Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/09/2024 Dans tous les contenus
-
Je ne compte pas vivre dedans donc pas l'utilité de mettre tout mon atelier En coup cas j'adore mon imprimante et l'AMS, impression 3 couleurs petg de nouveau cache HP. Un peu de défaut sur le orange mais j'ai qu'une couche faut que je trouve (cherche) comment en mettre plus quand on utilise la peinture dans BambuStudio.

 5 points
5 points -
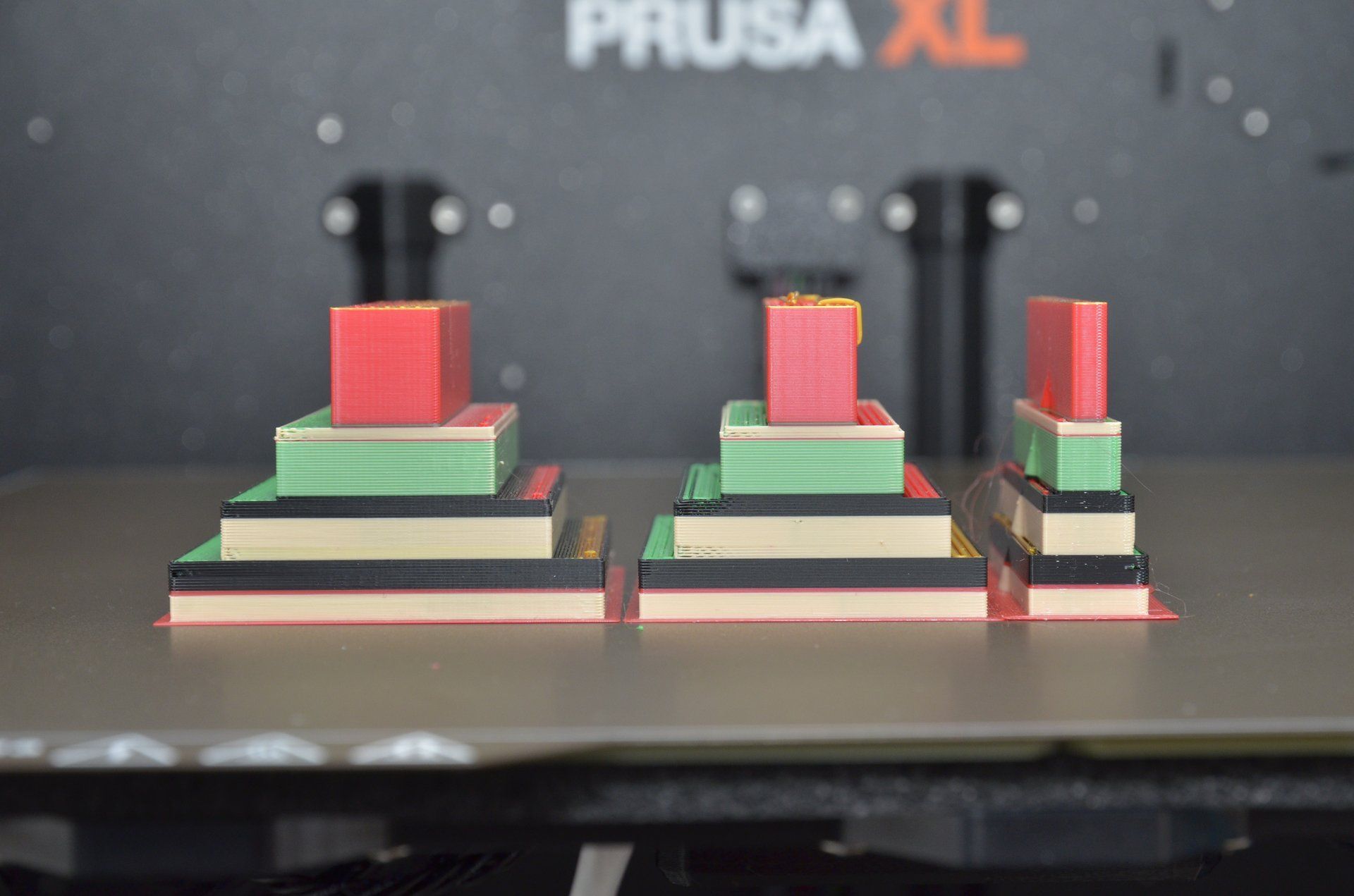
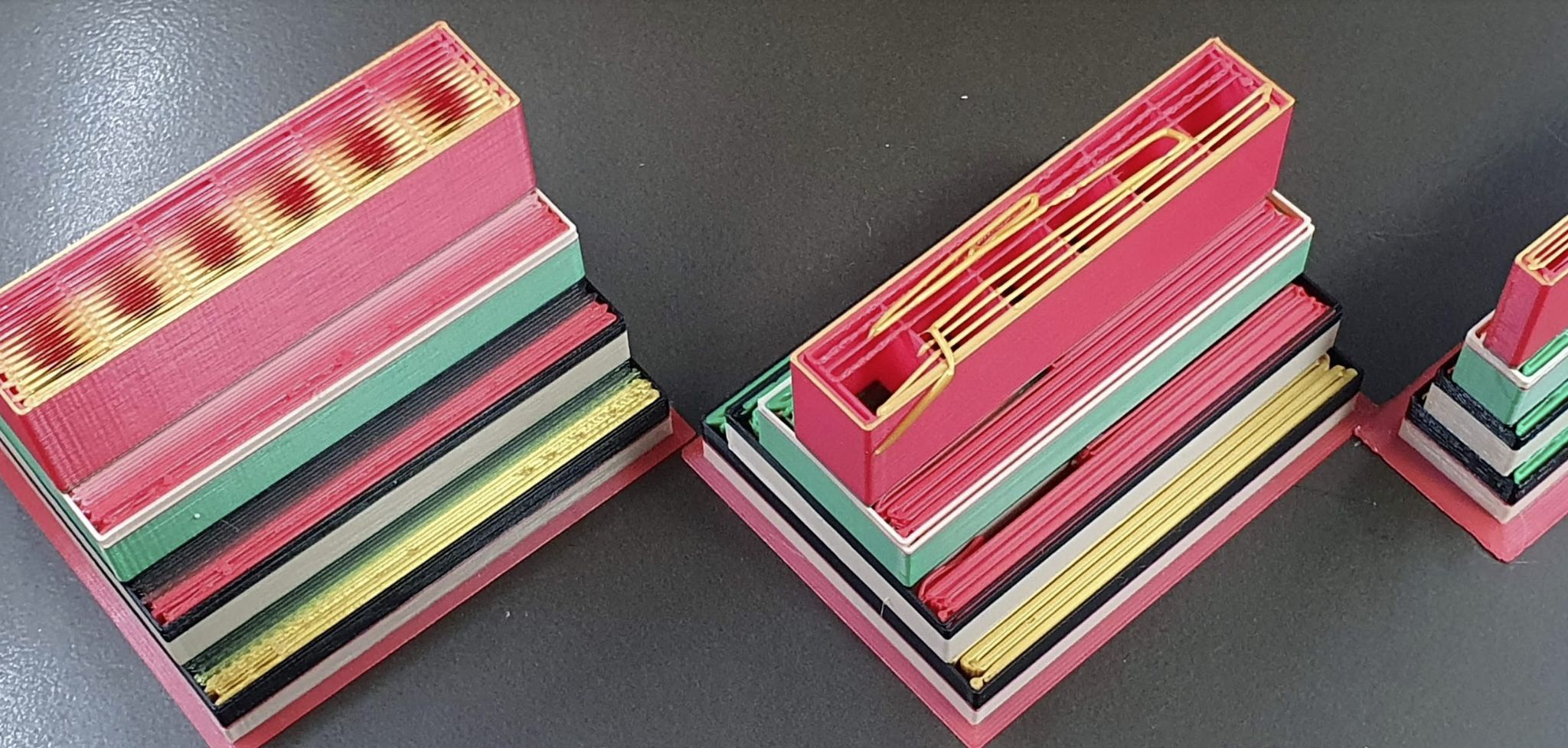
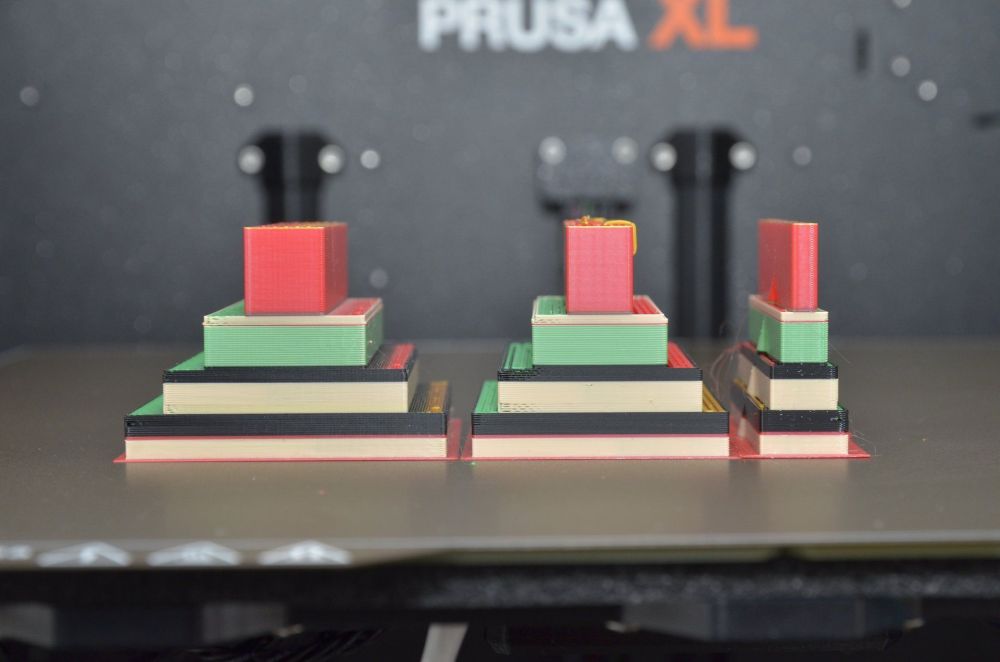
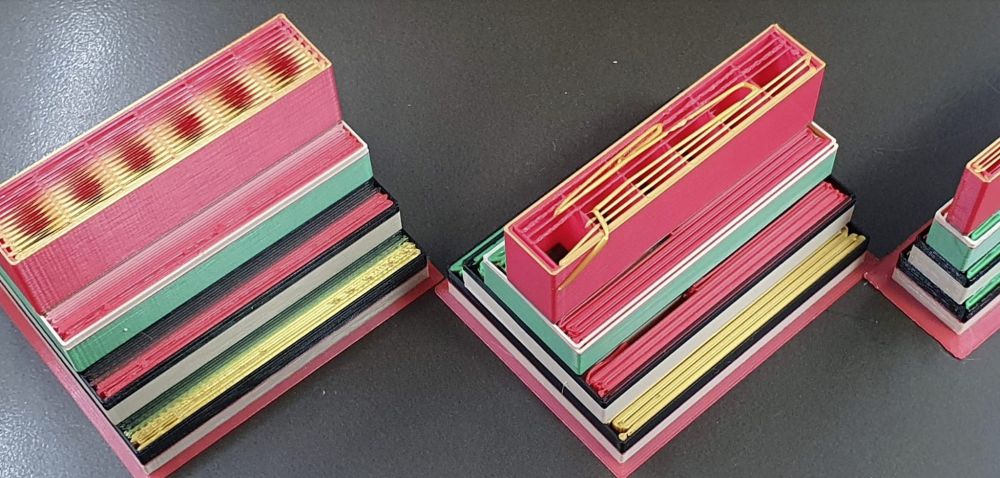
Petit comparo qui va intéresser du monde => MK3S & MMU2S vs MK4 & MMU3 vs XL 5T J'ai pris le modèle d'elfe articulé ici => https://www.printables.com/model/12916-articulated-christmas-toys-multimaterial Que j'ai réduit à 50%, et profil 0.20mm STRUCTURAL par défaut pour les trois imprimantes, sans supports. J'ai tout laissé tel que, même la purge à l'intérieur de l'objet (oui même pour la XL) afin de comparer au plus proche entre chaque machine. A gauche une i3 MK3S & MMU2S, au milieu une MK4 & MMU3, à droite une XL 5 têtes. En détails MK3S & MMU2S On note un bleeding important, surtout du noir dans les chaussons rouge et au niveau des yeux. J'ai eu trois demandes d'assistance de la machine, ça chaque fois le filament restait coincé dans le tube reliant le MMU à l'extrudeur. C'est un point qui a été amélioré sur le MMU3. MK4 & MMU3 Je suis assez étonné, pas de bleeding notable, même pas le noir vers le chair. Aucune assistance, la machine a fait sa vie pendant que je faisais la mienne. XL 5T Bien évidemment aucun bleeding possible, même si je m'attendais à voir les couleurs de purge par transparence (je rappelle que la purge dans l'objet est activée). Cependant je note que la finition est un poil moins bonne que sur les deux autres, un peu plus de dépôts parasites que sur les autres impressions (filaments séchés juste avant l'impression). C'est mineur mais plus présent que sur les autres impressions. Purges Oui, la purge sur la MK3S est plus importante que sur la MK4. Cela avait été annoncé. C'est même encore mieux, sur la MK4 lorsque le filament repart vers le MMU après son ramming, on se retrouve pratiquement dans une situation de cold pull. Il n'y a pratiquement aucune matière résiduelle à purger. On peut le voir les dégradés de la tour de gauche qui ne sont plus là sur la tour de droite. En chiffres Temps Les temps sont les valeurs réelles, et non estimées par le slicer 9h45 pour la MK3S & MMU2S 5h51 pour la MK4 & MMU3 2h54 pour la XL 5T Poids J'ai tout pesé sur ma balance de cuisine à +/- 1 gramme, ce sont des valeurs réelles, et non estimées par le slicer Les deux lutins ensemble font 17 grammes sur les trois impressions. Les tours de purge font : 48 grammes sur la MK3S & MMU2S 37 grammes sur la MK4 et MMU3 15 grammes sur la XL En résumé Au titre de la qualité d'impression, la MK4 & MMU3 sort vainqueur de ce match. La perte se réduit par rapport à son aînée, tout en étant mieux purgée et en étant surtout bien plus rapide. Honnêtement et vu la qualité du ramming qu'offre la MK4, je pense qu'en optimisant le volume de purge on peut drastiquement réduire la perte. Si l'on considère la vitesse et la perte, alors la XL passe devant, et de loin. Même avec une purge optimisée (et la XL aussi peut tout a fait réduire sa tour), le MMU n'arrivera jamais a des valeurs aussi basses sans bleeding. Et quand bien même, le toolchanger sera bien plus rapide quoiqu'il arrive. Cependant elle n'est pas aussi docile, il lui faut des filaments parfaitement secs. Je conclue que pour une application uniquement multi-couleur, le MMU3 en combo de la MK4 est un bon choix. De tout façon si vous hésitiez encore il suffit de comparer les budgets pour se convaincre que la XL c'est overkill pour uniquement de la couleur, ce n'est pas son créneau. Pour une activité professionnelle ça se discute (time is money).




 5 points
5 points -
Je suis d'accord. Simplement ça se contre-balance, celui qui peut s'offrir la XL 5T ne devrait pas être trop dérangé par la perte plus importante du MMU3. Le delta coût entre les deux bécanes permet de se payer 83kg de Prusament. Donc pour une utilisation exclusivement multi-couleur, je choisirai une MK4S+MMU3+83kg de Prusament. Reste le gain de temps qui lui attirera le professionnel. C'est vrai que ce n'est pas flagrant sur ce modèle. Si on parle de qualité d'extrusion pure, oui c'est minime, c'est surtout de la peau de saumon due aux VFA qui est invisible sur la MK4, j'avais fait une photo comparative avec le Yoshi. Mais si on ajoute les dépôts parasites qui peuvent parfois s'inclure dans l'objet et pourrir son esthétique, c'est moins minime à mon sens. Il faut bien comprendre qu'il y a deux grosses différences entre la XL et le MMU par rapport au filament au parking. Sur le MMU le filament est rétracté et parqué froid. Sur la XL le filament reste dans la tête et sera parqué à minimum 70°C pour toute la durée du print. Ce qui fait que le filament va sécher, et son humidité va tenter de sortir quoiqu'il arrive. Ce problème est en principe traité par la tour de remise en pression, qui extrude un peu pour remettre du filament "frais" dans la hotend. C'est ce qui provoque les fils entre le parking et la tour, voire entre la tour et l'objet si le volume extrudé est trop faible lors de la sortie de parking. La seconde différence est lors de la mise au parking, c'est celui-ci je pense qui provoque les dépôts parasites plus importants. Sur le MMU, lors du ramming la buse reste parquée au dessus de la tour de purge, en effectuant des va-et-vient. Sur la XL la buse va voyager entre la tour et le pad silicone du dock. Et c'est précisément durant ce voyage que quelques secondes qu'il peut y avoir un micro-oozing, un petit millimètre ou deux, qui vient se déposer sur le côté gauche de la buse lorsqu'elle se frotte au pad silicone. Cette accumulation peut parfois se déposer sur la tour, parfois sur l'objet. C'est un problème inexistant avec le MMU. Sur la XL j'ai remarqué une très nette différence sur le oozing et le stringing lorsque les filaments sont parfaitement secs. Le MMU quant à lui s'en fiche, il mange même du vieux filament sans râler. J'en profite pour ajouter une précision : Il s'agissait à chaque fois du PLA Blend "Viva La Bronze" => Un filament qui gonfle énormément en sortie de buse.
 4 points
4 points -
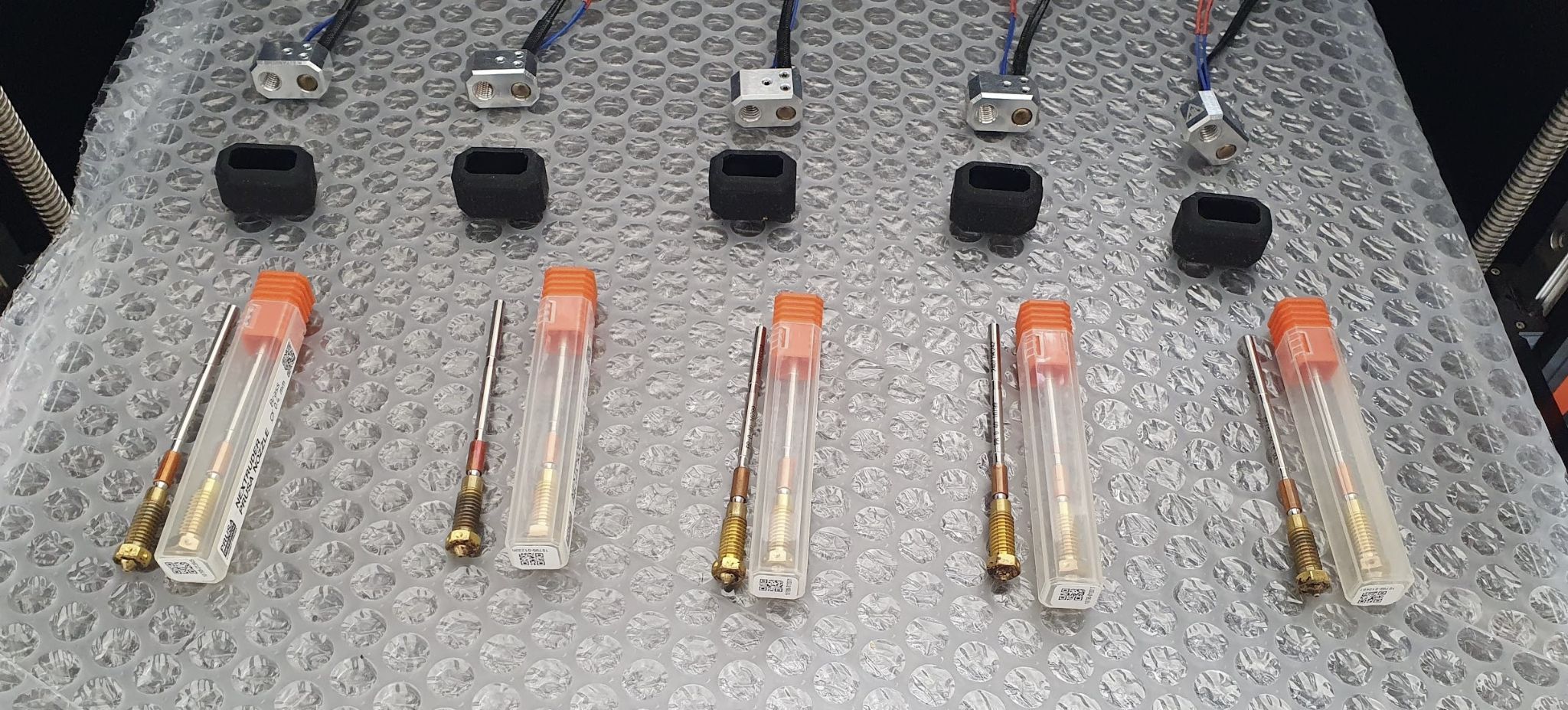
Back in business, j'ai remplacé les buses. J'ai lancé un torture test pour maximiser les changements d'outils (que je n'ai pas pris en photo, juste cinq cubes en simultané, un de chaque couleur). Aucun bruit suspect, aucun loupé. J'ai ensuite lancé une petite impression rapide (désolé pour la photo floue je ne l'avais pas vu sur le moment). On peut dire que c'est de nouveau sur les rails. Je vais pouvoir reprendre le test où je m'étais arrêté.

 3 points
3 points -
Avec le scad ci-dessus fonte : Lemon jeko.stljeko.stl
 2 points
2 points -
Bonjour, aucun problème d'utiliser du TPU dans un Y. Je le fais régulièrement. Au début, j'avais imprimé un Y, tout à bien fonctionné, ensuite j'ai acheté celui de bambu (4 entrées), tout fonctionne bien aussi. Juste y aller doucement quand on pouce le TPU à la main au niveau du Y (surtout si c'est un fabrication maison et qu'il y a un peu de jeux)2 points
-
On continue l'intérieur, le bois est remit en place. Les caméras sont fixées Et celle de l'autoradio J'ai aussi refait des caches haut parleur (pas sans mal car rien n'est droit pas facile de prendre des mesures....), c'est pas parfait mais c'est mieux qu'avant.... L'ancien proprio a mit des HP trop gros, donc il a découpé à l'arrache et collée 2 vis pour maintenir les hp qui dépassait de partout.... J'ai essayée de rattraper les découpes pour que les hp rendre complètement et j'ai modélisée un cache. Après 2 essais foirée en petg, je suis passé à l'ASA et la c'est passée du premier coup (je ne sais pas pourquoi ça foire avec le petg...) J'ai modélisée d'autres caches à mettre à la place des têtes qui iront mieux avec le thème du camion) mais pas encore imprimés. L'autre côté est en cours d'impression











 2 points
2 points -
Bonsoir Garok, Tu poses plusieurs questions. 1ère chose j'ai la K1C et personnellement j'utilise orcaslicer car il y a certaines petites choses intéressantes comme la nouveauté qui est des supports arborescents. 2. Pour Klipper il faut que tu ailles dans le menu des paramètres et que tu accèdes au mode boot. Cette vidéo sera plus explicative même si elle est en anglais :1 point
-
si tu as un ipad pro, tu peux essayer https://www.shapr3d.com/pricing ... la version de base est gratuite, mais un peu limitée1 point
-
Par curiosité, j'ai tenté ma chance dans Prusaslicer. Le résultat est assez ressemblant, je trouve : Je joints le projet texte double_Jeko.3mf. Il suffit de double cliquer sur les 2 textes (supérieur et inférieur) pour modifier le libellé
 1 point
1 point -
Après test c'est bien l'écran qui est H.S ou la carte de l'écran en tout cas la nappe est bien alimenté en 5V côté CM et côté écran, j'ai ouvert un ticket malgré le hors garantie pour voir si c'est possible de négocier un écran après toutes ces péripéties... Merci pour ton aide et pour ton avis je pense effectivement privilégié Octoprint dans un premier temps avant de me lancer sur Klipper j'ai constaté pour la fin de filament en lançant avec Pronter j'avais oublié de mettre suffisamment de filament Bonne soirée !1 point
-
j'ai vue ça dans une vidiéo ici : je ne connaissait pas ce paramétrage. je début avec Orca slicer.1 point
-
Tu peux essayer tinkercad en ligne. Facile à appréhender.1 point
-
Un super grand merci. J'ai commandé direct (je n'avais pas pensé à regarder chez alibubu). Et pour la doc, un régal, tout y est expliqué en français et très clairement. Chapeau bas et remerciement renouvelés. J'admire aussi la réactivité. A très bientôt, Didier1 point
-
« Propagande » russe ? Pour le multi-couleurs, honnêtement, je n'y crois pas. Si le coupe-fil est intégré à la tête, c'est une bonne chose pour faciliter le changement, manuel, du filament => on ne rétracte plus le filament, au risque de créer des résidus dans l'extrudeur. De toute façon, on devrait en savoir plus d'ici à trois jours1 point
-
en fait, non, jamais, donc erreur potentielle... yep : tramming = 0.00 partout mesh : 0.18 0.14 0.12 0.10 0.20 0.10 0.03 0.03 0.04 0.11 0.12 0.00 0.01 0.00 0.08 0.16 0.07 0.07 0.05 0.12 0.17 0.15 0.12 0.14 0.21 sauvé Bon faut qu'j'aille bosser, je reprendrai en fin d'aprèm. Merci encore pour votre aide. A plus finalement j'ai encore une 'tite 1/2 h, je m'y r'mets1 point
-
Salut, bon j'ai reçu un mail comme quoi mon imprimante ne sera expédiée que le 8 Novembre pour une réception estimée au 15 Novembre pour des raisons de problème "d'approvisionnement global". Du coup compensation d'un ticket VIP à vie qui donne 10% sur le site de Creality. Sinon pas mal de nouvelle vidéo sur le compte de Kévin : https://www.youtube.com/@kevin.3D/featured1 point
-
Changer la TH Board1 point
-
Bonsoir les gens! Je reviens pour vous dire que j'ai trouvé l'origine de mon problème. Celà peut p'tet être utile à d'autres. Suite à mon poste, j'ai continué à l'utiliser, en plaçant mes impressions dans les zones saines. Puis le niveau du bed a commencé à échouer, parfois, d'abord le BED1, puis le BED2 a suivi. Je remarquais que l'impression est très propre en dessous de 5cm, mais des imprécisions apparaissent au delà. En outre, les pièces hautes avaient tendance à se décoller, la buse pouvaient frotter et la ventilation arrachait tout. Quant au benchy, il est correct, sauf la surface de la coque à l'avant tribord, qui est voilée. J'en teste un second en baissant la ventil de moitié, (j'avais tout testé sauf ça, pourquoi pas?), et là miracle! Sans bruit de ventil qui couvre tous les bruits de la machine, j'entends un claquement, la barre gauche du bras du fond bouge, pas de beaucoup, par rapport au chariot. Les vis sont serrées a fond mais sur le rond de la petite aiguille, pas sur le plat, et à force, ça a joué. Je précise ici que je suis un noob, il y a deux mois je ne connaissais rien à l'impression 3d. Maintenant ma bécane fonctionne bien et vite, fini les problèmes de première couche dégueu, de levelling du bed qui plante, d'imprécision au dessus de 5cm de z, de pièce arrachée par la buse et la ventil'. Quand je lis les commentaires ravis, je me dis que c'est le karma, je n'ai pas eu de chance, entre le détecteur de fil bouché et un bras mal fixé, qu'on ne me raconte pas que la chignole est testée avant d'être livrée. Grobec à plouche1 point
-
J'ajoute une petite pub pour le sujet du MMU3, dans lequel j'ai fait un comparatif entre MMU2 et MMU3 mais aussi avec la XL 5T1 point
-
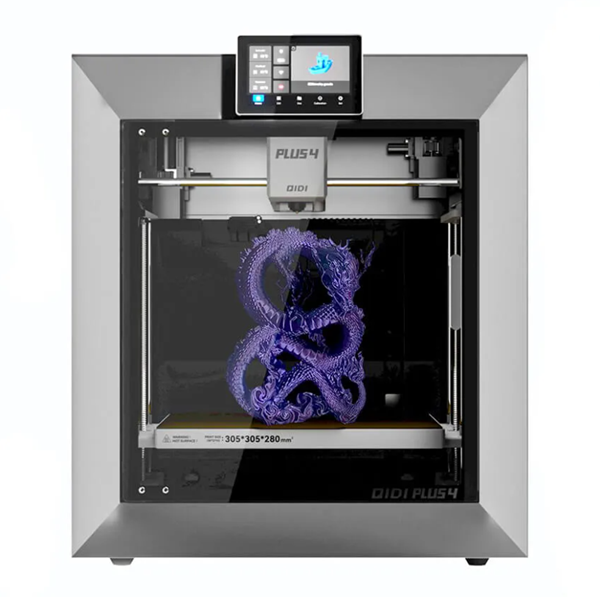
On voit bien mieux comme ça, volume d'impression 305x305x280, Chambre chauffante 65°C. Mais surtout un coupe fil intégré qui est l'élément indispensable pour l'AMS. ;o) ------------------------------------------------ Mourakami


 1 point
1 point -
J'ai aucune idée du temps passé mais le plus gros du boulot c'était la rouille, c'est long à faire et tant que ce n'est pas fait on peut rien faire d'autre. Maintenant il faut que je fixe le plancher au camion, la il est juste posé et il reste l'aménagement pour les motos à faire, mettre les rails aèro dans le plancher mais il me faut une défonceuse, je dois aussi fabriquer le système pour tirer les motos (sabot sur roulette et fixation du treuil) et les divers rangement. Bon maintenant, il peut rouler donc c'est moins urgent mais j'aimerais finir avant l'arrive du mauvais temps.1 point
-
Peu d'activité sur le MMU3 ces derniers jours. Faut dire que les congés sont terminés et que le test de la XL donne beaucoup plus de matière. Le MMU3 fonctionne, c'est tout simplement fluide, on lance une impression pour la nuit sans se demander si elle va se mettre en pause pour demander une assistance. C'est malheureusement ce qu'auraient dû être les MMU2 et MMU2S dès le départ. Histoire de passer au moins la barre des 2000 toolchanges sur le MMU3, j'ai lancé cette petite impression hier : Les lignes vertes sont des looongs bridges d'un trait d'extrusion. Rien à voir avec le MMU3 car là c'est la qualité de la MK4 (non S) et de sa ventilation qui donne ce résultat. Il y a quelques poils, mais ces trois bobines ne sont pas passé par la case séchage, et pour ceux qui suivent le test de la XL on a démontré combien il était important de sécher ses filaments. D'ailleurs on voit quelques microbulles d'air dans les lignes vertes. L'hexagone quant à lui rend très mal sur les photos, il s'agit d'un PLA+ Slik Noir, le rendu est beaucoup plus lisse à l'oeil nu, là les lumières sont trop dures. Je vais bientôt lancer les comparatifs avec le MMU2S, qui a bénéficié de la mise à jour logiciel du MMU3. J'avais abordé ce sujet il y a pile un an sur ce topic, c'est l'occasion ici de voir ce que ça donne.
 1 point
1 point -
Salut @DataPocalypse, c'est exactement la technique que j'ai utilisé ici. Pièce de test en TPU, supports en PLA, avec un profil supports "solubles" donc zéro gap entre le support et la pièce. Oui c'est possible avec le MMU, c'est une pratique que j'avais déjà expérimenté depuis le MMUv1. Mais le problème c'est qu'en ayant une seule hotend, il faut la purger complètement pour passer de PLA à PETG et vice versa. Si la purge n'est pas complète, alors le peu de contamination fera que la liaison inter-couche sera pauvre là où il y a eu changement de matière. En clair les pièces imprimées avec cette technique sur des système multi-filament à une seule hotend (MMU, AMS) vont délaminer aux interfaces des supports à la première solicitation mécanique. On peut donc utiliser cette technique que pour de la déco, et/ou en purgeant un max, au minimum 3 à 5 fois le volume normal de purge, et encore. C'est la plupart du temps impayable en déchets.1 point
-
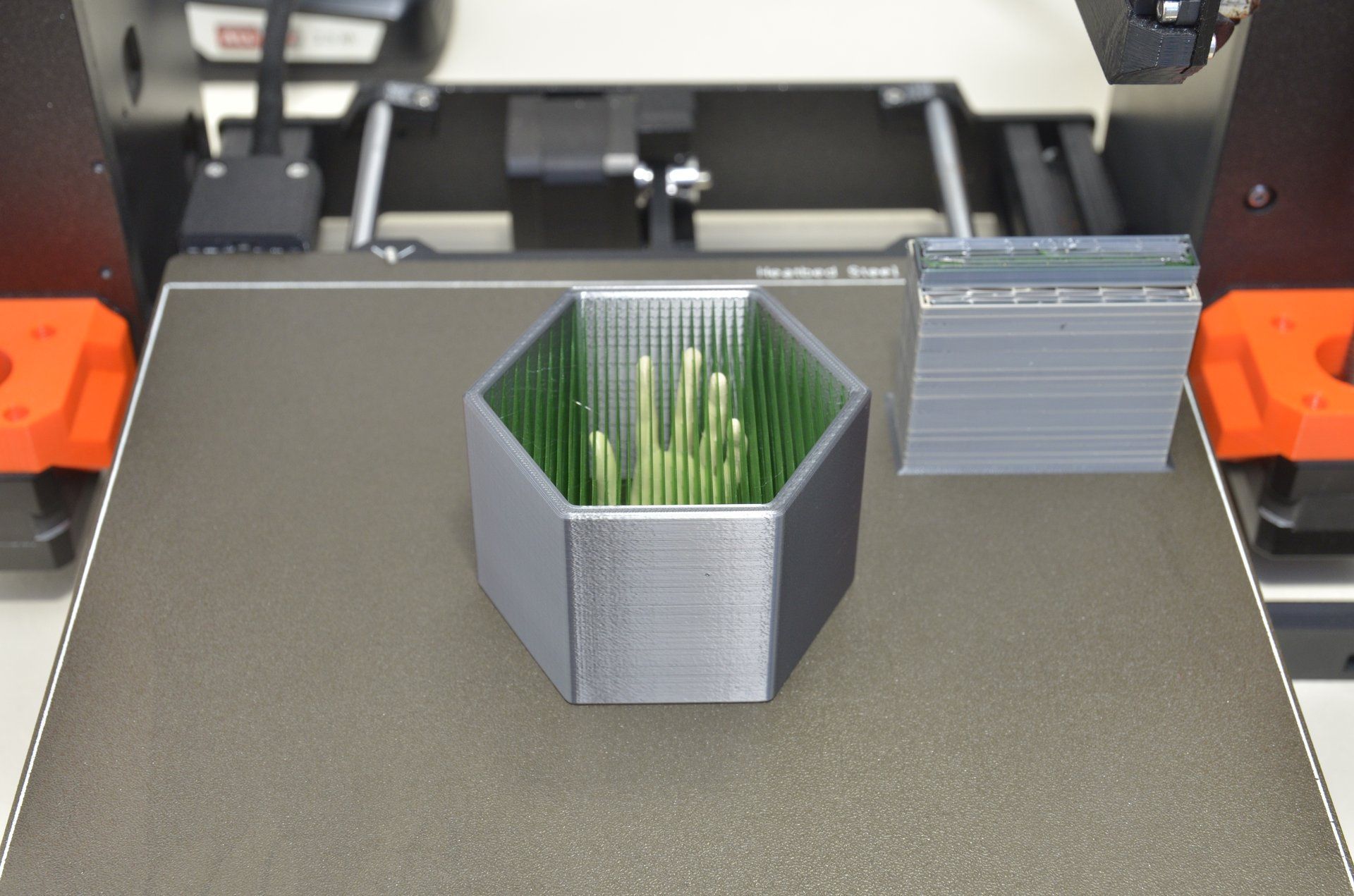
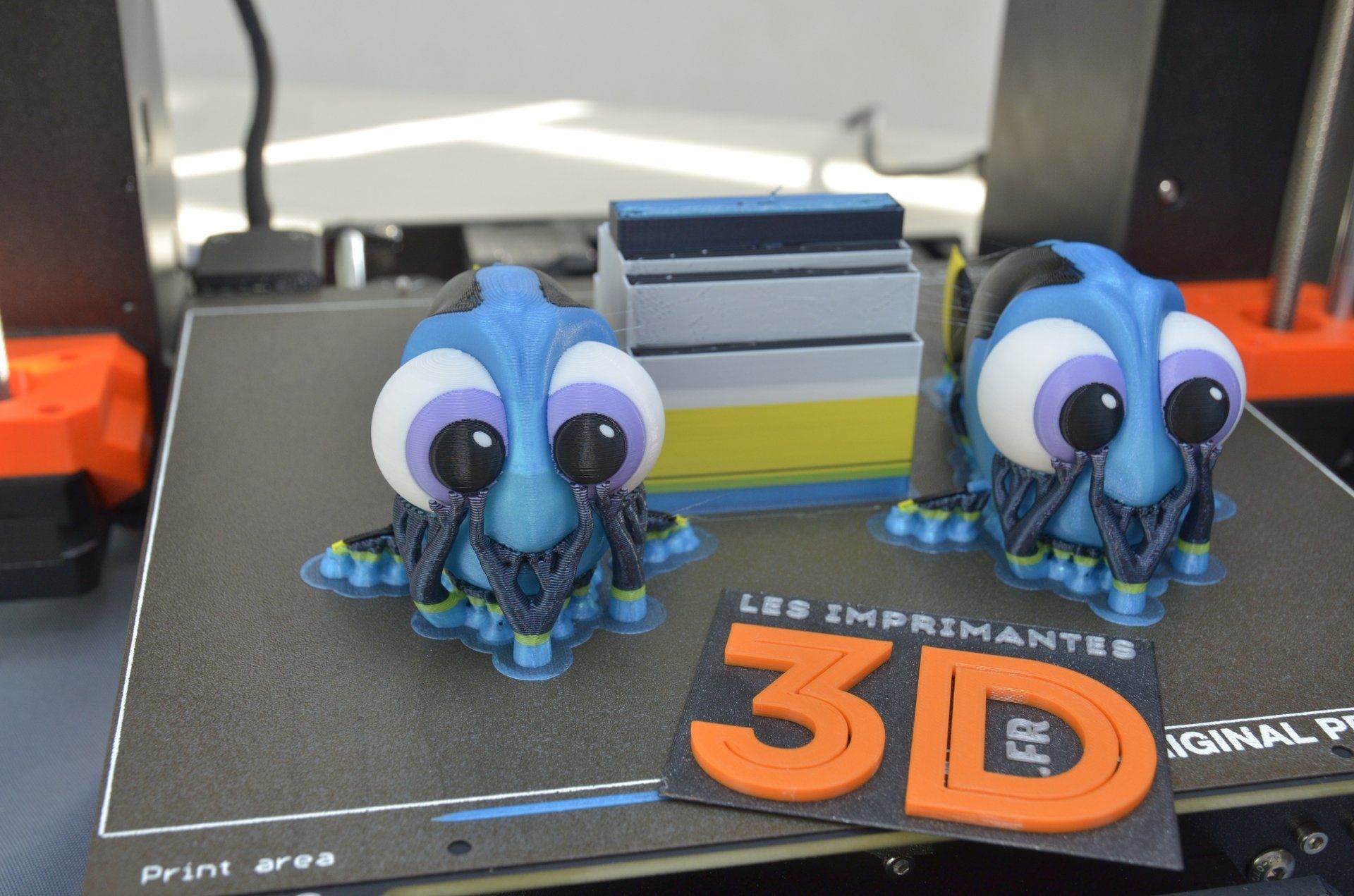
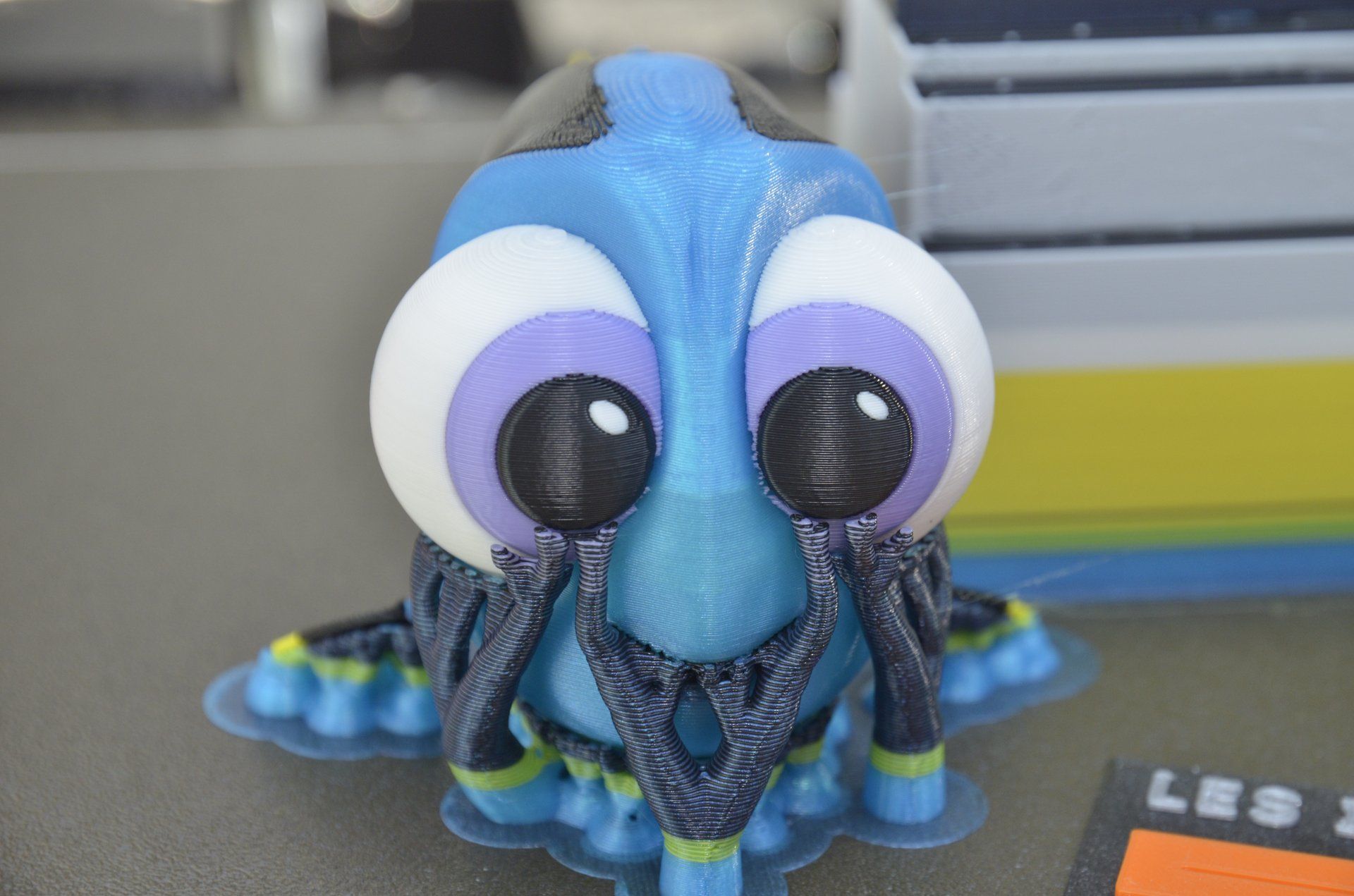
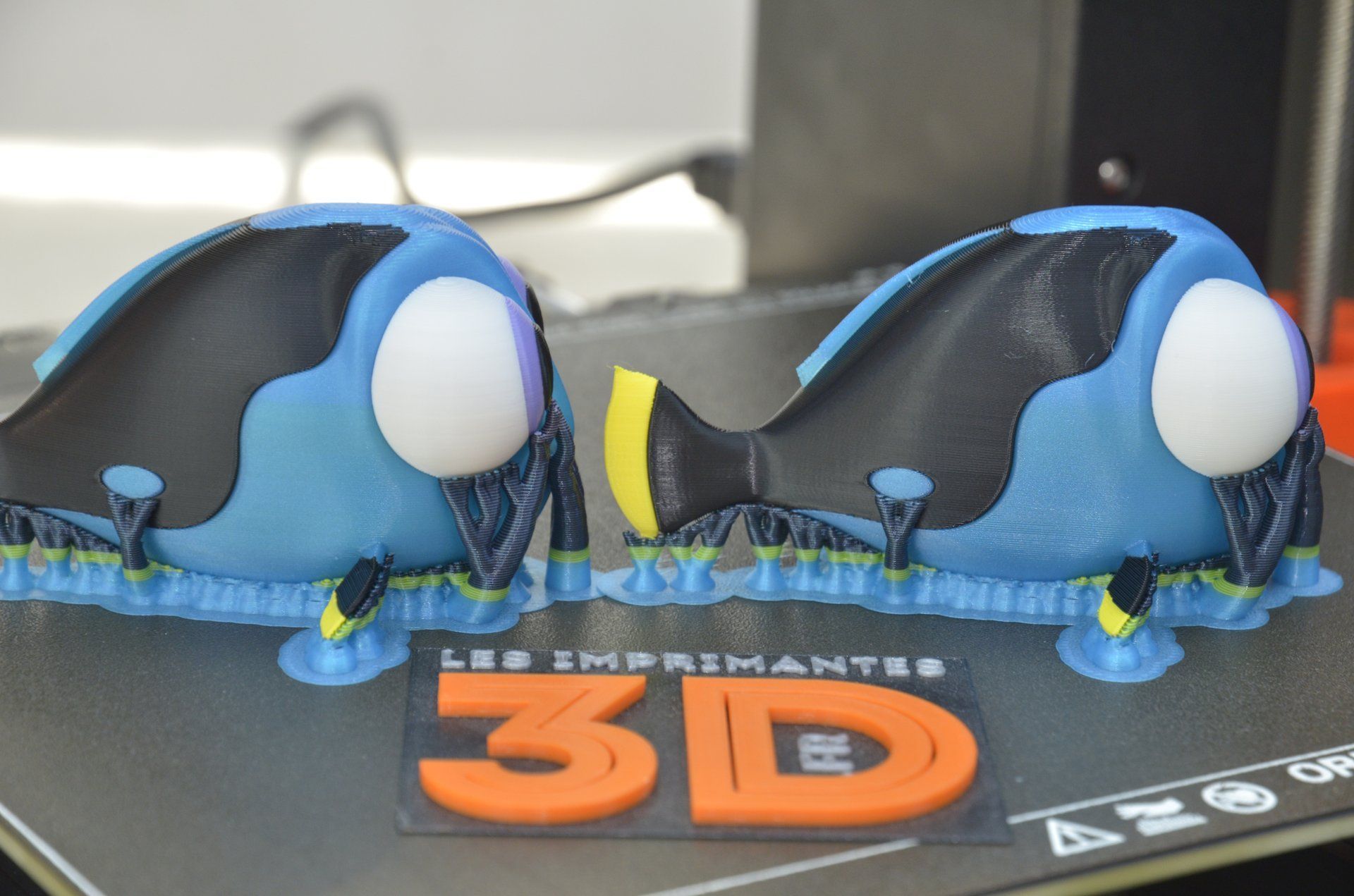
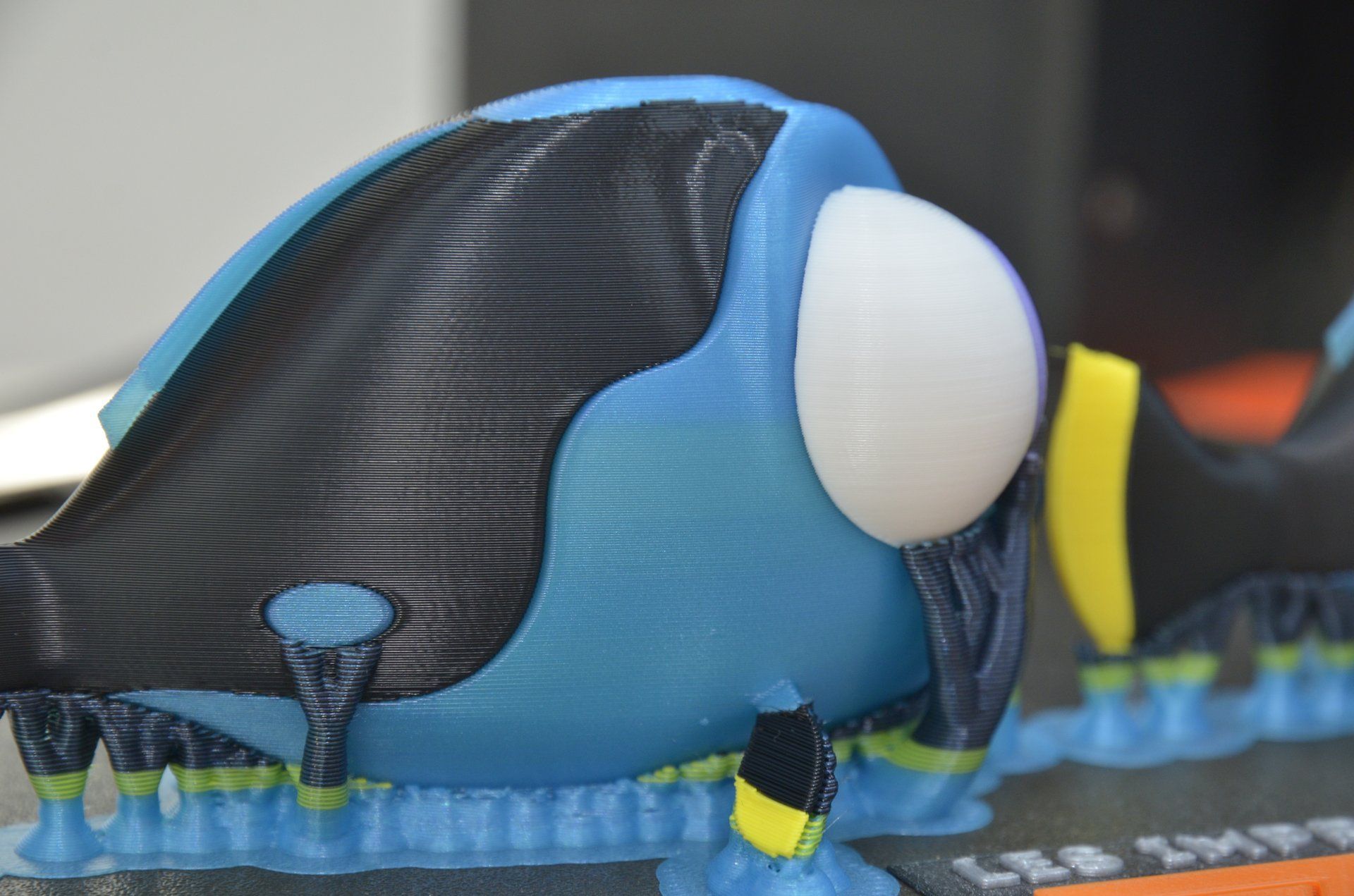
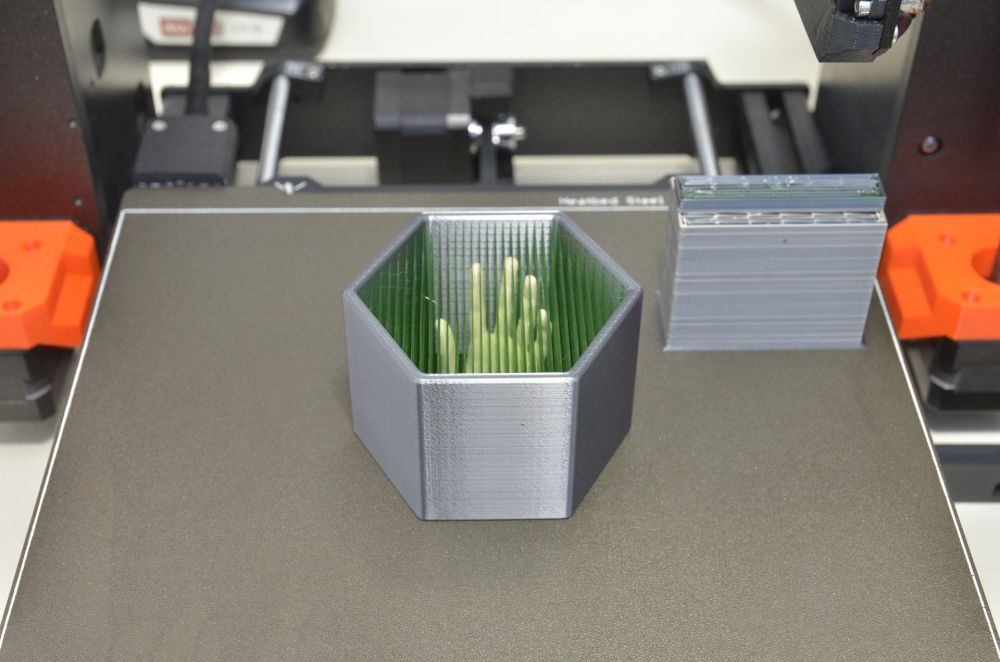
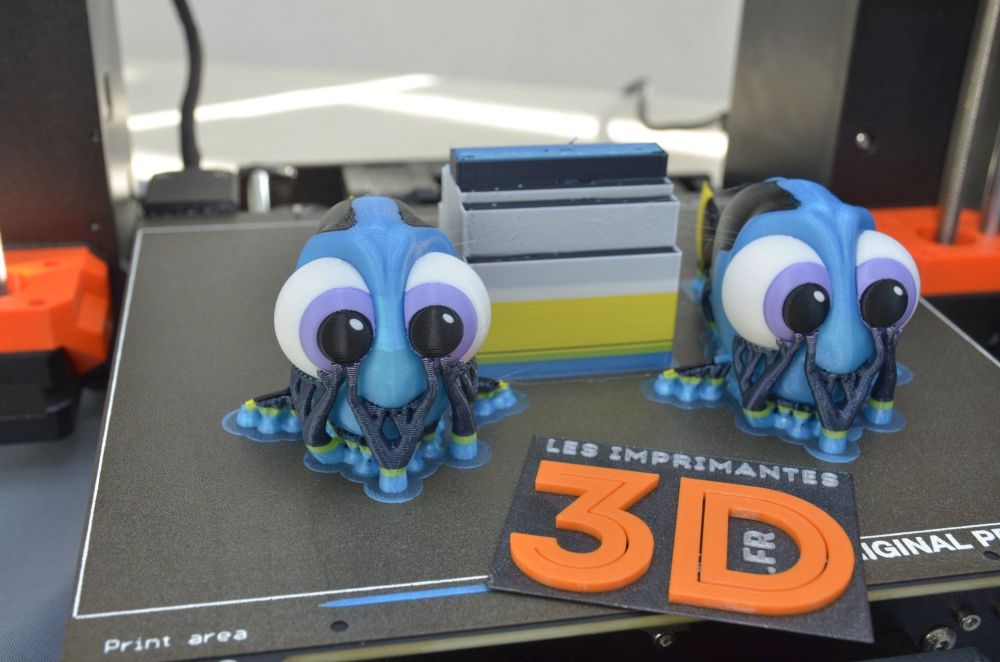
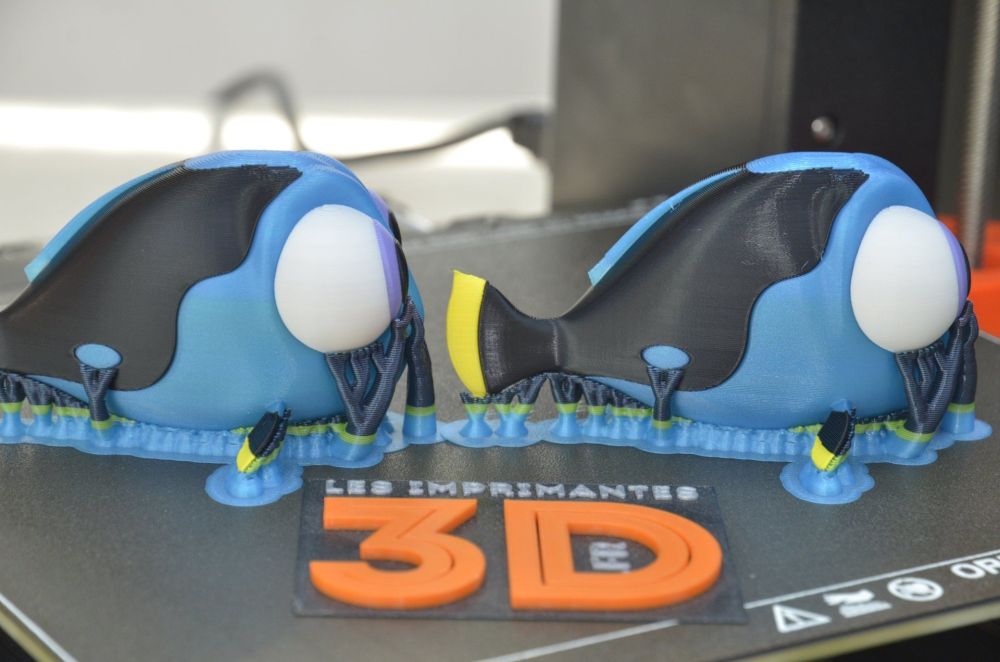
Salut Petit retour sur les premiers tours de roue du MMU3. J'ai démarré assez petit, avec deux gecko (différents), et ~200 changements de filament. Petite difficulté supplémentaire ici, pour le "marron" j'ai utilisé du Prusament rPLA Algae, qui semble assez fluide et s'imprime plus froid. Il s'agit d'un recyclage de déchets industriels de PLA, avec des pigments organique. L'odeur est assez particulière mais pas désagréable. Bref, voici quelques photos : Premier essai Qui me regarde ?! Photo de famille avec la tour de purge : Aucune difficulté pour l'imprimante et le MMU3, malgré un changement de température sur un des filaments. Les couleurs sont parfaitement alignées, aucune bavure, aucun défaut autres que ceux inhérents à la technologie FDM. C'est vraiment parfait. Second essai Pour le second essai, j'ai voulu quelque chose qui fasse travailler le MMU plus longtemps, et qui ait des couleurs sujettes au bleeding (mélange de couleurs après purge). J'ai donc utilisé un modèle de Baby Dory et j'ai laissé la machine tourner toute la journée, ~15h et 650 changements de filament. Hormis le fait que mon filament bleu mériterait un passage au séchoir, c'est franchement nickel. Aucune intervention n'a été nécessaire, la machine a fait son taf toute seule et de manière assez discrète. En regardant de plus près, on distingue nettement un défaut de bleeding sur le modèle de gauche. On voit une bande de jaune qui traverse toute la partie bleue du modèle. Ce problème est également présent sur le modèle de droite, mais dans une bien plus faible proportion, il faut vraiment bien regarder. Une petite photo de famille, ouistitiiii : Pour le moment le MMU3 totalise ~850 changements de filament de manière fiable. Je vais faire encore quelques tests bien spécifiques pour essayer de le mettre en défaut, et je ferai un retex un peu plus détaillé. J'aimerai aussi faire certaines comparaisons avec le MMU2S. Il faudra patienter encore un peu car je suis sur plusieurs fronts. N'hésitez pas à interagir, je peux répondre aux questions et aux propositions de test. Bon dimanche.









 1 point
1 point -
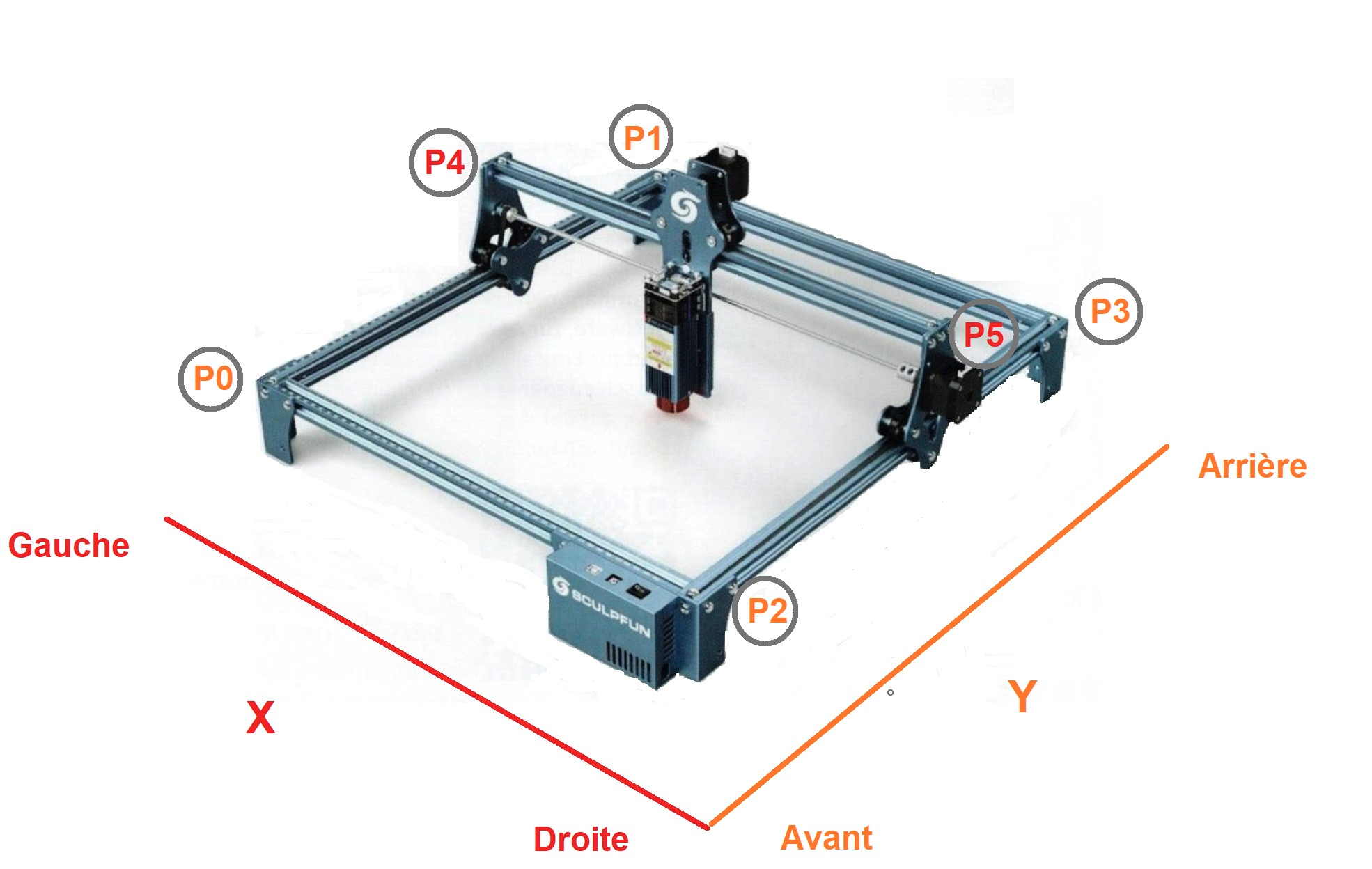
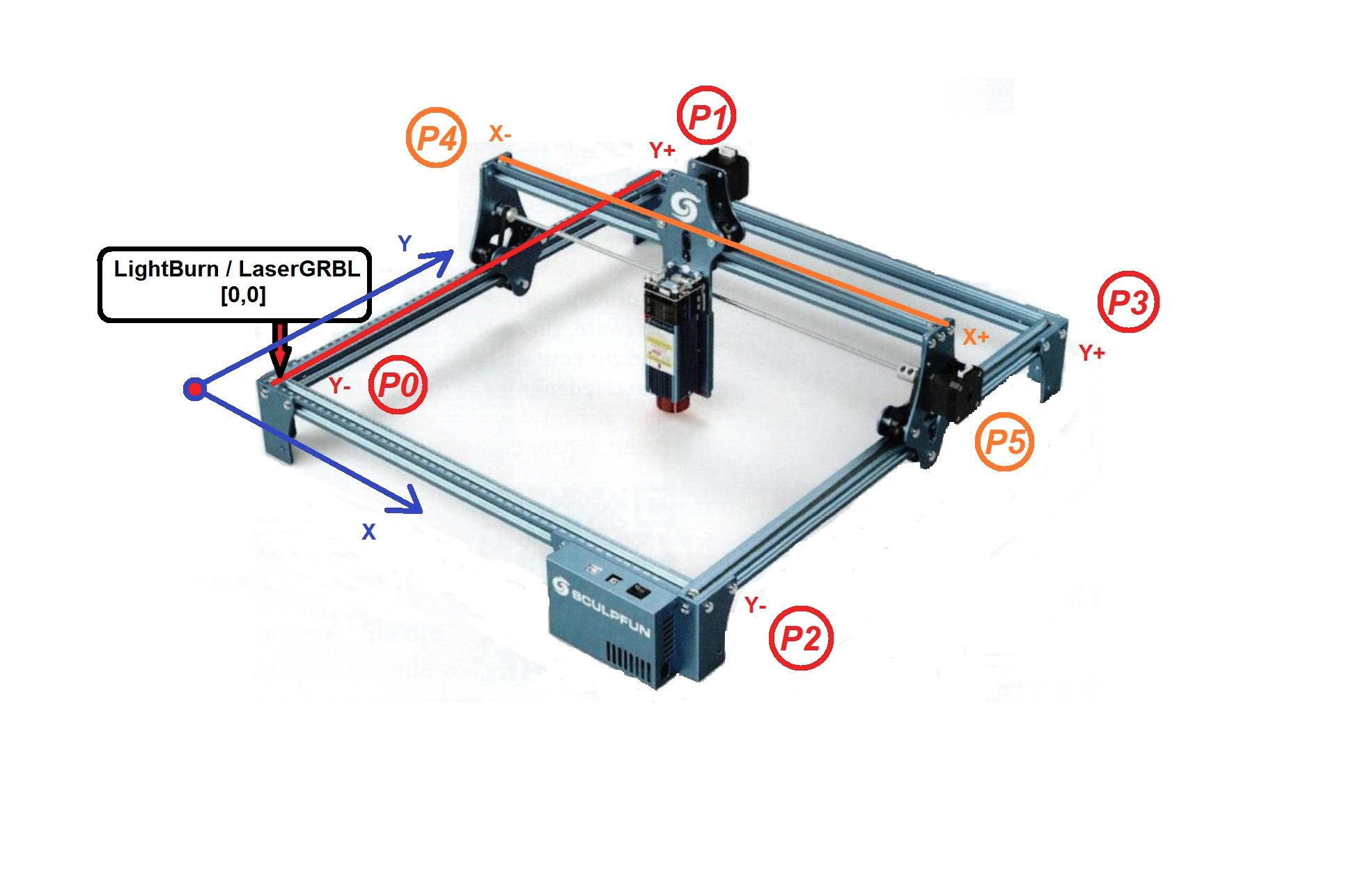
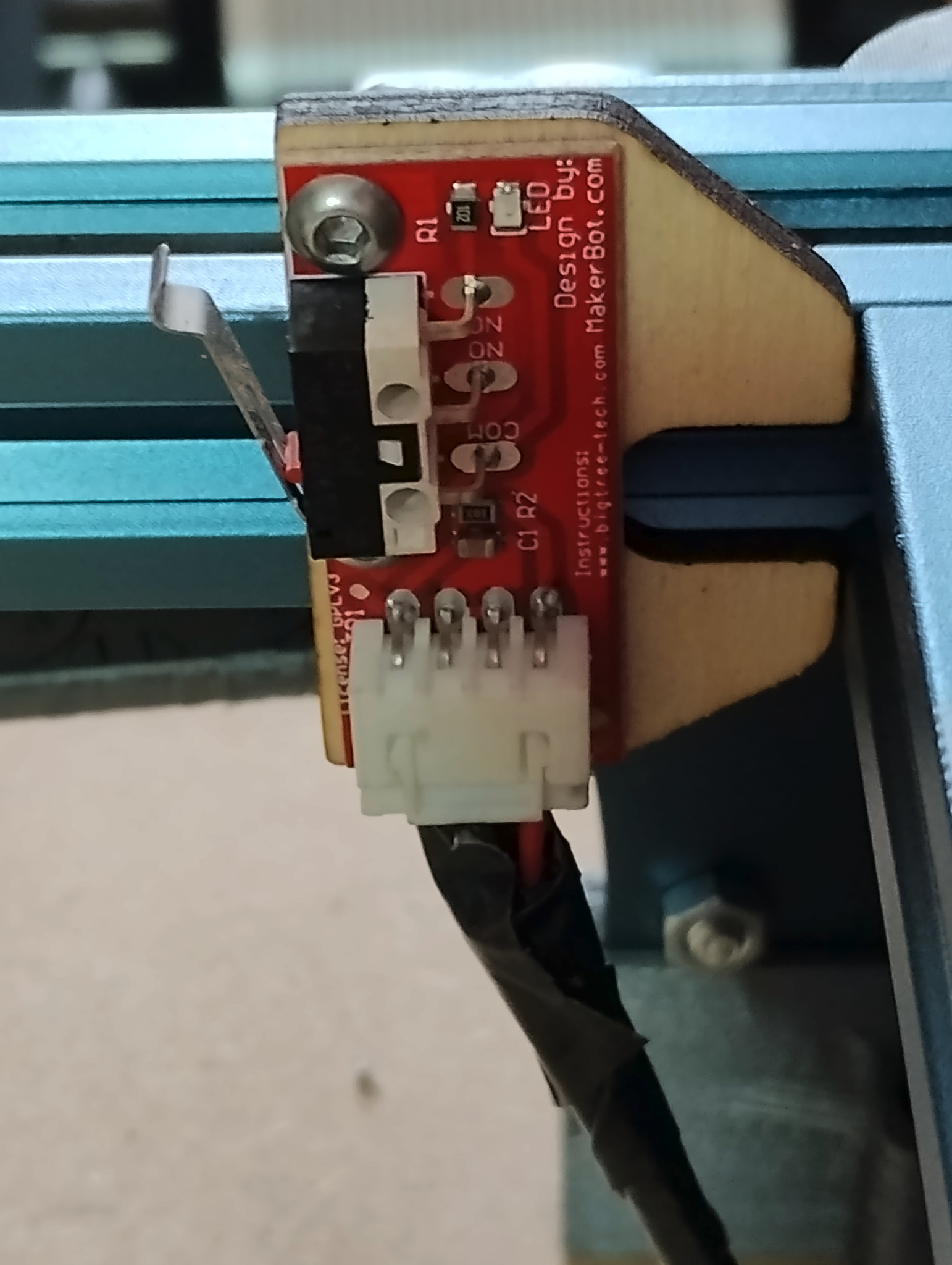
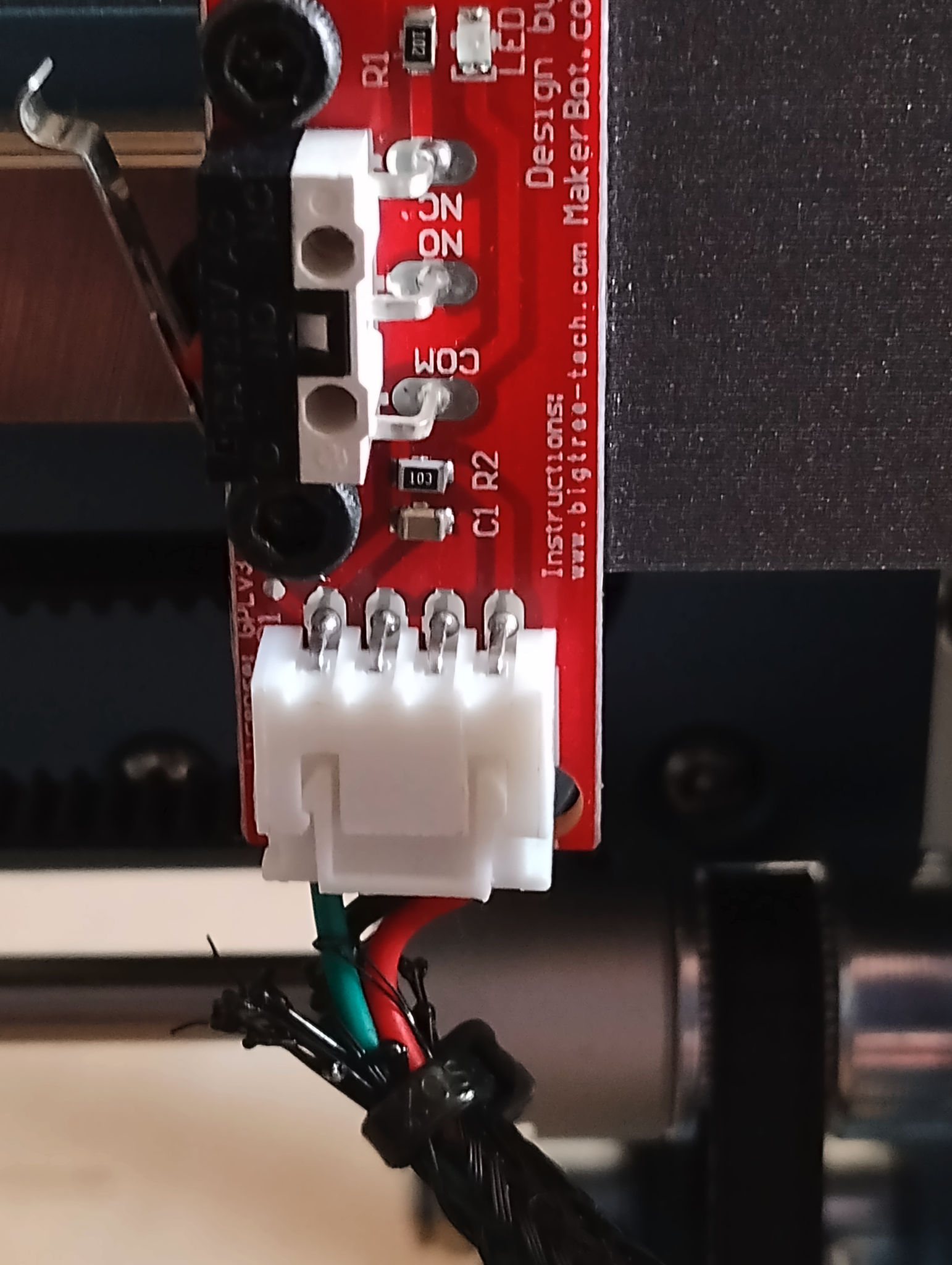
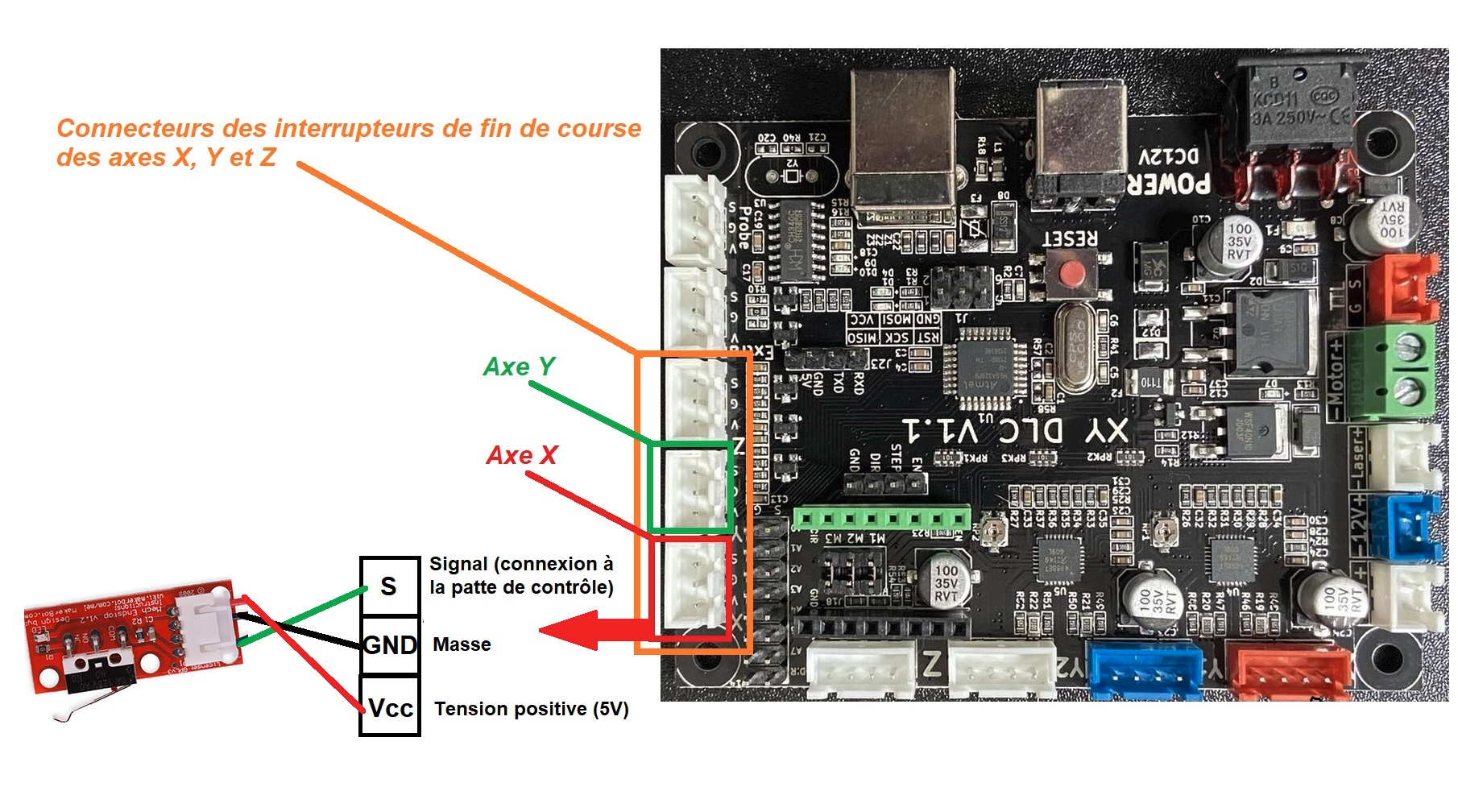
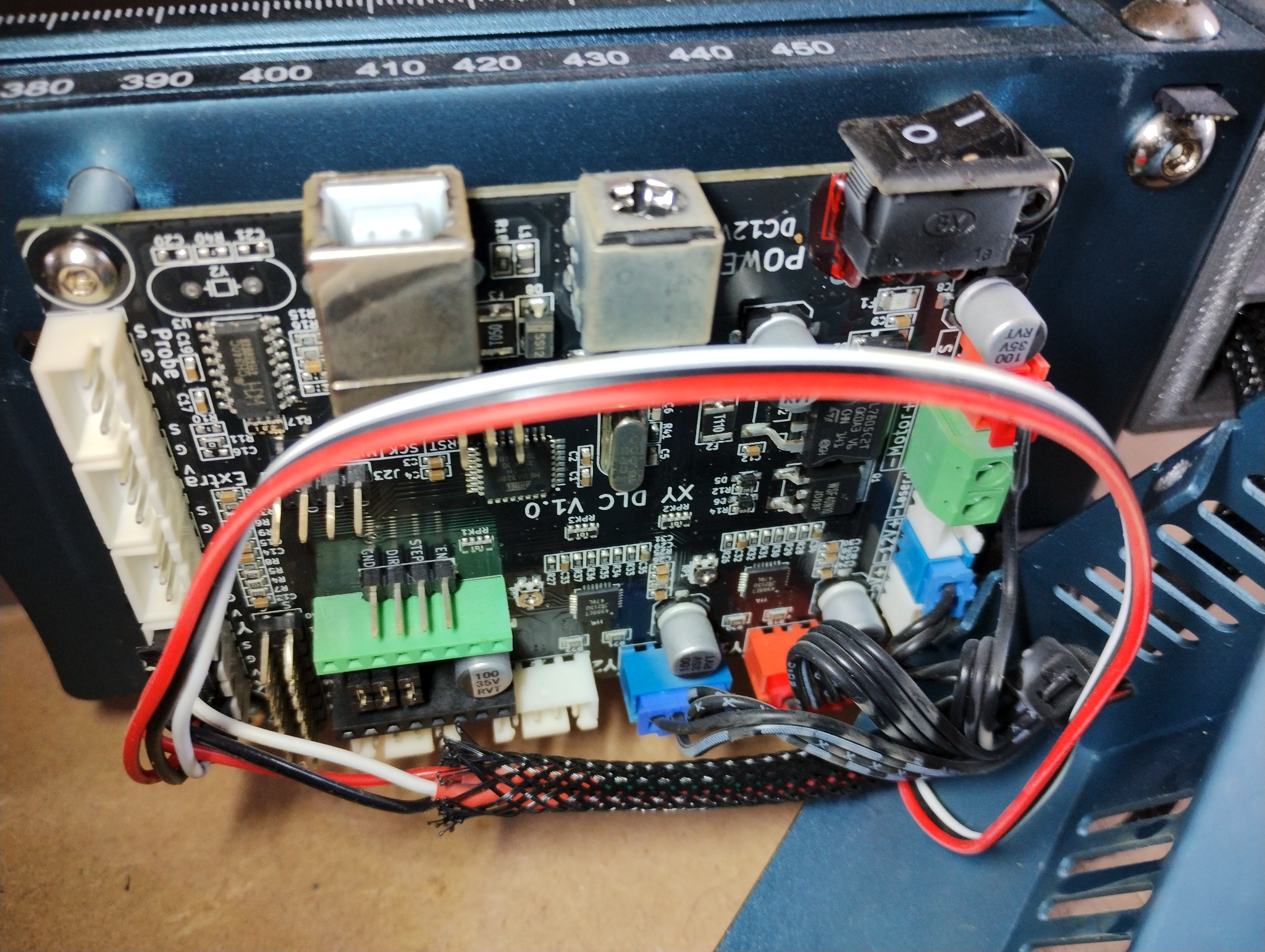
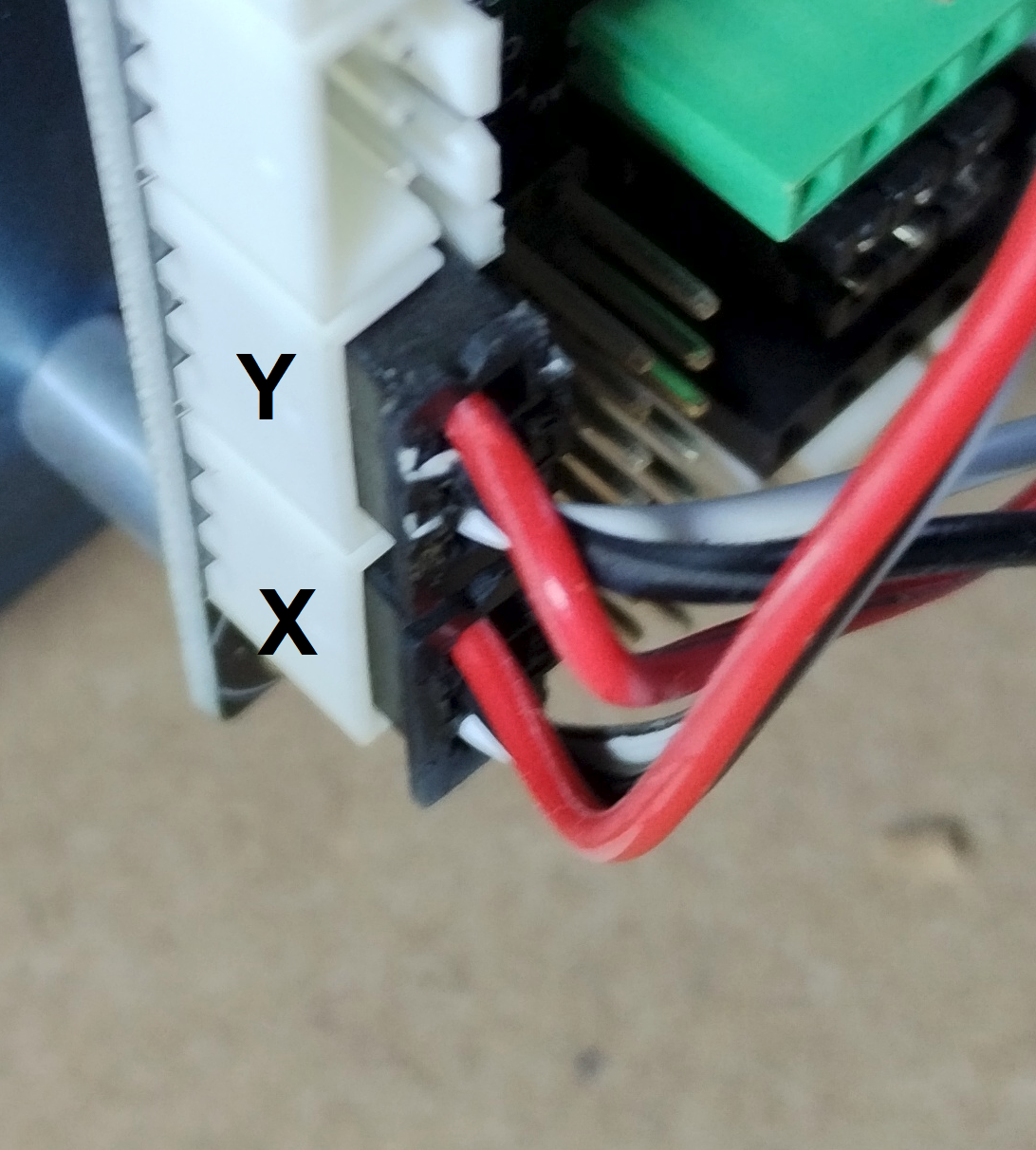
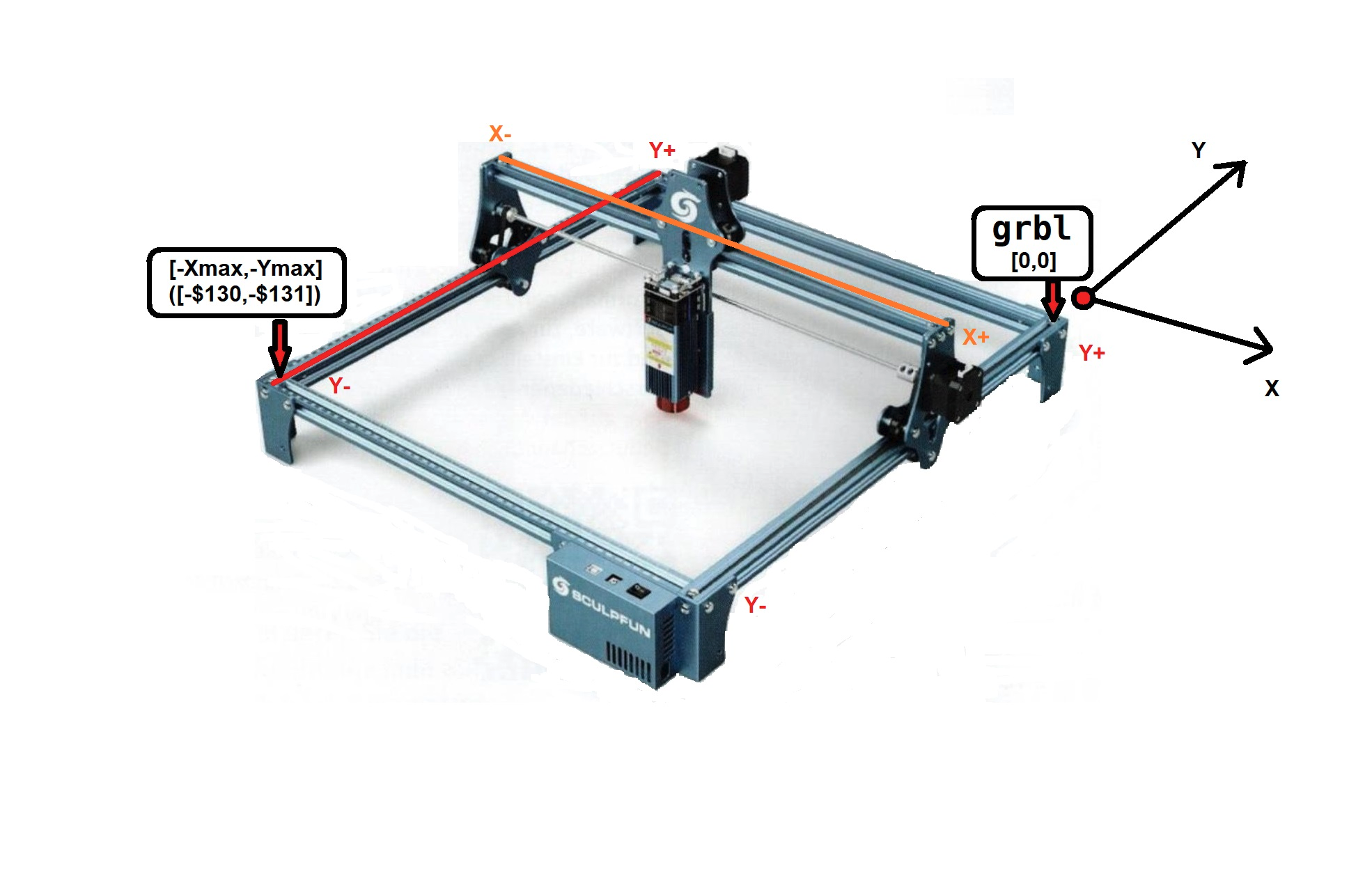
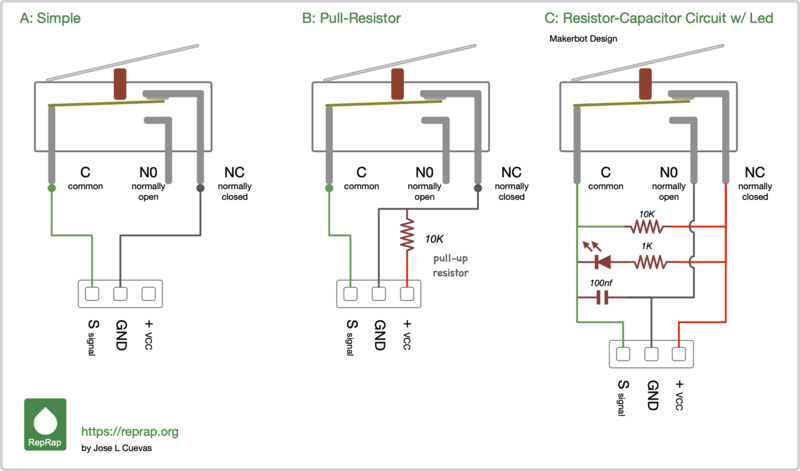
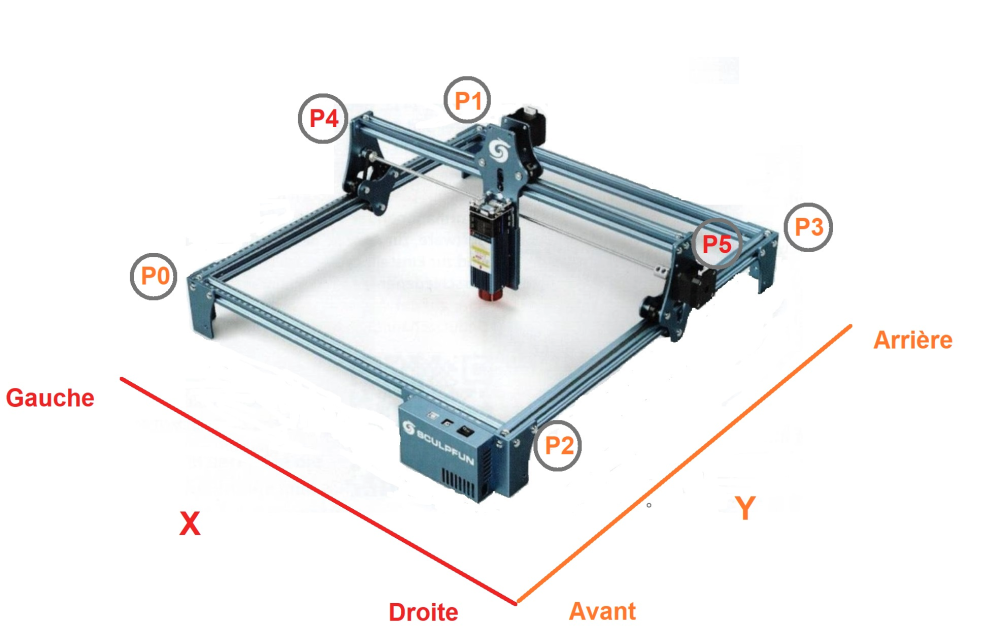
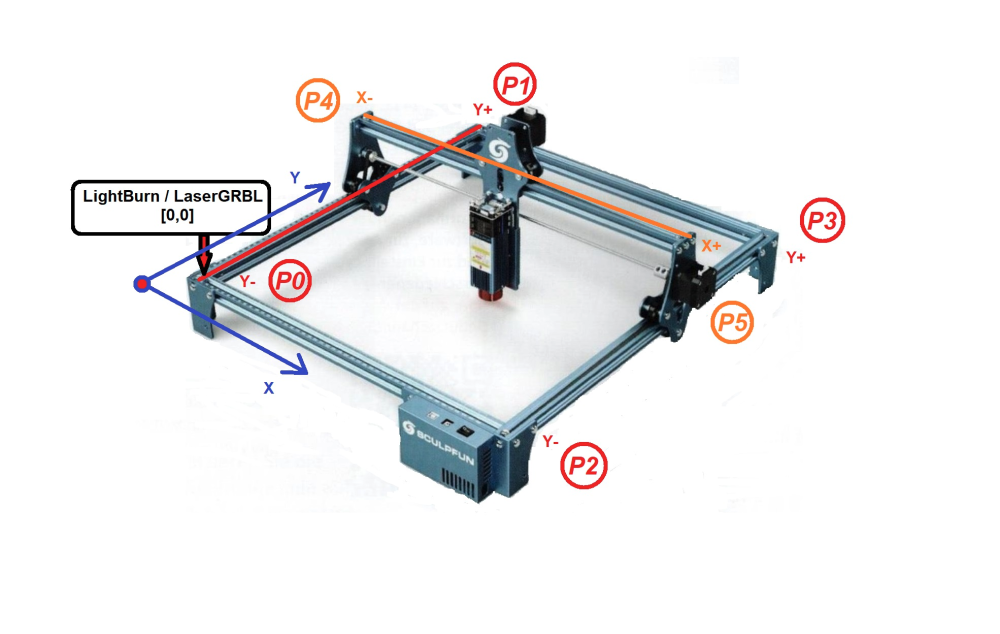
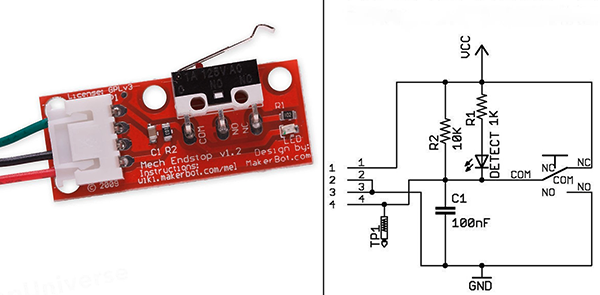
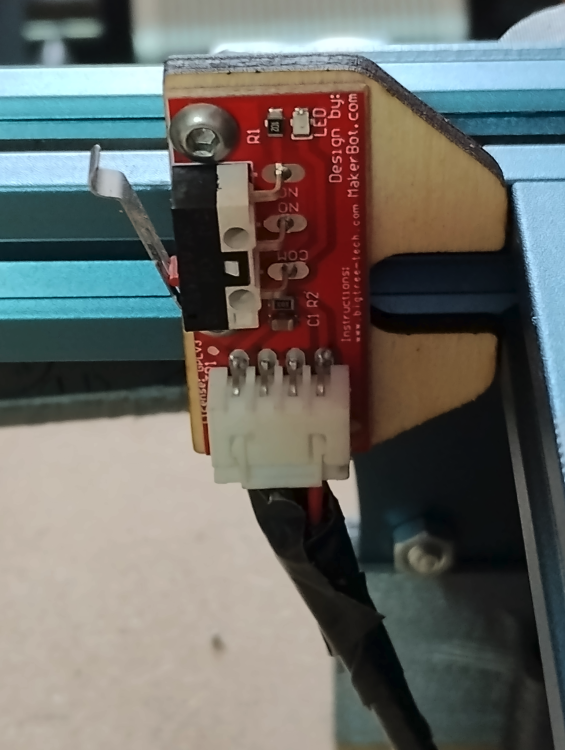
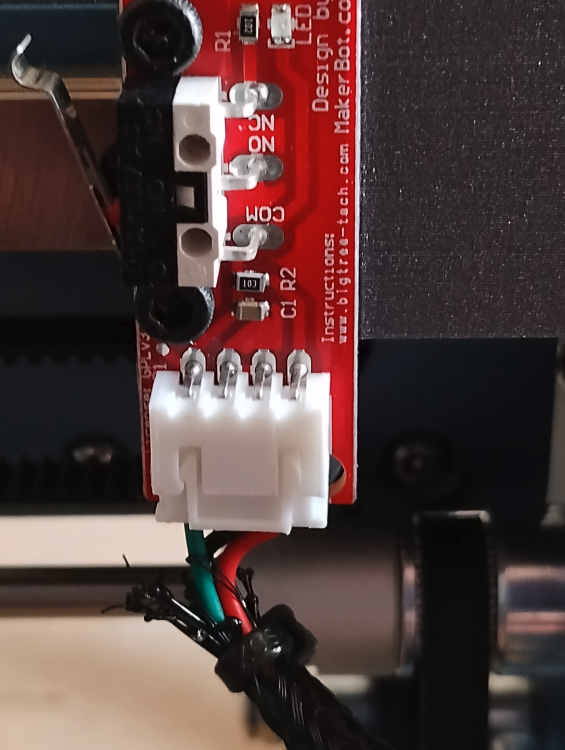
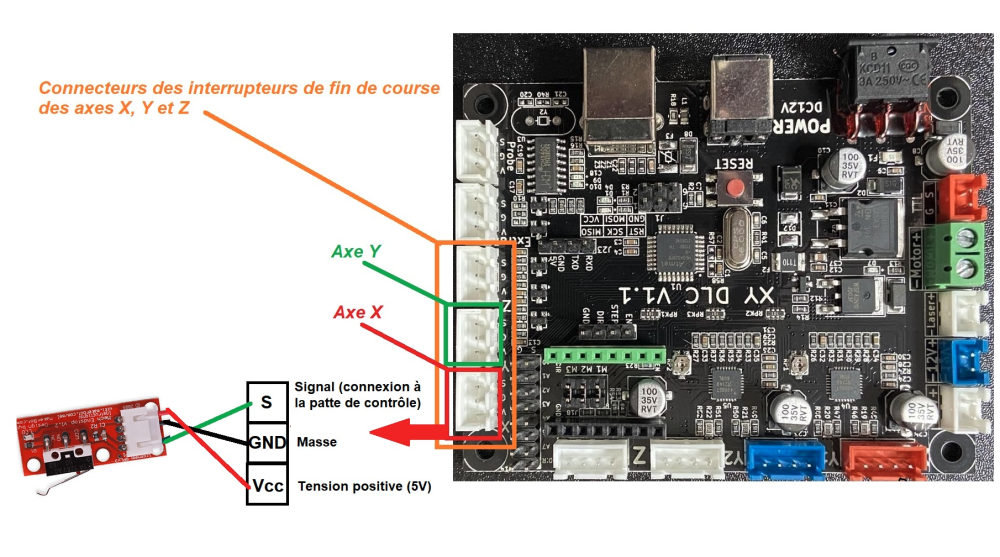
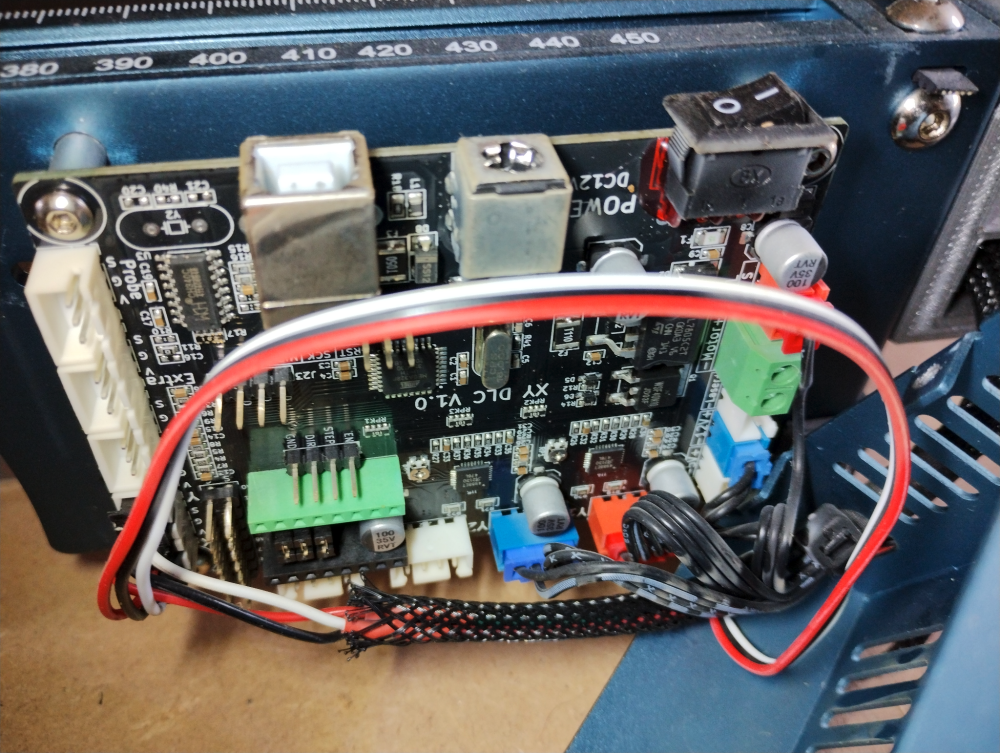
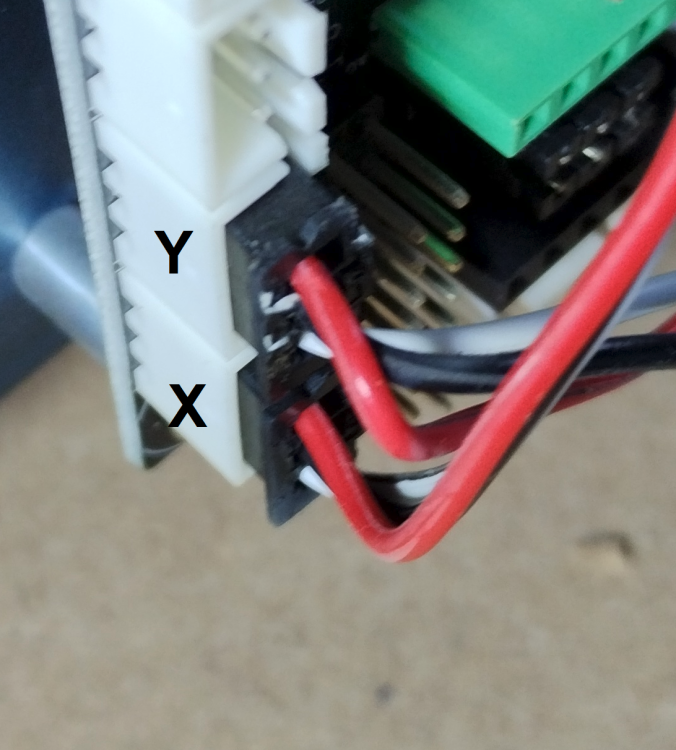
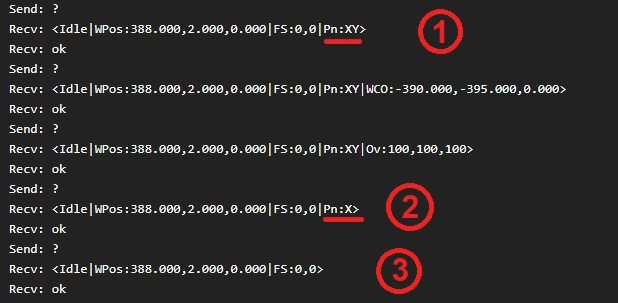
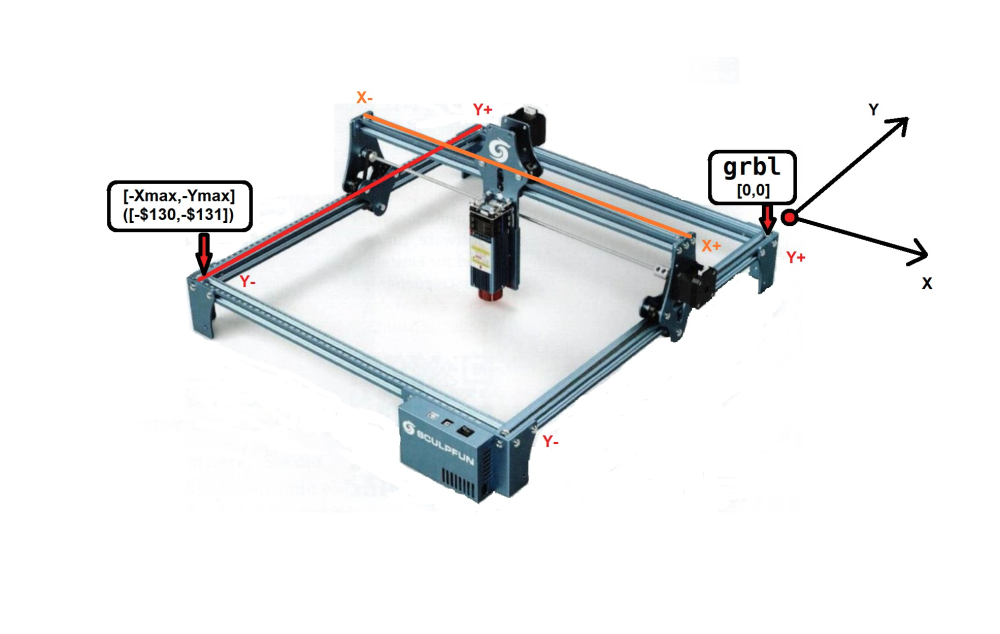
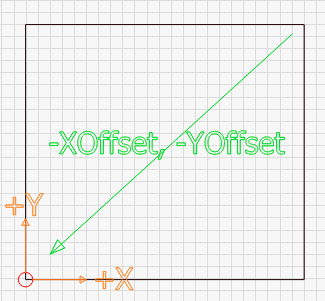
«Chose promise, chose due» Les modifications / «améliorations» apportées à mon laser Sculpfun S9. Pour débuter, mon parcours du combattant avec les interrupteurs de fin de course. Comme à mon habitude, je ne sais pas faire court. TLDR; En préambule Les interrupteurs de fin de course ne sont pas absolument nécessaires au fonctionnement, ils simplifient le travail, on peut parfaitement s’en passer. En gros, c’est du confort. Toutefois, leur installation facilite l'utilisation du laser. La mise à l’origine automatique (autoguidage) déplacera la tête du laser à la même position à chaque démarrage. On peut alors utiliser un système de coordonnées absolues dans l’espace de travail. Il devient alors possible de réaliser un travail, laisser l'objet en place, arrêter le système, revenir plus tard et ajouter un autre travail à la position exacte. Le firmware originel est prêt pour utiliser des interrupteurs de fin de course, de même pour la carte de contrôle qui possède les emplacements pour les connexions. Les photos suivantes montrent comment j’ai connecté ces interrupteurs. Plus d’informations sur ce sujet dans la documentation de GRBL et le wiki de reprap.org. Différents types / modèles d'interrupteurs existent comme le montre ces schémas récupérés sur reprap.org Où installer les interrupteurs ? La première étape consiste à planifier l'emplacement de ces interrupteurs. Deux variantes sont souvent utilisées : un câblage moins pratique (interrupteurs aux positions P0/2 (avant) et P4 (gauche)). un câblage plus facile (interrupteurs aux positions P0/2 (avant) et P5 (droite)) Toutes les combinaisons sont possibles : le firmware et le logiciel sont modifiables grâce aux commandes $ permettant de changer les paramètres de la machine sans forcément passer par une recompilation et installation du firmware. Personnellement, j'ai choisi la variante 2 : interrupteur Y à l’avant et X à droite (P2/P5). LightBurn dans sa documentation, précise que le logiciel utilise toujours le système de coordonnées interne comme un système de coordonnées positif commençant dans le coin inférieur gauche (P0). Une fois terminée la configuration de l'autoguidage (mise à l'origine), on souhaitera que le laser utilise le même espace de coordonnées que LightBurn. Avec la variante 1, on connecte les interrupteurs de fin de course à l'avant du cadre rectangulaire (côté gauche ou droit du cadre, P0 ou P2) pour l’axe Y et du côté gauche du portique mobile (P4) pour l’axe X. A la fin du processus de mise à l’origine, le laser s'arrête en position avant gauche correspondant à l'origine de LightBurn. Pour la variante 2, les interrupteurs sont installés à l'avant (P0 ou P2) de l’axe Y et du côté droit (P5) de l’axe X, du portique. Après l'autoguidage, la tête laser se trouve en position avant-droite. Ce n'est pas la même origine que dans LightBurn. Quelle que soit la variante choisie, avec le firmware originel, il faudra tout de même effectuer un travail supplémentaire pour «décaler» l’origine. Il en serait de même pour les positions arrière-droit (P1/3 et P5) et arrière-gauche (P1/3 et P4). Installation / connexion des interrupteurs J’ai opté pour la variante 2 avec ce type d’interrupteurs de fin de course : le support pour l’interrupteur de l’axe Y a été découpé dans du contre-plaqué mais aurait aussi pu être imprimé ( Endstops-spacers.zip celui pour l’axe X est un modèle de ma conception car il fait partie du support de ma chaîne de câbles (fixation_chaine_cable_S9_axeX+endstop.stl) : Les interrupteurs ayant été installés, il faut les connecter sur la carte contrôleur. Cela nécessite d’ouvrir le boîtier métallique pour pouvoir accéder aux connecteurs. 4 vis à l’arrière sont à ôter, passer les câbles des interrupteurs puis connecter les prises au bon endroit : Paramètres du firmware L'installation physique étant faite, le reste consiste à paramétrer le firmware pour qu'il prenne en compte ces nouveaux matériels. Le firmware doit 1) réaliser la mise à l'origine et 2) dans quelle direction effectuer celle-ci Cela se fait en utilisant les paramètres $22 et $23 (documentation GRBL) : $22 active la mise à l’origine du firmware (ne fonctionnera que si le firmware a été compilé avec cette option). La valeur du paramètre $22 doit passer à 1. Soit via la fenêtre de la console en tapant "$22=1" et en appuyant sur entrée, soit en utilisant la fenêtre graphique des paramètres de la machine dans le logiciel de pilotage (LaserGRBL / Lightburn). Le paramètre le plus important est $23. C’est lui qui indique la direction dans laquelle les interrupteurs sont recherchés par l'algorithme de recherche d'origine. Le tableau suivant définit comment procéder. Paramètre à saisir Masque Inverser X Inverser Y Inverser Z 0 00000000 N N N 1 00000001 O N N 2 00000010 N O N 3 00000011 O O N 4 00000100 N N O 5 00000101 O N O 6 00000110 N O O 7 00000111 O O O Pour chaque axe, les interrupteurs de fin de course peuvent se trouver à n'importe quelle position (position minimale ou maximale), il faut indiquer au firmware, dans quelle direction il doit le rechercher : "Normal (Inverser=N)" signifie aller dans la direction positive, c-à-d vers l'arrière et/ou la droite. "Inversé (Inverser=O)" signifie aller vers l'avant et/ou la gauche (direction négative). Les quatre dernières valeurs (4-7) sont «identiques» aux valeurs (0-3) pour les axes X et Y et mettent le bit3 à 1 (+4) pour prendre en compte l’inversion de l’axe Z. Comme il est fixe sur la Sculpfun S9, aucune raison de s’en préoccuper, les deux valeurs produiront le même résultat. Quelles valeurs utiliser ? Avec la variante 1, le firmware doit chercher l'interrupteur X à gauche soit une direction négative. Il en va de même pour l'interrupteur Y qui est à l'avant, direction négative également. Il faut donc sélectionner une valeur qui inverse la direction de la recherche (une recherche "normale" va dans la direction positive). Avec la variante 2 (mon choix), le laser doit chercher l'interrupteur X à droite (positif, non inversé) et chercher l'interrupteur Y à l'avant (inversé comme avec la variante 1). En consultant le tableau de ces mouvements, on trouve les valeurs à utiliser. Si vous avez suivi jusque là, vous avez trouvé la valeur à utiliser . Le paramètre à saisir est soit 3 (ou 7) avec la variante 1 soit 2 (ou 6) avec la variante 2. Reste à les programmer dans la mémoire du firmware en tapant "$23=(valeur)" dans la ligne de commande pour que ce soit pris en compte. Dans mon cas => $23=2 (ou 6). Vérification du bon fonctionnement Avant de commander le déplacement du laser, il est préférable de tester le bon fonctionnement des interrupteurs. Le point d'interrogation ("?") en console, affiche le statut du contrôleur. Ce qui nous intéresse ce sont les valeurs commençant par "Pn" (Pin status). Si aucune broche n'est active, ce champ est complètement absent. Si une broche est active, l'axe/le port attribué est indiqué. Dans la capture d'écran ci-dessus, on peut voir trois situations différentes. En (1), deux broches sont actives : X et Y (X étant l'interrupteur de fin de course de l'axe X, idem pour Y). En (2) seul l’interrupteur de fin de course de l’axe X est actif. En (3), aucun interrupteur n’est actif, la section "Pn" est totalement omise. Une fois le câblage terminé, on teste cette sortie. Vide si aucun interrupteur n’est déclenché, contenant les lettres correctes, si interrupteurs activés. En cas d’inversion, c-à-d qu'elle montre tous les interrupteurs actifs ("Pn:XY") alors qu’aucun interrupteur n’est activé et que les lettres disparaissent quand l’interrupteur est déclenché alors on corrige en inversant la logique dans GRBL => $5=1. Une fois le fonctionnement des interrupteurs vérifié, on peut tester le fonctionnement de la mise à l’origine : tenir un doigt sur l'interrupteur d'alimentation du laser au cas où il se déplacerait dans la mauvaise direction, pour pouvoir l'éteindre. Finalement, un clic sur le bouton Home dans LightBurn ou LaserGRBL permet de lancer la mise à l’origine. Si / quand tout fonctionne correctement, le laser démarre sa séquence d'orientation et trouve sa position de départ. Taille de l'espace de travail Si on souhaite utiliser le laser au maximum de ses possibilités, la surface exacte de l’espace de travail doit être connue. Un espace de travail plus petit ne poserait pas de soucis tandis qu’un trop grand emmènera certainement le laser s'écraser sur le cadre en faisant forcer les moteurs (vécu ). Avec le laser Sculpfun S9, on peut partir sur 400 × 400 mm. Il faut juste tester la distance que l’on peut réellement parcourir, distance qui dépend de la position des interrupteurs de fin de course. Pour ma part, je ne peux atteindre que 390x395 (XxY). La taille de l'espace de travail se précise via les paramètres $130 (X) et $131 (Y). GRBL utilisera cette information pour tous ses calculs, raison pour laquelle il est important de définir correctement ces paramètres. J'avais un écart entre la taille de l'espace de travail paramétré et la position affichée après l’autoguidage, c’est dû au paramètre $27, correspondant à la distance de retrait après mise à l’origine. Exemple : si celui-ci est réglé sur 3 mm, la position du laser sera de [3,3] ou [-397,-397]. Limites dures et douces Les deux paramètres suivants n'ont pas d’incidence sur la mise à l'origine. Pour la mise à l'origine, ces deux paramètres peuvent rester à 0. Je souhaite protéger l'espace de travail. Les limites souples ou rigides (hard / soft) permettent de le faire. Avec celles-ci, on indique au firmware qu'il n'est pas autorisé à dépasser les limites précisées. Généralement avec deux interrupteurs de fin de course pour la mise à l'origine (un par axe), on utilise les limites souples ($20). Dans ce cas, le firmware, à partir du point zéro de la référence, ajoute la taille de l'espace de travail défini. En cas de dépassement de ces limites, une alarme se déclenche et le laser s'arrête. Les limites dures ($21) ont un effet identique mais utilisent pour cela des butées matérielles comme limites (min/max), il faut donc deux interrupteurs par axe, un à chaque extrémité de celui-ci. Avec seulement deux interrupteurs de fin de course, comme utilisés sur mon S9, c'est comme clôturer un espace rectangulaire seulement sur deux côtés en espérant que rien ne s'en échappe Limites souples ($20) : En activant les limites souples, le contrôleur évitera que la tête laser n’entre en collision avec le cadre. Cela nécessite de définir la taille correcte de l'espace de travail (paramètres $130 et $131). Le contrôleur connait la position [0,0] après l'autoguidage, il utilise les informations [xmax,ymax] pour vérifier qu’aucune commande n’entraîne le laser hors des limites fixées. Dans ce cas, le laser s'arrête et émet une alerte. Il est recommandé d'activer cette option => $20=1 Limites dures (21 $) : En activant les limites dures, le laser s'arrêtera lorsqu'il atteindra les interrupteurs de fin de course. La plupart des utilisateurs (c’est mon cas) ne placent des interrupteurs qu'à une extrémité des axes (là où vous voulez jouer à E.T. ), il n'y a pas d'interrupteurs de fin de course aux autres extrémités. Donc, AMHA, il n'est pas très utile d'activer cette fonction. Personnellement, je l'ai désactivé => $21=0 Quel firmware utiliser ? Dans un premier temps, j’utilise le firmware installé (un post ultérieur fera l’objet du firmware) qui permet d’origine d’activer la fonction de mise à l’origine. Cependant, tel quel, ce firmware a des «limites» : Après la recherche d'origine, les coordonnées du laser ne sont pas réglées sur [0,0]. La mise à l'origine s'effectue un axe après l'autre, ce qui prend un peu plus de temps que si les deux axes faisaient le cycle en même temps. Il est possible que la mise à l'origine ne fonctionne pas du tout, c’est que le firmware installé est la version standard complète de GRBL, prévue plutôt pour des CNC : il essaye en premier de faire un mise à l'origine sur l'axe Z. Comme il n'y en a pas dans la plupart des graveurs laser, la mise à l'origine échouera complètement. Heureusement, ce n’est pas le cas du firmware fourni par Sclupfun. Coordonnées laser Avec ce firmware originel, GRBL traite le système de coordonnées de la machine comme un système de coordonnées CNC classique. La position [0,0] est TOUJOURS en haut à droite. Avec les interrupteurs de fin de course positionnés comme décrit précédemment, on obtient les positions suivantes (en supposant un espace de travail de 400 × 400 mm) : haut-droite : [0,0], haut-gauche : [-400,0], bas-gauche : [-400,-400] bas-droite : [0,-400] On doit donc informer le firmware qu'il y a un décalage entre le système de coordonnées de la machine et le système de coordonnées de l'espace de travail. Une bonne explication est disponible dans la documentation de LightBurn. On souhaite effectuer une translation de l'espace comme ci-dessous : Deux moyens sont disponibles pour réaliser cette translation : 1) Le plus simple est d'utiliser la commande : "G10 L20 P1 X0 Y0". Cette commande ne nécessite pas de paramétrage manuel des coordonnées x et y. Après mise à l'origine, on déplace la tête du laser vers la position avant gauche [0,0] en utilisant les commandes de déplacement de LightBurn ou LaserGRBL (ne pas déplacer la tête manuellement). Une fois le laser arrivé en [0,0] (avant / gauche), on envoie la commande "G10L20P1X0Y0" dans la console. Cette commande prend la position actuelle et calcule automatiquement le décalage. 2) Autre possibilité avec la commande "G10 L2 P1 xx yy". Cette commande fournit au système, le décalage dans le système de coordonnées de xx et yy mm à prendre en compte. Exemple : le home se faisant à l’avant à droite, pour que le [0,0] corresponde à celui de LightBurn, la commande à saisir sera : "G10 L2 P1 X-400 Y-400" (dans mon cas, G10 L2 P1 X-390 Y-395). Les paramètres définis par les commandes G10 sont enregistrés dans la mémoire EEPROM du contrôleur, il n’est normalement pas nécessaire de les définir plus d'une fois. Plus d'informations sur les systèmes de coordonnées (G10, G92, G54-59, …) => http://www.linuxcnc.org/docs/2.4/html/gcode_coordinates_fr.html Pour réinitialiser les valeurs enregistrées et revenir aux paramètres par défaut du firmware, un "$RST=#" dans la console permet de le faire. Note de la documentation de LightBurn : quand un décalage de l'espace de travail est activé, il faut que GRBL rapporte sa position par rapport à cette origine décalée plutôt que dans "l'espace machine" en mettant $10=0. Conclusion Voilà, les interrupteurs de fin de course sont installés sur mon Sculpfun S9 et pleinement fonctionnels : Les prochaines «améliorations» concerneront l’installation / compilation du firmware GRBL, l’ajout de l’air assist, le passage de l’axe X en rail linéaire et des améliorations «cosmétiques» totalement dispensables donc absolument nécessaires. A bientôt La principale source : un tutoriel de Lightburn et sa vidéo
 1 point
1 point