Classement




Contenu populaire
Contenu avec la plus haute réputation dans 12/09/2023 dans Messages
-
Sunlu lance le mercredi 13/09 à 16h (heure française), une nouvelle version de son "séchoir" à filament sur Kickstarter, le Sunlu FilaDryer S4 (ne me demandez pas où est passé le S3 dans l'histoire) : Niveau caractéristiques on a : une capacité de 4 bobines d'1kg (je n'ai pas trouvé le diamètre maximal des bobines) une température maximale de 70°C une répartition plus homogène de la température avec 3 ventilateurs une puissance de chauffe de 330W (annoncé comme 6.9 fois supérieure à la puissance du S2) une fonction permettant un contrôle actif de l'humidité à l'intérieur (si la machine détecte un taux d'humidité supérieur à 50%, elle s'allumera pour le faire baisser) un écran de contrôle similaire à celui du S2 avec des profils préenregistrés suivant les différents matériaux Vous pouvez trouver plus d'infos via ce lien et je posterai le lien de la page Kickstarter ainsi que le prix (le prix Kickstarter et le prix final) quand il sera dévoilé, en sachant que la réduction en passant via Kickstarter ira jusqu'à 38%. Edit avec des informations sur le prix : Pour les 300 premiers, le prix du FilaDryer S4 sera de 79.99$, donc on devrait avoir un prix final de 129$. La page du Kickstarter est ici, je vais peut-être essayer d'en prendre un si je suis à l'heure.
 3 points
3 points -
La tête à Toto ( 0 + 0 …) OK, ne me cherchez plus, je ne suis plus là (en plus il y a un gros orage qui se prépare )2 points
-
Bonjour à tous, Voici mes dernières créations...Toujours modélisées avec Blender. Ce sympathique poisson fait 15 cm de long et est composé de17 éléments... La tirelire Meuuuh, hauteur 13 cm, 15 éléments... Le tiki Big Boss, hauteur 18 cm, deux versions, imitation bois et pierre... la tirelire diabolique, hauteur 13 cm. Là, j'ai repris une pièce que j'ai réalisée il y a quelque temps et l'ai transformé en tirelire...











 2 points
2 points -
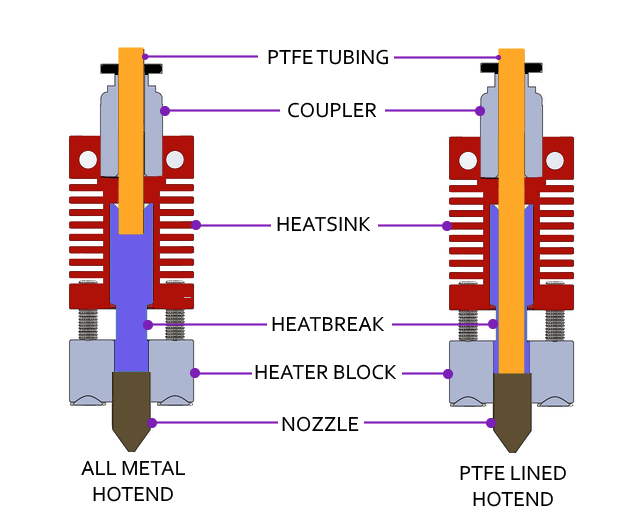
Je propose ce schéma qui explique les deux dispositions du tube ptfe:
 2 points
2 points -
Depuis 3 ans il existe un plugin qui fait ça de manière plus subtile. Il s'agit de Tab Anti Warping +. Je l'utilise beaucoup et une fois maitrisé c'est plus efficace que la bordure. Comme vous pouvez le voir on peut le paramétrer en taille, en écartement et en nombre de couches. Depuis l'année dernière l'auteur à rajouté une option "capsule" pour faciliter le décollement. PS: Précisons qu'il faut moduler la distance X/Y en fonction du matériau et du nombre de couches du disque. Dès que l'on met plus d'une couche avec la distance à zéro c'est tenace ! C'est grâce à ce système que j'ai pu imprimer une partie des pièces fonctionnelles de la Voron en ASA avec une CR10S Pro.
 2 points
2 points -
Oui, mais pas que. Le MVS est fortement liée à la pression maximale que l'extrudeur peut appliquer avant la sous-extrusion. La cohésion des couches entre aussi en ligne de compte, car un filament extrudé rapidement sera plus chaud à l'extérieur qu'à cœur, et dans le cas extrême le filament ne fond plus assez vite pour sortir par la buse, le transfert thermique prenant un certain temps... Il suffit de se représenter une buse de 2mm par exemple, le filament pourrait en sortir à toute vitesse sans limite de volume par seconde, mais il ne serait pas très fondu. Pour le PETG, généralement donné à 8mm³/s pour une buse laiton de 0.4mm, je suis capable de pousser à 24mm³/s avec une buse cuivre plaqué nickel de 0.6mm, avant de commencer à rogner le filament. Mais les qualités mécaniques sont exécrables. Avec une buse "high flow" il est certainement possible d'atteindre le même MVS, tout en ayant une bien meilleure homogénéité sur la température interne du filament extrudé. Pour le TPU, une buse plus grande permet d'aller plus vite, principalement parce qu'à pression égale, le MVS est plus élevé (ou à MVS égal, la pression est plus faible). Ce qui évite au filament de s'entortiller autour de l'extrudeur.2 points
-
Pour des petites séries, ils y a de nombreuses possibilités hors usinage: moule silicone ou imprimé, rotomoulage, thermoformage, compression, etc.2 points
-
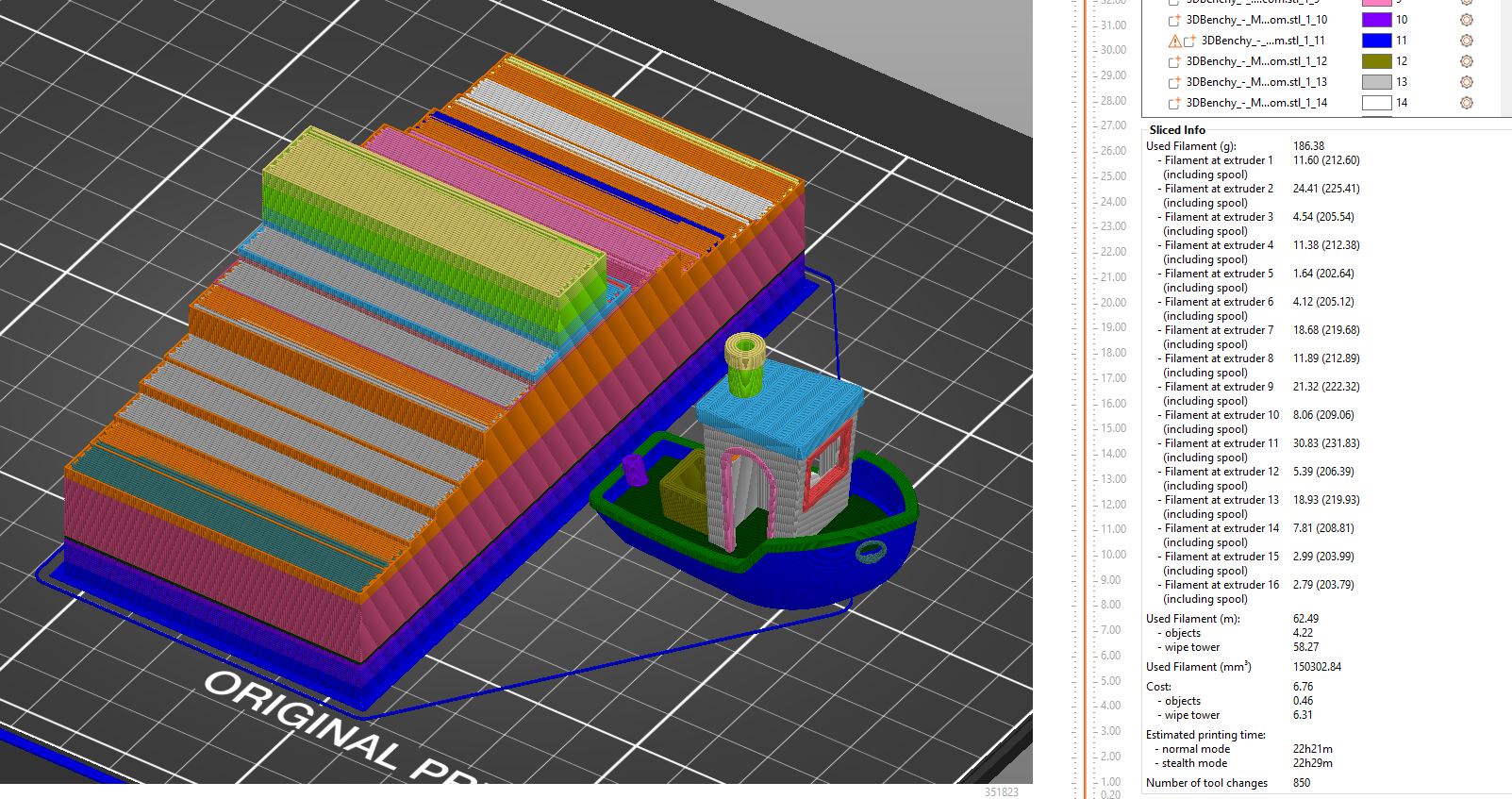
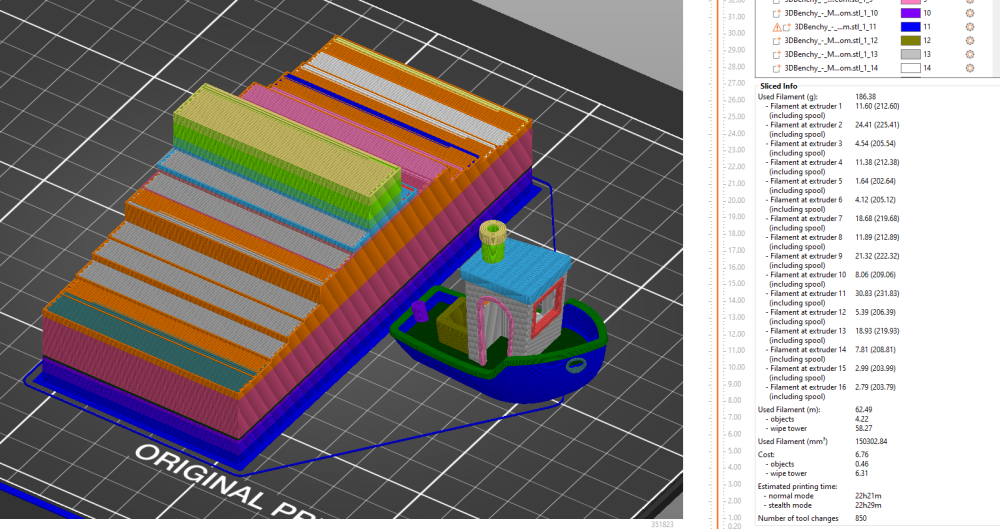
Mais surtout, ce qui est extrêmement précis sur le positionnement des couleurs. Car @goym s'interroge sur la facilité d'imprimer 16 couleurs là où lui galère avec seulement deux. Mais oui, bien effectuer des simulations avant de se lancer. La quantité de pertes pour une impression 16 couleurs en mono-extrudeur avec les technos actuelles pourrait bien vous faire faire une attaque. Une petite simulation au pif sur PrusaSlicer avec 16 couleurs (je ne connais pas le slicer de bambu ni la quantité de purge) : 12 grammes pour le benchy et 174 grammes pour la purge. Bon c'est un peu extrême comme exemple, mais ça pourrait être pire...
 2 points
2 points -
Le guide «ultime» de calibrations / étalonnages du «Dieu» Ellis a cette page concernant votre questionnement. Il y a également cette vidéo «ancienne» de Stefan «CNC Kitchen» dont j'adore l'accent qui me permet de comprendre l'anglais sans avoir besoin de mettre de sous-titres. De rien2 points
-
« La route est droite, mais la pente est forte» Raffarin J.-P. Pas le temps de m'en occuper: tests de matériels, lectures , un peu de tâches «ménagères», manger, se reposer, journées de seulement 24 h, heureusement que je ne pratique pas de sport2 points
-
J'ai essayé (sous Debian) et le logiciel plante purement et simplement passées les quelques premières étapes (donc très vite). J'avais remarqué cette différence effectivement. Merci. Et j'ai réussi avec quelques bricolages à imprimer comme je le voulais. Je vous mets les photos des chats (fichier fourni par Creality dans la carte SD et que j'ai imprimé en 200% avec les réglages de la machine)...difficile d'avoir une photographie lisible avec le blanc, mais bon...(les photos sont utilisables à l'envi)...! Les impressions sont très adhérentes, presque trop. J'enlève donc la feuille magnétique à chaque fois pour la tordre un peu, mais n'est-ce pas un comportement qui risque de la fragiliser ? Ça m'oblige aussi à faire à chaque fois une calibration il me semble. De plus, la remettre en place est peu pratique puisque la tête gêne sa mise en place et que la feuille se retrouve très vite aimantée par le plateau (que j'ai déjà rayé du coup ! )...Des astuces quelconques pour ça ? Avec la CR-10, j'y allais comme une forcenée à la spatule, mais là, j'évite...

 1 point
1 point -
Le lien est privé . C'est peut-être top-secret1 point
-
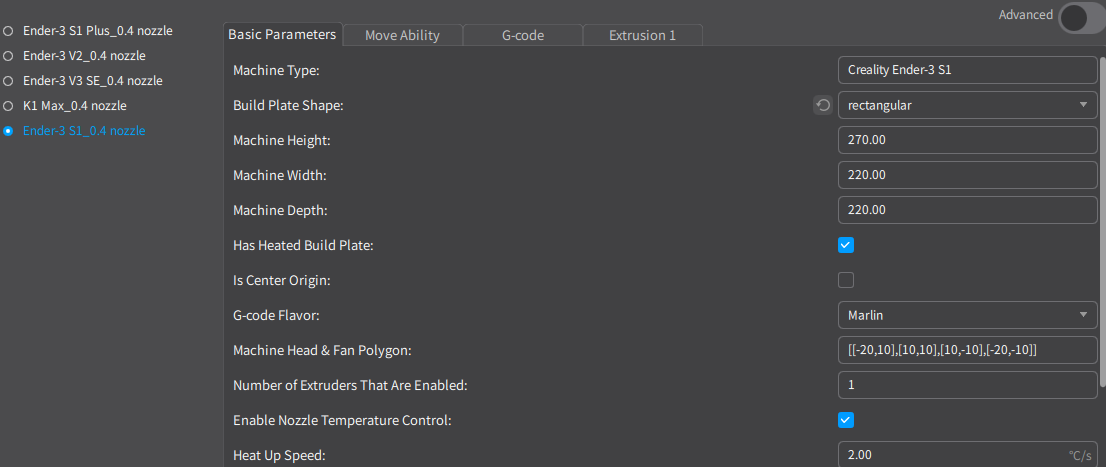
@Colinette en regardant sous creality print, les paramètres machine head and fan polygon, ce sont strictement les mêmes pour la ender 3 V3 SE et ender 3 S1. Donc on pourrait en déduire que les paramètres pour la tête d'impression de Cura pour la S1 sont valides pour ender 3 V3 SE. Tiens c'est aussi les mêmes pour la K1 max (creality print) edit : pour comparer et bien dans Cura et creality slicer pas de K1 !! mais les mêmes pour la ender 3 V2 stock pour CURA et itou avec Creality Print. De toute façon pour les K1 Cura ne connaît pas le parfum Nebula
 1 point
1 point -
très bien je reviens vers toi j'ai fini MERCI !!! je savais qu'en venant ici j'aurais une bonne réponse mon firmware c'est installer nickel encore merci1 point
-
Salut, Est-ce que tu peux fournir ton fichier Gcode? Ben non, c'est déjà fait!!!! Edit: promis, je vais écrire 100 fois: "je dois apprendre à lire correctement "1 point
-
Salut, Tu n'as pas essayé de télécharger ton firmware sur le site de Creality ? Zut, encore grillé par @pommeverte !1 point
-
@pommeverte Finalment la mission est arrivé a bout... Merci pour tout ton aide vraiment incroyable!! MERCI (justification de l'éreur que j'avais, présente sur l'image en dessous; Le probleme était le M43 au début du Gcode, car l'écran devenait comme ça en attendant le (teste du 3d Touch) Aprés désactiver sur le Gcode inicial, l'impreéssion se lance sans soucis Encore Merci infiniment pour tout!!1 point
-
Heu mais le terme va... aussi. Fallait lire la droite de ma gauche , en fait je prenais exemple sur le "heatbreak" "full metal" de ma S1, ou le ptfe ne rentre point dedans.... , mais si des "full métal" ony un peu de ptfe qui rentre dedans...........ben... C pas full à mon sens.... Bonne idée.. Ca me va très bien, c'est clair et compréhensible..... Là, tu cherche les problèmes Bah, il suffit d'enlever le texte sous l'image, à mon sens cela devrait suffire, non ? Celui qui ne comprends pas qu'un nounours en gomme, est plus tendre qu'un casque de chantier Faut juste préciser dans la définition que la lettre suivant le chiffre donne l'échelle de dureté, de toute façon en impression 3D, à moins que je me trompe lourdement c'est l'échelle A qui est employée. Le A est pour les matériaux les plus souples, la D pour les matériaux plus rigide que la A la "Shore 00", mesure les caoutchoucs et les gels qui sont très mous.1 point
-
Ah oui c'est plus explicite, autrement pour le all métal il y a ce schéma là1 point
-
Avant de poster j'ai cherché où j'avais dégotté ça mais désolé je ne retrouve pas. J'ai gardé ça sous le coude pour préparer mon "papier" sur les filaments allégé.1 point
-
On ne réusine pas les pièces injectées, elles sont suffisamment précises. Exemple : les vannes d'eau à boisseau sphérique au compteur d'arrivée extérieure sont intégralement en plastique sans aucun usinage et elle sont testées à 14 bars, elles remplacent celles en laiton qui étaient faites en fonderie puis usinées.1 point
-
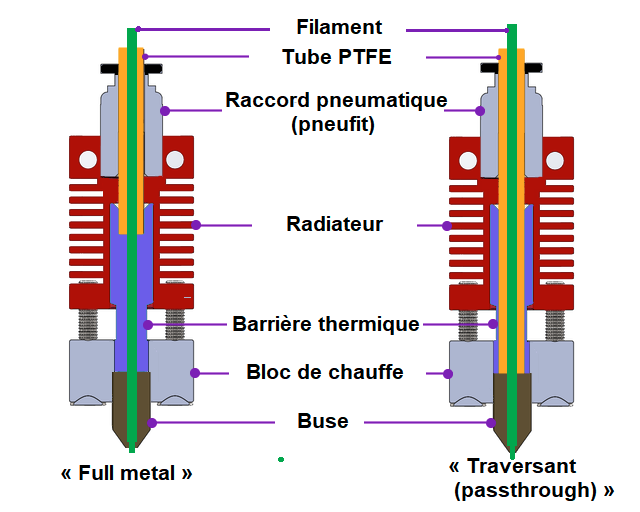
Depuis le temps qu'on utilise le terme de radiateur pourquoi vouloir absolument changer ? Un radiateur dissipe la chaleur, non ? C'est généralement ce que l'on place sur les puces des pilotes moteurs, sur les puces de contrôleurs, … Pas tout compris L'image de droite correspond à la barrière thermique «passthrough»: le PTFE la traverse de part en part jusqu'à la buse. Nombre de barrières thermiques «full metal» accueille une partie du PTFE Ça permet de guider le filament. Pour la dernière phrase … J'ai ajouté le filament dans les images (méthode «La Rache») :
 1 point
1 point -
J'allais dire que des images iraient mieux que des tonnes de textes, sauf que sur l'image de droite, il serait intéressant que le PTFE n'entre pas dans le "heatbreak", pour un full métal ça la fou mal. Ensuite pour "heatsink" je verrais bien le terme dissipateur thermique, ce qui concorderait avec les photos. Le filament guidé par le ptfe traverse le heatsink, puis le heatbreak, fond ensuite dans le Heaterbloc pour y être déposé par la nozzle.....sur le bed, z-offseté, le tout avec l'accent du Pays du sirop d'érable C'est le GueroLoco1 point
-
@Funboard29, l'idéal serait de traduire ce schéma (forum en langue française, j'y tiens ).
 1 point
1 point -
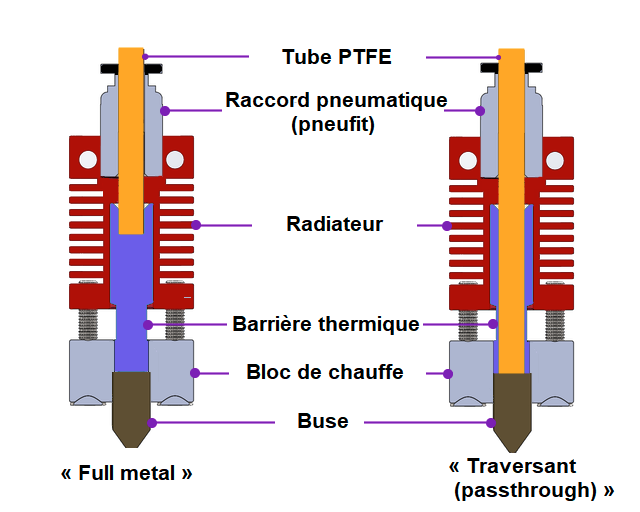
Nouvelle proposition (v0.4) pour HeatBreak
 1 point
1 point -
Tu n'es pas le seul Ça fait surtout parler de cette marque Le mieux est d'attendre et voir alors ce qu'ils vont réellement faire (bien que je doute que les explications soient détaillées). Franchement vous êtes si nombreux à faire du multicouleurs ? D'autant plus que préparer une pièce pour du multicouleurs n'est pas aussi simple que pour une seule.1 point
-
Si si C'est le radiateur qui est refroidi (et par extension la tête mais la tête est bien plus que ce radiateur).1 point
-
Heu oui excuse moi, ma vue baisse, le tube PTFE fait bien 4mm Mea Culpa écris " tête refroidie dynamiquement par un dispositif extérieur" comme ça le fan de water cooling ne se sentira pas exclu1 point
-
ou compléter Je ne garderais que les deux premiers heatbreak + barrière thermique (et ajouterais simplement en taille 8 et italique que certains préféreraient un des trois autres thermes ( brise chaleur, coupe chaleur, rupture (plutôt que rupteur) thermique), le consensus s'étant plutôt établi sur «barrière thermique» idem pour supprime mon trait d'humour : également : Modifie : Sinon, j'aurais gardé le lien Wikipedia pour la température de transition vitreuse1 point
-
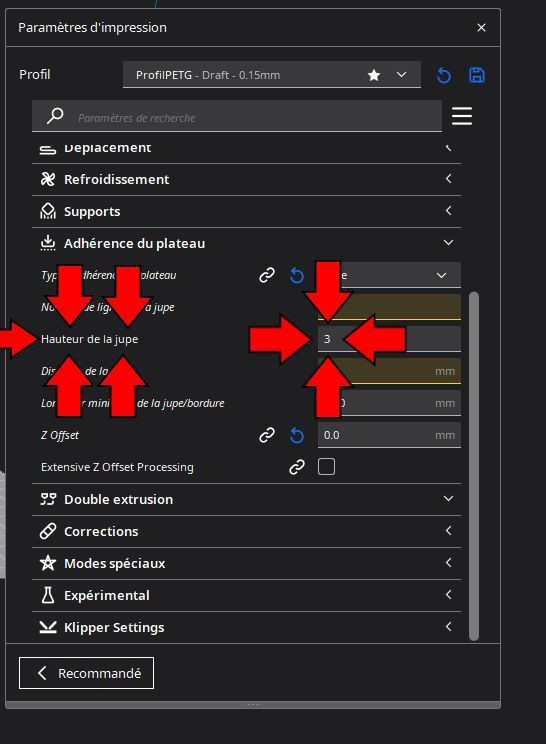
Salut, Voici une 2ème info: tu trouveras un indice très, sûrement trop, bien dissimulé dans cette copie d'écran . A toi de le trouver, bonne chance, ce n'est pas évident! PS: oui, c'est nouveau
 1 point
1 point -
Si tu permets bien sur....1 point
-
La peinture tient parfaitement sur l’ABS poli. je fais beaucoup de pièces en ABS à l’usine, elle sortent de moules poli-miroirs donc super lisses et brillantes puis mon client les peint sur des lignes robotisées sans problème.1 point
-
Siphon a chaleur !! Est bonne !!! Tu parles d'un "Heatsink" ? (Dissipateur thermique) ou d'un Heatbreak ? que je traduirais par "barriere thermique" ??1 point
-
Le sablage ne fonctionne pas, j'avais au boulot une cabine avec microbille, j'ai essayé sur du pla et du petg, ça fait de la merde si on reste trop longtemps et rien si on reste pas assez (j'avais mis des photos sur le forum mais je sais plus où) J'ai déjà peint de l'ABS lissé a l'acétone sans souci mais je ne sais pas si la peinture a résisté dans le temps.1 point
-
Bonsoir, Merci à tous pour vos conseils. J'ai monté l'imprimante ce soir en 20 minutes, déballage compris. Je n'ai eu qu'un souci de précision quand il s'agissait de bloquer le câble qui va à la tête ; il faut le glisser dans un petit goulet et j'ai trouvé l'opération assez approximative (mais je suis toujours trop prudente avec la nouveauté !). J'ai pu tester l'auto-leveling et mes résultats sont moyens il me semble (1,1mm d'écart en diagonale). Il n'y a rien à faire j'imagine. Il y a une petite LED colorée dans la tête, c'est joli.
 1 point
1 point -
Merci ! Au final j'ai fait la modif hardware plutôt. 2 fils ne suffisent à priori pas, c'est l'option que j'ai testé en premier, ça m'a fait planté la CM, obligé de reset le firmware pour débloquer (j'avais que des erreurs V87 de mémoire, même en remettant d'origine). Là j'ai inversé l'ensemble des pins en miroir et ça fonctionne depuis 2h30 (impression de 4h)1 point
-
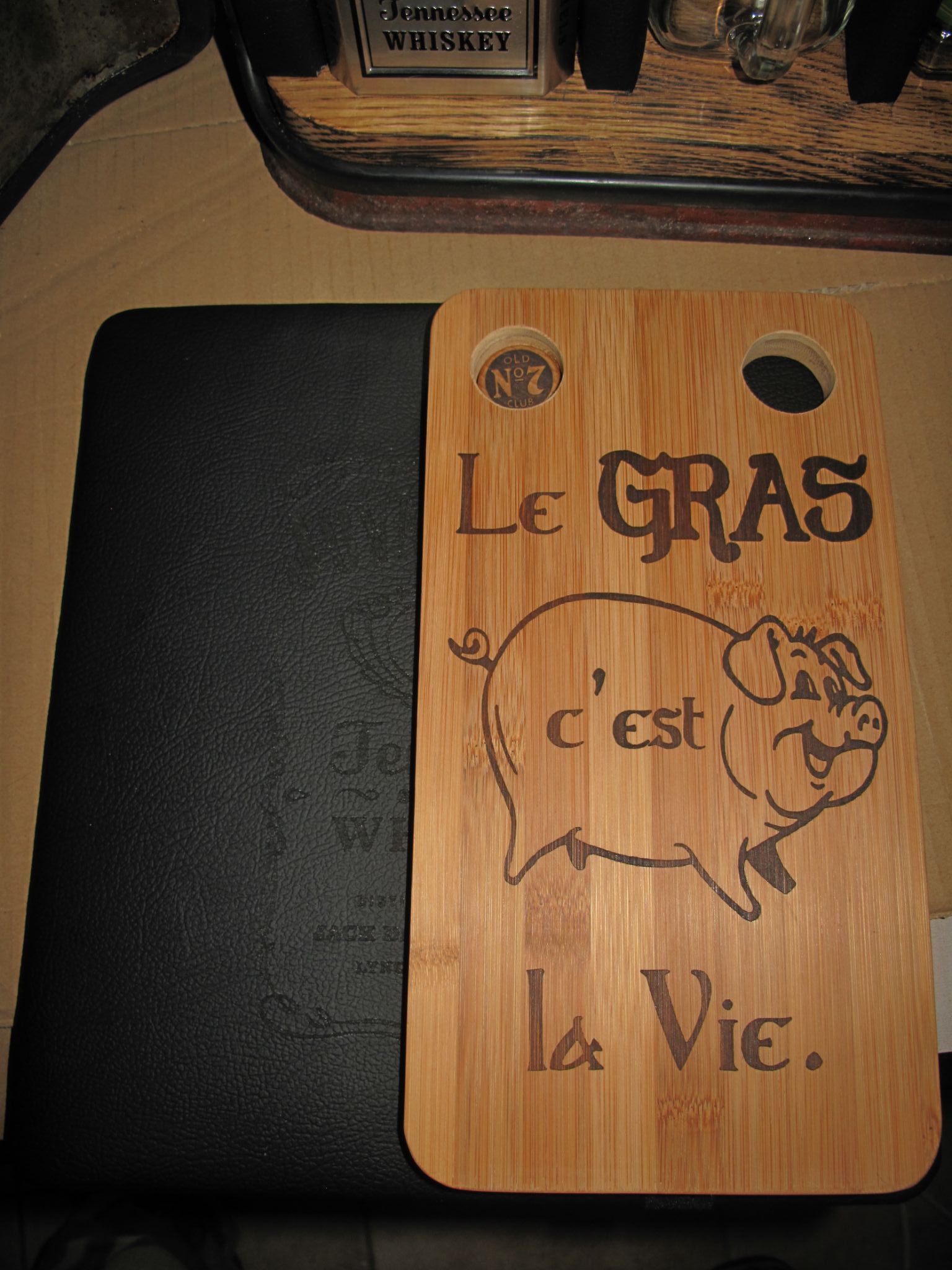
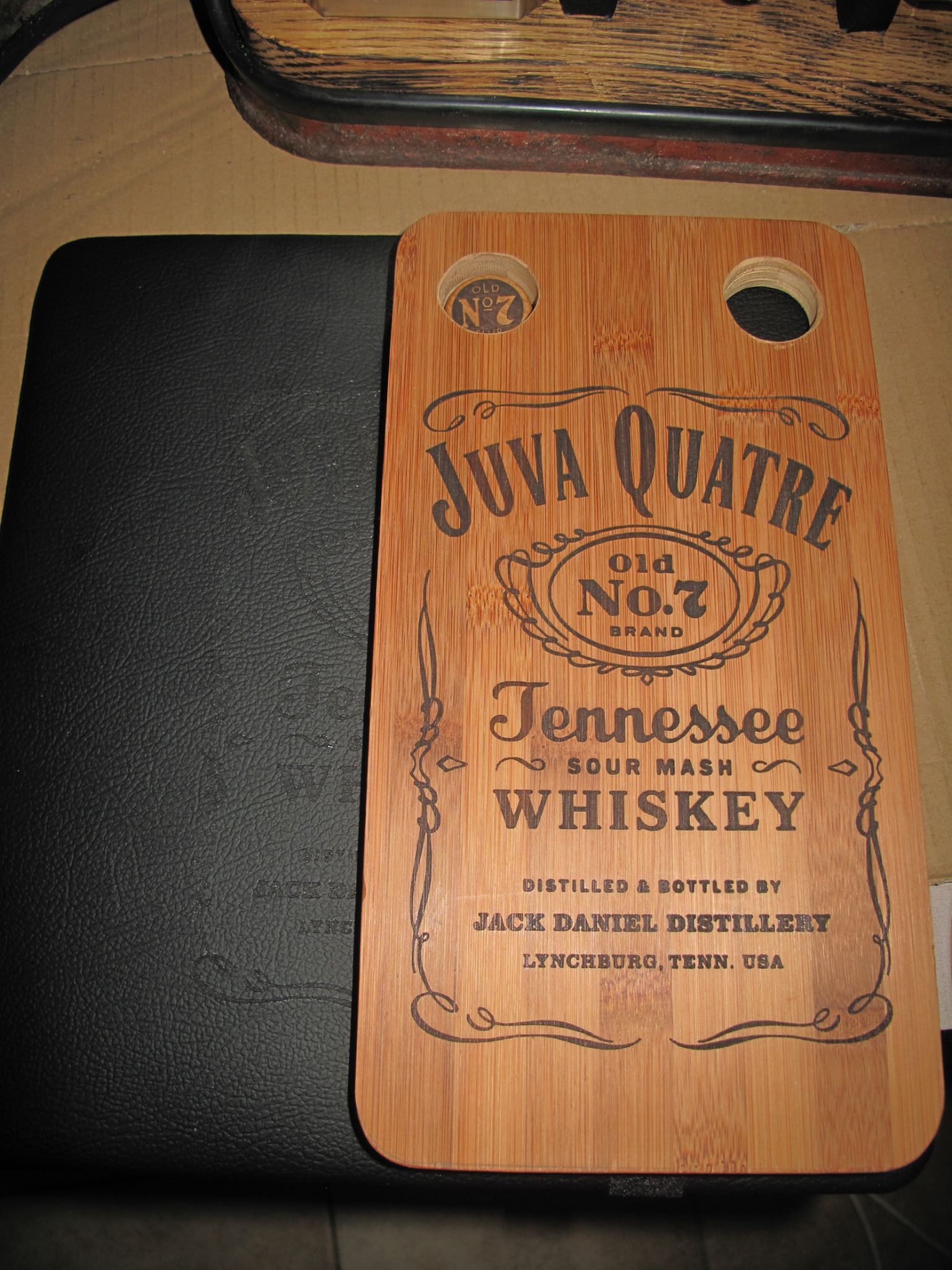
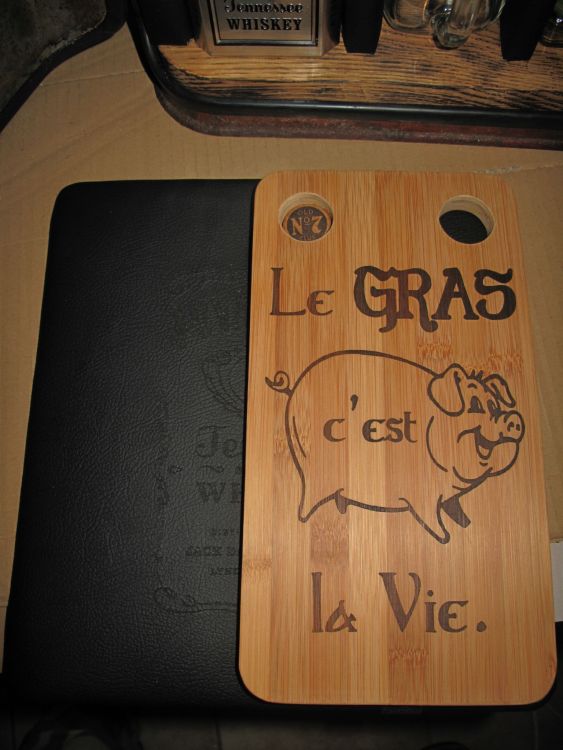
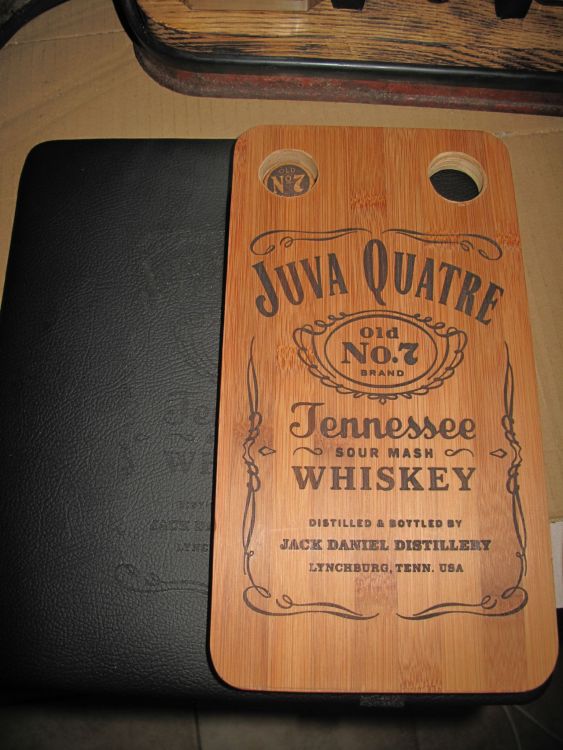
Gravures sur la planche finies
 1 point
1 point -
Désolé j'ai eu un weekend chargé. Merci de ta réponse @isidon Wow je ne connaissais pas la GK2 mais c'est clairement pas le même budget ^^ Pas mal le coup du tapis chauffant ça peut être une idée même si j'ai un peu peur de la conso électrique. Je vais voir pour la rapatrier à l'intérieur en hiver après négociation avec Madame... ^^ J'en profite pour te remercier pour ta dernière vidéo sur la Mini 8ks. Je l'avais un temps envisagée mais ça me conforte dans mon achat1 point
-
Bon, j'me lance ! Dispo le 20 sur la boutique Bambu
 1 point
1 point -
J'ai donné le GCODE en lien google drive dans le premier message https://drive.google.com/file/d/1oMzOE9qWUtcouphB7HIO_r1hwioGjME8/view?usp=sharing J'étais devant l'imprimante lors des cinq dernières minutes Elle a terminée la couche et a terminé l'impression comme si la pièce était finie (alors qu'il restait encore des couches à imprimer) d'ailleurs ce qui était bizarre c'est que l'imprimante c'est arrêtée en affichant que l'impression était terminée (zéro heure zéro minute restante lors du tout dernier mouvement d'impression) L'image de @Kachidoki est intéressante, car en faite l'impression c'est arrêtée AVANT la zone bleu, dans le vert, c'est à dire que la dernière couche imprimé est d'un seul tenant (les oreilles ne sont pas encore séparées du sommet du crâne)0 points