Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/12/2024 dans Messages
-
Et voilà... Mon ministre des finances m'ayant accordé une rallonge budgétaire j'ai appuyer sur le bouton "payer" Il me reste à aménager mon petit bureau ou trône actuellement une Prusa MINI+ pour faire de la place à la grande chinoise A bientôt pour de nouvelles aventures JC
 4 points
4 points -
@SR-G Ça existe, mais le coût n'est le même qu'une boite de séchage Par exemple, ce fabricant en propose ou celui-là.2 points
-
Faites le plein d'actualités dans l'impression3D avec notre 465ème hebdo ! https://www.lesimprimantes3d.fr/semaine-impression-3d-465-20241201/2 points
-
Super, j'ai ajouté: [delayed_gcode WELCOME] # Macro démarrée 10 secondes après le START de l'imprimante. initial_duration: 10. gcode: SET_PIN PIN=sound VALUE=1 Bon, je vais surement virer rapidement ce Beep, mais au moins je sais comment ajouter des fonctions au démarrage de la machine.2 points
-
A mon sens, l'humidité est un problème lors de l'impression ! Une fois celle-ci faite, le problème de l'humidité est beaucoup moins prégnant... Par ailleurs, je vous fait part d'une expérience récente : un plancher flottant c'est mis à se bomber, très sensible quand on marchait dessus. Pourtant j'ai bien laisser de l'espace sur le bord pour tenir compte de ses déformations possibles en fonction de l'environnement. puis de l'humidité est apparu sur mes Vélux. C'est là que je me suis aperçu de la panne de ma VMC. Une fois remplacée, le taux d'humidité de l'air est rapidement redescendu (et mon parquet a repris sa position). Avec une simple VMC l'humidité de l'air est descendu à 33% (dans la pièce du parquet), quand dehors elle est à 86%...2 points
-
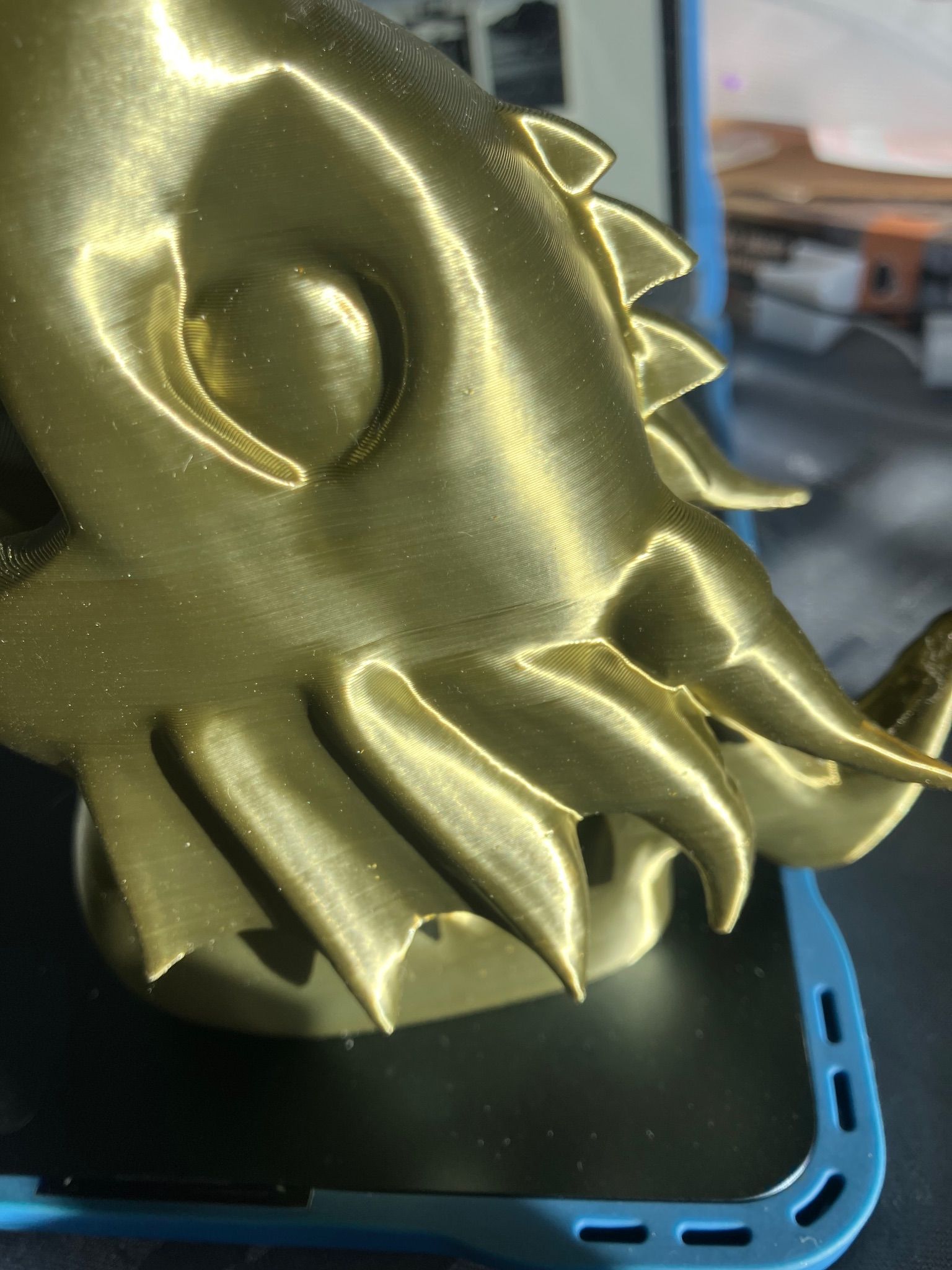
bonjour en ce beau dimanche matin givré voilà le modèle débarrassé de ses supports, le rendu est vraiment très chouette même si les photos ne rendent pas vraiment bien ce filament accroche vraiment bien la lumière et permet réellement une perception de quelque chose de métallique avec les reflets je n'arrive pas à retranscrire cette perception, si quelqu'un de calé en photographie peut m'aider ça serait très gentil et formateur

 2 points
2 points -
bonsoir @bblt eh bien expérimente et tu constateras comme je l'ai mentionné plus haut que ça diminue le relief de la couture mais que ça ne la fait pas disparaître ces images ne sont que la vue théorique du problème et du résultat2 points
-
Bonjour tout le monde, @vap38 @fran6p @Julien @Motard Geek Sovol va m'envoyer leur nouvel imprimante SV06 ACE qui est nativement sous Klipper. Dès réception et après quelques tests, je reviendrais vous en parler. A bientôt1 point
-
Bonjour, Je développe un enrouleur automatique d'étiquettes qui sera placé en sortie d'une imprimante à transfert thermique industriel, l'imprimante a une vitesse théorique de 254mm/s. Pour faire tourner la bobine je vais utiliser un moteur Nema 17 HS8401 ou HS4401s avec un jeu d'engrenage de 15 et 40dents. Sur ce projet c'est la partie électronique qui me pose soucis, sachant que j'aimerais un contrôle manuel de la vitesse avec un potentiomètre et un affichage sur écran i2c MAIS avec la possibilité d'upgrader la machine pour y ajouter un capteur de niveau afin de faire varier la vitesses du moteur en fonction du diamètre de la bobine pour qu'elle suivent la vitesse de l'imprimante (capteur IR) sachant que la bobine fait 76mm à vide et 203mm maximum une fois pleine j'ai calculé que la vitesse doit être de 64rpm à vide et 24rpm une fois pleine. ce qui donne une vitesse moteur de 170rpm à 64 rpm pour que la bobine atteigne cette vitesse. le tout sera piloté par un arduino uno. j'hésite entre un cnc shield avec un drv8825 (il y a 4emplacements, cela n'est pas gênant qu'un seul soit utilisé?) ou bien un TB6600. Si vous avez des suggestions et des conseils pour le développement et le choix du matériels le plus adapté je suis preneur. Si ça intéresse du monde je pourrais poster quelques photos de la réalisation, pour le moment j'en suis à la modélisation du système de démultiplication sur lee quel sera directement fixé la bobine. Merci1 point
-
un autre sécheur de filament encore plus high tech qui avait été financé par une campagne Kickstater en septembre 2023 et qui était le premier sécheur connecté ... le Firefly de chez Gratkit il possède un axe central comme le polydryer de Polymaker, ce qui empêche la bobine de basculer ou d'avoir des soucis de déroulement de filament lorsque sont poids diminue ou que les flasques sont endommagées cela permet également d'utiliser les bobines de 250 et 500 grammes
 1 point
1 point -
concernant la consommation électrique qui inquiète certains, ça n'est effectivement pas neutre un Space Pi simple c'est 145 W, un Space Pi double c'est 260 W, un Sunlu Filadryer S4 c'est 330 W et le dernier modèle de Sovol SH04 dont on parle dans la dernière semaine d'impression là c'est 690 W les sécheurs multi bobines ont tous la même logique, une température unique pour toutes les bobines. C'est du coup moins énergivore pour chaque bobine mais pas du tout polyvalent.1 point
-
@titi91 si tu utilises une LED dimmable tu peux régler l'intensité et vraiment l'adapter à l'effet que tu veux avoir1 point
-
sur ma Q1 Pro et sur ma Plus 4 ça détecte l'absence de filament mais aussi si il est bloqué filament detector sur ma X-MAX3 c'est un détecteur comme le tien et je vois la différence, ça m'a sauvé plusieurs fois des impressions1 point
-
Il serait surtout temps d'arrêter le sécheur actuel et d'avoir d'autres mécanismes + intelligents. Par exemple, une Bambu AMS qui ferait séchoir d'office, vu qu'il y a déjà N spools de placés. Et surtout, explorer cette piste du séchage "à la volée" qui élimine bon nombre d'inconvénients - çà reste du prototype brouillon en mode bricolage dans la vidéo, mais çà semble prometteur.1 point
-
Ce que te dit @Motard Geek, c'est que si tu le fais dans Orca, celui-ci va générer le gcode d'impression de ta pièce qui comprendra une instruction qui va écraser le réglage fait dans l'imprimante. Autrement dit, si tu le fais dans Orca, ce sera valable pour toutes tes impressions générées par Orca quelque soit le réglage fait dans l'imprimante. Si tu le fais dans l'imprimante, ce réglage pourrait être écrasé par n'importe quel slicer qui aurait redéfini ce réglage. Avec ces explications, tu pourras choisir comment répondre à ta question.1 point
-
Après séchage, si elles sont conservées dans un récipient hérmétique avec un sachet de dessicant ça ne bougera pas. Pour en avoir le coeur net, tu peux peser avec une balance électronique la bobine séche juste avant de l'emballer, en notant le poids sur une étiquette. Après déballage, si le poids est resté le même, la bobine n'a pas pris d'humidité. D'ailleurs il est utile de peser ses bobines neuves avant de les utiliser et de noter le poids, cela permet, en pesant la bobine plus tard, de savoir exactement combien de filament il reste. Quelques membres du forum ont remarqué que des bobines neuves pouvaient parfois avoir besoin d'être séchées avant usage (conditions de fabrication, stockage et d'emballage chez le fabriquant)1 point
-
Re, sinon, si le décroché n'est pas fonctionnel, adapter l'angle pour éviter les supports.1 point
-
@RFN_31 depuis que j'ai placé une VMC double flux, j'ai bien constaté la différence d'humidité et de chaleur dans l'habitation qui était doté d'un truc préhistorique1 point
-
Le bois ne va pas réguler l'humidité, il va l'absorber et se déformer - il vaut mieux utiliser un déshumidificateur, qu'on peut programmer avec une humidité à atteindre Alors ça, c'est ce qu'on appelle l'effet "paroi froide" En fait, la sensation de chaleur dans un local dépend de deux choses : - la température de l'air - mais aussi le rayonnement thermique des parois, qui dépend de la température des parois et de leur émissivité A température identique, un mur ou une cloison en métal, en pierre ou en plâtre donnera une sensation de froid plus importante que le même mur en bois, car leur émissivité est différente On peut compenser cet effet de "paroi froide" en recouvrant un mur en pierre avec un matériaux isolant en couche mince, comme du liège ou du Dépron par exemple. Cela améliore le confort, et permet de supporter plus facilement une pièce chauffée à 17, 18, ou 19°C. Donc on peut baisser le chauffage (et faire des économies) sans trop perdre en confort1 point
-
Bon courage à eux . Parler de «crack» à propos de Klipper, sous licence GPL, libre donc, me semble un peu abusé. Tout au plus, pourra-t-on parler de contournement, de patchs (pansements)… Si le matériel est de la même trempe que les SonicPad, NebuladPad ou cartes contrôleurs des K1, on aura finalement un équivalent de Canadra Dry. Alors qu'un vrai OS avec du vrai Klipper et son écosystème (Moonraker, Fulidd/Mainsail…), c'est tout de même mieux… particulièrement pour obtenir de l'aide de la communauté Klipper . Et au cas où tu en douterais, je sais de quoi je parle1 point
-
Oui, à condition de rester à 92% pour les filaments que je cite. Je fabrique principalement des pièces qui s'assemblent par emboitement et cette valeur de flux est la seule qui convienne parfaitement. J'imprime l'ASA avec le même profil, à la taille du bed près, avec les Voron 2.4 et 0. Alors que j'ai des profils différents suivant les PLA utilisés.1 point
-
c'est bien plus compliqué et très énergivore, le four auquel j'ai accès au boulot permet de chauffer sous vide mais au final le gain est faible, il faudrait pour ne pas perdre le bénéfice du traitement qu'on puisse directement imprimé sans sortir le filament qui va ré équilibrer son taux d'humidité par rapport à l'air ambiant tu arrives de cet façon à descendre en deçà de 10% (j'avais testé seulement sur du Nylon et Petg)1 point
-
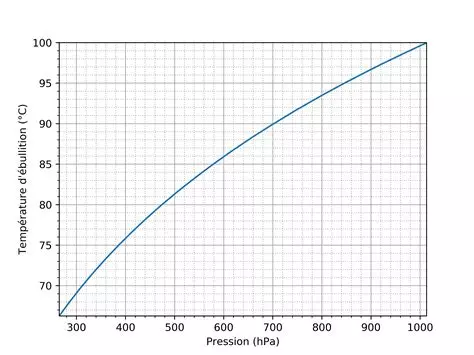
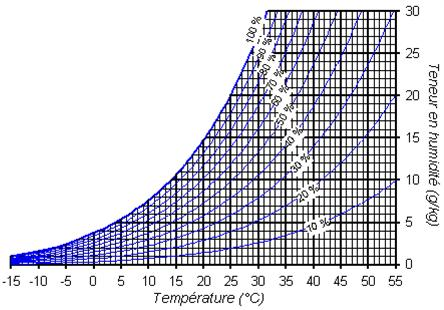
Hello, Merci pour toute les infos, c'est très instructif. Juste pour compléter un peu le sujet. Quand on dis que l'eau bout à 100%, c'est à 1b. Donc forcement en fonction de la pression atmosphérique il y a quelques variations, mais l'effet est bien bien marqué lorsque l'on sèche ses bobine sous vide. Un petit diagramme pour rappeler ça rapidement. Sauf que la on parle d'ébullition et non d'évaporation ! Dans le cas de notre bobine, on ne veut pas faire bouillir de l'eau, on veut abaisser la quantité d'eau dans la bobine. Et il faut imaginer ça plus comme un équilibre. La couche externe du filament est au contact de l'air. Hors cet air contient de l'humidité. Pareil pour le filament (qui pourrait être vu comme une éponge). Sur la surface de contact, il y a donc un échange d'humidité en fonction de l'hygrométrie relative des deux éléments. Alors pourquoi chauffer l'air ? Simplement parce que l'air chaud peut contenir plus d'humidité que l'air froid. Quantité d'eau en fonction de la température et du % d'humidité (en g/kg d'air). On prend une bobine qui a trainé dehors. Elle a atteint un point d'équilibre qui est + ou - le même que le % d'humidité de la pièce. On prends également l'air de la pièce, que l'on va chauffer. Cet air va pouvoir contenir plus d'eau : on est en déséquilibre à la surface d'échange et le filament va tendre vers le % d'hygrométrie de l'air chaud. Un exemple : si on a une pièce a 20°C et 50% d'humidité, on a 10 g/kg. Si on augmente la température de l'air, on a toujours 10g/kg (conservation de la masse et on néglige la dilatation de l'air pour simplifier). A 50°C on va être aux alentours de 15% d'hygrométrie relative. On a donc un filament qui était à l'équilibre qui maintenant se retrouve balayé par de l'eau avec une hygrométrie relative plus faible. On va donc avoir un échange d'humidité entre le filament et l'air qui a une hygrométrie relative plus faible que l'environnement initial du filament. => Ceci est de la vulgarisation/simplification à l'extrême. Il y a également des sombres histoires de pression partielle de gaz, etc .... Tout ça pour dire : même en dessous de 100°C on sèche le filament. Et le top c'est effectivement de chauffer sous vide, mais c'est un poil plus compliqué. @electroremy : j'étais en train d'écrire et je viens de voir ta réponse. Je pense que tu donnes l'autre morceau du puzzle !
 1 point
1 point -
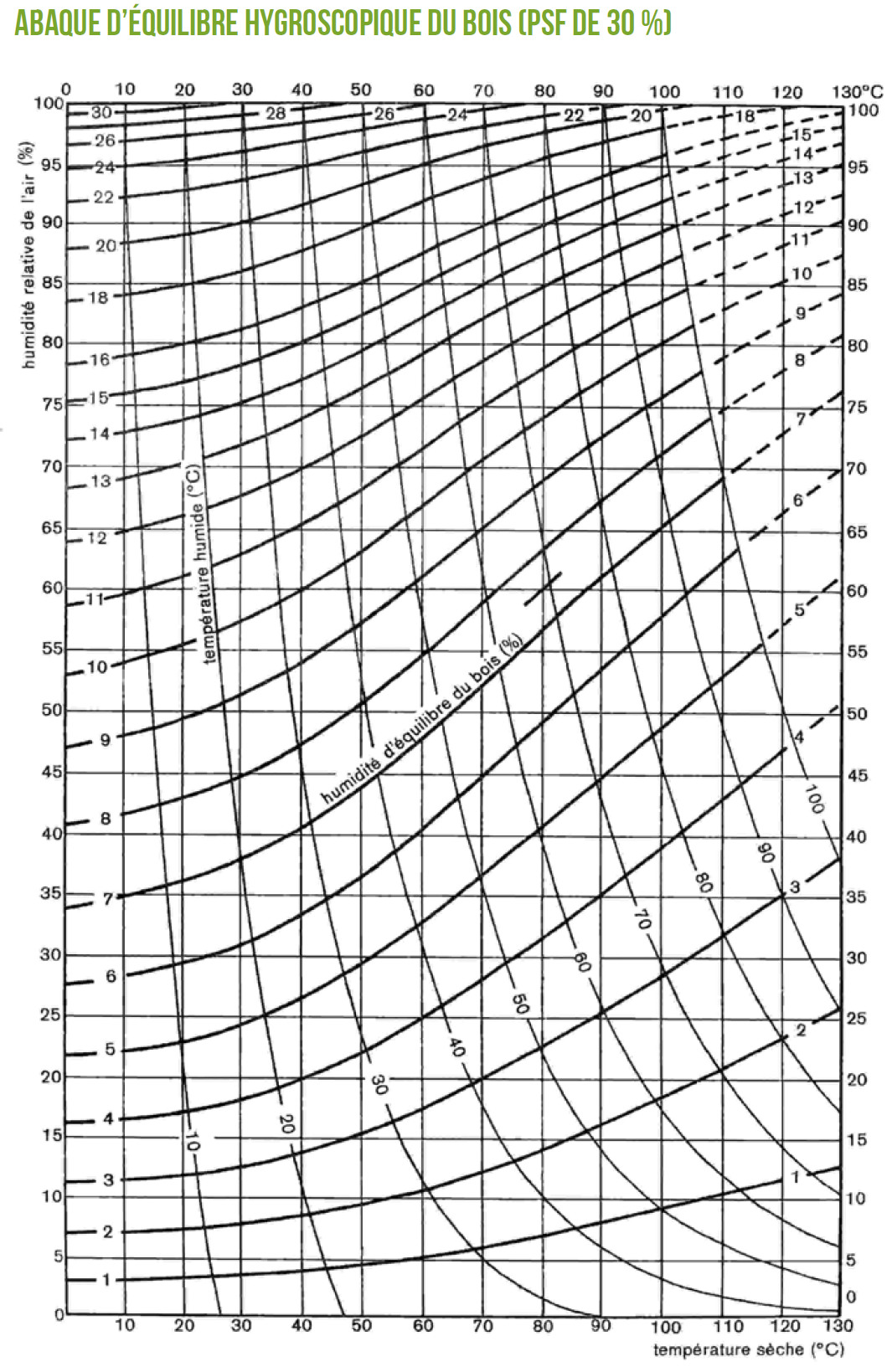
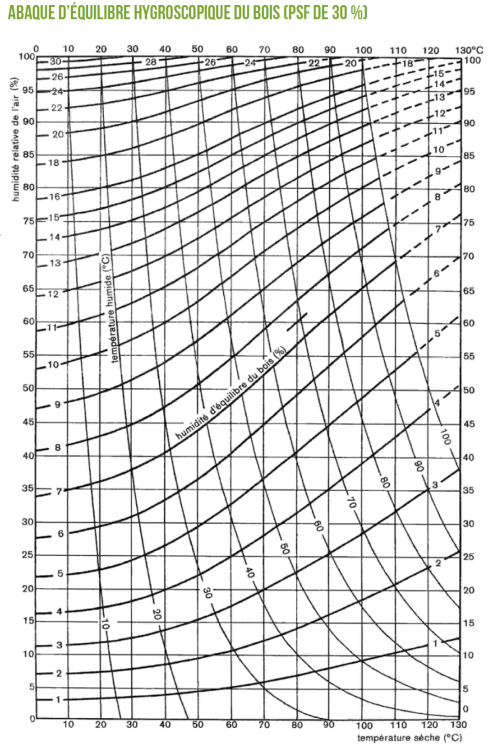
Pour le bois, on a une abbaque qui donne la relation d'équilibre entre l'hygrométrie relative, la température et le pourcentage d'humidité dans le bois (ci-dessous) Ainsi, dans un logement chauffé dont l'humidité relative est de 50%, le taux d'humidité dans le bois se stabilise autour de 9 à 10% Ce type de diagrame doit probalement exister pour les matières plastiques. @divers qui travaille dans la plasturgie doit probablement avoir ce type de documentation.
 1 point
1 point -
C'est bien le problème des interfaces graphiques propriétaires. Normalement, Fluidd / Mainsail sont parfaitement capables de gérer les changeurs de filaments (au pire en ajoutant Happy Hare)… à condition d'utiliser Klipper et Moonraker «vanilla», pas les dérivés «non open source» de bon nombre de fabricants. C'est le gros inconvénient des systèmes propriétaires où l'on est pieds et poings liés au bon vouloir du fabricant1 point
-
Salut, Si c'est pour une installation amateur, un simple module pour DRV8825 suffit. Si tu veux un aspect plus "professionnel", le TB6600 sera plus adapté. Par contre, tu ne pourras pas aller aussi vite qu'avec un DRV8825 si tu choisis une subdivision des pas élevée. Ce sera un compromis entre le bruit et la vitesse maxi. Si l'enrouleur fonctionne en continue (pas d'arrêt machine en cours d'enroulement et reprise aléatoire), tu pourrais te passer d'un capteur de "niveau" et faire varier la vitesse en comptant le nombre de tours. Plus le nombre de tours augmente, plus tu ralentis la vitesse.1 point
-
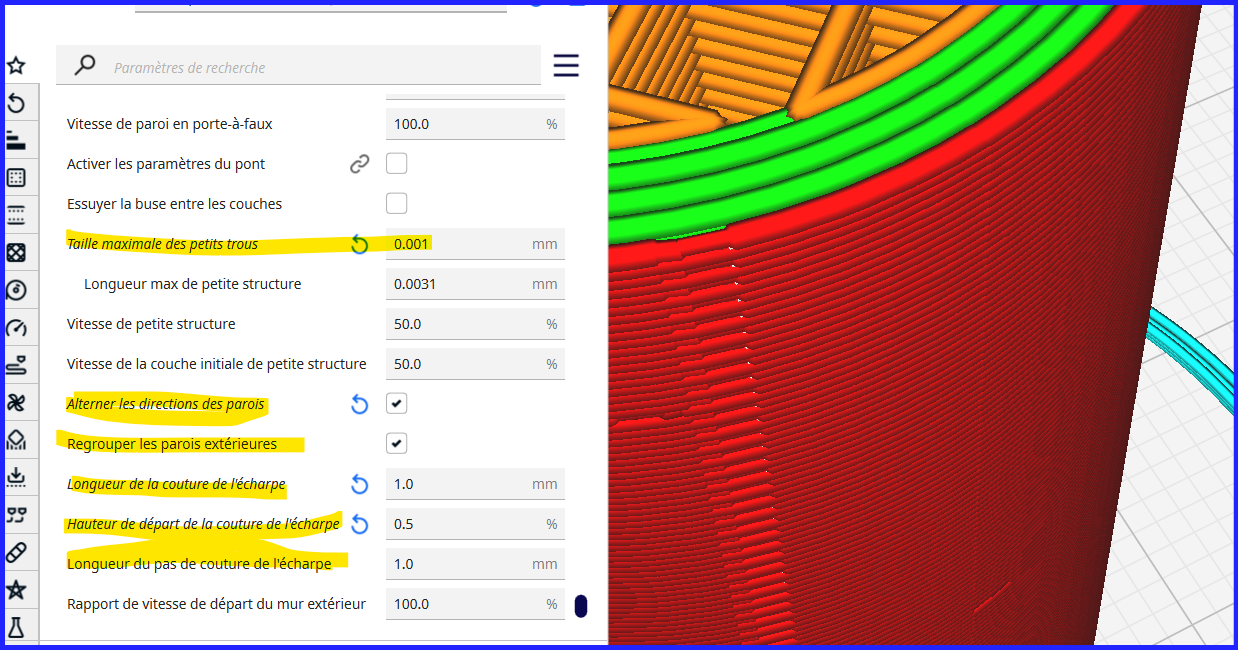
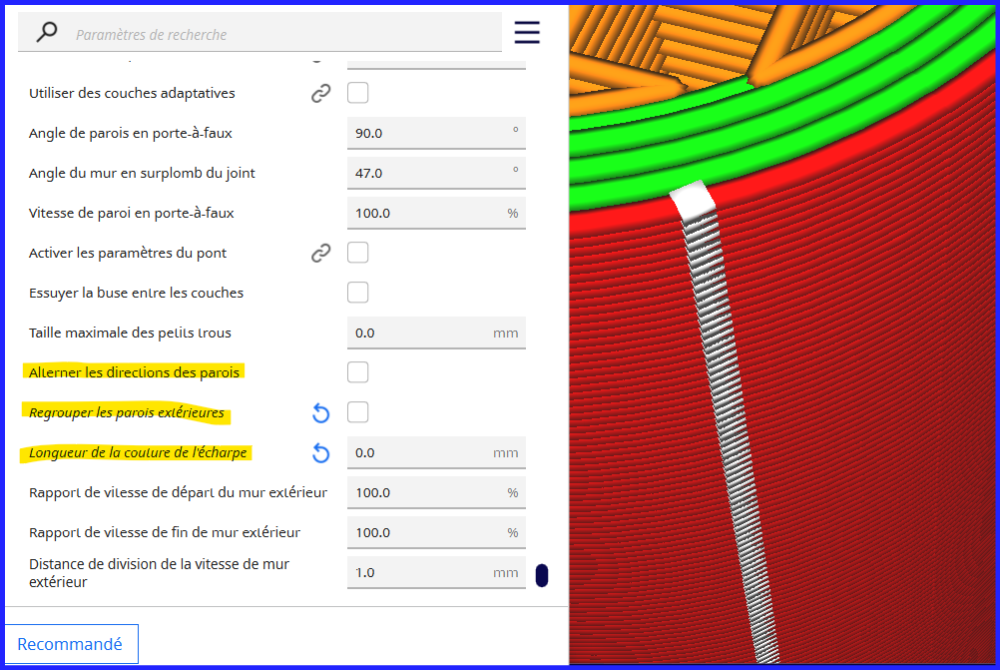
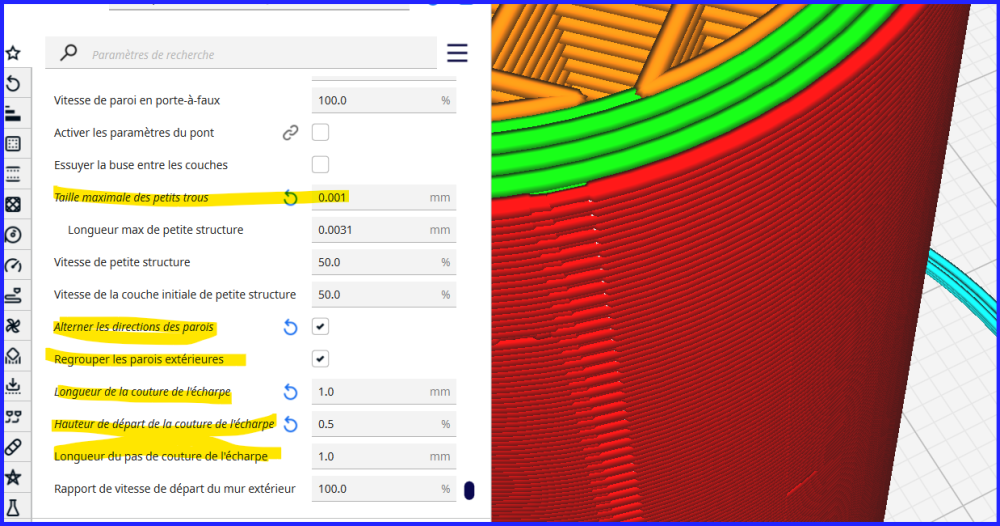
bonjour @pjtlivjy je suis absolument d'accord avec toi, je ne pense pas que l'on puisse supprimer totalement la couture, il en restera toujours une trace aussi minime soit-elle les captures d'écran sont faites sur mon ordi visualisation cura 5.9; le cylindre fait 20mm de diamètre et 50 de haut je vais tester cet après-midi (si j'ai le temps) mais je réduirais le cylindre à D20 ET H25 mm je mettrais en ligne les résultats pat1 point
-
oui non non (d'autant que je n'utilise pas encore de moto en intérieur )1 point
-
bonjour @flux_capacitor le premier composé est un classique dans un décapant ou un détergent c'est un solvant, le second est un agent de libération (il va permettre en somme de décoller la résine non polymérisée) mais à ce % il aura probablement un côté opacifiant le 3 eme est un tensio actif anionique classique dans les détergents doux (très utilisé en cosmétique) donc on a bien un détergent mais c'est le premier composant qui pose problème, les Ester et l' ABS ne sont pas copains du tout1 point
-
S'agissant de l'ASA, j'ai trois marques de filament que j'imprime à 92% avec les mêmes résultats dimensionnels et de finition. L'ABS je ne connais pas. La chambre de mes 2 Voron monte entre 45 et 52° sans chauffage, et ça fonctionne très bien.1 point
-
Pour Kiauh, je répondais non pour avoir accès au menu.1 point
-
Je n'ai absolument aucun regret d'avoir pris l'ams. Lors des promotions il est virtuellement "donné" avec l'imprimante.1 point
-
@pjtlivjy c'est bien, tu restes patient ! Alors pour continuer avec le dryer Creality. n est bien d'accord que au repos (timer à 0), il n'a aucune propriété séchante, ou tout du moins de maintien de taux d'humidité bas. (Ca a vraiment l'air) ? Si on laisse le filament comme ça dans la boite, même avec des sachet adéquate au fond, la boite n'est pas assez étanche pour que l'humidité n'aille pas dans les filaments ? (effectivement, pas vraiment étanche) Et donc, entre deux impressions sauf si elles se suivent dans le temps, il faut sortir les bobines pour les mettre dans un contenant étanche (?) Et question subsidiaire, si on met des sachets dans le fond pendant un séchage de bobines, le sachet se régénère (perd son humidité) ?1 point
-
Merci pour ces réponses. Je vais essayer avec "delayed-gcode".1 point
-
Salut Merci pour ta réponse. C est la 1ere chose que j ai vérifiée Après mise en place des rondelles tout a l air de fonctionner normalement. La buse touchait bien le plateau avant le CRtouch1 point
-
bonsoir @@hotpiaf souhaites tu que je te le convertisse en STL puisque je n'ai aucun souci à charger les 3MFs comme les STEPs ?1 point
-
faire ou tenter quelque chose c'est prendre le risque d'être critiquer ou moquer comme tu t'amuses à le faire @geoff440, mais je ne lis aucune proposition de ta part affirmer qu'un filament est lisse démontre que tu n'as pas pris la peine de te mettre derrière un microscope1 point
-
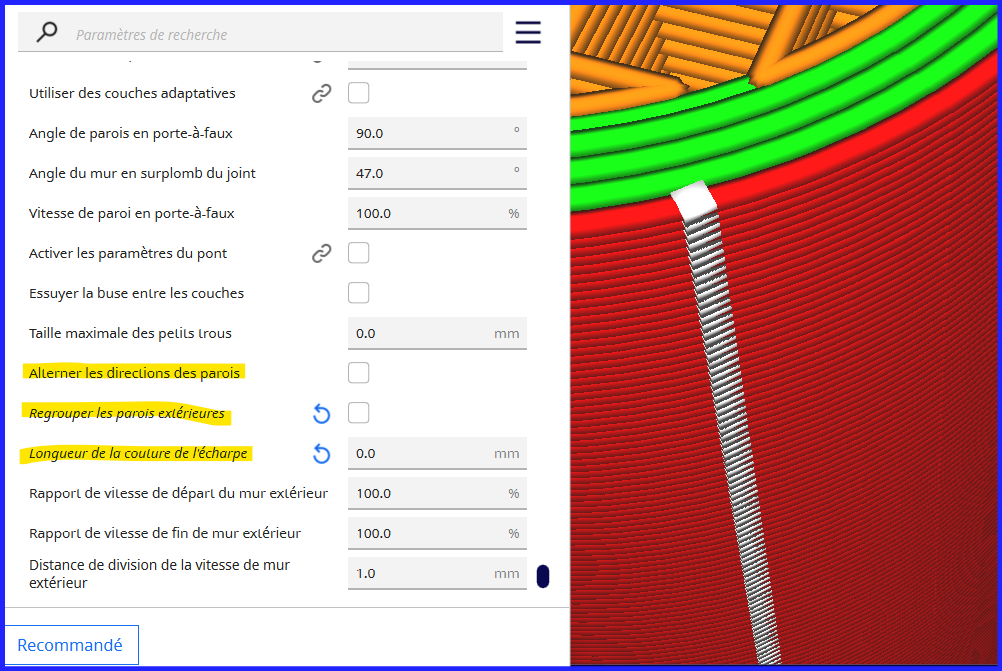
bonsoir une enfin deux images valant mieux qu'un long discours voici deux visualisation de l'écharpe, une découpe sans et une avec, on voit bien la différence, en fait l'écharpe repasse sur la jointure, de fait celle-ci est lissée, je pense également que lors de " l'éffaçage " le débit est éliminé attention je n'ai pas testé, SANS Q AVEC comme je n'ai pas testé, peux pas en dire plus autre précision, cura 5.9.0 accepte le GCODE conditionnel bonne soirée
 1 point
1 point -
@trotrotu peux mixer comme je l'explique les Seam Position avec les Scarf join seam, j'ai pris un exemple parmi les 12 possibilités mais ta dernière photo c'est ce qu'il est soit disant possible d'atteindre je ne demande qu'à apprendre, je suis là pour ça, peut être que je n'ai pas fais assez de tests mais montre moi un exemple que tu as imprimé ou il n'y a plus aucune trace de couture et surtout explique moi / nous tes réglages1 point