Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/07/2024 Dans tous les contenus
-
Bien joué Le carton fait plus de 1m de haut, c'est assez impressionnant à réception quand même pour un accessoire2 points
-
Un convoyeur ?2 points
-
Tout juste reçu ! Sans indice pour l'instant :d
 2 points
2 points -
Je viens de rajouter ça dans mon tuto.2 points
-
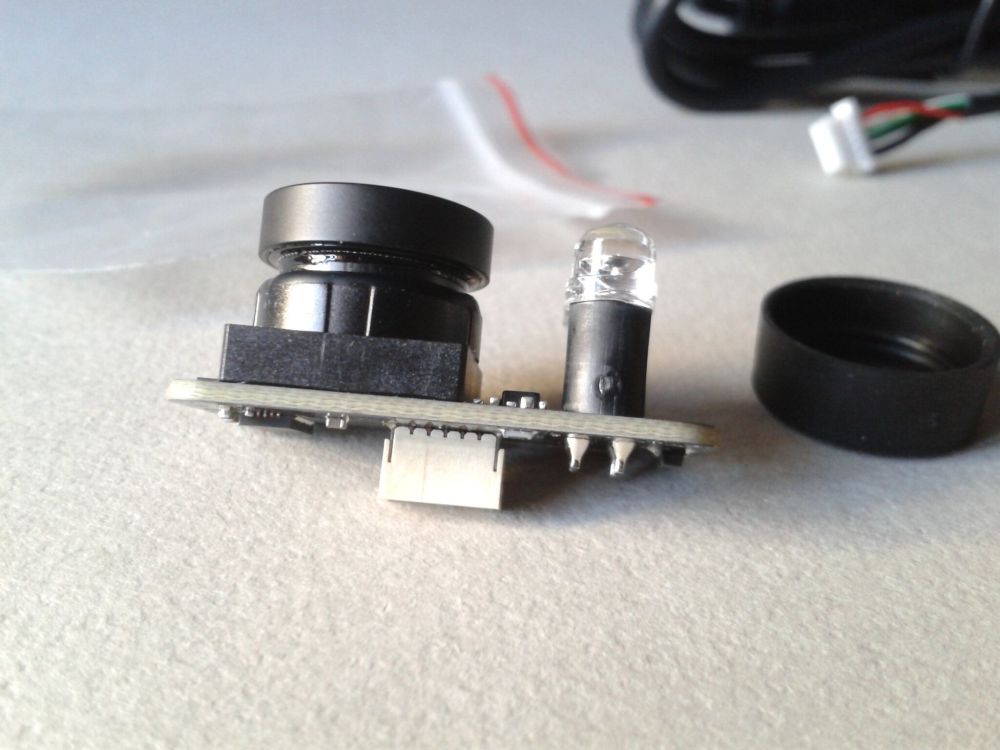
Oui, mais, je n'ai pas encore trouvé comment allumer les LED de la caméra pour l'instant. ni via l'écran de contrôle de l'imprimante (Pas de menus qui parlent d'option pour la Caméra avec le firmware actuelle) ni via l'interface de surveillance de la machine sous AnycubicSlicer v1.4.4. (on peut juste cliquer sur "Play" pour activer la caméra quand elle est branchée) ( Mais, je n'ai pas vérifié avec l'APP d'Anycubic, car je n'ai toujours pas de smartphone suffisamment récent pour l'installer… donc peut-être qu'il y a moyen d'allumer les LED de la caméra, mais là, je ne sais pas. )2 points
-
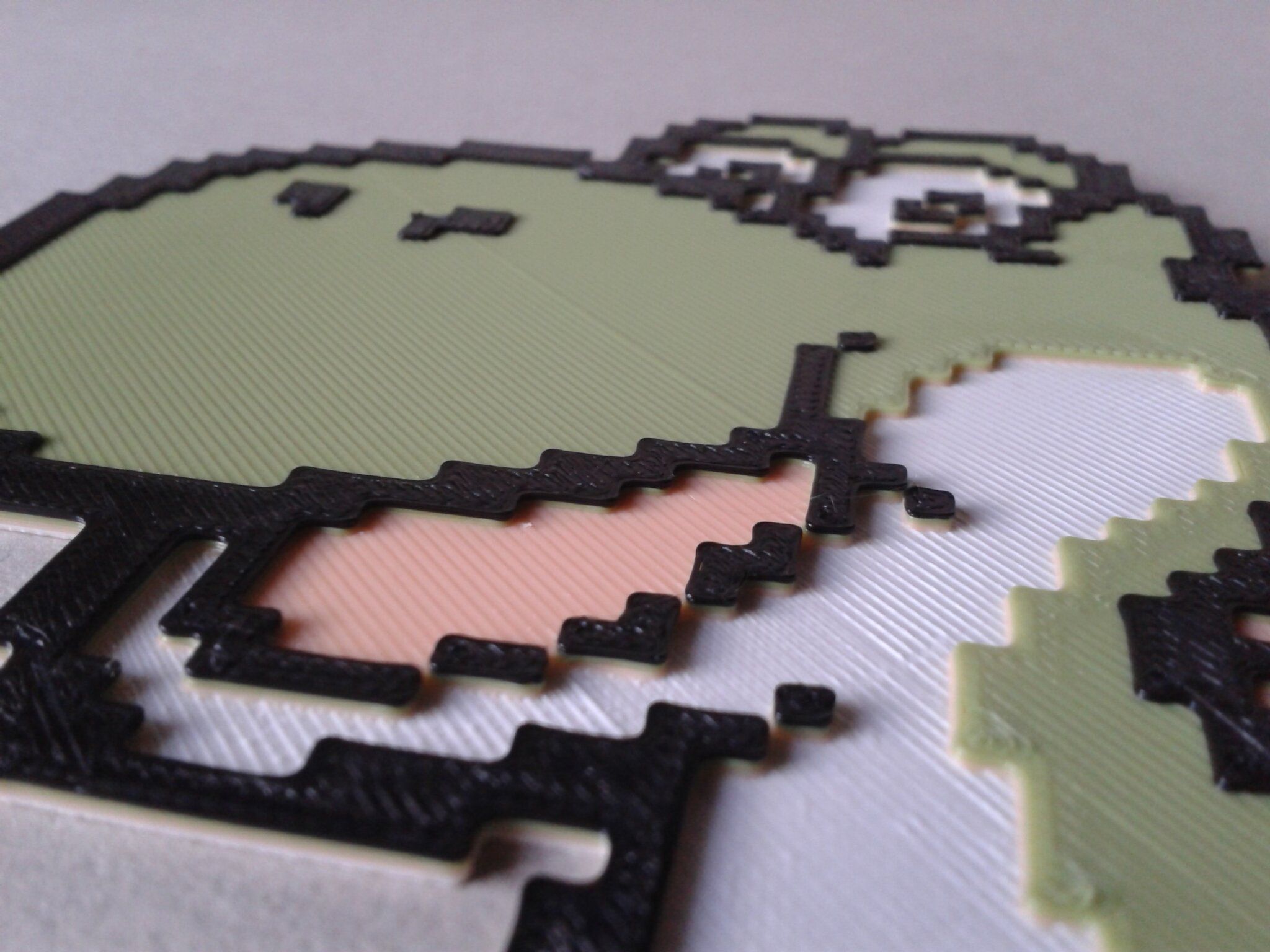
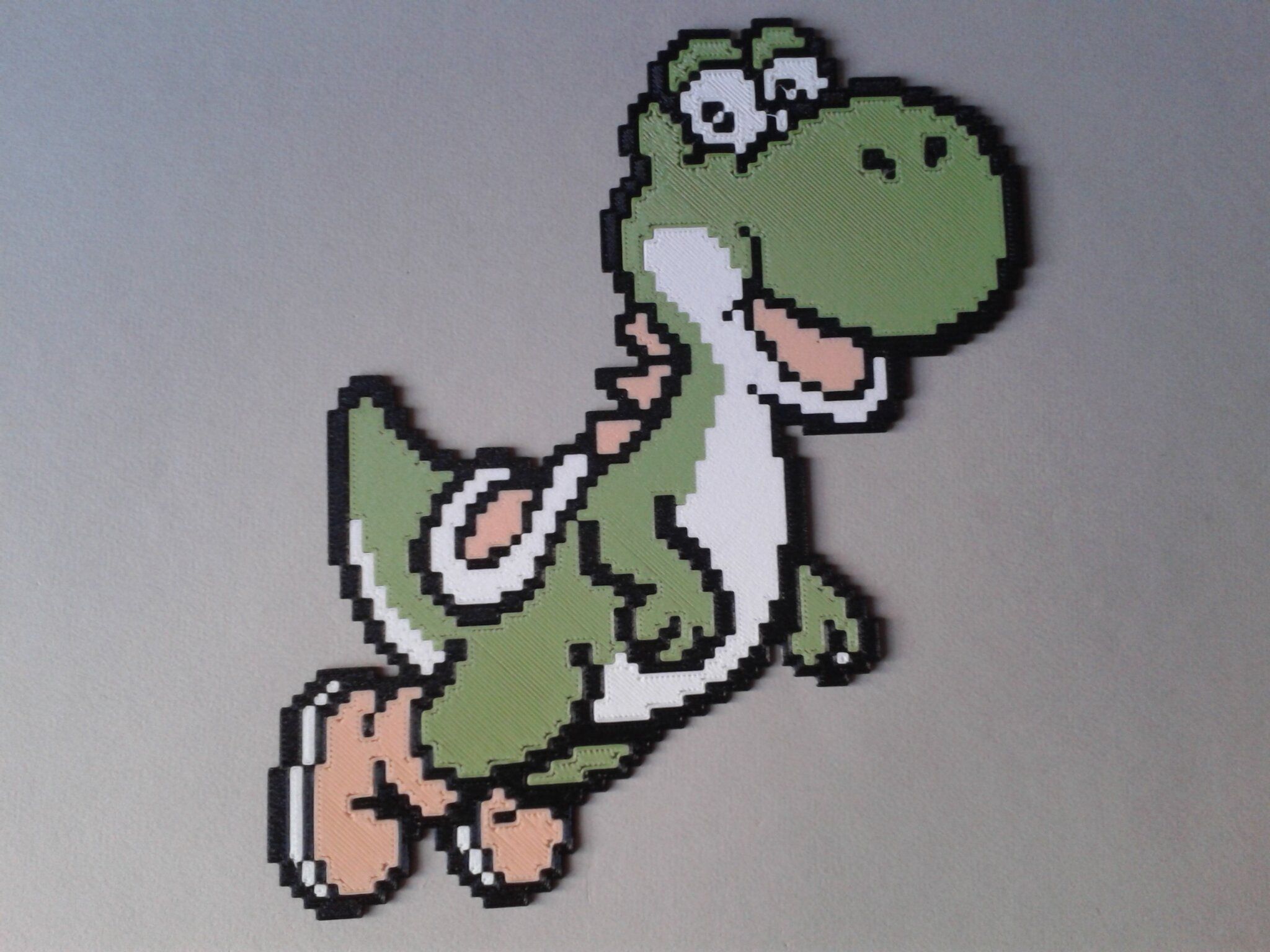
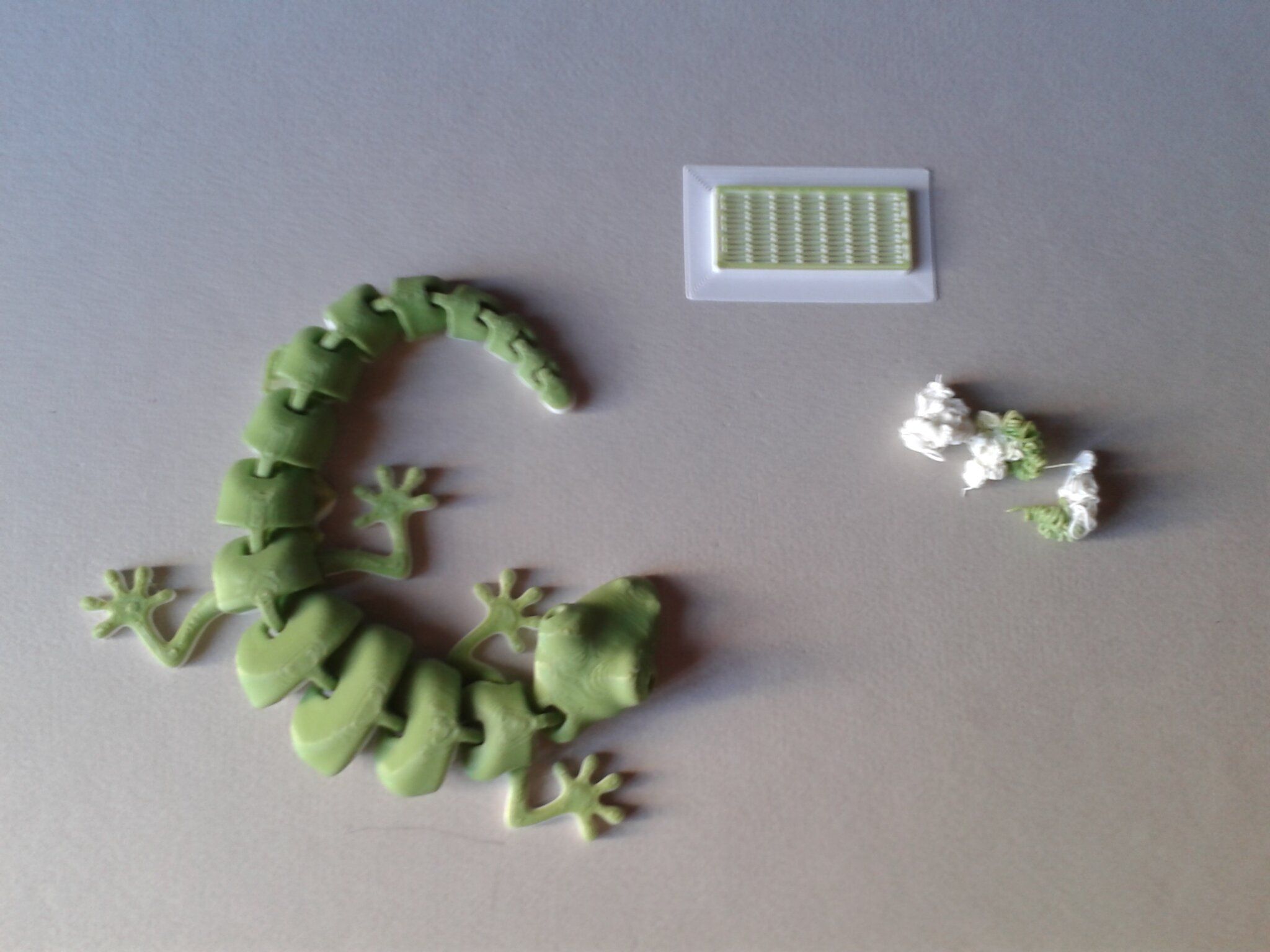
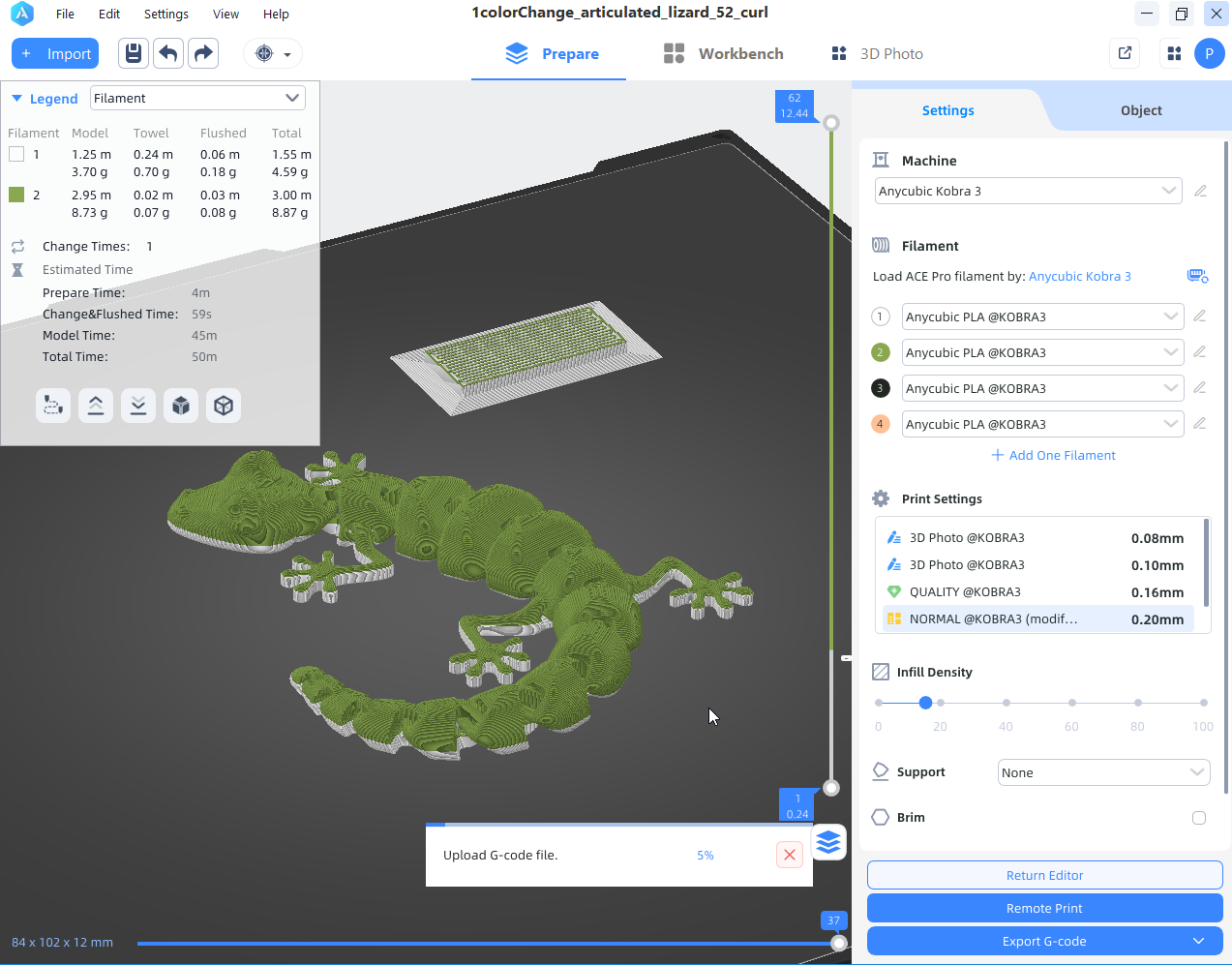
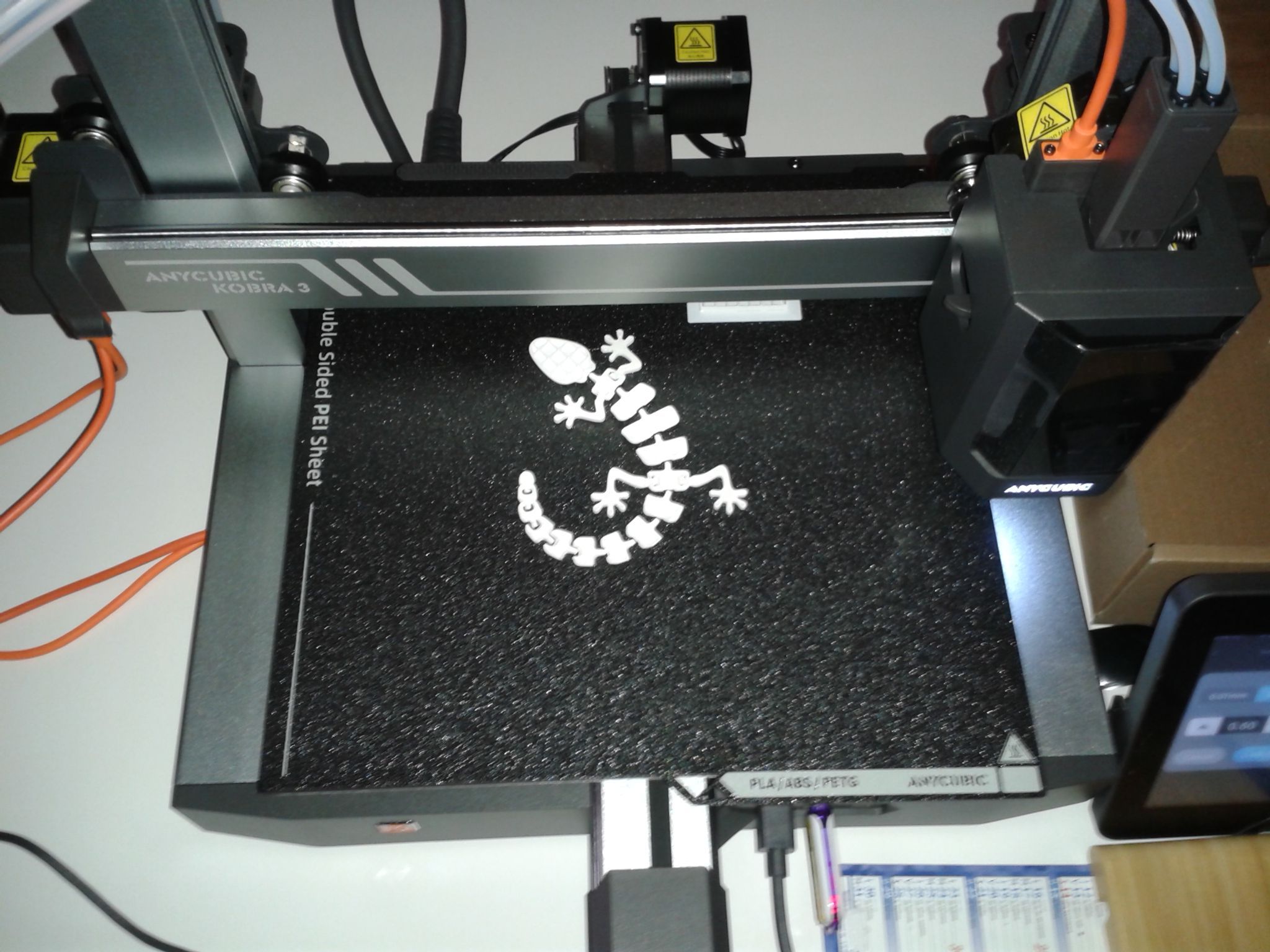
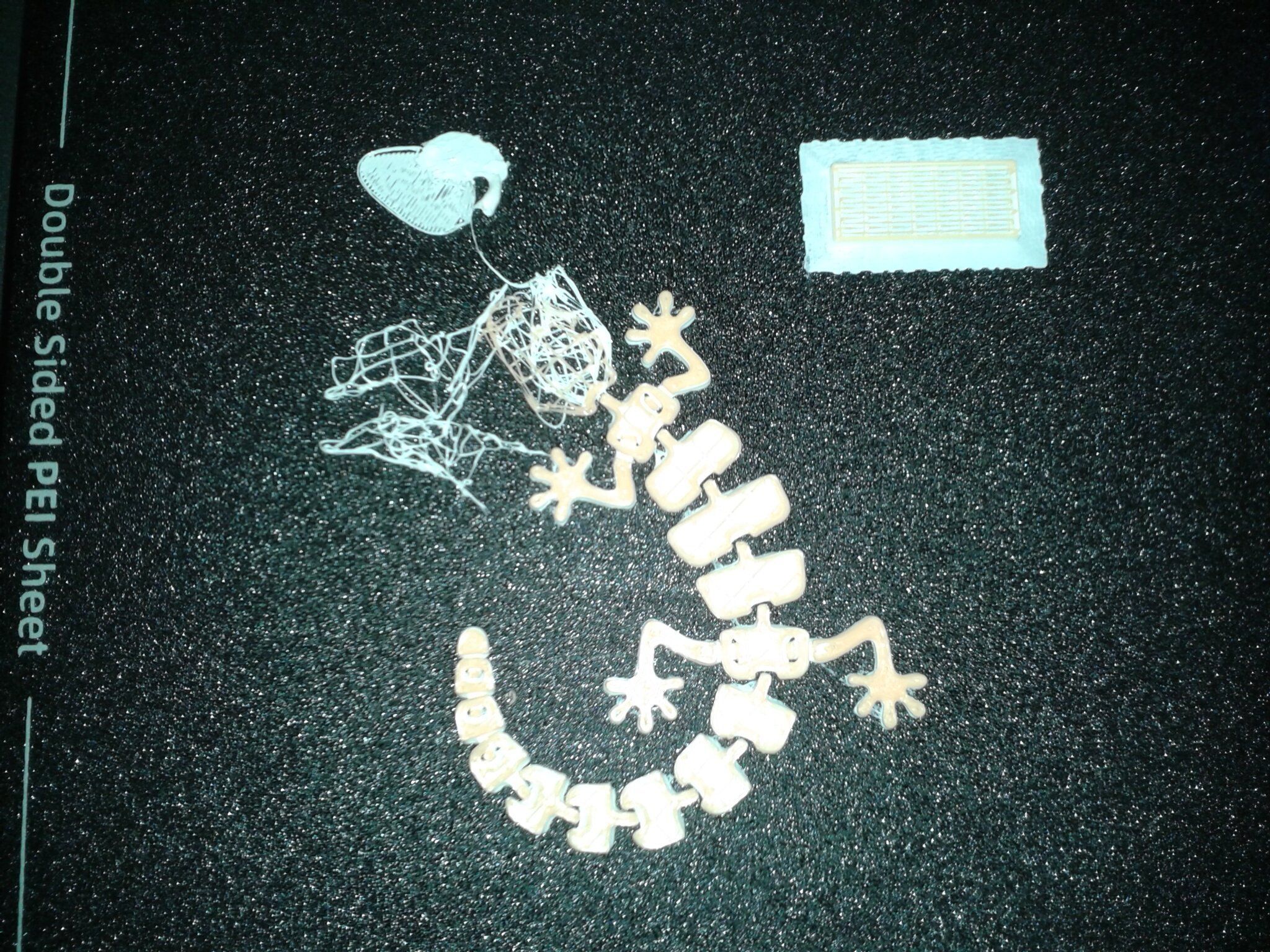
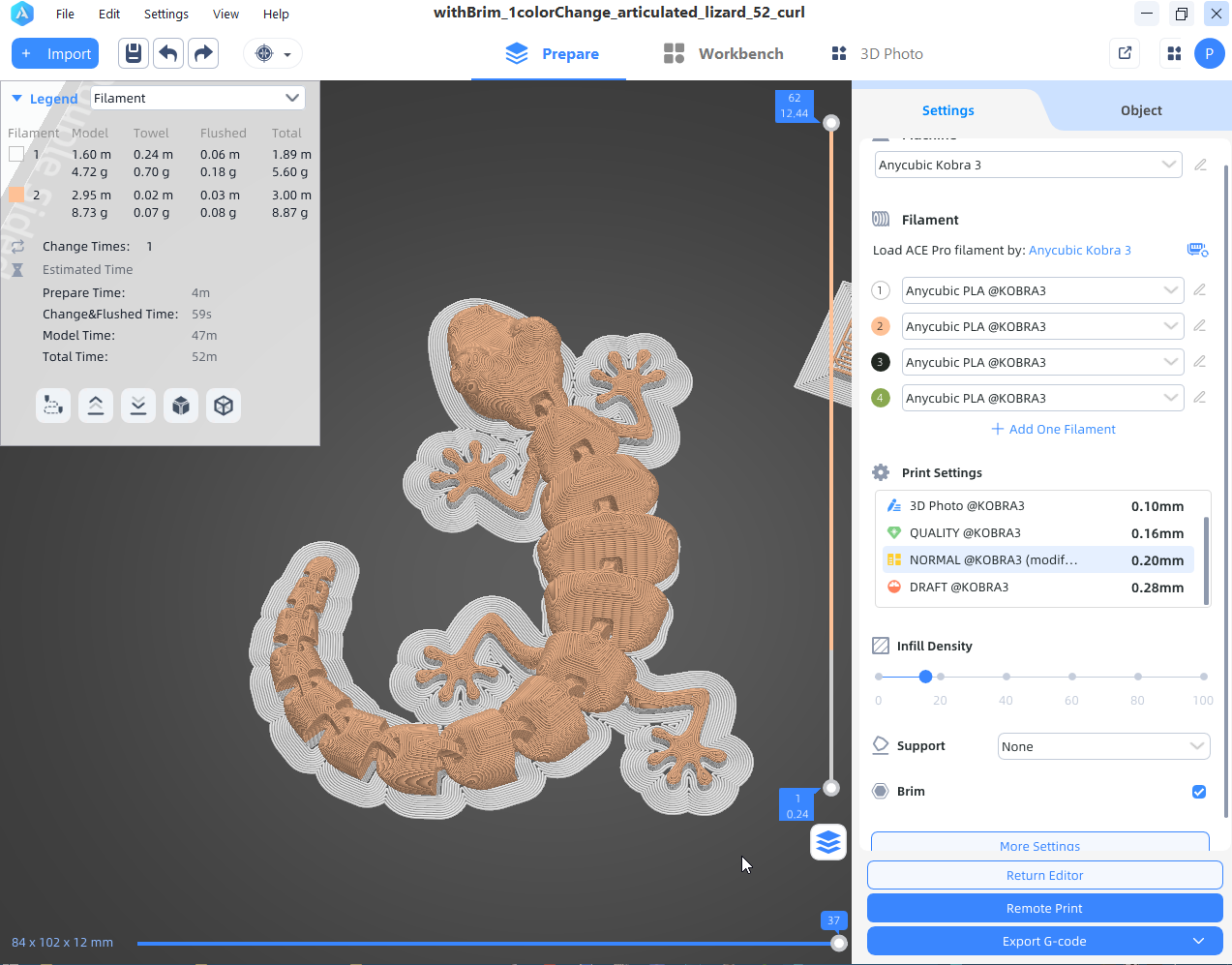
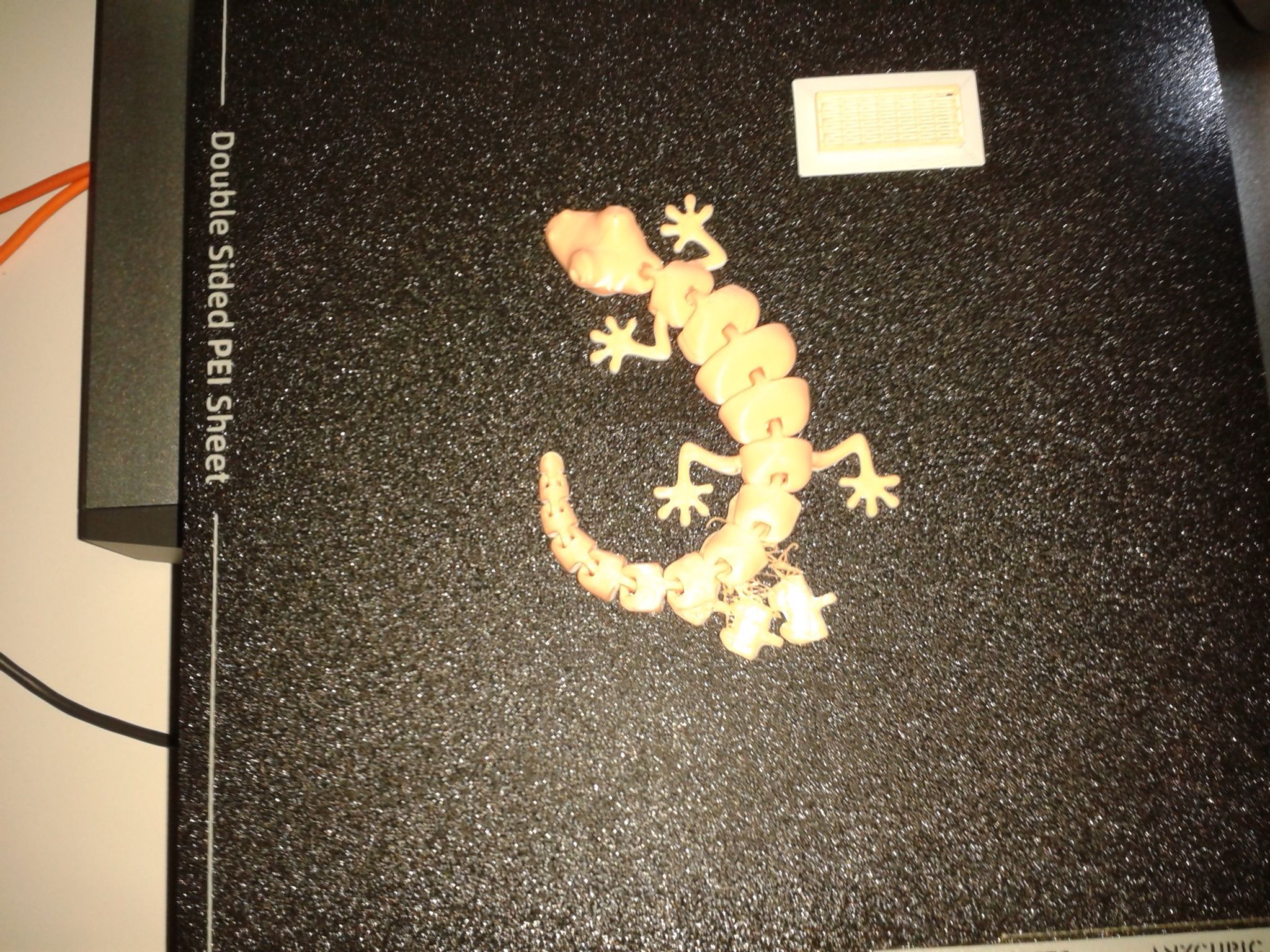
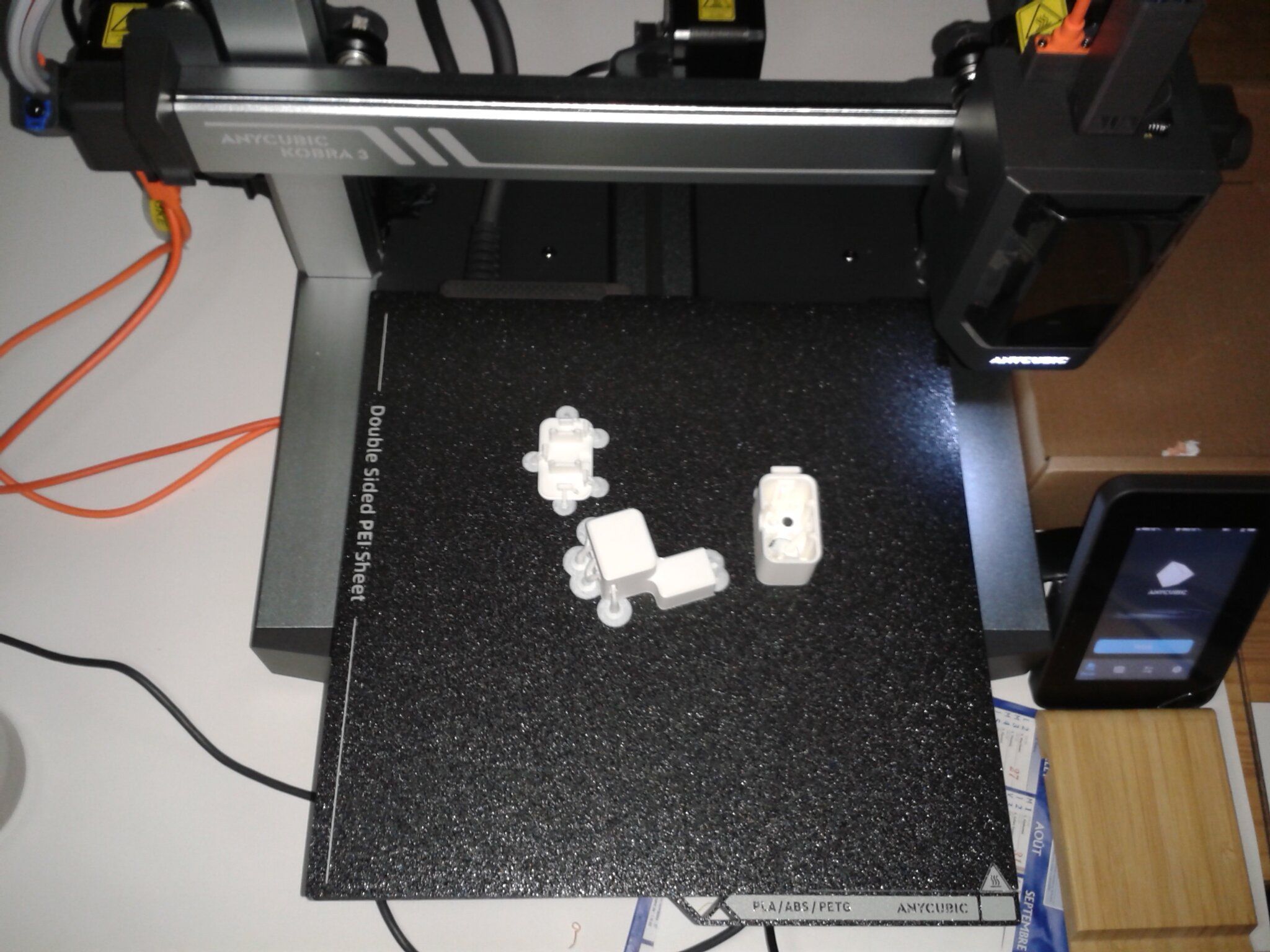
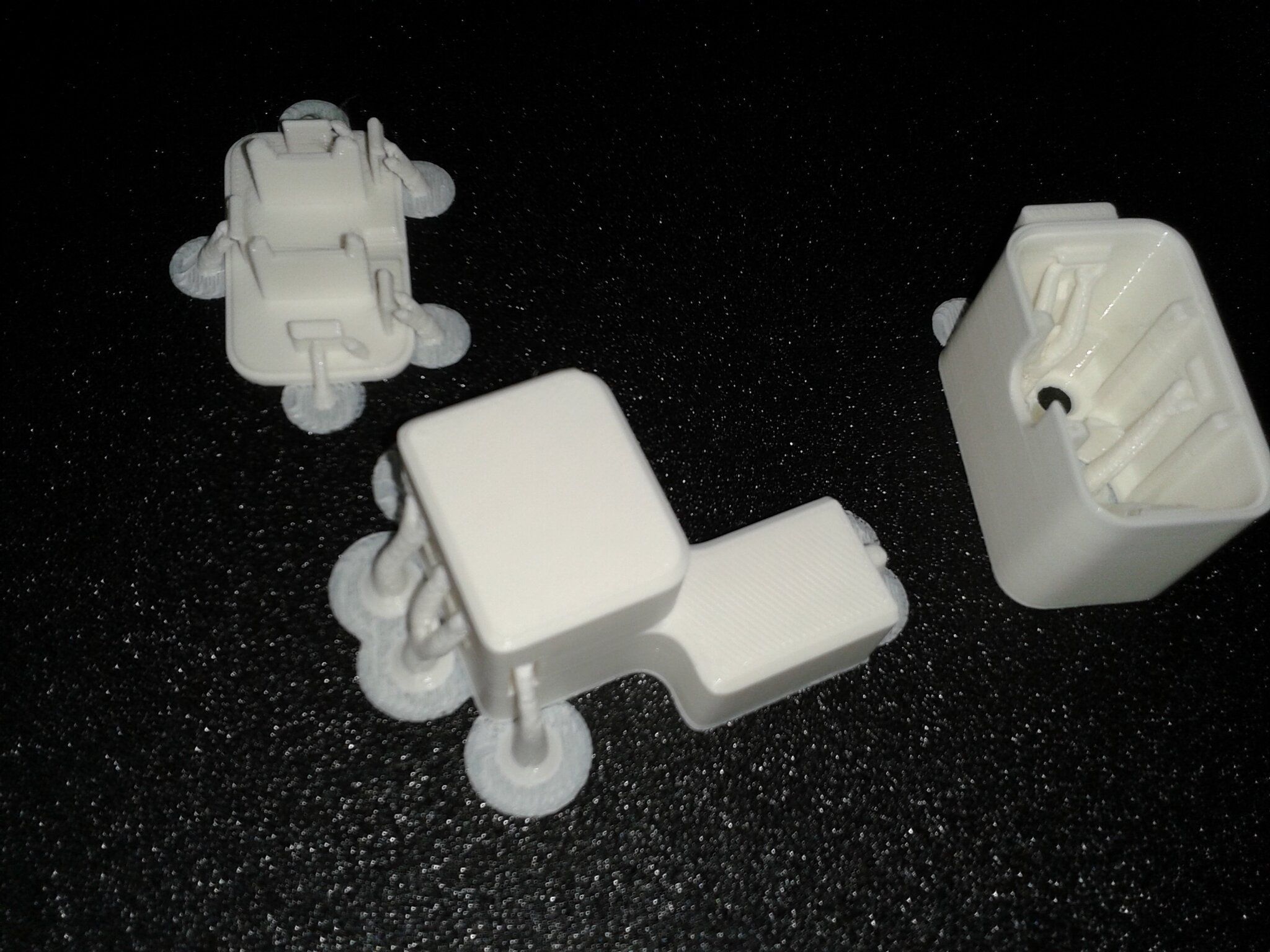
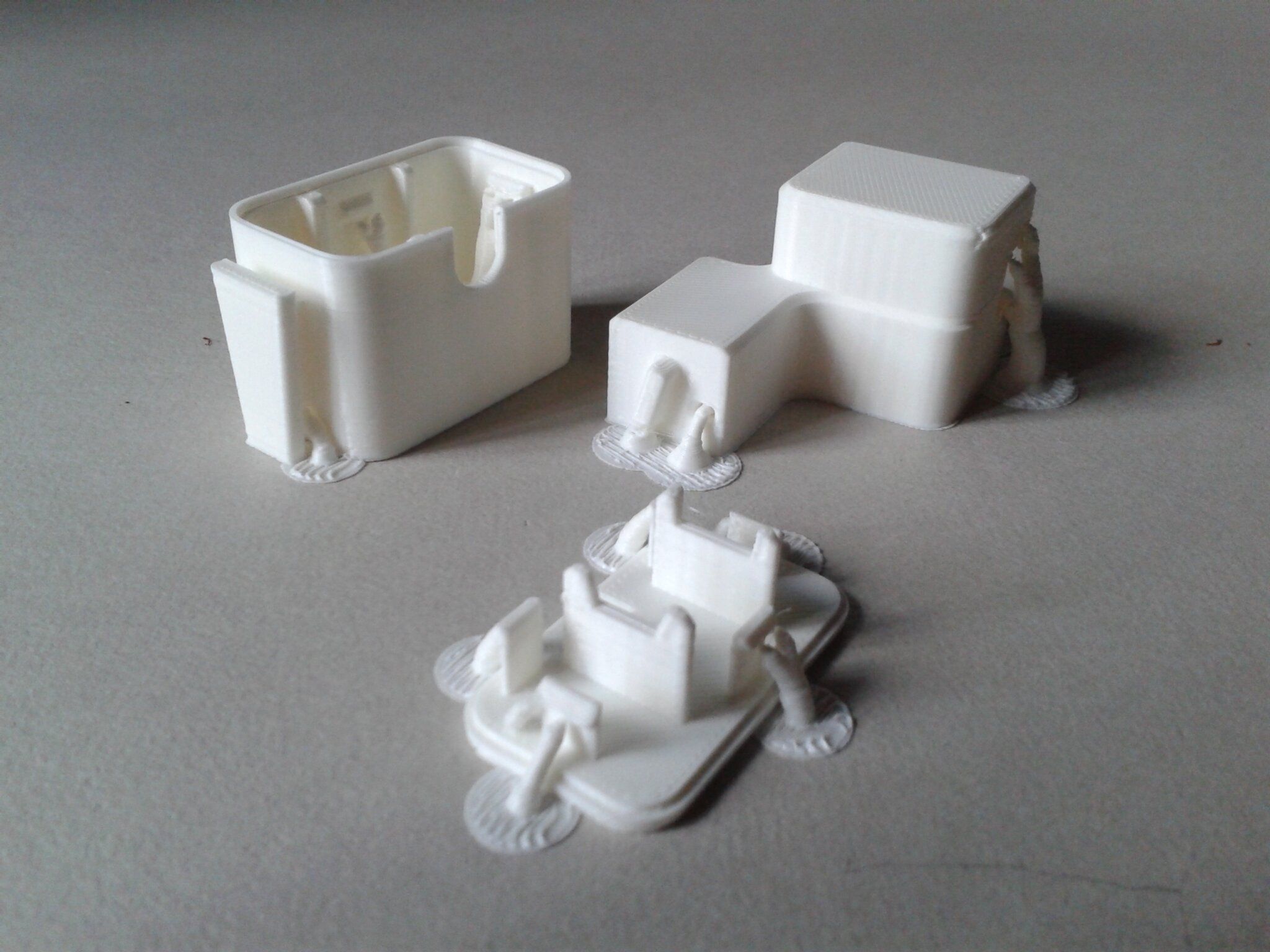
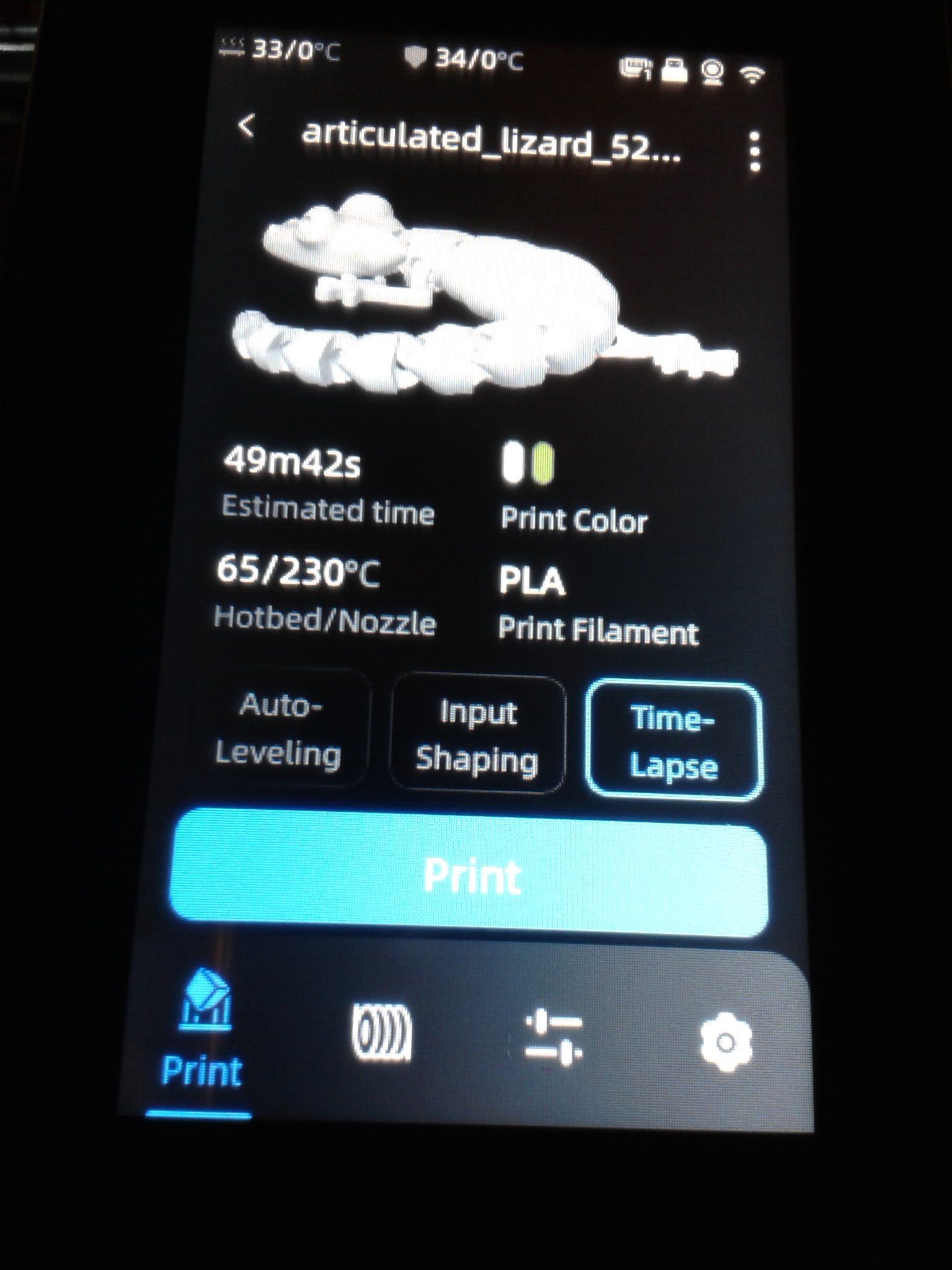
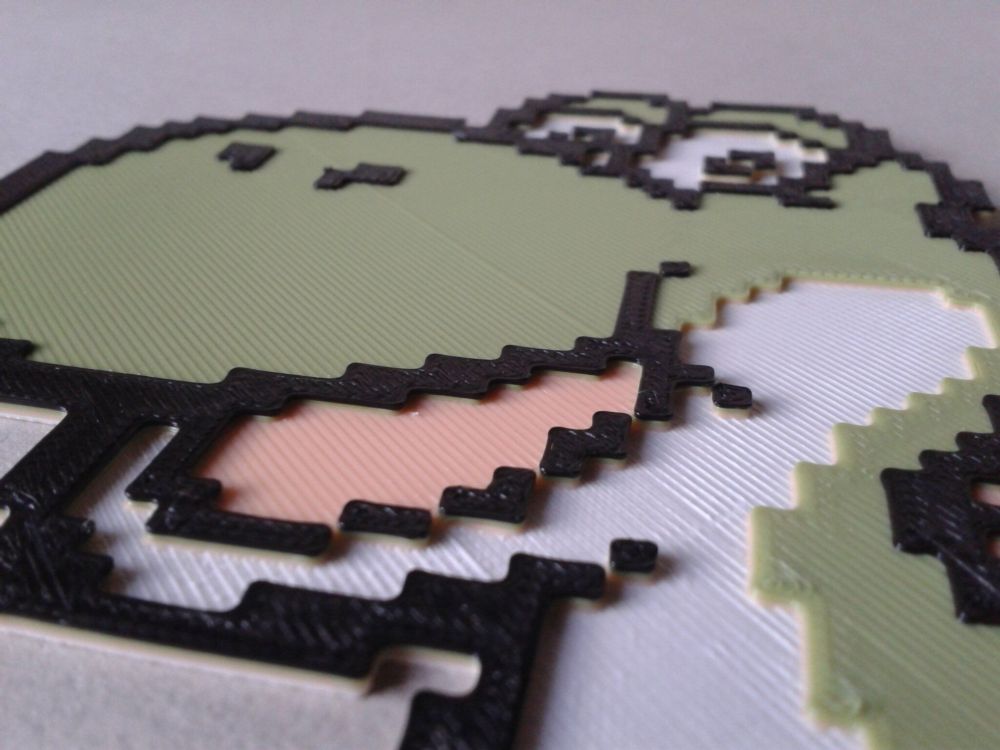
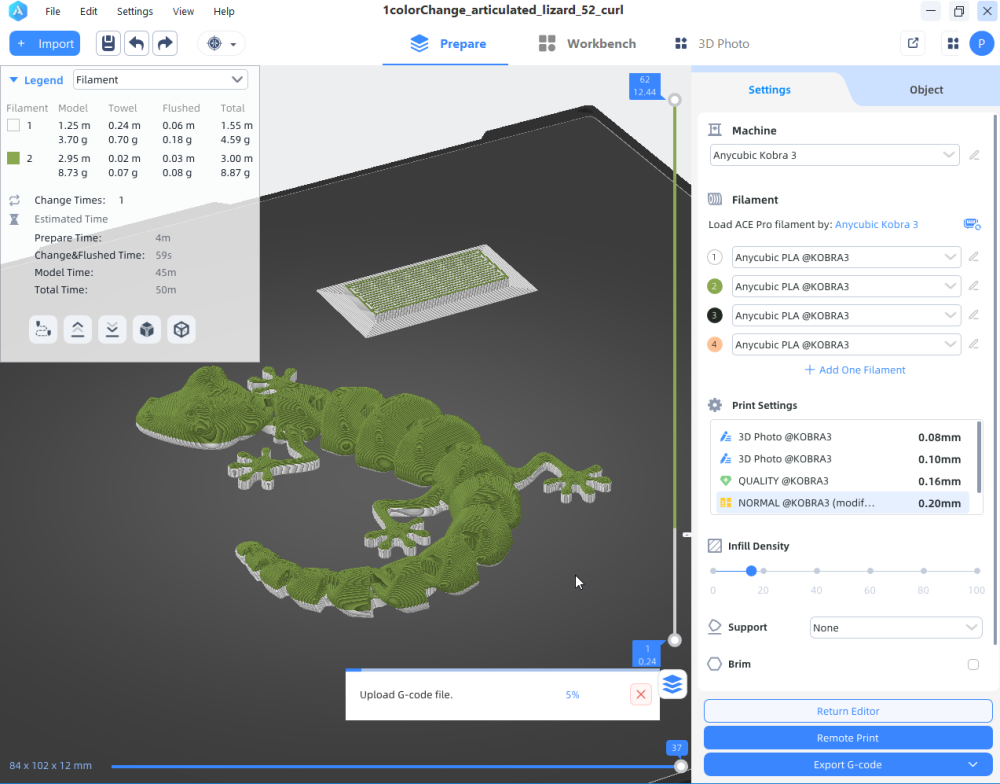
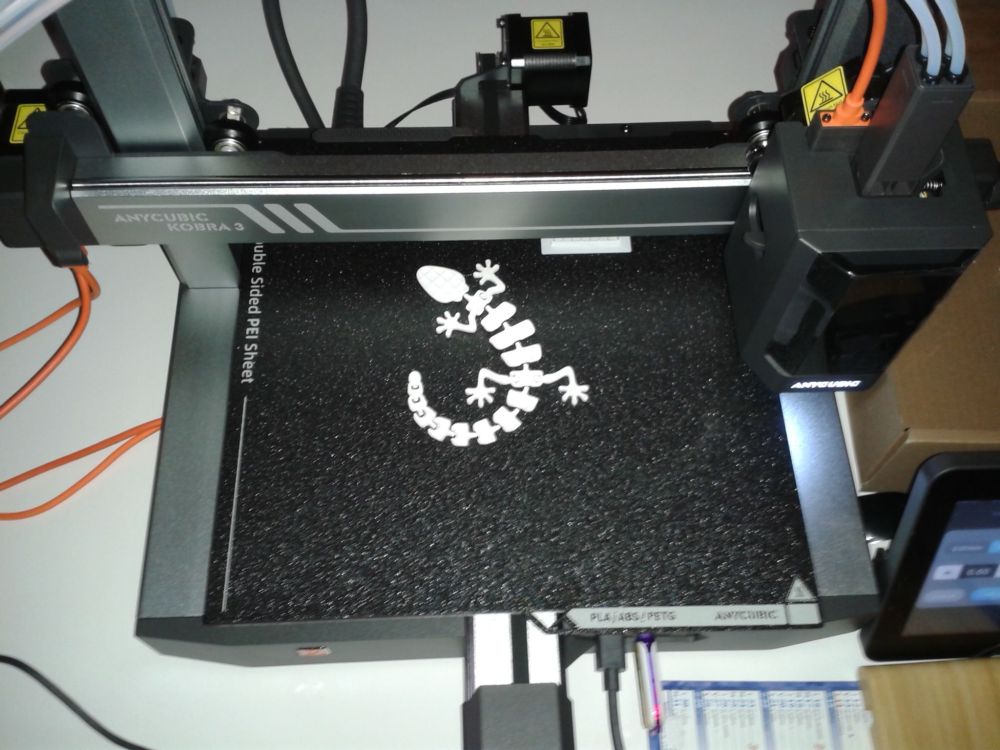
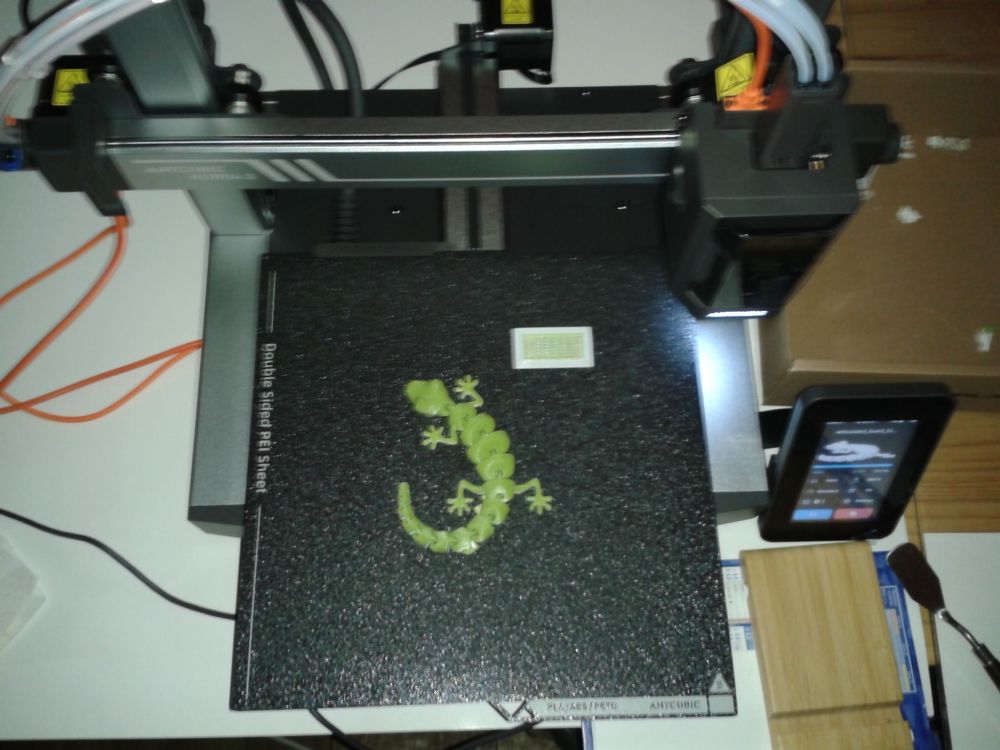
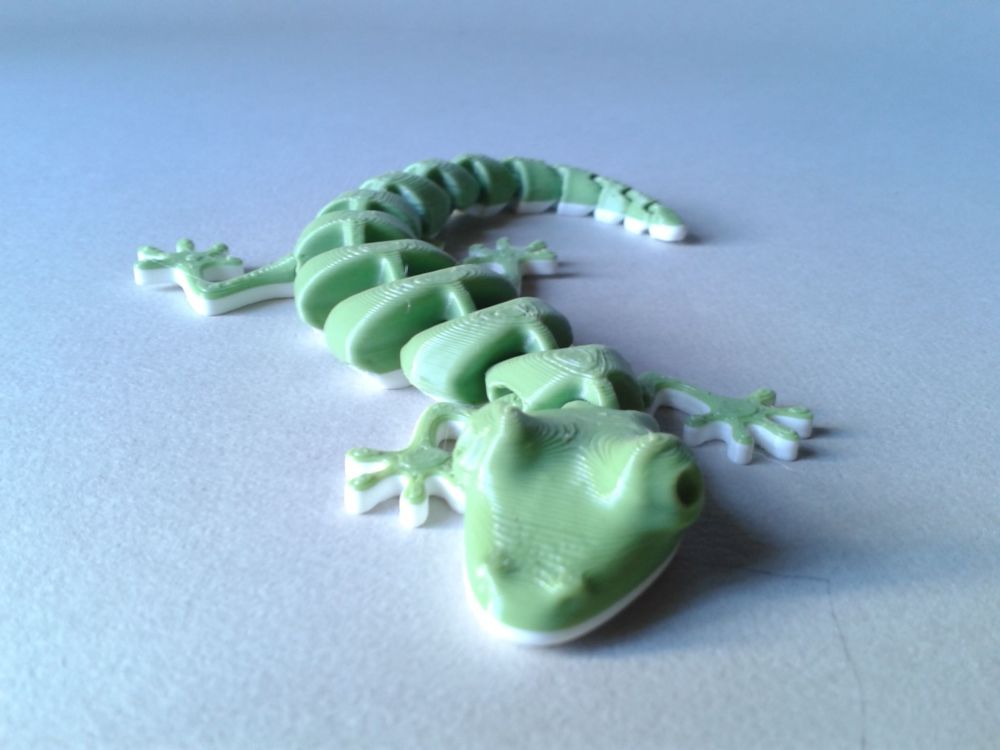
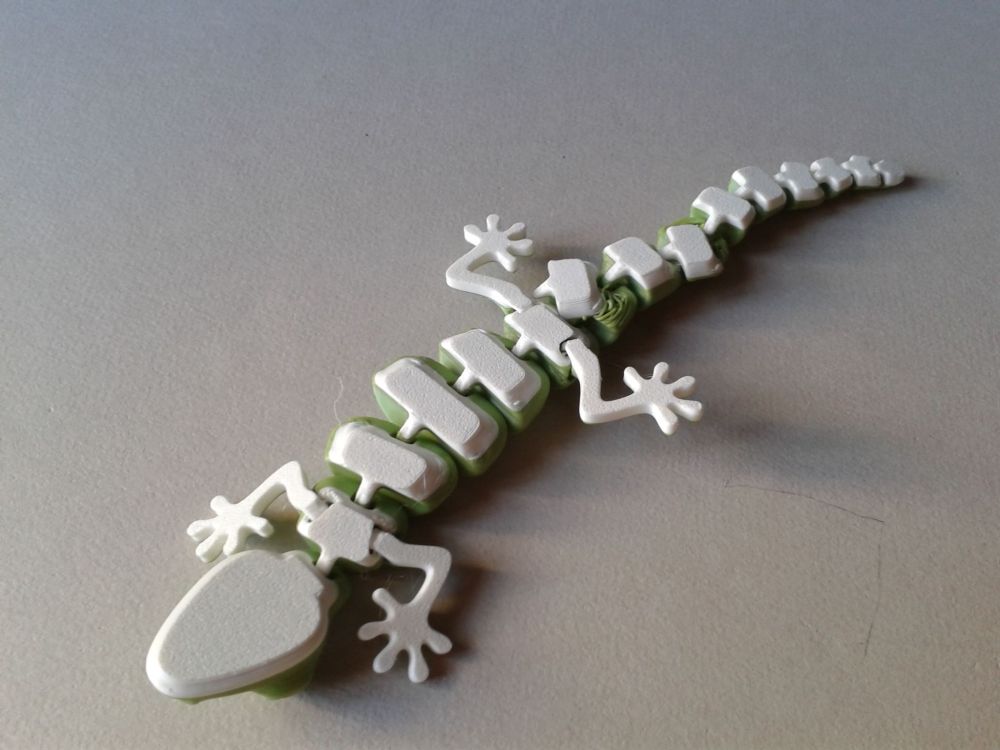
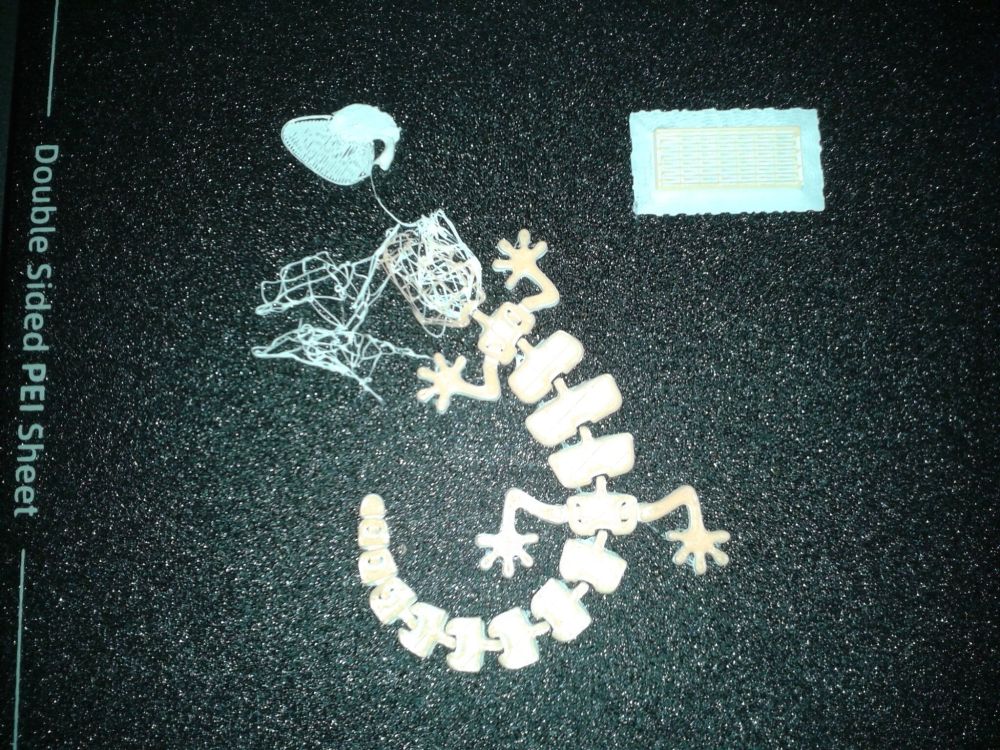
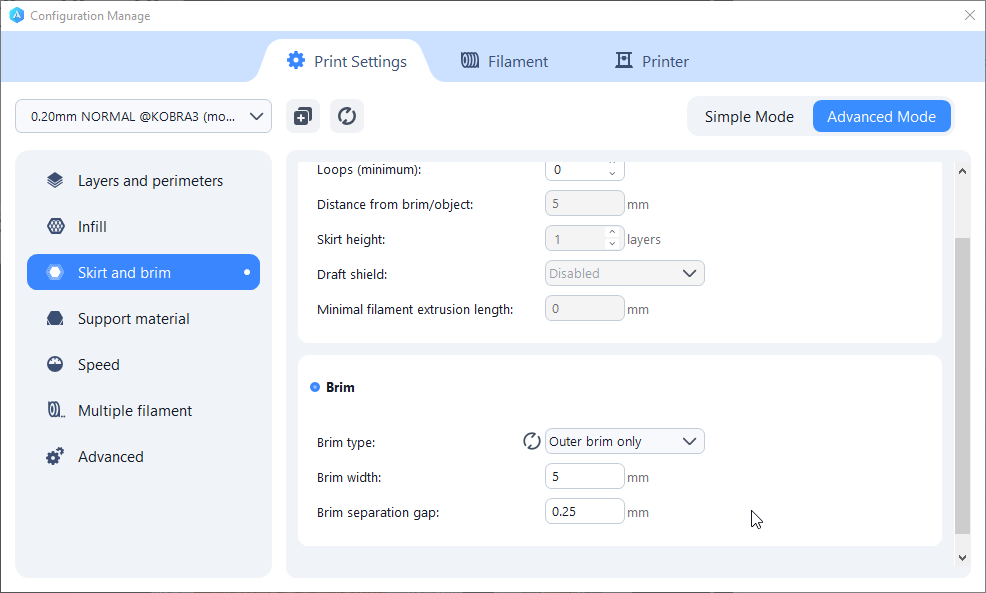
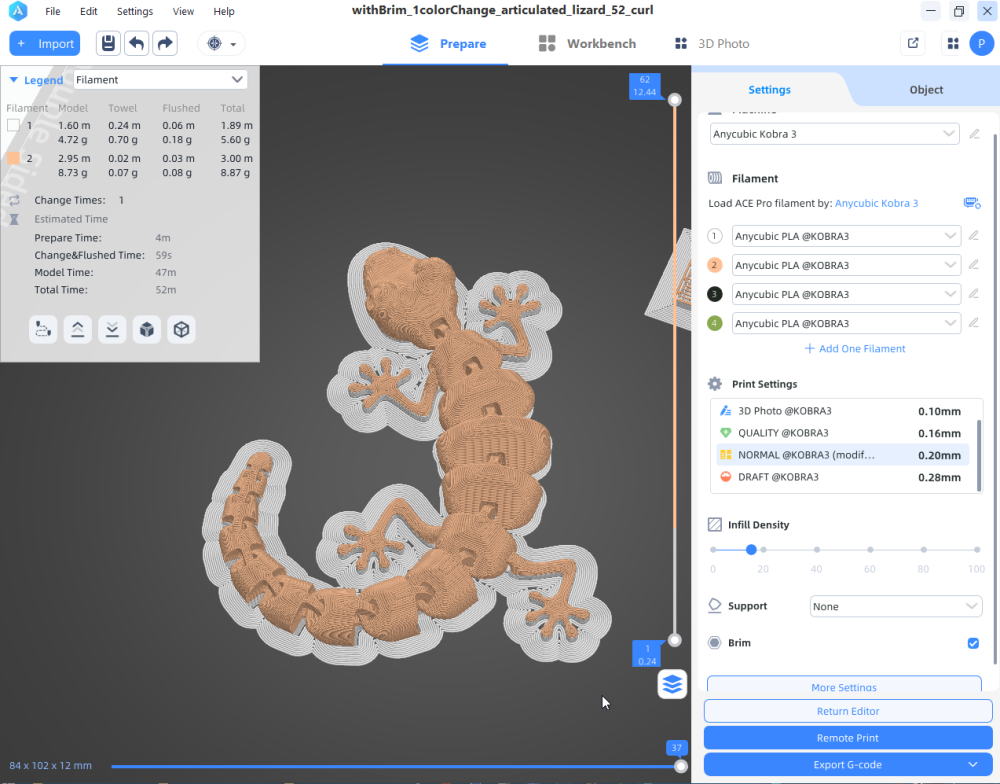
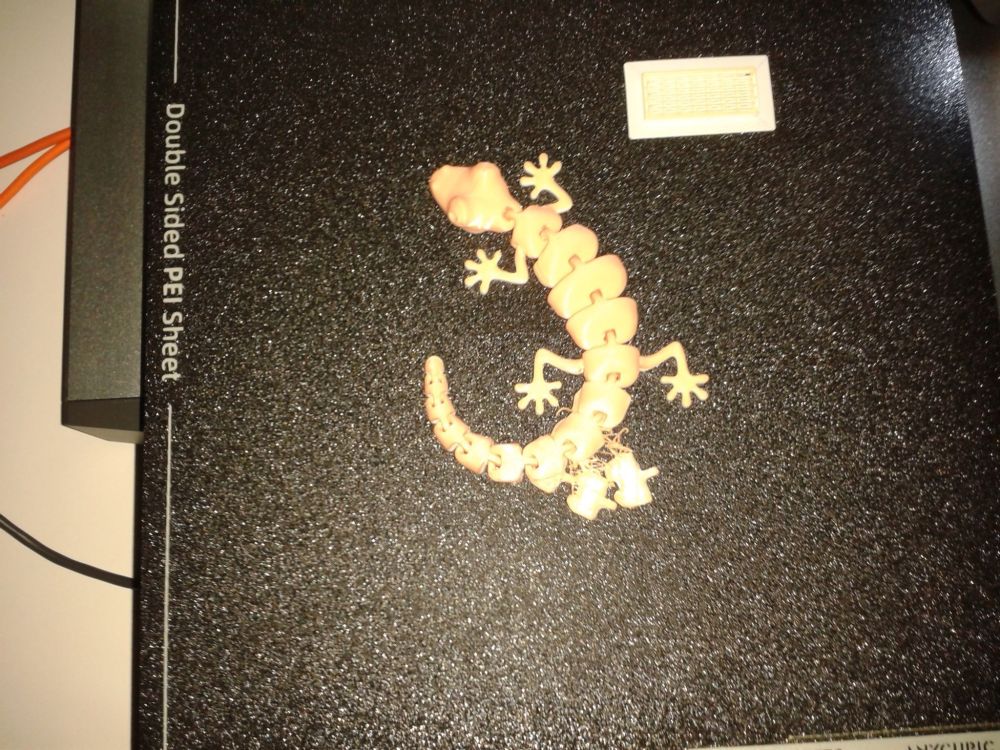
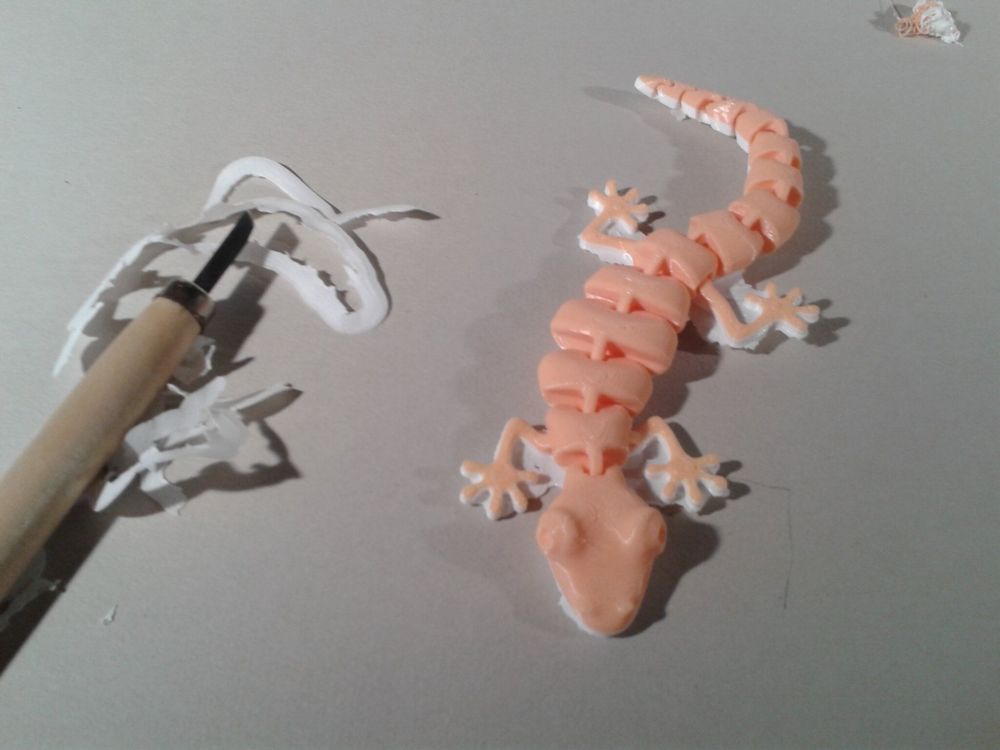
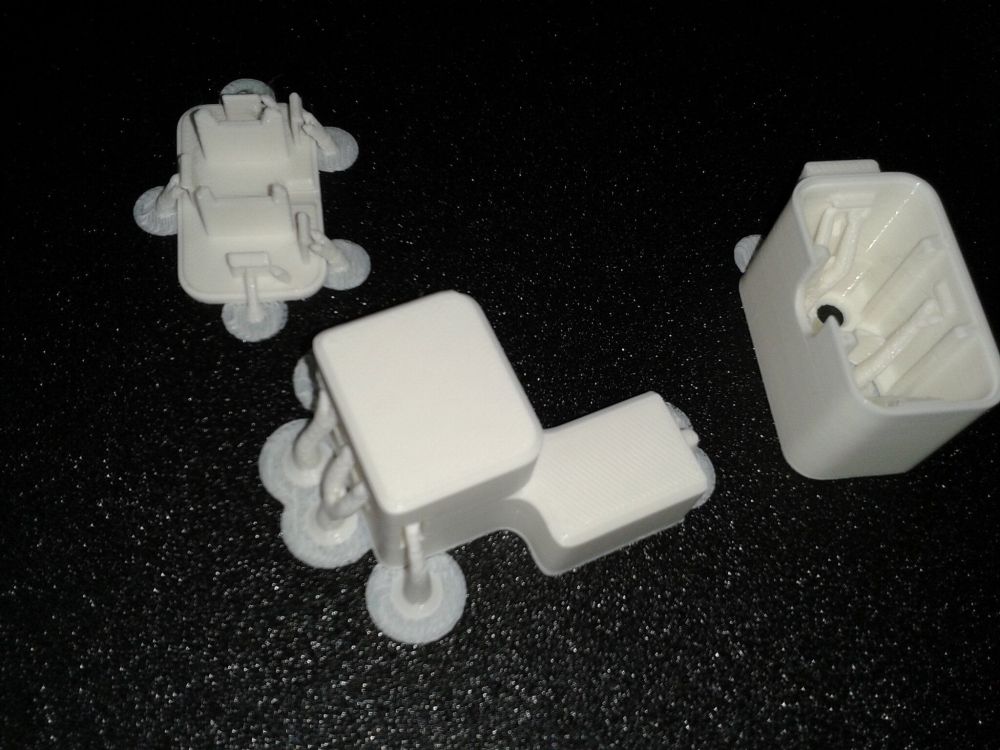
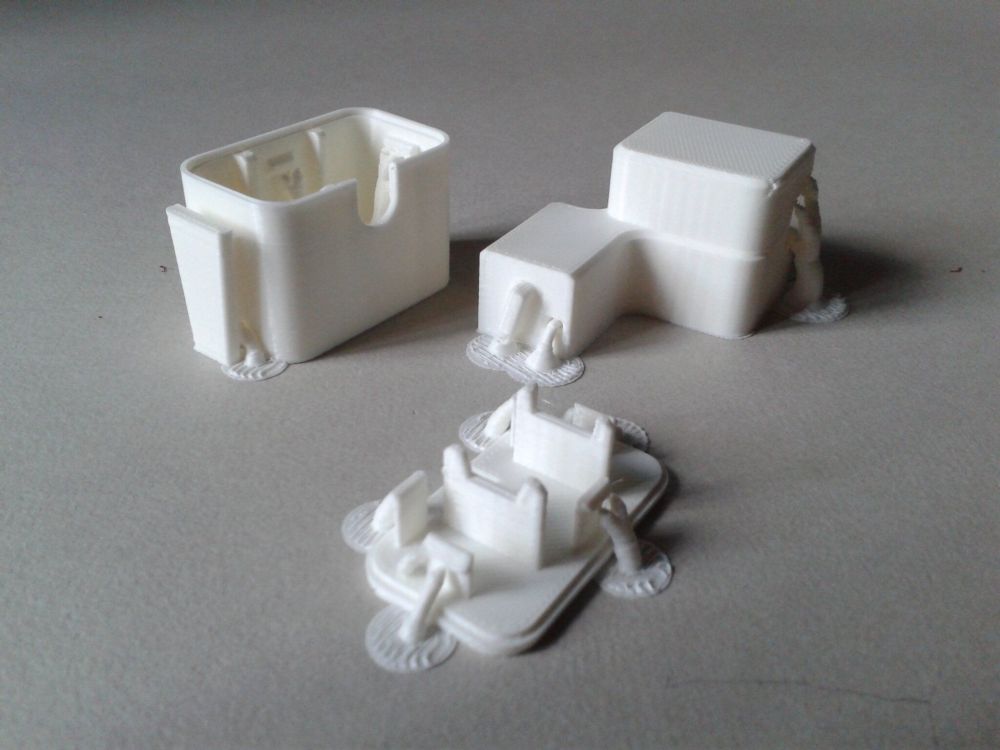
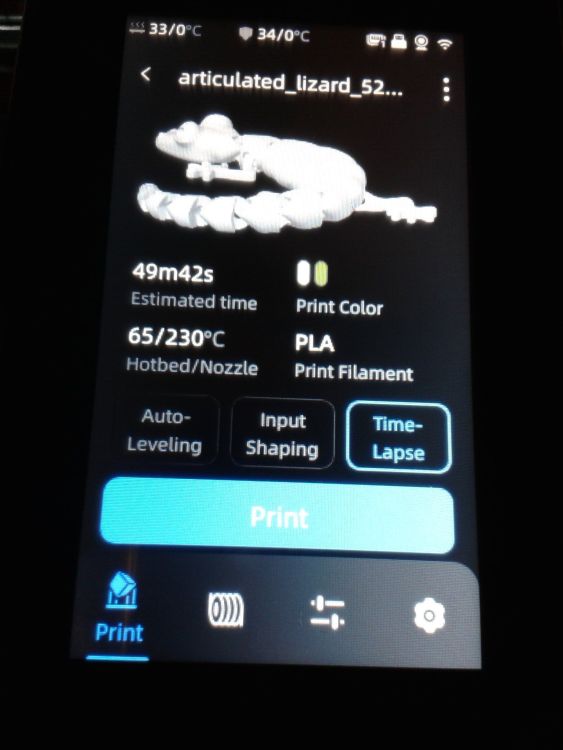
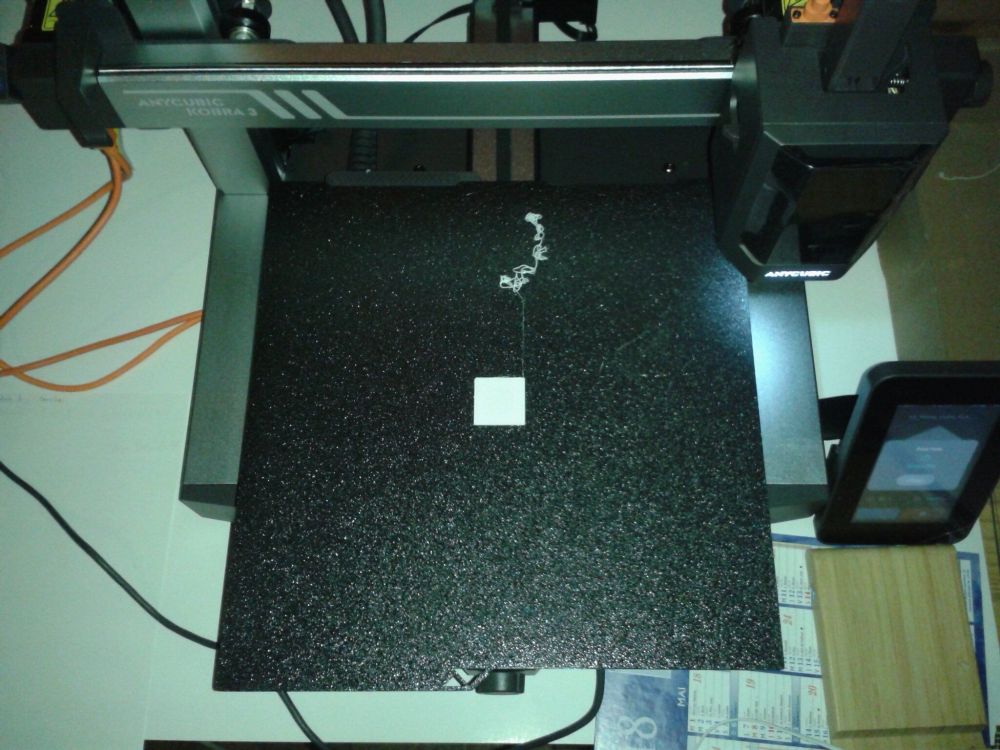
"Articulated Lizard" de "McGybeer" https://www.makeronline.com/model/articulated-lizard/17025.html Imprimé sans brim, ni supports, histoire de voir si cela passe. (Mais aussi, pour participer à l'activité "Join the Anycubic 30-Day Challenge and Win Big!" sur MakerOnline ( mon post Instagram de participation https://www.instagram.com/p/C9nD7bFom3-/?img_index=1 ) ) Première impression, échec car Z-Offset mal ajusté, impression stoppée après ~10% car tous les éléments s'était décollé du plateau. Seconde impression presque ok ( y a des éléments de la queue qui ont bougé, mais c'est il ne me semble pas trop mal car je n'avais pas nettoyé à l'IPA mon plateau avant l'impression, ni fait un auto-leveling en début d'impression ) Filaments PLA Blanc EcoFil, PLA Pantone "Spring Leaf" Anycubic Le 3eme essais d'impression du même fichier .gcode, lancé avec l'auto-leveling, et après un nettoyage du plateau a l'IPA, avec un Z-Offset plus "serré" est en cours... Filaments PLA Blanc EcoFil, PLA Pantone "Peach Fuzz" Anycubic (Je reviendrais éditer pour ajouter les photo du résultat) Impression stoppée, car en échec. Re Edit > Grrrr ! 4eme essai encore un raté, avec un décrochage partiel en cours d'impression. Il me semblait pourtant bien parti. J'abdique. Et je vais mettre un "brim" pour mes prochaines essais avec ce genre de modèles Il reste à minutieusement enlever le brim mais là, je n'ai pas la patience ... donc c'est juste du "en gros" j'ai enlevé le brim Sinon des trucs du sujet "Quoi qu'est-ce ?" que j'avais oublié de relayer ici. Essais d'impression avec des bobines de PLA Couleur Pantone d'Anycubic Une de couleur "Feuille de Printemps" / "Spring Leaf" et une de couleur "Peluche de Pêche" (fr) pour la traduction de "Peach Fuzz" (en). On peut noter que contrairement à ce que m'avait dernièrement habitué Anycubic, le sachet plastique d'emballage de la bobine, n'a pas un zip intégré pour les bobines de PLA couleur Pantone.































 2 points
2 points -
C'est une imprimante toute douce pour les bisounours1 point
-
Après réflexion, ça pourrait venir de la carte µSD. Est-ce que tu utilises une carte de marque fiable? Au pire, tu peux lancer l'impression en USB depuis le trancheur (slicer), même si c'est toujours aléatoire à cause d'une potentielle perte de communication USB non, le principe c'est que tu envoies le M111 S38 avant de lancer l'impression via l'écran. A ce moment là, le firmware sait qu'il faut être plus bavard et il va envoyer plein d'infos supplémentaires à l'ordinateur.1 point
-
@Motard Geek Indice : j'ai pas dit que c'était un graveur laser, j'ai dit que tu chauffais en parlant de laser, c'est dans l'écosystème des graveurs laser juste donc ! Oui !1 point
-
3 captures écran de "Fusion360" en situation : Hexagon - E3D - Hexagon E3D (décallage (infinitésimal )


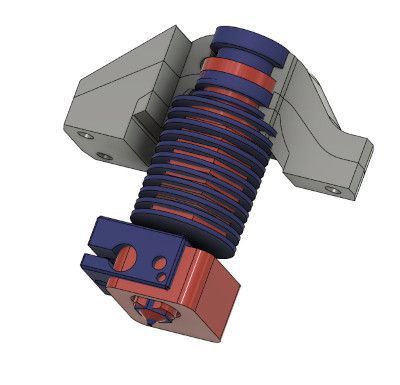 1 point
1 point -
@Motard Geek Tu chauffes !1 point
-
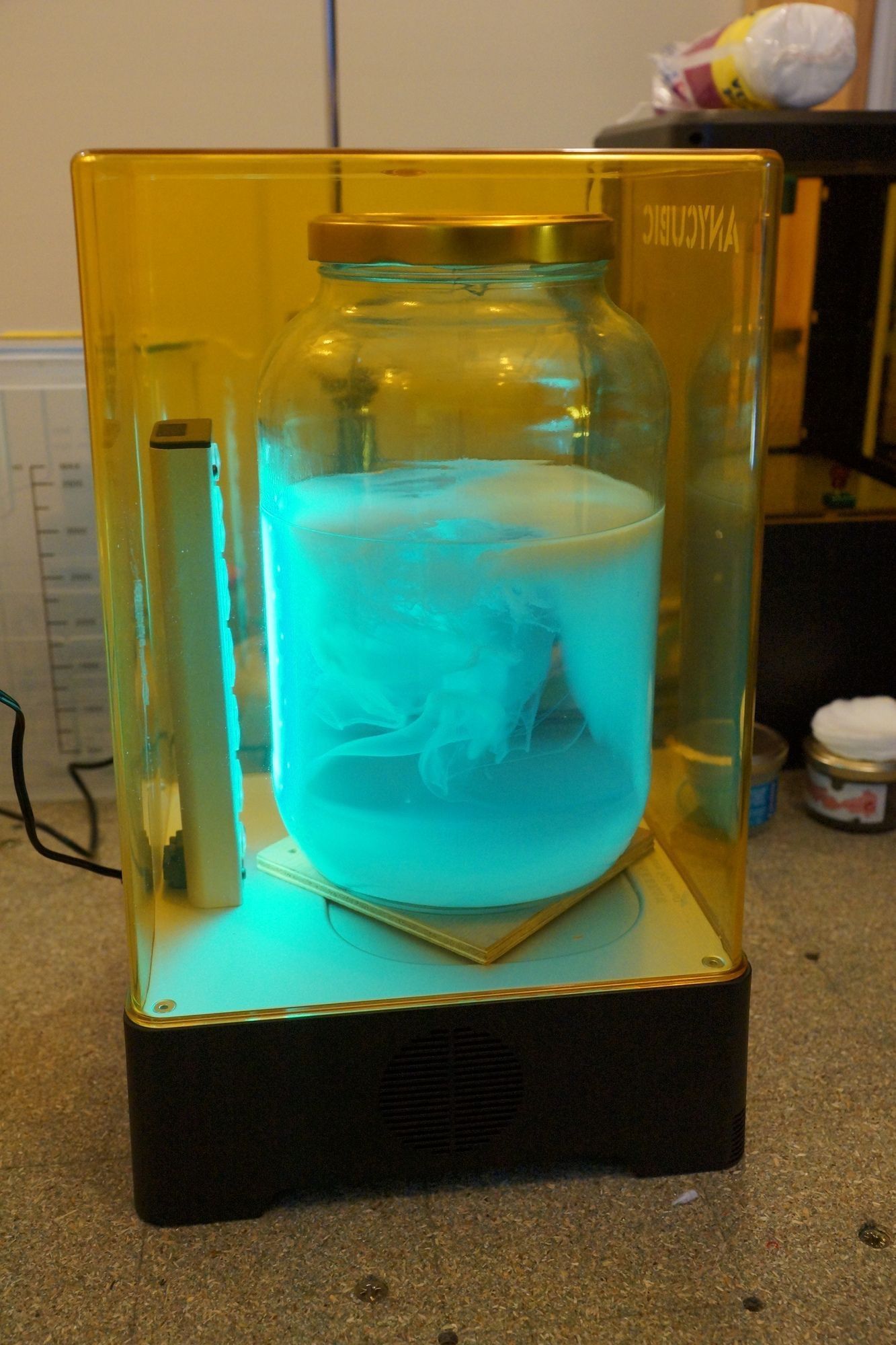
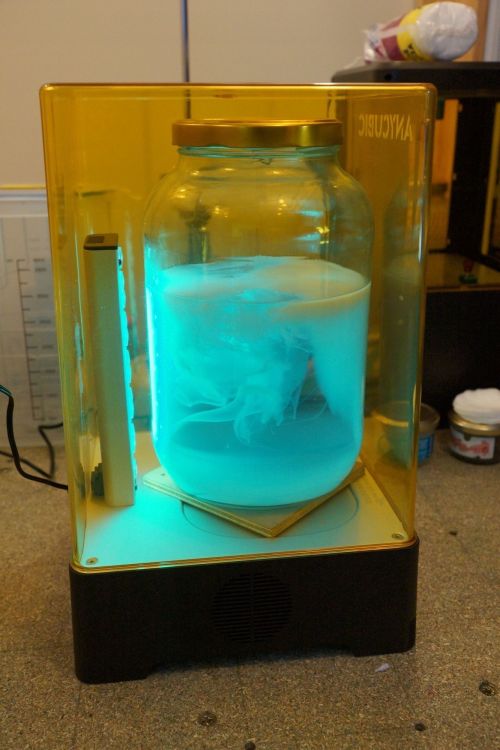
Ça marche. Pour info, les points 1 à 8 ci-dessus ne concernent pas uniquement le détergent Elegoo. J'avais simplement fixé mon choix sur celui-ci pour deux raisons : parce que j'en ai lu un premier témoignage élogieux et un autre très bon, et ensuite parce que le prix est je trouve correct pour 5 litres. Les bullets points 1 à 8, c'est une collection de remarques concernant des détergents de toutes marques, dont le très utilisé Sunlu, que j'ai collectées et croisées de différents posts sur Facebook et Reddit, et ma conclusion à la fin en conséquence, qui ne m'arrange pas. La remarque sur la pellicule "oily" laissée par le détergent après séchage concerne en revanche bien le détergent Elegoo. Si tu as une bonne marque de détergent trouvable dans le commerce qui ne provoque pas les inconvénient que j'ai listés, notamment qui ne laisse pas de pellicule "huileuse" après évaporation et qui ne sent pas le liquide vaisselle pendant des jours une fois la pièce séchée, n'hésite pas à l'indiquer. Et surtout, je te propose l'expérience suivante : si tu peux vérifier que de la résine liquide mélangée à ton détergent précipite bien en une sorte de "blob" dans un récipient transparent lorsque celui-ci est exposé aux UV d'une machine de cure (donc exactement la même action que de la résine liquide diluée dans de l'IPA), alors je suis prêt à revoir totalement mon jugement et à reconsidérer entièrement le sujet et le setup prévu en faveur de ce détergent. Bref, ton témoignage est essentiel C'est-à-dire le genre de truc spongieux ci-dessous, photo que j'ai tirée d'un post d'un autre sujet du forum (il s'agit d'IPA souillé par de la résine liquide diluée issue d'un nettoyage de pièces imprimées). Évidemment pour l'expérience dont je parle, pas besoin d'un conteneur aussi grand, un simple bécher ou un pot de yaourt en verre (sans le yaourt ) ferait l'affaire. Avec un bouchon de résine liquide versée dedans, et hop dans la machine de cure pour observation. Ce qui m'ennuie le plus c'est que j'ai lu trois ou quatre messages de différentes personnes sur Reddit à différentes dates et sur différents threads – et je pense pas forcément concernant le même détergent (EDIT : tous parlaient du détergent Sunlu) que la résine ne cure pas du tout dans un conteneur transparent soumis aux UV, quand elle est diluée dans ce détergent spécial résine. Résumé au point (5) de mon message précédent. Pour moi c'est le plus gros inconvénient car s'il s'avère vrai pour tous les détergents spécial résine, ça signifie que je ne peux pas filtrer un tel liquide et donc le recycler dans la machine que j'ai construite (ou difficilement). À moins de trouver le graal. Ce qui est sûr a priori c'est que ça ne marche pas avec le détergent Sunlu. J'ai écrit à Elegoo pour leur poser la question. S'ils répondent je viendrai écrire ce qu'ils en disent dans ce thread.
 1 point
1 point -
@flux_capacitor ce que tu décris, démontre, et j'écris sous toutes réserves, car je n'ai jamais le produit d'elegoo entre les mains (et ça donne pas envie ) qu'en admettant qu'il s'agisse d'un détergeant il a été passablement dilué pour devenir inefficace .. dans ton précédent post, tu mélanges un certain. nombre de notions chimiques même si on est d'accord sur le but à atteindre, je ferais une réponse détaillée quand j'aurais un peu plus de temps1 point
-
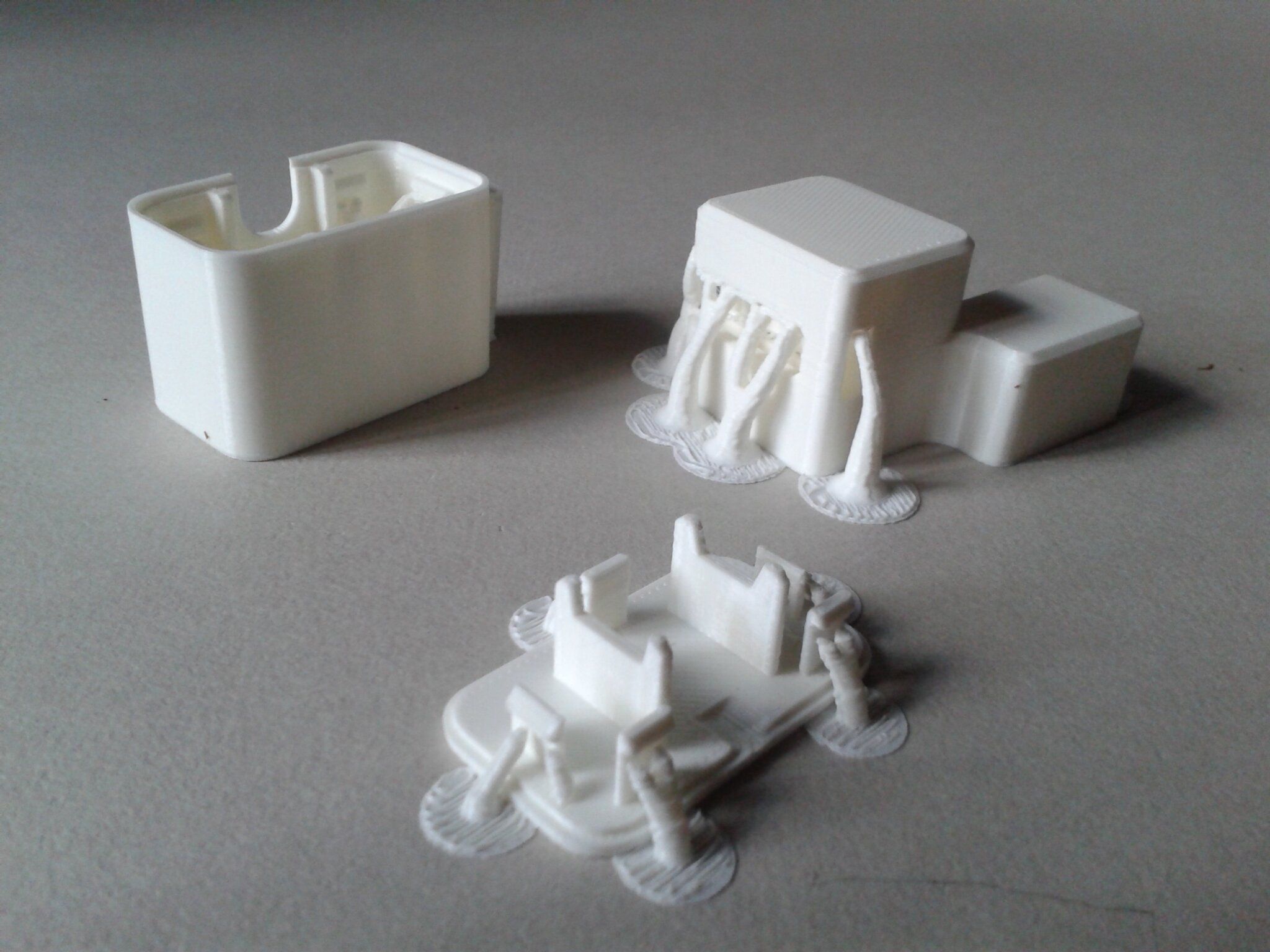
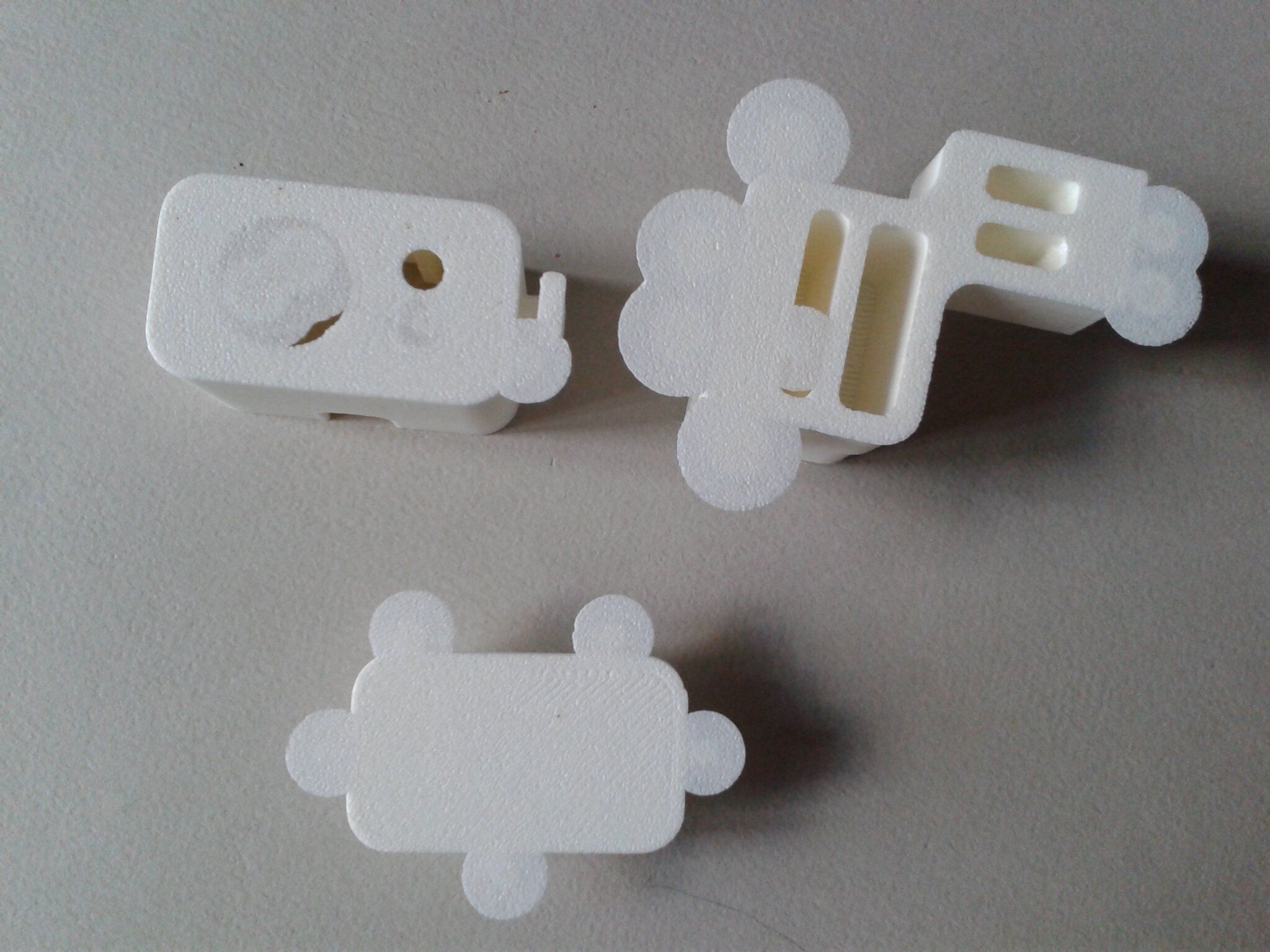
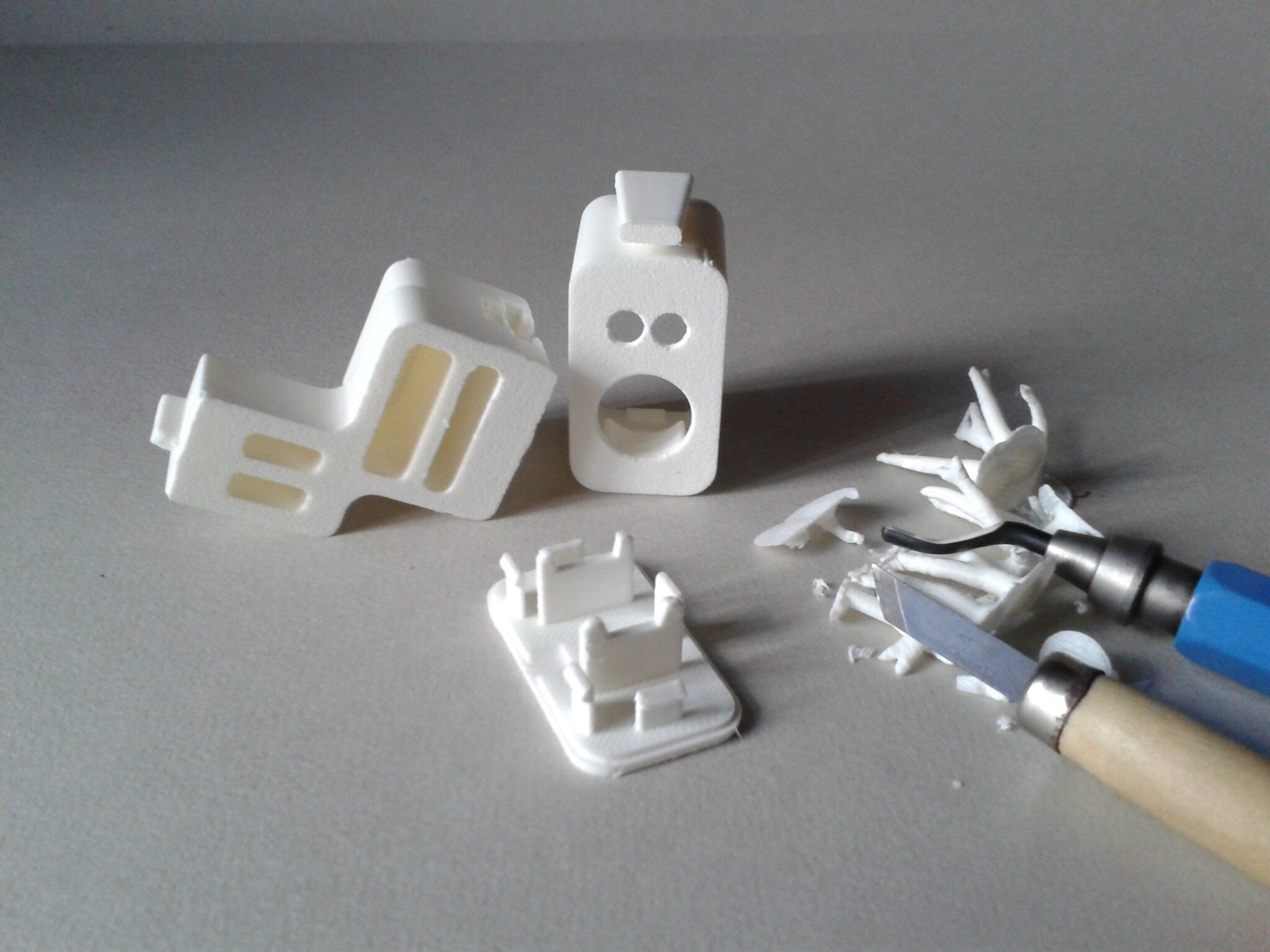
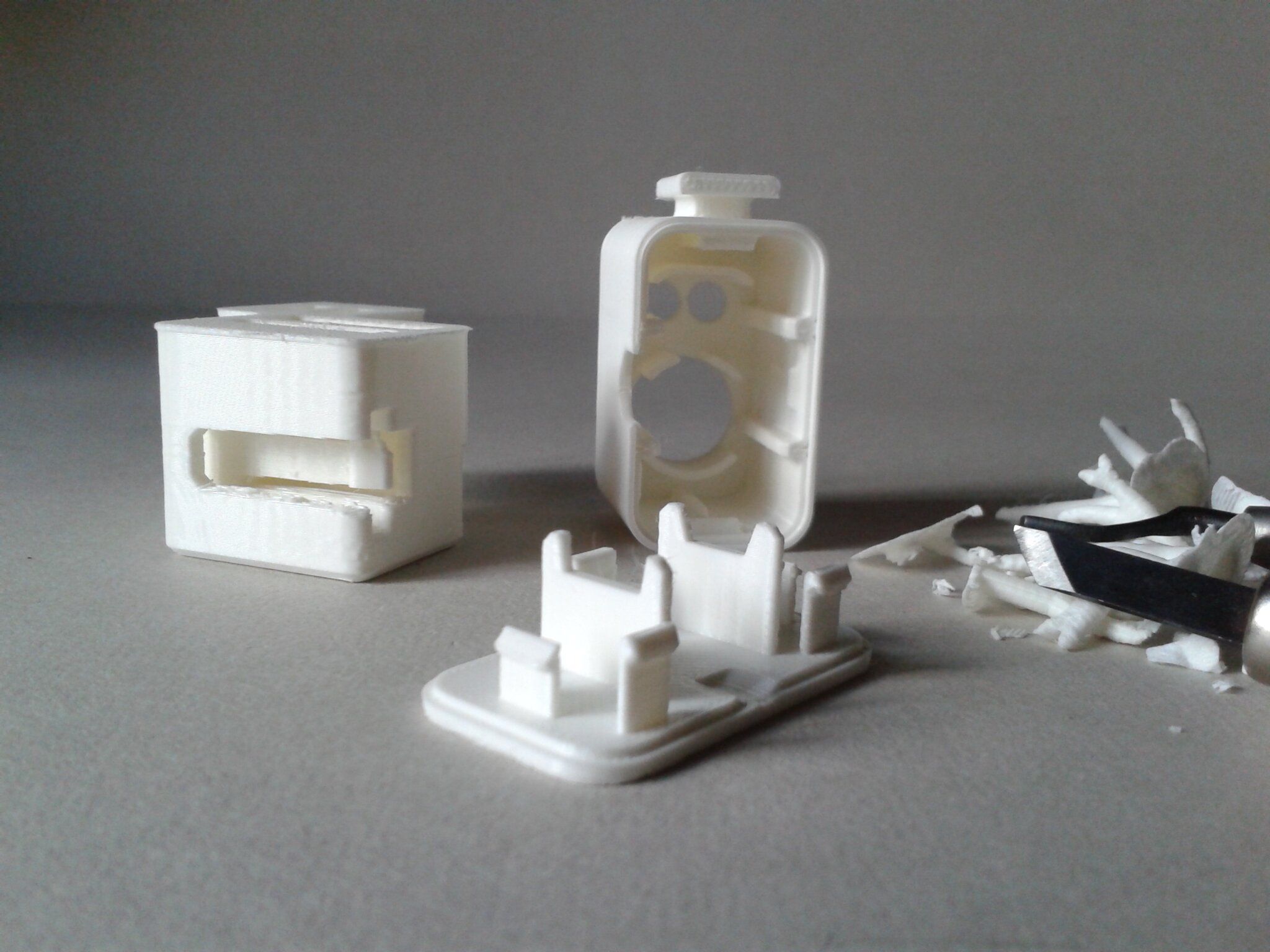
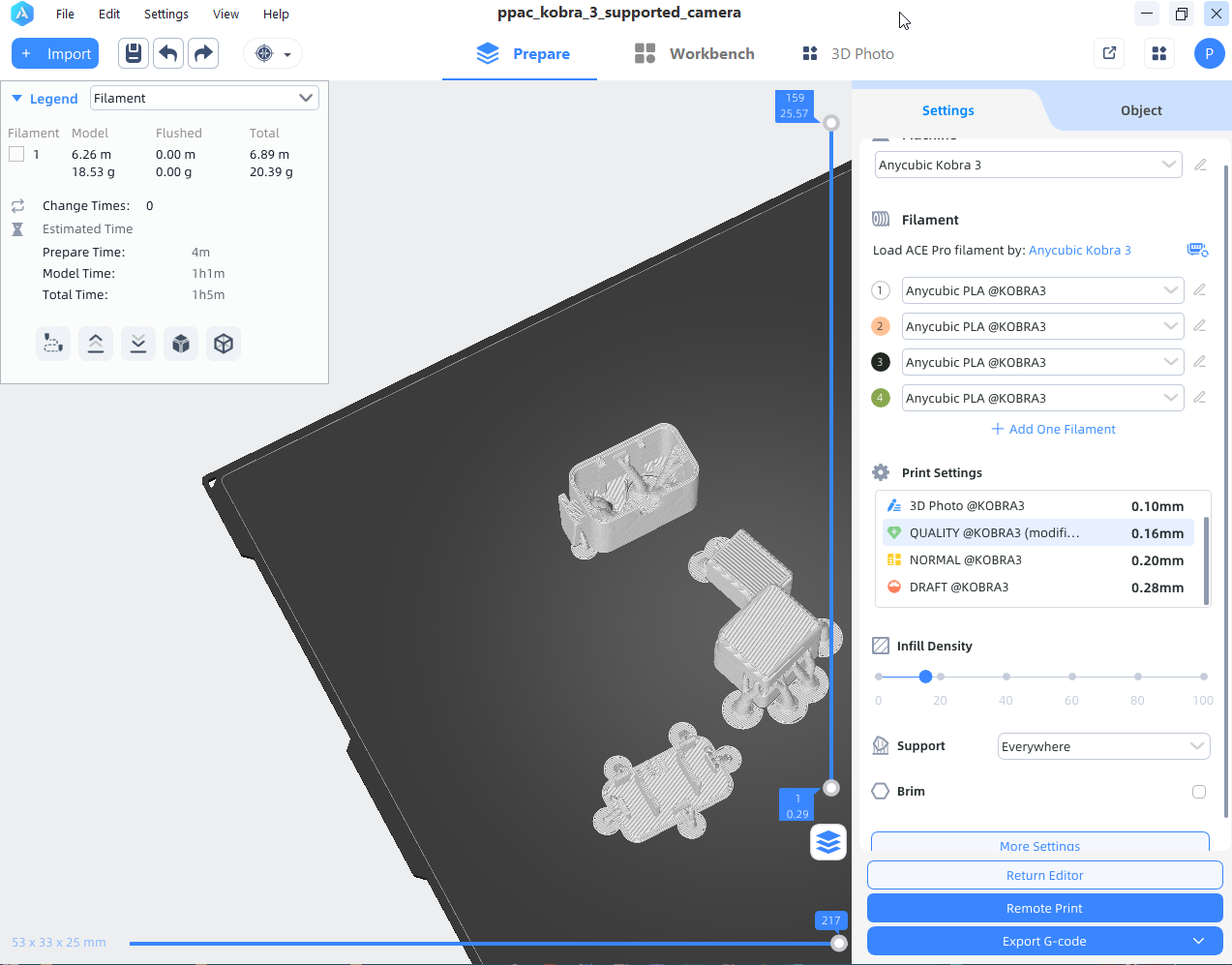
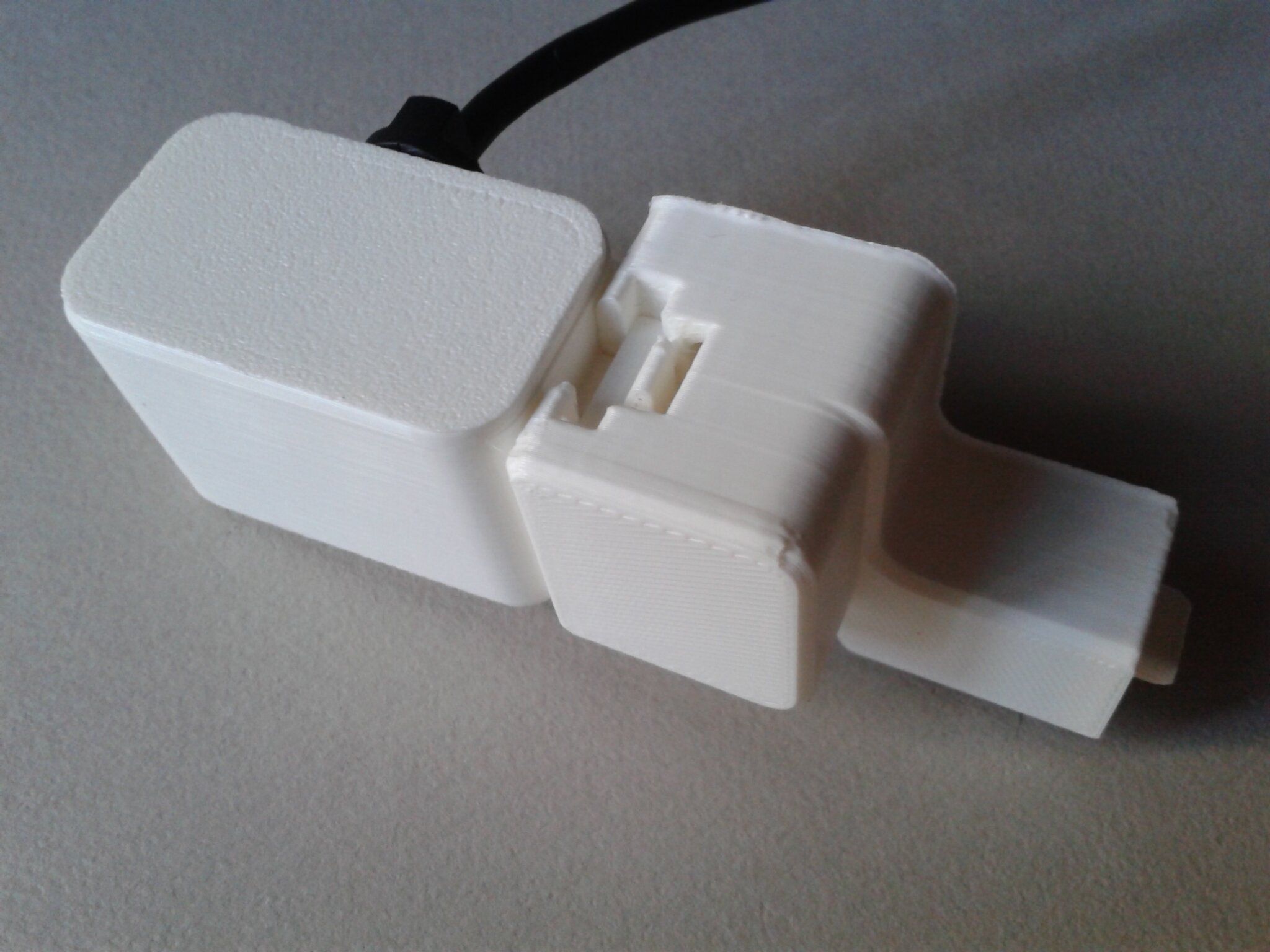
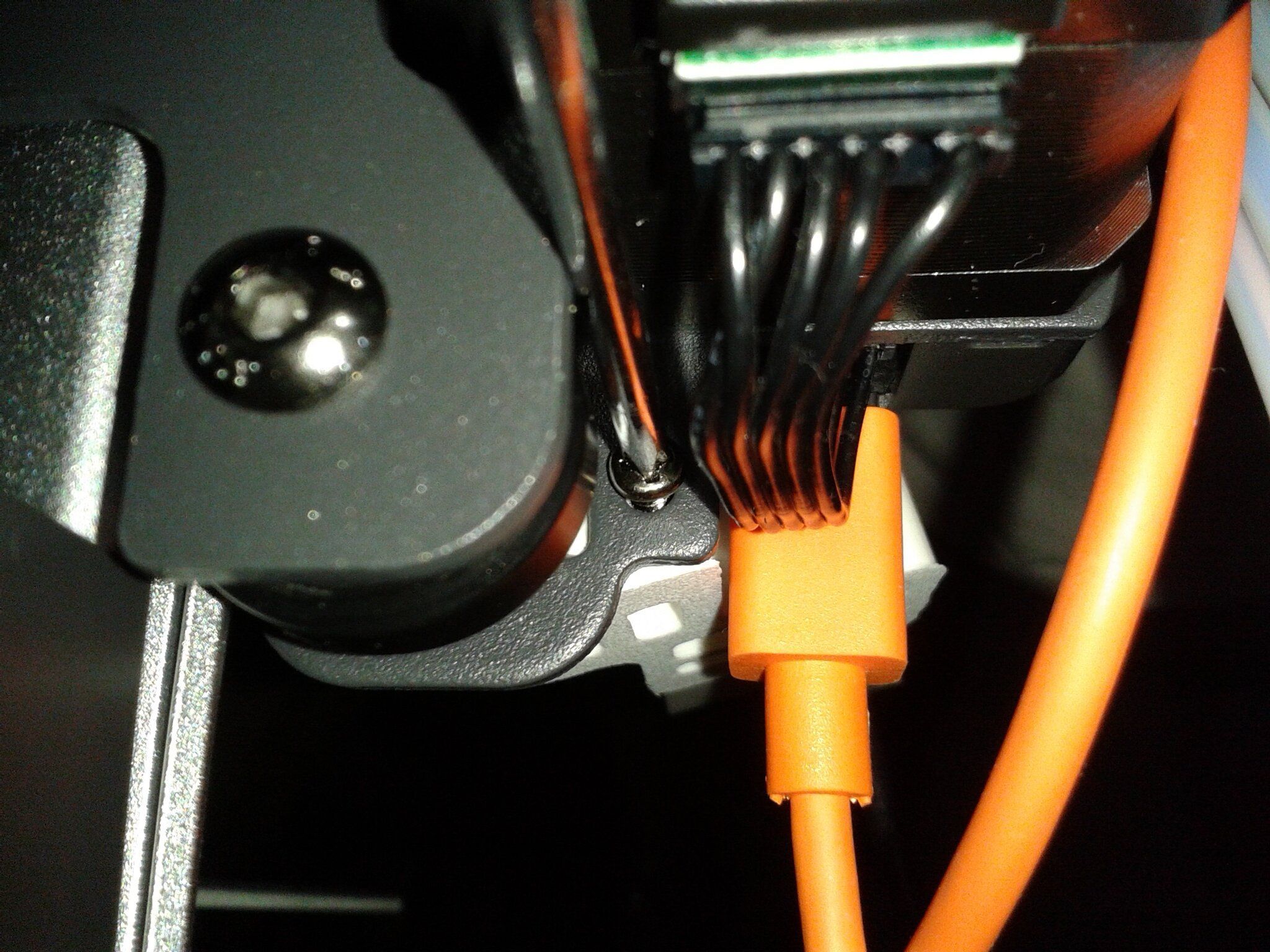
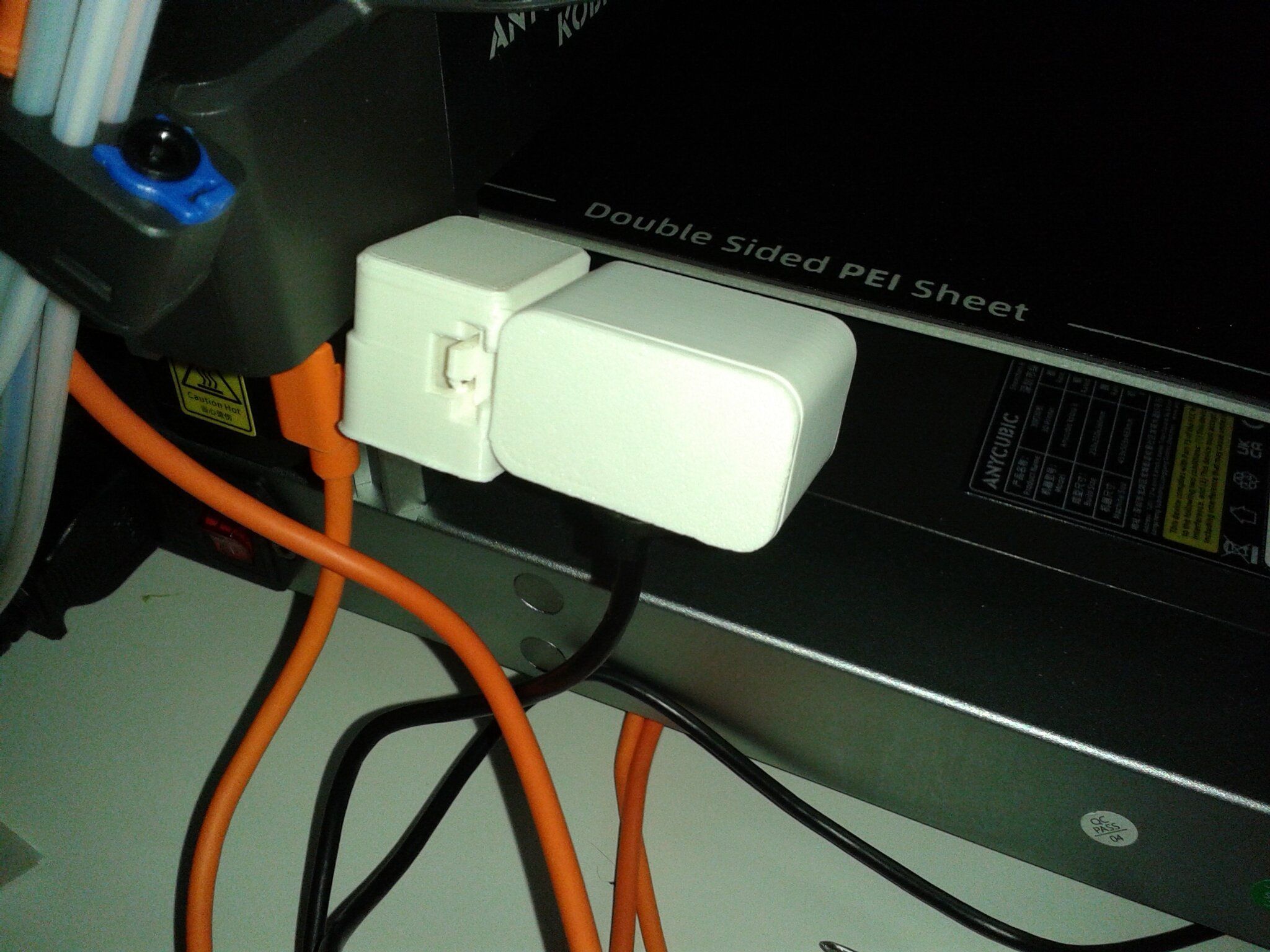
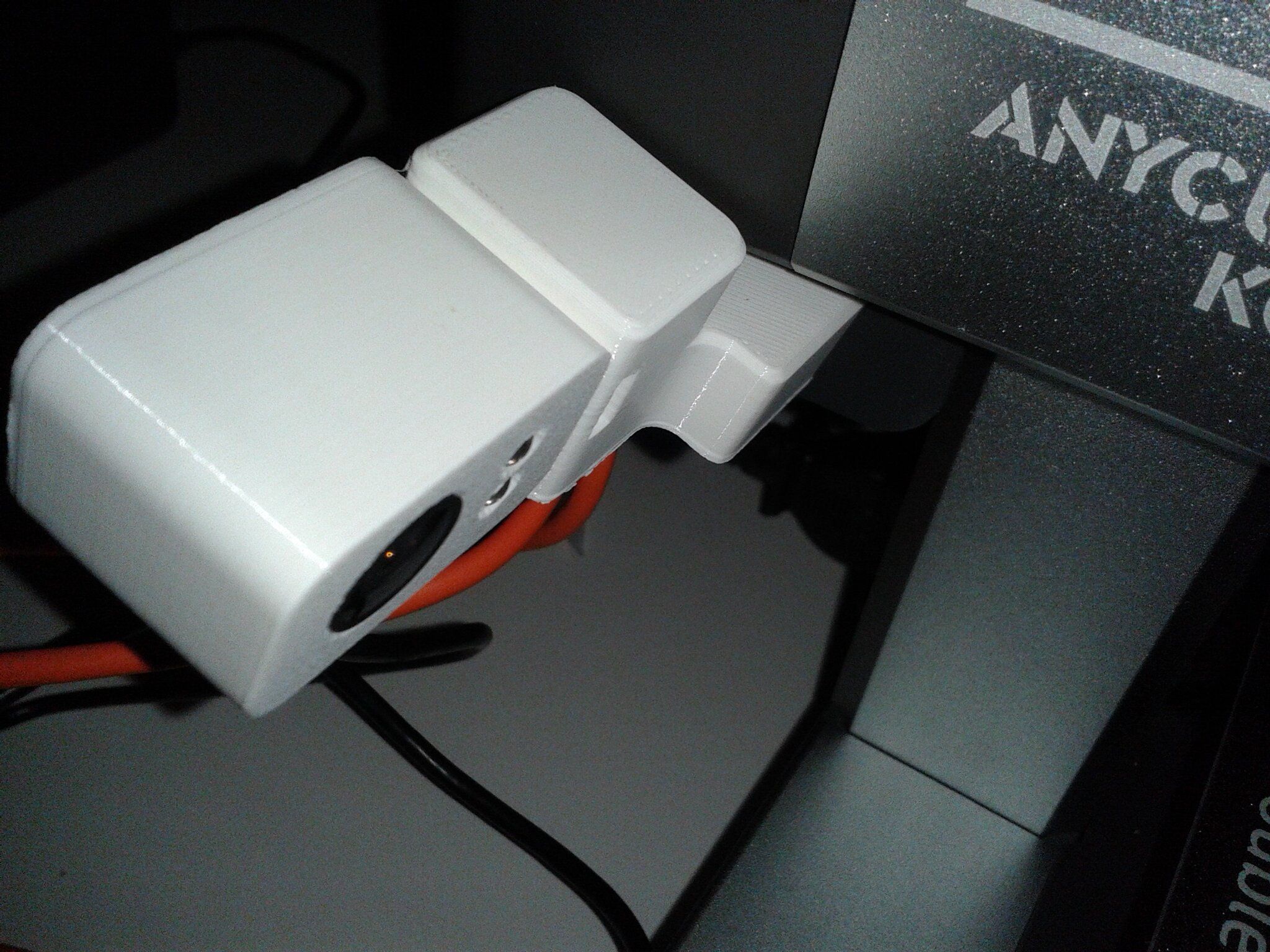
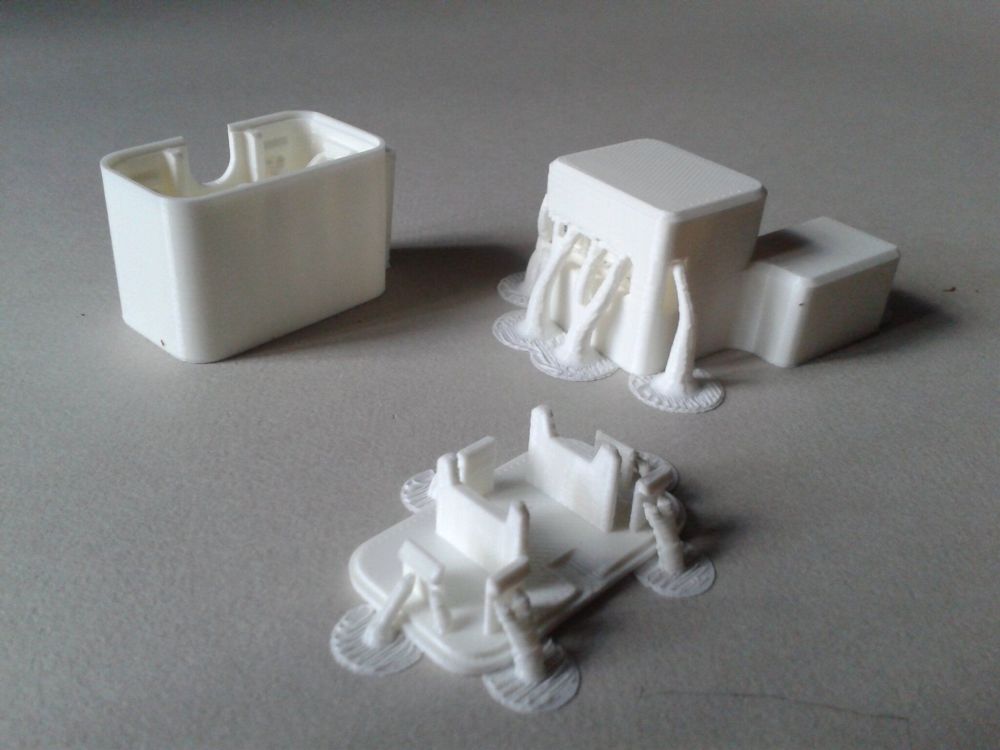
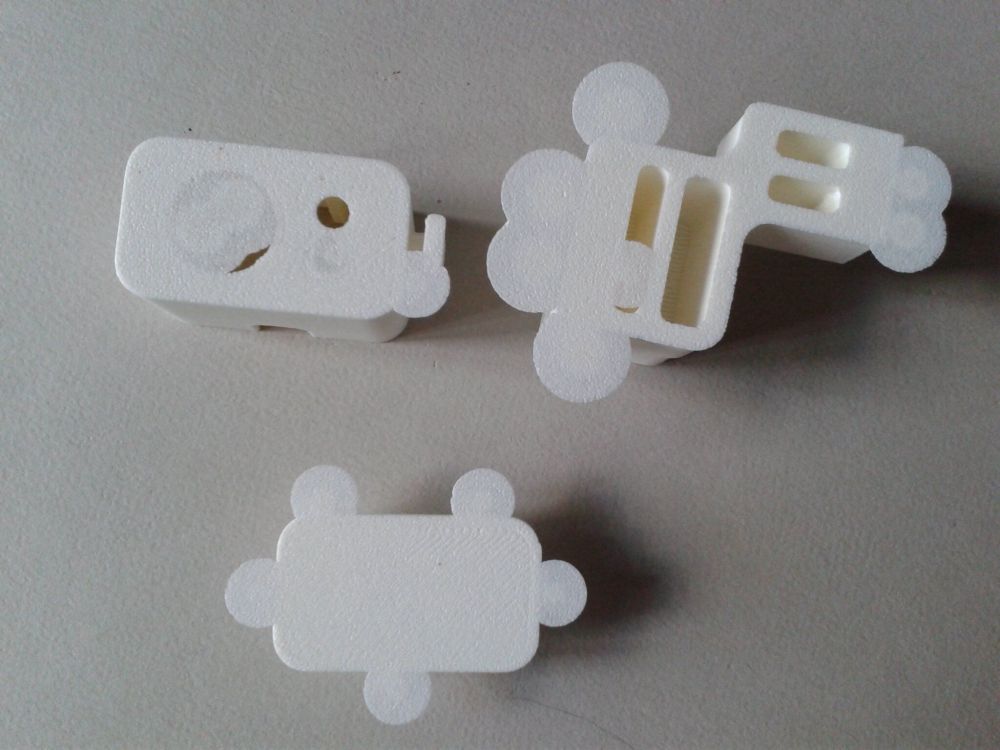
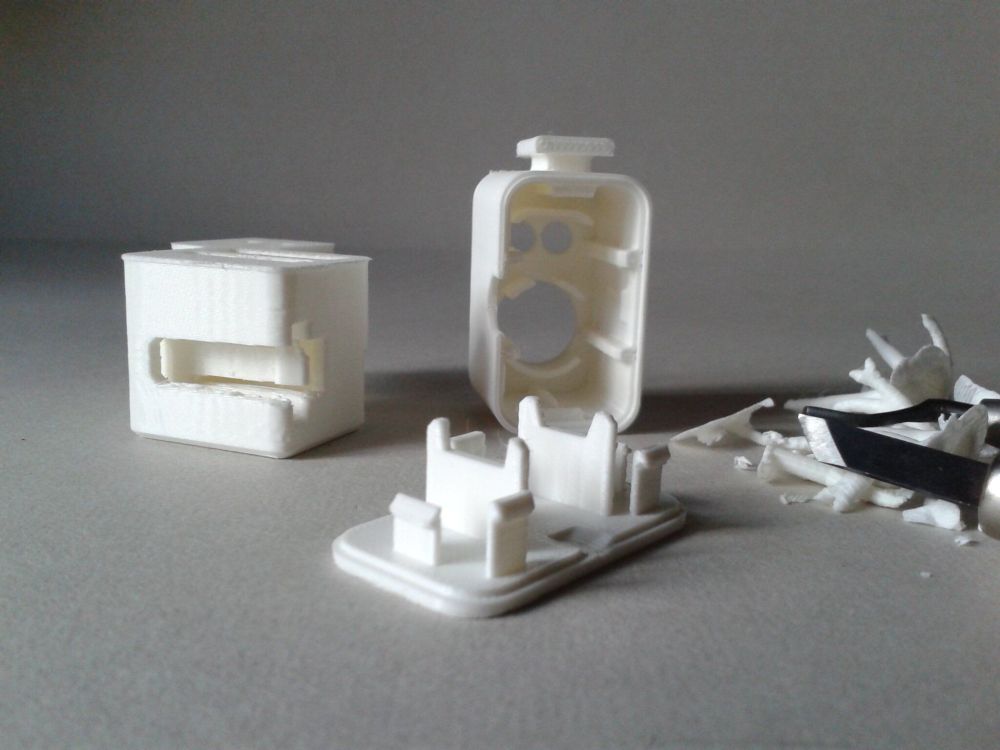
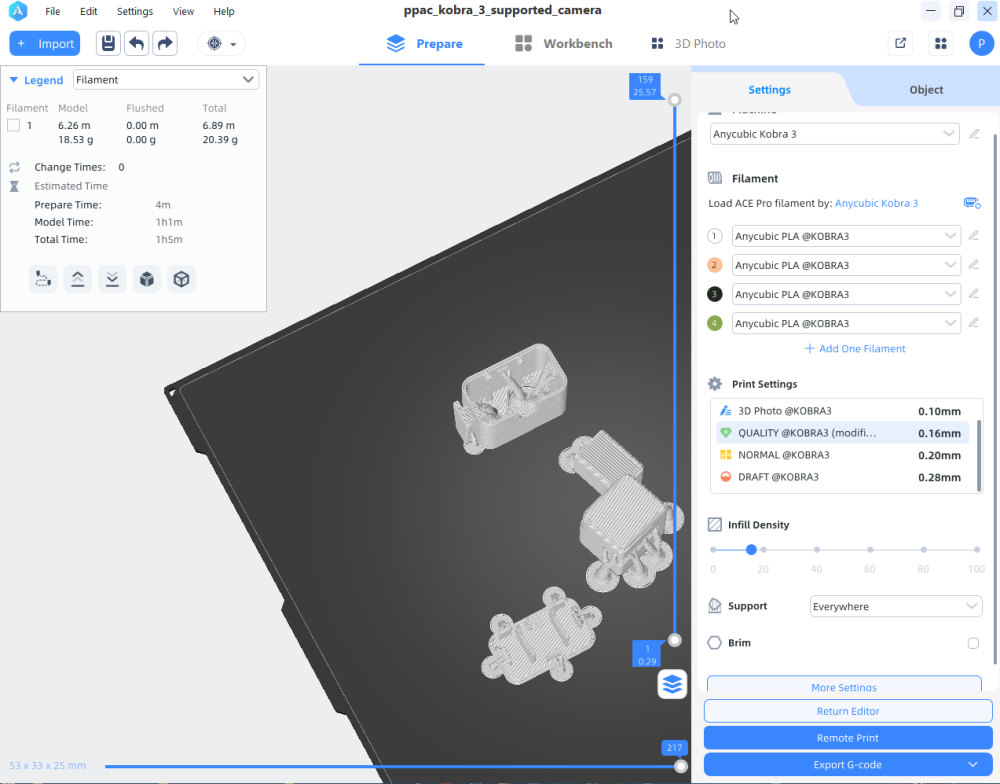
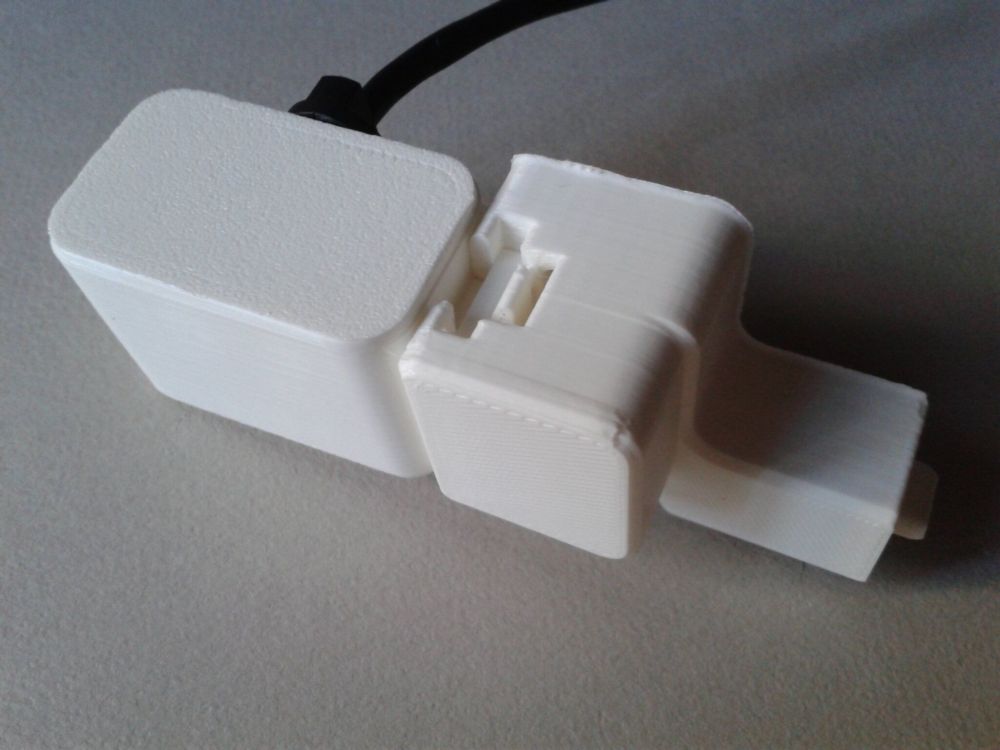
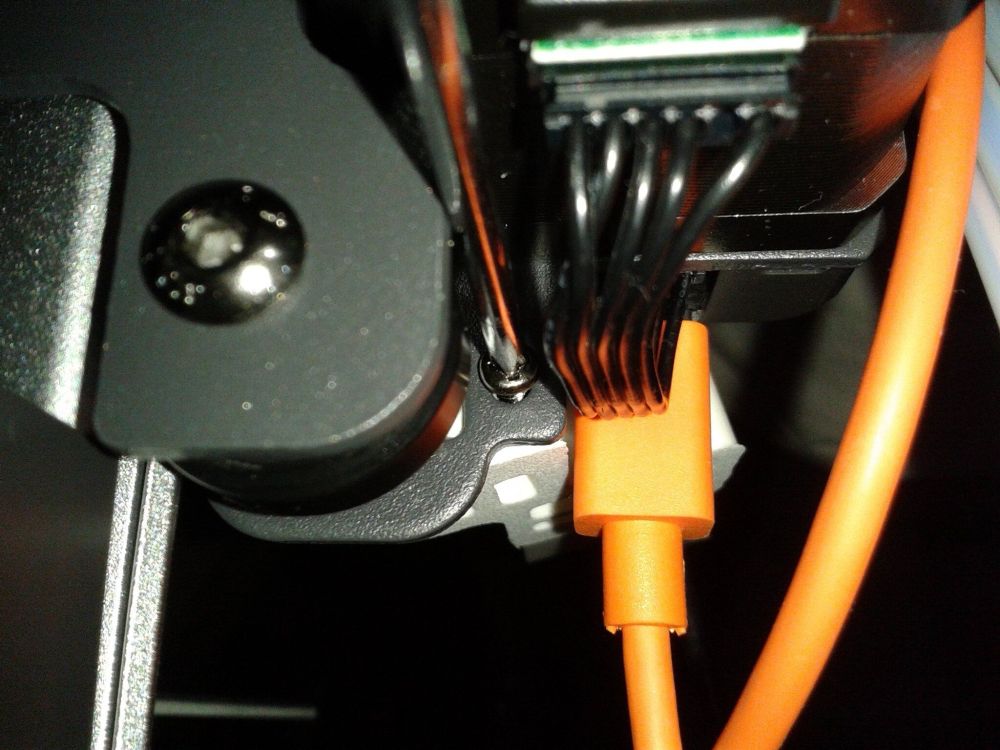
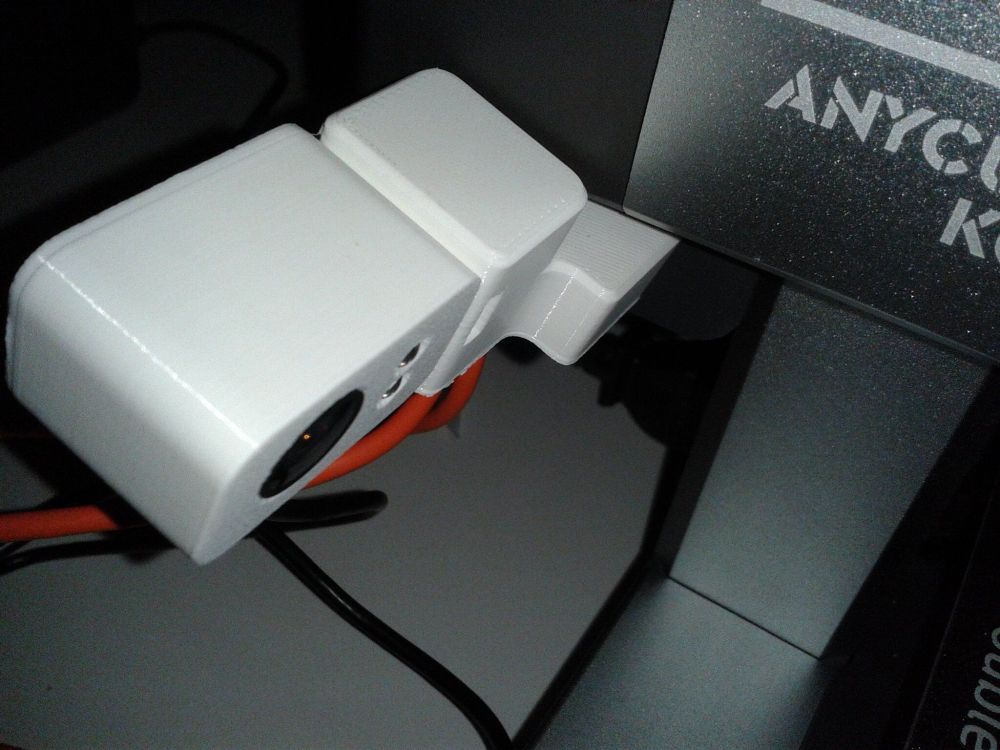
Je déplace (de mon commentaire précédant) et regroupe ici (dans ce commentaire) ce qui parle de La caméra officielle de la Kobra 3 Caméra fournie en cadeau avec ma commande, de ma Kobra 3 Combo. Réception de la caméra Impression du boitier et mise en place de la caméra officielle de la Kobra 3 Version du boitier de caméra imprimé "Kobra 3 Camera Mount (Improved Print File)" de "XP" https://www.makeronline.com/model/kobra-3-camera-mount-(improved-print-file)/17451.html Mise en place sur la Kobra 3 (cf https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo/camera-installation-guide ) Sur le wiki, il est spécifié que l'on doit utiliser le port USB le plus à gauche (celui juste à côté du port pour l'ACE ) pour y connecter la caméra sinon cela ne fonctionnera pas. Utilisation de la caméra officielle de la Kobra 3 Pour l'instant ( Anycubic Slicer v1.4.4 et firmware V2.3.2.3_1.1.6_1.1.6_release ) on peut voir le flux vidéo sous le "Workbenche" sous Anycubic Slicer ( il faut cliquer sur le bouton "Play" sous la zone d'affichage du flux vidéo pour activer la caméra. (Mais le flux passe par le cloud d'anycubic donc il arrive que l'on ai une perte du flux de temps en temps ) et/ou Sur l'écran de contrôle de l'imprimante, cocher "timelapse" en début d'impression ( Pas encore possible de demander un timelapse quand on lance l'impression en distant ) ( Il faut avoir une clé USB de connecté a l'imprimante pour en fin d'impression, retrouverer le fichier vidéo du timelapse sur la clé USB au chemin "/delayphoto/delay_photo.mp4". (Je n'ai pas trouvé si les vidéos sont ou non sauvé sur le Cloud d'Anycubic donc la clé USB semble indispensable, il ne semble pas possible de changer les paramètre du timelapse (qui ici est donc un hyperlapse, mais je n'ai pas testé de mettre des g-code étendus pour les timelapse lors de mes tranchage pour vérifier)) Mon premier essai de "timelapse" sur la Kobra 3 Combo, avec la caméra officielle. Oui, ce n'est pas top top, mais je n'avais pas pris le temps de suffisamment éclairé l'imprimante pour cet essai ) https://discord.com/channels/966957505580236851/1230084715185442857/1263654296881205340 ( La la capture d'écran c'est donc ce qu'il fait tourner sur un RPi et non sur la Kobra 3 ... ) " i've got only the camera plugged into a pi, running mjpeg-streamer turns it into an ipcam with led, brightness, sharpness controls etc "















 1 point
1 point -
Je rebondis sur ce thread car contrairement à mon précédent message qui ne le laissait pas transparaître, j'étais prêt à tester ce genre de détergent miracle (en l'occurence le nouveau Photopolymer Resin Detergent (5000g) d'Elegoo – ASIN B0CQ7KKLFQ) et j'étais même sur le point d'investir dans un gros nettoyeur à ultrasons de chez VEVOR, puisque ce genre de machine permet d'utiliser ce type produit sans danger, là où il y a un risque d'inflammabilité voire d'explosion avec les vapeurs d'IPA. Mais comme tout cela représente un certain coût (nettoyeur ultrasons + plusieurs bidons de détergent) j'ai d'abord potassé mon sujet. Il ressort que les détergents spécial résine seraient pour la plupart en effet plus efficaces que l'iPA pour nettoyer les pièces imprimées, comme le disait pjtlivjy. Mais j'ai aussi découvert de nombreux inconvénients en marge, qui pour moi deviennent rédhibitoires une fois additionnés : Les pièces ainsi nettoyées mettent des plombes à sécher à l'air libre, contrairement à l'IPA qui s'évapore rapidement. Le turn over est donc plus rapide avec l'iPA, en cas de production en série. Le détergent laisse une fine couche huileuse sur les pièces selon plusieurs témoignages (peut-être pas pour tous les détergents, je ne sais pas). Les pièces conservent une odeur persistante dont il est assez difficile de se débarrasser. Autrement dit elles continuent à émettre des COV chimiques. Le "parfum agréable" annoncé par le fabricant s'avère être un inconvénient, l'IPA ne sentant mauvais qu'avant son évaporation et non après. À cause de cela et de la couche huileuse mentionnée au point (2), il faut en fin de compte relaver derrière les pièces plusieurs fois à l'eau savonneuse ou... dans de l'IPA ! Le turn over en prend encore un coup. Contrairement à la résine diluée dans l'IPA dans un récipient transparent, on ne peut pas faire évaporer ce liquide au soleil (en gardant le couvercle du récipient ouvert) car comme explicité au point (1) il s'évapore difficilement (un aspect problématique présenté au départ comme un autre avantage par le fabricant) De même, on ne peut pas recycler ce produit par la même méthode (avec cette fois le couvercle du récipient fermé) en précipitant la résine de manière traditionnelle au soleil (ou aux UV d'une machine de cure) pour la filtrer par la suite. Parce que contrairement à de la la résine en suspension dans de l'IPA, la résine diluée ne polymérise pas du tout cans ce type de liquide… Une fois le produit souillé et rendu inefficace, il faut racheter de nouveaux bidons complets (ce qui revient sur le long terme bien plus cher que de l'IPA recyclé) ... et il faut bien entendu aller jeter entièrement ledit produit souillé à la section produits chimiques de sa déchèterie locale. Selon l'endroit où vous vivez, certains centres peuvent refuser ce genre de produit. Dernier point et non des moindres, j'étais comme je le disais plus haut sur le point d'utiliser ce produit dans un nettoyeur à ultrasons, mais aussi de le recycler dans la machine de Wilson (voir mon post à ce sujet plus haut) afin de résoudre tous les inconvénients sus-mentionnés – mais comme ce type de détergent empêche en fait la résine diluée de durcir et de précipiter, comme souligné au point (5) ci-dessus, le réacteur à UV de la machine serait dans ce cas inefficace. Quel dommage, j'étais vraiment prêt à passer le cap1 point
-
Ah, je le souviens que j'ai eu pareil lors de la première tentative il y a 1 mois... Pas de panique, en gros tu as un fichier modifié dans ton moonraker. Tu va dedans et tu fait un git reset --hard et tu relances. Je viens de faire un update de mon tuto : https://blog.kulakowski.fr/post/mise-a-jour-de-moonraker-et-fluidd-sur-lartillery-sidewinder-x41 point
-
Dans Orcaslicer 2 tu as le profil de la CR10 V21 point
-
Bonjour à tous, pas eu trop le temps de me connecter cette semaine, c'était la reprise. Alors là je dit bravo @llaumgui. Par contre là, ça va être très compliqué pour moi, je n'y connais absolument rien à klipper. La dernière fois avec @Darkos après avoir fini par régler la macro des leds j'ai été prend du paracetamol. Et je ne possède pas d'adaptateur usb au cas où il faut reflasher. Je te remercie pour ta proposition, mais pour l'instant je préfère rester comme ça. Franchement chapeau les gars et un GRAND merci pour votre partage à la commu. Car je sais que ça prend beaucoup de temps pour faire un bon tuto.1 point
-
Je penche pour un écrou de pied de parasol.1 point
-
Sinon @isidon t'en est où de tes vacances et du test ? J'espère que mes différents commentaires qui donnent lieu à des hors sujets ne te dérange pas trop. (Ne pas hésiter à me dire et/ou à signaler certain commentaire si tu veux un peu de ménage dans le sujet.)1 point
-
Oui exactement ! Choisir trois ou quatre propositions dans la liste suivante. manque de café , trop de drogues légales et/ou illégales, trop d'alcool , manque de sommeil, oublie de mes lunettes (de soleil ). intoxication aux vapeurs d'IPA déshydratation due au soleil autre1 point
-
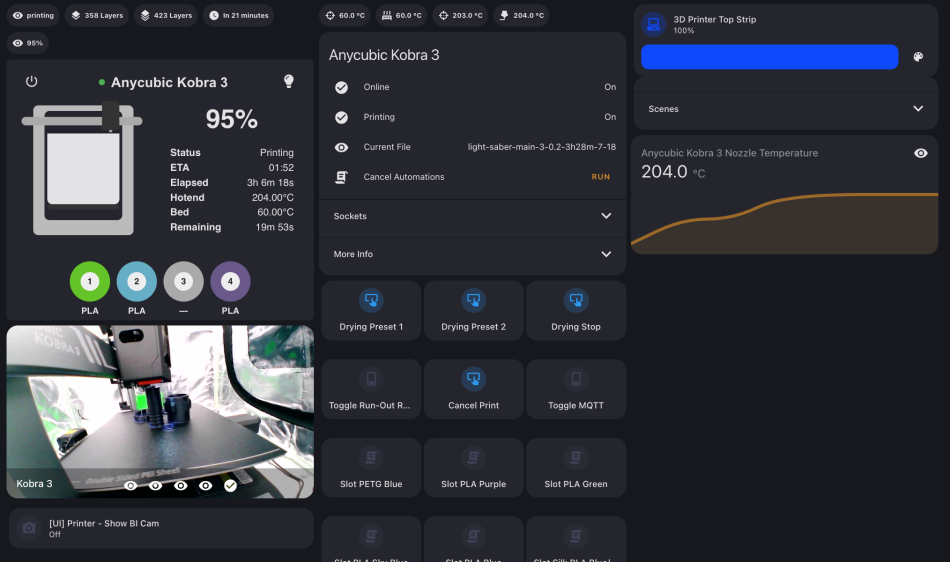
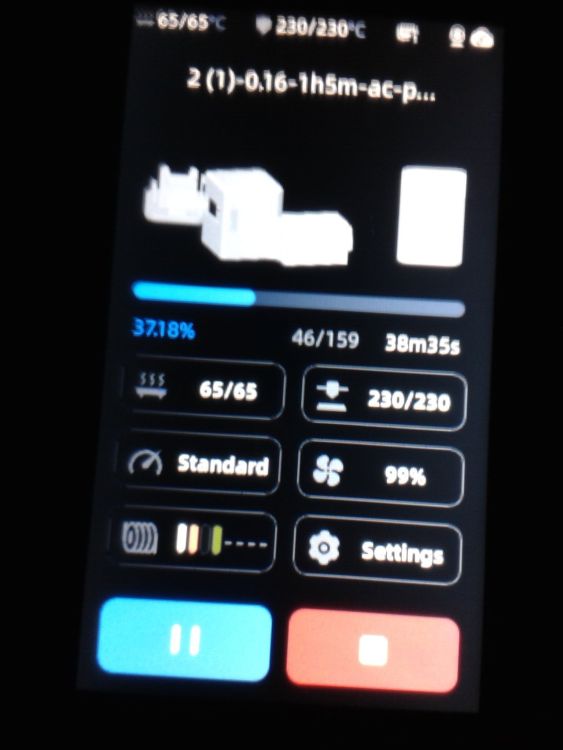
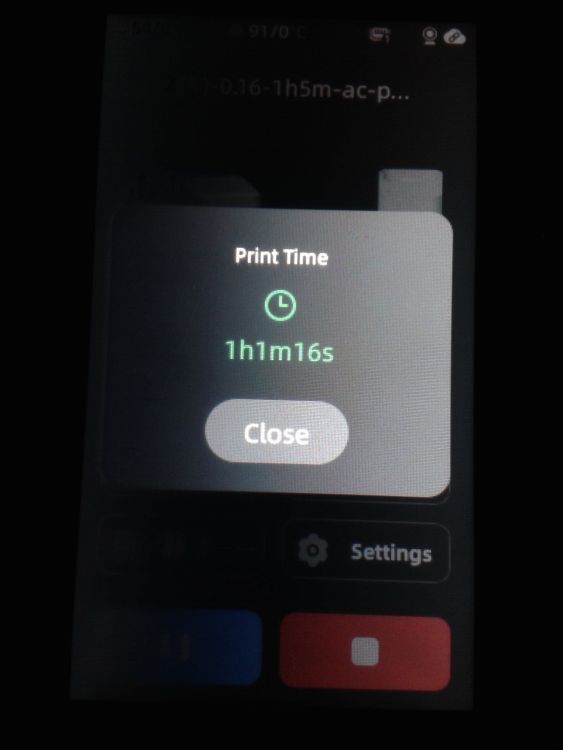
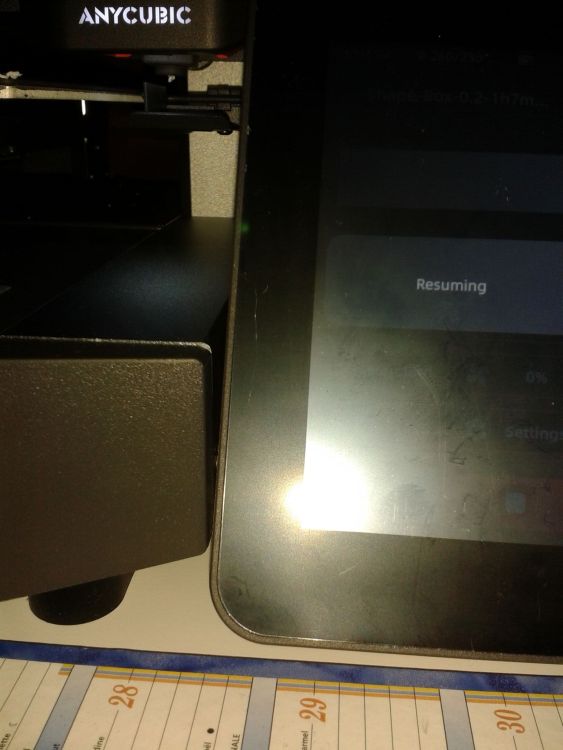
Avec mes excuses. M600 déclenche bien une pause sur la Kobra 3 (firmware V2.3.2.3_1.1.6_1.1.6_release). ( Je ne devais pas être bien frais lors de mes essais précédents. Et le fait que sous AnycubicSlicer v1.4.4 et AnycubicSlicerBeta v0.2.0 ils aient mis M601 comme g-code de pause, et que pour moi M600 c'est habituellement pour demander un changement de filament sur la majorité des firmwares que j'ai utilisés, cela ne m'a pas aidé.) Donc, lors de la pause (via un clic sur le bouton "Pause" de l'écran de contrôle ou sur lecture d'un g-code M600), il y a un "bip" sonore, la tête d'impression se park vers le coin en haut à droite du plateau ( mais étrangement elle ne va pas sur la zone de nettoyage ou de purge/flush du filament…) le bouton "Pause" sur l'écran de contrôle se transforme en bouton "Play" la température de la tête reste à la température d'impression en cours lors de cette pause. (Ce qui fait que le nez de la buse à tendance à suinter.) ( Il n'est pas possible d'aller dans le menu "Settings" quand en pause. Donc, on n'a plus la possibilité de faire un "On/Off" de la LED sur la tête, ou de modifier la valeur du Z-Offset quand en pause.) Puis si on clic sur "Play" cela affiche "Resuming" et reprend l'impression. (Sans passer par un nettoyage du nez de la buse, ni par une purge)

 1 point
1 point -
Ah bein oui, le sujet de @marlequeen que cite @trotro résumé bien l'étendu des essais qui ont été reportés ici ! Je l'ai bien poncé à une époque ce topic Et finalement j'ai changé de machine mais toujours pas de double extrusion. Le système Palette me fait toujours de l'oeil ceci dit... (Ma CB n'est pas d'accord ceci dit)1 point
-
Le SAV répond relativement rapidement, mais cela ne m'aide pas vraiment. Zut, ils ne sont pas sympas, ils ne veulent pas me passer les fichiers de config Klipper. Et faire une vidéo qui montre une impression qui ne se met pas en pause alors que l'on a un PAUSE, M0 et M600 dans le fichier d'impression, je ne vois pas vraiment ce que cela va apporter.1 point
-
( Je suis presque sûr que tu me dis cela juste pour remettre le couteau dans la plaie ) Malheureusement la version actuelle du firmware est entièrement verrouillée, pas d'accès SSH ou aux fichiers de configuration Klipper. Edit > Mes excuses, finalement M600 déclenche bien une pause sur la Kobra 3 (firmware V2.3.2.3_1.1.6_1.1.6_release). Je ne devais pas être bien frais lors de mes essais précédents. ( Hier, j'ai fait un ticket pour demander le g-code de pause. Ils m'ont répondu dans la nuit Donc j'ai répondu Ce à quoi ils me répondent J'ai bien l'impression que le SAV n'a pas tout bien compris de ma demande ou n'ont pas la réponse. Franchement répondre "you can try other codes" c'est pour moi équivalent à dire "ba, on ne sait pas. Mais on ne peut pas vous dire qu'on ne sait pas, car cela ne ferait pas pro. Donc, on préfère vous enfumer avec une réponse qui ne sert pas à grand-chose." Je viens de leur répondre qu'on ne semble pas se comprendre et que je voudrais les fichiers de configuration Klipper. )1 point
-
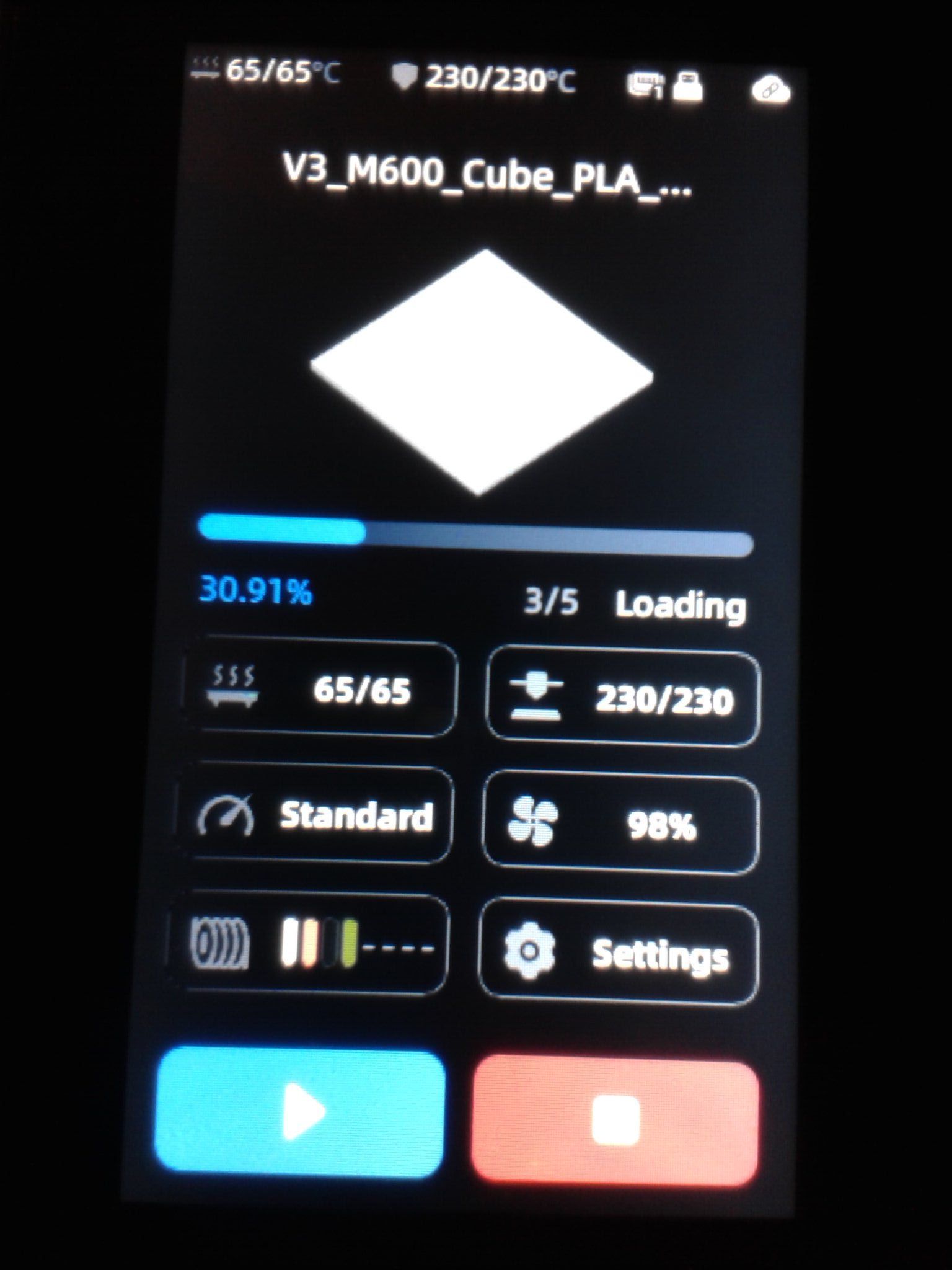
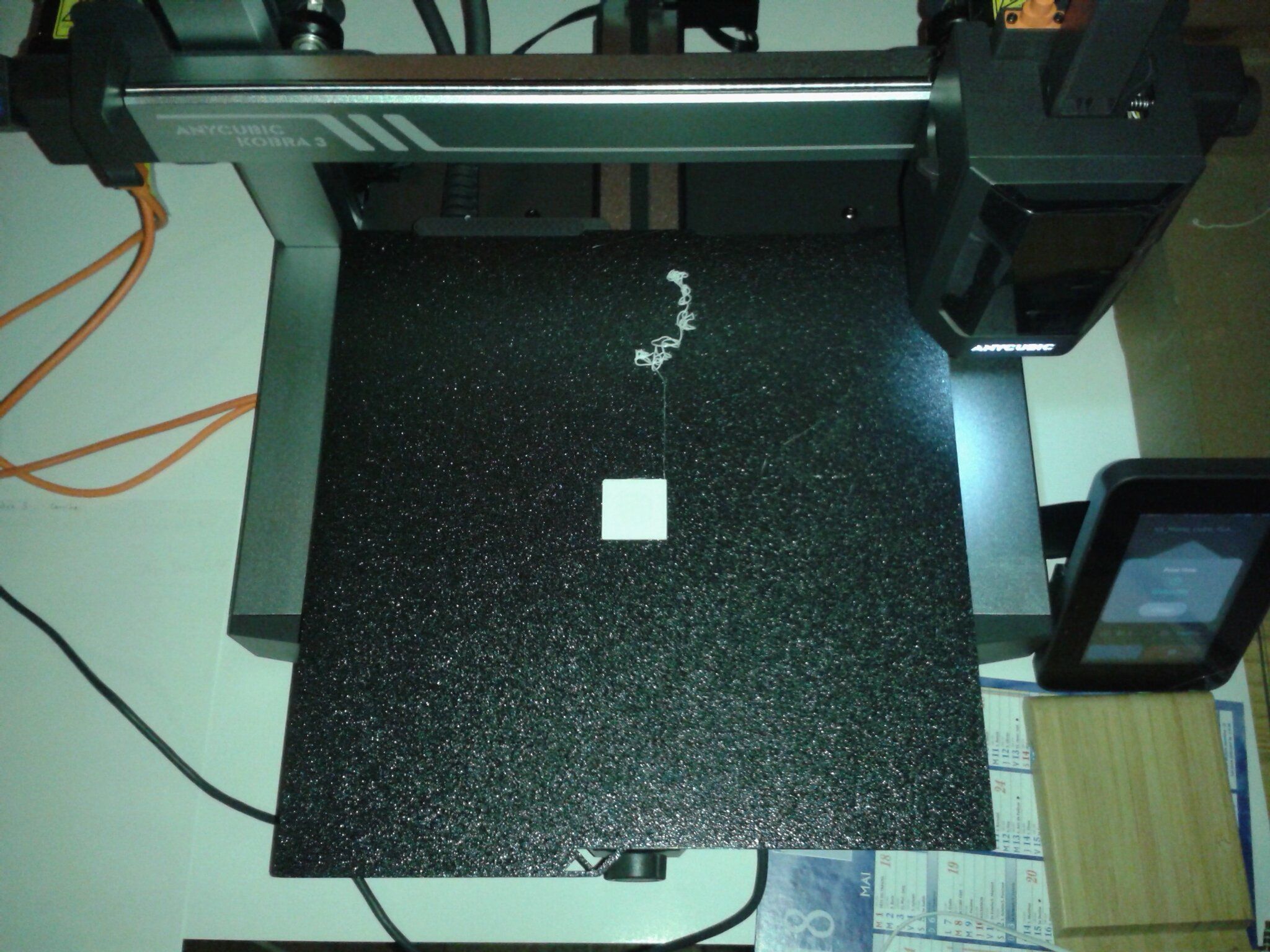
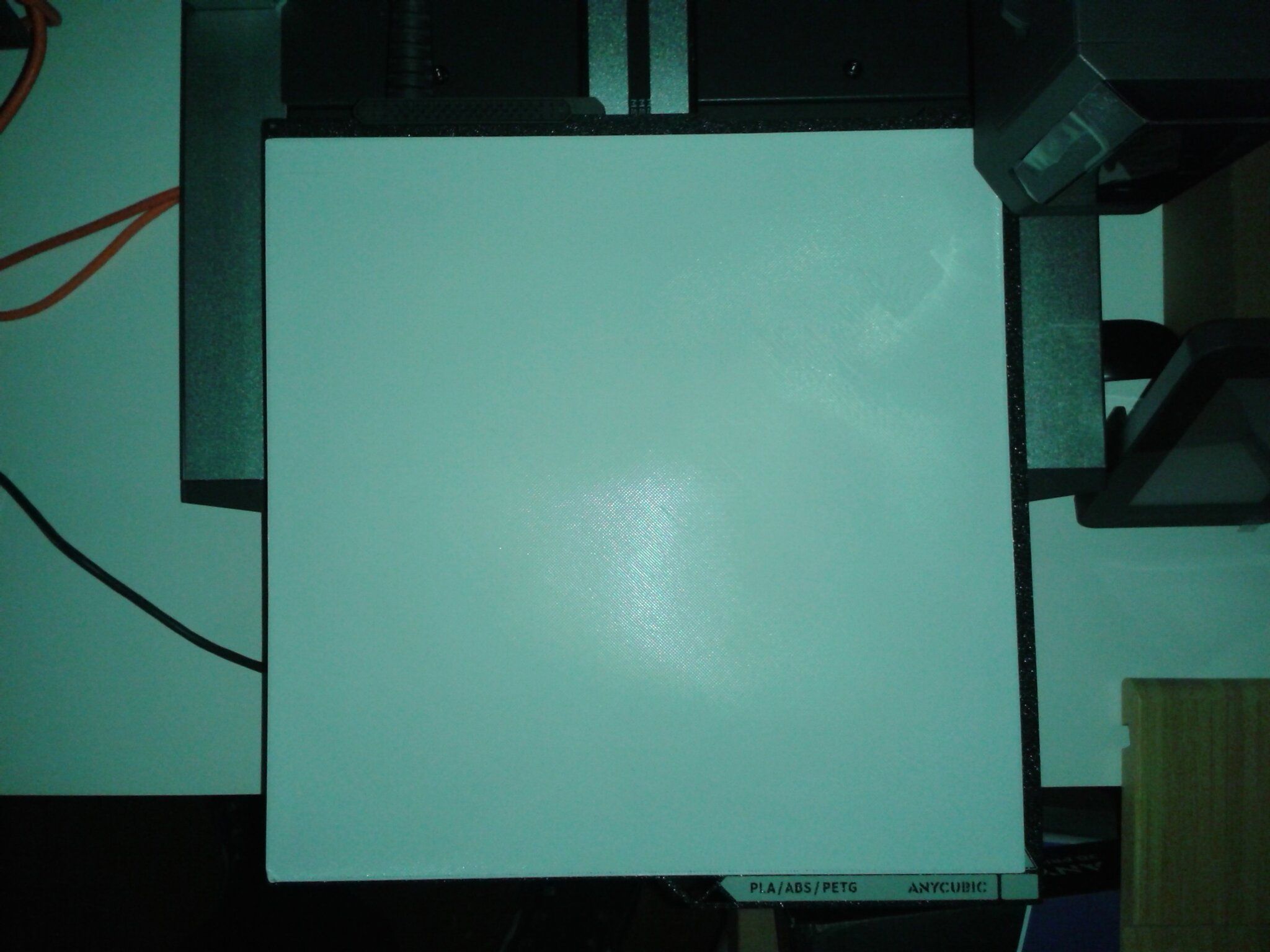
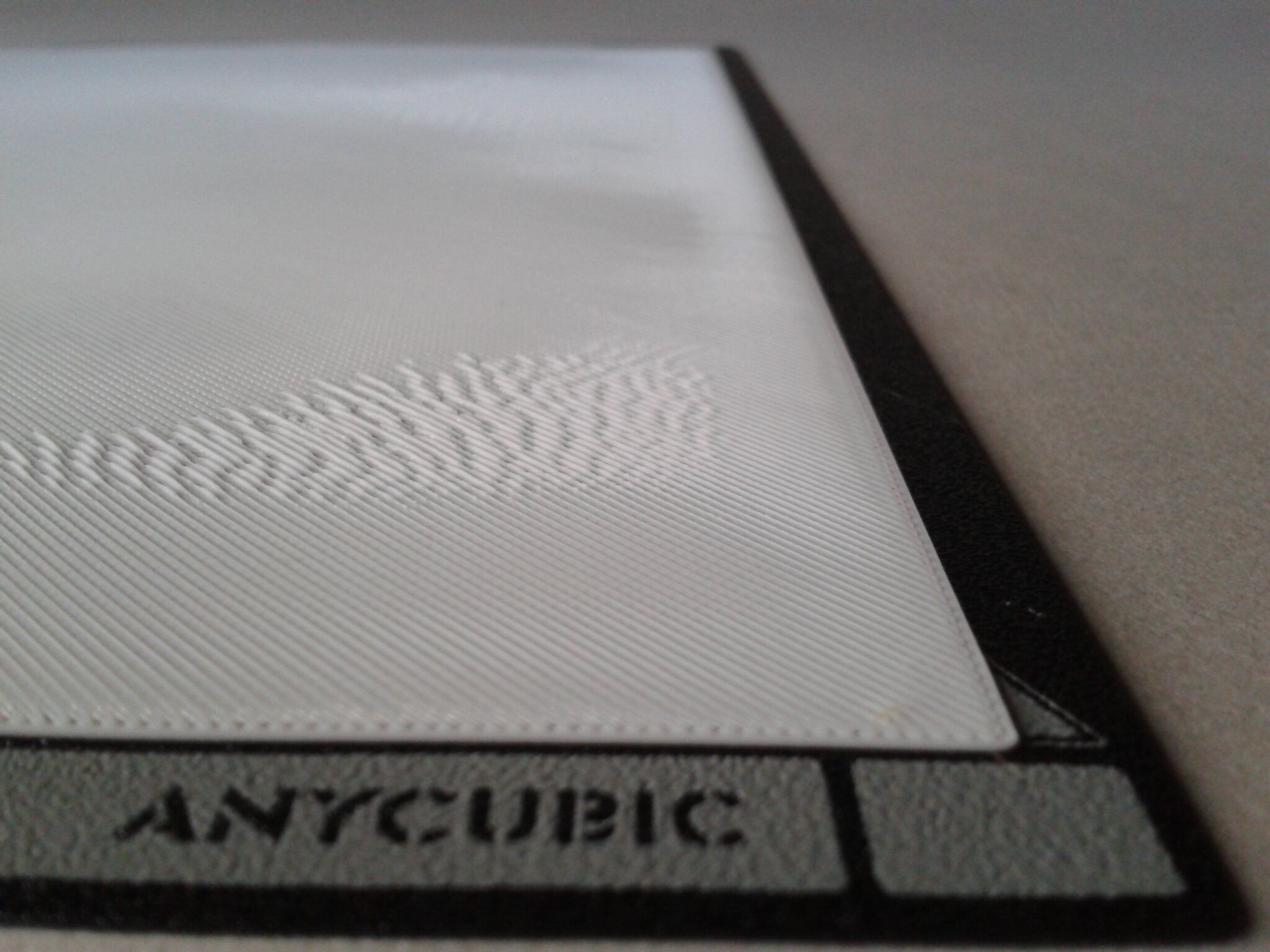
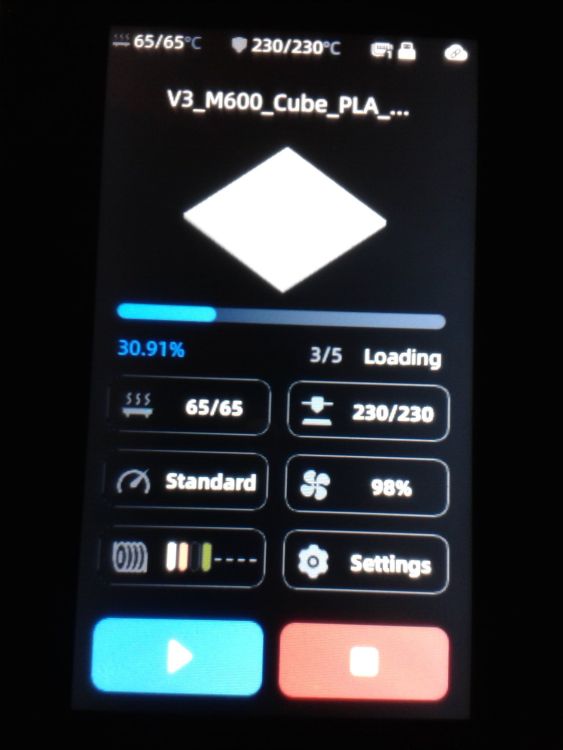
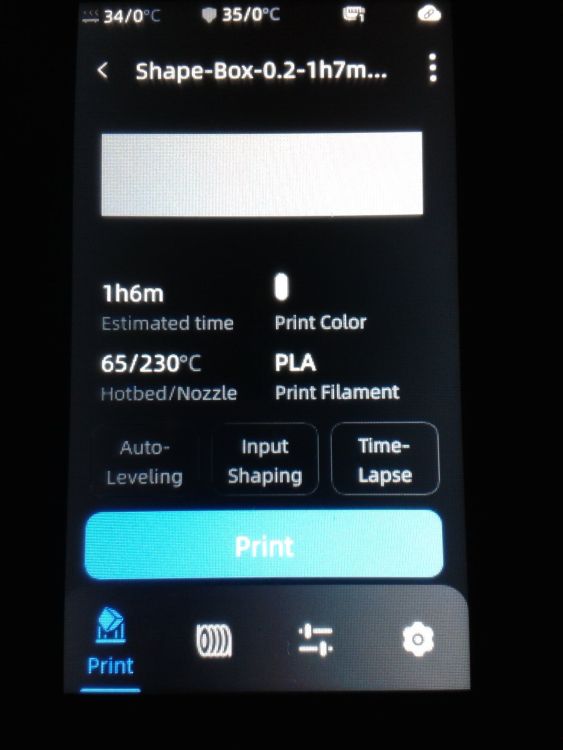
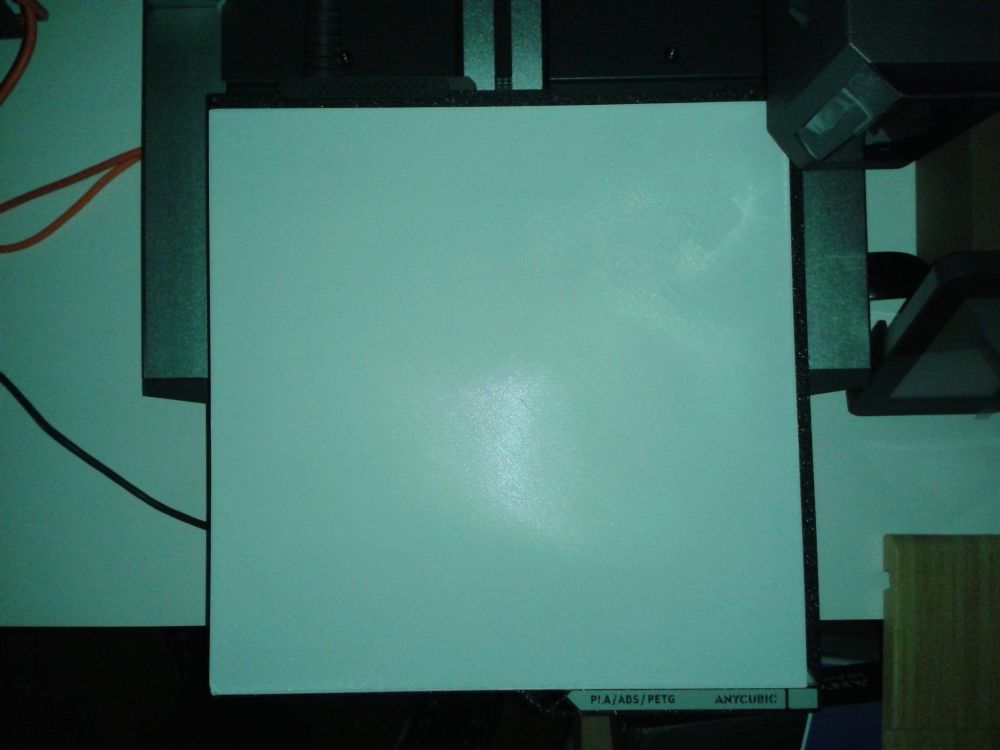
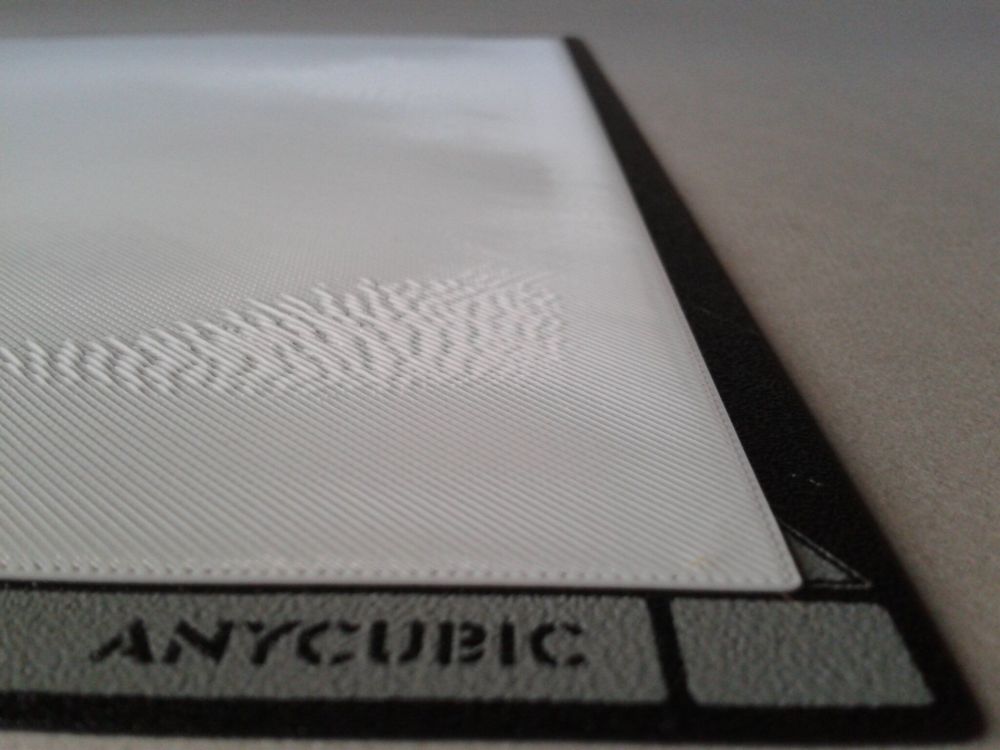
Je suis perplexe. J'ai testé "M0", "PAUSE", "M600" et "M601" pour demander une pause et/ou un changement de filament, mais c'est simplement ignoré par le firmware (V2.3.2.3_1.1.6_1.1.6_release). ( Quand on utilise le ACE c'est des changement d'outils T0, T1, ... pour changer de filament via le ACE et donc cela ne fait pas de pause. ) Edit > Mes excuses, finalement M600 déclenche bien une pause sur la Kobra 3 (firmware V2.3.2.3_1.1.6_1.1.6_release). Je ne devais pas être bien frais lors de mes essais précédents. Sinon des essais d'un pavé de 250 x 250 x 0.4 mm Premier essai ( sans auto leveling en début d'impression ) le dessus ( Ce n'est pas top, mais pas catastrophique non plus. Ce n'est pas parfaitement centré (le coin avant gauche presque hors surface du plateau ), je suis un poil en sous extrusion et avec un Z-Offset un poil trop grand, mais malgré cela, il y a des zones de cumul de matière. ) le dessous ( On peut voir que je suis un poil trop loin du plateau et le texte sérigraphie sur le plateau est "imprimé" sur la couche initiale ) Même fichier d'impression sur l'autre face de la plaque flexible PEI texturé (car il n'y a pas de texte sérigraphié dessus) Cette fois, avec un auto-leveling et test de résonance en début d'impression et en prenant garde de légèrement décaler le plateau afin que le coin avant gauche dépasse un poil de la base/support du plateau pour pas être dans le vide a l'impression ) dessus dessous J'ai déjà fait pire avec d'autres imprimantes (Mais c'est définitivement moins bien qu'avec la Ender-3 V3 Core XZ ou la Q1 Pro, mais equivalent ou mieu que la Ender-3 V3 KE ou SE), mais donc, les 25 points de leveling et la méthode de mesure et de compensation semble à affiner coté firmware.







 1 point
1 point -
Voici un article sympa paru dans Polimerica : Bioplastiques issus des grains de brasserie La recherche, financée par l’UE, vise à utiliser des sous-produits pour formuler de nouveaux polymères, copolymères et mélanges biosourcés. 9 juillet 2024 08:44 Une subvention de l’UE de 4,8 millions d’euros a été accordée à l’Université de Pérouse pour mener à bien le projet de recherche Polymeer visant à exploiter les déchets générés par la production de bière (grains) pour la synthèse de nouveaux polymères, copolymères et mélanges de polymères biosourcés. Les grains de brasserie sont les principaux déchets du processus de brassage, constitués de l’enveloppe du grain d’orge, du péricarpe et des enrobages de graines, qui sont des résidus de la phase de brassage. Ils sont principalement composés de fibres (70%), de protéines (20%) et de composés phénoliques. La production de battage est proche de 40 millions de tonnes par an, dont 8 millions rien qu’en Europe. La gestion de ce sous-produit - disent les chercheurs - est problématique en raison de son abondance (environ 40 kg pour 100 litres de boisson), de sa forte teneur en humidité et de sa charge microbienne élevée, qui réduisent considérablement sa durée de conservation. L’objectif est de transformer ces déchets en nouveaux matériaux recyclables et/ou biodégradables, formulés pour répondre à des exigences techniques spécifiques à différents secteurs d’application : dans l’agriculture, où la résistance à la dégradation par les UV, les propriétés barrières et la biodégradabilité dans le sol sont requises ; dans l’emballage, voire dans la chaîne d’approvisionnement de la bière elle-même ; et dans le secteur textile, pour l’industrie automobile, où des propriétés ignifuges et antimicrobiennes, une résistance aux UV, une hydrophobicité et une oléobicité sont nécessaires. Le projet de recherche de quatre ans est coordonné par le professeur Assunta Marrocchi (à droite sur la photo) du département de chimie, biologie et biotechnologie et le professeur Ombretta Marconi (à gauche sur la photo) du département des sciences de l’agriculture, de l’alimentation et de l’environnement et directeur du Centre de recherche sur l’excellence de la bière (CERB). Ce financement s’inscrit dans le cadre de l’appel Horizon « Développement de nouveaux polymères et copolymères biosourcés à haute performance », promu par l’entreprise commune « Circular Bio-based Europe ». Le projet débutera en septembre prochain et verra la participation de 13 partenaires, dont des universités, des organismes de recherche et de technologie et des entreprises, coordonnés par l’Université de Pérouse : Université de Rome La Sapienza (Italie), Bio Base Europe Pilot Plant Vzw (Belgique), Next Technology Tecnotessile Società Nazionale di Ricerca R L (Italie), Lomartov Sl (Espagne), Zabala Brussels (Belgique), Aimplas - Asociación de Investigación de Materiales Plásticos Y Conexas (Espagne), Normec Ows (Belgique), Bio-Mi Drustvo S Ogranicenom Odgovornoscu Za Proizvodnju, Istrazivanjei Razvoj (Croatie), Universiteit Twente (Pays-Bas), Birra Peroni Srl Società Unipersonale (Italie), Dual Borgstena Textile Portugal, Unipessoal Lda (Portugal), Fraunhofer Gesellschaft zur Forderung der Angewandten Forschung Ev (Allemagne), Investornet-Gate2growth Aps (Danemark).1 point
-
Avant d'aller vous extasier devant les feux d'artifice du 14 juillet, on vous propose de lire notre hebdo 3D avec Bambu Lab , Atome3D, Formlabs et Anycubic pour les news mais aussi un peu de #DIY et un #test de matos TwoTrees https://www.lesimprimantes3d.fr/semaine-impression-3d-445-20240714/1 point