Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/09/2022 dans Messages
-
Le «schmilblick» est déjà à lui tout seul un vaste fourre-tout donnant régulièrement lieu à HS, débordements, déconnades, poilades et plus si affinités En plus, trop de boulot pour arriver à extraire et déplacer «correctement» et surtout grosse flemme3 points
-
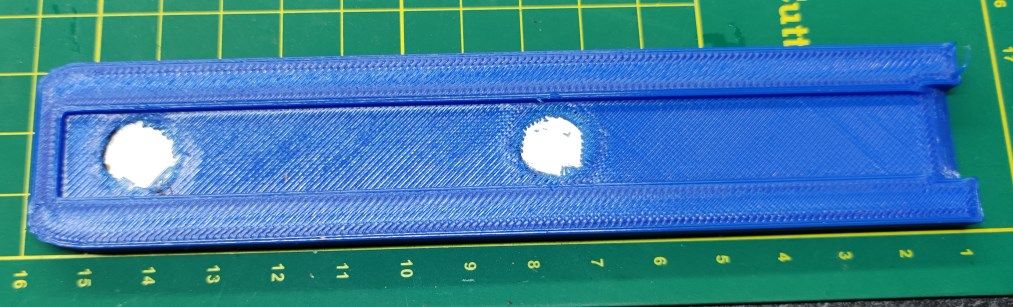
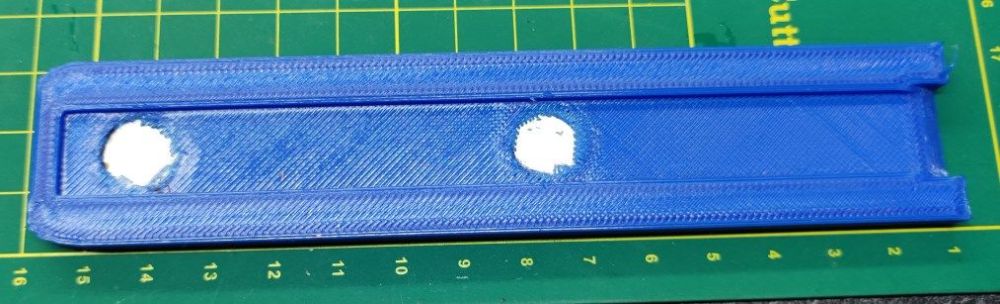
Bravo @methylene67 tu as trouvé !! Pourquoi j'ai fait ce fourreau pour un réglet ? En fait, au boulot ceux qui commandent les vêtements de travail ne sont pas ceux qui les utilisent malheureusement. Hors, dans mon boulot le réglet est un outil indispensable qu'on utilise des dizaines de fois par jour. La dernière fournée de pantalon de travail n'a pas d'emplacement spécifique pour un réglet de 30cm. Le pantalon est pourtant bourré de poches latérales, mais pas une adaptée à un réglet de cette longueur. J'en avais marre d'accrocher ou faire tomber mon réglet. J'ai donc conçu ce fourreau que je rentre en force dans une des poches. La conception des poches a fait que je ne pouvais pas faire un fourreau plus long, j'ai en conséquence ajouté des aimants pour être certain que mon réglet resterait bien sagement dans son fourreau. J'avais en stock des aimants de 12/ 1mm que je pensais suffisamment puissant. Ils collaient bien directement contre le réglet, mais noyé dans le PETG c'était une autre affaire. J'ai dû me résoudre à enlever ces aimants trop faibles pour en mettre d'autres bien plus puissants pris dans des vieux disques dur que j'ai collés à l'emplacement des précédents.
 3 points
3 points -
La petite avancée du week-end



 2 points
2 points -
Le souci est aussi sur les aimants n'aiment pas la chaleur, donc ils peuvent perdre de leur puissance. @Savate plutôt l'inverse ... Le sac vole derrière ... C'est vous qui vous trainez... Comment les sangles reviennent vers l'avant quand vous roulez ? Bande de tortues ...2 points
-
Alors non etant donné qu'il est conseiller de faire un Reset Eeprom Pour le reglage Z-offset tu l'as dans Menu/Mouve/ABL. Pour l'erreur M701 j'ai pas eu ce soucis sur les autres machines étrange la. Mais je vais vérifier quelques choses. A non si tu as une X2 tu prend le soft X2 j'ai crue que tu avais une Genius pro je fatigue je pense2 points
-
Salut à tous, comme déjà évoqué il y a longtemps, pour ne pas dire trop longtemps ma BIGDELTA commence sérieusement à accuser le coup de ses 7 ans et suite à ce sujet qui part ailleurs et fermé, (j'avais pourtant dit qu'il fallait que ça murisse dans ma tête donc si un modo pouvait ajouter un lien vers ici ça serait cool) je me lance dans sa remplaçante. Cette fois ça sera une cartésienne mais avec un cadre en cube (d'ailleurs je sais pas si ce sujet doit être ici ou dans la section cubique...) , et comme à mes habitudes, la construction sera réalisée avec le maximum de récupération. On va commencer par son petit nom, je ne suis pas partie bien loin, ce sera la Steelframe, celle-ci reprend les grandes lignes d'une Ender5, j'avais imaginé cette option avant de connaître la machine de Creality, du coup je sais que c'est viable: - Cadre cubique entièrement en acier soudé, du 30X30 car j'avais des chutes en stock, - Chemin de roulage en cornière Alu, - Axe Z en tige de 12mm (récup sur un lit électrique) - Ramps 1.4 pour l'électronique (récup de ma delta). Taille du cadre 500X500X500, Taille d'impression 360X360X200 de hauteur (limitée par les vis de récup), un peu juste en hauteur mais je reprendrai cette partie quand je trouverai un lit plus grand. Le but, remplacer la delta par une machine plus sûre, sans perdre trop en vitesse d'impression et à voir si cela sera suffisamment rigide pour faire un peu de fraisage (PCB, Plexi...), découpe vinyle, éventuellement gravure laser. Quelques étapes: - la soudure, j'ai commencé par faire les carrés du haut et du bas auquel j'ai ensuite soudé les entretoises pour en faire un cube, en tant que bon soudeur du dimanche après-midi, cette étape m'a fait comprendre à quel point le sens des soudures est important pour garder un bon équerrage, - la fixation des cornières alu sur l'acier, pour être le plus parfait possible, j'ai monté l’ axe X provisoirement, j'ai commencé par coller ( colle polyuréthane) les cornières extérieures au cadre sur lesquelles j'ai fait rouler les chariots avec afin de corriger les petites imperfections du cadre acier s'il y avait, un jeu de cale m’a permis de les coller à la hauteur désirée, après séchage j'ai fait de même pour les cornières intérieures, là même pratique a été utilisé pour le chemin de roulage du bed mais vu que je n'avais plus de roulettes à fente j'ai dû mettre 2 cornières l'une contre l'autre, - les bras du BED sont eux réalisés avec de l'alu de 40x100 (grosse règle de maçon). A vos remarques. Quelques photos, le reste sera au fur et à mesure de l'avancement.





 1 point
1 point -
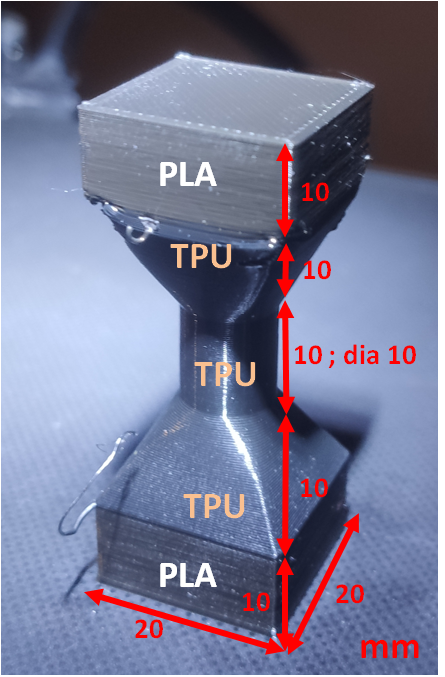
Bonjour à tous, Ayant acheté une bobine de TPU, je me suis demandé s'il était possible de faire une impression double matière (en Z) avec une imprimante simple extrudeur comme ma Ender 3. J'ai fait une petite recherche sur le forum (et un peu plus), mais je n'ai pas trouvé de réponse précise à la question : est-ce que ça marche ? Pour cela j'ai utilisé une bobine de PLA+ noir de chez GST3D et une de TPU 95a noir de chez Overture. La ender 3 pro est d'origine, sauf le PTFE qui a été remplacé par un Capricorne. Pour ne pas avoir à bidouiller le G-code (je ne sais pas vraiment faire), j'ai souhaité avoir des paramètres d'impression identiques entre le PLA et le TPU. Après quelques tests d'impression du TPU (trois seulement), j'ai vu que c'était assez jouable. Pour les paramètres du trancheur (Cura 5.1.0) j'ai conservé à peu près ceux que j'utilise pour le PLA : buse 200°C ; Bed 50°C ; remplissage 20% ; rétraction 4mm ; vitesse rétraction 25mm/s. J'ai changé : vitesse d'impression 30 mm/s ; mode détours : A l'intérieur du remplissage. Ci-dessous le résultat de l'impression avec les côtes. Les changements de matières (deux) ont été fait classiquement sur le menu de l'imprimante. Je dois dire que le résultat est satisfaisant. Je n'ai pas eu de soucis lors de l'impression, un peu de cheveux d'ange avec le TPU et le porte-à-faux avec le TPU plus sensible qu'avec le PLA, mais c'est tout. Le plus important, la liaison entre le PLA et le TPU est solide. Pas de délaminage ou que sais-je. Même en tordant l'impression elle ne bouge pas : Voilà j'espère que cela pourra aider certain. Felkin
 1 point
1 point -
D'après ces questions/réponses, ça ne consomme pas plus qu'une hotend "classique" :1 point
-
Merci beaucoup pour les réponses. Dans le doute j'ai nettoyer une nouvelle fois à fond le bac et le FEP ce matin (en abandonnant le sopalin et en essayant des lingettes que j'avais sous la main) et en y allant un peu plus lourd sur les soutiens (j'avais identifié les pièces qui avaient le plus de mal). Ce coup-ci l'impression a été réussie à 95% et seul un petit accessoire à eu un léger raté (probablement lié à un aléa plus qu'au soucis que j'avais hier) Je note le réglages préconisés pour la photo du FEP la revoilà (pas marché la dernière fois, désolé) pour le reste, je vais devoir chercher comment les afficher sur l'imprimante ^^" (je découvre) Je suis pas chez moi avant vendredi soir, donc je peux pas les envoyer avant ça (et je suis de facto en pause impression d'ici là) encore merci pour les conseils
 1 point
1 point -
La fermer ! Je parle de l'imprimante bien sûr, pour le nylon il est plutôt conseillé d'imprimer avec une enceinte fermée (et chaude) et comme l'a dit @Motard Geek une buse acier ou au moins cuivre plaqué pour résister à l'abrasion des petits - mais agressifs - bouts de carbone .1 point
-
Avec plaisir, oui tous les pla peuvent être imprimés sur ta machine (mais pas que). Silk est juste un rendu plus brillant. Par contre si tu vas chercher les pla 'bois' ou 'carbone' il faudra changer la buse. Car les buses laiton d'origine n'aiment pas trop et s'usent très vite avec ces matériaux très abrasifs. Dans ce cas il faut envisager une buse acier ou ce genre de choses, mais qui transmettent généralement moins bien la chaleur et nécessitent donc d'augmenter un peu la température d'impression.1 point
-
Bonjour, Merci Titouvol, tu as raison je me relirais la prochaine fois. c'est bien ça CR-Silk. Non je ne fais pas de modèles réduits, j'ai acheté la Ender-3 V2 Neo pour réparer des objets. Je me sers de Fusion 360 pour modéliser. Donc pour en revenir à ma question de départ je peux utiliser ce filament, je vais en commander. Et encore merci à toi d'avoir pris le temps de me lire et d'avoir repéré ma connerie. Bon dimanche à tous1 point
-
C'est ici pardon: https://bugs.launchpad.net/ubuntu/+source/printrun/+bug/1975947 Sinon: Temporary workaround: Check out original software and run it directly from this directory: Get software (git has to be installed) $> git clone https://github.com/kliment/Printrun Change into new fetched directory: $> cd Printrun Run pronterface: $> ./pronterface.py1 point
-
Le Klipper de Creality est facile à mettre en place et coûte sûrement moins cher qu'un Raspi ️ Actuellement en précommande pour être livré dans quelques semaines https://www.lesimprimantes3d.fr/creality-sonic-pad-klipper-20220918/1 point
-
merci c'était bien ça ! pour la buse c'était bien la bonne merci encore1 point
-
ou mettre un "!" dans klipper devant l'adresse du dir_pin1 point
-
Cela me semble logique, pas la même fonction, D'après le cablage envoyé par @pommeverte K-fan1 et k-fan2 sont en // ( a priori synchro) sur les cartes 4.2.7 et 4.2.2. Le k-fan1 est en PWN régulation de la vitesse par impulsion le K-fan2 je ne sais pas mais peut-être en tout ou rien. Comme le type d commande est différent, on peut peut être commander les deux de façon indépendante sur une seule ligne électrique. Ou le cablage n'est pas // et indépendant. Le principal est qu'ils sont indépendants et que cela marche !!! Tu refais le nivellement manuel entre chaque print ? J'ai les ressorts jaune-orange je ne refais pas souvent ce réglage, il ne bouge pas (trop) Bon j'ai un Bltouch qui corrige sans PB quelqes centième de mm, j'ai mis un G29 dans le gcode de démarrage donc un nivellement avavt chaque print. Après cela peut dépendre des contraintes mises lorsque tu décolles tes impressions. Et de la rémanence des ressorts ou des plots silicones selon la zone de réglage (élasticité). Je pense à voir comme cela , comme le plot silicone du coté arrière gauche ouù il ya le cable de chauffage du plateau est plus court que les autres . c'est un avantage pour régler tes tensions homogènes !1 point
-
J’ai mis le firmware1 point
-
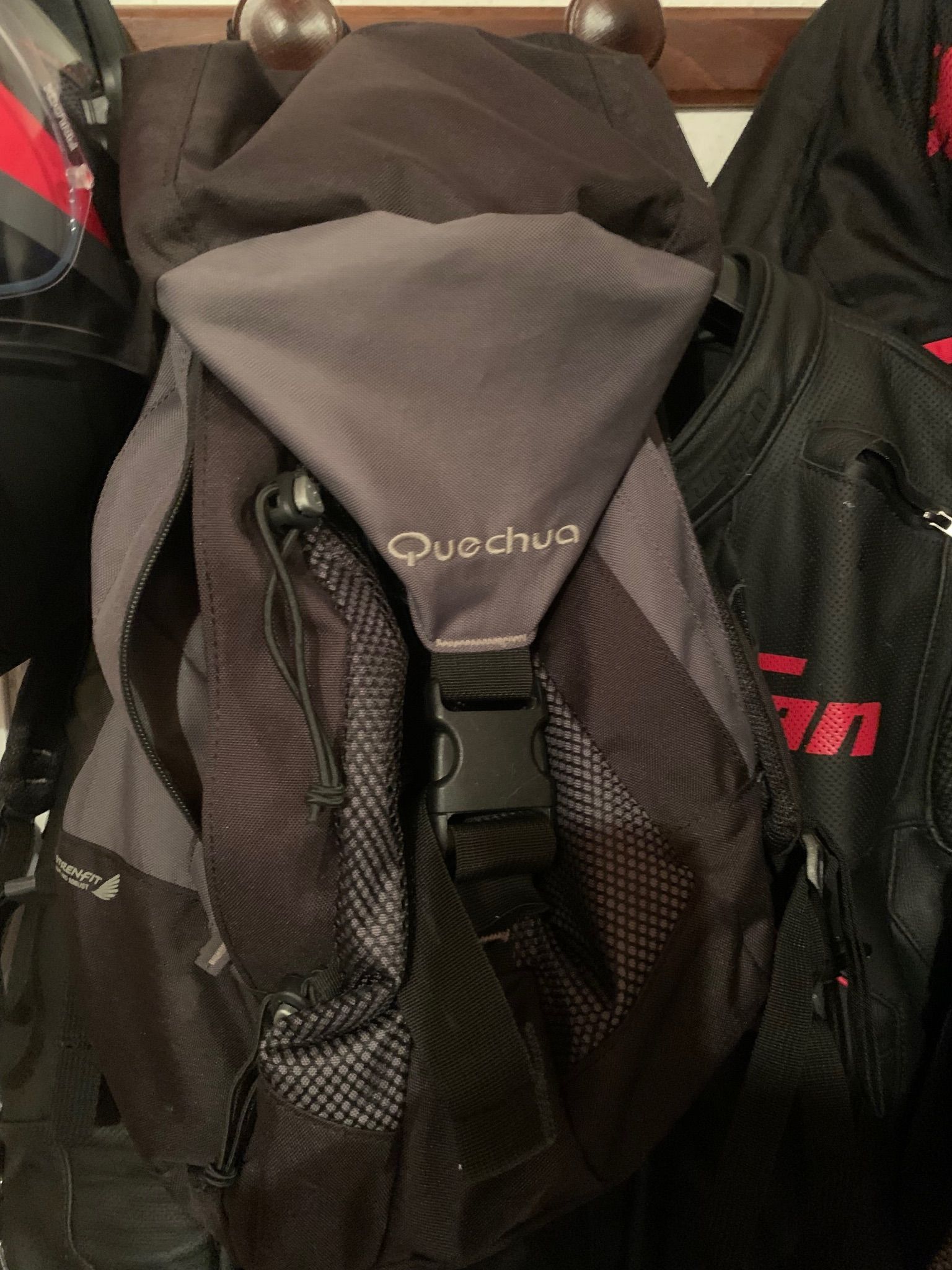
Tout à fait Monsieur. En fait j’utilise un sac Quechua pour la randonnée pédestre et VTT mais aussi pour la moto. Et pour cette dernière activité, malgré le fait que je ne dépasse pas les 80 km/h , les lanières de réglage tapent dans le casque (quelle idée de les faire aussi longues), et pas de dispositif pour les attacher (j’ai bien essayé de les enrouler autour de celles qui tiennent le sac mais ça finit toujours par se défaire). Du coup, l’impression 3D servant à cela pour moi avant tout, 5 petite minute de réflexion autant de modélisation et un petit peu plus d’impression (en TPU) et le schmilblick était né.


 1 point
1 point -
je vient d'avoir le méme probléme sur mn ender 5 pro. Pas clairement vue d'ou venais le probléme mais ce que j'ai constaté et fait: le tube capricorn avais changé de couleur (mate) et il avais tendance à s'avachir, mon rouleau de PLA se trouve dans une boite avec resistance que je mettais systématiquement en route a chaque impression (chauffe du fil) et je fermais la coffre de l'imprimante pensdant l'impression, le detecteur de fil faisais que le fil faisais une contrainte sur le fil. j'ai constaté aussi que j'arrivais à baisser un peu plus le levier de l'extrudeuse en appyant dessus comme si il y avais un point dur qui empechais leressort de bien plaquer la roue denté; Tout sa me laisse croire que à un moment le fil n'avancais plus et la roue denté patinais dessus. J'ai changé le tube capricorn (et il est plus vertical maintenant) et je positionne la tete en mileu de plateau à l'arret, plutot que dans le coins ou le tube fait un arc reduit et à tendance a s'affaiser j'ai viré le detecteur de presence de fil j'ai positionné la boite du fil de façons à ce que la sortie de la boite soit le plus en ligne possible avec l'extrudeuse et je laisse le coffre ouvert et j'ai put finir mes impressions. Mais je vais aussi demnter l'extrudeur pour regarder si tout fonctionne l'ibrement et le changer si nécéssaire1 point
-
@EMnagoria Il serait intéressant de voir lors d'une impression si le moteur et la roue crantée de l'extrudeur continue de tourner lorsque le filament ne sort pas et l'état du filament entre la roue crantée et de galet presseur. Si le filament est rongé et que la roue crantée de l'extrudeur tourne mais qu'en poussant a la main en debrayant le bras il sort de la buse c'est un problème de réglage de rétractation dans le slicer. Si le filament est rongé que la roue crantée tourne mais qu'en poussant a la main il ne sort plus de la buse ou sort difficilement c'est un problème de bouchage donc refaire titi's procédure et changer le pneufit de la tête Si la roue crantée de l'extrudeur ne tourne pas mais que l'axe moteur tourne c'est une problème de serrage de la vis de la roue crantée sur l'axe moteur. Si la roue crantée et l'axe moteur ne tournent plus ont à un problème électrique ou électronique. Commcer par vérifier les prises du moteur d'extrudeur En fonction des observations reviens nous dire1 point
-
as tu regardé l'état de l'extrudeur et notamment en cas d'extrudeur "plastique" vérifier qu'il n'est pas fendu (démonter le bras et vérifier pas dessous)1 point
-
Le remplacement de la buse n'est pas aussi si simple que dévisser l'ancienne et en revisser une nouvelle. Il vaut mieux respecter une procédure qui normalement «garantit» la bonne jonction entre buse / heatbreak et PTFE. Notre camarade @Titi78en décrit les étapes ici (tu remarqueras ua passage l'originalité dont on a fait preuve en nommant ces étapes sous l'appellation «Titi's procédure», je sais on est des originaux ici ). Pour en savoir plus sur ce qui a pu se passer, c'est là.1 point
-
Mon premier "Quoi qu'est-ce ?" je suis ému ! Pour avoir une échelle, pas de réglet ou de pied à coulisse mais un chien, je vous laisse vous débrouiller avec ça.
 1 point
1 point