Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/09/2024 Dans tous les contenus
-
Harcèlement au travail ?2 points
-
C'est fait J'en profite pour te dire que le titre n'est pas explicite, il faut résumer le problème pour qu'on puisse t'aider et pour que d'autres personnes concernées puissent aussi bénéficier des solutions.1 point
-
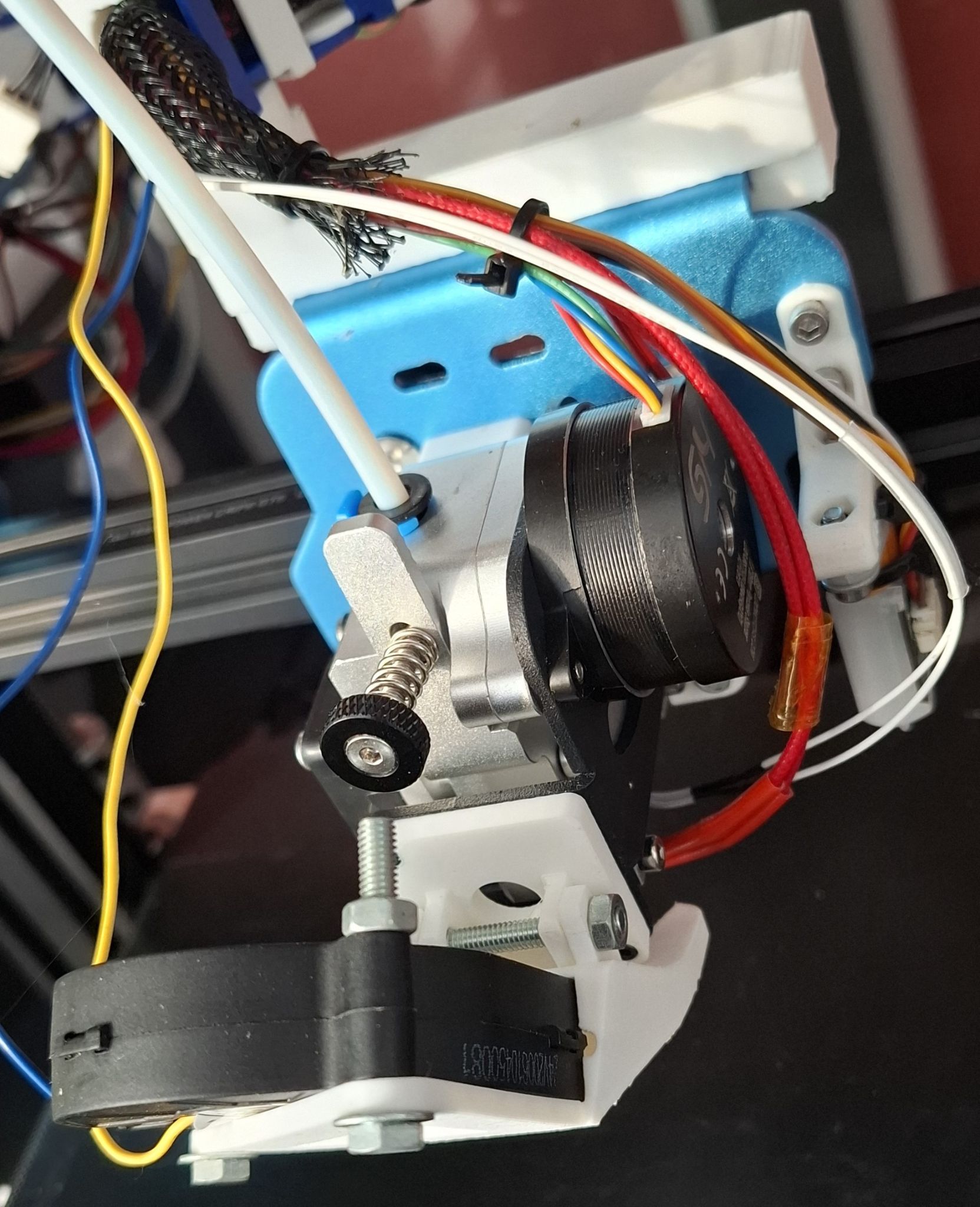
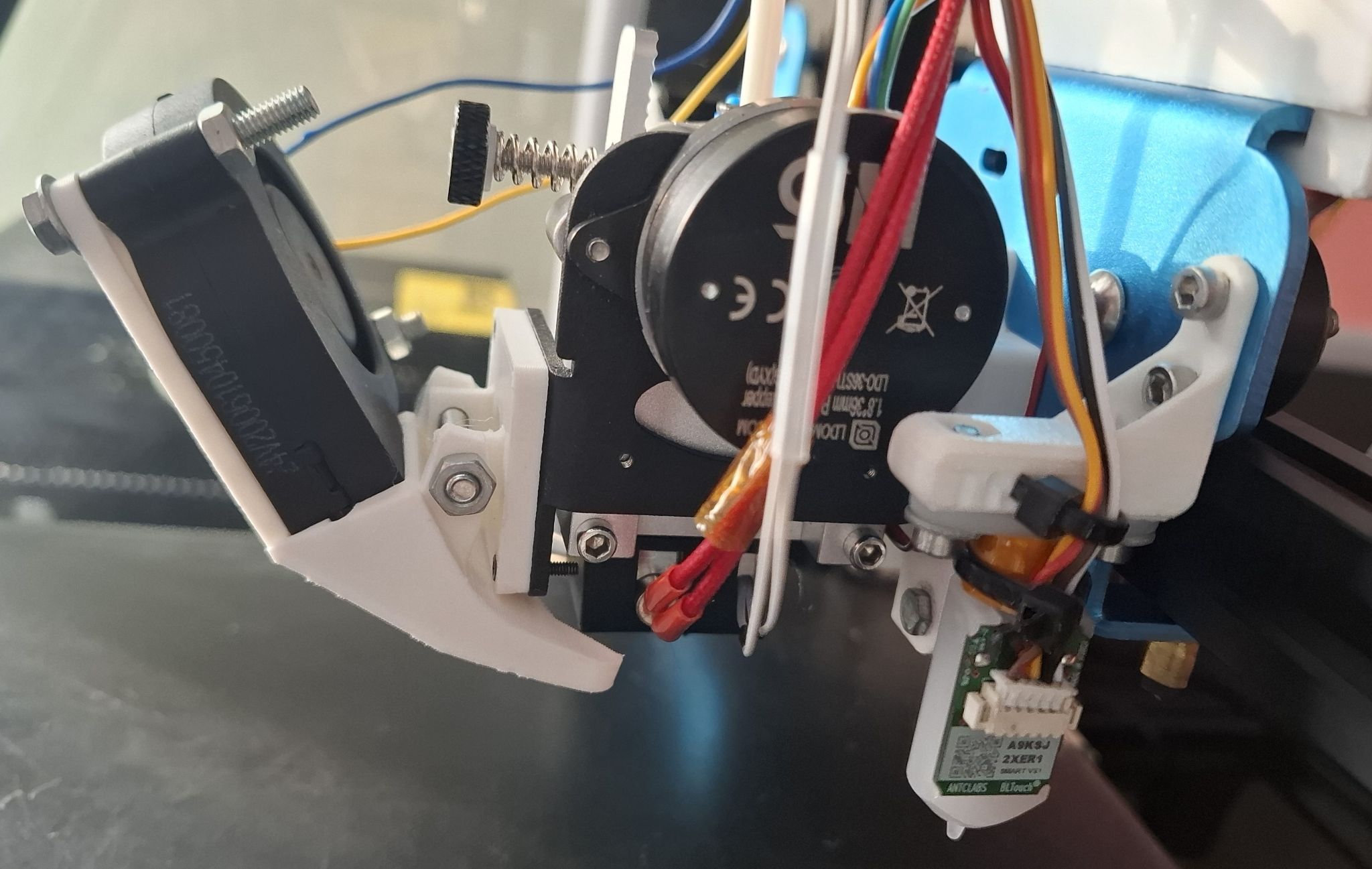
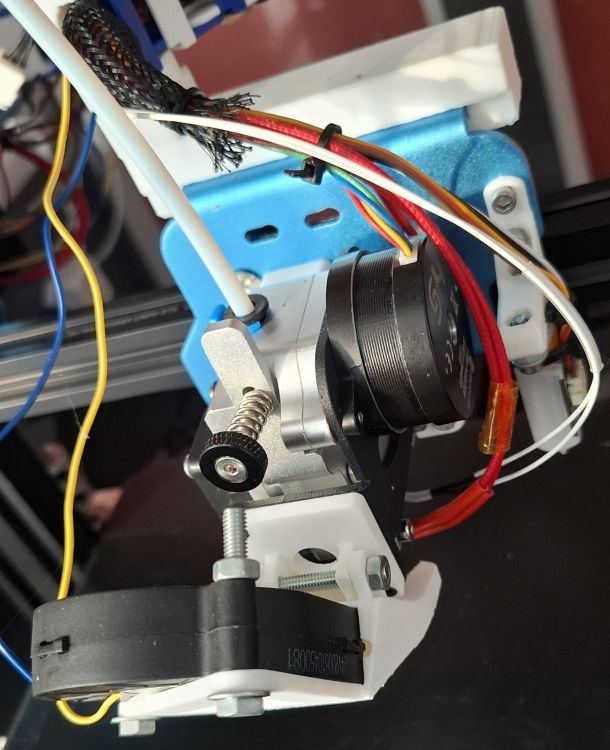
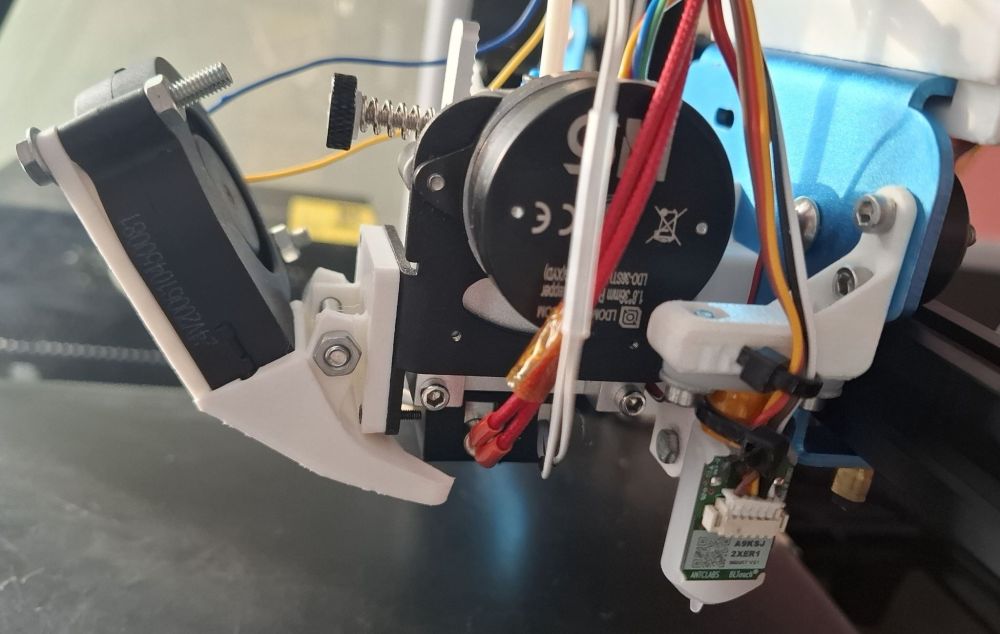
Bon… Cela n'a strictement rien changé (et tant mieux) ... Avant et après réglage courroies, suppression du bowden et graissage : La dernière piste qu'il me reste, c'est le slicer. Les premières modifications par rapport au profil de bas de Qidi : Imprimer le périmètre extérieur en premier Détection des murs fins J'attends les résultats avec impatience.

 1 point
1 point -
Salut, il suffit d'installer l'extension PrinterSettings (bouton marché en ligne en haut à droite) pour obtenir le paramètre "diamètre de la buse" dans la section Printer Settings L'autre solution, plus "propre" / conviviale, c'est de créer un fichier de configuration par diamètre de buse (voir ce message, à appliquer au dossier C:\Program Files\Creality Slicer 4.8.2\resources\variants) PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Voici quelques images que j'ai réussi à faire créer grâce à l'aide de @papagalak .
 1 point
1 point -
Yep avec de l'huile de précision de chez 3 en un. Je refais la tension des courroies, j'enlève du PTFE et je vous tiens au courant1 point
-
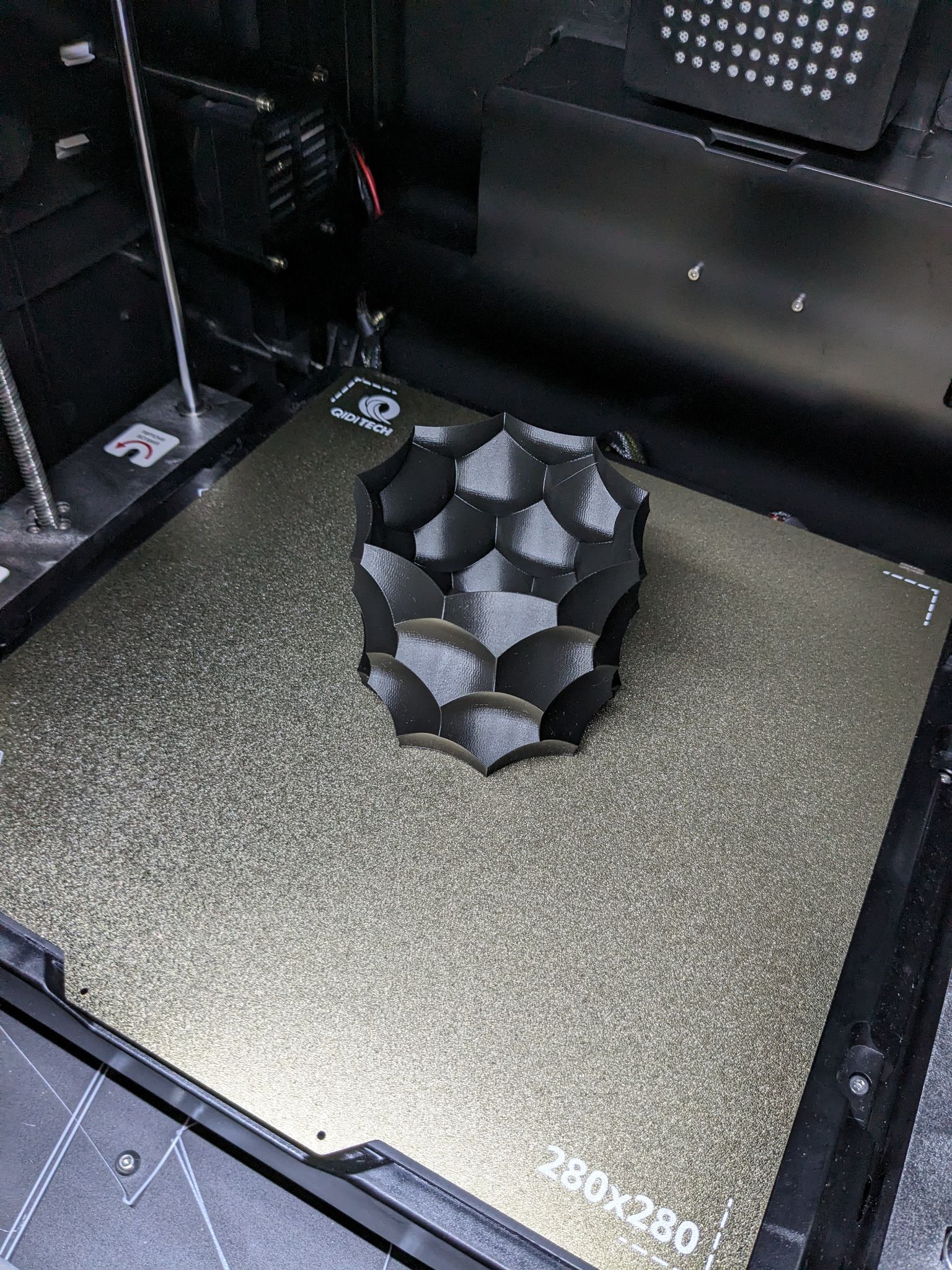
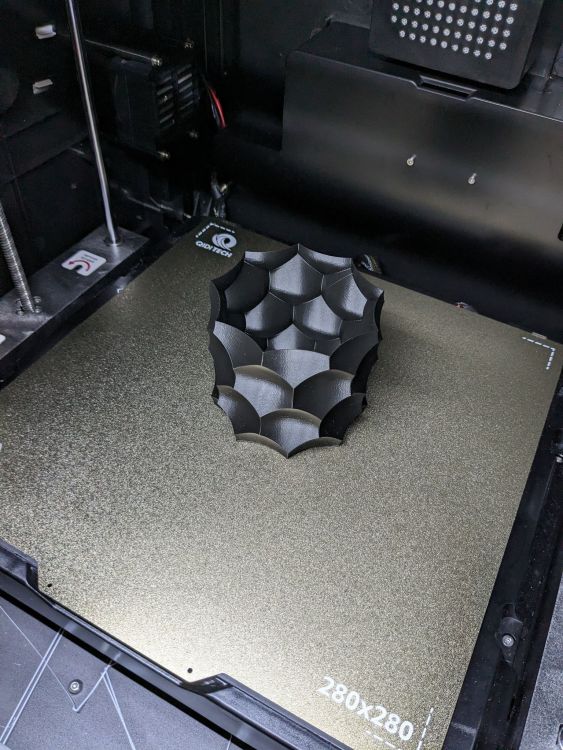
@Noob3D ça dépend des vitesses d’impression. Comme dit au débit de 30 mm3/s je suis à 235. Je trouve que la pièce en vase mode est pas mal mais qu’on retrouve quand même le phénomène de segments. question bête, la lubrification des axes est faite régulièrement ? Surtout les 2 axes en X qui sont montés avec des douilles frittées.1 point
-
Bonjour à vous, merci pour votre aide :0. Voici mes réponses : Corrigé, merci du message Je pense aussi. J'ai refait la tension des courroies, qui n'étaient ni tendu ni détendu. Agaçant de ne pas trouver dans la documentation constructeur une fréquence de tension. Un point d'amélioration pour Qidi. Après un input shaping et un second print, pas de changement, toujours les mêmes défauts... Prochaine étape, supprimer un maximum de PTFE et évaluer lequel oppose le moins de résistance. Après, je m'attaque au slicer. Edit : Je viens de trouver de la documentation Voron pour ajuster la tension des courroies avec un outil de mesure (notre téléphone) : https://docs.vorondesign.com/tuning/secondary_printer_tuning.html Il y a des chances pour que la tension que j'ai appliquée soit trop importante depuis le début et que mon problème vient de la... J'imprime à 220, ce qui semble correcte. Le filament est conditionné en permanence dans des boites avec de la silice. Petite remarque, j'ai imprimé quelques pièces en vase mode et elles n'ont pas de défaut... En voici un échantillon (j'ai ajouté cette photo au drive) : Théo
 1 point
1 point -
Merci beaucoup pour ton retour, je vais étudier tout ça. J'ai utilisé et ajusté le printer cfg de TheFeralEngineer. Pour ceux que ça intéresse, la procédure d'installer de klipper sur la X3 Pro et X3 Plus : Et le lien du cfg : https://github.com/TheFeralEngineer/Artillery_Sidewinder_x3/blob/main/Plus/printer.cfg1 point
-
Pour éventuellement continuer ici, un extrait d'une discutions en message privé.1 point
-
Bonjour à tous, ça faisait un bon moment que j'étais pas venu poster un bon plan ! Nouveau Tube PTFE "Red Devil" , type Capricorn en 1.9 mm x 4 mm, remise de 40 % immédiate >>https://www.hotends.fr/fr/accessoires/73-94-tube-capricorn-xs-19x4mm.html#/35-longueur-100_cm MagnetMK10 v2 en version " Red Devil" , remise de 30 % sur toutes les déclinaisons.>> https://www.hotends.fr/fr/accessoires/71-184-magnetmk10-v2.html#/46-qualite-ptfe_blanc_2x4mm/74-longueur-32_cm/75-extrudeur-taraudage_m6 Buse Nitro MAX PRO en 0.40 mm, en CUIVRE plaqué Nickel, pour une meilleure chauffe et une durabilité MAXIMUM !, remise de 20 % >> https://www.hotends.fr/fr/accueil/179-buse-nitro-max-pro-040-mmvolcano.html Faites plaisir à votre imprimante et surtout fini les problèmes de pneufits, les buses usées @Bientot !1 point
-
Le PolyTerra PLA standard (vu que maintenant il y a plusieurs déclinaisons) donne un beau fini mat avec les couches peu visibles. J'en utilise régulièrement pour des projets esthétiques car la résistance mécanique c'est pas ça. @Noob3D Je pense qu'il y a un souci de tensions de courroies ou mécanique sur ta machine. Ou alors la résolution du slicing est pas bien réglée (écart entre les segments slicés et le contour théorique). Enfin il y a un peu de banding sur la pièce en PolyTerra. Température d'extrusion peut-être un peu basse.Attention, le PolyTerra n'aime pas qu'on le surchauffe et laisse de vilains dépôts de matière dégradée marron dans les buses et de temps en temps sur l'impression. Donc ne pas trop trop forcer la température. Les dernières longues impressions avec du PolyTerra sur la X Max 3, j'avais 235°C pour la buse de 0.4 et une MVS de 30 et les vitesses réglées pour limiter avec la MVS. Pas eu de soucis.1 point
-
salut @Noob3D il faut une autorisation pour accéder aux photos HD le Polyterra je ne sais pas mais l'ABS Overture je ne le trouve pas très qualitatif, quel PA et quel température de plateau ?1 point
-
Les voici finis :
 1 point
1 point -
Juste pour donner une idée de la piste utilisée ce week-end, en images qui bougent...1 point