Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/05/2022 Dans tous les contenus
-
Lu ce jour sur le site Hackaday: Makerbot (Stratasys) et Ultimaker ont annoncé qu'ils avaient convenu de fusionner en une nouvelle société d'impression 3D (les prix envisagés ne correspondent pas à un budget «amateur» ). Qu'en sera t'il de l'avenir du trancheur Cura ? Wait and see… Dans les commentaires HaD un lien renvoie vers un jeu de Space Invaders «funny» : https://github.com/daid/iMvaders/releases/tag/V0.0.0 Je n'ai pas fait un gros score mais je me suis amusé3 points
-
Dernière chose, après un ultime essai, je sous-estimais l'importance d'une carte SD "rapide", j'en avais deux sous la main, une sans indication & une autre de "classe 4", ce qui n'est pas top non plus, la version "class 4" élimine pratiquement toutes les pauses problématiques de l'impression. Je vais acheter une carte plus rapide encore pour valider cela.2 points
-
Comment un slicer transforme une forme quelconque en déplacements orthogonaux. Description du PID. Si tu veux des maths, regarde du côté des imprimantes Delta !2 points
-
Rien ne vaut un conseil personnalisé mais retrouvez notre nouveau guide d'achat pour trouver votre future imprimante 3D ️ https://www.lesimprimantes3d.fr/meilleure-imprimante-3d-2022-20220514/2 points
-
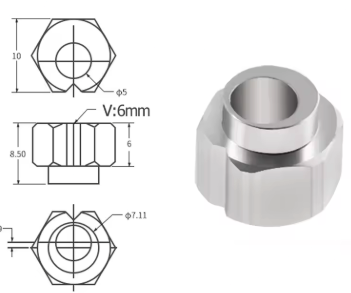
Réglage des excentriques (profilés Vslot) Chaque partie mobile de l’imprimante est dotée d'excentriques sur au moins une roue de guidage. Le trou est excentré, ce qui permet d'éloigner / rapprocher la roue du profilé : Les roues en V : Celles-ci viennent s’appuyer sur la structure en V des rails (profilés Vslot): Le profilé en aluminium extrudé est utilisé pour guider les différents “chariots” (les parties mobiles) des axes : la tête d'impression sur l'axe X, le plateau (lit chauffant) sur l'axe Y (pour une imprimante type Prusa i3), l'axe X avec la tête sur l'axe Z La roue vient en appui sur la partie en “V” du profilé. Les roues utilisées ont une forme adaptée à la rainure du profilé. Ces roues sont constituées: de bandes de roulement (la matière peut être de différentes «qualités» (Delrin, POM, Iglidur, …)) de roulements à billes qui contribuent à diminuer les frottements La qualité de ces roulements à billes peut parfois laisser à désirer et provoquer des surprises: «grognements» ou grippages. En prévention, il peut être intéressant d’avoir quelques roues de guidage d’avance… Bien vérifier les dimensions de celle-ci avant d'en commander car plusieurs dimensions existent. Ne pas hésiter pas à les remplacer si on constate des points durs impossibles à supprimer lors des réglages. Le bon réglage de l'appui de la roue sur le profilé est absolument nécessaire pour éviter de : retransmettre tous les défauts du rail de guidage à l’impression, avoir des soucis de déplacement (frein, point dur). Si la roue est insuffisamment plaquée contre le profilé, un interstice existe entre la roue et le profilé, ce qui entraînera un jeu préjudiciable à la qualité d’impression: => la partie mobile pourra se déplacer dans d'autres directions que celles voulues (jeu dans la tête d'impression, plateau «branlant», …) Trop plaquée Axe non perpendiculaire Pas assez plaquée Ce qu'il faut arriver à régler, consiste à trouver le bon compromis (ni trop, ni trop peu)… Astuce : En faisant tourner manuellement la roue en train d'être réglée, elle doit pouvoir tourner à «frottement gras». Si elle tourne librement il faut resserrer, si elle ne tourne pas manuellement il faut desserrer… Avec de la pratique, de l'entrainement, le «bon» réglage sera trouvé. L'expérience permettra d'acquérir ce toucher (feeling). Le réglage de l’excentrique se fait avec une clé plate (10mm): tourner l’excentrique dans un sens ou l'autre (horaire / trigonométrique), permet d'approcher ou éloigner la roue du rail de guidage. Axe Z Les chariots Z (tripodes), de chaque côté de la potence, supportant l'axe X (tête d'impression) ont chacun un excentrique : Axe Y Le plateau (Y) comporte 2 ou 3 excentriques, en fonction de la taille du dit plateau, situés du même côté. Leur réglage permet à la fois de stabiliser le plateau et d'obtenir un déplacement en douceur, sans point dur: Tête d'impression Le chariot de la tête d’impression (tripode) sur l'axe X comporte un excentrique situé dessous, du côté du plateau:
 1 point
1 point -
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Salut, Il y a plusieurs possibilités: le détecteur ne change pas d'état lorsque le plateau vient en butée: est-ce que la led s'allume lorsque tu pousses le plateau en butée? la carte-mère ne voit pas le signal du détecteur: si tu te connectes à l'imprimante avec un logiciel de communication type Pronterface (voir les messages de ce sujet pour installer le driver USB, notamment), est-ce que la réponse à un M119 change (Ymin = open si le détecteur ne voit rien / Ymin = Triggered si le détecteur est allumé)? si la réponse est non, il faudrait revoir le branchement du câble.1 point
-
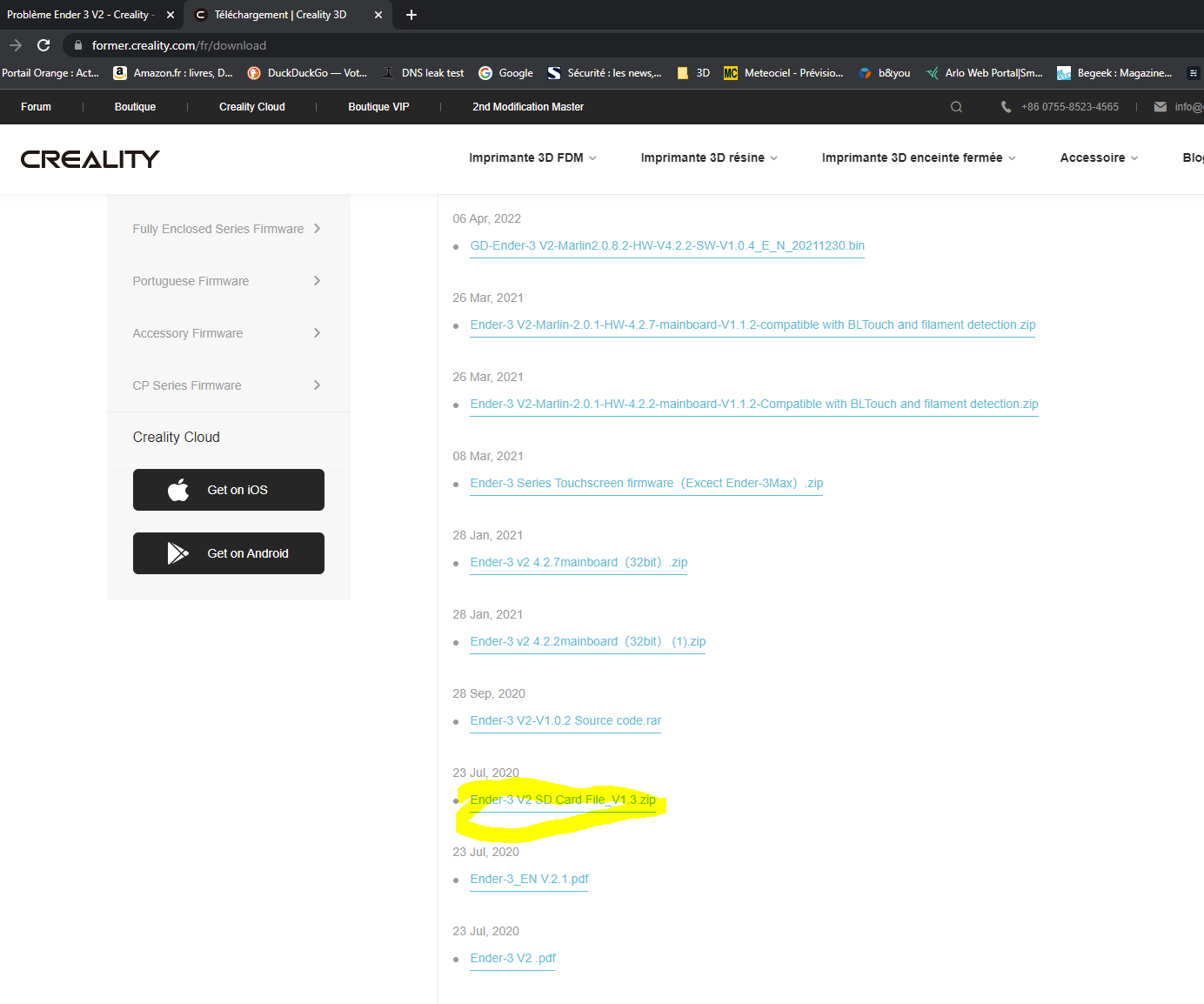
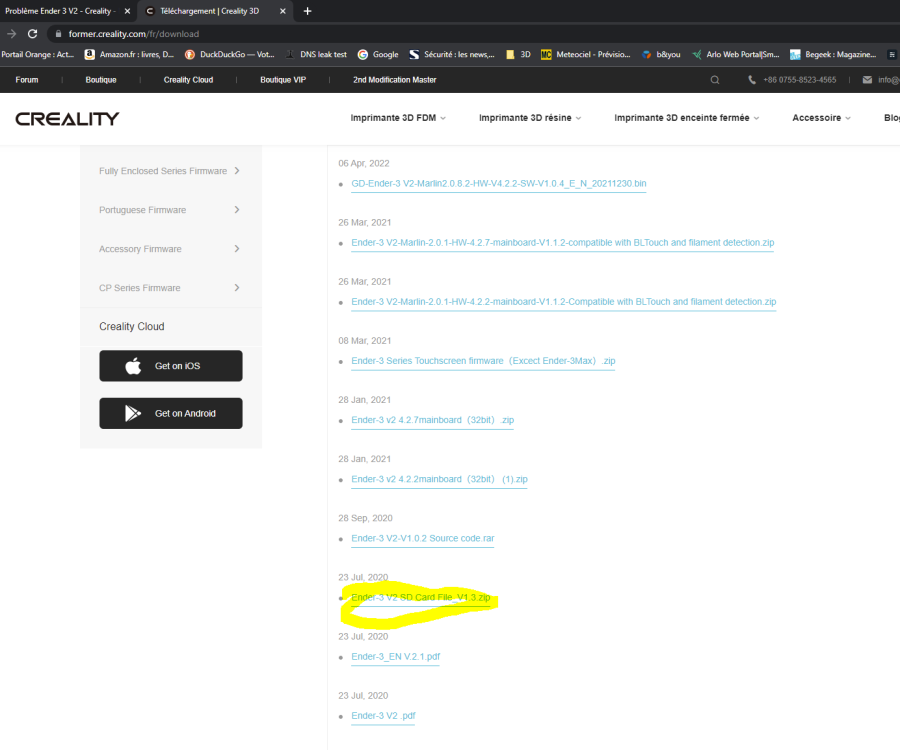
Non on touve encore ces fichiers sur le site de Creality, mais c'est compliqué à trouver et pas logique. https://former.creality.com/fr/download Aller sur le site creality.com : dans le bandeau en haut à droite passer à Français: on tombe sur former.creality.com. En bas de la page aller sur téléchargement:
 1 point
1 point -
C'est vrai ça j'y avais pas pensé ! Ya pas moyen sur le forum de faire une titi's cagnottes ? Le tube ptfe doit être recouper bien d'équerre pour assurer l étanchéité . Bien enlever la partie de ptfe noircit1 point
-
Bonjour à tous, Merci pour tous vos conseils, les pustules ont disparu Pour les paramètres qui ont eu le plus d'influences : Alignement de la jointure en Z : forme exclusivement ronde "plut court" & "angle le plus aigu" pour les autres Réduire la vitesse d'impression : entre 60 & 80 mm/s et bien sûr l'utilisation du plugin ArcWelder. Malheureusement, j'ai toujours une pause assez longue à la fin d'une révolution ou lors d'un parcours complet du contour de la coque qui génère un boulet plutôt conséquent. Je n'ai pas souvenir d'un arrêt aussi long avant ces ajustements. Sur la photo : anneau ep. 2.30mm, zone bourrelet 3mm Merci & bon weekend
 1 point
1 point -
1 point
-
Je ne connais pas ton extrudeur, je me dis juste que vu l'état peut-être qu'un bout de filament s'est inséré là où il ne faut pas et finit par faire décaler le filament. Si tu sais quel extrudeur tu as dis le nous on verra pour te guider sinon une photo de l'ensemble de celui-ci.1 point
-
Après réflexion, ce n'est peut-être pas nécessaire de mettre le pilote du X1 sur le X21 point
-
1 point
-
si vous voulez des idées, à la maison je peux en donner vu que je fais tout moi-même (fabrication de tous mes meubles, menuiserie, charpente, maçonnerie, isolation, jardin, elec, plomberie, carrelage etc ^^) Par contre je ne suis pas équipé pour la soudure, un jour peut-être ^^ Actuellement je suis sur la construction de ma cuisine d'été barbecue/plancha.
 1 point
1 point -
Bonjour, Voici la notice en français que j'aurais aimé trouver dans le colis afin de monter mon Ender 3 Pro facilement, sans avoir besoin de consulter des vidéos pas toujours explicites, longues à regarder (obligé d'appuyer sur pause pour exécuter une partie de montage, reprendre ...) . Toutes critiques constructives sont bonnes à prendre et j'essayerai d'y répondre. Bon montage à vous Montage pour Ender 3.pdf1 point
-
@hyoti Tu as parfaitement raison, mes humbles excuses, j'en suis vraiment confus de vous avoir «enduit» d'erreurs1 point
-
@Superpat Félicitations. C'est un superbe travail qui devrait permettre à tous les possesseurs de ce modèle ainsi qu'à ceux ayant des modèles dont la structure est identique de monter leur imprimante pour que leur première impression (et les suivantes) soit réussie. Merci pour le temps que tu as dû y passer. J'épingle ton sujet pour le rendre visible dans la durée.

 1 point
1 point