Classement

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)

Contenu populaire
Contenu avec la plus haute réputation dans 21/03/2025 dans Messages
-
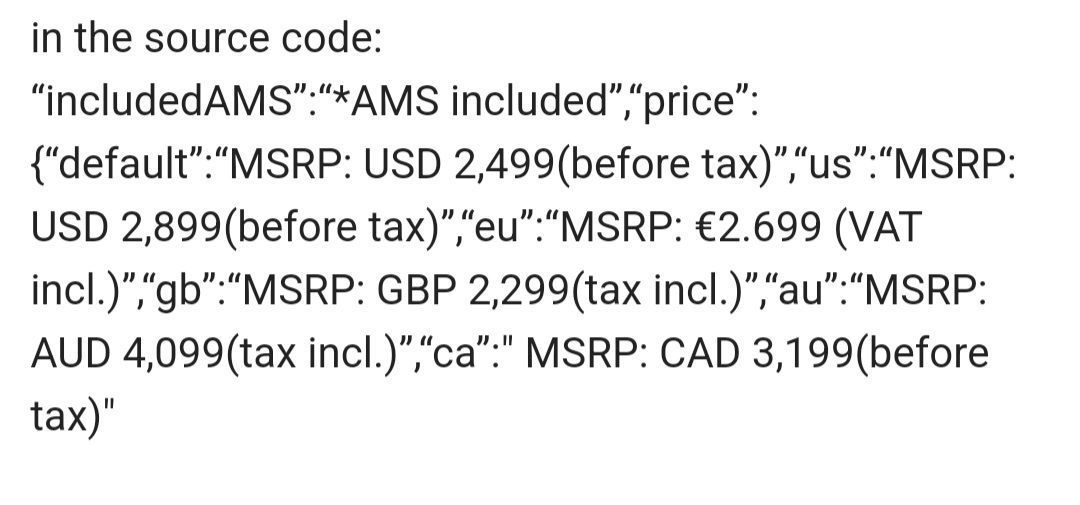
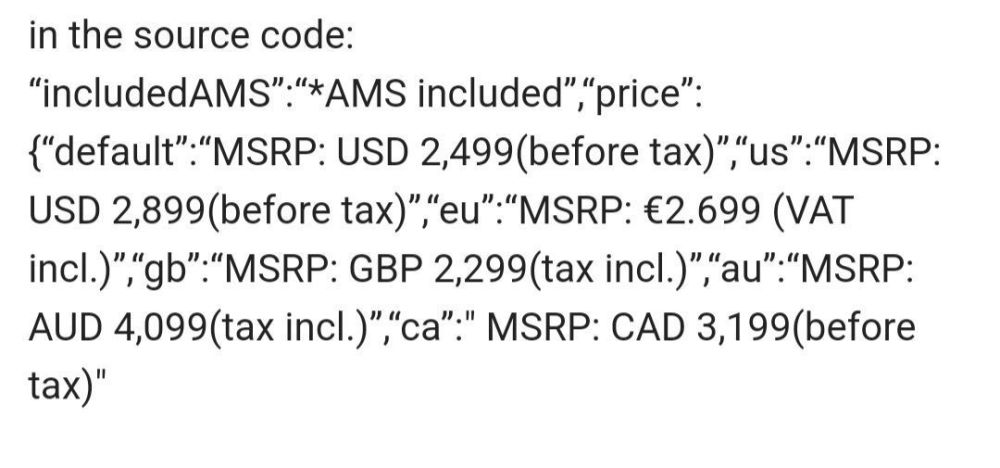
ok, j'ai trouvé ce bout de code, et il s'agit de la X1E ... donc, on se calme "inTheBox": { "1": "X1E", "2": "AMS", "3": "Plateau", "4": "PAHT-CF, PLA-CF\nSupport pour PA/PET", "5": "Filtre de Rechange", "6": "Échantillon de Filaments", "7": "Boîte d'Accessoires", "title": "Contenu de la boîte " }, "printer": { "contactButtonText": "Contactez-nous", "desc": "Pour les professionnels et les applications d'ingénierie", "includedAMS": "*AMS inclus", "price": { "au": "Prix de vente conseillé : 4 099 AUD (taxes incluses)", "ca": " Prix de vente conseillé : 3 199 CAD (avant taxes)", "default": "Prix de vente conseillé : 2499 USD (hors taxes)", "eu": "PDSF : 2 699 € (TVA incl.)", "gb": "Prix de vente conseillé : 2 299 GBP (taxes incluses)", "kr": " Imprimantes 3D pour professionnels et ingénieurs", "us": "Prix de vente conseillé : 2 699 USD (hors taxes)" }, "resellerButtonText": "Trouver un Revendeur", "richTitle": "\u003c0\u003eBambu Lab \u003c/0\u003e\u003c1\u003eX1E\u003c/1\u003e", "title": "Bambu Lab X1E" },4 points
-
Salut, tu peux appliquer cette astuce4 points
-
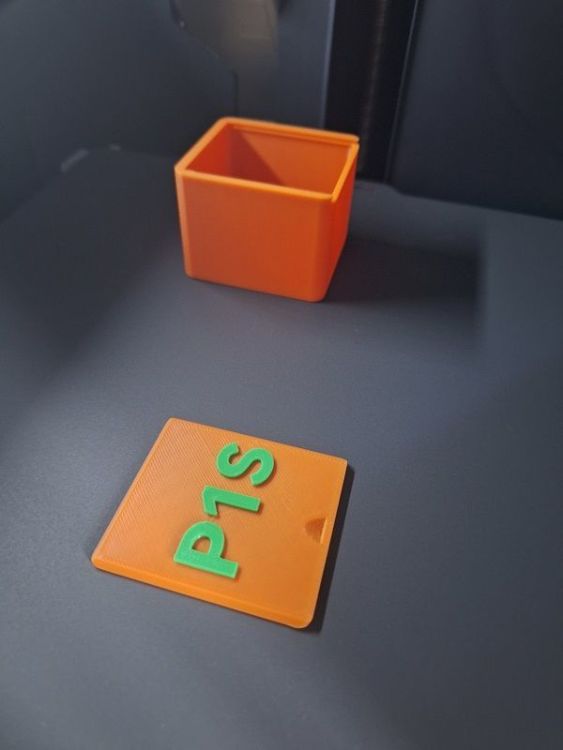
Des petites boites pour ranger les pièces de ma P1S J'ai testé le "Parametric Model Maker" https://makerworld.com/en/makerlab/parametricModelMaker?from=makerlab pour faire des petites boites avec couvercle coulissant et texte sur le dessus. Et ça fonctionne pas mal. Ce modèle utilise la fonction de customisation de OpenSCAD intégré à MakerWorld. Il permet de créer une boite très facilement en quelques secondes. J'adore Imprimé en PLA Bambu Basic avec la Cool Plate SuperTack sans s'occuper de rien. Décidément elle me plaît bien cette P1S A+ JC
 3 points
3 points -
Salut Un big truck compatible Cyberbrick a ete posté sur le forum Bambu Lab https://forum.bambulab.com/t/studiorcs-modular-truck-powered-by-cyberbrick/154282 Et le modèle est dispo dans MakerWorld https://makerworld.com/en/models/819435-xl-truck-with-snap-on-upgrades#profileId-762232 Have fun JC
 3 points
3 points -
J'en connais un certain nombre qui se battent à mort pour tenter d'imprimer sur le plateau et toi tu veux imprimer au dessus, dans le vide intersidéral entre la buse et le plateau ? Bon d'un autre coté, nous arrivions à faire léviter nos pièces au dessus du plateau, généralement à l'impression ça ne se passait pas bien . Là nos amis de l'empire du milieu sont dirons nous plus terre à terre.... Ca sent le vice, moi j'vous dis !!!!!3 points
-
2 points
-
Cura était capable de le faire à l'époque en décochant une simple option. Mais la solution que rapporte @pommeverte fonctionne nickel et c'est également celle que j'utilise quand le besoin ce fait ressentir. Ajout d'une primitive + un Merge et repositionnement.2 points
-
Le plateau non plan, c'est quasi la généralité chez absolument tout les constructeurs, avec peu d'exception. Donc à moins d'avoir de la tôle ondulée, les gens font avec et s'adaptent, corrigeant les défauts comme ils peuvent.2 points
-
Quand tu écris "plateau un peu plus grand" en réalité, ils ont doublé la surface utile. Si tu compares les surfaces nécessaires pour implanter une H2D et une XL, c'est le double avec la XL et ses bobines latérales qu'il faut pouvoir mettre en place puis pousser le fil manuellement jusqu'à l'extrudeur. Après, il y a beaucoup de différences (buses traitées, boitier fermé et chauffé pour quatre bobines donc pas de poussière ni de vieillissement du PLA. Le prix de la XL 2 têtes, assemblée c'est : 3.150€ et avec le caisson non chauffé c'est 3.700€ donc pour seulement deux couleurs ou matériaux et sans buse en acier traité ni caméra car c'est encore 114€ en plus. (c'est un peu comme chez Audi un prix et après des options) Au final, lorsque l'on aura les retours de tests, il sera temps de prendre une décision, mais je serais surpris que ce soit favorable à Prusa. Il faut également garder en tête que ton besoin actuel peut évoluer vers des matériaux plus techniques donc les prix sont devenus très abordables (en tous cas sur le site de BamboLab).2 points
-
Bonsoir, Je vous présente un Unboxing & Test d'un chauffage de caisson pour les imprimantes 3D Résine, qui pour la plupart des modèles en sont dépourvue. Il s'agit d'un petit chauffage d'une puissance de 55w max, de la marque GMaker et modèle FPS-1, le tout alimenter en 12v 5.0A. A l'origine j'imprime dans un ancien local commercial reconvertie en "Atelier" et dont ce local n'est pas chauffer, le soucis étant que en Automne/Hiver, je me coltine des températures plutôt basse entre 4° et 13° ce qui n'est vraiment pas bon pour la résine. Ensuite je possède une Elegoo Saturn 3 Ultra, qui ne dispose pas de la fonction chauffage comme les Saturn 4 Ultra par exemple ou bien d’autre modèle. Je n'imprime plus de figurine depuis longtemps, mais étant orienté usage très technique, il me fallait du chauffage impérativement pour des questions de résistance mécanique et chimique afin d'optimisé le résultat des impressions et de la résine. Je m'excuse par avance pour la qualité audio (Mono) pour au moins la moitié de la vidéo, je démarre seulement et tardivement sur Youtube, mais sera corriger pour les futurs vidéo. N'hésitez pas a me faire vos retours et suggestions. Si vous avez des questions sur le chauffage ou son fonctionnement, hésitez pas à me les poser ici directement. Lien pour le socle: https://makerworld.com/en/models/1224084-gmaker-fps-1-air-controller-stand#profileId-1241518 Lien pour le chauffage: https://www.amazon.fr/dp/B0BM45J16K?ref=ppx_yo2ov_dt_b_fed_asin_title Edit: j'ai testé également ce chauffage dans une imprimante FDM (P1S de Bambulab) mais pas assez puissant pour monter en température le caisson, et je pense que à terme ça risque de l'usée de manière prématuré.1 point
-
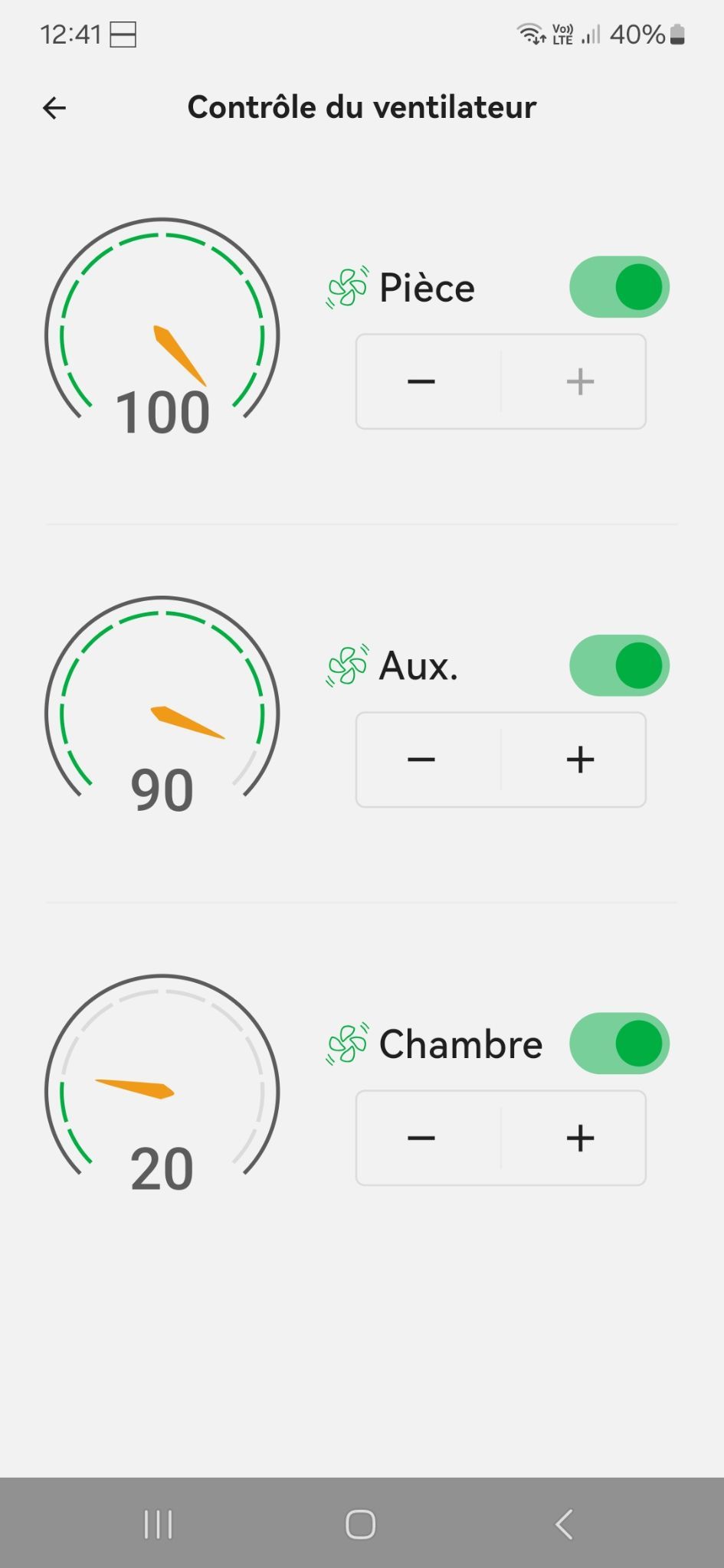
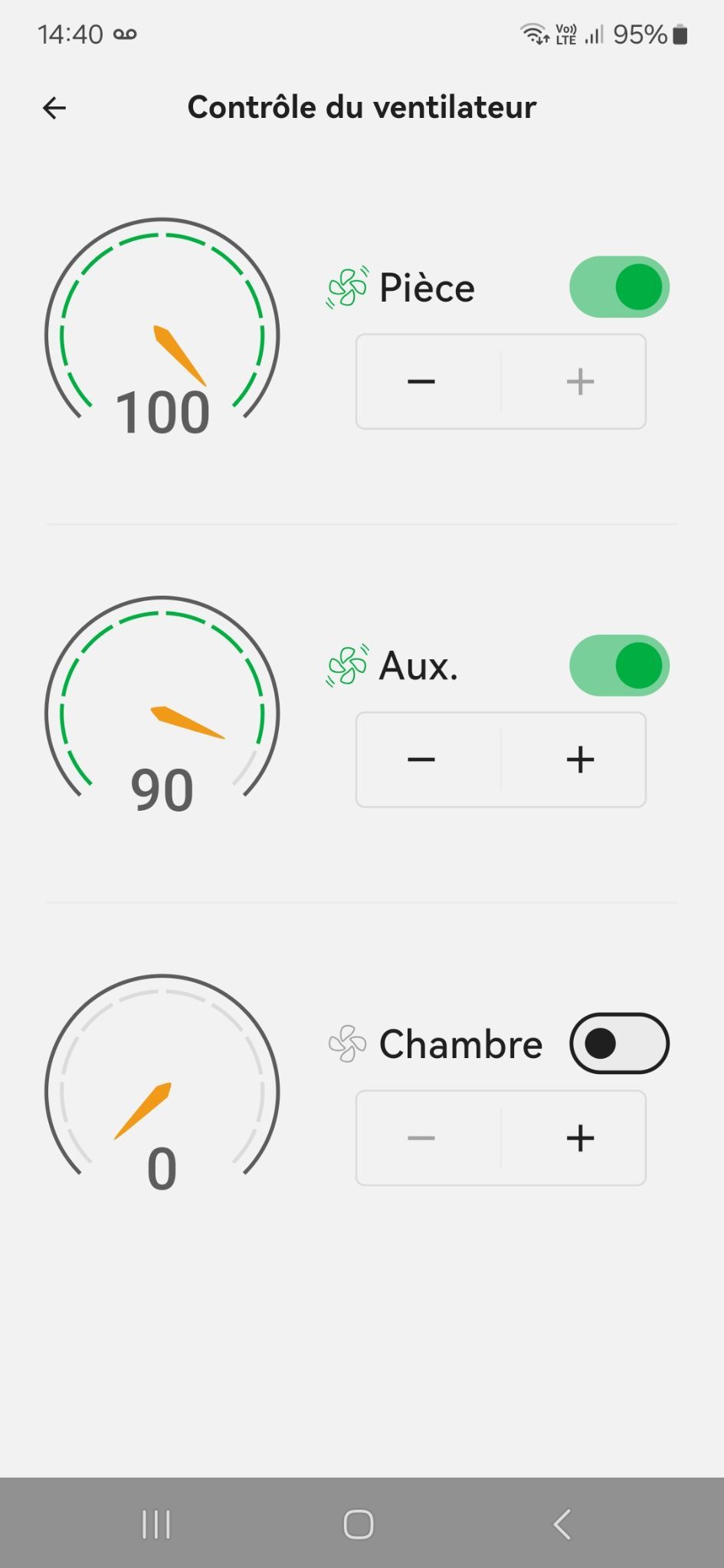
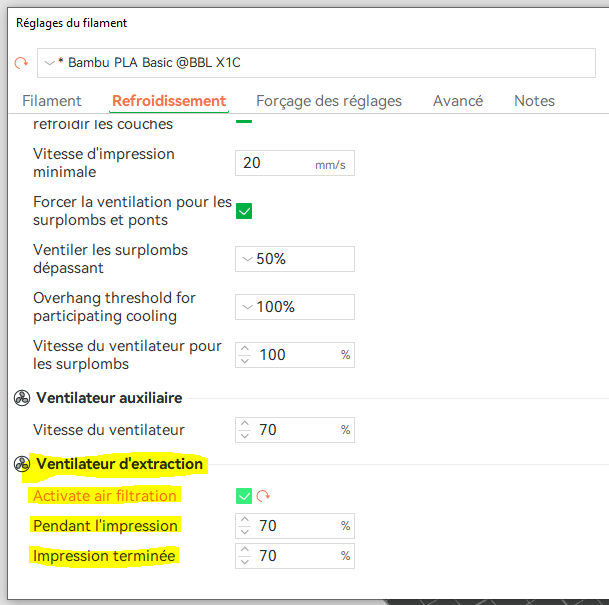
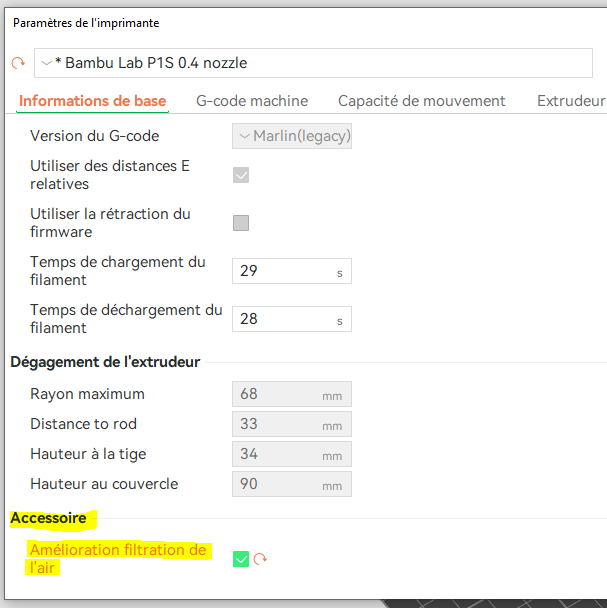
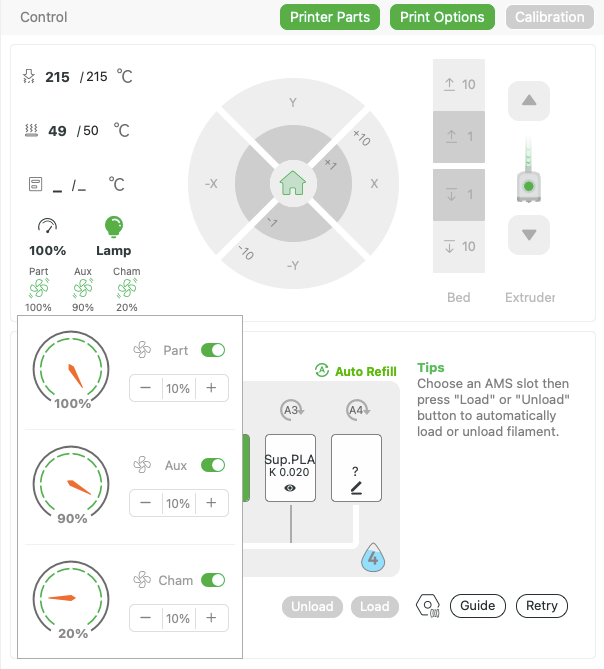
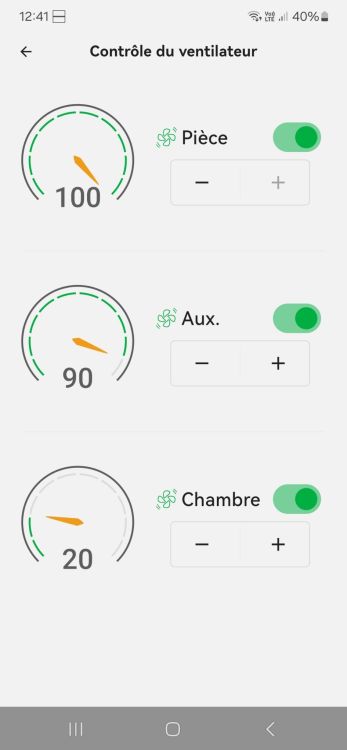
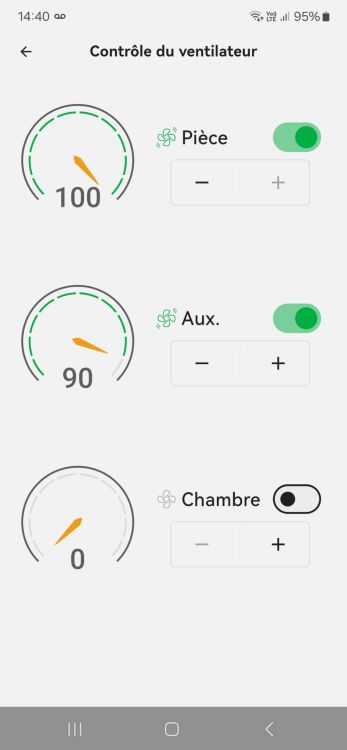
Salut la meute 2 posts récents avaient aiguisé ma curiosité, Je vous propose donc d'essayer de comprendre comment fonctionne ce ventilateur Attention : Tout ceci vient de ce que j'ai pu trouver dans le wiki de Bambu Lab, le slicer Bambu Studio et sur le forum Bambu Lab. Il y a peut être (sans doute) des erreurs ou des oublis, je les corrigerai avec plaisir si vous me les signalez. Que fait ce ventilateur ? La P1S est équipée entre autre d'un ventilateur de filtration ou d'extraction qui permet de forcer l'extraction de l'air contenu dans l'enceinte vers l'extérieur en passant à travers un filtre à charbon actif. Ce ventilateur est donc utile lorsque l'on imprime des filaments comme l'ABS ou l'ASA mais également pour faire baisser (réguler ?) la température à l'intérieur de l'enceinte quand c'est nécessaire. Par exemple pour le PLA Fonctionnement et réglages Ce ventilateur est piloté par défaut en fonction du filament et de la température du plateau via le G-code envoyé à l'imprimante et généré par le slicer Bambu Studio Il est possible de modifier son mode de fonctionnement à partir du slicer Bambu Studio grâce à plusieurs paramètres au niveau de la machine et du filament. Pour accéder à ces paramètres il faut d'abord activer la fonction "Amélioration de la filtration de l'air" au niveau de l'imprimante et ensuite "Ventilateur d'extraction" au niveau du filament. Il est alors possible de modifier la vitesse du ventilateur pendant l'impression et une fois l'impression terminée pour finir d'éliminer les particules toxiques et aussi refroidir l'enceinte Il y a un post sur le forum Bambu Lab qui explique comment ajuster les paramètres du ventilateur dans Bambu Studio https://forum.bambulab.com/t/exhaust-fan-air-filtration-control-set-here/144407 Il est également possible de modifier la vitesse du ventilateur en cours d'impression via l'onglet "device" dans Bambu Studio : Ou via l'application Bambu Handy à partir de l'onglet "Imprimantes" : C'est le ventilateur appelé "Chambre" Réglages par défaut Par défaut les paramètres de gestion du ventilateur sont les suivants : G-code de début de la machine : ;=============turn on fans to prevent PLA jamming================= {if filament_type[initial_extruder]=="PLA"} {if (bed_temperature[initial_extruder] >45)||(bed_temperature_initial_layer[initial_extruder] >45)} M106 P3 S180 {endif};Prevent PLA from jamming {endif} --> Pour les filaments de type PLA et si la température du plateau est >45° le ventilateur tournera à 70% (S255 pour 100% et donc S180 pour 70%) G-code de démarrage du filament : ; filament start gcode {if (bed_temperature[current_extruder] >55)||(bed_temperature_initial_layer[current_extruder] >55)}M106 P3 S200 {elsif(bed_temperature[current_extruder] >50)||(bed_temperature_initial_layer[current_extruder] >50)}M106 P3 S150 {elsif(bed_temperature[current_extruder] >45)||(bed_temperature_initial_layer[current_extruder] >45)}M106 P3 S50 {endif} {if activate_air_filtration[current_extruder] && support_air_filtration} M106 P3 S{during_print_exhaust_fan_speed_num[current_extruder]} {endif} --> Pour une température du plateau >55° le ventilateur tournera à 78% (S255 pour 100% et donc S200 pour 78%) --> Pour une température du plateau >50° le ventilateur tournera à 59% (S255 pour 100% et donc S150 pour 59%) --> Pour une température du plateau >45° le ventilateur tournera à 20% (S255 pour 100% et donc S50 pour 20%) --> Si le paramètre "Activate air filtration" est activé au niveau du filament alors le ventilateur tournera aux vitesse définies par les paramètres "Pendant l'impression" et "Impression terminée" dans les réglages du filament G-code de fin de filament: ; filament end gcode M106 P3 S0 --> A la fin de l'impression le ventilateur est coupé. J'imagine que cette instruction n'est pas exécutée ou exécutée après un certain temps si le paramètre "Impression terminée" est activé (Voir ci dessus) Attention Bambu Lab recommande de prendre quelques précautions avant de toucher à cette fonction ou de modifier le fonctionnement de ce ventilateur en réduisant la vitesse ou en rajoutant des caches pour diminuer le bruit. Il est important ici de rappeler que cette fonction sert à éliminer/réduire les émanations toxiques dégagées par certains filaments. Bien lire ces recommandations avant de modifier quoi que ce soit. Perso je n'y touche pas. Je n'ai pas encore eu besoin de le modifier. Complément d'info Je rajouterais qu'il y a la possibilité d’améliorer la filtration par l'ajout d'un système de filtration externe comme celui que j'ai installé. Voir les posts suivants Le ventilateur d'extraction se trouve sur l'arrière de la machine Le filtre à charbon actif est accessible depuis l'intérieur de la machine via une petite trappe Il est recommandé de le remplacer toutes les 1440h ou 60 jours d'impression continue. Vous pouvez aussi utiliser votre nez pour savoir quand il faut le remplacer. Quand ça commence à sentir l'ABS c'est que c'est l'heure On peut se le procurer sur la boutique en ligne Bambu Lab https://eu.store.bambulab.com/fr-fr/products/activated-carbon-air-filter?_pos=1&_sid=02609bbbd&_ss=r La procédure est décrite dans le wiki https://wiki.bambulab.com/en/x1/maintenance/replace-carbon-filter @Moucklee nous fait savoir qu'il est possible de faire soit même son filtre à charbon actif. Tout est expliqué là Voilà pour aujourd'hui. Comme indiqué au début, n'hésitez pas à me faire part de vos remarques ou siganler des erreurs ou oublis de ma part. Je mettrais ce post à jour A+ JC PS: Si un modo pouvait me donner le droit permanent de modifier ce post et éventuellement "l'épingler" ce serait cool



 1 point
1 point -
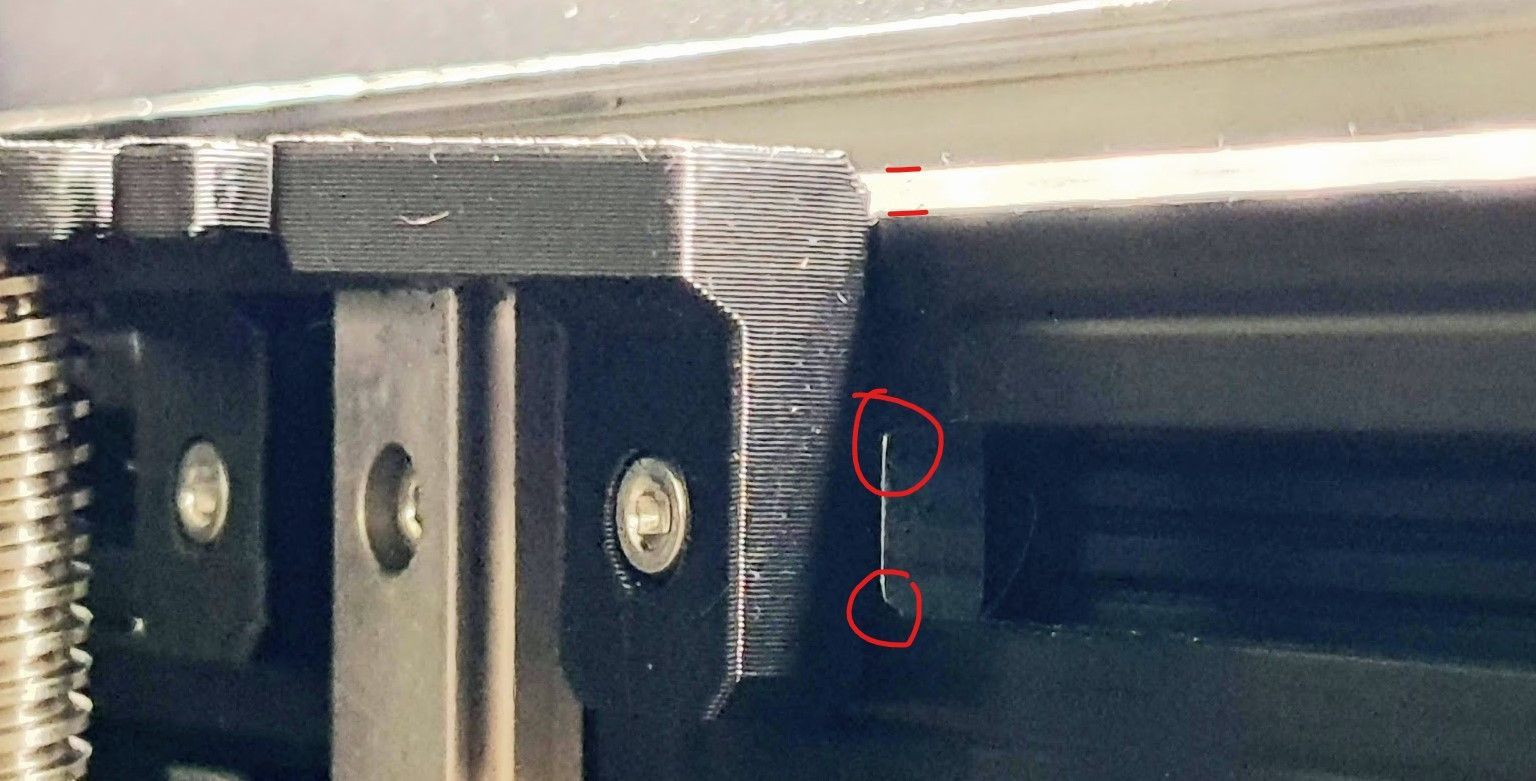
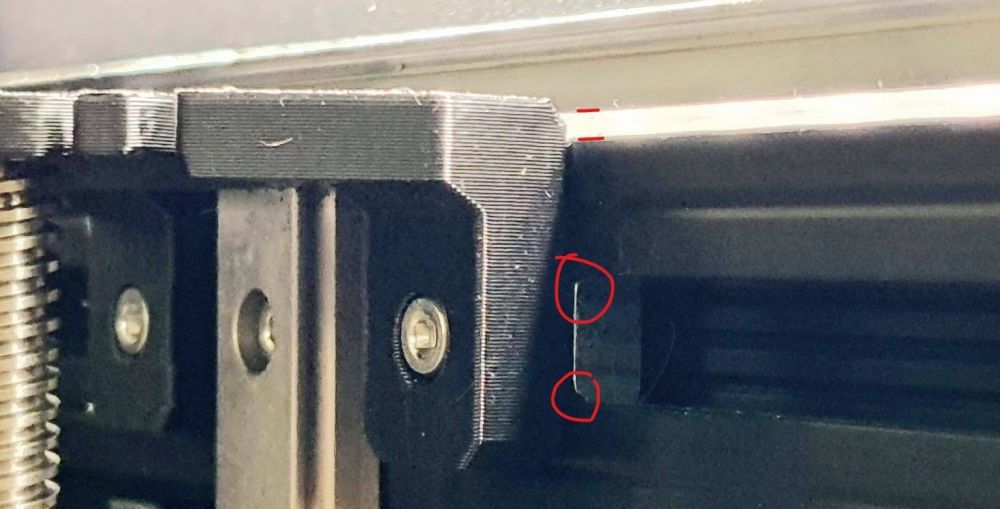
J'ai du mal à comprendre le type de décalage ? Tu n'arrives pas à taper la vis dans le trou fileté ? Si ça peut aider (désolé pour la qualité de la photo zoomée, mais ma machine est en train d'imprimer. Les parties entourées montrent la forme en T qui doit être visible lorsque l'écrou est correctement aligné avec le profilé. Les petits traits rouges représentent le chanfrein du profilé, la pièce plastique est très légèrement au dessus (moins que ce que laisse penser la perspective de la photo). En principe tu n'as pas trop de latitude pour la hauteur, une fois l'écrou en place et le tout serré, ça doit tomber à peu près comme ça.
 1 point
1 point -
Oui, j'ai profité de 2 bons cadeaux reçu de Bambu Lab pour l'acheter avec une hotend de 0.4mm hardened et de 0.2mm stainless JC1 point
-
Je n'avais effectivement pas pensé à la flexibilité des supports Cette pièce comporte des faces planes, mais il y a filets partout (intérieur et extérieur) pour éviter les effets de succion sur les discontinuités. J'ai essayé d'imprimer cette pièce à 90°, verticalement. Le résultat n'est pas meilleur. Je vais essayer de trouver une manière de l'incliner un petit peu, ne serait-ce que pour éviter l'accumulation de résine dans le coin inférieur. Merci pour les tuyaux.1 point
-
quand on imprimait sur une ender, on se disait aussi que 500 mm/s est un rêve1 point
-
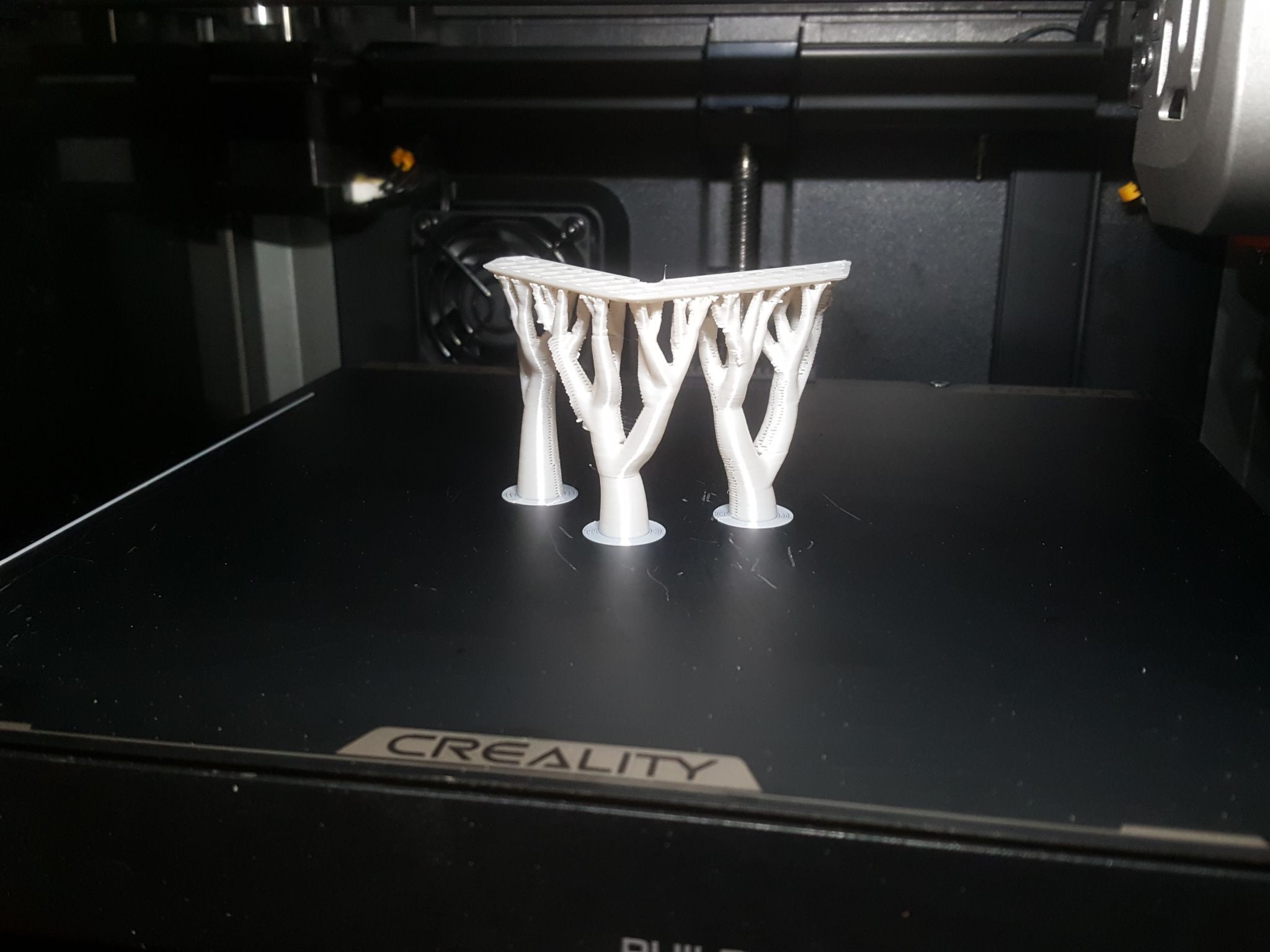
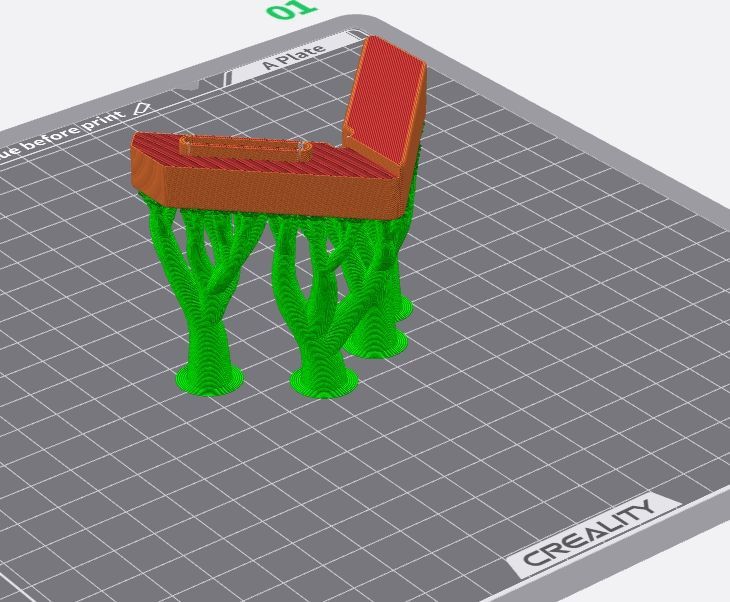
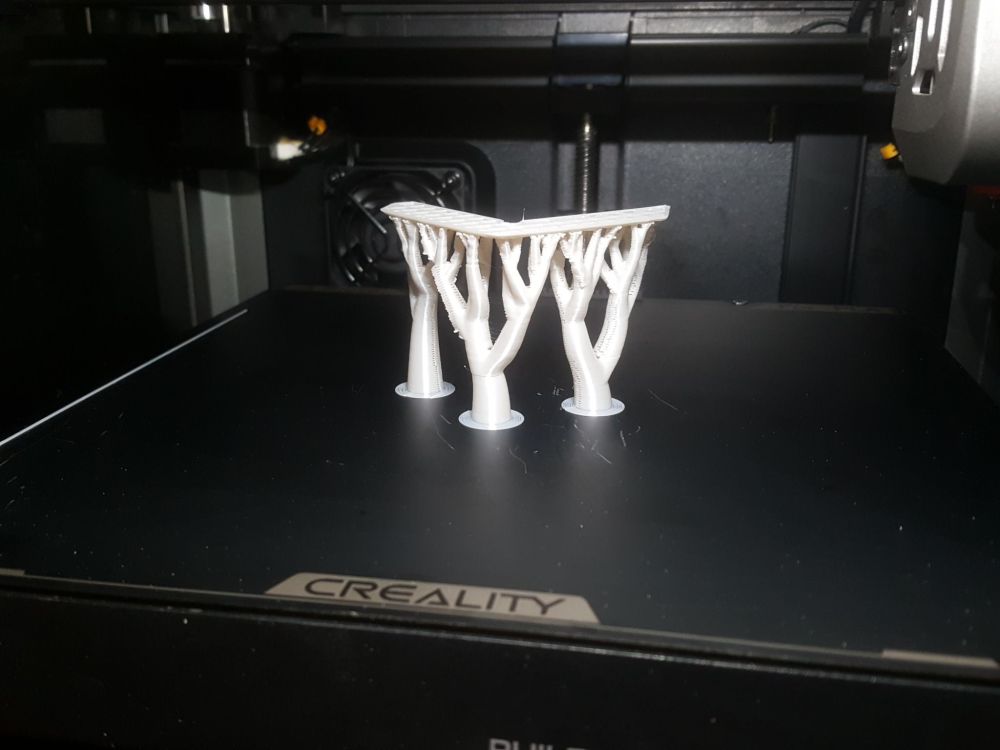
@hyoti Mouaifff. Certes astucieux tout de même Mais.....je suis toujours étonné que le progrès engendre des régressions, nous amenant à faire des manip supplémentaires alors que des choses natives sous CP5, ne le sont plus sur les versions nouvelles, pourquoi avoir "automatisé" le drop down ? Mystère Les petits bras musclés de Creality print 5 Ma petite forêt avant que l'élagueur n'arrive
 1 point
1 point -
Ce qui peut être intéressant pour la gravure laser1 point
-
On sait que la vitesse réelle est plutôt une moyenne de 300mm/s. Si l'on rapporte ça au 1000mm/s , on pourrait théoriquement atteindre 600mm/s en moyenne sur la H2D. En pratique, on se rend vite compte que c'est impossible. Il faudrait pour du pla avec une buse de 0.4 un débit 57mm³/s et une température de 260°. Je parle même pas des accélérations et des vibrations qui en découlent. Pourquoi annoncer 1000 mm/s si la réalité technique ne suit pas ? Et si le vrai exploit était de réussir à offrir la même qualité qu’avec une buse de 0.4 mm, tout en utilisant une buse de 0.6 ou 0.8 mm et en divisant le temps d’impression de manière spectaculaire ? On a le droit de rêver encore quelques jours....1 point
-
Salut Toute l'actualité autour de la H2D ne m’empêche pas d'imprimer quelques trucs avec la P1S Aujourd'hui au menu impression en PLA Bambu Lab avec la plaque "Bambu Cool Plate SuperTack" de la mort qui tue, avec "tous" les paramètres par défaut de Bambu Studio (Imprimante et filament) Et on voit bien qu'avec une température du plateau de 45°C le ventilateur ne tourne pas. Comme paramétré dans les G-code machine et filament (Voir 1er post) CQFD comme on dit non ? A+ JC
 1 point
1 point -
L'absence de port ethernet sur la H2E me fait penser que peut être, plus tard, il y aura une H2D-E, donc peut être que la référence à prendre en termes de prix, c'est la X1C...1 point
-
Moteur en boucle fermé, ou close loop, ça à beaucoup plus de couple que les pas à pas et c'est beaucoup plus précis. mais surtout ça supporte beaucoup mieux la chaleur (Caisson) que les Nema. Par contre beaucoup plus cher évidemment.1 point
-
Hello, Tu peux bien sur nettoyer ton axe, mais aussi n'oublie pas de le re-graisser. Concernant tes stries, elles viennent à cause du poids de la pièce et son orientation, ta pièce est pas assez incliné, tu aurais du justement profité qu'il manque une partie de l'auto pour incliné beaucoup plus ton auto. Car ici la contrainte et le poids généré ont causé deux "léger" décalage qu'ont appelle stries également. Mais c'est pas tout, un manque de supports évident. Concernant le post traitement après le retrait des supports, tu peux y aller au papier à poncer ou éponge à poncer Japonaise, que je préfère au grain 3000 par exemple. Tu peux poncer à l'eau pour avoir une surface net et lisse (Attention toute fois sur certaine pièce cela va gommer les détails)1 point
-
je crois que c'est obsolète aujourd'hui !1 point
-
Salut J'ai crée un post dans lequel je tente d'expliquer le fonctionnement de ce ventilateur N'hésitez pas à me faire part de vos remarques pour alimenter ce post A+ JC1 point
-
@pommeverte merci !1 point
-
2700€ pour la version Combo AMS je suppose... Si l'on compare à ce qu'il y a sur le marché aujourd'hui, c'est loin d'être déconnant. Plus capable qu'une Prusa XL 2 têtes pour les matériaux type engineering mais avec un volume d'impression plus petit tout en offrant la possibilité d'imprimer plus de couleurs, mais au prix de déchets plus important qu'avec une Prusa XL 5 Têtes... A priori pas intéressé par le laser, à un détail près : la version Laser aurait apparemment un système de purification d'air intégré, alors que l'add on serait externe. La purification d'air peut être intéressante en dehors du Laser (à plus forte raison pour quelqu'un qui utiliserait cette machine à la maison) et cela pourrait être le point qui me fait considérer la Full Edition plutôt que le Combo standard.1 point
-
Quelque chose à voir avec un ouvrant ? Coffre / Capot moteur ? Pour que la partie de droite ne tape pas sur la carrosserie quand tu enlèves l'ouvrant ...1 point
-
Sur le groupe fb Le-B.lab : code source de la page bambulab H2D
 1 point
1 point -
Wiki Creality pour la protection du tube bowden. https://wiki.creality.com/en/k2-flagship-series/k2-plus/secure-PTFE-tube1 point
-
@JoOj alors perso évite les surface en verre le verre est pas un super bon conducteur thermique. Tu as une autre chose qui peut être fait pour rectifier le plateau, quand tu as plateau alu avec revetement magnetique si tu peux démonter le plateau utilise un marbre et tu colle au double face du papier de verre de ponce a l'envers l'excèdent de surface sur le support magnétique, tu auras un plateau parfaitement plan malgré le plateau alu légèrement fossé, mais cela impose le démontage complet du plateau ce qui saoul les gens et donc les bande d'alu sont utilisé.1 point
-
Salut, Tu as juste à débuter le nom par un @. Quand tu commences à taper les 1ères lettres du nom, il te suffira de cliquer sur le bon nom de la liste.1 point
-
Pouet-pouet1 point
-
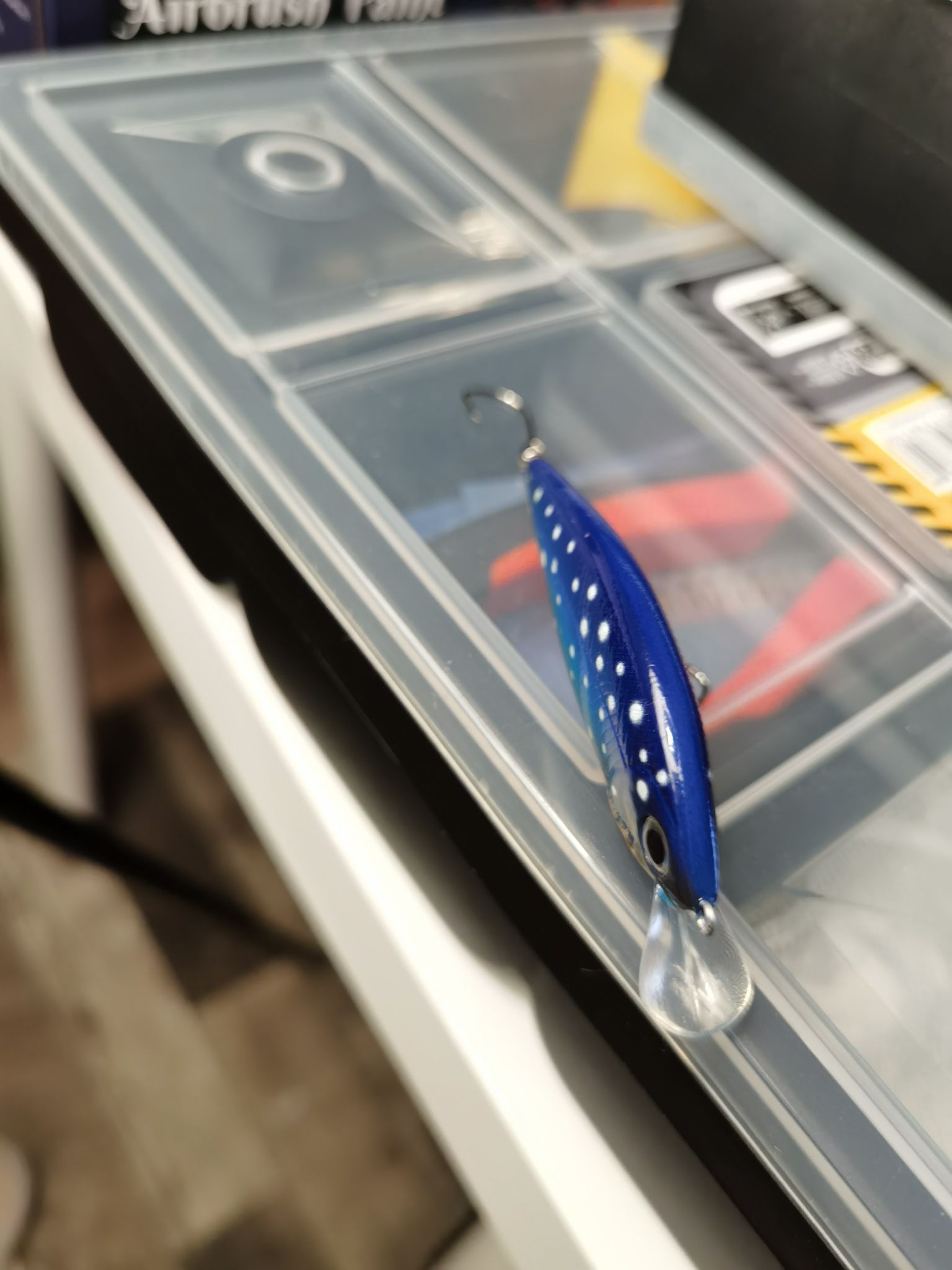
Yo les gars, je viens vous montrer mon travail terminé, voici les premiers prototypes ! Du coup l'histoire de résine transparente obligatoire, c'est du à la bavette devant le leurre qui doit être transparente. Voilà voilà. A bientôt


 1 point
1 point -
superbe @Alexey n ça en fait des supports à enlever1 point
-
Oui, tu peux le faire sans aucun souci. Les BentoBox, Nevermore utilisent uniquement des pellets. Ça fait un peu de poussière, mais rien de dramatique. Pour le charbon actif, il faut juste vérifier, comme celui de ton lien, que sa production n'a pas utilisé d'acide, mais de l'eau pour le purifier (acid free). Celui rincé à l'acide, provoque des émanations qui finissent par attaquer les parties métalliques (source ici) On peut «recharger» du charbon actif en le laissant au soleil (étalé en une couche)… l'été, évidemment, parce qu'en ce moment, le soleil, ce n'est pas vraiment ça .1 point
-
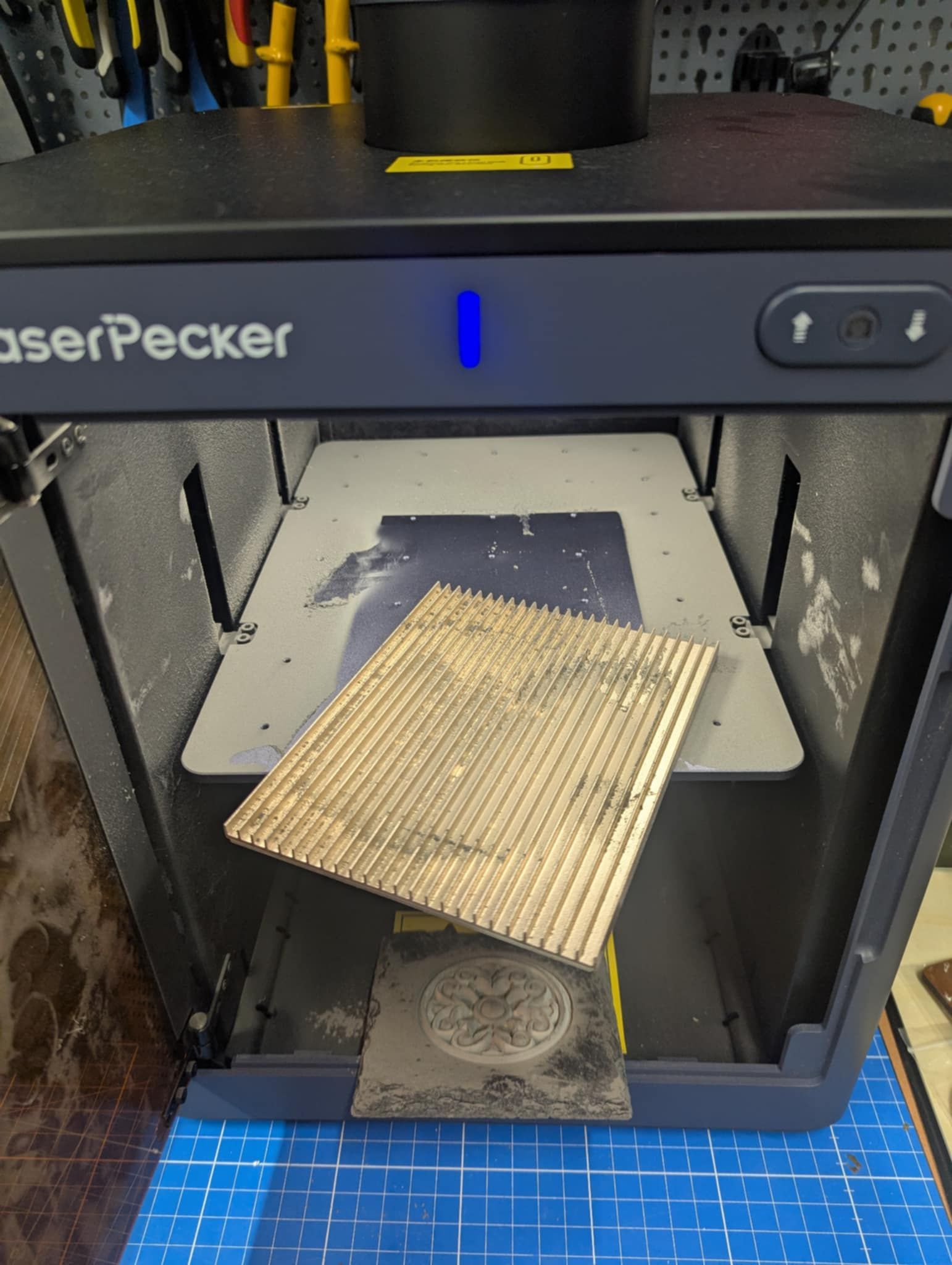
Aucune idée de ce que c'est comme type de laser, mais je viens de finir ~9H de gravure sur ardoise et j'ai clairement pas envie de faire la même chose dans ma Bambu Et pourtant j'avais le purificateur qui tournait à fond.
 0 points
0 points