Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/04/2022 dans Messages
-
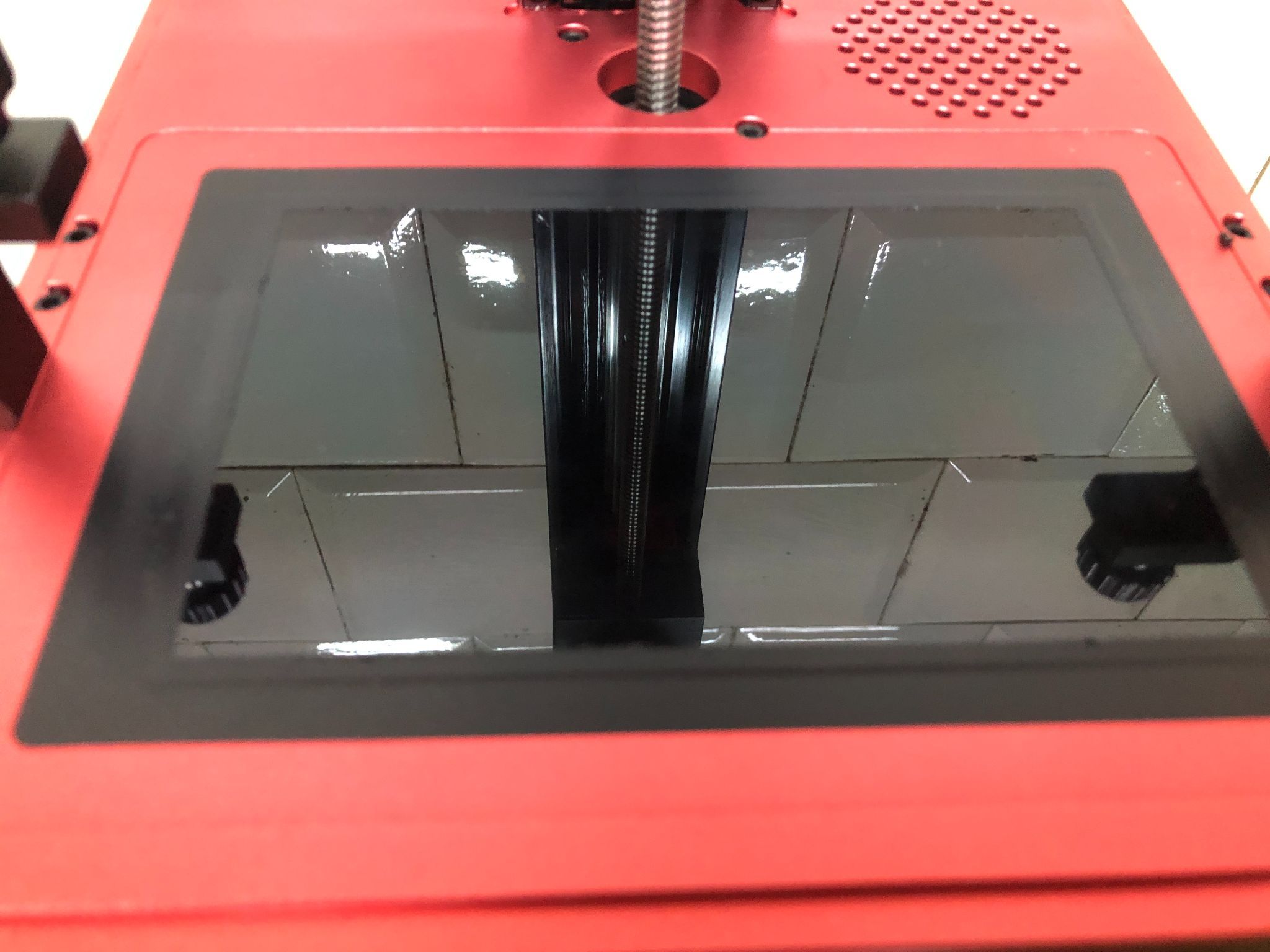
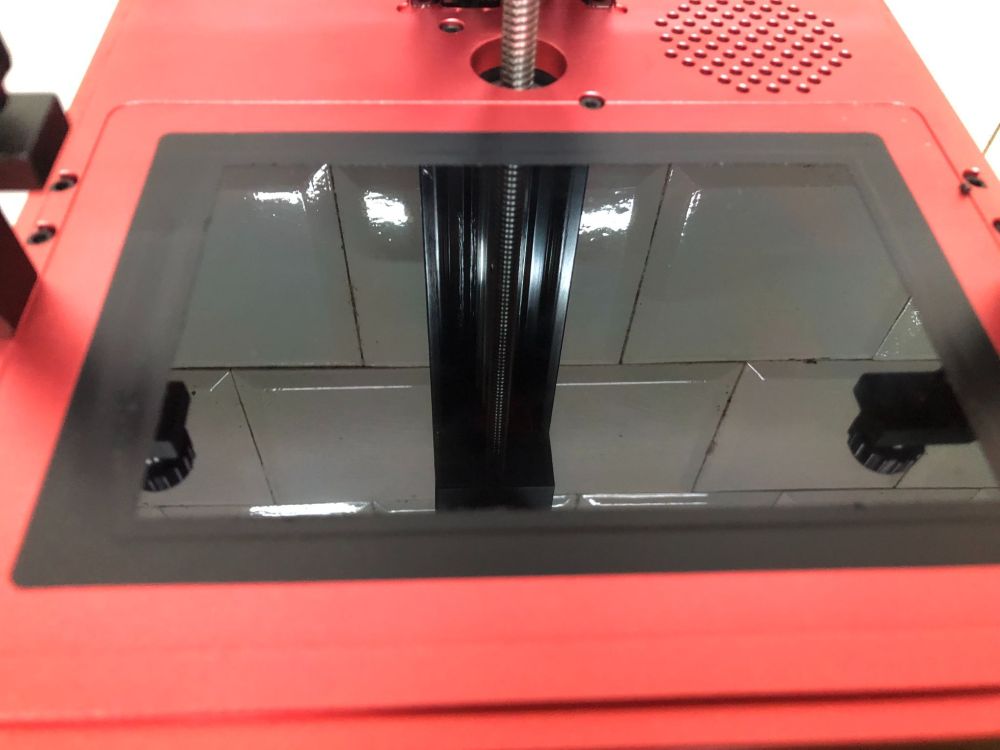
Bonjour à tous, Il m'est arrivé mon pire cauchemard, mon FEP a percé. Je créé donc ce sujet pour vous dire comment je m'en suis sorti au cas où ça arrive à d'autres, et aussi à savoir ce qui a bien pu se passer. J'ai voulu imprimer cet objet en résine transparente rouge water washable de chez Elegoo; L'impression a duré plus de 9 heures, je l'ai donc laissée tourner toute la journée et ne suis revenu voir qu'au moment où elle était censée se terminer. Je soulève donc le capo de ma Mars Pro 2 et remarque qu'il y a un "trou" dans l'objet. Je le détache donc et le met dans la Mercury quand même... Pendant que ça nettoie je retire le bac pour filtrer la résine restante et là je me rends compte qu'une fine couche de résine à coulé entre le FEP et ma dalle en verre. Une fois le bac retiré, la surprise suivante était qu'une bonne couche de résine s'était solidifiée au milieu de ma dalle. Je n'ai malheureusement pas pris de photo sur le moment. Je commence à nettoyer tout ça avec de l'alcool iso et une spatule en plastique en prenant garde de ne pas rayer la dalle. Mais le bloc solidifié au centre résiste... Je parcours les forums et tombe systématiquement sur des topics où la réponse est toujours la même: "t'es bon pour changer la dalle ou l'écran". Puis finalement je trouve une astuce sur youtube: Préparer un petit récipient d'eau chaude Imbiber une éponge avec l'eau chaude Poser l'éponge sur la résine et attendre 5 minutes Je retire l'éponge, je touche à peine le bloc avec ma spatule plastique et hop ! Il se détache totalement sans aucune résistance ! Résultat, ma dalle est nickel: Voila donc une astuce que je voulais partager, plutôt que de galérer et risquer de rayer la dalle. Maintenant la suite , à votre avis, qu'est-ce qui a pu causer ce "trou" dans mon objet ? J'imagine que des morceaux de résine polymérisée se sont baladés dans le bac à cause de ce trou et ont dû venir se placer entre l'objet et le FEP ce qui a dû causer son percement. Mais pourquoi ce trou ? Mon FEP commençait à être un peu usé avant cette impression et je m'étais dit que le moment arrivait pour le changer. Vous pensez que ça peut en être la cause ? Ou alors un mauvais calibrage du HOME de l'axe Z ? Merci !


 2 points
2 points -
Tu n’as pas peur que ta bécane fasse une dépression dans sa boîte noire, sans la moindre fenêtre. Attention, la maltraitance mécanique va bientôt être reconnue comme la maltraitance animale.2 points
-
Si tu veux vraiment rire aujourd’hui, tu peux acheter la nouvelle Dagoma, toujours pas d’écran ni de plateau chauffant, mais ils ont doublé le prix.2 points
-
Lors d'une impression, à chaque couche, la résine (pièce) se trouve collée au FEP. Vous ne vous en rendez peut-être pas compte, mais, à chaque fois que le plateau se re-lève, il tire sur le FEP. Si votre FEP est très/trop tendu, ça va tirer fort, très fort même, jusqu'à ce que le FEP se décolle de la pièce (et on entend le clap) ou la pièce du plateau (et fail). Donc, selon ne serait-ce que la forme de la pièce, ça va tirer de différente manière sur le FEP et aller jusqu'à lui faire des plis. Pire, une forme de pointe isolée va tirer ponctuellement sur le FEP, lui donnant aussi une forme de pointe et risquer de le percer. Ce que je veux expliquer, c'est un usage normal suffit à le percer. Pas forcément un débris ou autre chose. Un FEP trop tendu aura par contre bien plus de risque de percer. Il vaut mieux un FEP un peu trop lâche, en plus, l'écran s'en prendra moins dans la gueule à chaque décollement de pièce. Tout ce qu'il faut, c'est s'assurer que le plateau remonte assez pour être sur l'avoir bien décroché le FEP.2 points
-
Sûrement pour une analyse / pour information Cela permet éventuellement de réimporter les modification d'un profil d'impression sous Ultimaker Cura ... Et comme ce sont des commentaires cela n'a normalement pas d'influence lors de l'impression. Après pour l'histoire de l'imprimante qui ne s’arrête pas là il faudrait plus de détail ... (si vraiment il y a un relais d’arrêt ) Aussi il me semble que pour attendre le refroidissement des buses, il faut plutôt utiliser le 'R' pour attendre le refroidissement et non 'S' qui lui continue dé que l'on dépasse la température ... https://marlinfw.org/docs/gcode/M109.html
 2 points
2 points -
Salut @mich0111, Je vais sûrement dire de grosses bêtises, mais au moins, tu es prévenu . Je pense que c'est à la fin de la fonction "FffGcodeWriter::finalize" du fichier FffGcodeWriter.cpp, dans les sources de Cura_SteamEngine: Ce qui peut être intéressant, c'est le commentaire qui suit ces lignes La question est: est-ce qu'un M25 à la fin de ton Gcode de fin changerait quelque chose? Je ne vois pas pourquoi, donc non Sûrement pour une analyse / pour information Tu pourrais essayer de forcer les commandes avec: T0 M104 T0 S0 ;Turn-off hotend 0 T1 M104 T1 S0 ;Turn-off hotend 1 M140 S0 ;Turn-off bed M84 X Y E ;Disable all steppers but Z T0 M109 T0 S40 ;Waiting for hotend 0 temp = 40° T1 M109 T1 S40 ;Waiting for hotend 1 temp = 40° As-tu vérifier que la PS_ON_PIN est correctement définie et câblée?2 points
-
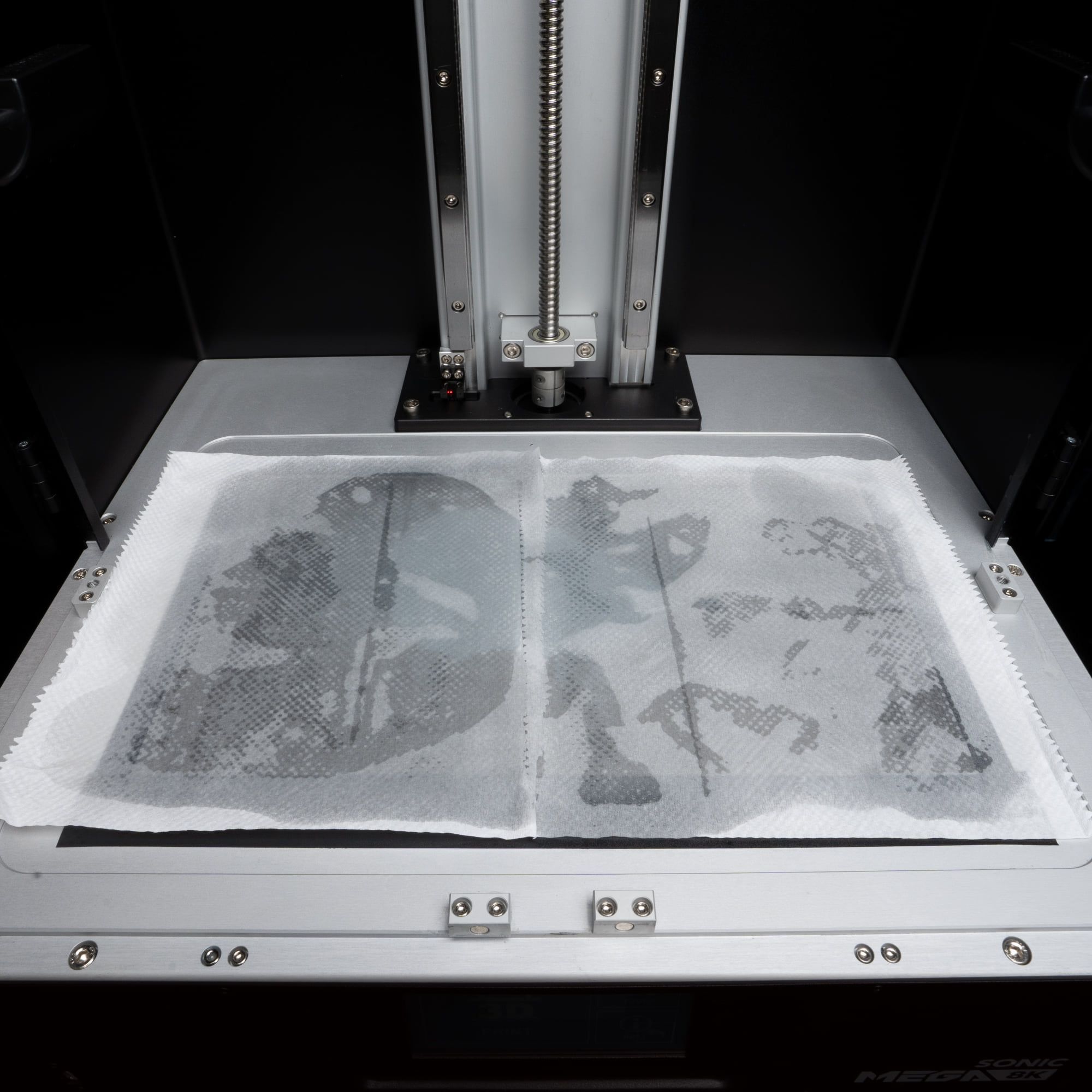
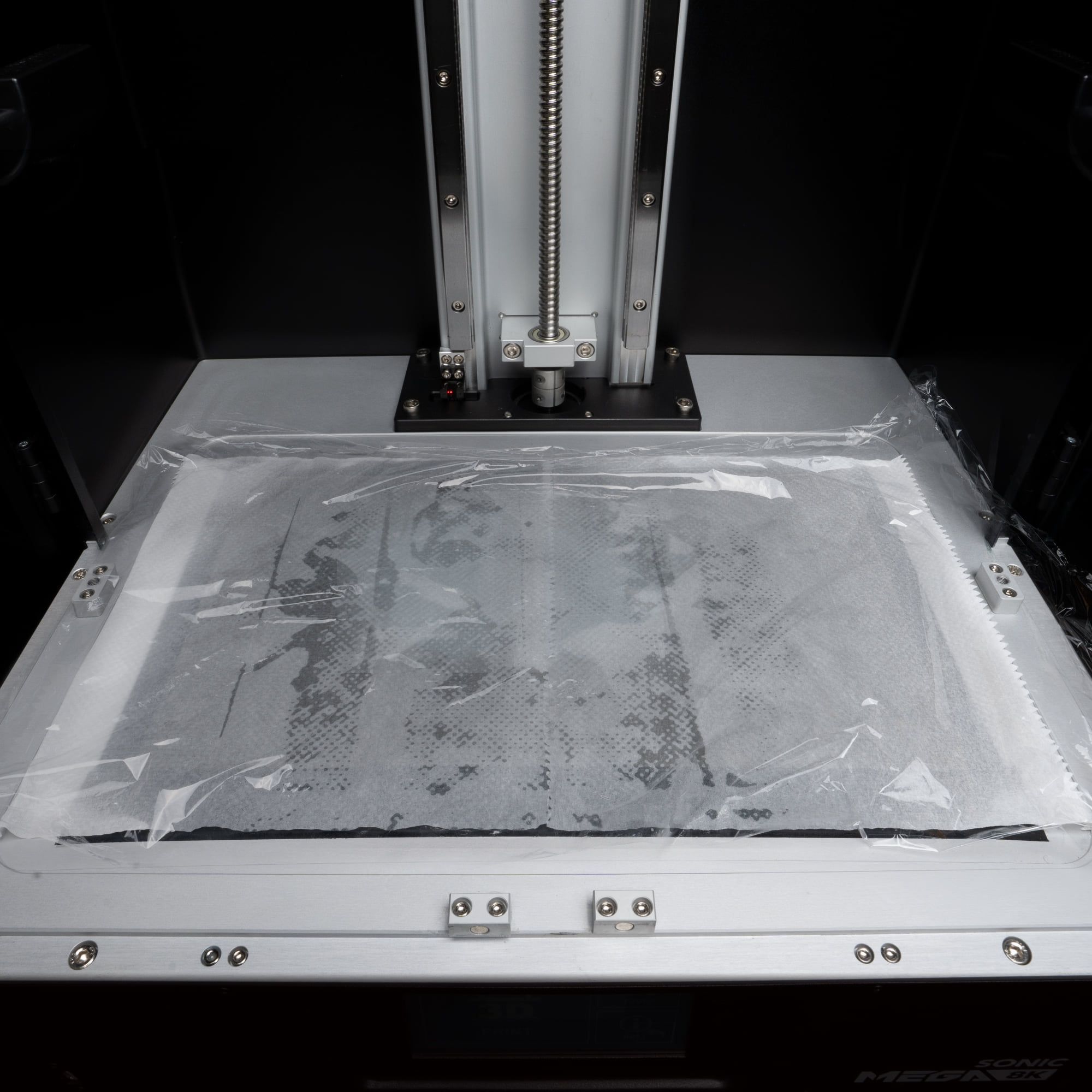
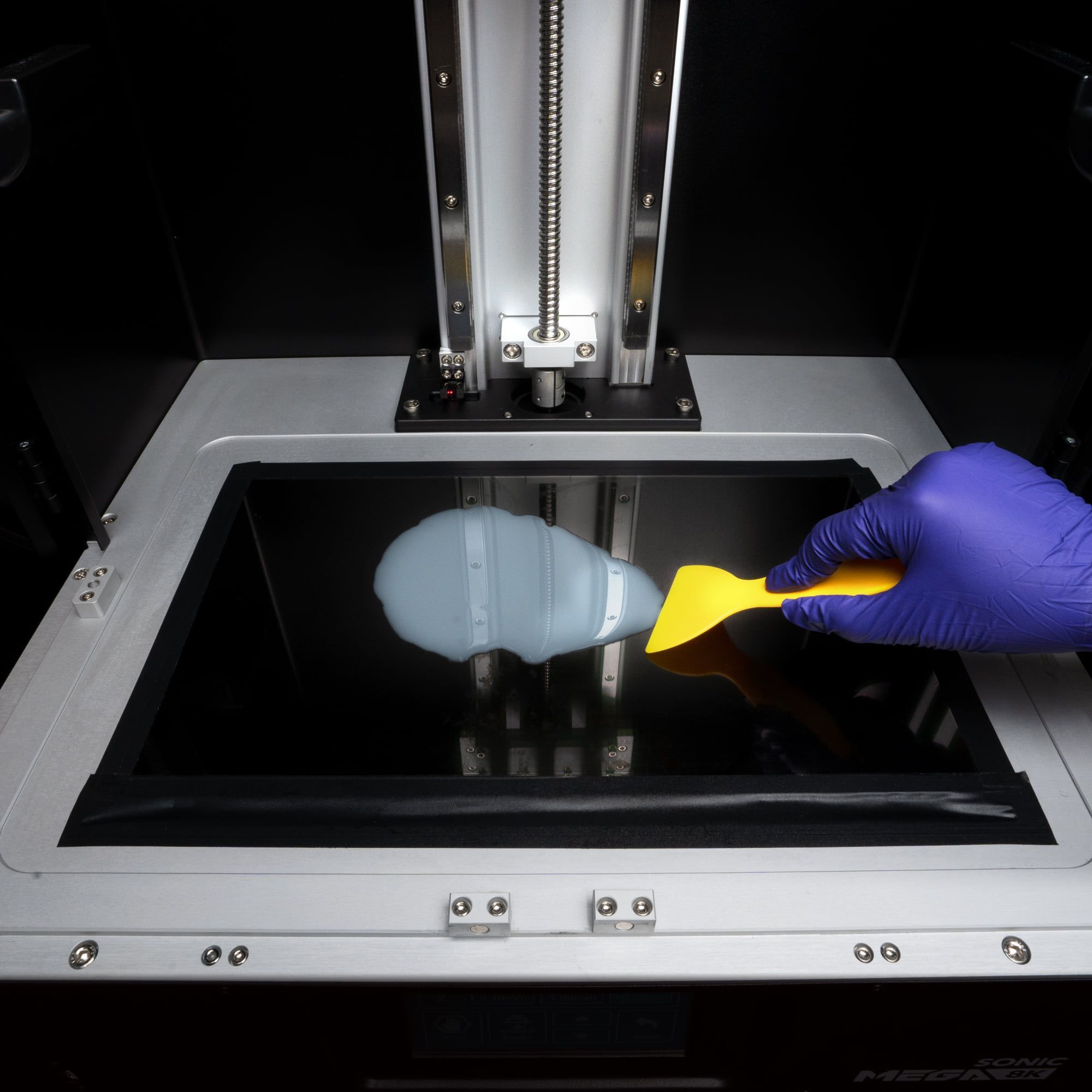
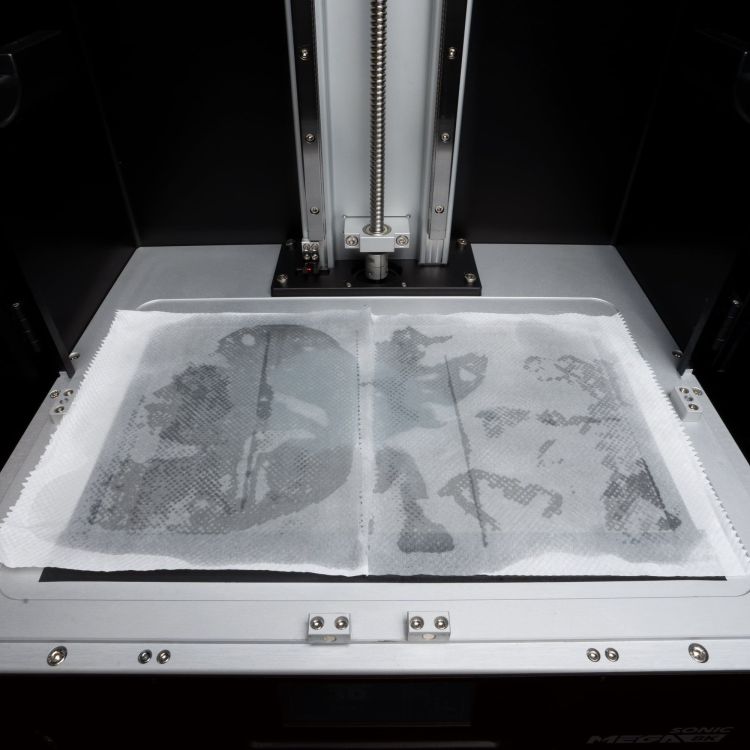
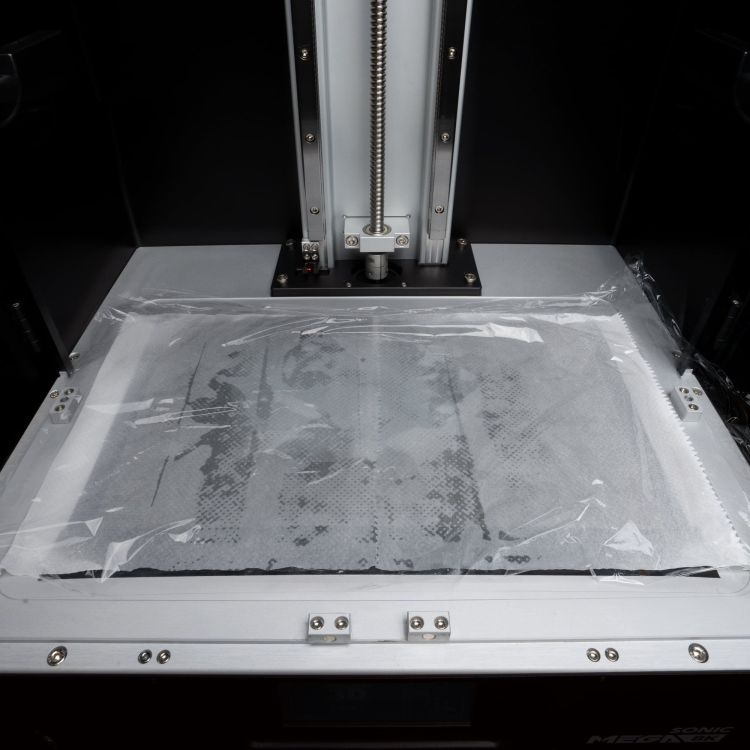
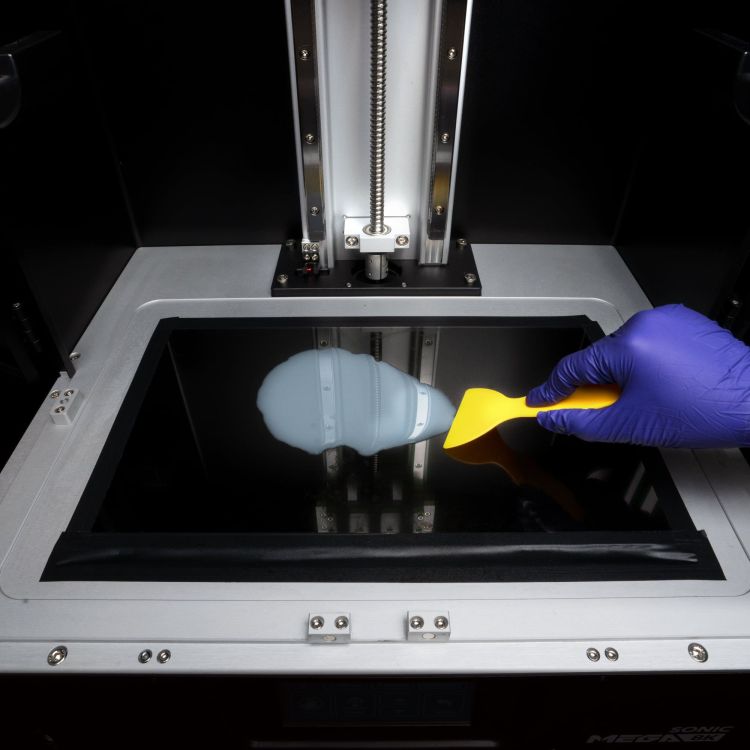
Comment nettoyer l'écran LCD après un déversement de résine Éteignez votre imprimante 3D et débranchez l'imprimante. Retirez le boîtier (couvercle ou capot) en plastique et nettoyez soigneusement tout excès de résine présent autour de la cuve (vat). Retirez ensuite la cuve de résine (vat) et placez un morceau d'essuie-tout doux en dessous, juste au cas où le déversement serait causé par une perforation du film FEP. Utilisez un essuie-tout doux ou un mouchoir en papier pour absorber l'excès de résine présent sur l'écran LCD. Lors de l'exécution de cette étape, NE PAS rayer l'écran LCD. Après avoir nettoyé la résine, vaporisez une petite quantité (ne pas inonder la machine) d'alcool désinfectant à 95 % sur l'écran LCD. Ensuite, utilisez un essuie-tout doux ou un chiffon en fibre et essuyez continuellement dans une direction (pour ne pas faire de rayures, pas de mouvements en cercle) pour nettoyer soigneusement la surface de l'écran LCD. Répétez l'étape 5 jusqu'à ce que l'écran LCD de l'imprimante 3D ne colle plus (due a la présence de résine non durcie). Si de la résine est toujours présente sur l'écran LCD, suivez les étapes ci-dessous pour retirer la résine durcie. Étape 1 : humectez (ne pas inonder) des serviettes en papier doux dans de l'alcool désinfectant à 95 %, puis couvrez la résine durcie avec des serviettes en papier imbibées. Étape 2 : Couvrez les serviettes en papier doux avec une pellicule plastique entre 12 et 24 heures en fonction de l'étendue du déversement de résine pour empêcher l'évaporation de l'alcool. Comme l'alcool désinfectant ramollira la résine durcie, assurez-vous de la vaporiser partout où il y a une fuite de résine. Étape 3 : Retirez délicatement la résine ramollie (avec un genre de spatule en plastique souple pour ne pas rayer l’écran et sans appliquer trop de force pour ne pas endommager l'écran LCD) (NE PAS gratter avec des objets métalliques pointus. Ceci afin d'éviter d'endommager l'écran LCD). --- Copier coller, traduction (google) et annotations par @PPAC ( donc il doit y avoir des fautes ... ) Merci de compléter/commenter avec vos astuces et remarques. Pour conclure, il semble préférable ( a vous de juger) pour se protéger d'une future fuite de résine, de sacrifier un FEP et de l'utiliser (le scotcher) pour protéger l'écran. (Il faudra refaire le nivellement du plateau et il y aura probablement une petite perte de qualité d'impression due à l'épaisseur supplémentaire ... ) Source et images "GUIDE 4 - Sonic Mini 8K Maintenance - How to clean LCD after a resin spill" ( https://www.facebook.com/groups/2113793522101458/learning_content/?filter=351754550049195 ) publié sur le groupe facebook "Phrozen Sonic Mini 8K User" ( https://www.facebook.com/groups/2113793522101458 )

 1 point
1 point -
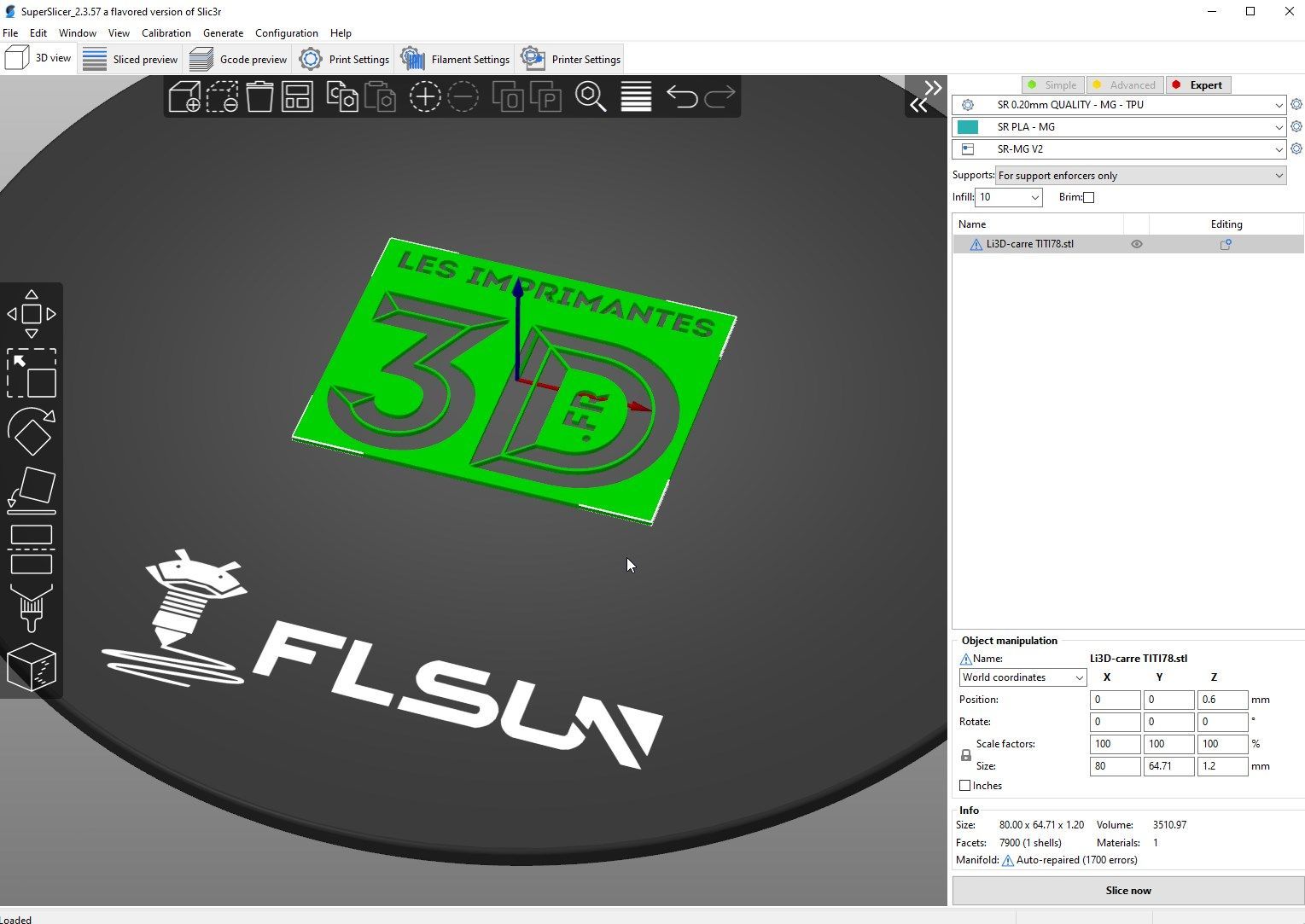
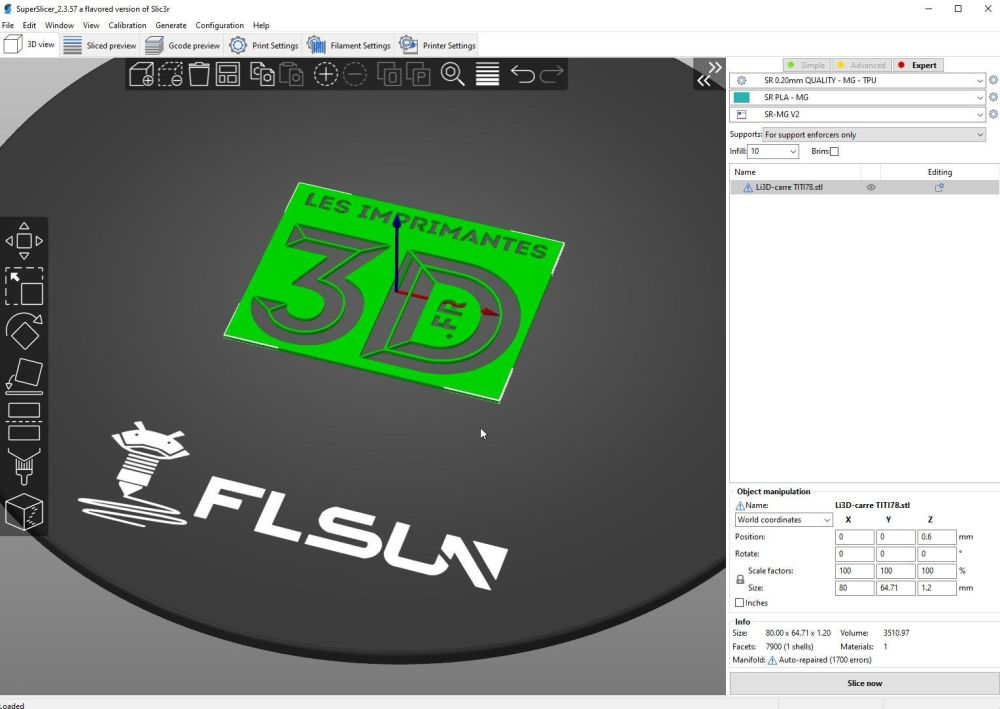
Voici un topic pour échanger sur la configuration de SuperSlicer pour la FLSun Super Racer. Je commence avec la config pour l'imprimante : SR-MG V2.ini Pour le PLA : SR PLA - MG.ini Pour le TPU : SR TPU - MG.ini Pour l'impression 200 microns "qualité" : SR 0.20mm QUALITY - MG.ini Pour l'impression 200 microns "vitesse" : SR 0.20mm SPEED - MG.ini Pour l'impression 200 microns "vitesse" en TPU : SR 0.20mm QUALITY - MG - TPU.ini Je suis parti des profils de la QQS Pro pour lesquels j'ai essayé de répercuter les paramètres fournis par FLSun pour Cura 4.4. J'ai fait quelques modifications mais y'a carrément matière à optimiser. Il faut mettre ces fichiers dans les dossiers /printer/, /filament/, /print/ de C:\Users\UserName\AppData\Roaming\SuperSlicer Dans les réglages de l'imprimante il faut changer le Z max (260 au lieu de 330). Attention, la rétraction est définie pour un extrudeur Direct Drive. Pensez à l'adapter si vous êtes en Bowden
 1 point
1 point -
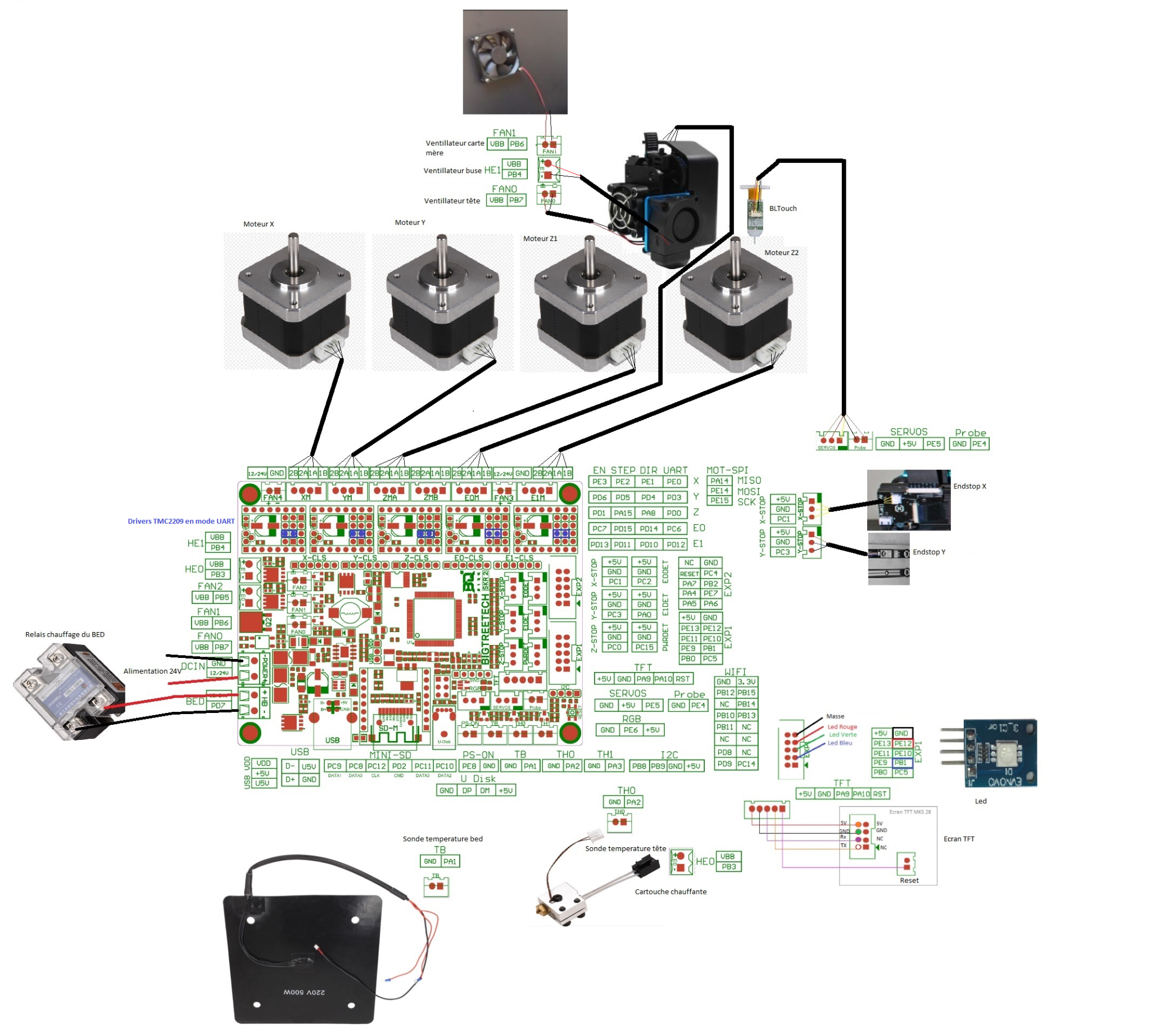
Bonjour à tous, je vais donc vous faire partager l'évolution que je viens d'effectuer sur ma Sidewiinder X1, à savoir l'intégration d'une carte 32 bits Bigtreetech SKr2 Rev B. Dans un premier temps, je voudrai remercier @ MrMagounet (pour son aide et ses conseils sur la conception du Firmware sous Marlin 2.093 désolé de vous avoir tant sollicité), @Savate pour son aide concernant la gestion du ventilateur de la carte mère, @Fran6p pour son conseil sur le choix de la version de Marlin)). Tout commence par l'envie de passer la machine en 32 bits avec une carte MKS SGEN V2 en Janvier, suite à l'impossibilité d'obtenir cette carte (plusieurs commandes effectuées puis annulées par les différents vendeurs), je me suis donc tourné vers une SKR2 de chez Bigtreetech. La carte s'intègre en lieu et place de la carte d'origine n'y a même pas besoin de modifier le boiter. (dans les pièces jointes je fournis un gabarit pour le perçage au cas où vous voudriez modifier le boitier), dans mon cas au début je n'avais effectué aucune modification, mais suite à la mise au point du Firmware, j'ai effectué la modification uniquement pour le lecteur de carte SD de la carte mère (cela évite de démonter la carte à chaque fois que l'on veut flasher), la modification du boitier se fait facilement avec une mèche de 3.2mm et une petite lime plate pour la finition. Passons à la configuration du câblage: Le câblage ne pose pas trop de soucis (Bien sûr il vous faudra acquérir des connecteurs JST et jouer de la pince à sertir pour les dit connecteurs, un connecteur HE 8 points pour l'écran et un connecteur HE 10 points pour le câblage des leds, de la gaine thermo tout ce que l'on trouve chez un tech qui bidouille). Passons au Firmware, celui-ci est basé sur une version de Marlin 2.093 non bugfix. En PJ les fichiers Conf.h et Confadv.h ainsi que le fichier Platformio.ini pour que vous puissiez réaliser le Firmware et le modifier à votre convenance. N'hésitez pas à me faire des retours sur les fichiers de conf car j'ai peut-être activer ou désactiver des fonctions inutiles pour nos X1. Cordialement. Aldo platformio.ini Configuration.h Configuration_adv.h Gabartit perçage skr2.STL
 1 point
1 point -
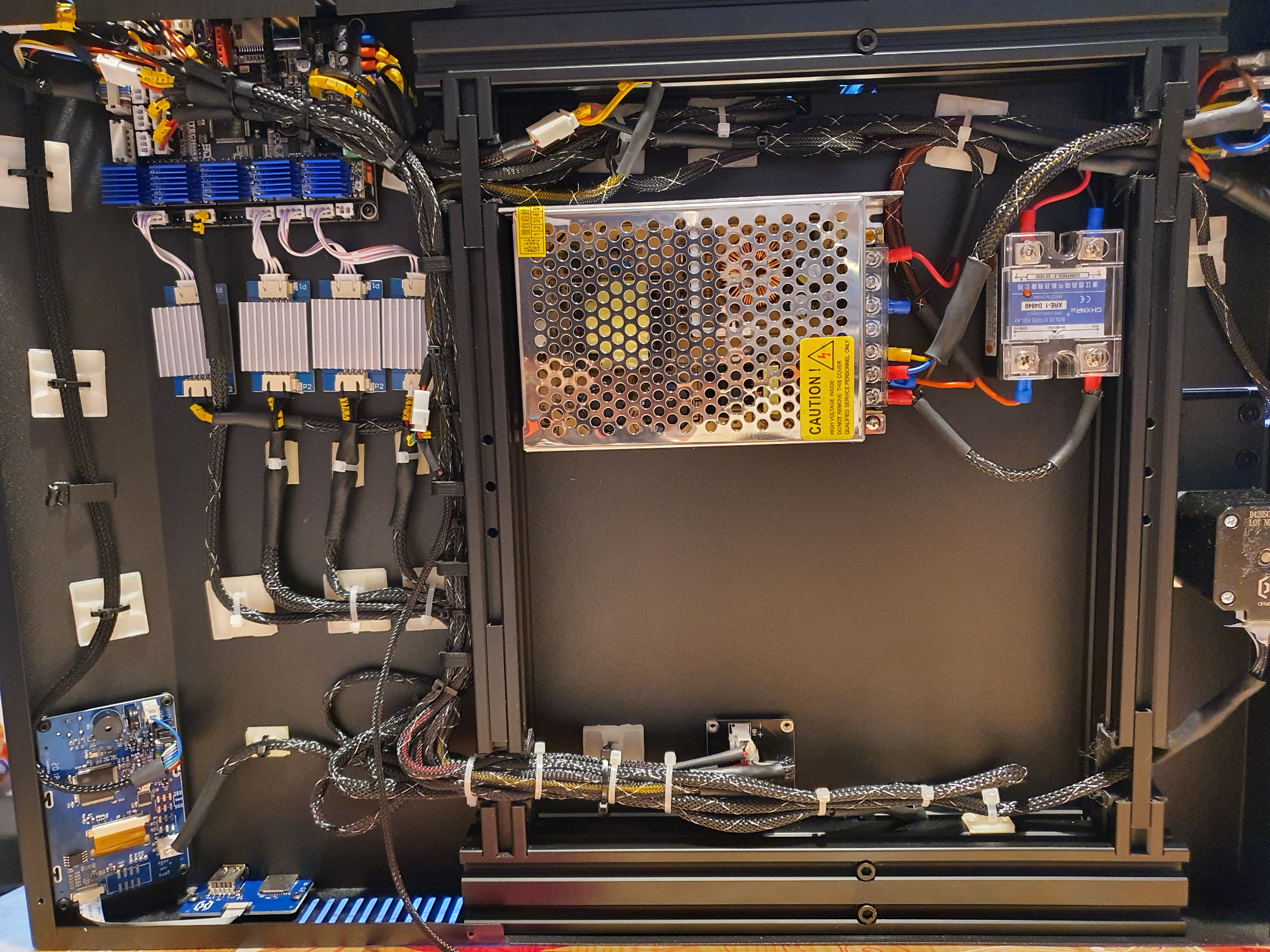
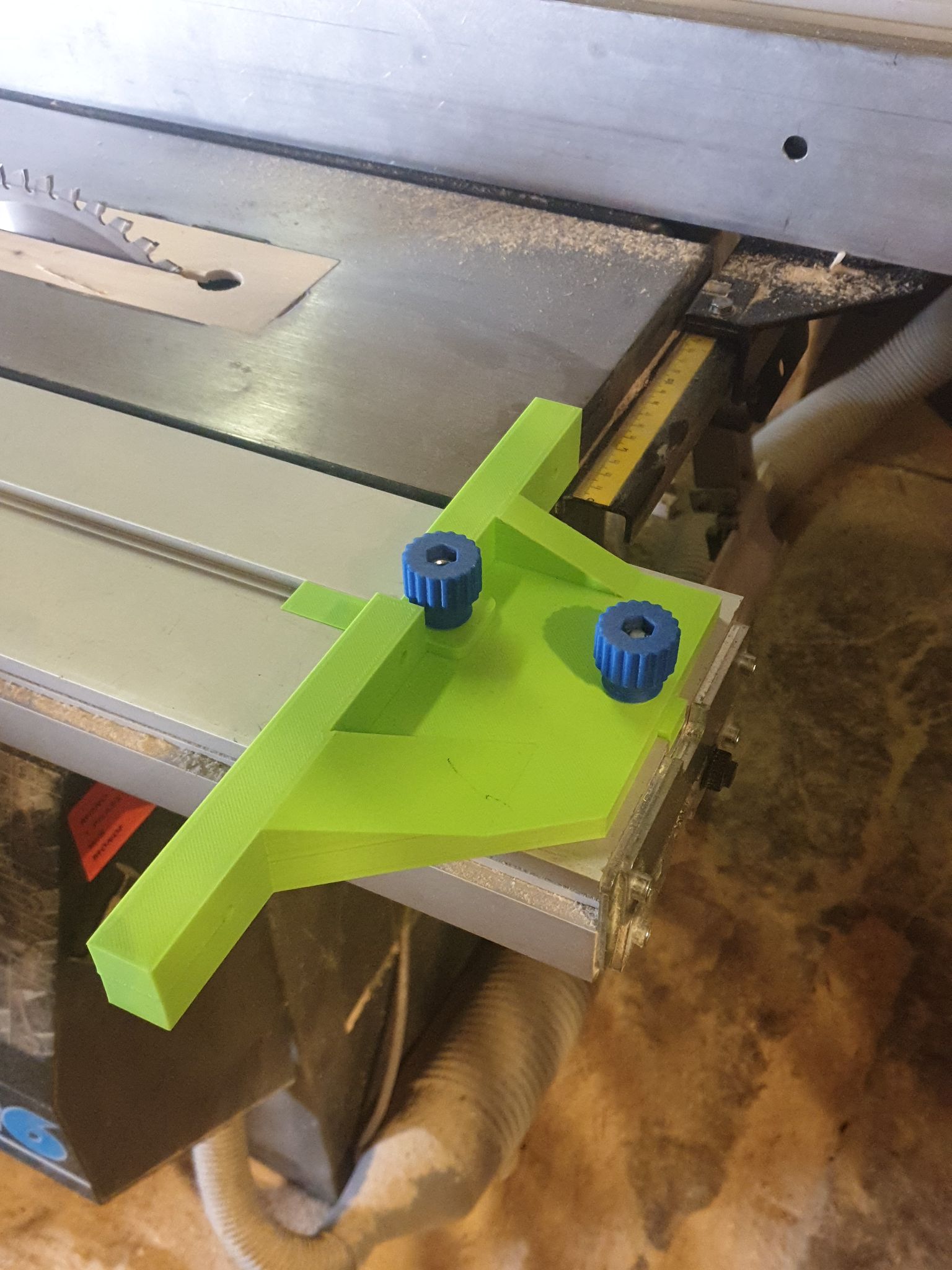
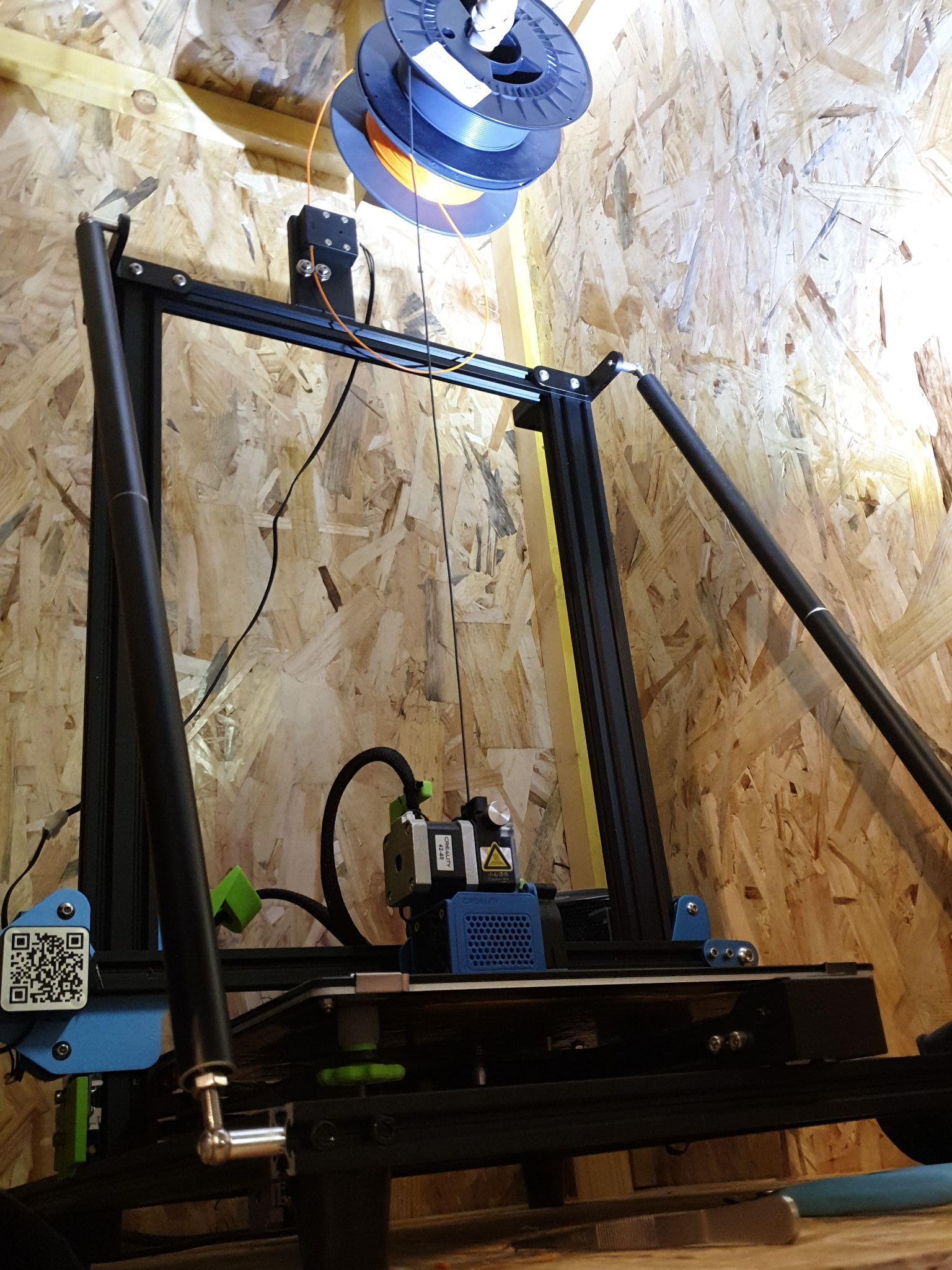
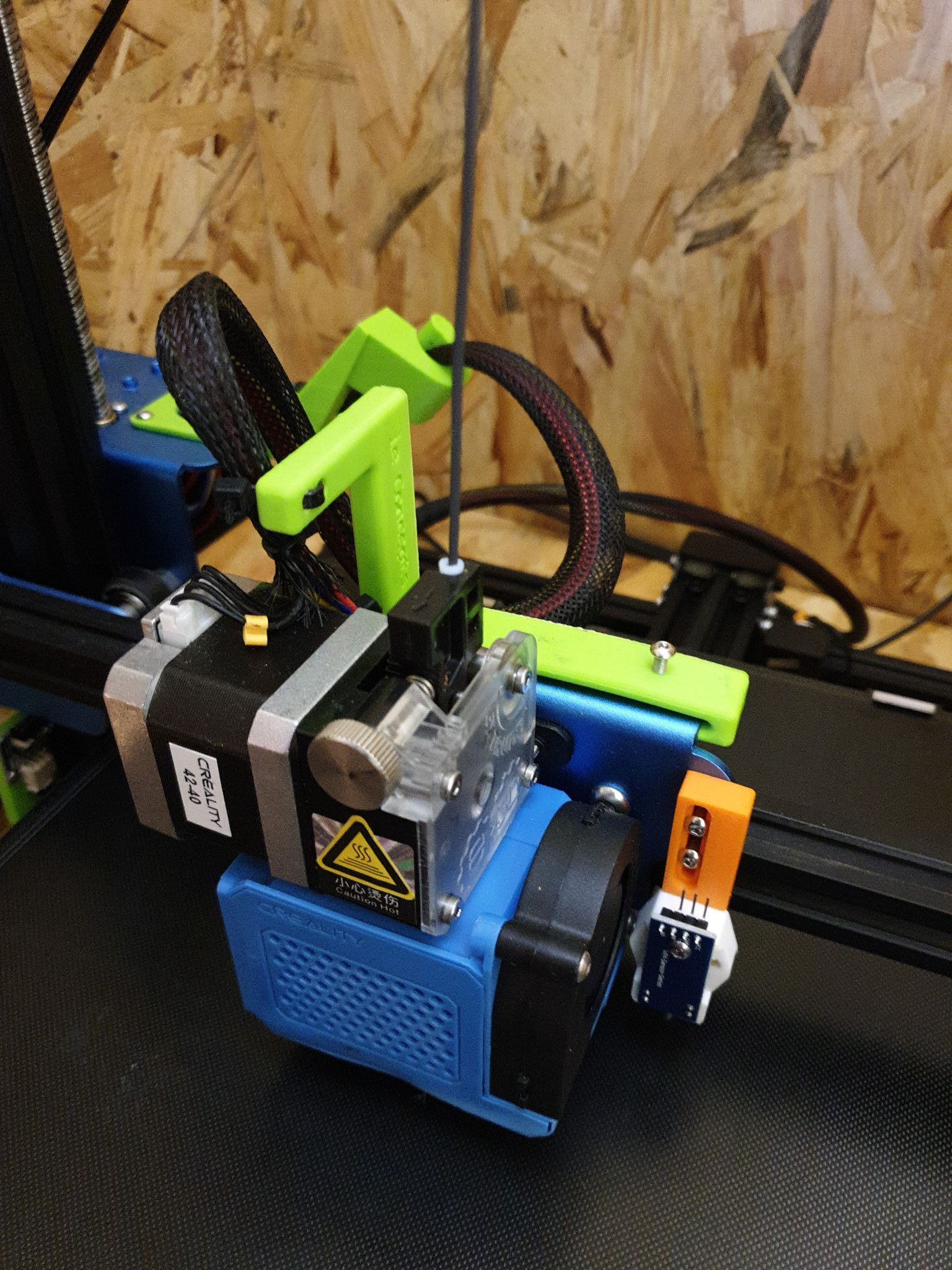
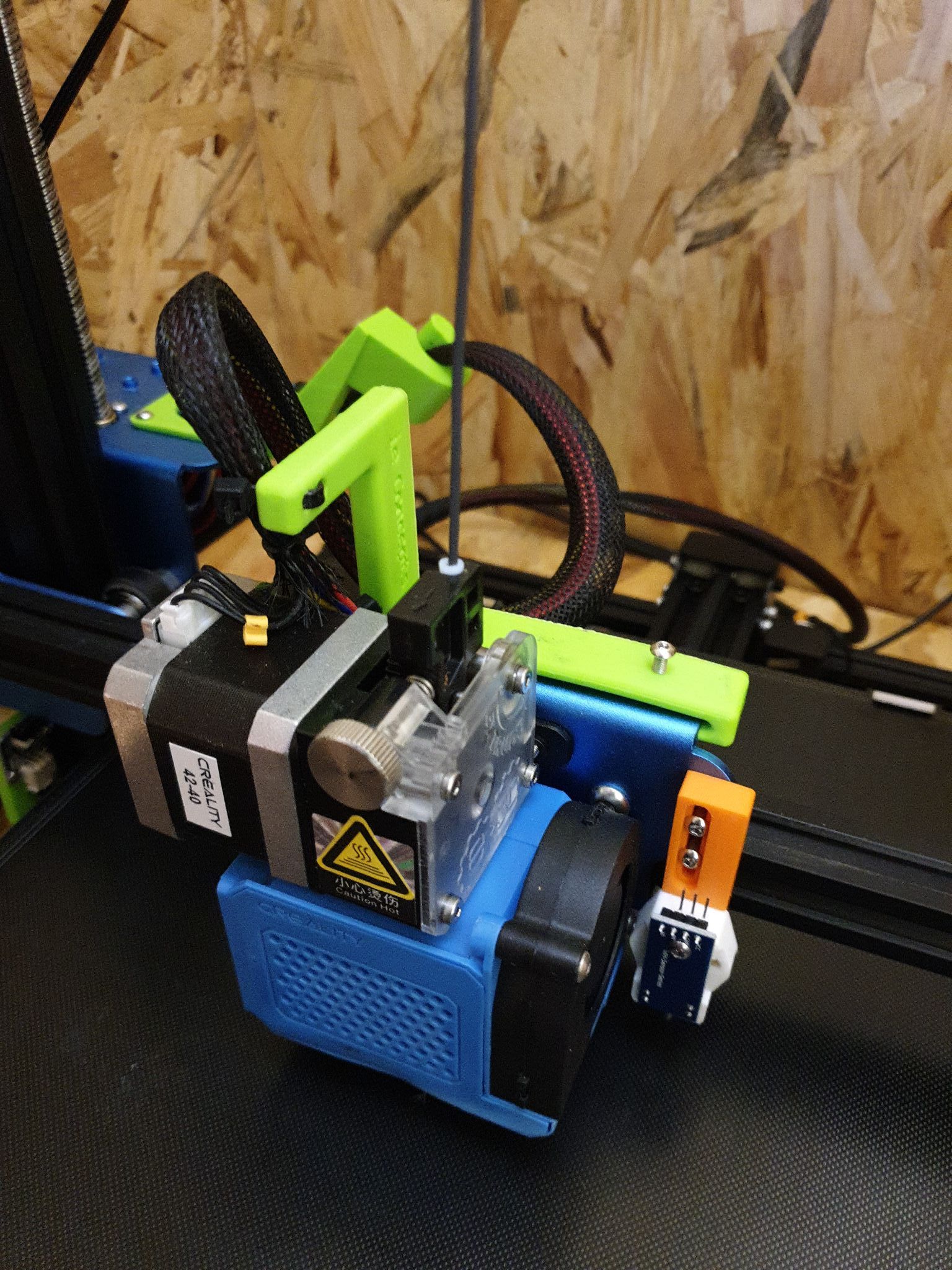
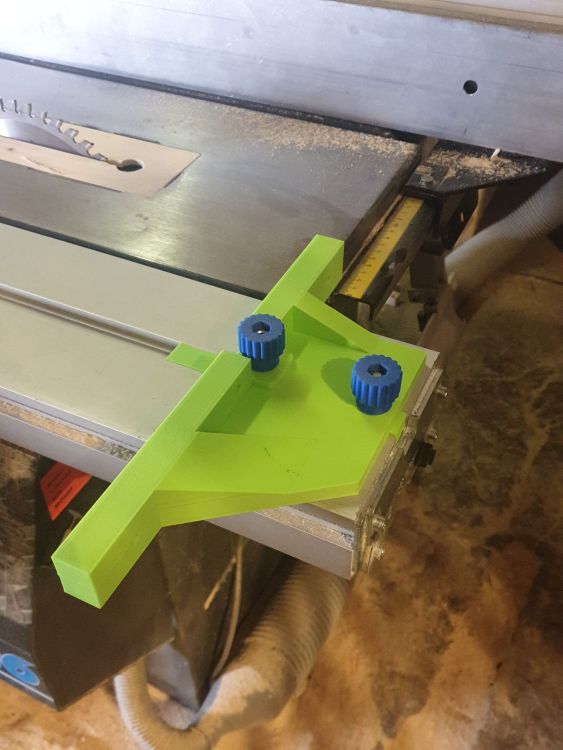
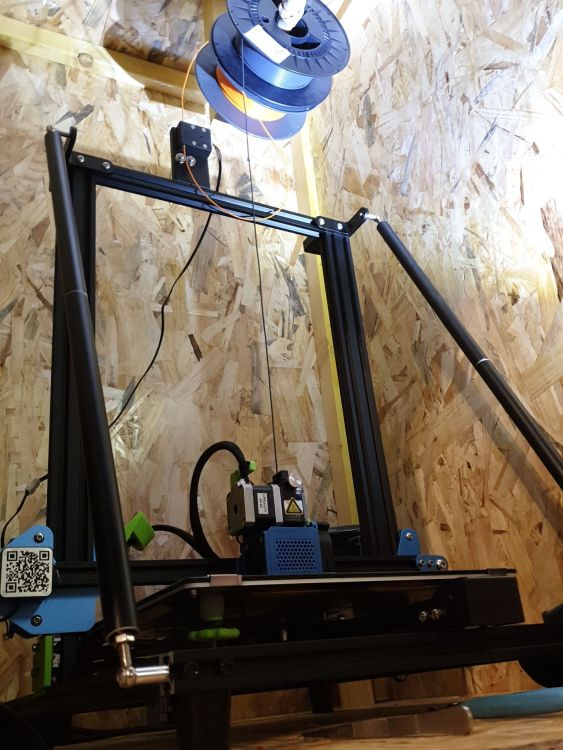
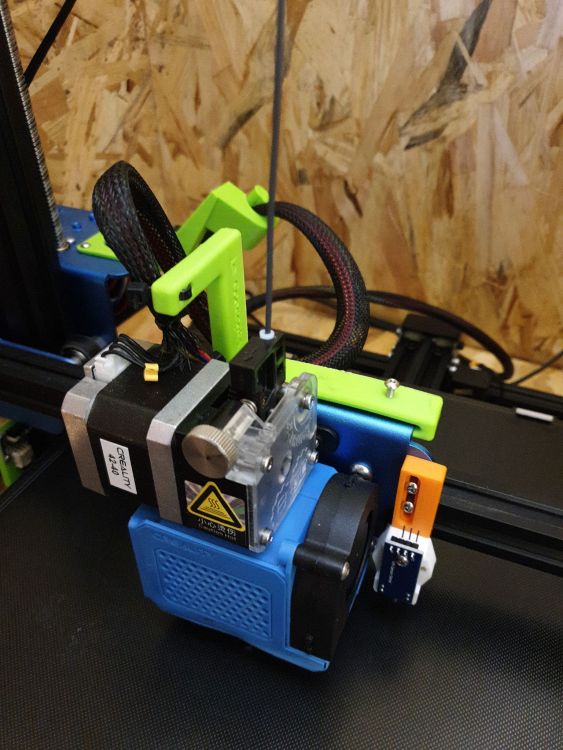
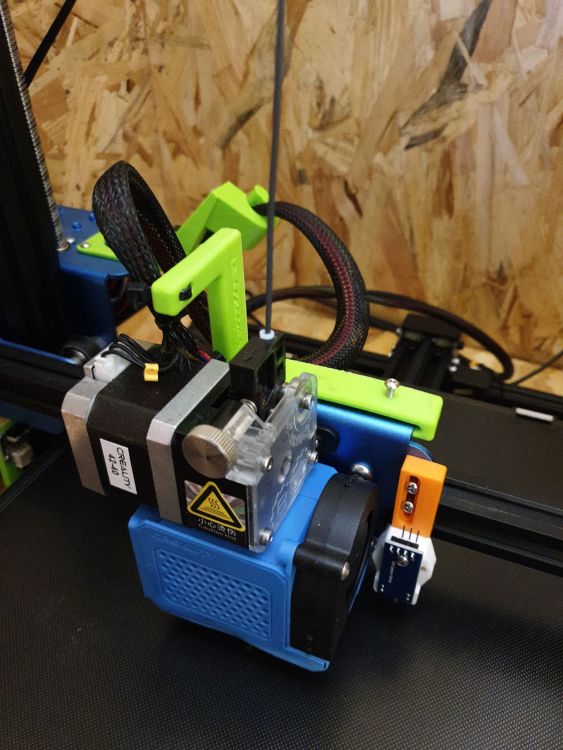
Coucou à tous ! Alors mon atelier est souvent très frais, donc voilà un beau caisson OSB pour la bête. Il manque la régulation du chauffage ( Un petit soufflant 500W ), le monitoring de la température du caisson, et éventuellement un systeme de filtration, (et puis un peu de lumière dans le caisson...) mais sinon, ca y est je suis dans la place ! Les charnières, c'est parmi les premières pièces imprimées, c'est de la bombe ! (Rien qu'en charnières, je pense que l'imprimante va être rentabilisée dans l'année , j'ai des meubles de cuisine à faire ) De plus près : Et les premières impressions : des mini-tiroirs et un guide de coupe Merci au forum pour les conseils, je suis REFAIT !!!



 1 point
1 point -
Salut Projet intéressant. Il y a un post dans la section Domotique qui en parle -> @+ JC1 point
-
@mich0111 J'ai acheté des prises connectés de TP-Link (des HS103). Et avec le plugin TPLink SmartPlug, je peut contrôler la mise sous tension, ou hors tension comme je veut, soit par la température de la buse, soit apres un délai raisonnable... C'est le bonheur !!1 point
-
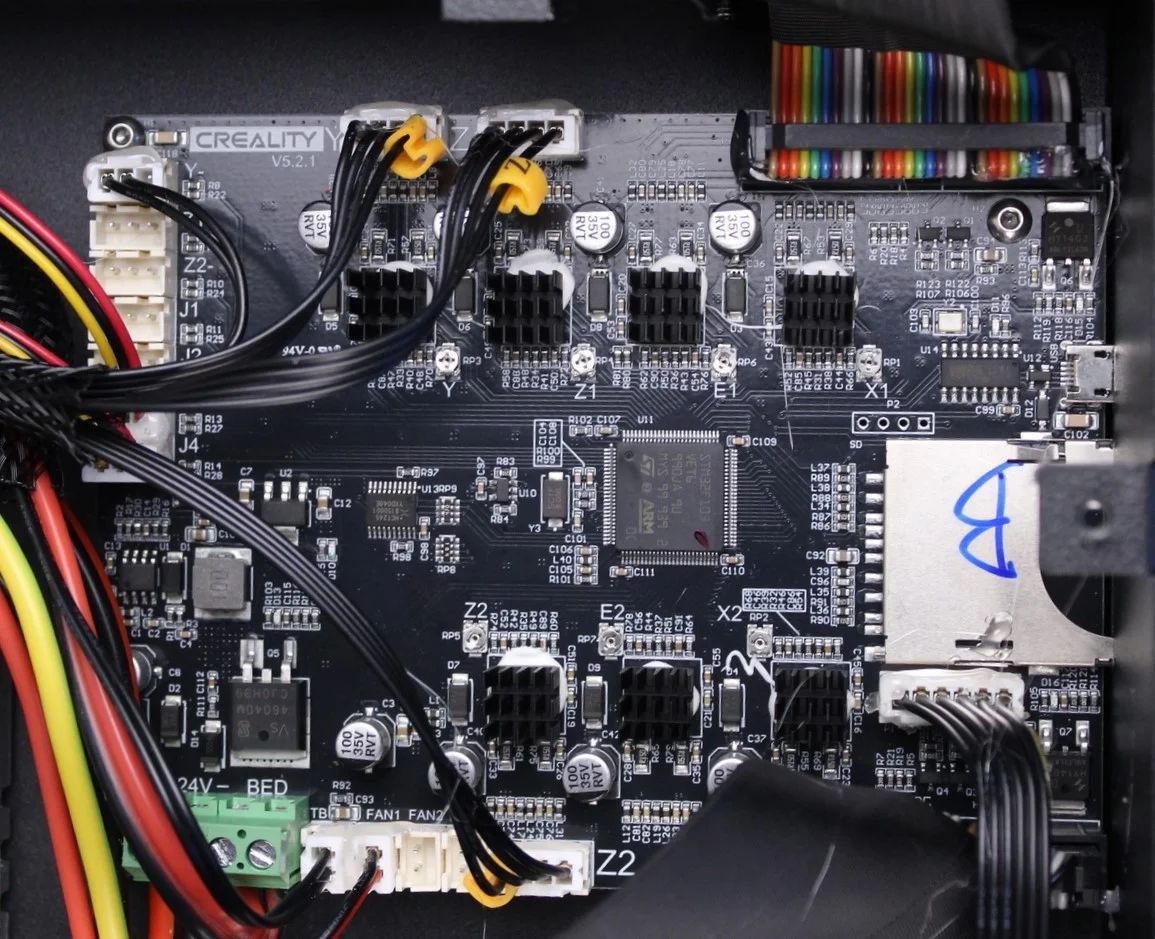
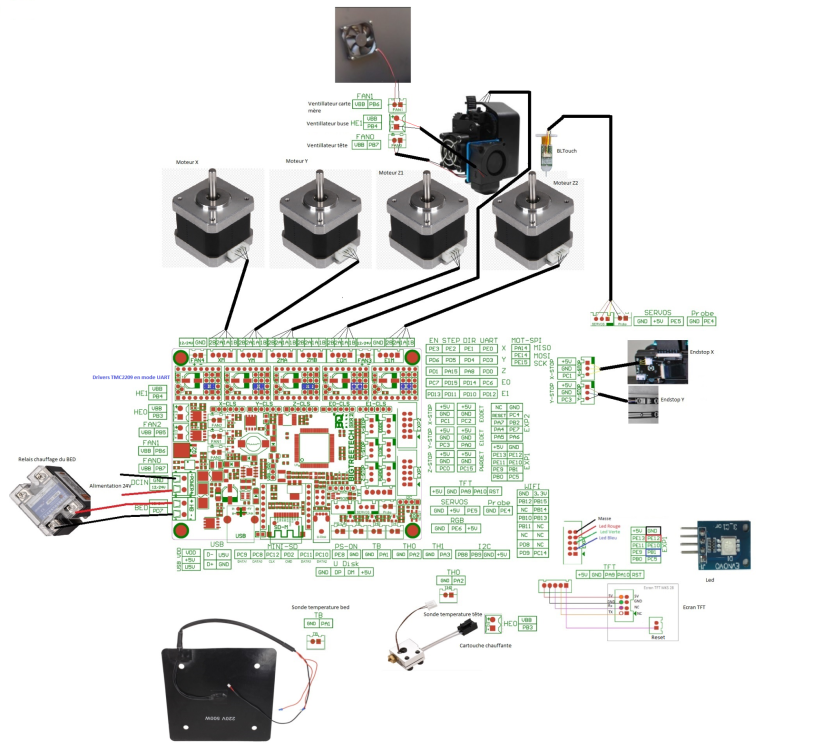
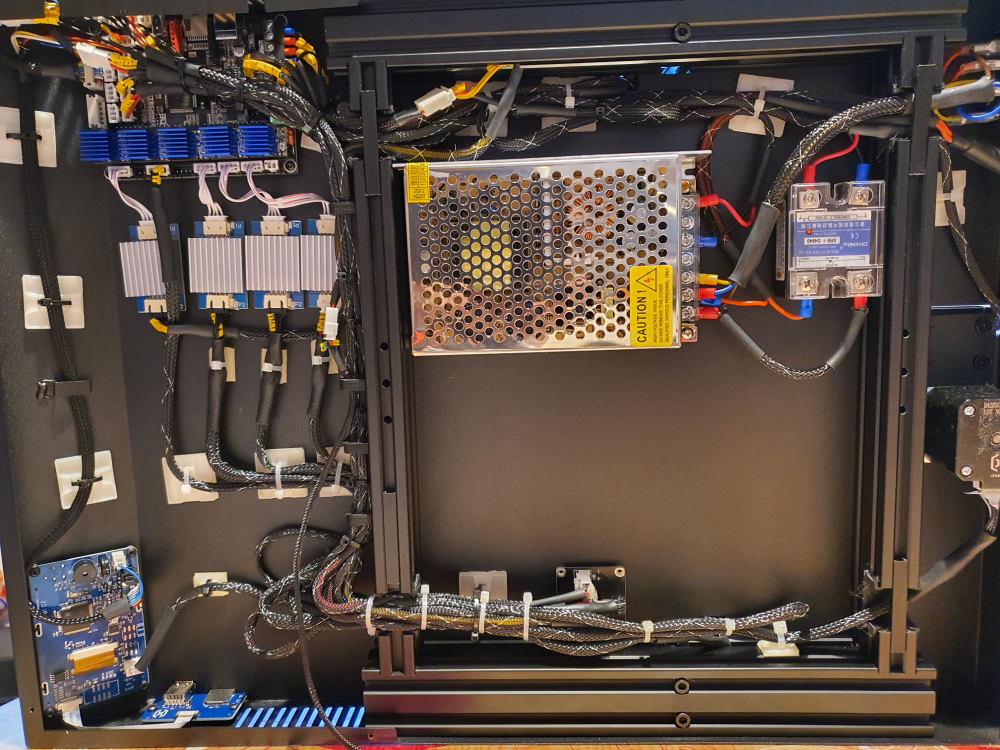
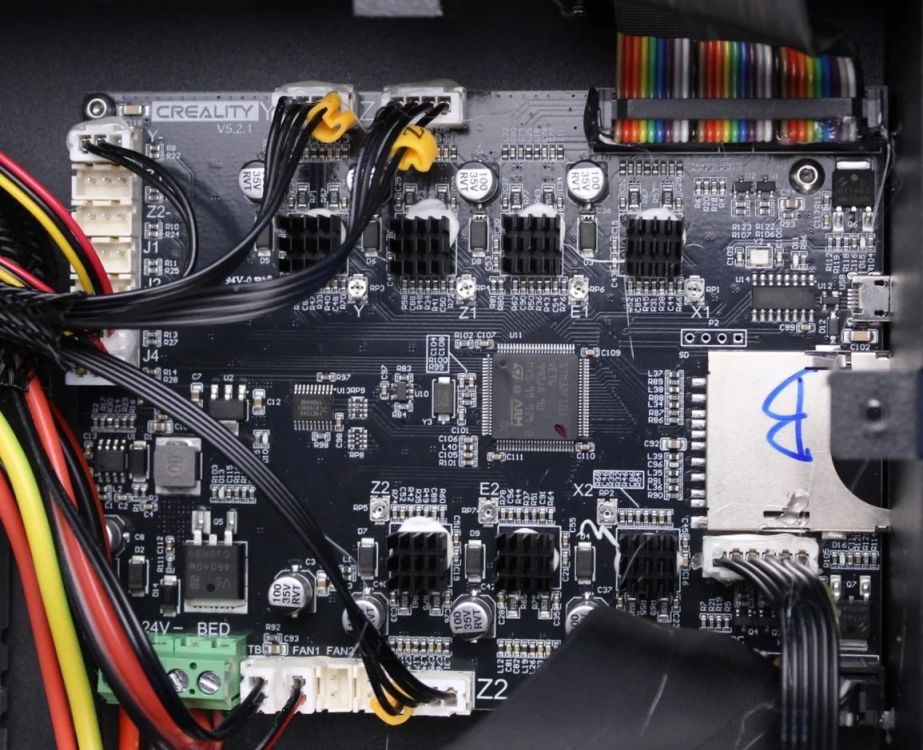
Mince, j'm'attendais à ce que tu répondes, "ben, pas grave" ... Dans les sources, PS_ON_PIN n'a pas de n° de patte attribuée donc, c'est mal parti... je poursuis en te donnant des infos, mais sans matos pour tester de mon coté, je trouve ça très risqué de continuer dans cette voie : D'après la photo ci-dessous, les connecteurs Z1-, Z2-, J1, J2 ne sont pas câblés. Mais j'imagine que des entrées du microcontrôleur le sont via la nappe multicolore. D'après les sources, tu possèdes un BLtouch cablé sur la patte PD12 du microcontroleur, ce qui laisserait l'entrée Z- libre qui pourrait être utilisée pour piloter un relai. J'ai donc préparé un firmware où j'ai activé le Gcode M43 et affecté PS_ON_PIN à Z1- (théoriquement ). Après avoir flashé le firmware, tu envoies un M43 qui devrait te retourner une liste d'entrées/sorties dont PS_ON_PIN avec un n° de broche suivi de PE1. Le test pour valider la sortie sera donc de mesurer la tension sur la broche du milieu, je pense (en tout cas, pas celle reliée à la masse ou au 3.3V), du connecteur Z1- : Pour mettre la sortie à 1, tu envoies en remplaçant xx par le n° que tu as lu dans la réponse au M43:M42 Pxx S1 Pour mettre la sortie à 0, tu envoies en remplaçant xx par le n° que tu as lu dans la réponse au M43:M42 Pxx S0 PS: tu les as trouvé où ces sources? peut-être qu'il y a d'autres infos utiles au même endroit? firmwareV1.bin
 1 point
1 point -
merci @pommeverte ! j'avais oublié se détail quand on modifie un sous paramètre.1 point
-
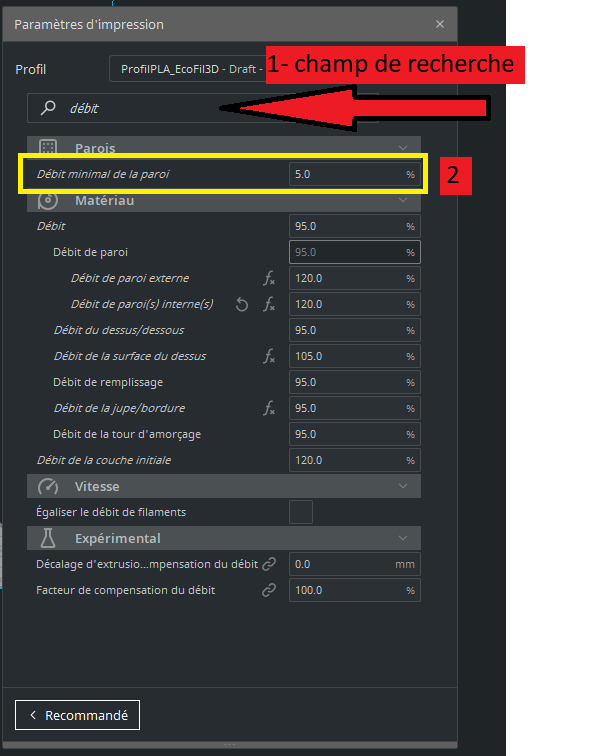
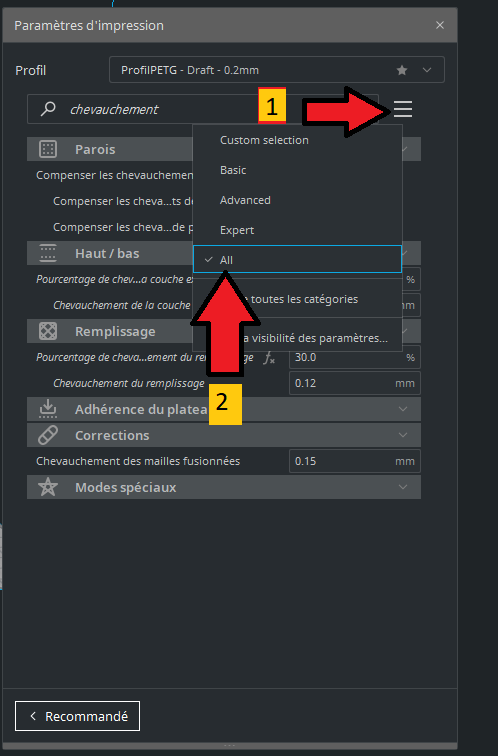
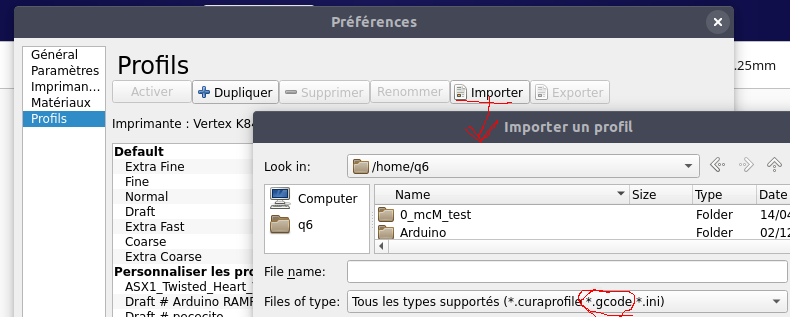
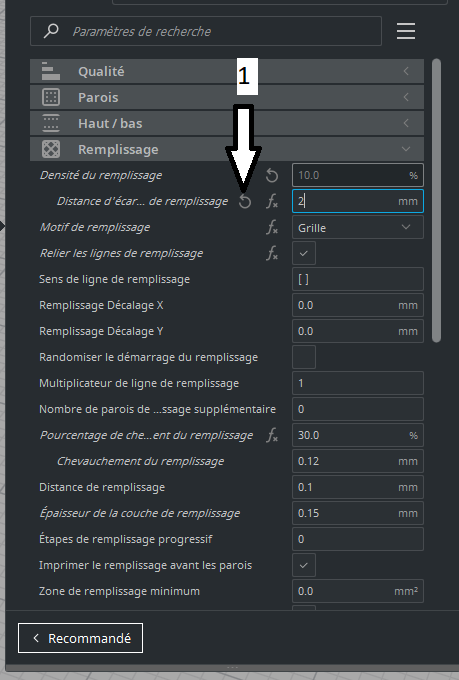
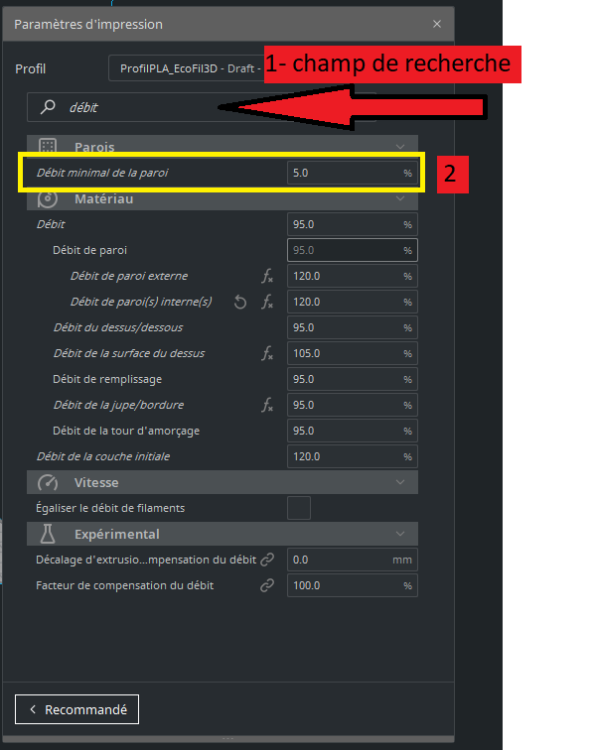
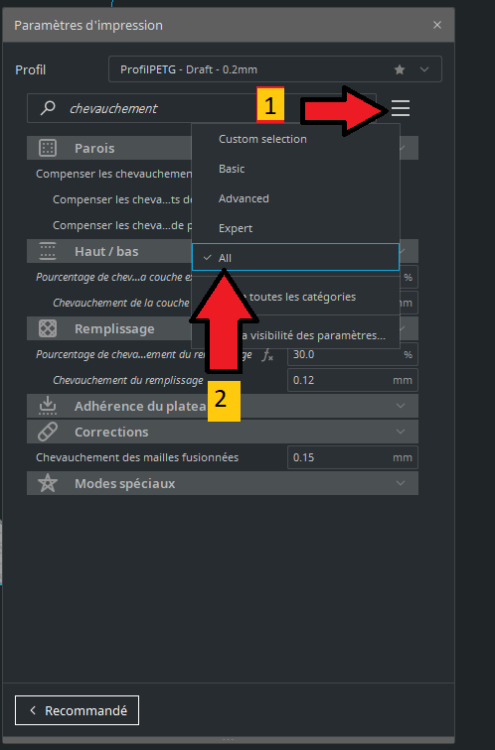
il suffit de cliquer sur la flèche circulaire (1): c'est le Nombre de lignes de la paroi. Pour info: quand tu cherches un paramètre: Le mieux, c'est de faire apparaitre tous les paramètres: Tu m'étonnes, y'a d'quoi!
 1 point
1 point -
Oui, tu peux1 point
-
Tu peux faire ainsi mais tu pourrais également ne déclencher le refroidissement du radiateur qu'au delà de 50°C comme expliqué précédemment (un peu moins de bruit est toujours appréciable ). Donc radiateur sur J5 (tournera tout le temps à 100%), pas de modification dans configuration_adv.h (-1) ET ventilateur filament sur J10 De rien, c'est le principe du forum: aider quand / si on le peut. Ça n'a rien d'obligatoire, tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (pas sur l'image ci-dessous ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Signification des souriants (smileys) quand on clique sur le cœur en bas à droite du post :
 1 point
1 point -
Le soucis, c'est le vocabulaire: ??? = ventilateur du radiateur? = ventilateur de filament? oui mais tu ne pourras pas couper le ventilateur du radiateur lorsque la buse aura une température inférieure à XX°C. Cela devrait être possible si tu le branches sur FAN2 et que tu mets: #define COOLER_AUTO_FAN_PIN PB1 ou #define COOLER_FAN_PIN PB1 à tester ou attendre la réponse de l'expert1 point
-
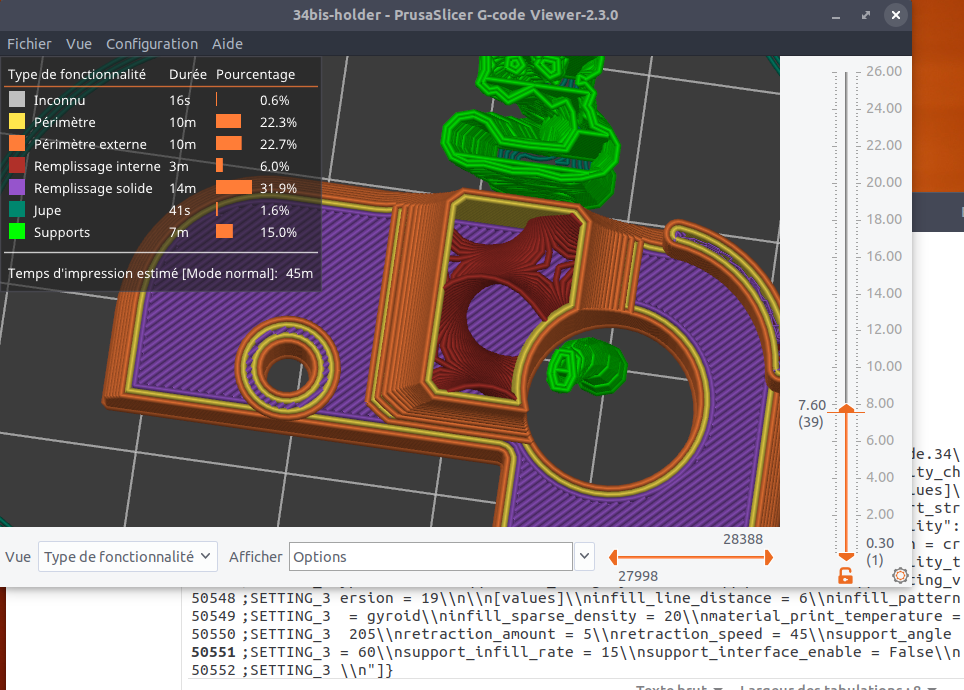
Elles servent par exemple quand on veut réutiliser un profil de tranchage qu'on a pas enregistré Un fichier gcode tranché via Cura peut être réutilisé pour ajouter un profil (cette dernière section n'est pas bien difficile à analyser, il n'y a en fait que les différences par rapport à un profil standard). Quant aux M80/M81 il faut pour que ça fonctionne ou que la carte soit capable de les gérer directement ou via un relai genre BTT ou, c'est que j'utilise, des prises connectées (commandées via Tasmota (Sonoff)) qui possèdent une adresse IP: je peux éteindre l'imprimante (M81 ad.res.se.ip ) après avoir attendu que la buse soit repassée sous les 50°C (M109 R50)1 point
-
En changeant l'orientation de la pièce et en mettant du support, les contraintes ne seraient plus sur la partie qui tient le Bltouch1 point
-
Perso, j'en doute, vu la réponse faite . @mich0111 devait penser que c'était intégré ... Bien vu , je crois que l'affaire est résolue. Une nouvelle fois, le coupable se situait entre l'écran et la chaise1 point
-
Normalement, la broche du microcontroleur devrait être accessible depuis une broche d'un connecteur . Quelle carte-mère as-tu sur ton imprimante?1 point
-
En complément des propositions de @PPAC, je joints une version modifiée / renforcée de ta pièce holder.STL1 point
-
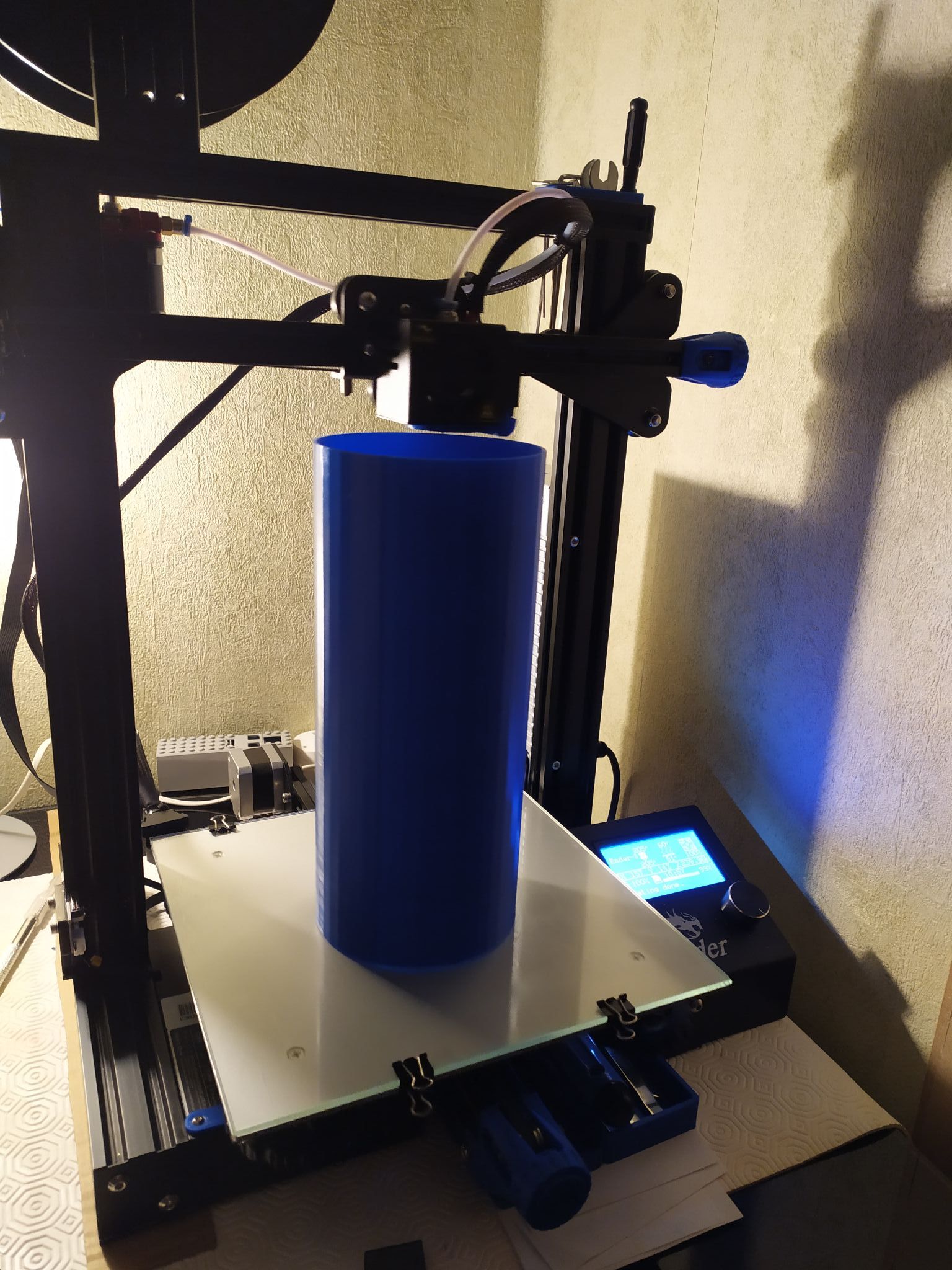
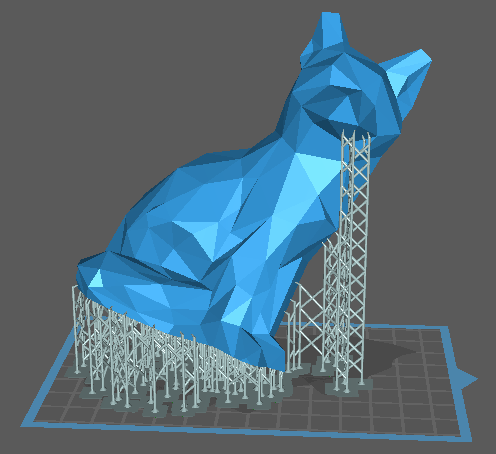
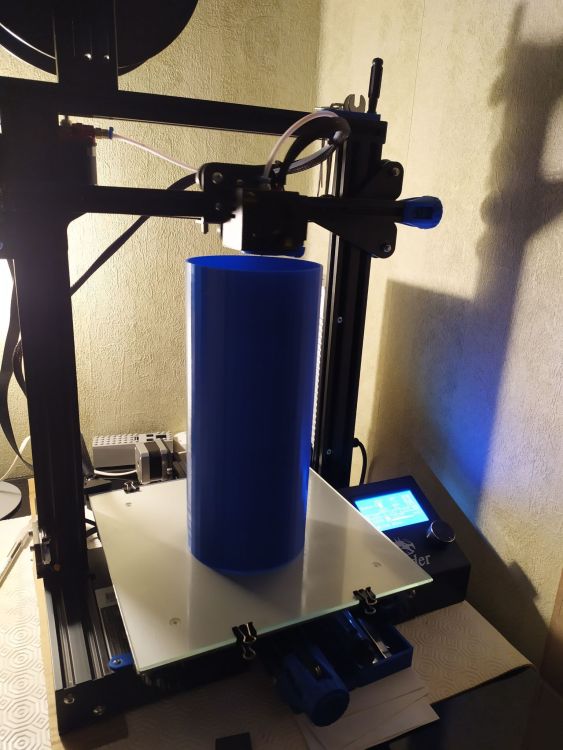
Salutation ! Je dirais qu'il faut augmenter la densité de remplissage a plus de 80% ( voir a 100%) et ou augmenter le nombre de lignes de la coque (au moins 4 lignes ) ou l'épaisseur de la coque. car dans le fichier .gcode fournis, tu a, semble t'il, une densité de remplissage de 20% avec 2 lignes pour la coque. Autre technique pour ne modifier le remplissage que dans une zone spécifique (mais peut être plus compliqué a mettre en oeuvre) dans la vidéo suivant
 1 point
1 point -
Merci pour l'astuce ! Je vais surement te citer dans un message pour compléter le sujet car le coup de l’éponge avec de l'eau chaude je ne l'avais pas.1 point
-
oui, mais non la conclusion est que le fil est partout sur un étendoir, et si tu fais sécher deux jumeaux sur l'étendoir (si si c'est possible) ça fait deux fils de plus. tu peux aussi y faire sécher un coupe file Et avec tout ça j'ai complètement perdu le fil donc je file ->
 1 point
1 point -
N'utilises pas de radeau au pire une bordure et appliques les différents conseils temp + ventilation. J'ai déjà imprimé une pièce dans le même genre (avec mon imprimante pas encore autant modifiée) bien plus fine en paroi sur la totalité de la hauteur de la ender 3 et ce sans bordure et ça passe
 1 point
1 point -
Merci à toi Pomme Verte. Avec ces informations je vais pouvoir avancer un peu plus dans mon fastidieux, mais néanmoins passionnant , apprentissage de l'impression 3d. Je posterai mes progrès dès que j'aurais mis en pratique tout cela. Encore merci.1 point
-
Pour citer / notifier un utilisateur dans la réponse: taper l'arobase (@) puis commencer à saisir son pseudo, au fur et à mesure de la saisie on pourra cliquer sur son pseudo dans la liste qui apparait (par exemple: @The guitar hero , si tout s'est bien passé, le pseudo apparait sur fond bleu foncé). Il reçoit alors une notification et peut y répondre (ou pas ). Un rappel, au cas où On peut également remercier un contributeur, en cliquant sur le cœur au bas de son post (d'autres possibilités existent en plus du remerciement ). C'est un moyen de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Pour le PETG, je n'ai pas de profil particuliers : je pars d'un profil pour du PLA où j'ajuste les températures (lit et buse) en fonction du PETG utilisé (généralement 230-250°C / 70°C), en réduisant la ventilation (grand maximum de 45-50%, souvent moins (30%)), rétraction identique à du PLA ( 1mm @40mm/s) ou légèrement plus en distance (1,5mm). Les ponts avec le PETG s'affaissent bien plus qu'avec le PLA par contre. Mon PETG est principalement du SAKATA3D, leurs PLA (3D850/870, Matte) m'ayant toujours donné entière satisfaction (acheté directement sur leur boutique espagnole ou chez filaments-abs.fr ). Le PETG par rapport au PLA à une tendance à faire pas mal de «cheveux d'ange» / «oozing», c'est un matériau plus fluide même en baissant la température (un petit coup de flamme sur les toiles d'araignées y remédie facilement). Le document que tu montrais pour le filament Polyflex ressemble à un vieux livre ( le lien pointe vers une version bien plus récente) que j'avais eu gratuitement lors d'une «promotion» proposée par celui qui l'a co-écrit (Sean Arranda) sur sa chaine Youtube quand j'ai débuté l'impression 3D (par contre je ne suis absolument pas fan des armes à feu que lui visiblement affectionne, c'est bien un américain)
 1 point
1 point -
Bonjour @The guitar hero Si tu veux que ton message soit vu par fran6p, tu devrais dans ton post l'invoquer comme suit : @fran6p1 point
-
@tylerdurden Il vient d'où ton firmware ? Le «linear advance» ne serait-il pas activé ? Avec les cartes Creality équipées de pilotes TMC, ils ne peuvent qu'être déclarés en mode «standalone», ce qui crée une incompatibilité avec l'option «Avance linéaire», au bout d'un temps (plus ou moins, à l'instar du «fût du canon» ), le moteur de l'extrudeur s'arrête de fonctionner. La carte V4.2.2 en fonction des stocks de Creality peut être équipée de plusieurs modèles de pilotes. Je suppose qu'avant de flasher ta carte tu t'es assuré de la nature des pilotes qu'elle possède.1 point
-
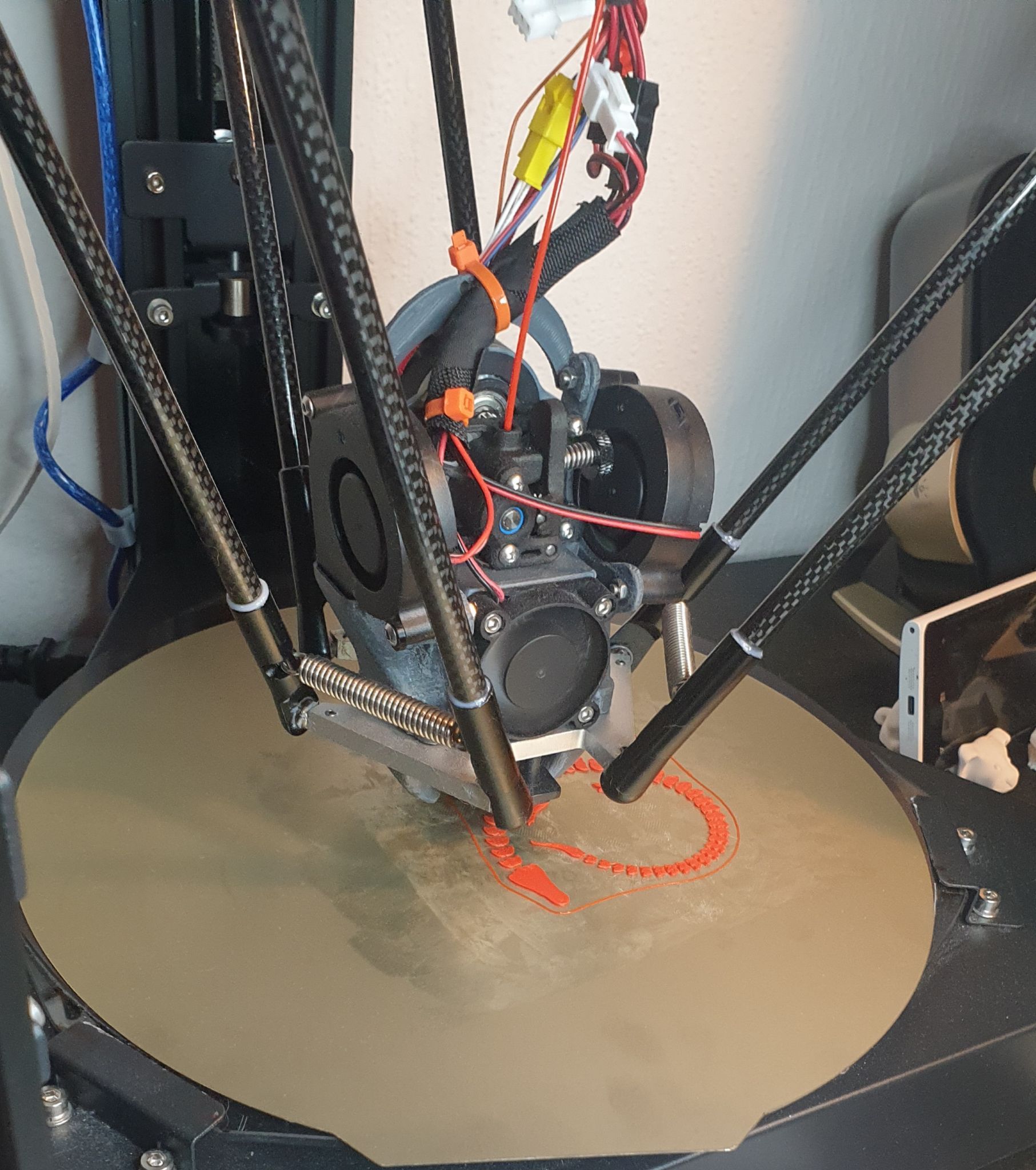
bonjour voila une vidéo qui t'en dira plus sur les impressions sla1 point
-
C'est beaucoup trop Le firmware Creality restreint la vitesse de l'extrudeur à 50mm/s d'où la couleur orange signalée par Cura. Regarde le contenu de ta carte SD, il me semble qu'il y a un fichier PDF concernant un «guide des matériels» Celui que j'avais lorsque j'ai testé cette imprimante est, il me semble, différent de celui livré actuellement (les distances et vitesse de rétractions sont différentes) : Ender-3 S1 Material Guide 2121.7.21v1.0.pdf Ender-3 S1 Material Guide.pdf (celui actuellement fourni avec les E3S1)1 point
-
Hello, Ni une arnaque, ni une bonne affaire. Tu as ce que tu payes. Quand tu achètes des œufs, t'as les œufs de poules en batterie et les œufs de poules en plein air. Ce sont tous les deux des œufs, mais pas le même prix, pas la même saveur, et pas la même éthique non plus. C'est exactement pareil. Quand tu calcules plus loin que le coût de la machine "brute", ça parait vraiment moins cher. Mais si tu comptes bien chaque détails, la qualité du matériel, les pièces en spare, le kilo de filament fourni, les haribo, la réduc sur le shop etc... L'écart qui reste paye largement le SAV 24/7. Je ne parle même pas du soutien à ceux qui se cassent la tête pour sortir ces produits largement copiés (bon, ceux qui copient se cassent la tête aussi à sourcer les pièces, ils méritent bien un p'ti quelque chose). D'ailleurs bizarrement, il est très difficile de trouver une Prusa originale d'occasion ça ne reste pas longtemps sur le marché. Alors que les clones y'en a un paquet, et pas toujours déclarés comme clone... Tu parles d'une imprimante de secours : Si tu compte la revendre par la suite, une originale décote très peu. Pourquoi pas la MINI ? Tu as une Prusa originale pour la moitié du prix. Bon les œufs de poule se transforment en œufs de caille.1 point
-
Salut, désolé un peu trop occupé en ce moment ^^. Oui j'ai finis depuis un moment le montage et j'an suis très content ca marche nikel! Je l'utilise avec Klipper si vous avez des questions n'hésitez pas j'essaierais de répondre sans autant de latence que maintenant
 1 point
1 point -
HEUREKA...... Y a pas a dire le problème se trouve plus que très souvent entre le clavier et le dossier du siège, je parle de moi bien sur. Merci a toi PPAC pour tes conseilles et même si tu n'a pas ender, le fait de ne pas se sentir seul aide et remonte le moral. DONC : Une vieille carte micro SD du fond d'un tiroir Un formatage en FAT32 (la base quoi) et la on y met le fichier DWIN_SET puis étape 1 on ouvre le boitier de l'écran on insert la sd dedans et on allume l'écran devient orange (tout bon le flash a marché) étape 2 on insert la sd dedans étape 3 on allume la machine on attend et l'écran devient orange (tout bon le flash a marché) étape 4 on éteint la machine on enlève la sd et on referme le boitier de l'écran Puis on recommence , Un formatage en FAT32 (toujours la base ) on y met le fichier .bin pour ma part j'ai mis : Ender-3 V2_Firmware_Marlin-2.0.1 - V1.0.2.bin, pour la carte mère 4.2.2 (en pièce joint) étape 1 on insert la sd dans le port de la machine étape 2 on allume on attend étape 3 le miracle bon reste plus qu'a regarder le sujet BLtouch de prêt sans refaire la même bêtise Ender-3 V2_Firmware_Marlin-2.0.1 - V1.0.2.bin1 point