l'allumage de l'imprimante. Ce n'est qu'une fois la mise à l'origine que les axes pourront se déplacer dans les deux sens jusqu'au minimum défini par les contacteurs de fin de course : #define USE_{X|Y|Z}MIN_PLUG // Specify here all the endstop connectors that are connected to any endstop or probe. // Almost all printers will be using one per axis. Probes will use one or more of the // extra connectors. Leave undefined any used for non-endstop and non-probe purposes. Traduction: // Indiquez ici tous les connecteurs de fin de course qui sont reliés à n'importe quelle fin de course ou sonde. // Presque toutes les imprimantes en utilisent un par axe. Les sondes utiliseront un ou plusieurs des // connecteurs supplémentaires. Laissez indéfinis tous les connecteurs utilisés à des fins autres que celles d'une butée ou d'une sonde. #define {X|Y|Z]_HOME_DIR -1 (le home se fait sur le contacteur de fin inséré dans l'emplacement XYZmin de la carte. Ces contacteurs de fin de course limitent en théorie les déplacements de la buse entre le 0 et le max de chaque axe. Ils peuvent toutefois être «désactivés» via un M211 (option permettant de descendre sous le 0 du Z lorsqu'on cherche le Zoffset pour un ABL ) : Comme @PierreG et @PPACje pense que tes contacteurs X et Y devraient être inversés. Pour réaliser la mise à l'origine, par défaut c'est d'abord l'axe X puis l'axe Y (il est possible de le modifier dans le Marlin pour que ce soit d'abord Y puis X). Dans configuration_adv.h :1 point
-
Est-ce que le schimlblick est utilisé pour une imprimante 3d? Est-ce que le schimlblick est utilisé pour la maison ? Est-ce que le schimlblick est utilisé pour le jardin ? Est-ce que le schimlblick est utilisé pour une voiture ? Est-ce que le schimlblick est utilisé pour une moto ? Est-ce que le schimlblick est utilisé pour un vélo ? Est-ce que le schimlblick est utilisé pour un schimlblick électrique ou électronique ? Est-ce que le schimlblick est utilisé pour un électroménager ? Est-ce que le schimlblick à un rapport avec une fenêtre ? Est-ce que le schimlblick à un rapport avec un sport ? Est-ce que le schimlblick est utilisé avec de l'eau.? Est-ce qu'il y a un schimlblick chez tous le monde1 point
-
@Alpes86salut copain Catiaeur1 point
-
Salut, En fait, un cube de calibration c'est une pièce toute petite. Donc on est limité par ce paramètre de temps de couche. On peut facilement le faire sauter en décochant l'auto-cooling dans les paramètres du filament, selon le type de pièce. Pour des tours fines ça posera des problèmes, pour un cube ça passera crème. En général dans ce genre de situation, je préfère imprimer la pièce en double, en deux points éloignés du plateau pour laisser le temps aux pièces de refroidir. Ca donne un meilleure aspect qu'une pièce riquiqui toute fondue sur elle-même.1 point
-
https://aide.laposte.fr/contenu/comment-sont-calcules-les-droits-et-taxes-de-douane?t=cc Les droits de douane normalement ne concernent que les produits > 150€ et donc les frais de dédouanement ne devraient, «en théorie». s'appliquer que si le produit dépasse cette valeur. Plus d'info : https://www.tarifdouanier.eu/
 1 point
1 point -
Bonjour, Merci infiniment pour votre réponse, ça a réglé mon souci. Je n'aurais pas pensé que ce réglage aurait autant d'effet sur mes prints (ce qui est logique puisqu'en augmentant la vitesse, la durée d'un couche diminue) Je n'avais pas lu ce post, il a été très instructeur. Merci encore !1 point
-
Salutation ! Pas simple si tu début de savoir si tu a le bon serrage au niveau de la roue d'entrainement de l'extrudeur, si tu a une gène du passage du filament ou si la buse et/ou heatbreak se trouve partiellement obstrué ... ou autre chose ... genre un moteur trop faible pour pousser car une VRef a ajuster ou un bout de filament qui fait que cela coince ou glisse ... Pour le serrage sur l'extrudeur a tu bien un marquage du filament ? Les dents d'entrainement doivent laisser une marque et si tu entend des petit "clic" lors de l'activation de l'extrudeur, c'est probablement le bruit du filament qui glisse/saute sur la roue d'entrainement et cela indique un bouchage plus loin. Pour l'extrusion a tu un filament extrudé bien lisse et qui a un diamètre de l'ordre de celui de la buse mais pas en dessous ? (si a la main il faut pousser mais la résistance ne doit pas être trop forte si tu y va lentement ...) Aussi pas d'extrusion si tu a une température d'impression en dessous de 170°C (une protection du firmware)1 point
-
Allez, vis y, appuies sur le bouton JC1 point
-
Effectivement, on n'a pas toujours le choix dans la date1 point
-
Hello @yopla31, avec mon skr pro 1.1 , ça fait longtemps que j'ai pas mis les mains dans le cambouis mais j'en suis très satisfait et les recherches récentes dans marlin pour la carte de la Jgmaker me font dire que son potentiel est atteint. Maintenant par exemple tu peux avoir 3 sorties extérieur (tft, lcd et wifi en même temps) et 2-3 autres trucs qui sont définie plus explicitement dans marlin. Donc pour moi ,mon choix serait la SKR PRO, même avec le problème initial d'eeprom ce n'est pas vraiment gênant, les solutions trouvées pour compenser fonctionne bien.1 point
-
Attention, le ffp2 protège de particules fines, absolument pas des gaz (évaporation d'acétone), il faudrait prendre un vrai masque à gaz avec cartouches de filtration des gaz, ce n'est pas du tout la même chose. Quitte à utiliser l'acétone, autant faire un jus d'ABS.... Sinon, l'eau sucrée chauffée au mico-onde fonctionne très bien pour pas mal de plastiques et n'est pas toxique ;-)1 point
-
Fais une recherche sur : JGMaker Artist-D Tenlog TL 3D Sovol SV04 Ça devrait correspondre à tes attentes.1 point
-
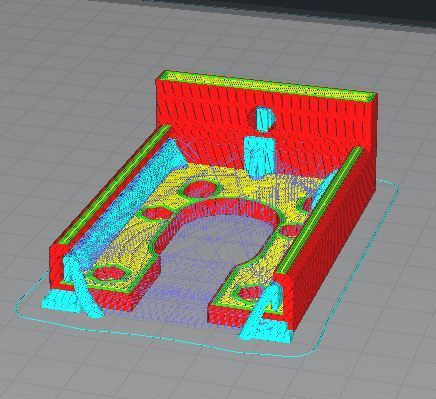
En voyant le résultat, tu peux pourtant essayer d'analyser toi même ce qui n'a pas été. C'est très important de le faire systématiquement à chaque problème. Essayer de comprendre. C'est comme ça qu'on progresse et qu'on évite de refaire les mêmes erreurs. Ici, qu'est-ce qu'on voit? Que la base a commencé à s'imprimer et que les supports aussi. Donc déjà, un bon point, c'est que les paramètres d'impression sont bons. Ensuite, les supports sont là mais pas la pièce. Ca veut donc dire que les supports n'ont pas eu assez de force pour la tenir. Maintenant, on peut se demander, pourquoi? Ici il y a deux raisons. D'une part, vu la taille de ta pièce et celle de tes supports, c'est un peu comme si tu demandais à 10 bonhommes de soulever une benne de 10 tonnes. Faut pas déconner. Ensuite, pour réduire l'effort produit pendant l'impression, il y a une règle magique et très importante qui consiste à éviter le plus possible toute face parallèle au plateau et orienté vers celui-ci. Il faut donc que tu inclines ta pièce pour éviter cette graaaaaaaaande face qui va systématiquement rester sur le FEP.1 point
-
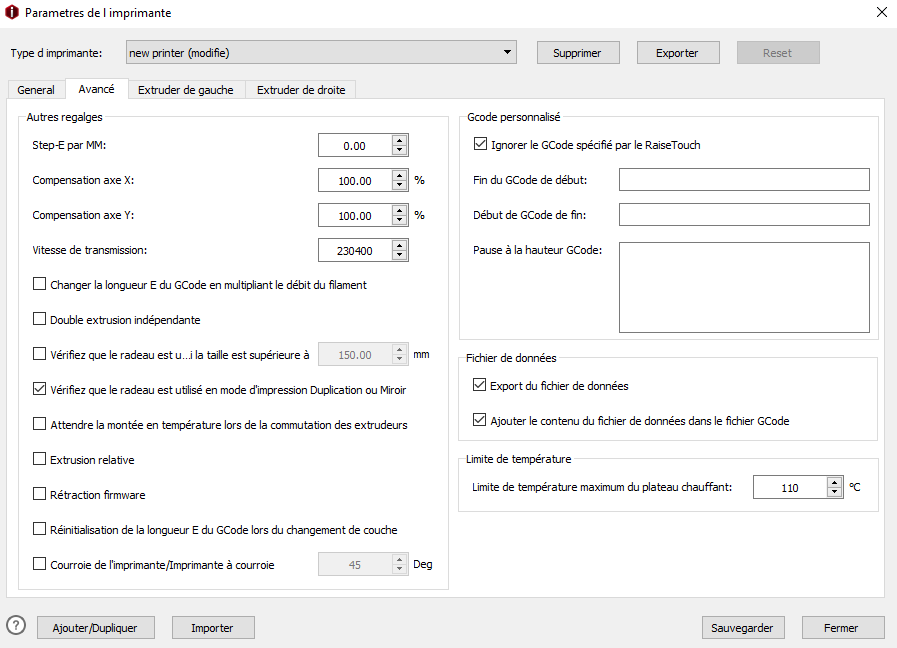
Bonjour Franck @studiolab39 officiel voici la solution. Le GCODE est enregistré avec IDEAMAKER et i faut ci-joint cocher la case suivante pour ne plus avoir ce défaut en fin d'impression !!! dans l'onglet paramètre imprimante. Il faut cocher ignorer le Gcode spécifié par le Raise Touch
 1 point
1 point -
Depuis 1 an j'alterne entre PLA et PETG trés régulièrement et je n'ai pas eu ce phénomène. Mais merci pour l'info si un jour ça m'arrive Il y a une chose que je n'utilise JAMAIS sur cette imprimante (et aucune autre) c'est le cycle de déchargement/chargement du filament. Même si ça se fait en vitesse max je trouve que c'est trop lent. Pour moi enlever le filament se fait comme ceci : buse chaude, j'appui sur la gachette puis je pousse un peu le filament pour estruder quelques millimètre et je tire d'un coup pour le sortir. Depuis 4 ans jamais eu de buse ou tube PTFE bouché. Ca joue peut-être ...1 point