Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/08/2024 dans Messages
-
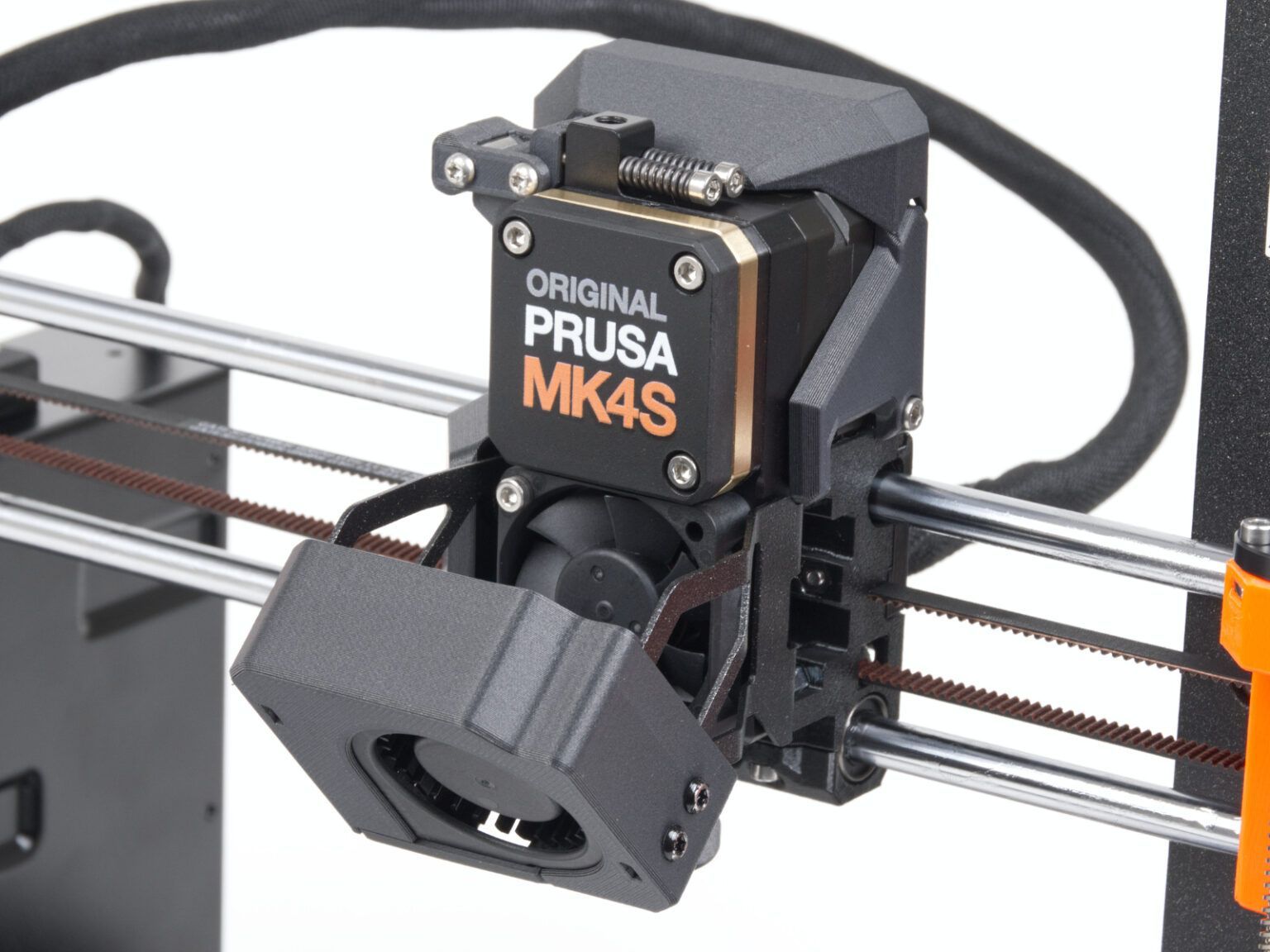
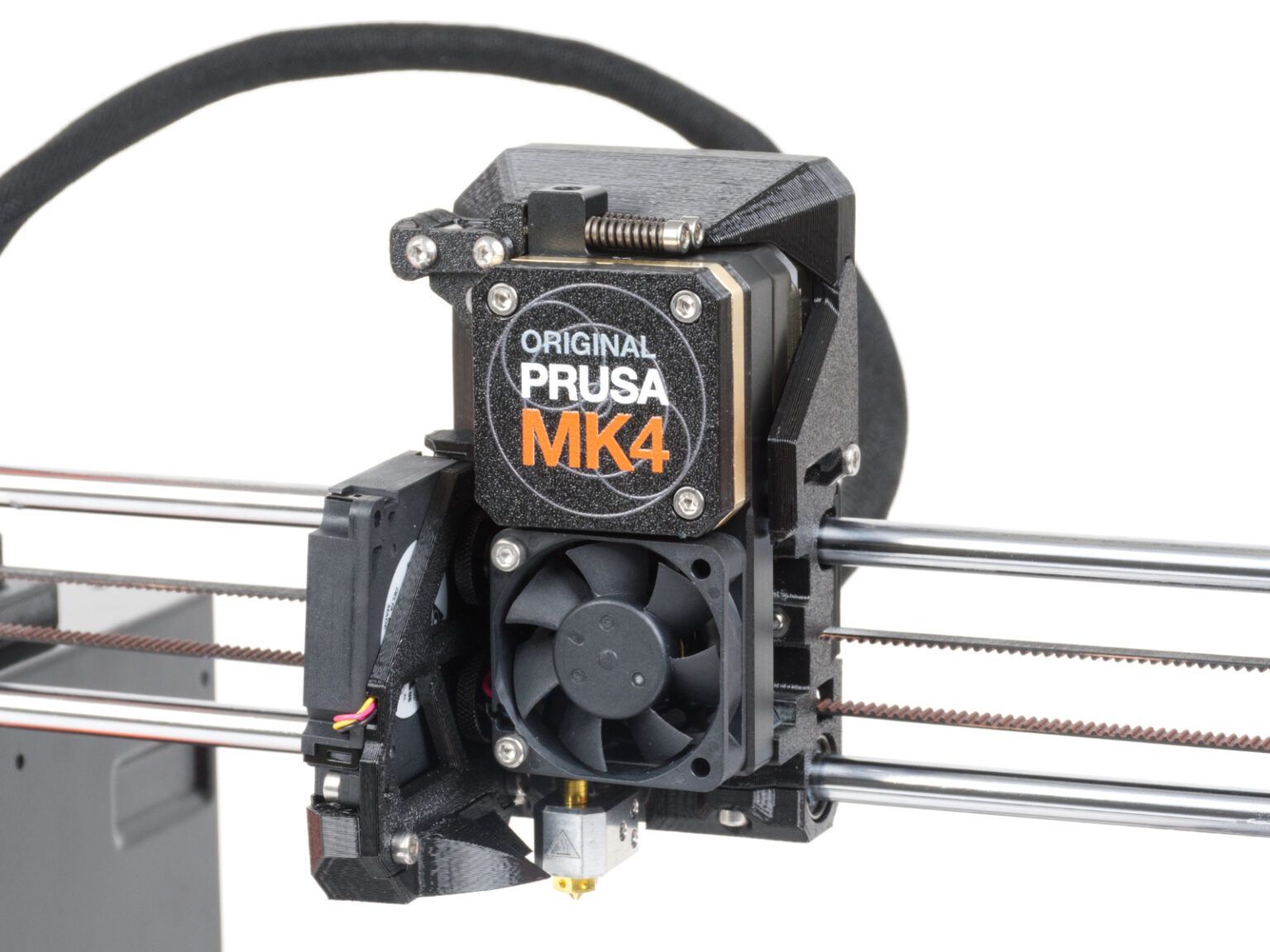
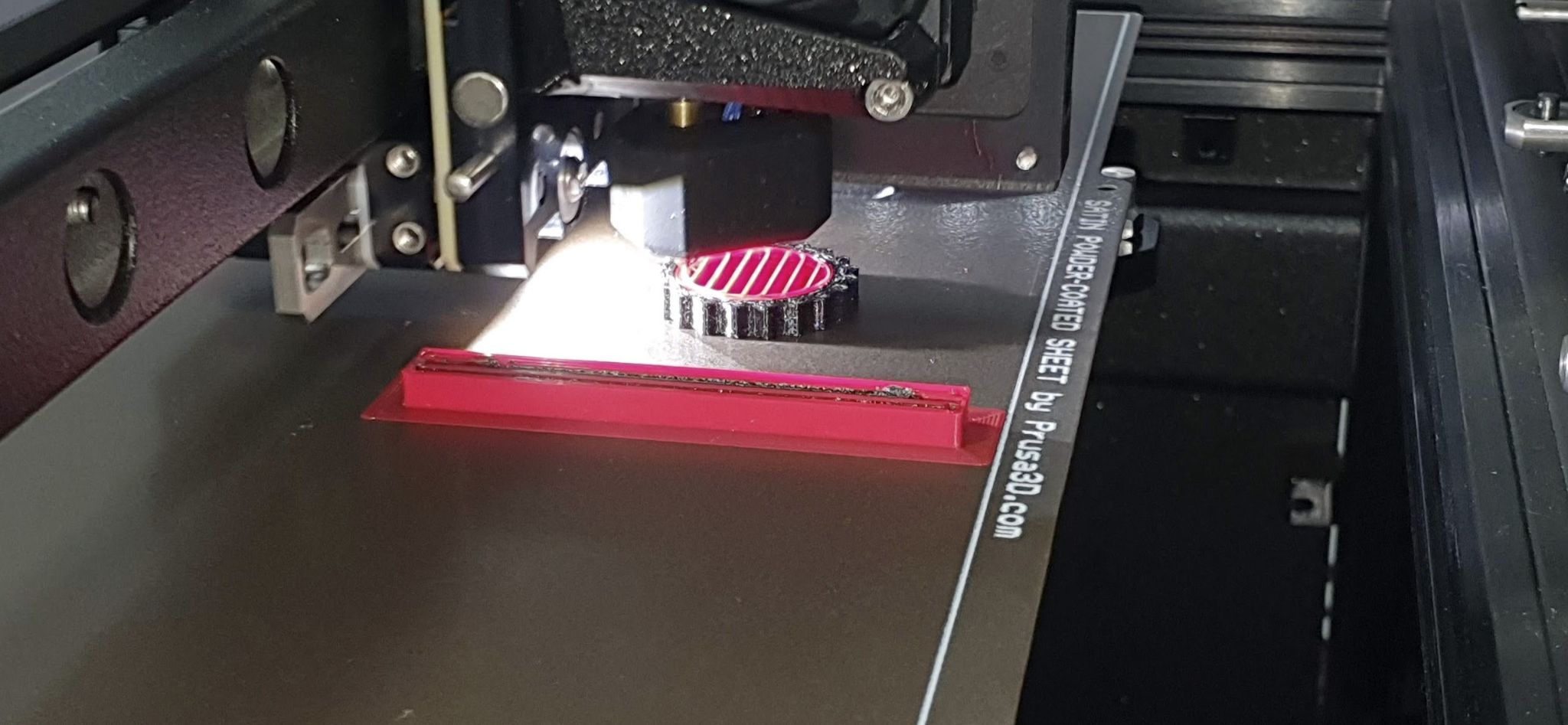
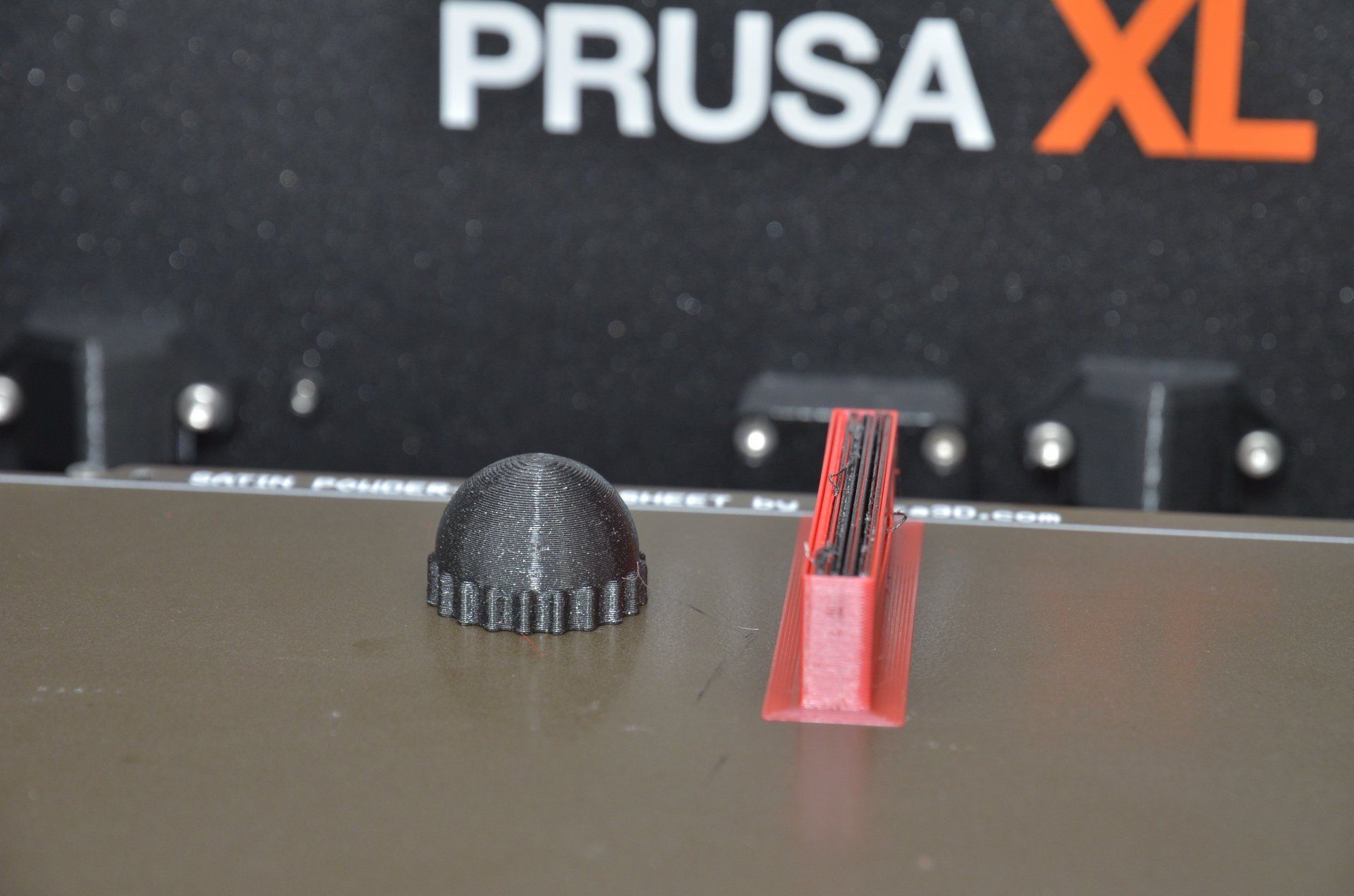
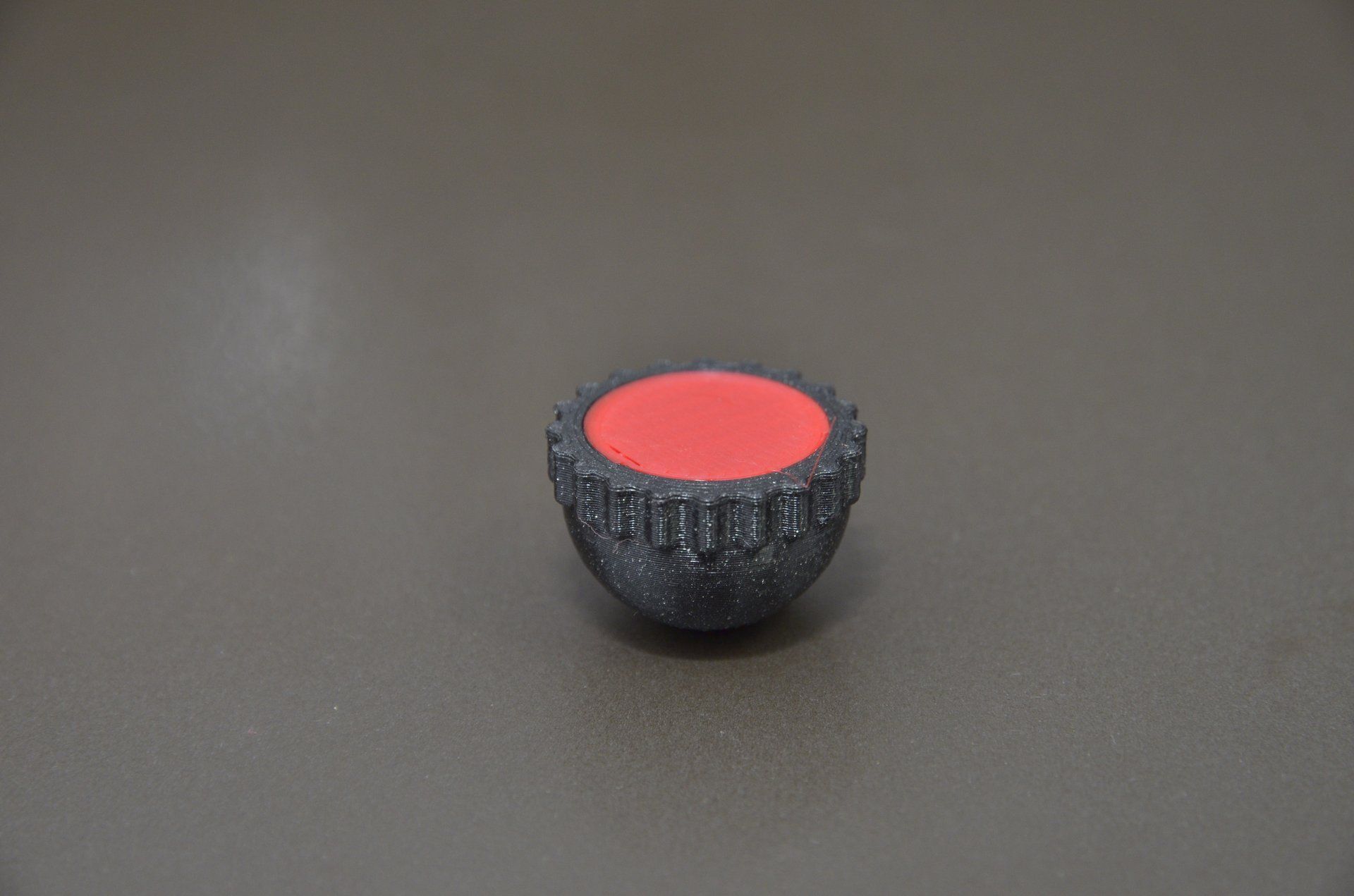
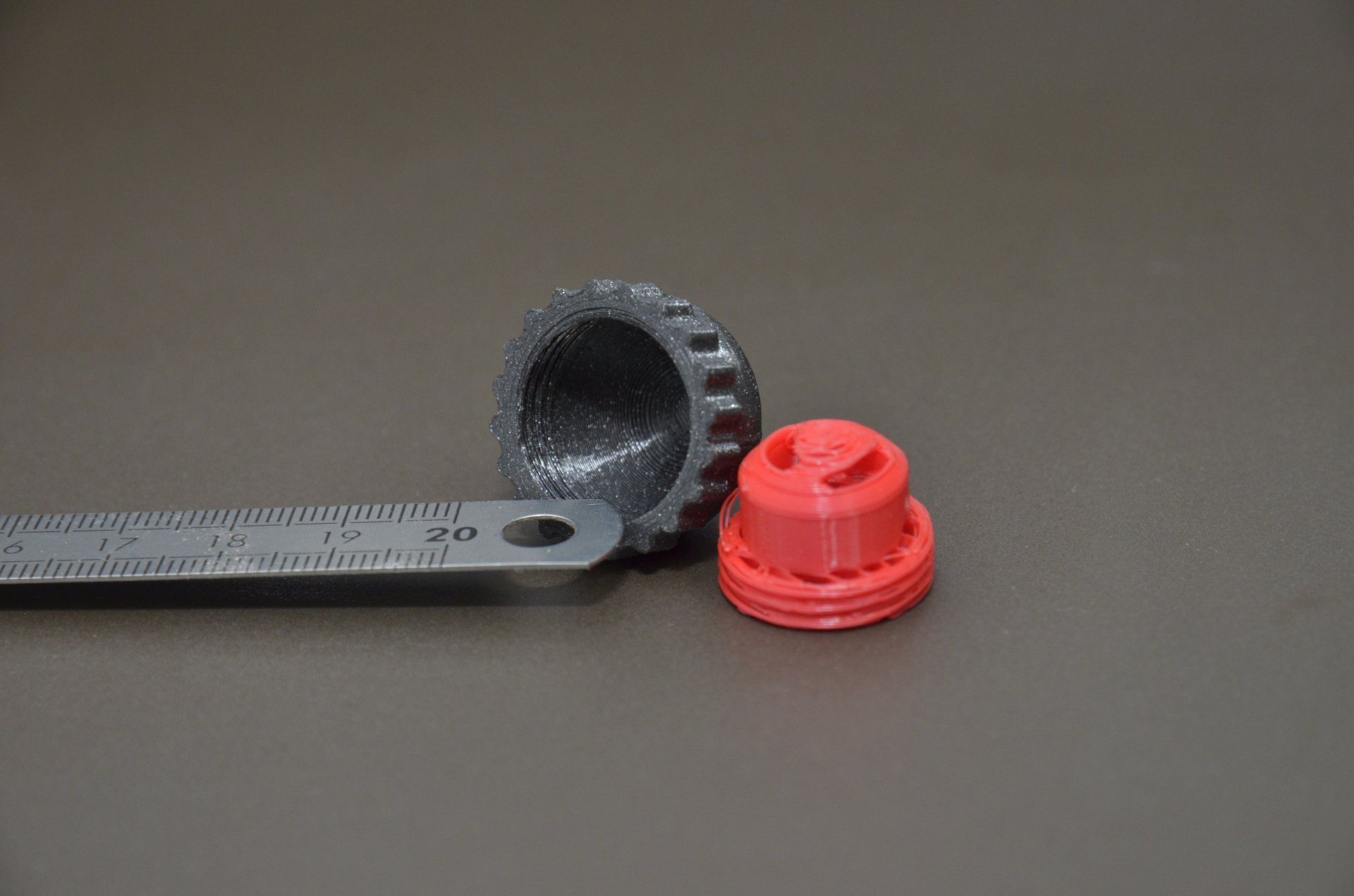
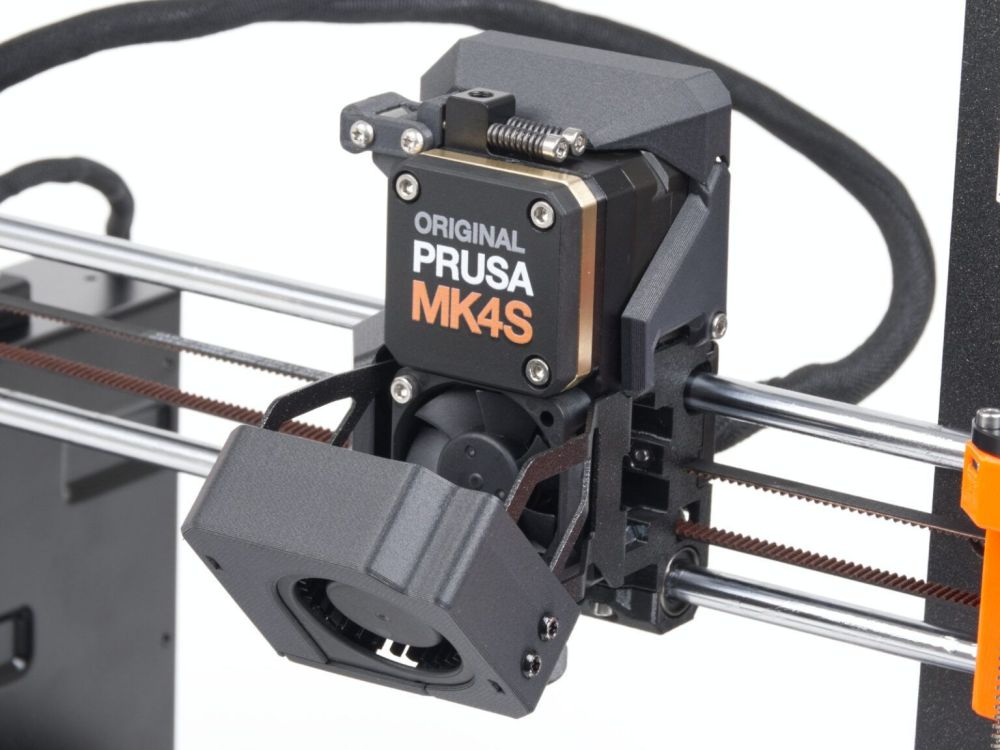
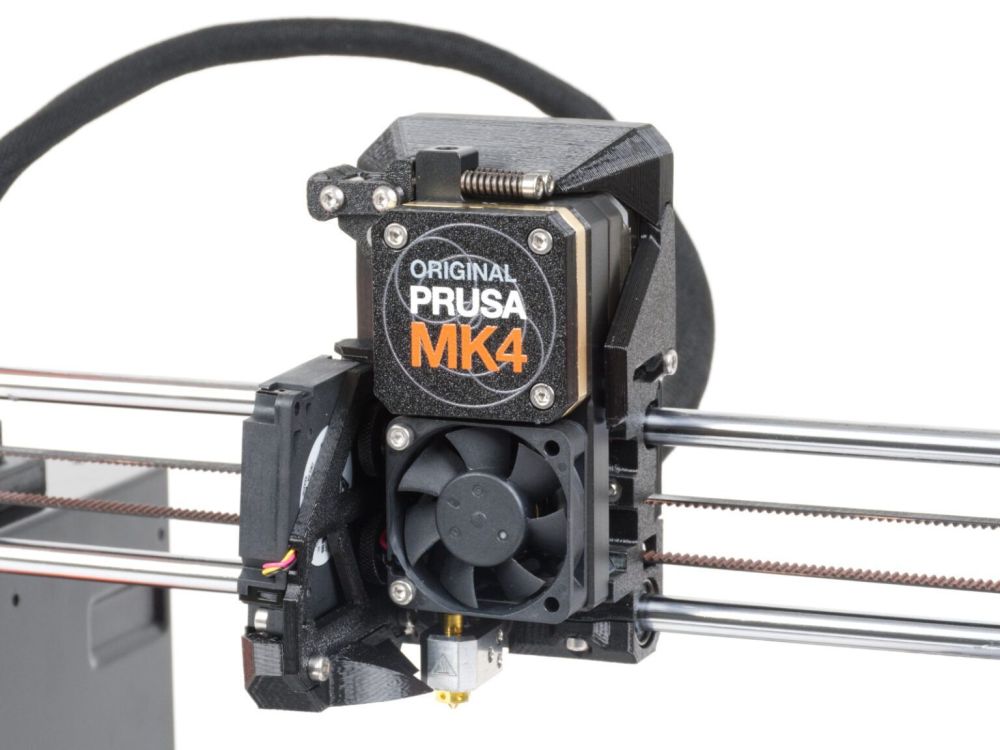
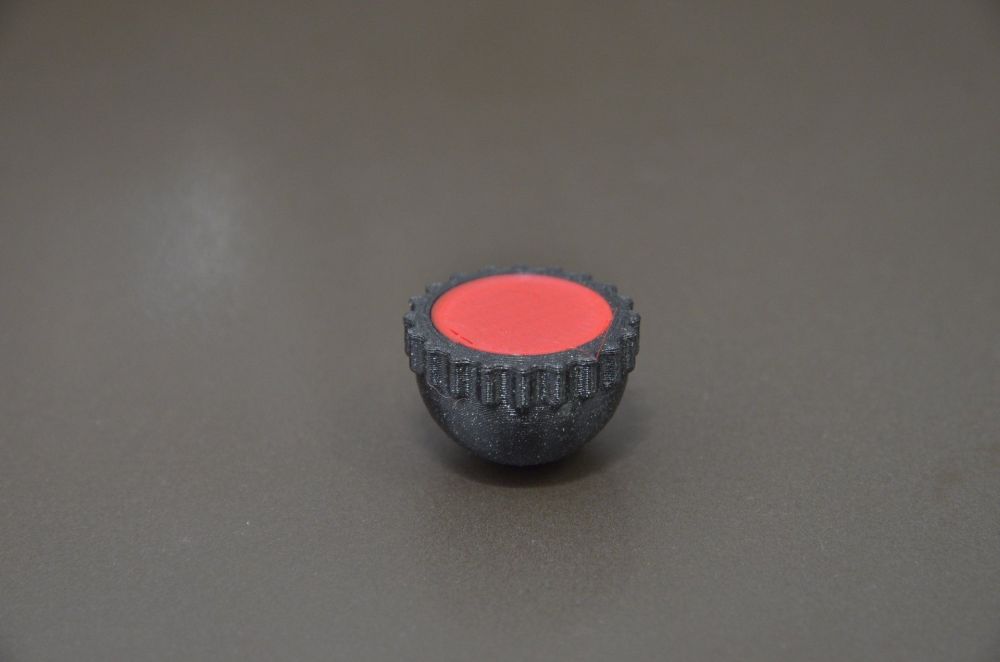
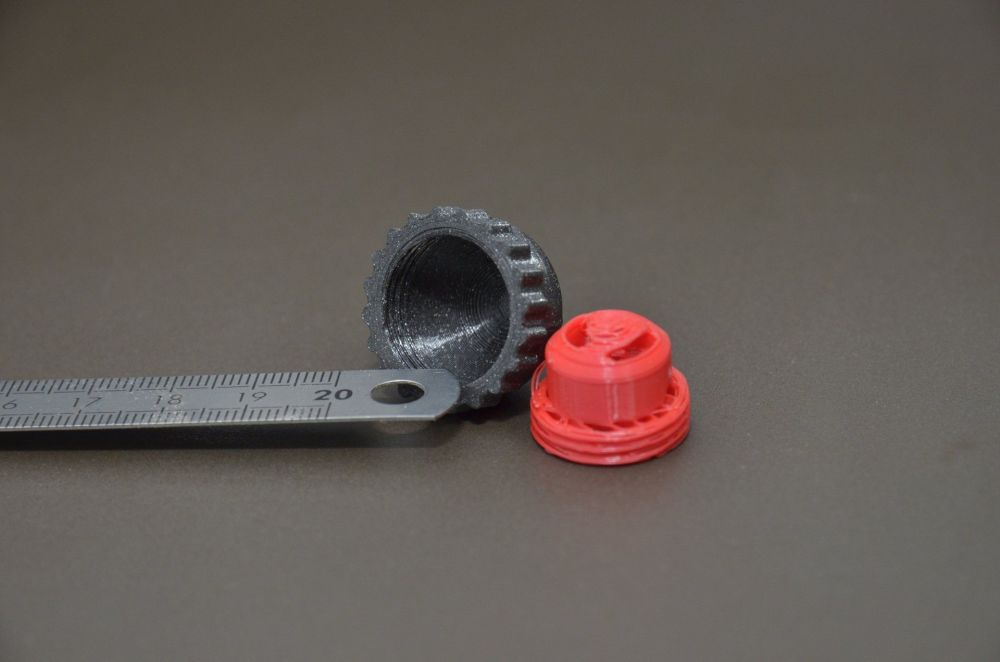
C'est vite dit ça. Les même technos oui, mais les têtes sont très différentes. La MK4 vs la MK4S : Clairement sur la XL je ne vois pas où ils pourraient mettre ce gros ventilo : A l'avant c'est impossible car il y a le toolchanger. A l'arrière il y a les courroies à moins d'un centimètre. Sur le côté, lors de la préhension de l'outil, à l'œil il reste un centimètre de libre sur la gauche. La seule chose qu'ils pourraient faire, c'est remplacer le ventilo actuelle par le nouveau, mais en conservant sa position verticale. Et je ne suis même pas sûr qu'il rentre en épaisseur. En gros ça serait une nouvelle conception avec nouvelle étude de flux, et pas un simple report d'un élément de la MK4S sur la XL. Mais laissons nous surprendre. J'en profite pour parler de la visibilité sur la buse. Autant sur la MK4 c'est génial, on voit parfaitement ce qu'il se passe. Autant sur la MK4S je pense que ça doit être frustrant d'avoir ce gros ventilo devant, j'ai l'impression qu'on y voit encore moins que sur une MK3S+. Pour la XL c'est un peu différent, on a aussi une grosse masse devant qui cache la vue, mais étant une CoreXY le plateau démarre en haut, et donc il est plus facile de regarder dessous. Assis à mon bureau, c'est pile à hauteur des yeux donc parfait pour garder un œil dessus (même si honnêtement, je ne la surveille presque plus). Comme j'ai accès à tout le tour de la machine, le meilleur spot (où il faudrait placer une éventuelle caméra) c'est à l'arrière droite. On y voit parfaitement la buse. Pour les curieux, la pièce en impression au dessus et un petit bouchon de chignole à main que j'ai perdu. Il y a un filetage M20, et le bouchon est bombé pour laisser la place à quelques forets dans le manche de la chignole. Je profite de la XL pour faire cette mini impression en PETG avec du support en PLA. Bon c'est plus pour le fun, car ça serait très bien passé sans support. Je n'ai pratiquement eu qu'a "dévisser" le support.


 4 points
4 points -
Bonjour à tous ! Je suis à mon tour heureux possesseur d'une Qidi Q1 Pro ! Et que dire ! Comparé à mon achat chez Elegoo ! L'impression est juste dingue dès le départ, rien à régler soit même , juste cliquer sur un ou deux truc au départ donc le bed leveling, mais tout se fait tout seul, pas besoin de feuilles, et régler approximativement des vis de tant de minutes ou degrés LUL. Le "bench" du bateau je crois que c'est le meilleur que j'ai fais. Le "bench" première couche, un micro changement de z-offset légèrement plus bas peut-être, mais ça m'a l'air plutôt bon ! TOP, je vais pouvoir bosser sérieusement sans me prendre la tête sur les réglages, même si yaura toujours des choses à affiner, ne serait-ce qu'en fonction des types de filaments et surtout marques de filaments.4 points
-
Bingo ! Et pour conclure, des photos de l'ensemble.


 4 points
4 points -
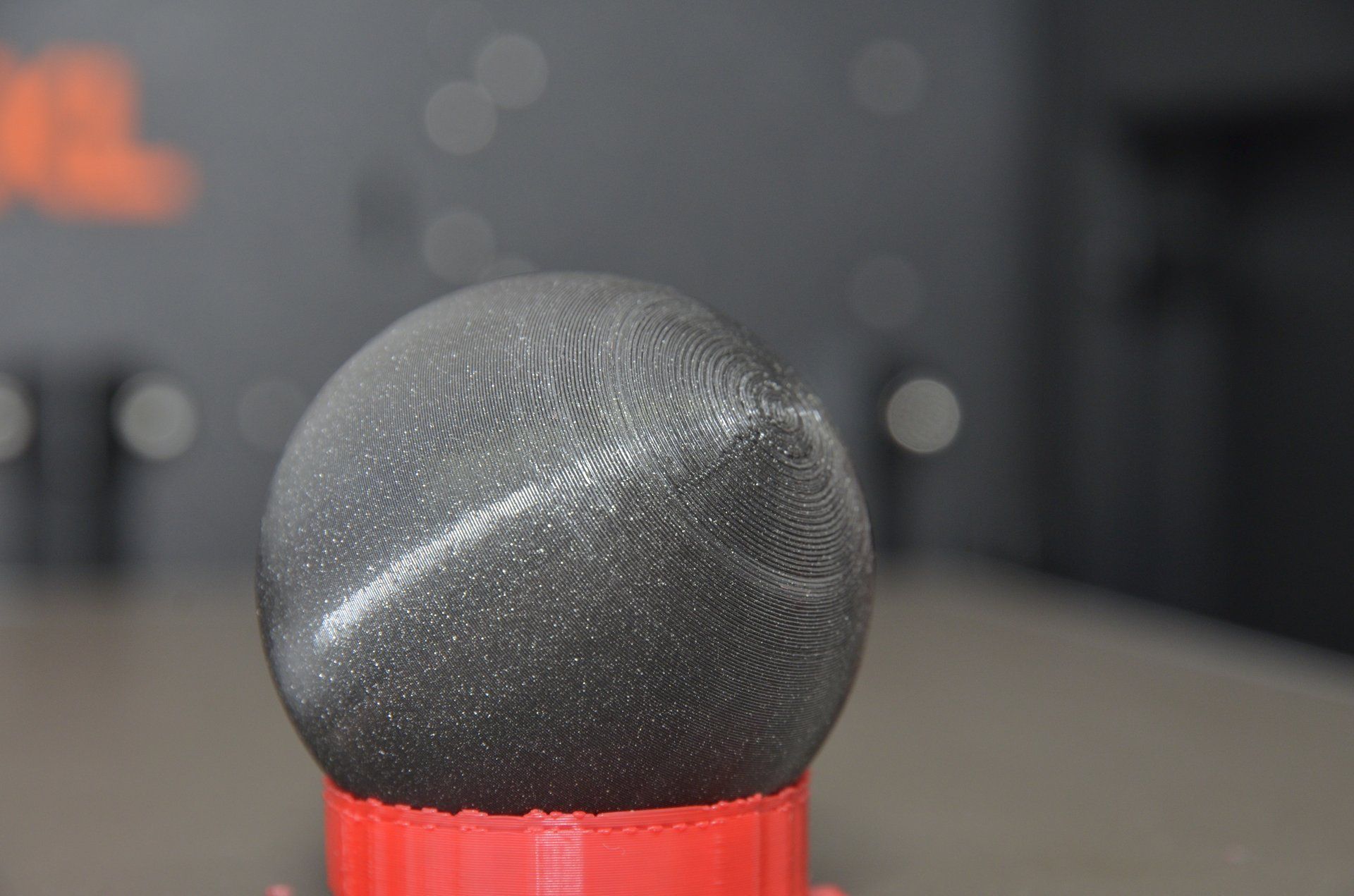
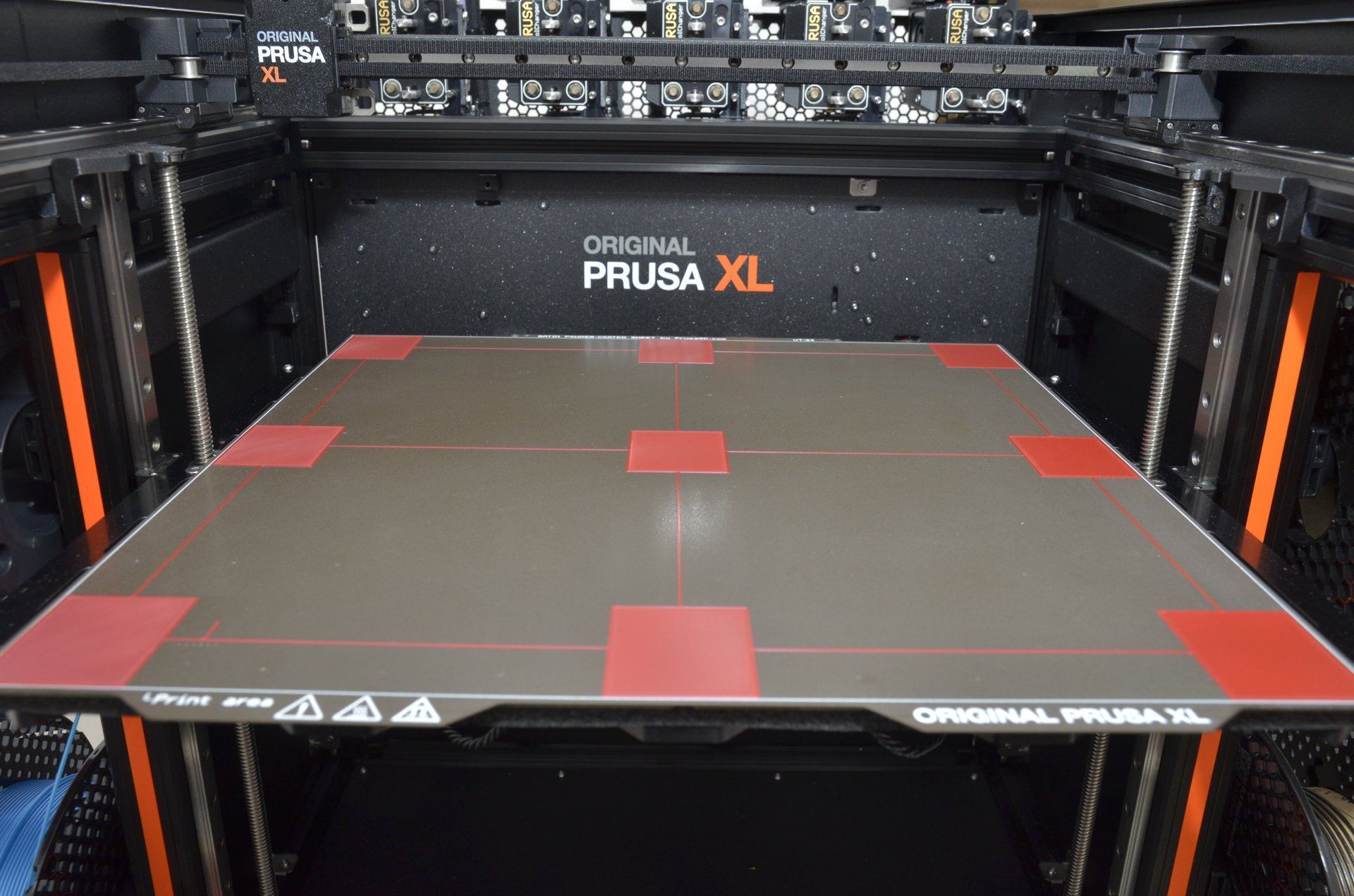
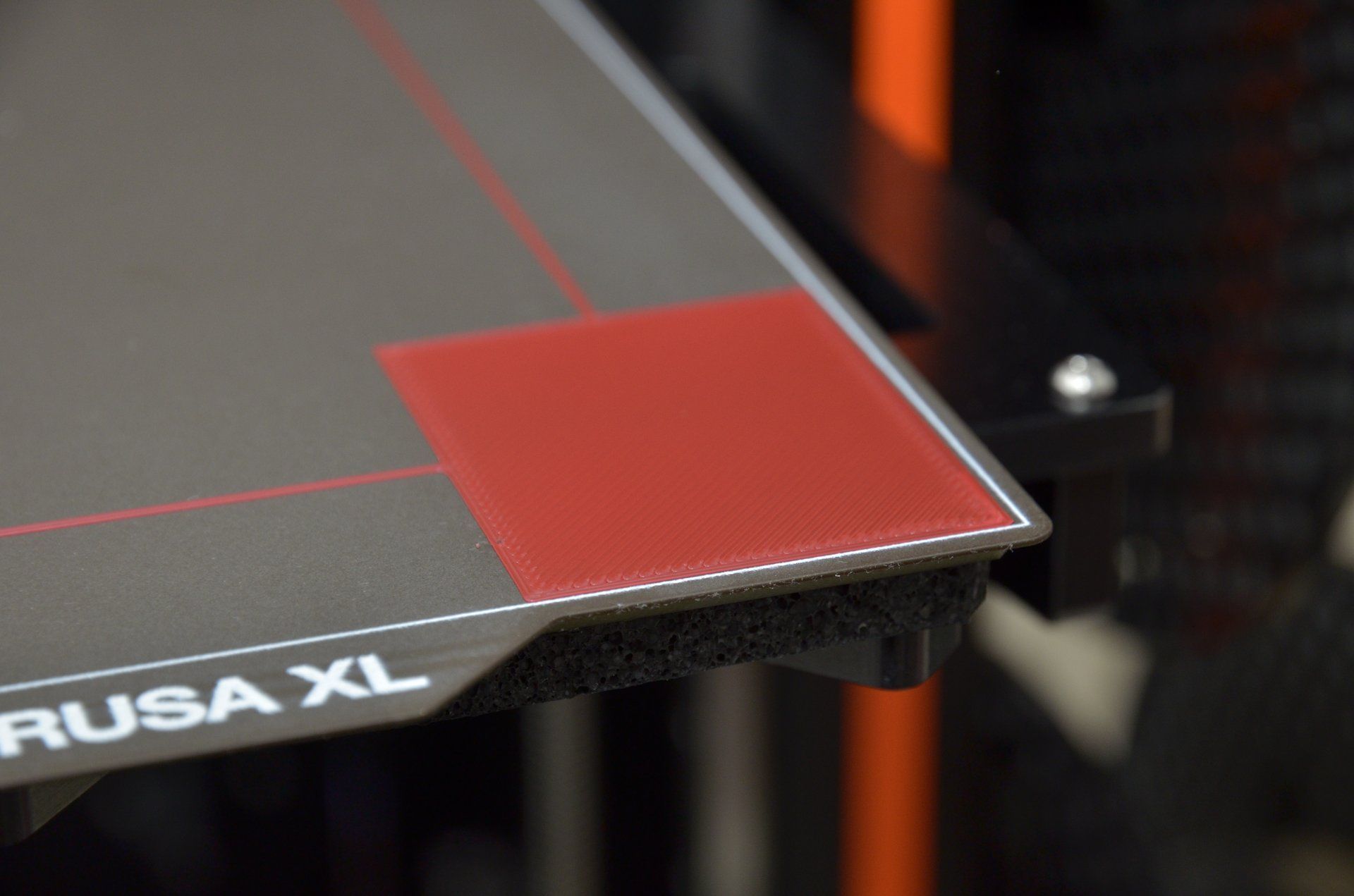
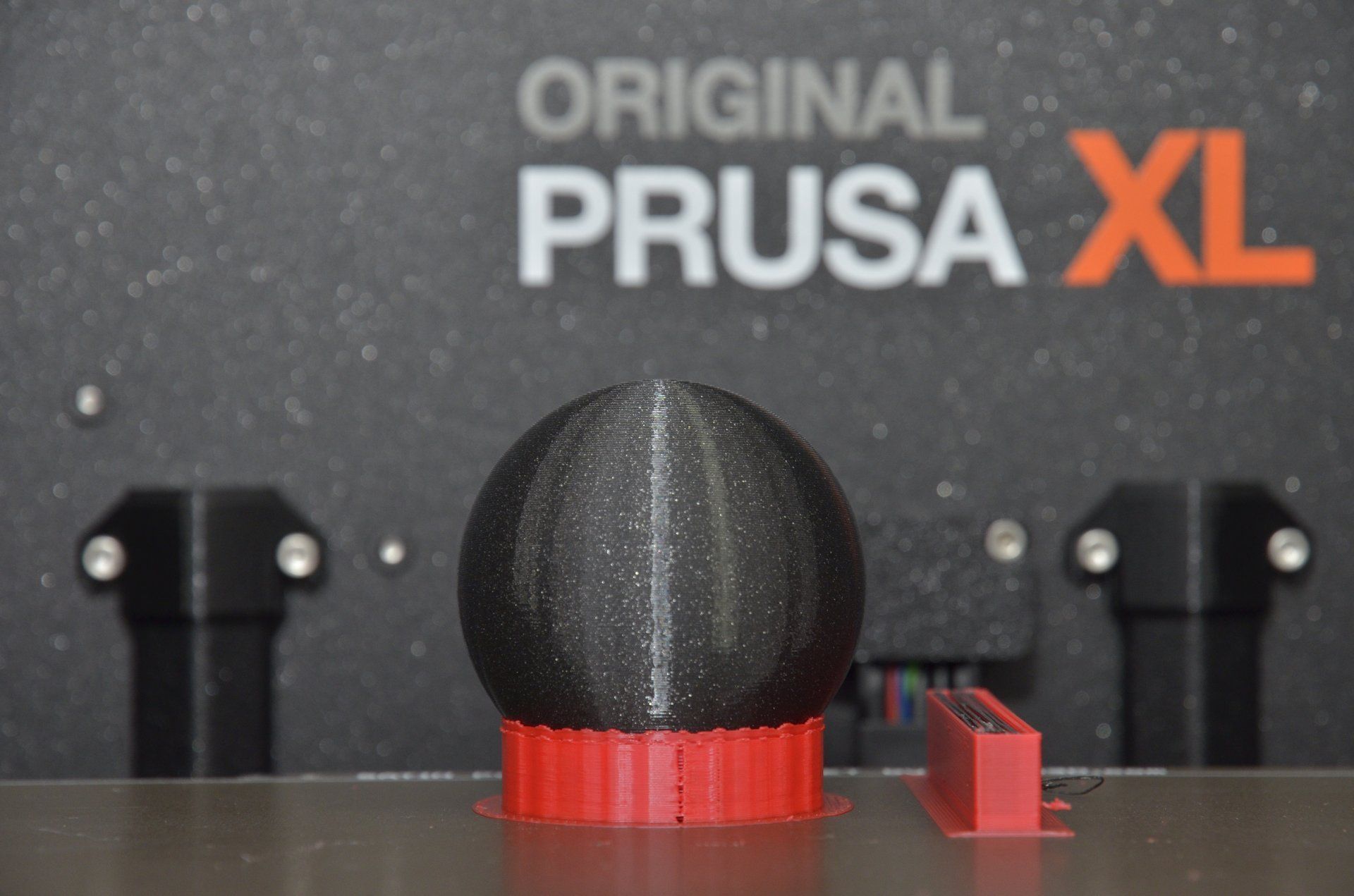
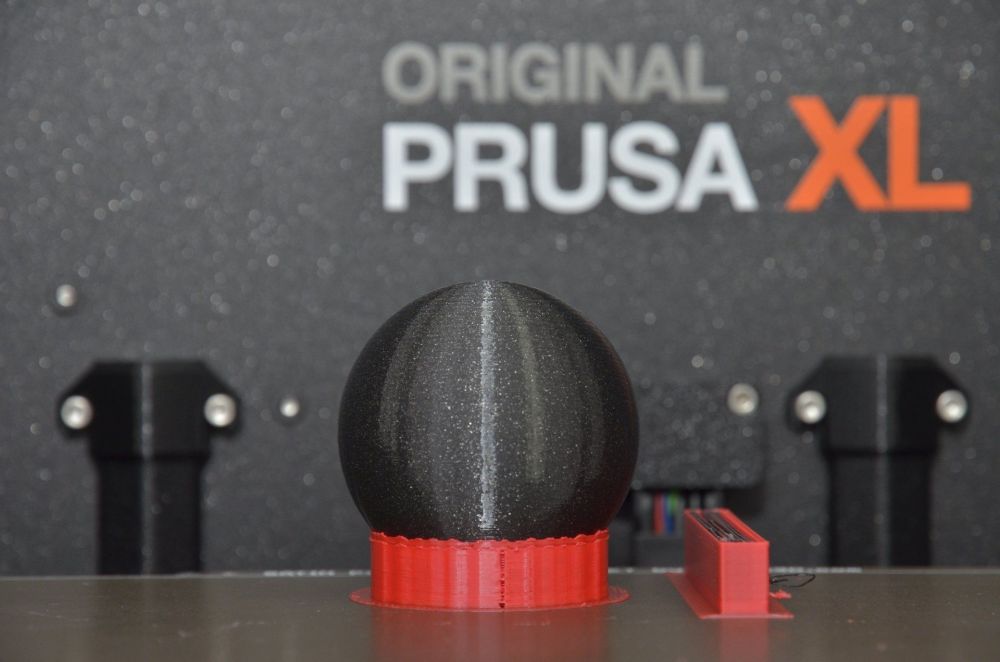
J'ai fait quelques essais de base pour voir le comportement de la machine sur les limites d'axes. Voici donc une mire d'une couche d'épaisseur sur X et Y max (360mm) : Ca imprime vraiment au bord, et la première couche est parfaite sur tous les carrés. A savoir qu'il y a une étape plus ou moins longue (2 min pour le PLA, 7-8 min pour le PETG) d'absorption de chaleur. Cela permet aux 16 plateaux et à la steel sheet de se stabiliser, notamment en dilatation. Seulement ensuite le bed est mesuré. Cette étape peut être passée pour gagner du temps, au détriment de la qualité de la première couche pour de grandes surfaces. Ensuite j'ai fait une petite tour en Z max (360mm) où les seules imperfections visibles sont au sommet. La buse fait légèrement tanguer la tour avec un tel levier, mais globalement la qualité est très bonne grâce notamment au plateau qui ne bouge qu'en Z : Oui, y'a bien une petite sphère à côté, j'en ai d'ailleurs refait une autre : Il s'agit ici de PETG en noir et de PLA en rouge. Zéro gap en Z, comme pour du support soluble. Et voici les traces que ça laisse en dessous : Je crois que c'est la plus belle sphère que j'ai jamais imprimé. Mes tentatives précédentes avec d'autres machines m'ont toujours donné un résultat moins net, avec un état de surface médiocre ou des inclusions de supports dans la pièce. Là c'est tout simplement impeccable, le support s'est détaché d'un bloc et aucun fil n'est resté coincé sur la pièce. A+




 4 points
4 points -
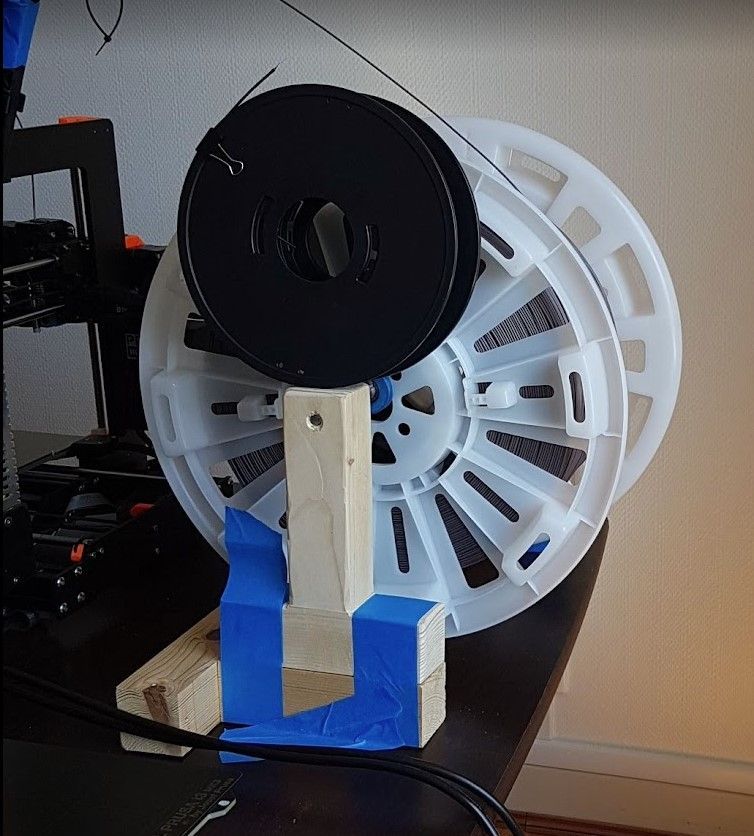
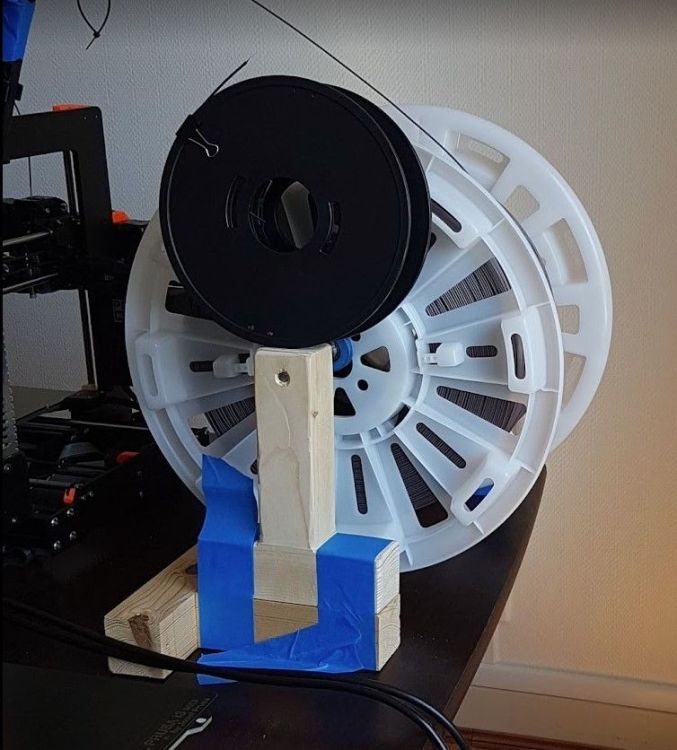
Salut, Du recyclé Arianeplast j'en ai passé quelques dizaines de kilo. Je n'ai jamais eu de blob mais une fois une miette de carton qui a bouché la buse. Impossible de dire si elle était dans le filament ou sur le filament. Pour le tout venant et prototypage je délaisse le recyclé au profit du change color. J'ai eu trop de résultats variables d'une bobine à l'autre, avec des propriétés mécaniques carrément nulles parfois. Le change color n'a pas ce problème. Attention si tu rebobine sur un moyeu plus petit, ton filament risque de se casser en petits morceaux dans les jours à venir. Fait d'abord un essai sur quelques mètres et laisse le plusieurs jours pour voir la réaction. Quand je le faisais, je passais la bobine fraichement bobiné au four pour libérer les contraintes internes du filament (en plus de le sécher). Pour la taille, ça va encore, t'as pas vu les 8kg...
 3 points
3 points -
Le Nebula smart kit ?2 points
-
Bravo,en effet j’avais récupéré les aimants d’une moustiquaire porte fenêtre et j’ai fait des magnets
 2 points
2 points -
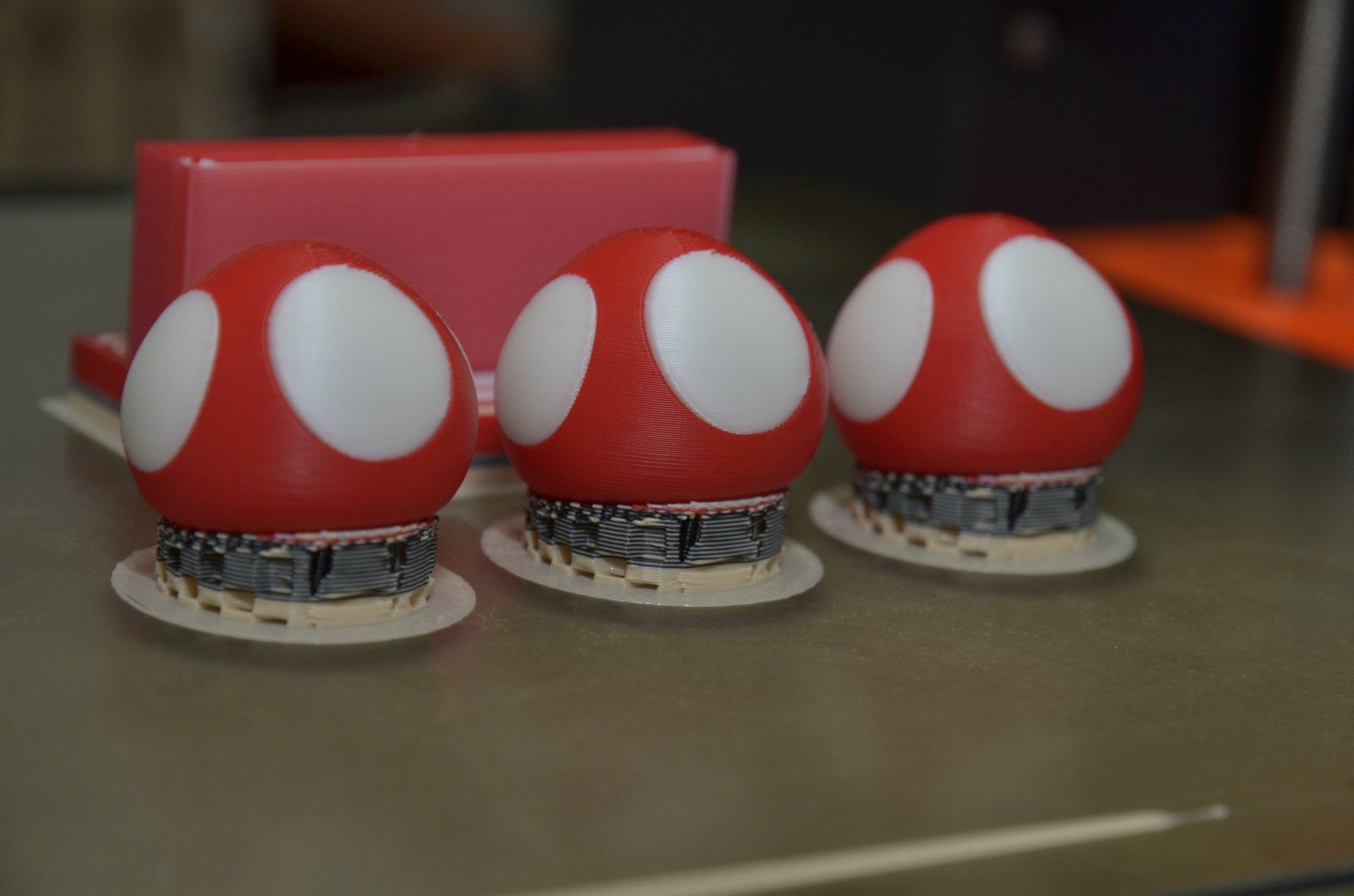
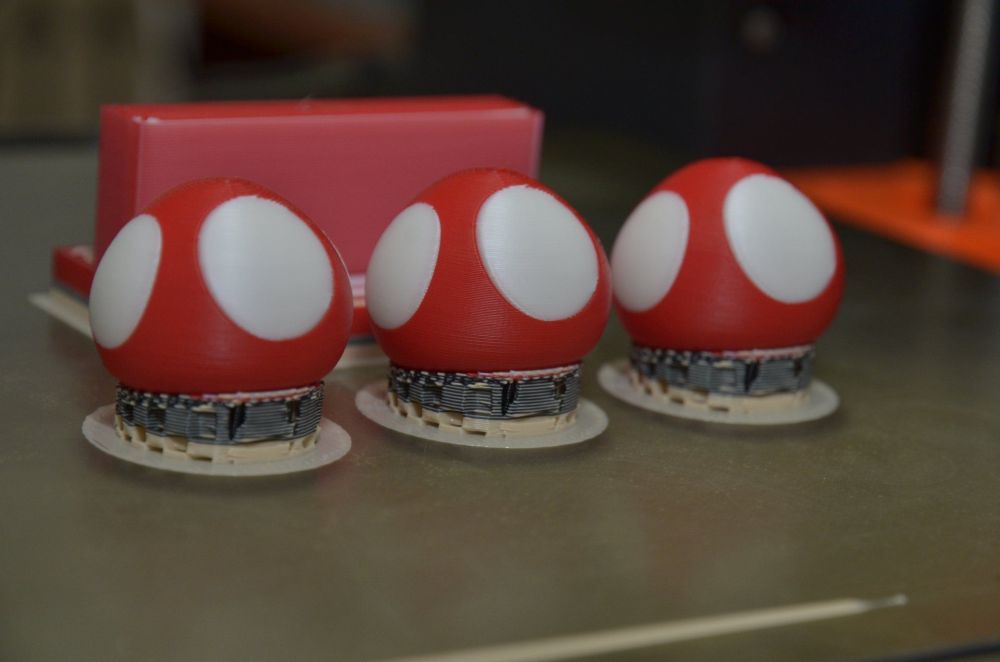
Un peu booké mais j'ai quand même rajouté 150 changements de filament au compteur avec ces petits toad : Ils ne font que 3cm de haut. Les seuls défauts apparents sont ceux de l'impression FDM, le surplomb sur la partie arrondie à la base. Pour le moment aucune assistance demandée, le MMU3 fait son job. Tout comme avec le MMU2, il y a un avantage particulier à ce système, c'est qu'il décharge le filament de la hotend à la fin de l'impression. De ce fait la buse ne bave pas du tout lors de la mise en chauffe de l'impression suivante. C'est d'autant plus appréciable sur la MK4 qui utilise la buse pour palper le plateau.

 2 points
2 points -
Bonjour, j'ai pris une bobine de PLA recyclé, à 24.49€ pour 2,3kg ça fait du 10,65€/kg. Çà s'imprime bien, j'ai eût un très beau gris foncé légèrement pailleté (un peu pus clair sur ma 2ème commande) avec un rendu mat. Gros point négatif par contre parce que j'ai eût droit à 2 blobs dont le premier de 3mm. Comme j'en ait une en stock je vais cette fois la réenrouler sur les bobines d'1kg en la faisant passer par un tube PTFE pour les repérer. Bobine de malade aussi, je ne sais pas si tous les revendeurs ont des bobines avec un diamètre d'enroulement aussi énorme.
 1 point
1 point -
Le travail continue... L'avant est des plus faciles... Ensuite, ce sera les bras de suspension... J'ai decide de commencer par les bras arrière... C'est un peu compliqué. J'ai commencé par définir la surface et commencé à travailler en mode solide... ... Pour très vite me rendre compte que je n'irai nulle part... et j'ai décidé de jouer avec des surfaces... J'ai décidé de définir les surfaces dont j'avais besoin, avec l'idée que je les utiliserai de définir 2 solides différents. Le premier pour ôter ce qu'il y avait à ôter... Et le second pour ajouter ce qui manque une fois cela fait... Une fois cela fait, il restait un peu de travail mais tout peut être fait en mode solide pour ce qu'il reste (en utilisant un peu de boolean, toujours...)... Et voici le bras arrière de ces voiture1 point
-
Normalement si elle est en plastique elle est en POM, mais pour l'imprimer je choisirais un PET chargé ou mieux mais plus cher un PA chargé. Dans les pompes à eau de voitures elles sont en PA6.6 GF30%1 point
-
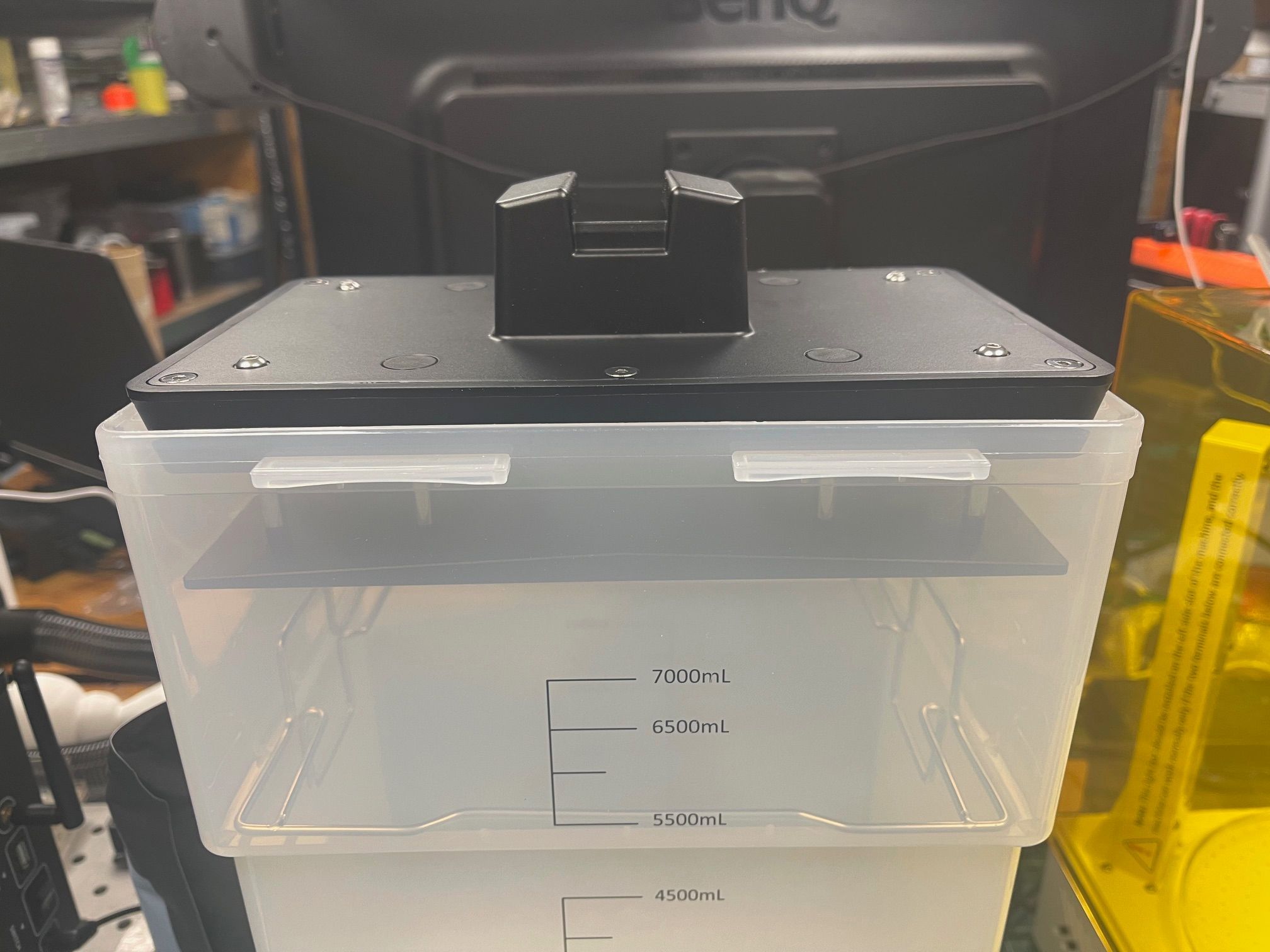
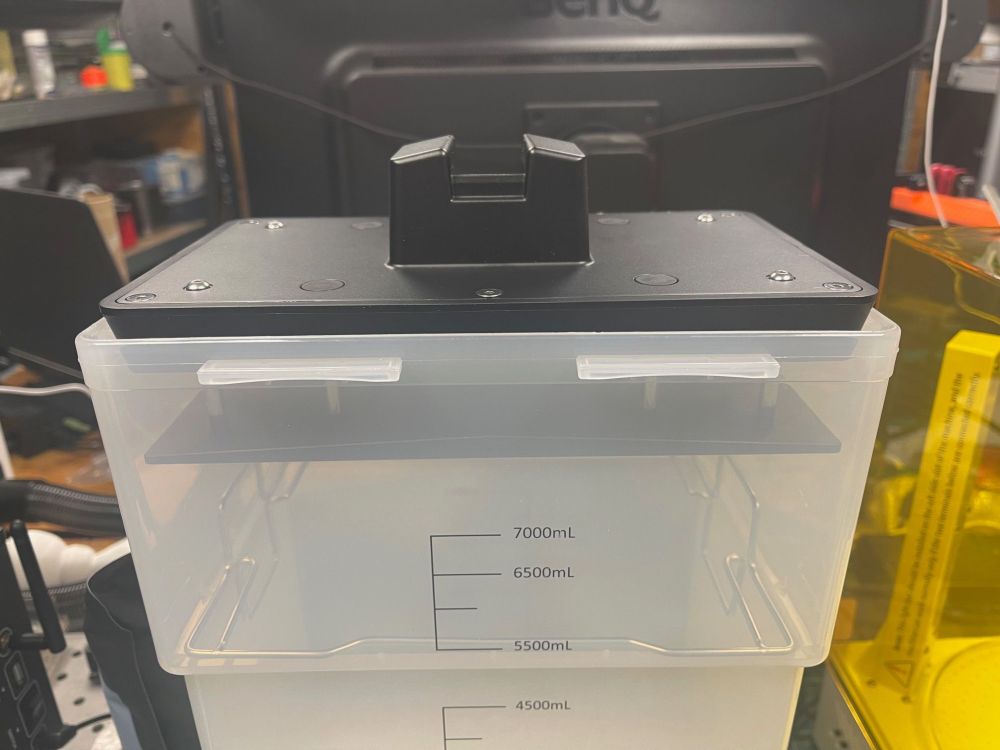
Personnellement, je pense que j'oserai remplir au-delà du niveau max… histoire d'arriver à faire tremper la partie base du plateau en même temps que l'impression encore sur le plateau. Mais, implique un gros risque de faire déborder le liquide de nettoyage du bac. Donc il faudrait avoir en dessous du bac, un gros moule rectangulaire pour éviter d'en mettre partout. Et il faut alors le voir comme un bac de premier trempage pour enlever le gros de la résine non solidifié et que l'on n'utilisera surtout pas en fonction Wash. Mais oui là, ce n'est pas le plus agréable, de ne pas avoir un bac de nettoyage aux bonnes dimensions pour ce plateau. Edit > (Juste pour vanner gentiment ) Je me demande qui t'a conseillé cette machine sans te dire que le bac du Wash n'est pas compatible !1 point
-
@DreamZ MythiiZ, tu peux prendre mini extrudeur de chez hotends Miniextrudeur Sinon direct drive Haldis frog1 point
-
Comme Elegoo préconise l'utilisation de son wash & cure, je l'ai acheté et en plus j'ai pris deux cuves de plus. Petite déconvenue lorsque j'ai essayé de mettre le plateau dans le wash, il ne rentre pas. Il manque quelques millimètres en longueur (je ne me souviens pas avoir entendu parler de ce problème par les testeurs). Un peu énervé, je viens de lire la doc et effectivement il est écrit en petit dans un coin que pour la Saturn quatre il faut retirer la pièce du plateau pour la plonger dans le wash. C'est vraiment stupide et il suffit seulement d'élargir le haut de la cuve pour éliminer ce défaut. J'espère qu'Elegoo vont remédier à ce problème. @PPAC la faillite de ces industriels n'est pas pour demain, je vais être obligé de mettre ces gants désagréables et surtout une salopette pour ne pas fâcher mon épouse.
 1 point
1 point -
Salut, A l'époque de Marlin V2.0.1, c'était le cas mais depuis, les développeurs ont réussi à tordre le cou à ce bug . Désormais, les cartes creality à base de TMC peuvent gérer le Linear Advance, avec une version récente de Marlin1 point
-
Le chassis du Playtron Lynx/Doberman est un space frame. Il y a deux partie presque symétriques. J'ai décidé de commencer par la droite avant de dériver la gauche à partir de là... Le bas et l'arrière sont utilisé comme plan de référence... Ensuite on ajoute le reste progressivement... Ce n'est pas forcément fait de manière optimale, mais voici la partie droite... J'ai ensuite opéré une symétrie, et joué à "trouve les erreurs" pour les corriger (la partie gauche a été fait en 3 minutes de travail) La partie principale du châssis est faite, mais il reste plein de pièce à faire... En tout cas, on a bien avancé...1 point
-
@PPAC Ça te fait la «collection» complète de la Ender3V3 (SE, KE, V3, V3+) @hyoti La K1 SE était «listée» dans les imprimantes éventuellement contenues dans le carton Si tu veux en apprendre plus sur ce modèle, consulte le Wiki de Creality et leur chaine Youtube SAV (déballage, mise en route).1 point
-
Pour un futur quoi qu'est-ce ? K1 SE https://www.3djake.fr/creality-3d/k1-se K1 non fermée ?
 1 point
1 point -
Pourquoi le kit et pas seulement la caméra qui se branche directement sur les ender3 v3 et plus. Pour test sur V3 SE ?1 point
-
Que 4 mois d'avance1 point
-
J'aurais tendance à dire que oui, puisque c'est exactement le contenu du lien que j'ai proposé1 point
-
PLA,, PETG, TPU 95A, ABS, ??? En tout cas, j'attends de lire le test.1 point
-
Pour les personnes intéressées par la XL, il me semble préférable d’attendre quelques semaines que les améliorations faites sur la MK4 (version S) soient reportées sur la XL « S » car ce sont les mêmes éléments sur les deux bécanes.1 point
-
Tu es trop fort ! Bingo ! Une "Ender-3 V3 Plus" en test pour le blog. En effet, relativement beaucoup de "vide" dans le gros carton. Mais pour l'instant tout semble en bon état. Sinon pour faire durer le plaisir (sauf s'il y a d'autre "Quoi qu'est-ce ?" en attente ) Qui veut deviner ce qu'il y a comme filaments ( Quatre bobines de 1kg, chacune d'un matériau différent ) et ce qu'il y a dans l'enveloppe/la boite, la plus en haut ?
 1 point
1 point -
A ce stade, ce ne sont plus des premiers symptômes Pas blessé, j'espère Chut, je me tais et je sors sur la pointe des pieds.1 point
-
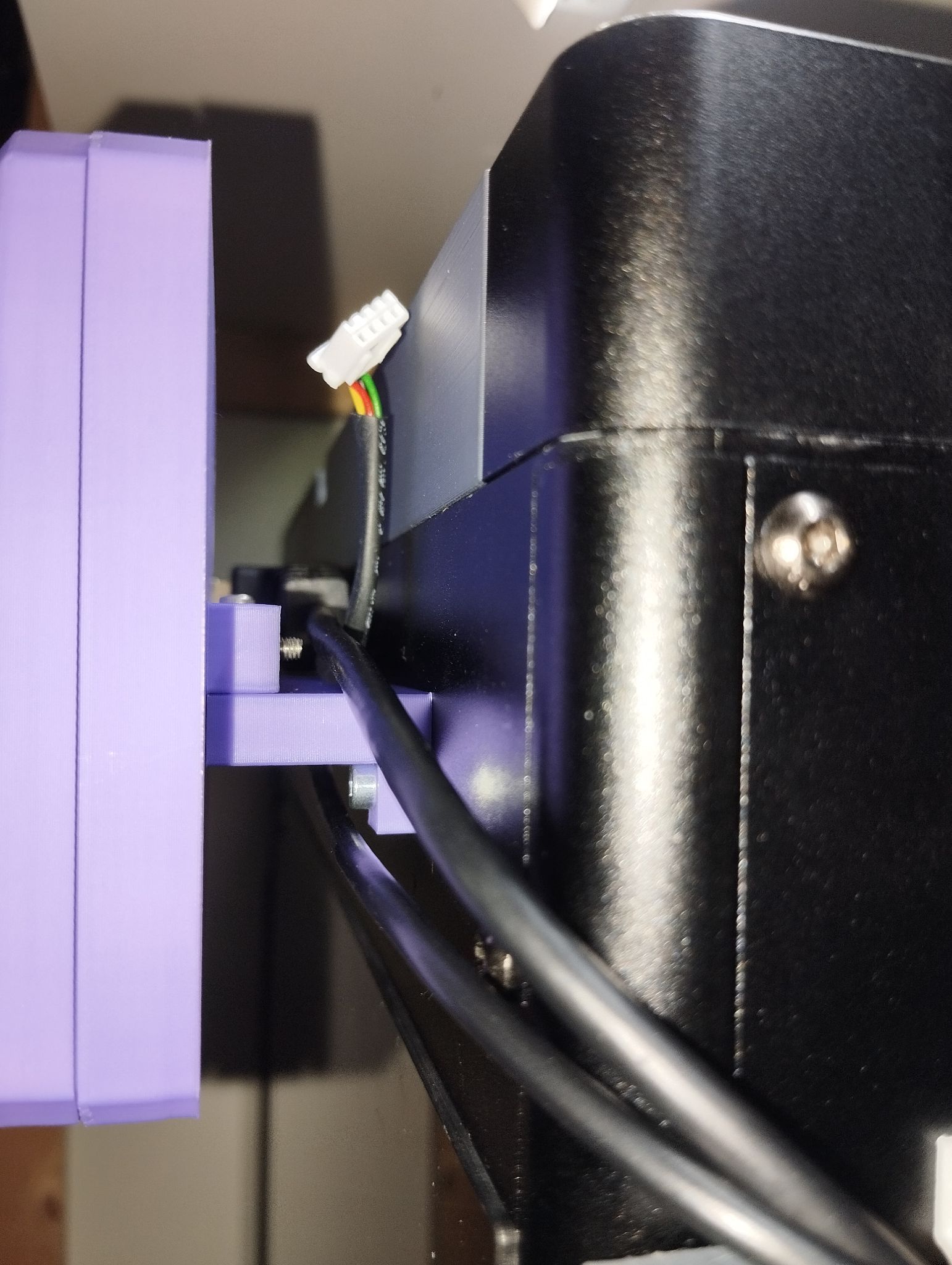
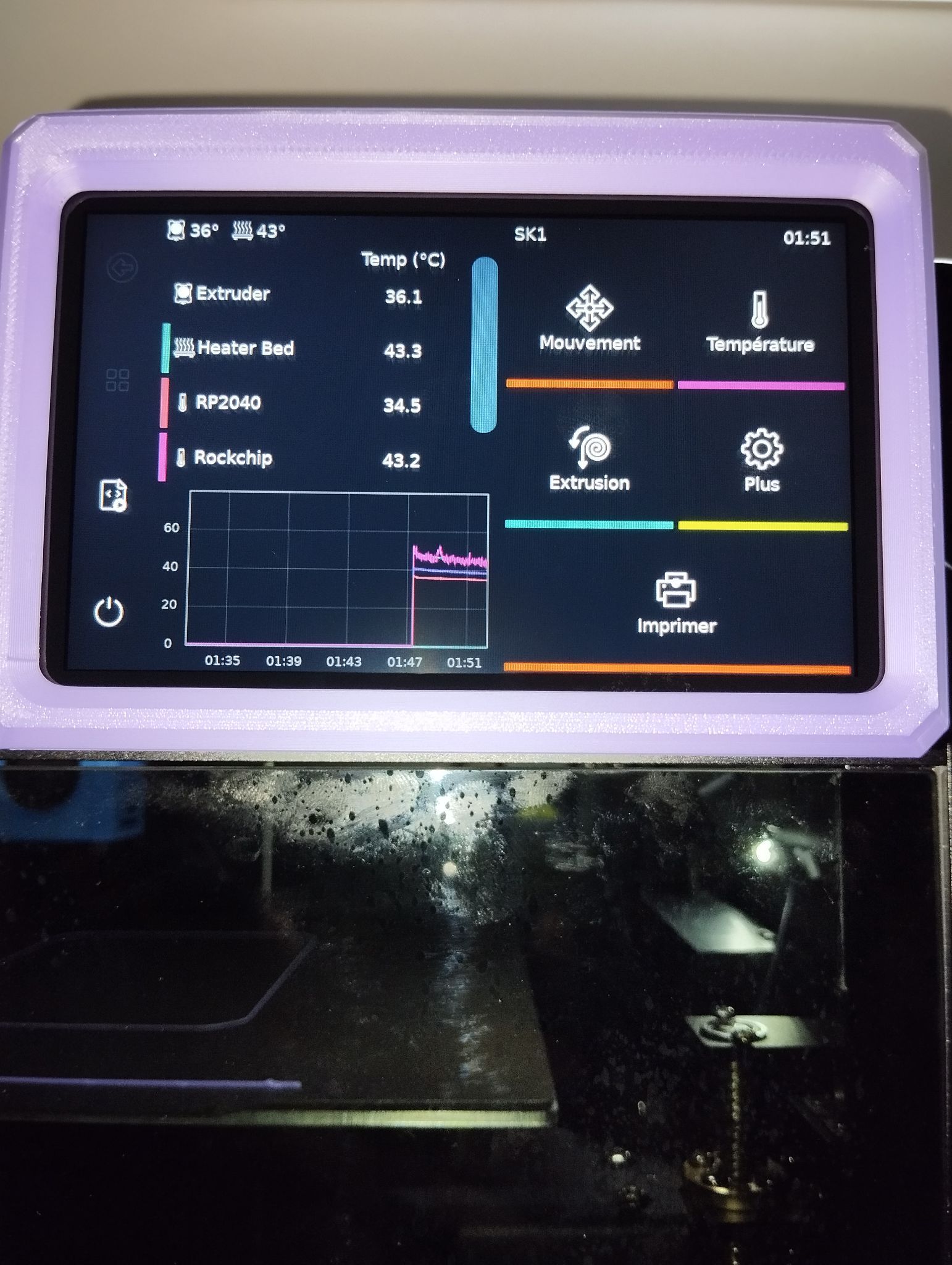
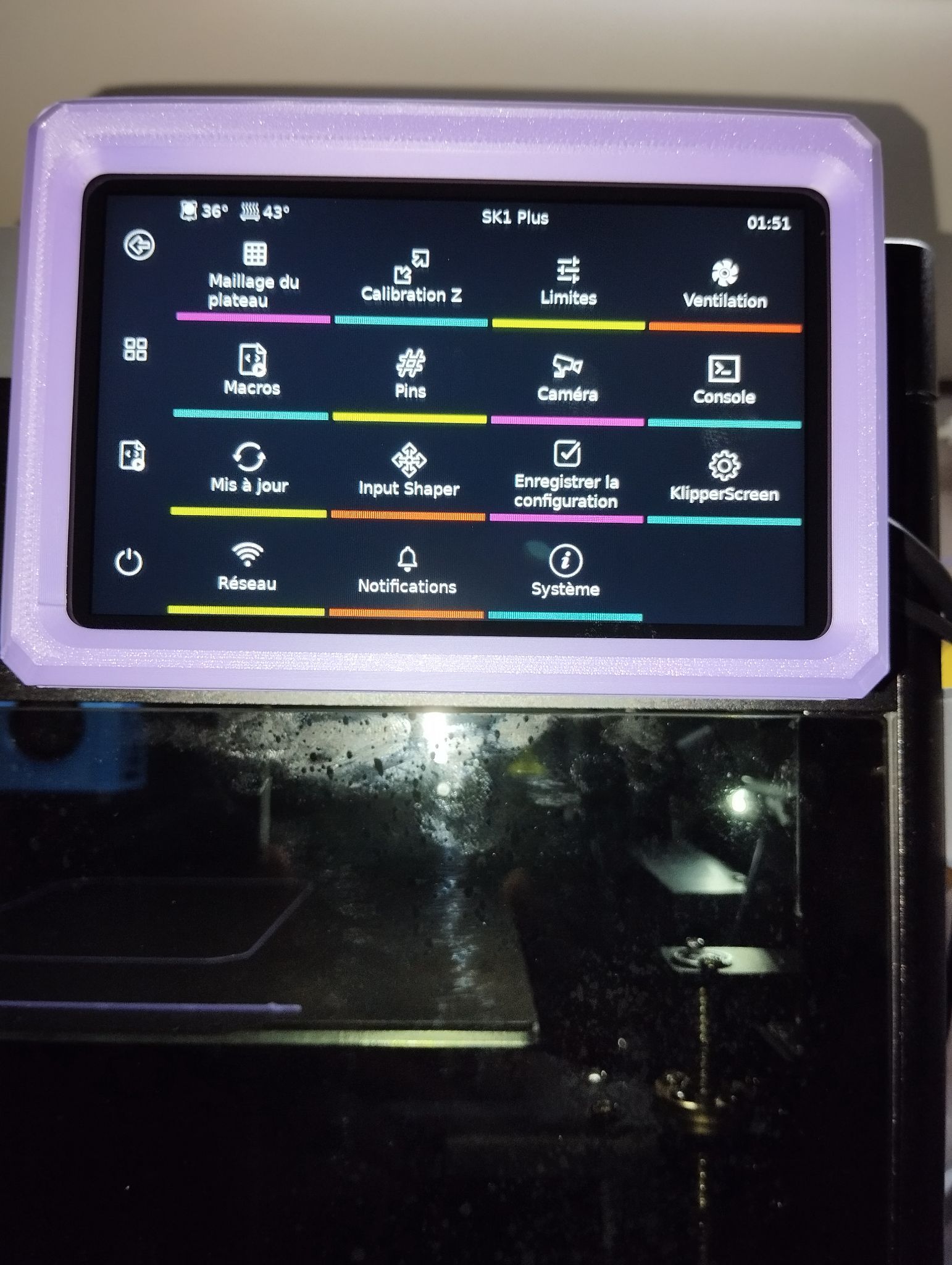
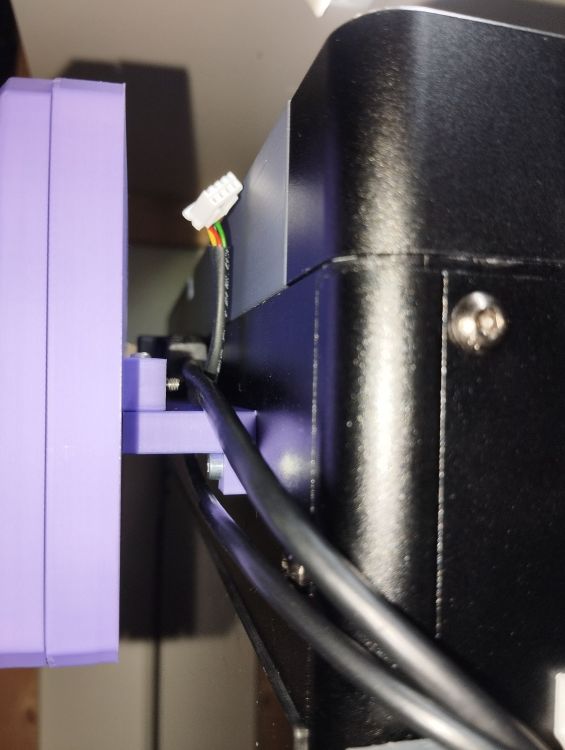
Voilà l'écran fonctionne très bien, pas de latence bien que les commandes passent par le wifi, certaines macros devront être adaptées pour qu'elles fonctionnent avec l'écran. J'ai modifié un support pour l'adapter à la SK1, l'écran BTT HDMI 5" V1.2 a les prises USB et HDMI derrière la carte et ça prend beaucoup de place Certains diront que la vitre de la porte est sale... Et bien oui je n'ai pas encore donné un coup de propre

 1 point
1 point -
Un schmilblick ? je suis sorti...1 point
-
Fraichement reçu. La Poste, livraison contre signature.



 1 point
1 point -
regarde de ton côté ce que tu as quand tu tapes la commande suivante git remote -v moi j'ai mks@mkspi:~/klipper$ git remote -v origin https://github.com/Klipper3d/klipper (fetch) origin https://github.com/Klipper3d/klipper (push) Je peux documenter la compilation pour le MCU c'est ultra simple à faire.1 point
-
Quelques infos "techniques" sur le printer. Vous pouvez ajouter ça aux pages qui parlent de l'accès root. Pour la partie mobile : L'application Android utilise l'épinglage de certificat. Cela peut être contourné. (Je n'expliquerai pas comment le faire. Google est votre ami) Nous pouvons utiliser un proxy pour renifler le trafic après avoir supprimé l'épinglage. La plupart du trafic de l'application est envoyé à cloud-universe.anycubic.com Aucun trafic du mobile vers l'imprimante en direct. Tout passe par le cloud. Tous les appuis sur l'écran sont également envoyés au cloud (des analyses sûrement) Le téléchargement de fichiers envoie le contenu du fichier gcode au bucket AWS s3. (workbentch.s3.us-east-2.amazonaws.com) (par exemple, anycubic a accès à tous les fichiers gcode des clients) Pour la partie printer : Exemple de mise à jour du firmware OTA json : {"type":"ota","action":"reportVersion","msgid":"af83f0f6-7845-7dc6-16e7-ee3a9709565d","data":{"id":90,"model_id":20024,"machine_version":"1.1.0","peripheral_version":"","firmware_name":"k3-1.1.0-2.3.3.1-update.swu","firmware_version":"2.3.3.1 ","firmware_url":"https:\/\/cdn.cloud-universe.anycubic.com\/attachment\/1823263180633739265_l5fmjrss.swu","firmware_size":162339350,"firmware_md5":"b4fa7ce85a6c7899ed799d2c22b3e5bf","parent_id":0,"force_update":true,"time_cost":100,"update_desc":"1. Optimisation de la page de liste des modèles ; \n2. Restructuration du module de paramètres ; \n3. Ajout d'une fonction d'autodiagnostic de démarrage ; \n4. Optimisation du temps de résonance ; \n5. Optimisation du mappage des couleurs ; \n6. Correction de quelques bugs ;","create_date":1723534995,"min_model_firmware_id":0,"not_support_function":""},"timestamp":1724584562174} Le fichier de mise à jour du firmware fait environ 158 Mo et est téléchargé directement sur l'imprimante (pas de téléchargement sur le téléphone mobile). L'URL du firmware se trouve dans le json ci-dessus. Le fichier setup.tar.gz du firmware à l'intérieur du zip est crypté (mot de passe). Le mot de passe du zip du firmware est : U2FsdGVkX19deTfqpXHZnB5GeyQ/dtlbHjkUnwgCi+w= Sur cette base, certaines personnes ayant plus de temps que moi peuvent vérifier son fonctionnement. Le mot de pass de root est : rockchip. Ce qui pourrait être intéressant : injecter des éléments dans le fichier, comme remettre adb pour que nous puissions toujours accéder à l'imprimante de cette façon ou activer ssh au démarrage ou changer le port/adresse d'écoute de certains services (certains sont liés à 127.0.0.1 et je suis presque sûr que l'ouverture à l'IP de l'imprimante ou 0.0.0.0 permettrait d'utiliser l'API localement sans le cloud. (le port 18086 pourrait être interressant) Il existe peut-être une fonction qui prendrait les données de l'USB au démarrage ou à l'installation du firmware pour faire des choses (ils peuvent avoir une sorte de récupération locale disponible si quelque chose se passe mal avec l'imprimante et qu'elle ne peut plus se connecter au cloud. Ce que je pourrais essayer : -faire passer l'imprimante par un proxy pour renifler le trafic de l'imprimante. -voir ce qui se passe en bluetooth. -voir si on peut ajouter les binaires manquant pour utiliser le touchscreen en command line (genre command input). Le touch screen est ici Connected device: input0 Xptek xpt7603 TouchScreen D'un autre côté, comme Anycubic est censé rendre l'imprimante open source, peut-être pouvons-nous simplement attendre que cela se produise1 point
-
Youpi ! C'est la fête ! J'ai proposé cela complètement au hasard sans aucune certitude et je tombe juste . Mais j'ai joué sans avoir en stock un modèle à proposer comme Schmilblick . Donc, je laisse la place à qui veut.1 point
-
Peut-être les premiers symptômes moteurs d’un Parkinson.1 point
-
(Juste pour sur enchérir ) Je t'aurais bien proposé d'utiliser l'excuse comme quoi la touche 'R' se trouve très proche de la touche 'L' sur ton clavier… Mais là, il faudrait vraiment de très très gros doigts pour appuyer sur le 'R' au lieu du 'L' sur un "cRavieL" que je suppose en "azeLty".1 point
-
Je voulais écrire bloquer et j’aurais du écrire coincer.1 point
-
Je fais un copier/coller du mail ici : Mais comme je ne peux pas encore imprimer, je n'ai pas pu faire le test d'échange des plaque de détection. Le colis à été expédié, pour le coup réaction hyper rapide de leur part, ça met un peu en confiance (première commande Anycubic pour ma part)1 point
-
Si tu as tous sur le site de Artillery, tu as Artillery Slicer si tu veux utiliser leur version de prusa slicer sinon utilise orca et les profile que j'ai mis a dispo ou sur la dernière je crois qu'ils ont mis des profils par defaut disponible. Et pour les fichier Gcode de test d'impression tu en as 3 dispo en bas de page de la SW X4 Plus Su la cle tu as le manuel version digital des gcode pre slicer et artillery slicer en vielle version donc rien d'important.
 1 point
1 point -
Hello, J'ai effectué un petit test pour voir si une différence était visible avant et après lubrification. Pour rappel, certains utilisateurs remontaient un problème (excessif) d'irrégularité des couches, résolu en graissant les petits plots de centrage. J'ai donc imprimé une série de cylindre avant et après graissage pour pouvoir comparer. En bas c'est avant, en haut c'est après (photo hi-res) : Pour donner un peu de contexte, j'ai imprimé les cinq cylindres en même temps, sans tour de remise en pression (inutile d'avoir une top finition lors des changements d'outils pour ce test). Ainsi entre chaque couche d'un cylindre, le toolchanger à changé cinq fois d'outil. C'est vraiment pour essayer de mettre en évidence la précision de l'empilement des couches. Dans la même optique, j'ai utilisé un éclairage très défavorable (rebond vertical au plafond avec renvoi frontal partiel pour marquer la ligne du flash) afin d'accentuer encore plus l'écart entre les couches. Personnellement, je suis incapable de discerner une différence entre avant et après graissage.
 1 point
1 point -
Ils ont un brevet pour ça ?1 point
-
Je corrige une boulette, ce n'était pas du PLA Eco mais du PLA+. Oui, que la tour de remise en pression et rien d'autre. On peut aussi s'en passer mais sous certaines conditions. A gauche sans, à droite avec. On remarque des petites bavures ici et là. Ce n'est pas une purge à proprement parler. C'est une remise en pression, et accessoirement ça permet de capturer les petites crottes. Surtout si la tour est loin des docks, le voyage à vide peut-être long. Pour bien illustrer, voici une photo avec à gauche des tours de purges, des vrais, du MMU3, et à droite des tours de remise en pression de la XL : Toutes pour cinq couleurs. On voit bien que le MMU purge vraiment le contenu, alors que la XL se contente de remettre la hotend en pression.

 1 point
1 point -
Salut et bienvenue sur le forum, normalement oui, mais: par sécurité, je te conseillerais d'ajouter un module mosfet (exemple) pour le pilotage du lit chauffant, même si beaucoup s'en passe (voir ici ou là) modifier le câblage des détecteurs de fin de course. L'ordre des fils est spécifique sur les Anet A8 (signal_masse_V+ pour la V4.2.7 et signal_V+_masse pour l'anet, à confirmer). Voici le schéma de la carte V4.2.7: Creality.4.2.7.-.Schematic.22-9-21.pdf et de la carte Anet:ANET3D_Board_Schematic.pdf1 point