Classement



Contenu populaire
Contenu avec la plus haute réputation dans 19/02/2023 Dans tous les contenus
-
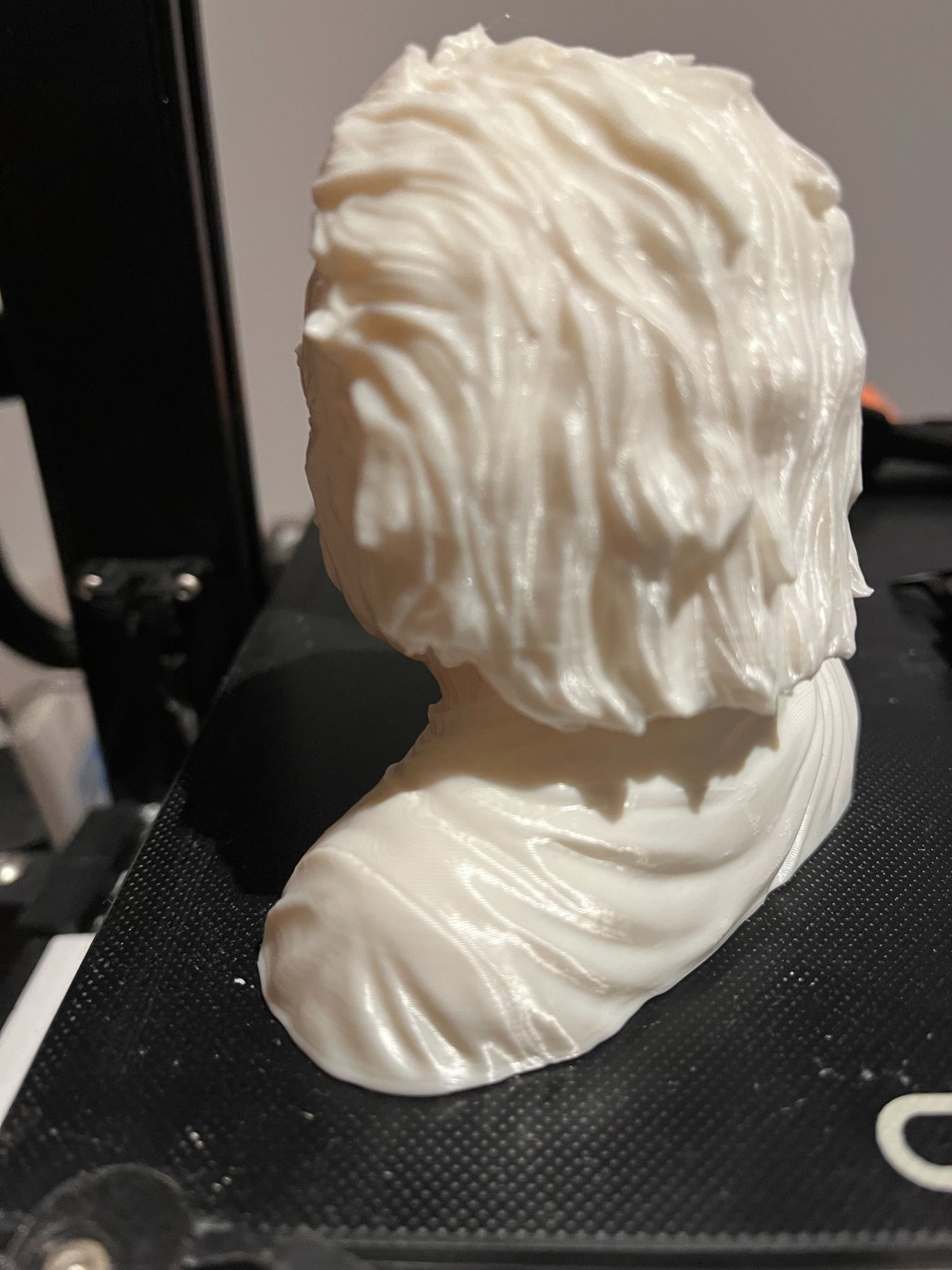
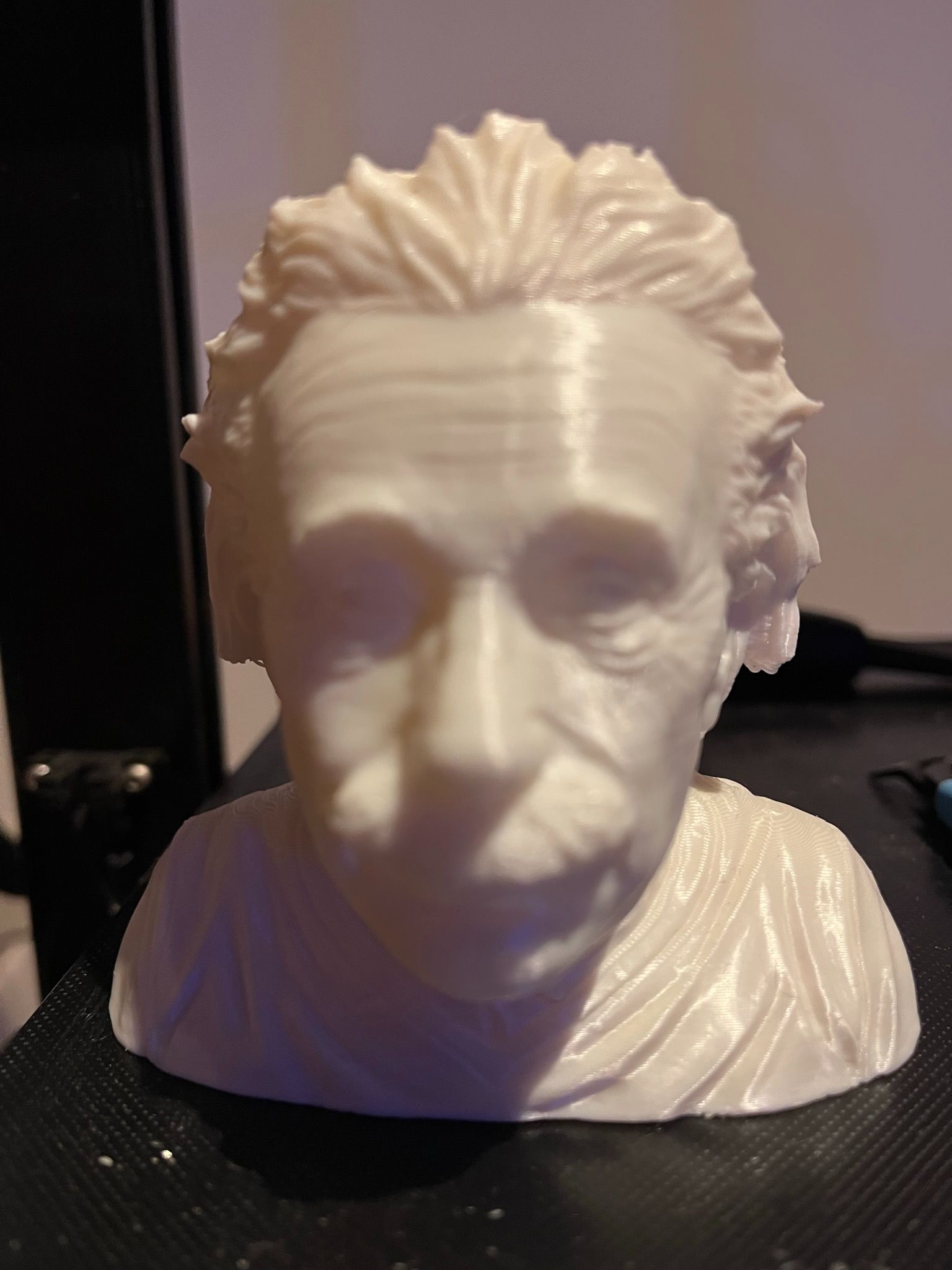
J'ai programmé et testé le stroboscope. Et j'ai fait quelques essais du Zootrope qui a l'air de bien fonctionner. https://3dminfographie.com/images/impression_3d/zootrope_test-03.mp4 Désolé pour le focus difficile que l'appareil photo n'arrive pas à faire. De plus on voit des effets de scintillement ! Bref c'est plus joli de le voir en vrai Aujourd'hui j'ai commencé à peindre ces 24 coqs Cette semaine je soude le pied en acier. Et termine la peinture des coqs2 points
-
Il me semble que c'est le même que la CR6: une jauge de contrainte (pas du piezo) => https://damsteen-nl.translate.goog/blog/2021/04/19/on-strain-gauge-leveling?_x_tr_sl=auto&_x_tr_tl=fr&_x_tr_hl=fr&_x_tr_pto=wapp Creality a une chaine YT de SAV avec de nombreuses vidéos, la CR10 Smart y est.2 points
-
@Siger C'est du Warping, décollement de la pièce. Plusieurs problèmes lié à ça: 1 Plateau pas asser propre ou qui n'accroche plus asser. 2 Mauvaise hauteur de la buse. 3 Mauvaise températures.2 points
-
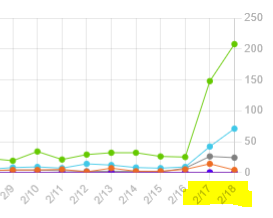
Ah ben oui.... Encore un jour ou deux comme ça et je vais dépasser les 400 téléchargements sur 1 mois (Ligne bleue) @+ JC
 2 points
2 points -
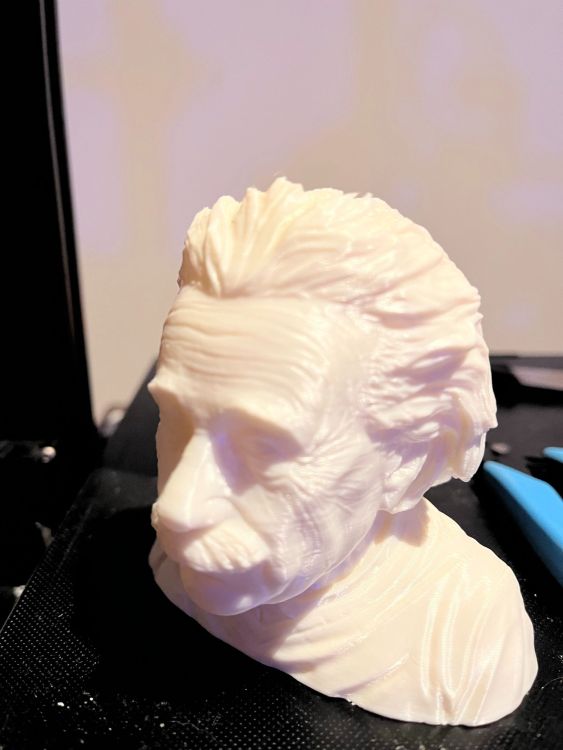
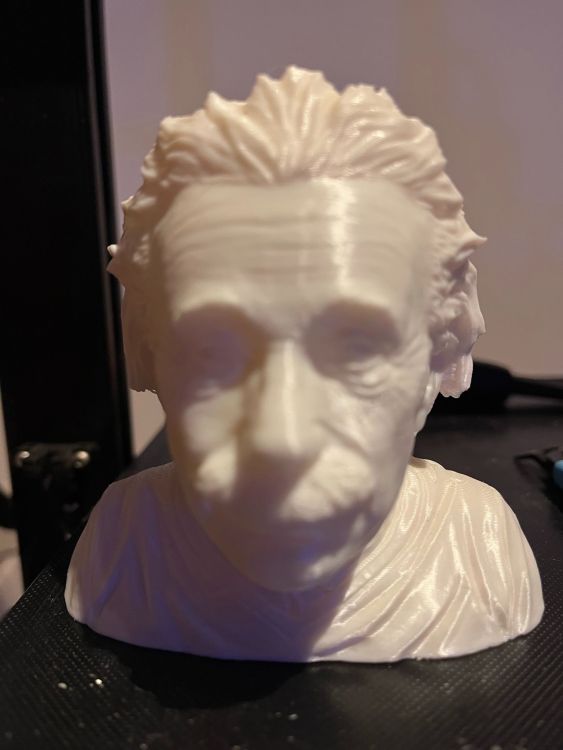
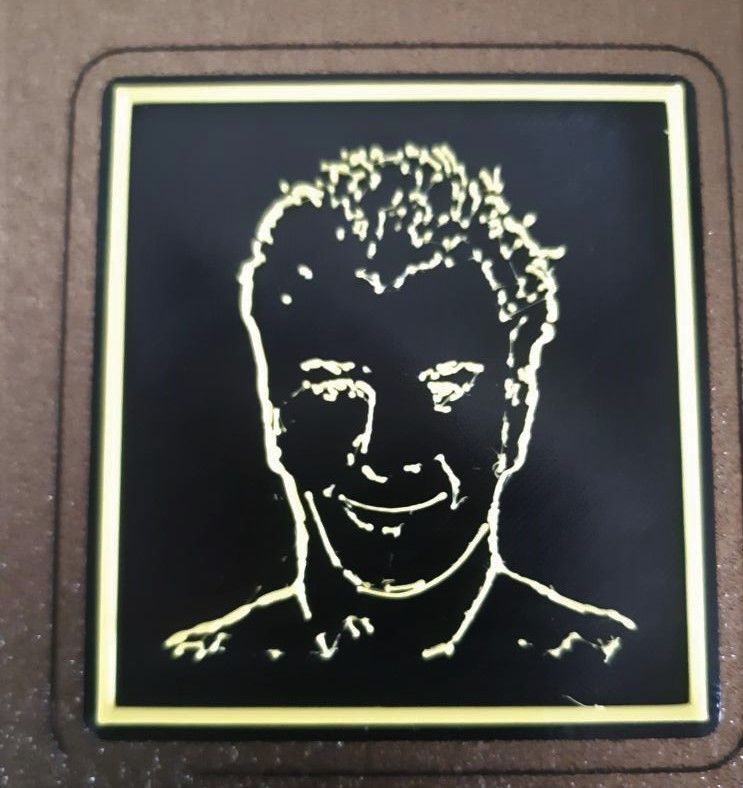
Pour répondre au besoin de configuration de @Minou Le P'tit Pot j'ai fait un test d'impression avec son modèle pour lequel il rencontre un problème de qualité pour son imprimante TLD3. Il évoque une pluie de petits points sur l'impression de son modèle, j'ai imprimé son modèle sans soucis. J'ai imprimé son modèle à échelle réduite avec le mode dual couleur; la couleur noire E1 et Le Jaune avec E2. A+ Francis PrusaSlicer_config_bundle.ini
 2 points
2 points -
Victoire ! merci pour ta commande ! Je suis une quiche en Linux bonne soirée1 point
-
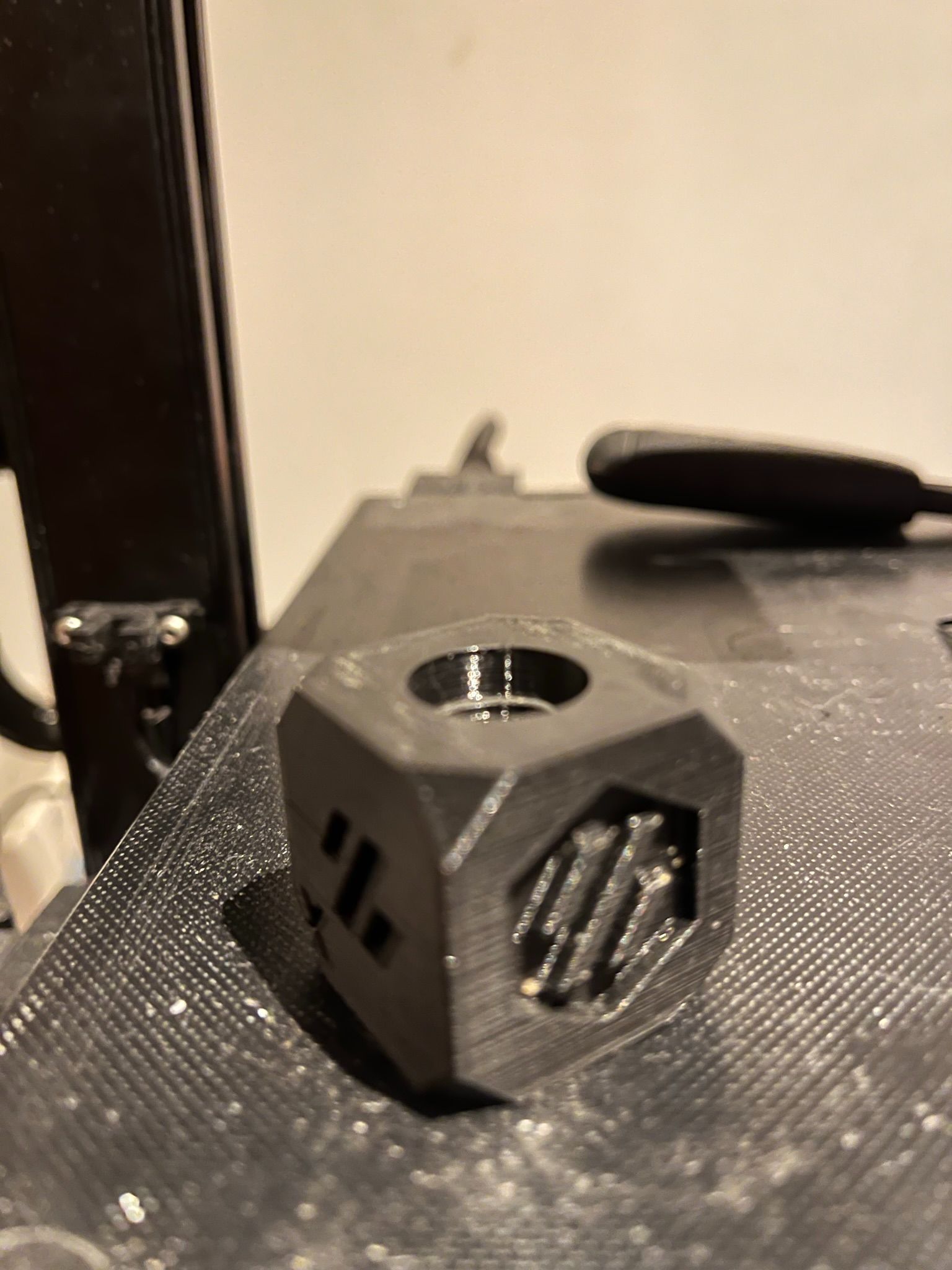
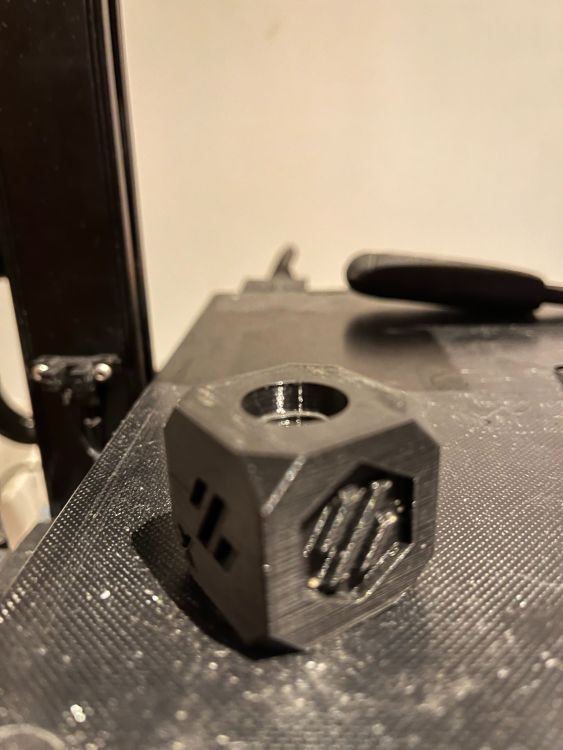
Salutation ! Je n'ai pas cette machine donc je parle sans savoir. Je ne sais même pas ce qu'il y a comme système pour le capteur de nivellement ... du piezzo ? un BLTouch ? autre chose ? La question d'un défaut de fixation ou du capteur en lui même me semble a être étudié ... Et comme toujours l'ajustement des écrous excentriques et de la géométrie de l'imprimante ( pas de jeu là où il ne doit pas y en avoir ... ) , vérifier que les coupleur Z n'ont pas de jeux, que les tige filetès sont bien lubrifié, que le galets roulent bien ... Peut tu nous faire une photo d'une couche initial d'un cube de test ? ( en disons 0.2 mm de hauteur de couche pour cette couche initial. Si possible avec un plateau fraichement nettoyé a l'IPA 99.9% et chauffé a 60°C plusieurs minute avant le début de l'impression, Buse a 200°C et un filament PLA "neuf" ( pas humide) ) Edit > Il peut y avoir une histoire de mode eco sur la machine, a désactiver, car cela coupe la chauffe du plateau et donc n'aide pas.1 point
-
tu fais comme tu le sens .mais tu peux le vérifier en décollant légèrement le bandeau noir en bas : si tu tombes sur la nappe de l'écran ,c'est que tu n'as pas de protection sinon tu en as une1 point
-
Merci @fred5976, décidemment tu es sur tous les fronts Ah zut j'ai pas fait attention en mettant dans cette section. Par contre, question bête, mais comment fait-on pour régler le Z Offset ? Je n'ai pas flashé mon imprimante et suis sur le TFT Rawr, c'était simplement pour avoir le M600. Du coup je ne sais si je peux le faire1 point
-
Bon, j'ai tout remonté, j'ai bien nivelé le plateau, inséré le fil puis dans la procédure de changement de fil : avancement Tout se passe nickel. J'ai aussi réussi à régler les Step de l'extrudeur 100mm tout rond. Par contre dès que j'essaye d'imprimer une target pour centrer le plateau... rien de colle ça fait de la merde et je crois savoir pourquoi... Vu que le fil ne passait pas au bout du heatbreak j'ai mis une goute de lubrifiant sur mon filtre à poussière qui essuie mon fil. Et sur le plateau du coup je remarque des petits endroits bien graisseux donc ça colle pas... normal. Je retire mon filtre puis fait passer une bonne portion de fil par la buse : tout est OK ça graisse plus mais le temps d'aller dans le menu pur imprimer et que l'impression débute : le fil refroidit au bout du heatbreak et du coup ça coince. Je crois que je vais repasser sur l'ancien heatbreak avec du ptfe dedans afin de pouvoir réimrimer "normalement" et me sortir un Satsana afin de remplacer le montage d'origine... Je vais aussi me commander un réducteur de tension pour mon ventilo, j'espère qu'il tiendra jusque là???1 point
-
Il est possible, sous toutes réserves que ce soit la carte électronique à l'intérieur de la tête qui sert à «convertir» la contrainte de la tête sur la plateau qui soit ou défaillante ou à re-régler. Quand je tombe sur des pages dans une langue étrangère que je ne comprends / maîtrise pas, j'utilise pas mal ce lien : https://translate.google.fr/?hl=fr&sl=auto&tl=fr&op=websites Il suffit de saisir l'adresse du site dont on souhaite une traduction (parfois approximative pour certaines langues (chinois, russe, …)). Exemple pour le lien donné précédemment : https://damsteen-nl.translate.goog/blog/2021/04/19/on-strain-gauge-leveling?_x_tr_sl=auto&_x_tr_tl=fr&_x_tr_hl=fr&_x_tr_pto=wapp1 point
-
Oui c'est bien ça. Tu peux cumuler plusieurs choses sur le même bon ex 1 t-shirt et une bobine de filament si tu as assez de Prusameters bien sûr Là je ne sais pas. J'en ai toujours profité pour commander autre chose en même temps. Dans tous les cas tu auras les frais de port à payer @+ JC1 point
-
@Elo Die, Comme l'a souligné @MrMagounet la Ender 3 S1 suffira pour tes besoins, l'économie réalisée sur le budget te permettra d'acheter des bobines de PLA. Si tu envisages par la suite d'utiliser des filaments nécessitant une température plus élevée alors tu peux lorgner vers le modèle pro. La différence de prix reste modeste surtout si tu envisages d'équiper ton plateau d'un revêtement PEI dont la S1 n'est pas équipée de série. Bon achat1 point
-
Petit print ce matin (1h20). Pas de soucis, aucune erreur dans les logs.1 point
-
Hello n'importe quelle imprimante cartésienne de taille moyenne récente ferais l'affaire. Un Ender 3 S1 ( @Lorenzo78 la S1 pro aucun intérêt ici si c'est pour faire de l'emporte pièce, pas besoin de très haute temp°), une Elegoo Neptune 3 pro ou anycubic Kobra fera le taf.1 point
-
Ouais clairement. Pourtant je suis avec un profil en mode vase, à 100mm/s pour le test ADXL manuel. Bref ouais je suis vraiment déçu de l'ADXL ... suis je le seul à voir ceci ? du coup comme tu dis @Foxies j'ai l'impression que pour les deltas ce n'est pas énorme la résonance. La structure est déjà très dure contrairement à une cartésienne c'est vrai. Bon en tout cas le sujet est ouvert ici Sur reddit aussi qqn en parle : c'estr un peu ma conclusion ....1 point
-
Salut et bienvenue sur le forum, Cette partie du forum est réservée aux présentations et non aux demandes/questions. Il va donc falloir faire appel à un des @Modérateurs Globaux pour déplacer ta demande dans la bonne section. J'ajoute que tu utilises une Ender 3 Pro et non une Under 3D pro . D'ailleurs, n'hésite pas à faire une relecture de ta prose pour corriger les erreurs de frappe, surtout dans le titre, afin que ton sujet ait une meilleure visibilité. Pour répondre à ta question, il te suffit de suivre les instructions du constructeur, en fonction de ce que tu as paramétré dans ton firmware: soit tu utilises les 2 connecteurs dédiés au BLTouch: voir cette photo. Dans ce cas la ligne du fichier configuration.h sera commentée: #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN soit tu utilises le connecteur du Zstop pour le retour d'information: voir cette photo. Dans ce cas la ligne du fichier configuration.h sera décommentée: #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN1 point
-
Hello, je passe une cale de 0,3, pas 0,4. Déformation sur l’axe X, Y est nickel. La compensation par la machine est visible à la caméra lors de l’impression. Le remplacement semble une opération assez longue, mais pas compliqué. Reste à attendre fin Mars. J’ai obtenu un retour du support en 4 jours.1 point
-
Tu appuies dessus pendant le déplacement (celui de l'axe concerné bien sûr) si ça s'arrète endstop OK sinon il est HS ou mal branché.1 point
-
Le début de la gloire Je ne savais pas pour la vidéo. Merci @PPAC Effectivement ce modèle me ramène assez régulièrement des Prusameters Bon je vous laisse faut que j'aille poster le super design qui va exploser les compteurs @+ JC1 point
-
Bon.... faut pas tortiller du cul pour droit.... P1p commandé... y a pas trop concurrence vu ce que je trouve actuellement...surtout que j ai autre chose a faire que de la bidouiller,en respectant ceux qui le font .. moi faut juste qu elle me sorte des trucs vite fait qui ne seront que des compléments de choses pour lequel j ai beaucoup plus de taf a faire...(et madame est d accord) Même si histoire de mettre un peu de musique dans le sujet ... elmer food beat : le plastic c est fantastique,.... bon....je vais changer de pièce et aller discuter plus loin alors ... Merci les intervenants passé...et je surveille si il y a des futurs...1 point
-
Oui, c'est vrai pour certaines résines. Mais il faut nuancer. Déjà, si la résine est à cette température, c'est bien. Certains d'entre nous impriment à des températures ambiantes plus raisonnables. D'autres préchauffent leur résine au bain marie par exemple. Personnellement, jusqu'alors, je n'ai qu'une seule résine qui m'a demandé une température "ambiante" assez élevée. Sinon, avec les autres que j'ai testé (anycubic basique, tough, et ABS-like), je reste à la température ambiante de mon bureau. Si jamais, tu constates que tu as vraiment trop de souci, ou que tu ne veux pas chauffer toute ta pièce, tu as la possibilité de mettre dans un caisson ton imprimante avec un petit chauffage d'appoint https://4dfiltration.com/resources/heating-resin-printers.html1 point
-
Bonjour, Petit retour si ça peut aider d'autres personnes. Cela fait presque un mois que j'ai changé le plateau PEI et c'était bien lui qui était en cause... j'avais préféré prendre une marque française en présupposant la meilleure qualité... finalement un chinois marche pour beaucoup moins cher... triste pays... Je n'ai plus du tout aucun problème d'accrochage ou de warping où que ce soit sur mon plateau sans avoir besoin de pousser à l'excès les températures du bed...1 point
-
Alors je viens juste de regarder, ça se dévisse avec les clés fournies et il n'y a pas de bande de garantie en effet. Donc sous le capot, les ventirad sont bien fixés pour moi et le ventilo tourne. Je vais regarder dans le post: il parle de changer le voltage des puces (run_current) si je comprend bien via le fichier de configuration (printer.cfg). Je vais faire un test. Comme préconisé dans l'autre post, j'ai fais un test avec un run_current = 1.300 (pour les moteurs) J'ai fais le print officiel de la vis/écrou (env 2h de print à vitesse 95% et extrudeur 87%), dans une pièce à 21°C. Bilan: le print a bien fini. Je retenterai demain d'autres essais pour voir si ça tient la charge. J'attend avec impatience la canicule de cet été !!!1 point
-
Bonjour, tu as pu mesurer ton défaut au niveau du bed? j'ai aussi mon bed qui est déformé de plus de 0.3 et j'ai fait un ticket aussi. On voit qu'ils n'avaient pas prévu le changement du bed car je trouve cela bien compliqué par rapport a d'autres machines, l'imprimante parfaite sera la prochaine.1 point
-
@Serge62 Les images prises sont en PLA sans le pressure_advence et l' Imput_Shaper Avec cet extrudeur, j'imprime principalement du PLA, de l'ABS, et du FLEX avec une qualité toujours propre. Il peut monté à 310° maximum. Le PETG j'en imprime pas, je ne peux pas te dire ce que cela donnerais, mais, en imprimant de l'ABS, j'ai déjà une meilleur qualité que toi actuellement, en PLA avec le pressure_advence + l'imput_shaper à 100mm/s j'ai obtenu ça: En ABS j'ai fais ça:

 1 point
1 point -
Salut à toi et bienvenue.1 point
-
Ce que propose @Krl, c'est de mettre G11 dans le champ "G-code after pause" (sachant que G90 sert à passer en coordonnées absolues, ce qui devrait déjà être le cas, donc inutile ici) Par contre, comme dit dans la doc, il faut que FWRETRACT soit activé dans le firmware Si ça fonctionne, tu pourrais même ajouter un G10 dans "G-code Before Pause" pour retirer automatiquement le filament, voire toute la commande: G91 \nG1 Z10 \nG1 Y100 \nM300 \nM0 et dans ce cas, dans G-code After Pause: \nG1 Y-100 \nG1 Z-10 \nG11 \nG90 Edit: Sur la S1 Pro, ce problème existait il y a 7 mois, d'après ce sujet. Si tu veux faire une pause pour changer de filament, alors tu devrais plutôt choisir "filament change" et non "pause at height". D'après ce même sujet, le firmware possède le Gcode M600. Il y a donc de fortes chances que tu l'aies aussi dans ton firmware
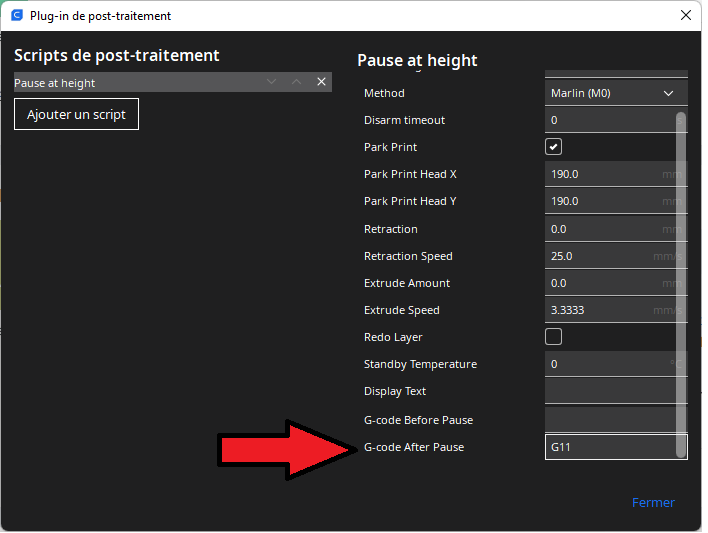 1 point
1 point -
ah yes, ça fonctionne malgré que ce soit incompréhensible Merci beaucoup KpDp_3D1 point
-
As tu laissé le nom d'origine au .bin ? Essaye de le renommer. Je crois qu'il faut qu'il ait un numéro supérieur à la version installée. Je n'ai jamais vérifié si c'était indispensable mais j'ai tjrs incrémenté mes versions en respectant ce principe. Appelle le "firmware202208211530.bin" par exemple.1 point
-
Hey, merci pour votre aide mais cela ne fonctionne toujours pas @fran6p je sais bien que ce système de récupération est un cancer pour les cartes SD mais cela n'explique pas mon problème, il arrive même à une carte neuve au bout de quelques heures d'impression. Même en désactivant le power-loss recovery avec la commande M413 S0, le problème arrive toujours. Pas cool pour mon impression de 9h incomplète du coup @jeff78s j'avais déjà essayé plusieurs de ces pistes : je ne pense pas avoir de problème de mise à la terre, je ne reçois pas de "décharge" mais je peux toujours essayer cette option. J'ai déjà essayé de brancher mon imprimante sur une autre prise, seule sans multiprise, même problème. Je n'ai pas regardé l'histoire du fusible, où peut on le trouver et comment savoir s'il est HS ou pas ? Je pense pas que ma thermistance soit défectueuse, j'ai changé mon hotend il y a tout juste 4 mois. Cela peut être une piste mais j'ai un doute. Est ce qu'un condensateur de mon alim pour être défectueux ? Je partirais bien sur l'option de racheter une carte mère neuve pour espérer solutionner mon problème, même si la mienne à juste 2 ans... Sinon faudrait changer l'alimentation, mais je ne sais pas comment diagnostiquer mon composant en cause car à force de faire le tour vaut mieux en racheter une neuve... Merci de votre aide0 points







.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)