Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/09/2022 dans Messages
-
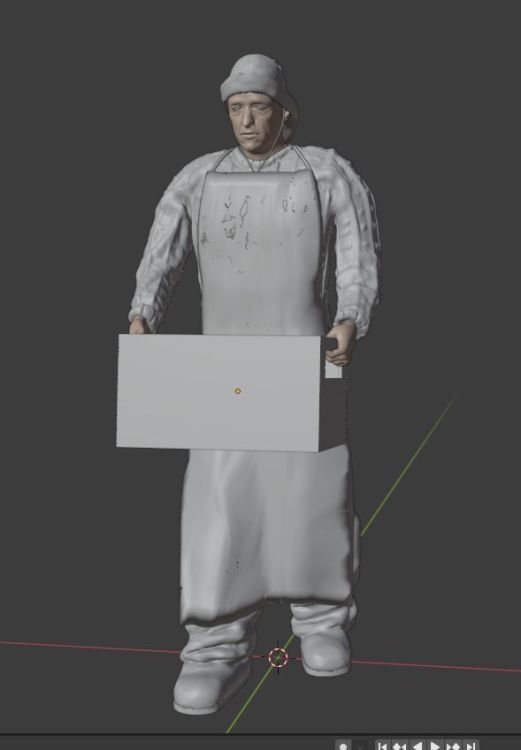
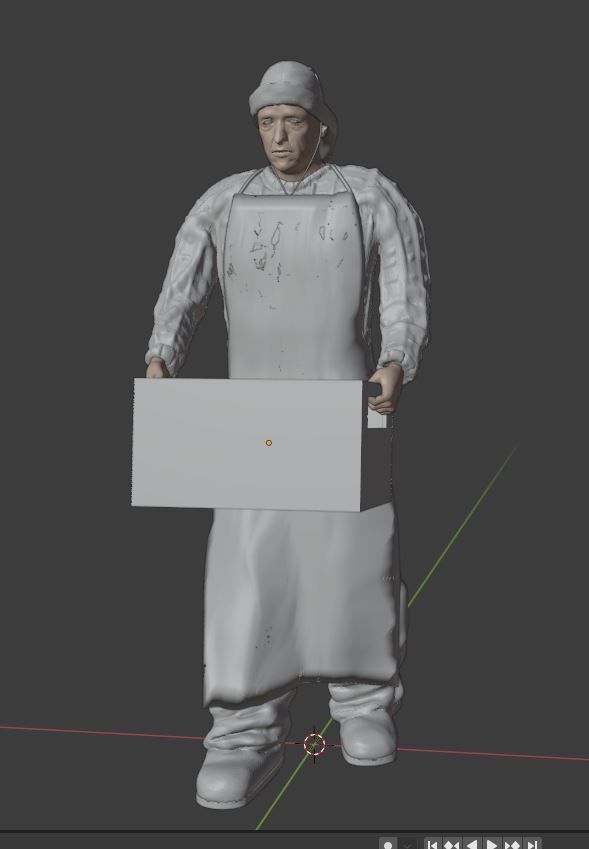
Commande en cour pour un bateau RC échelle 1/20 Il y a encore du boulot, je commence à utiliser les modificateurs et je fais encore pas mal d'erreur mais c'est déjà mieux que mes premières réalisations.
 5 points
5 points -
Plusieurs fabricants de composants mécaniques offrent la possibilité de récupérer gratuitement en fichiers Step de toutes les pièces de leur catalogue. Cela permet de les imprimer ou de les modifier à votre convenance (beaucoup plus facilement que les fichier Stl sur les sites gratuits) Ci-dessous trois exemples. Prud'homme transmission: https://www.prudhomme-trans.com/comment-telecharger-un-dessin-cao-depuis-notre-site/?utm_source=OxiMailing&utm_medium=e-mail&utm_campaign=2209 CFIA Toulouse Norelem: https://www.norelem.fr/fr/fr/Téléchargement.html HPC: https://hpc.partcommunity.com/3d-cad-models/?languageIso=fr2 points
-
Un détecteur de mots tards ? Une des deux autres pièces serait-elle pour les mots tôts ? OK, je copie cent fois «j'arrête de faire des jeux mots qui ne font rire que moi» et je sors2 points
-
C'est ça les piétons, ça veut toujours discuter législation ...2 points
-
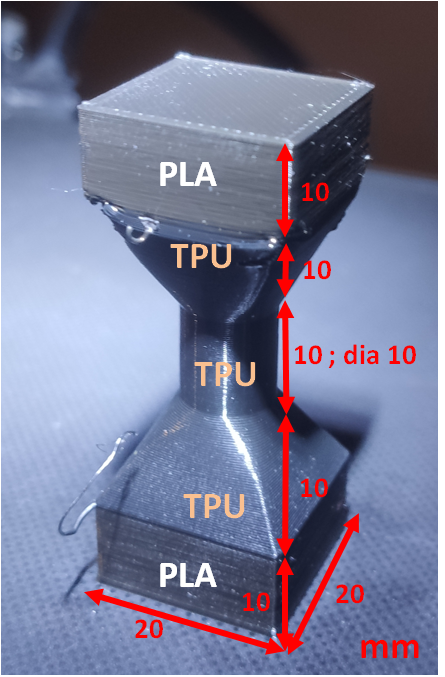
Bonjour à tous, Ayant acheté une bobine de TPU, je me suis demandé s'il était possible de faire une impression double matière (en Z) avec une imprimante simple extrudeur comme ma Ender 3. J'ai fait une petite recherche sur le forum (et un peu plus), mais je n'ai pas trouvé de réponse précise à la question : est-ce que ça marche ? Pour cela j'ai utilisé une bobine de PLA+ noir de chez GST3D et une de TPU 95a noir de chez Overture. La ender 3 pro est d'origine, sauf le PTFE qui a été remplacé par un Capricorne. Pour ne pas avoir à bidouiller le G-code (je ne sais pas vraiment faire), j'ai souhaité avoir des paramètres d'impression identiques entre le PLA et le TPU. Après quelques tests d'impression du TPU (trois seulement), j'ai vu que c'était assez jouable. Pour les paramètres du trancheur (Cura 5.1.0) j'ai conservé à peu près ceux que j'utilise pour le PLA : buse 200°C ; Bed 50°C ; remplissage 20% ; rétraction 4mm ; vitesse rétraction 25mm/s. J'ai changé : vitesse d'impression 30 mm/s ; mode détours : A l'intérieur du remplissage. Ci-dessous le résultat de l'impression avec les côtes. Les changements de matières (deux) ont été fait classiquement sur le menu de l'imprimante. Je dois dire que le résultat est satisfaisant. Je n'ai pas eu de soucis lors de l'impression, un peu de cheveux d'ange avec le TPU et le porte-à-faux avec le TPU plus sensible qu'avec le PLA, mais c'est tout. Le plus important, la liaison entre le PLA et le TPU est solide. Pas de délaminage ou que sais-je. Même en tordant l'impression elle ne bouge pas : Voilà j'espère que cela pourra aider certain. Felkin
 1 point
1 point -
Tu as une méthode de calcul qui me surprend. En temps machine, il est beaucoup plus long d'imprimer plusieurs parties d'une pièce que la même pièce en une seule fois, car ce sont les parois pleines qui sont les plus longues à imprimer Voici exemple simple un cube de 100 x 100 mm et 8 cubes de 50 x 50 (calcul réalisé sur PrusaSlicer en 2 couches de parois et 15% de remplissage) : - Imprimer le cube de 100: 238gr de PLA et 17hr17 - Imprimer les huit cubes de 50: 300gr de PLA et 23hr20 DONC cout matière 25% supplémentaire et cout énergétique et usure machine 35% supplémentaire. A cela tu ajoutera le temps de l'assemblage et la suppression des défauts engendrés, c'est un temps important et surtout un risque d'erreur lors de l'ajustement.1 point
-
Salut l'ami Un petit tuto serais le bien venu pour expliquer la procédure sur la SR1 point
-
Salut a toi, c'est beau projet ! je ne sais pas si ma logique sera la tienne mais si c'est crée une micro fabrique avec de 5 à 8 imprimantes le mieux sera pour moi de partir sur un seul modèle unique de façon a rationnaliser un tout petit stock de pièce détaché commun a l'ensemble de ta micro ferme. Pour ton besoin en vitesse lié a ta marge que je comprend personnellement je partirais sur de l'imprimante Delta ou CoreXY et dans l'idéal une imprimante gérer via du Klipper. Si tu n'as pas besoin d'imprimer du TPU ou que tu es capable de changer l'extrudeur bowden par un Direct Drive, je te dirais bien de partir sur des Flsun SR et de coupler tes machines au Flsun Speeder Pad qui te permettra de les convertir sous Klipper et de controler jusque 3 Flsun SR avec un Speeder Pad. Du coup tu pourrais gérer plusieurs machines en même temps via une seule et unique interface gérable via l'ecran du Speeder Pad, d'un navigateur web sur ordi ou d'un smartphone ou tablette android ou iOS. La Flsun V400 serait même un meilleur choix car deja sous klipper (speeder pad) direct drive, mais supérieur a ton budget car on est sur du 900€ mini, alors que la SR ce trouve a 400€ et le Speeder Pad 119€ (pour les 500 premier) puis 149€ (un speeder pad suffit pour 3 machines). Il faut voir si un bed rond te poserais soucis ou non ? car la Flsun SR passer sous klipper tiens sans soucis les 200mm/s chose impossible avec une cartésienne classique, mais sont plateau rond de 260 permet d'imprimer des formes carré limité a 180x180. Les Prusa ou 3deer(semblable au prusa) sont fiable pour de la production mais seront plus limité en vitesse et a un prix comparable a la V400 de FLsun.1 point
-
Les adeptes de Josef (de plus en plus nombreux sur ce forum), devraient te conseiller une Prusa N'étant pas moi-même membre, je pense quand même que ce serait une bonne idée Sinon, il y a des flsun SR (qui ne prennent pas beaucoup de place sur une table, plus en hauteur) et je ne connais pas leur résistance dans le temps ..., les anycubic 4max pro2 (qui ont l'avantage d'être fermés si tu veux imprimer de l'abs)1 point
-
En Step tout est compatible et en fichiers propriétaires voici la liste chez PARTcommunity :

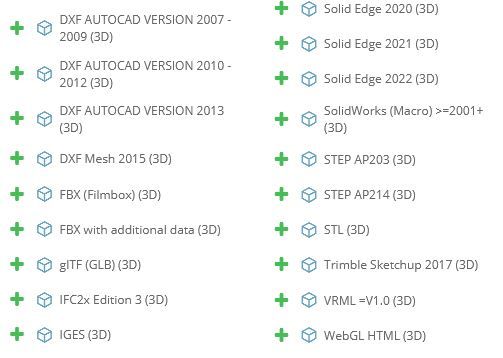 1 point
1 point -
La version générale de PARTcommunity : https://b2b.partcommunity.com/community/ Permet de choisir le logiciel avec lequel vous bossez ou jouer à la maison.1 point
-
Personnellement, j'ai désactivé Ublock Origin sur le site lesimprimantes3d.fr. Quand un site de qualité me satisfait, je laisse passer les (quelques) pubs pour permettre au site d'exister.1 point
-
@Mel-Mel Bonjour, sinon sur le blog Prusa il y a ce caisson : https://blog.prusa3d.com/mmu2s-printer-enclosure_30215/ (c'est adapté pour une Prusa Mk3S, mais la mini étant plus petite elle devrait y entrer sans aucun soucis). La structure sera en bois. Pas très compliqué à fabriquer tout y est détaillé, c'est avec une base de meuble Ikea, ce sera la solution la plus économique tout en ayant un truc propre. A savoir que le caisson dont tu as mis le lien, nécessitera également un meuble dédié (une table fera l'affaire), mais il faudra également imprimer toutes les pièces en plastique. Il a l'avantage à priori d'avoir déjà le filtre HEPA et une ventilation, donc je pense moins de "bricolage" à faire que sur le lien que je t'ai mis. La structure sera en acier. Par contre difficile de savoir ce qu'inclus le "kit" exactement, mais en cherchant on a plus de détail sur la "black edition" : https://www.printer-box.com/fr/produit/prusa-box-black-edition-caisson-3d-pour-prusa-mk3s-mk2-5s/ Dans tous les cas il y aura du montage et de l'impression à prévoir (sauf dans le cas de la PrusaBox les pièces imprimables peuvent être achetées pour 66 € https://www.printer-box.com/fr/produit/pieces-imprimees-pour-prusabox-pour-prusa-mk3/, dans ce cas que du montage, ce qui porterait l'addition à un peu plus de 300 €, auquel il faudra rajouter les frais d'expédition).1 point
-
Oui c'est bien ce menu le P-offset pour probe offset est le menu de reglage du Z=0 ou Z-offset , tu as next qui bascule le bouton de droit pour avoir accès a la finesse de reglage puis bien pense a faire un Save une fois bien reglé.1 point
-
Bon et bien voilà, le piège a fonctionné ... Le premier qui parle a perdu, je propose donc @RFN_31 pour proposer le schmilblick suivant ! (Oui et bah on s'en sort comme on peut, non ?)1 point
-
Des différences de temps on en a ... Mais pas à ce point. Or si mes machines mettent 30mn de plus qu'annoncé, je ne vais pas triturer les paramètres pour essayer d'avoir un truc juste au risque de dégrader autre chose. Donc si tu considères qu'il y a un faible pourcentage de personnes qui ont un écart d'estimation du temps aussi important que toi, que tu ne gardes sur ce nombre, que le faible pourcentage qui va se prendre la tête à vraiment passer du temps à le résoudre, cumuler au fait qu'il doit y avoir un peu moins d'utilisateurs de SLA que de FDM, bah c'est pas qu'on ne veut pas t'aider, c'est juste qu'il faut trouver la perle rare !1 point
-
Les pièces de la Voron ont été conçues pour de l'impression en ABS (certains ont testé - avec succès - le PC et/ou le Nylon pour certaines pièces) Et puis suivant le modèle pour certaines pièces il te faudra une SLA XXL Le plus simple étant de fermer une de tes imprimantes, de la modifier (hotend bimetal, plateau PEI) pour qu'elle supporte 260° et d'imprimer les pièces en ABS+ ou en ASA, ce sera moins couteux et plus sûr1 point
-
D'après ces questions/réponses, ça ne consomme pas plus qu'une hotend "classique" :1 point
-
La petite avancée du week-end



 1 point
1 point -
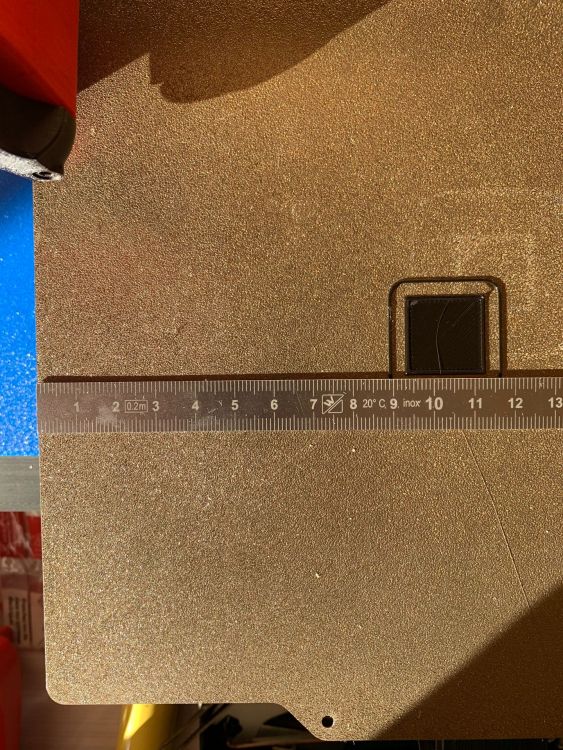
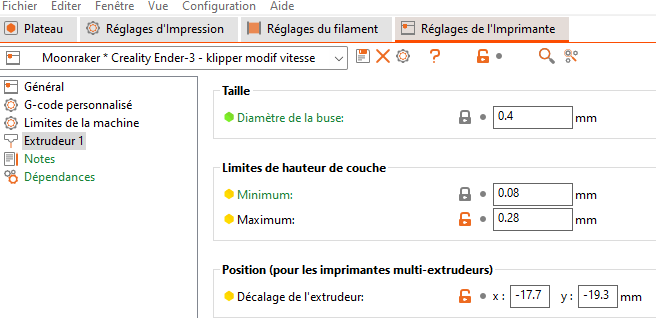
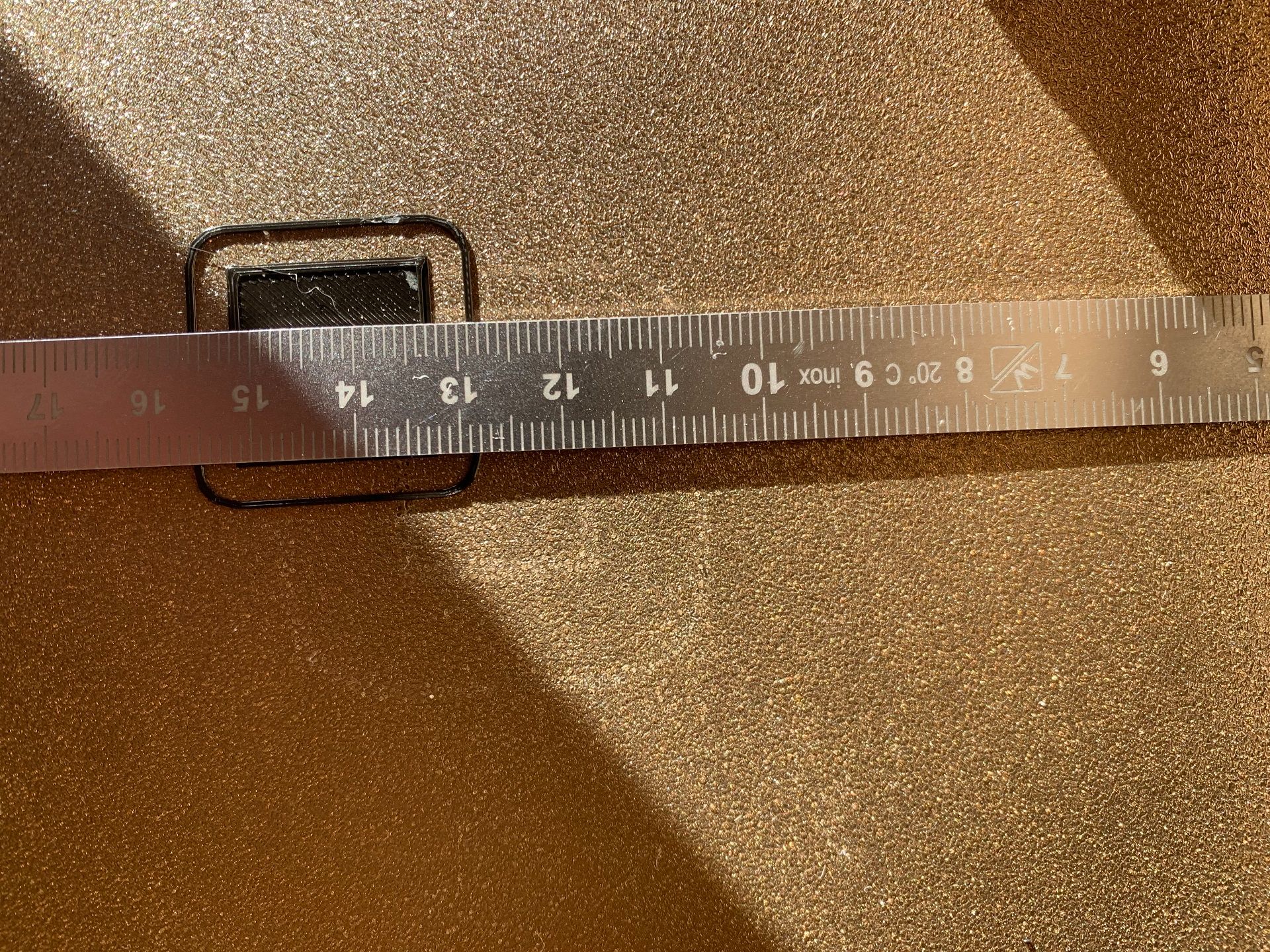
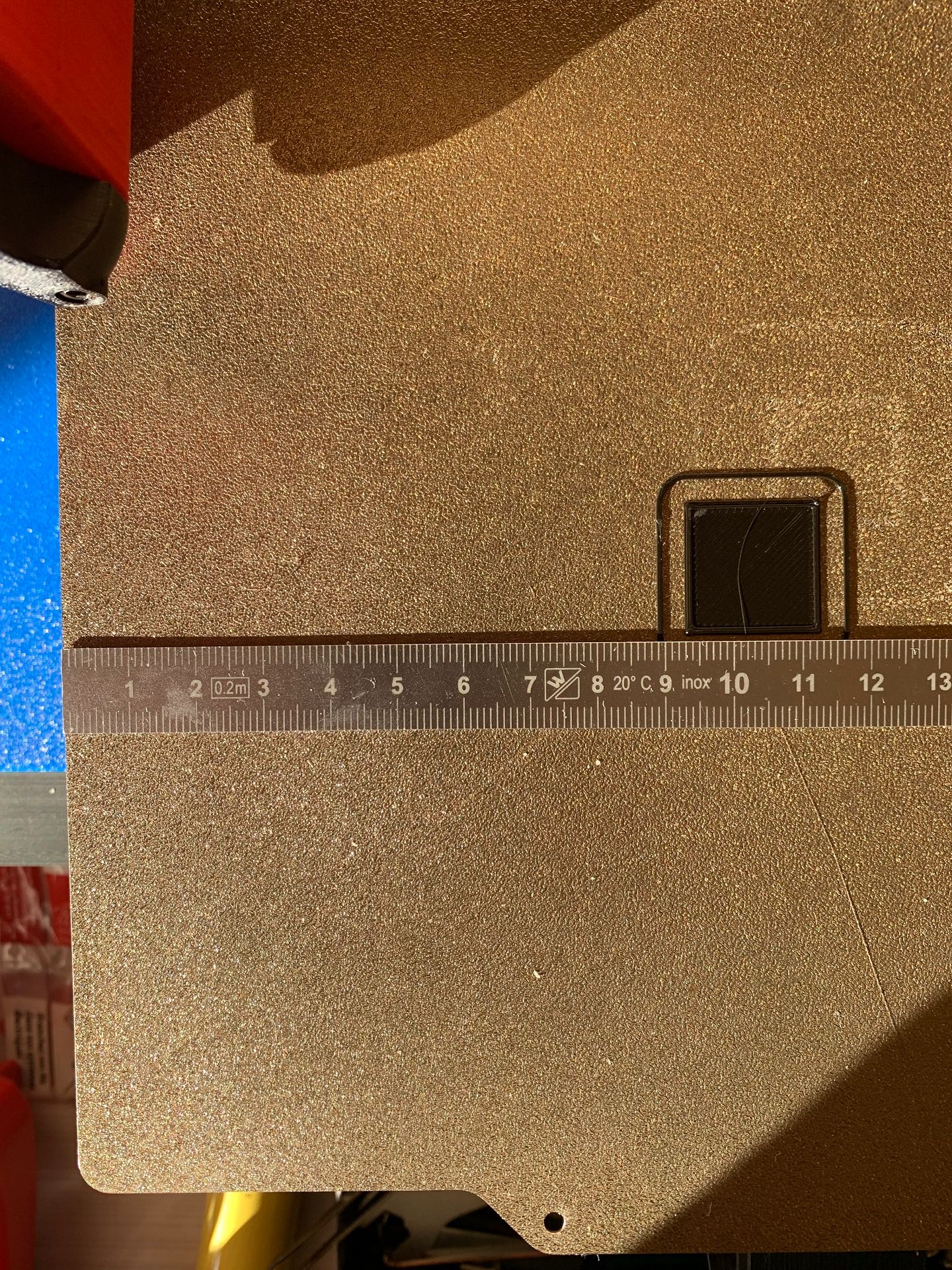
La buse se trouve en dehors du plateau, à environ 10 mm de celui-ci. J'ai pu corriger mon problème de purge qui se faisait hors du plateau, là c'est bon repurge sur le plateau. Par contre l'impression est désaxée et c'est doute à cause de la modification que j'ai fait ici : [safe_z_home] home_xy_position: 130.66, 137.45 #La buse est vraiment au centre du plateau speed: 80.0 z_hop: 10.0 z_hop_speed: 10.0 Car dans ces lignes j'ai impérativement voulu positionner au centre du plateau la tête d'impression alors que ça devrait plutôt être le BLtouch. @fran6p je n'arrive plus à imprimer au centre de mon plateau j'ai un décalage de cote vers l'avant. Sur la photo IMG_3313.JPG on peut voir que le centre du carré est à X=103 mm le centre de la trace du carré quant à lui se trouve à X=117.5 mm soit un delta de -14.5 mm en X Sur la photo IMG_3314.JPG c'est la position Y, on voir que le centre du carré se trouve à 142 mm (cote prise coté moteur Y) et le centre de la trace du carré (que c'est bien de frotter trop fort sur un bed en PEI) se trouve à Y=117.5 également soit un delta de -24.5 mm Comment faire pour retrouver ma buse au centre de mon plateau lors de mes impressions. printer.txt Bon et bien j'ai fini par trouver le problème ne venait pas de klipper mais de prusa slicer. En effet mon profil d'imprimante sur Pusa est basée sur la creality ender 3 pro, contrairement à cura où l'on peut modifier la position de la tête d'impression dans le gestionnaire d'imprimante; dans Prusa Slilcer ce n'est pas possible, par contre on peut décaler la tête par rapport à celle d'origine en utilisant l'option Position (pour les imprimantes multi-extrudeurs).

 1 point
1 point -
La page suivante apporte un peu plus d'explications (mise à jour du système en OTA, préconfiguré pour quelques imprimantes Creality (E3V2, E3S1,…), …). Le prix de vente n'est pas de 200$ mais de 159$, ce qui se montre raisonnable mais restera à vérifier quand le matériel sera disponible. En vente le 15/09/22 mais en quantité limitée (200) Je vais peut-être me laisser tenter pour pouvoir en faire un retour sur le site. Cerise sur le milksake , Creality annonce que ce matériel est Open source1 point
-
La modélisation des pièces est finie, avant de passer plus de temps à peaufiner leur "beauté", je vais les imprimer pour voir déjà si ça marche correctement. Vous me connaissez à force, flemmard sur les bords (toujours pas finie d'imprimer le bras d'un T800), je ne vous promets pas des nouvelles avant la fin des vacances (Electronique: MKS Gen L et LCD12864 / et voici la trajectoire du filament: Lamelle de PET sur bobine -> Guide lamelle -> Heat-Block avec système de reffroidissement du bras-support -> Tunnel ventilé pour refroidir le filament -> Enrouleur à filament, sur bobine (le tout sur chariot, traversées par des tiges filetées) Pièces à avoir: -Cuillère à café -Carte mère (perso MKS Gen L avec LCD12864) avec alim -Heatblock avec résistance et sonde de température -2 ventilateurs de 40mm -Lame de rasoir -1 Nema 17 -Boulons M3 / Vis M4 -4 roulements à bille -Tiges filetées et écrous M8 Pour montrer que c'est vraiment "cheap" et de "récup"1 point
-
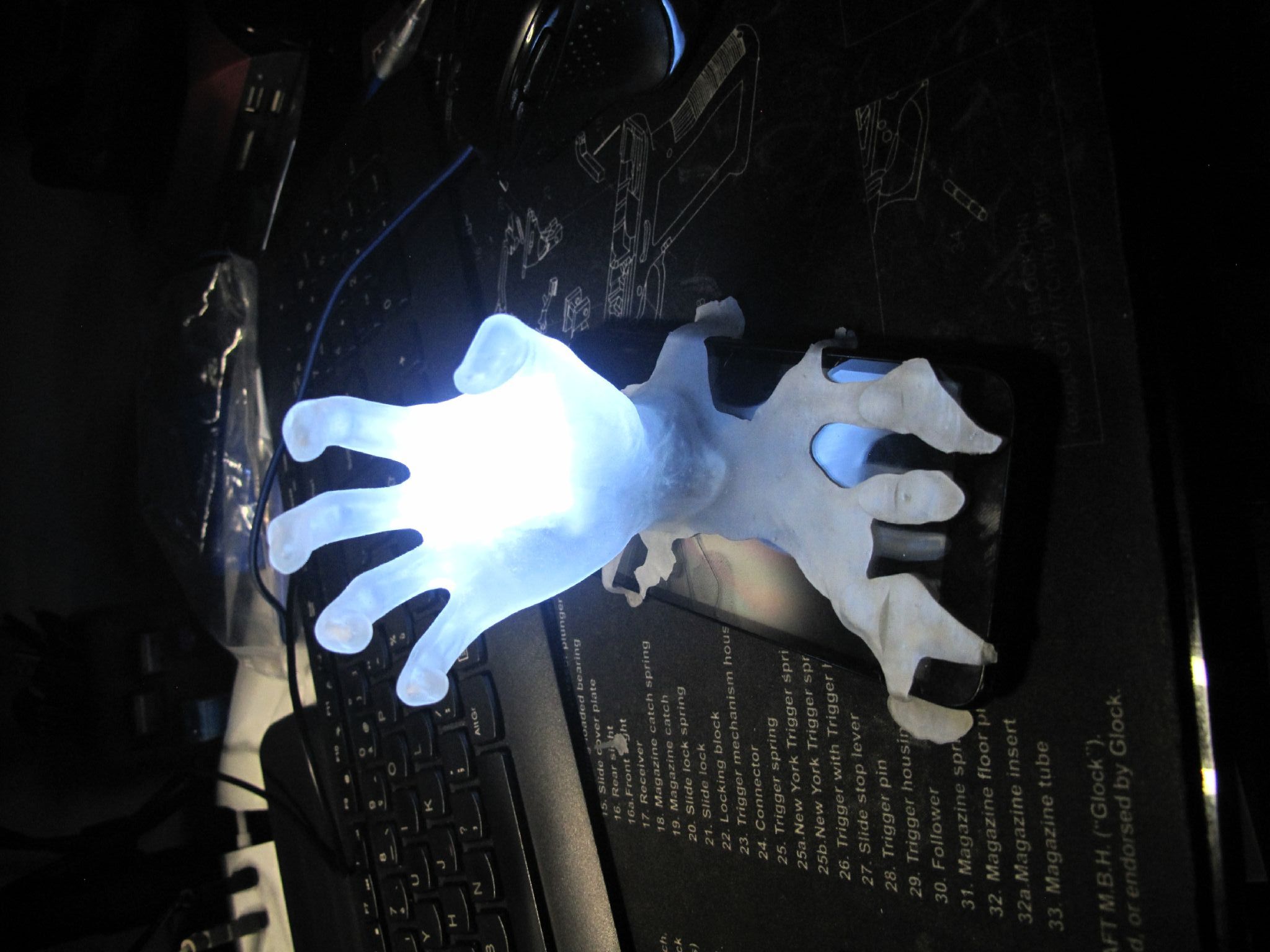
Petit projet en court pour passer le temps avec un tel HS récup au boulot. Je ne sais pas pourquoi mais certaines photos ne sont pas dans le bon sens alors que sur mon ordi elle le sont... Les led sont alim par la batterie du tel qui se recharge comme sur le tel d'origine et c'est la prise casque qui sert d'interrupteur, j'ai les finitions à faire, mettre de la résine pour bien fixer la main et mieux la faire "fondre" sur le tel, un peu de peinture noir translucide en dégradée et un bon coups de vernis.






 1 point
1 point -
Hello, comme on dit par ici, prends celui qui te va le mieux.. Essaye en plusieurs, teste et fais toi ta propre idée. Les ténors se valent globalement ensuite c'est une question de ressenti. Idem pour le filament en fonction de la matière que tu veux imprimer et du prix que tu veux y mettre. Il faut tester, se faire sa propre expérience. désolé mais l'impression 3D ce n'est pas une recette toute faite et je ne pense pas que tu vas trouver ça sur le forum. Par contre tu peux lire le moment venu les très nombreux tutos dispos sur ce forum et là il ne faut pas chercher longtemps pour tomber dessus1 point
-
Bonjour, Bonjour, Voici une photo qui représente à gauche une gravure avec LGHTBURN et à droite la même gravure réalisée avec OCTOPRINT GRBL. Le GCODE est identique mais on constate que la gravure de droite est plus brulée. La raison pour laquelle nous constatons que la vitesse de gravure est réduite avec OCTOPRINT GRBL. J'ai tout vérifié dans les paramètres et je ne trouve aucune différence dans les fichiers GRBL. Pourquoi ? peut-être qu'OCTOPRINT est limité en vitesse de gravure, je ne sais pas ? Nota : le GCODE est identique bizarre peut être que OCTOPRINT réduit la vitesse de gravure ? J'ai constaté aussi le même problème en imprimant des fichiers sur une imprimante 3D Si vous avez une idée le constat est flagrant ...
 0 points
0 points













.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)