Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/11/2025 dans Messages
-
Je suis inquiet pour Prusa, ils ont de gros problèmes sur les calculs de remises, La preuve sur la photo : Ils perdent plus de 500 €
 3 points
3 points -
Bonjour, Typique d'un filament humide : séchage de la bobine nécessaire, à 45°C pendant 6 heures.2 points
-
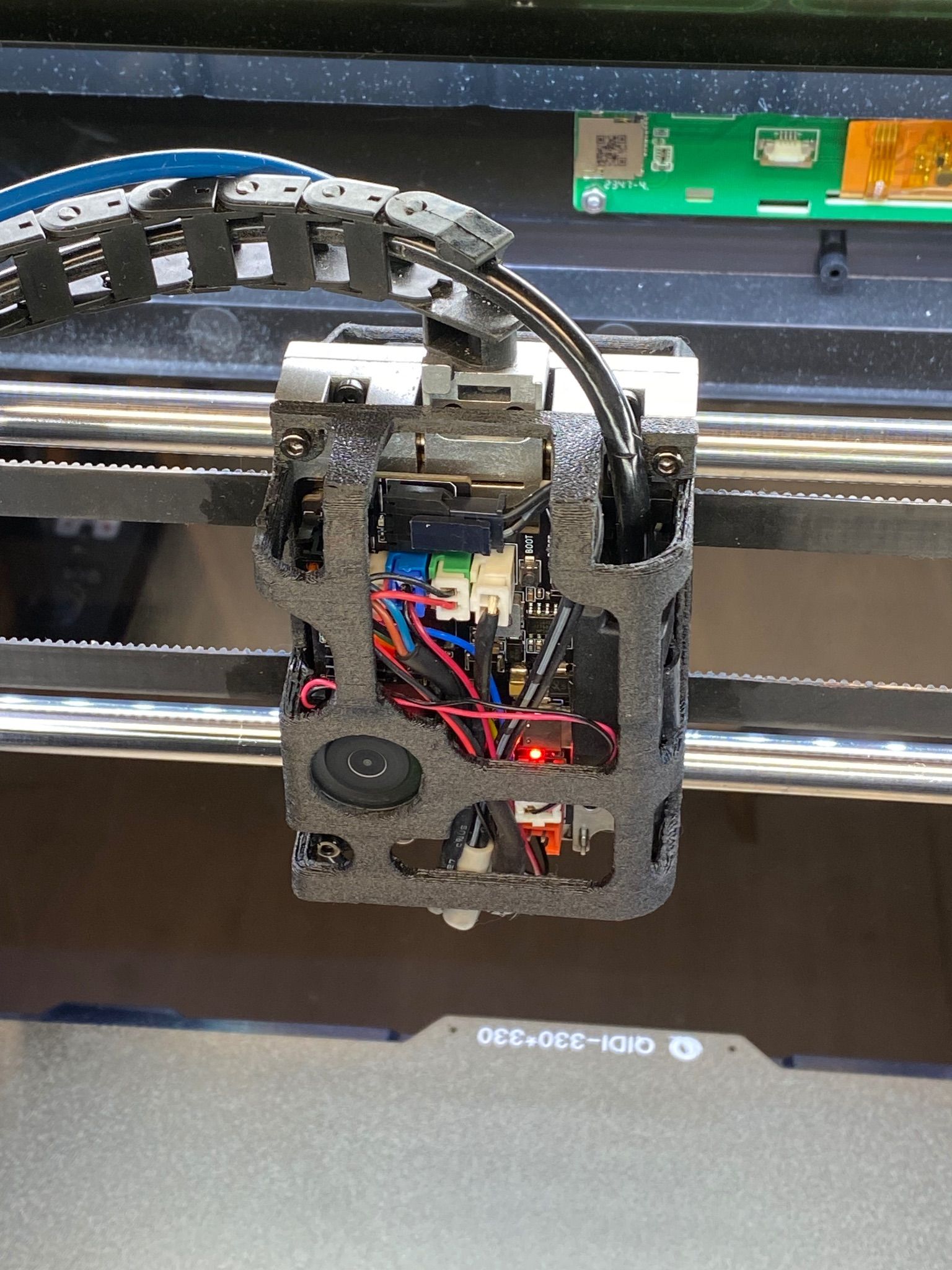
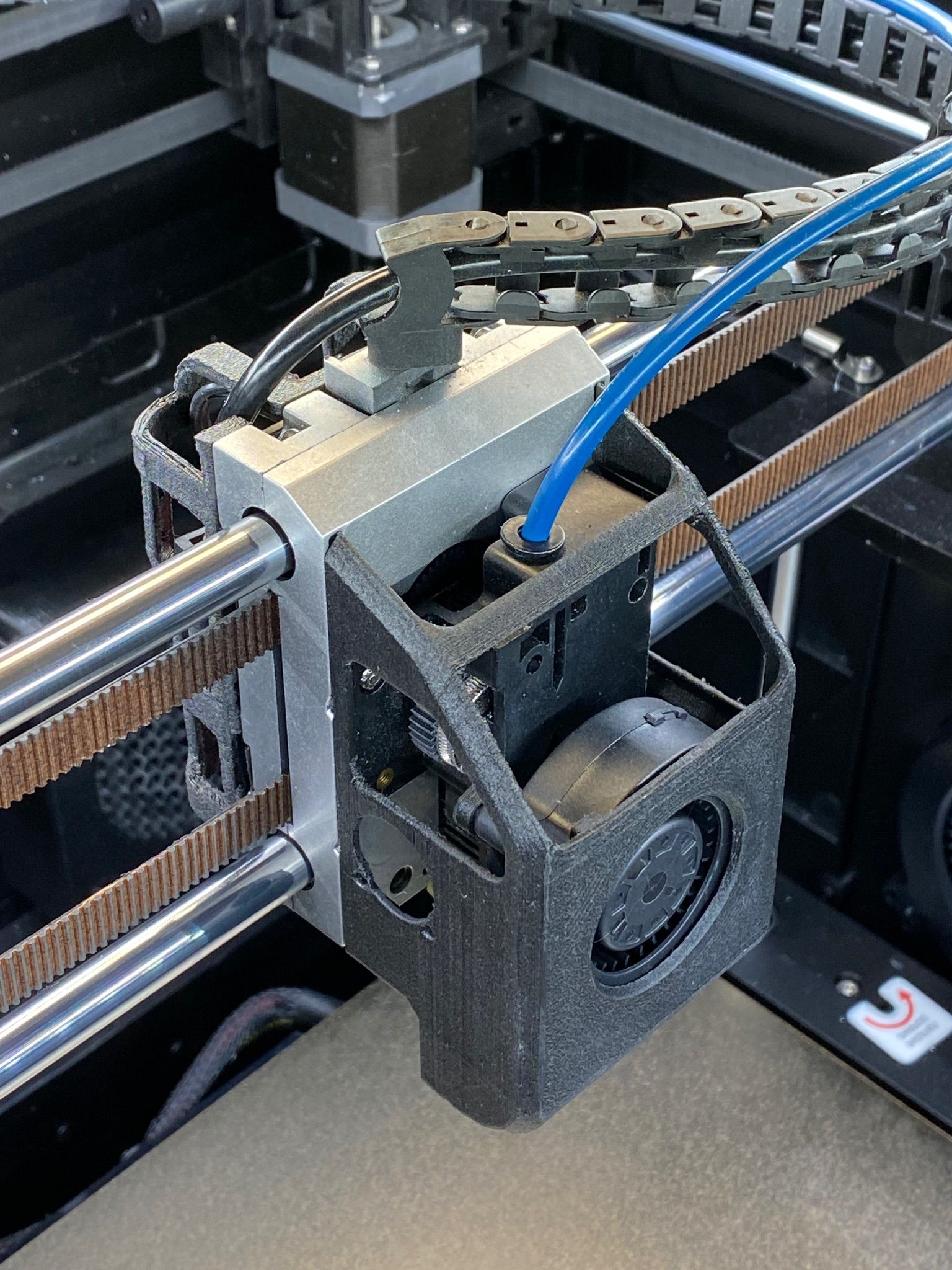
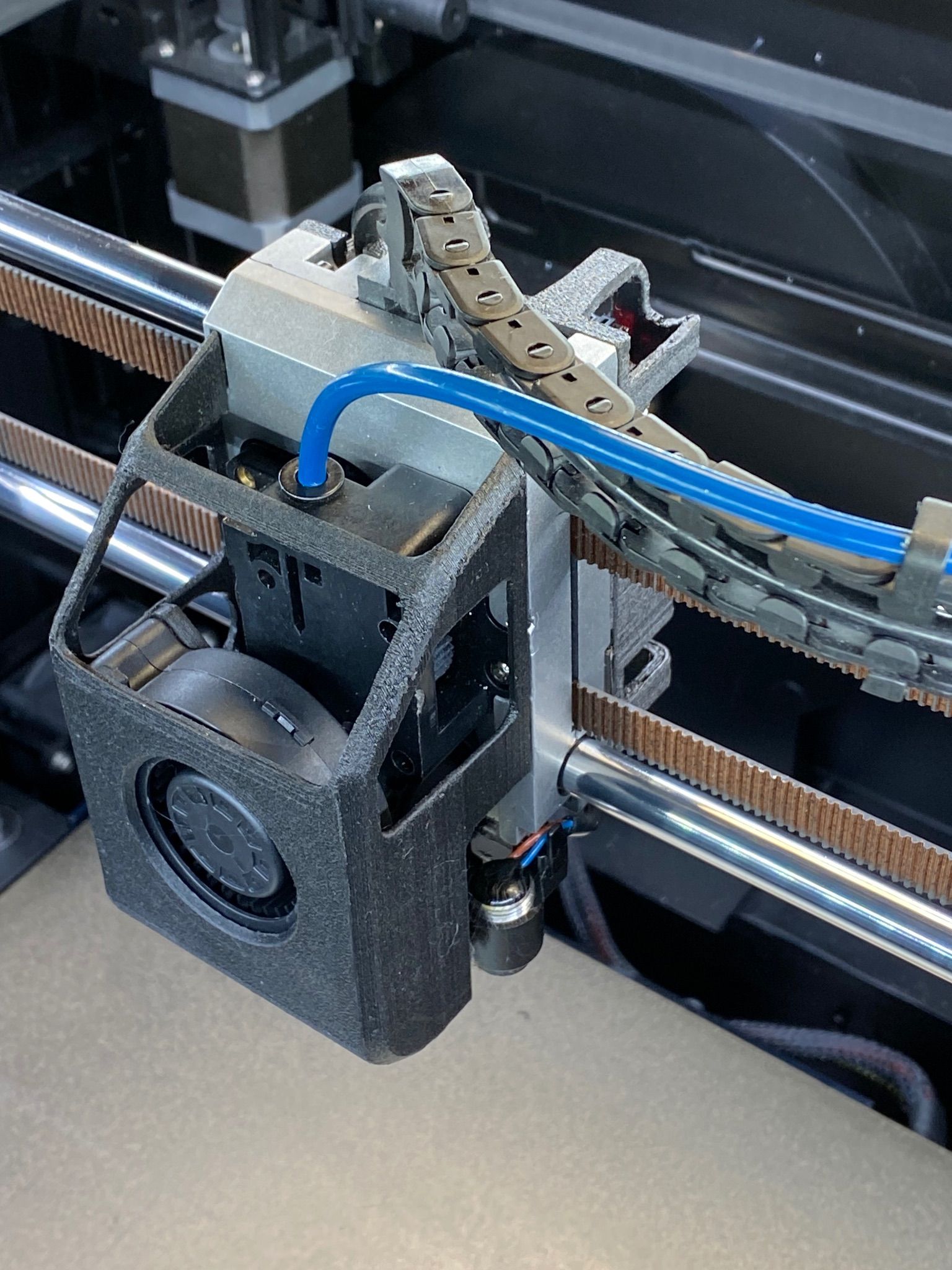
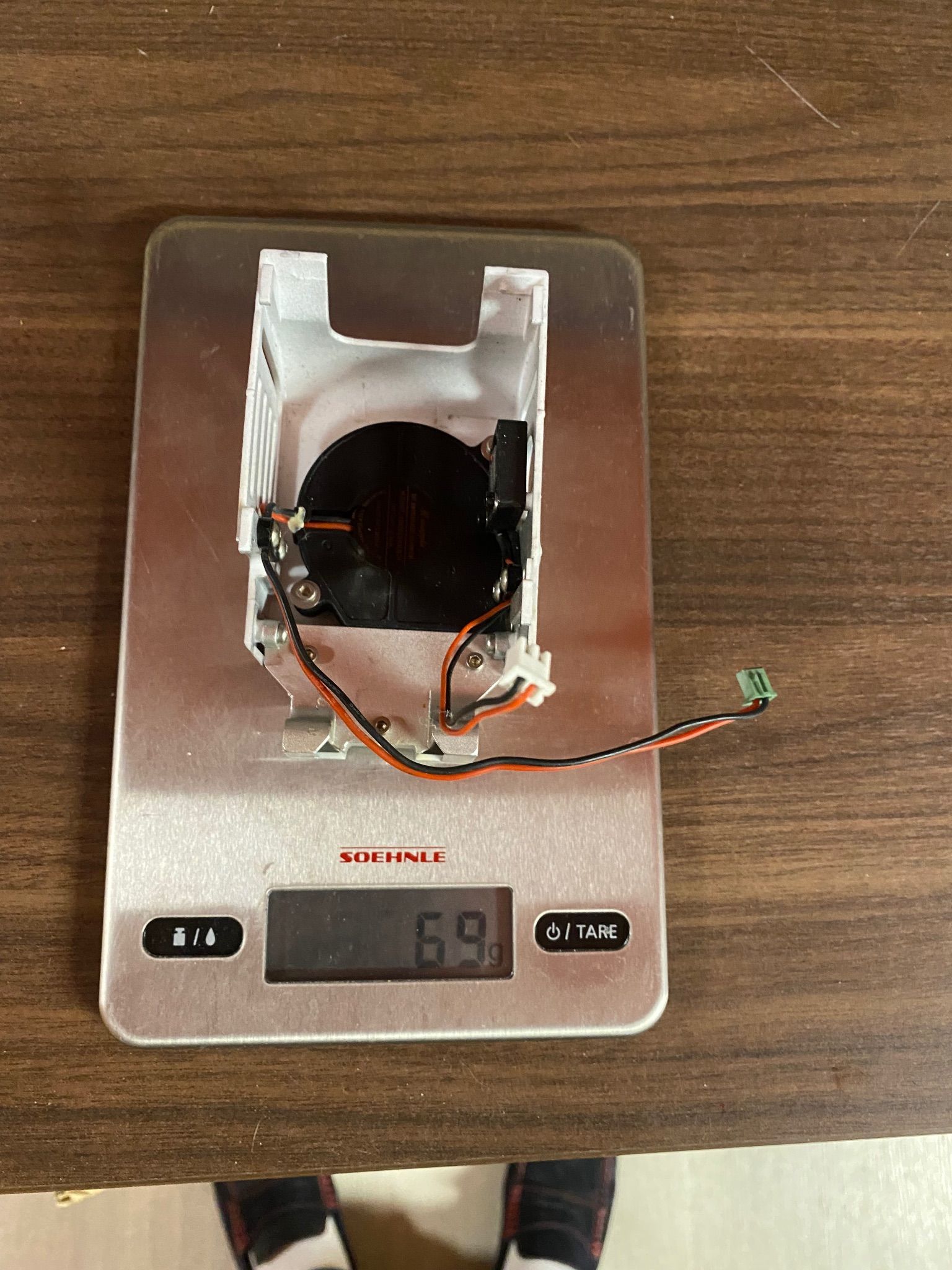
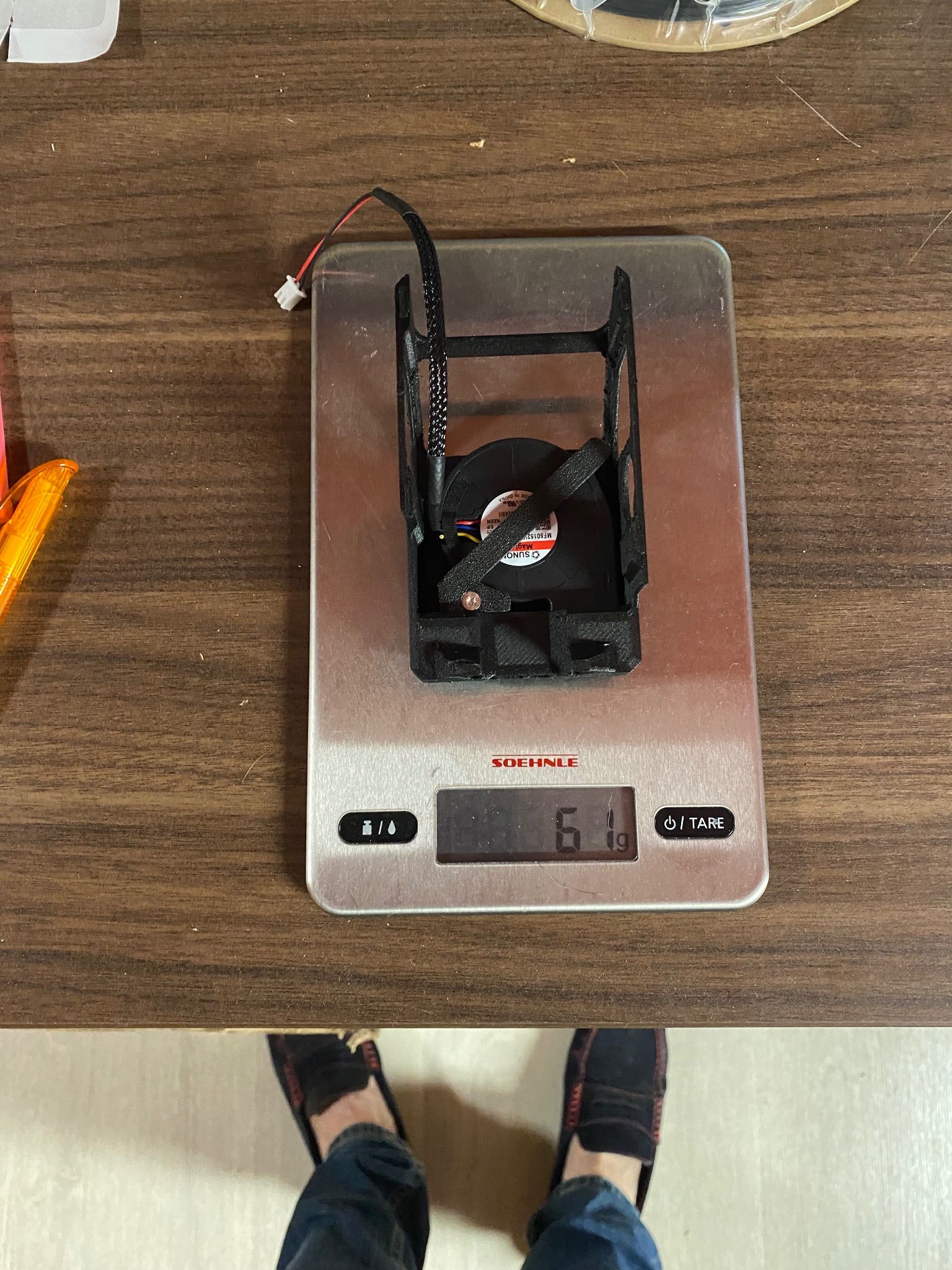
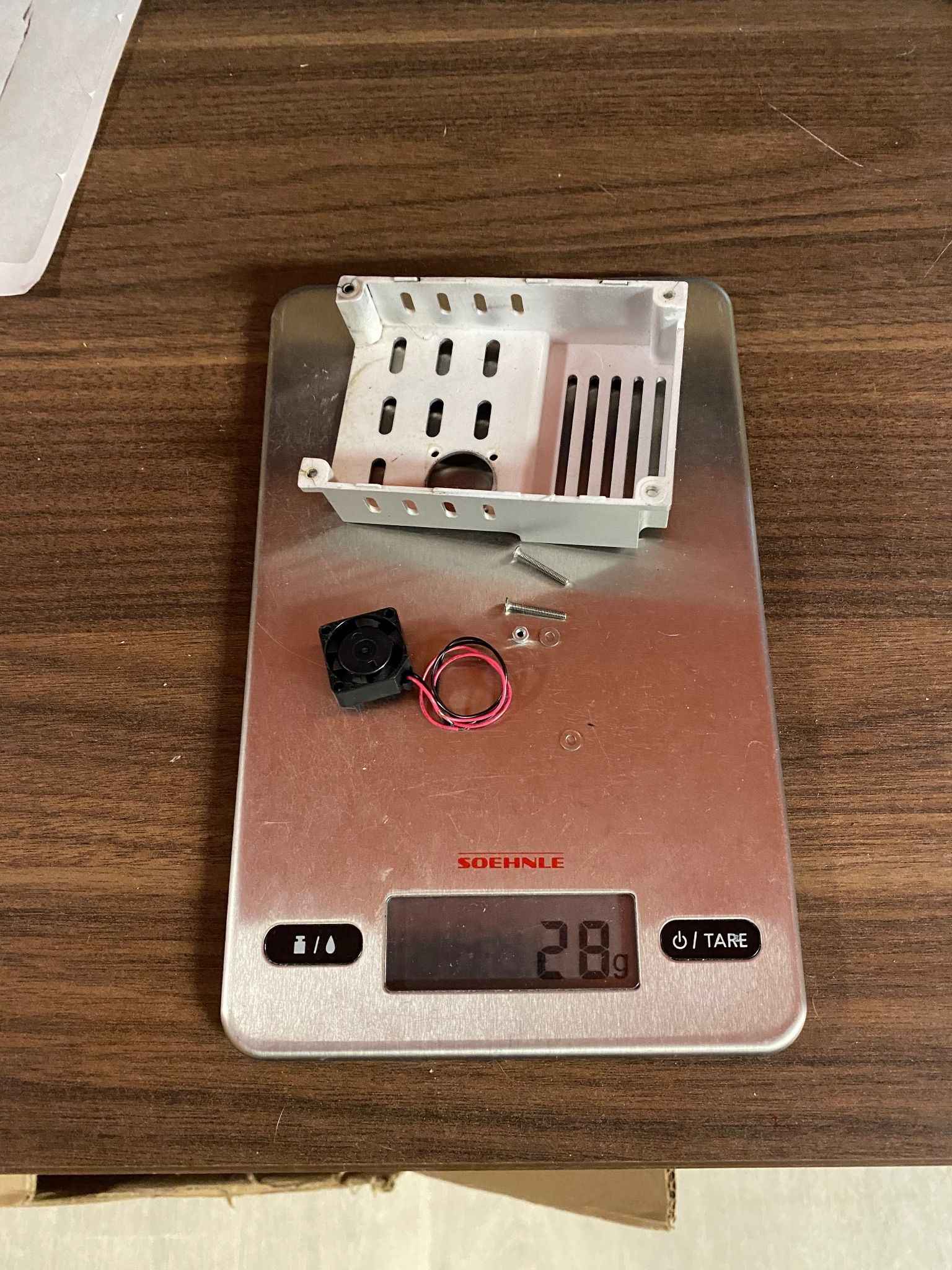
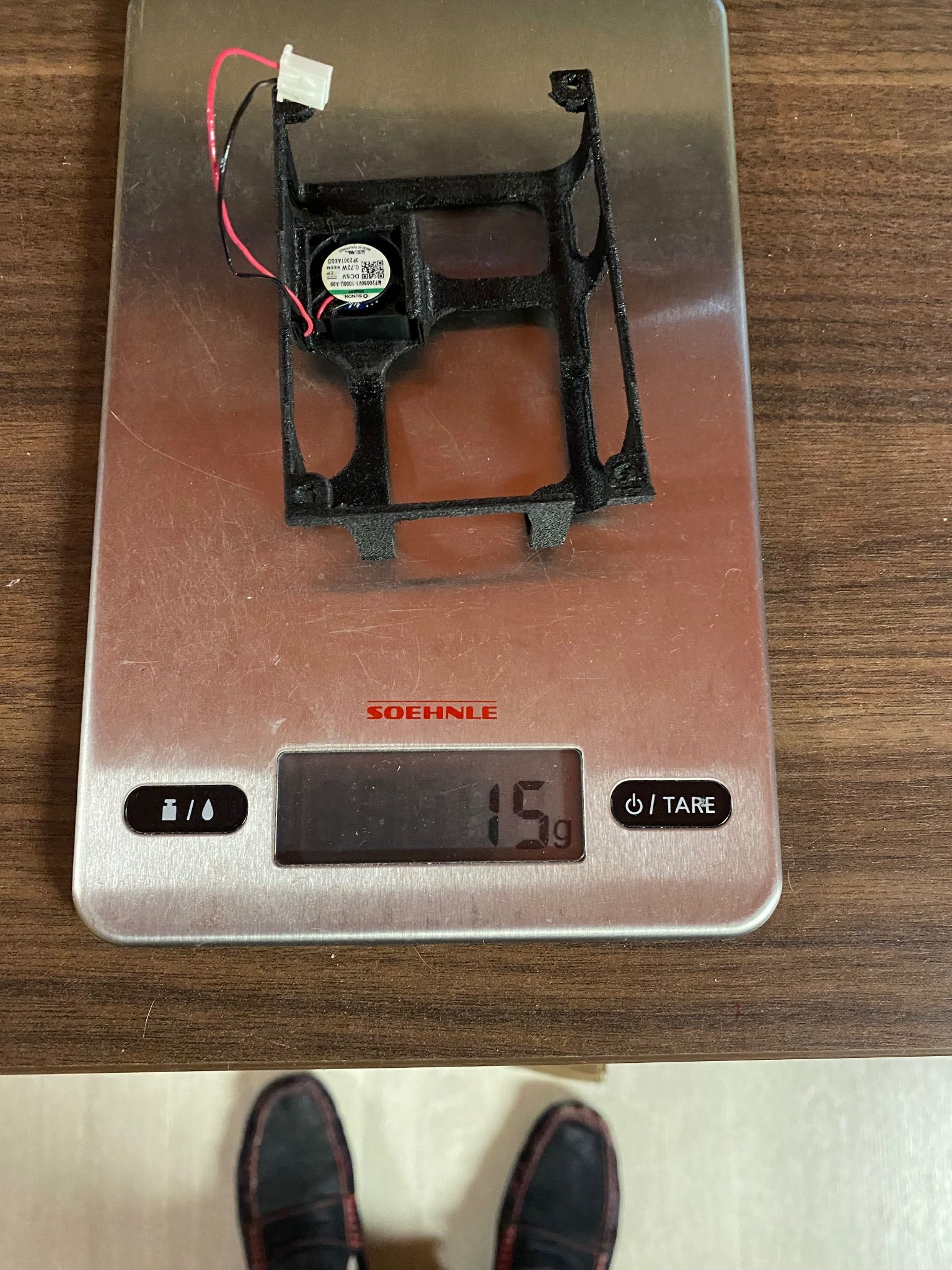
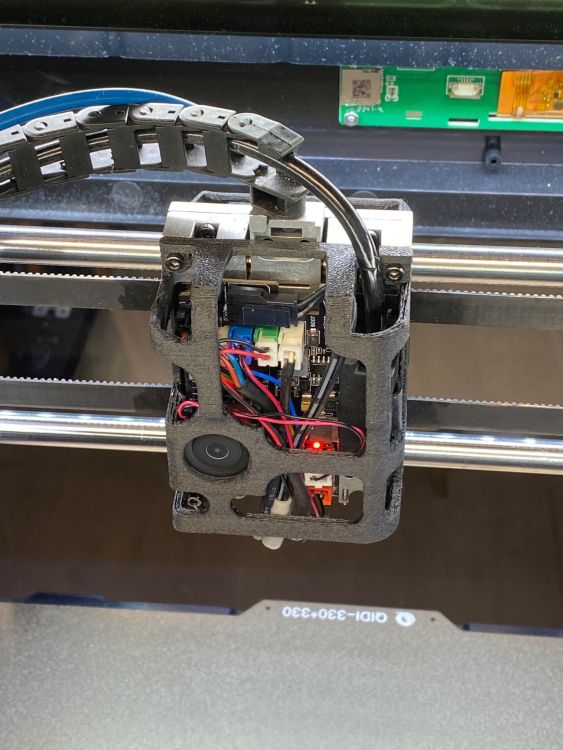
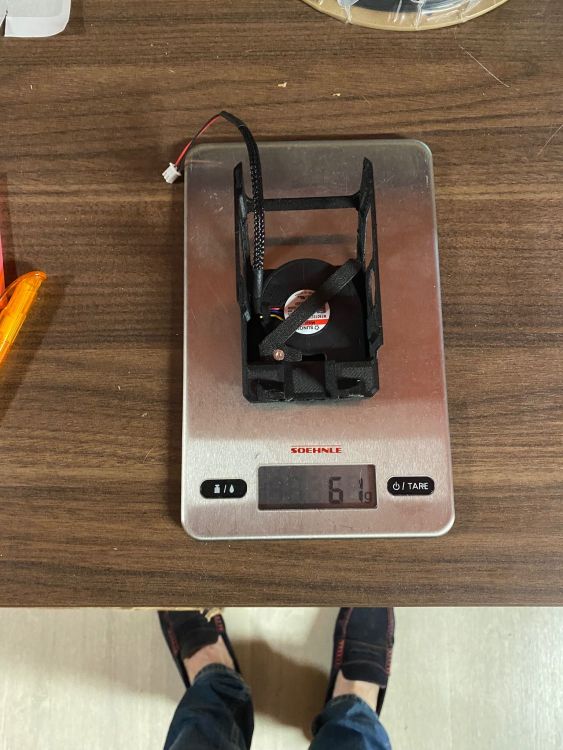
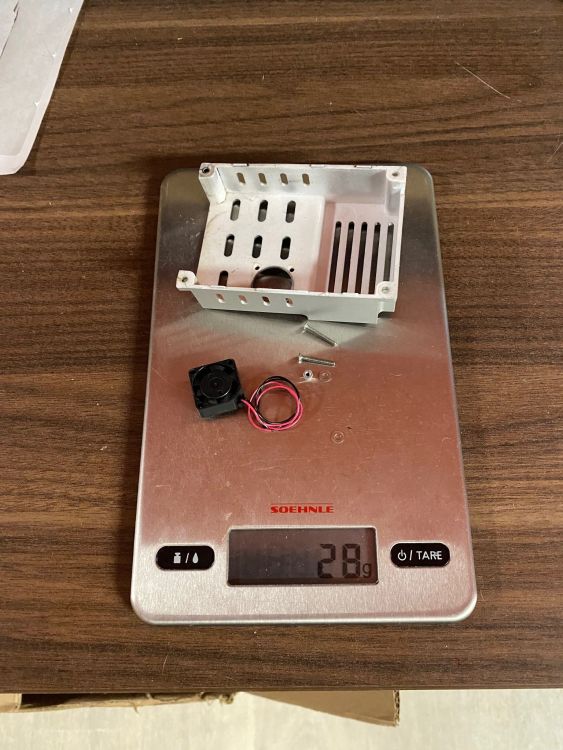
Pour améliorer un peu le refroidissement et diminuer le poids de la tête, voici une version redessinée des capots avant et arrière de la tête d'impression. Pour l'instant plus de ventilateur de l'extrudeur et ça a l'air de bien fonctionner. J'ai gardé l'emplacement au cas où. Le ventilateur de pièce est un Sunon 5015, plus puissant que l'origine et la buse de refroidissement a été redessinée, à partir d'un modèle existant : elle est maintenant symétrique et souffle devant + sur les cotés. L'accès aux boutons BOOT et SEL de la carte de la tête d'impression est maintenant possible sans retirer les capots. Le RP2040 est muni d'un radiateur cuivre et le ventilateur (Sunon MF20080V1-A99-A, plus puissant que l'origine). Le ventilateur est clippé dans son logement sans aucune vis. Impression en PA CF. Avec supports solubles pour le capot avant du fait du diffuseur d'air Coté poids, c'est un peu plus léger de 20 grammes environ



 1 point
1 point -
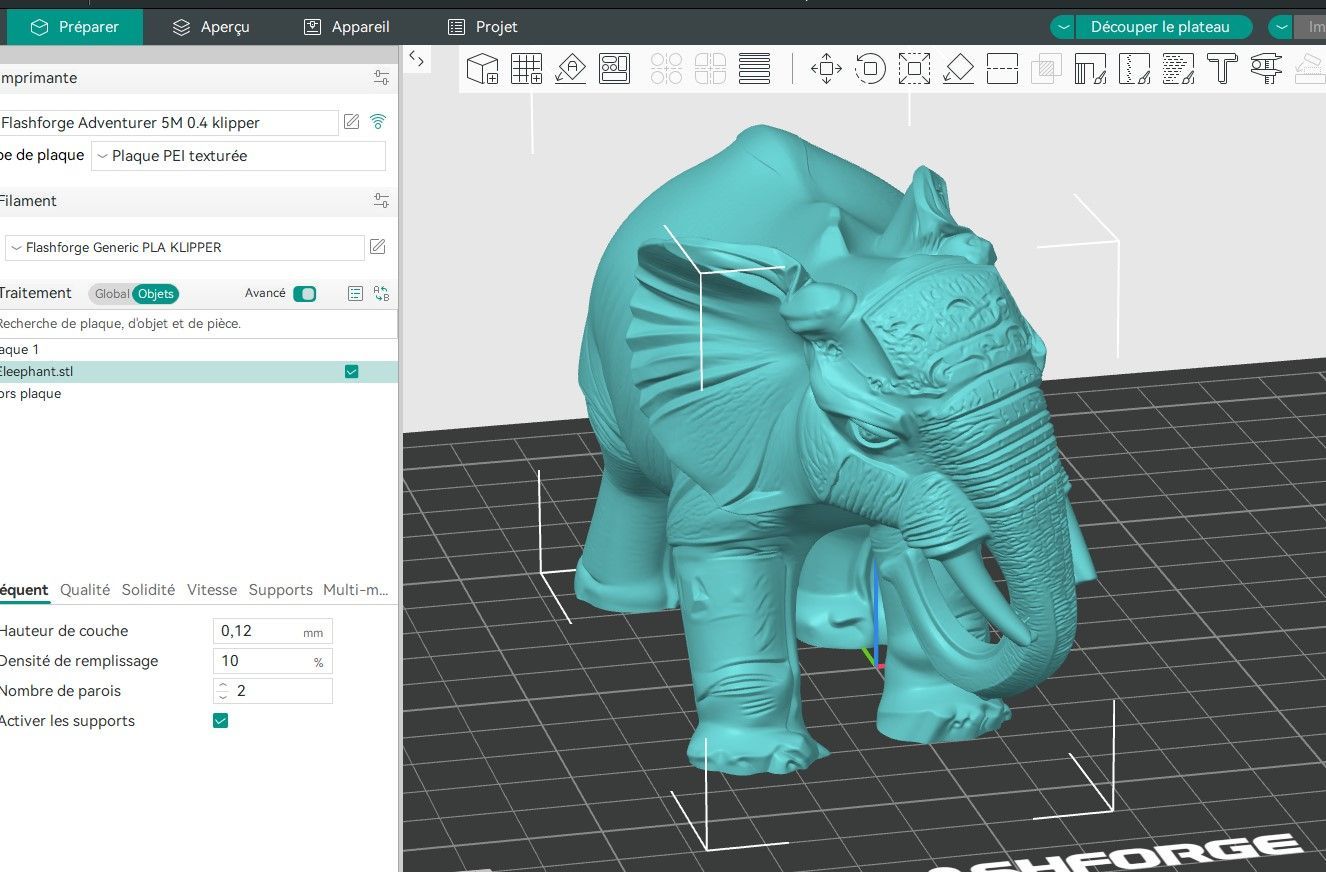
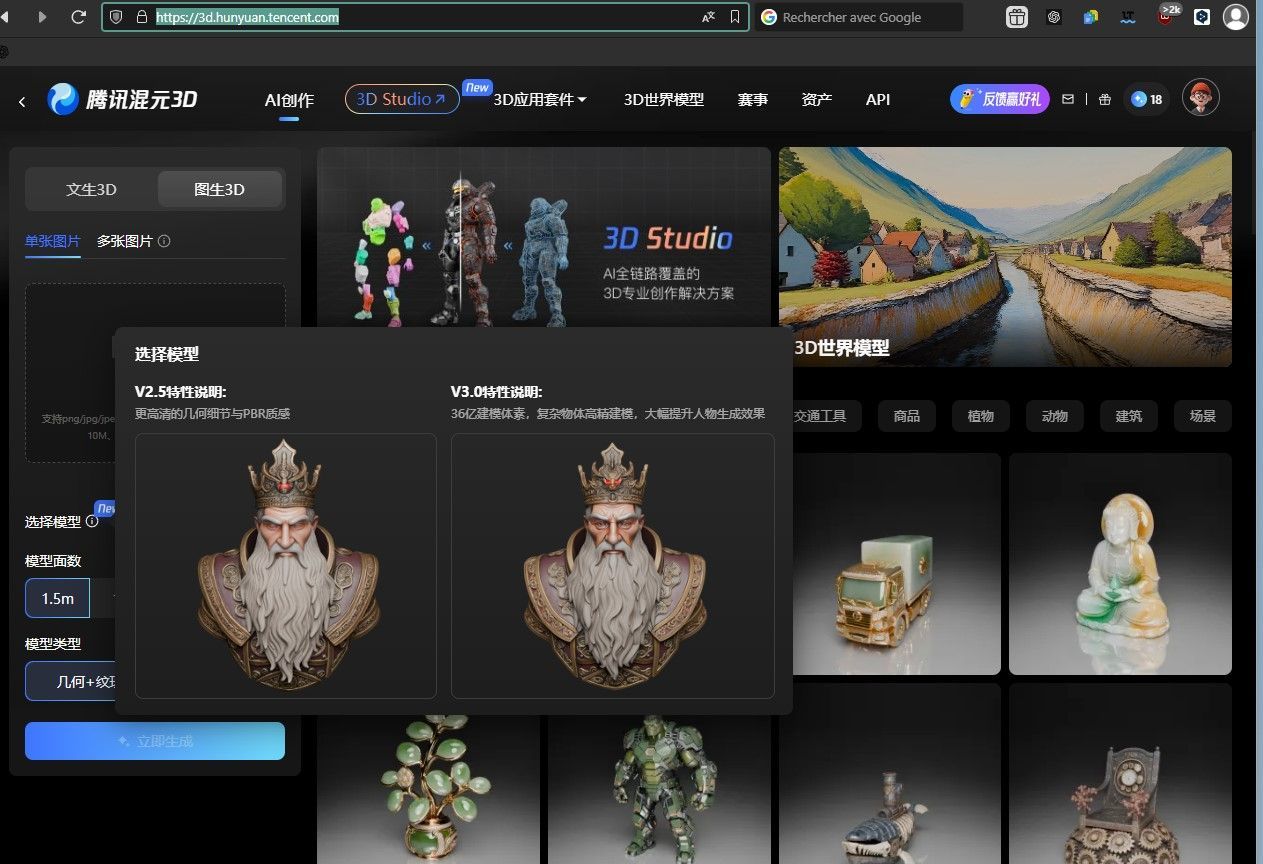
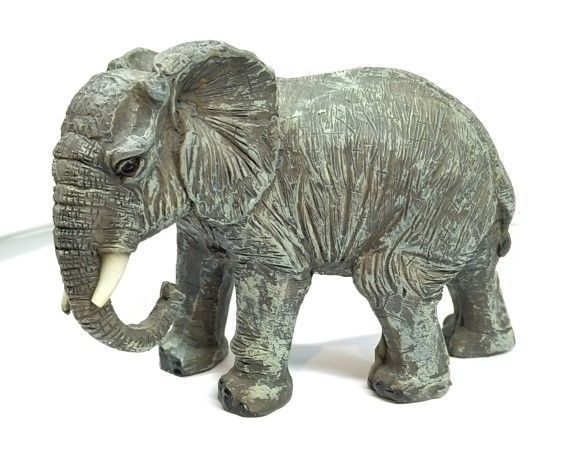
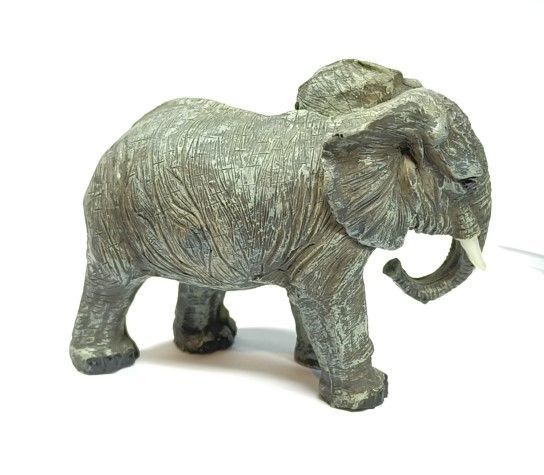
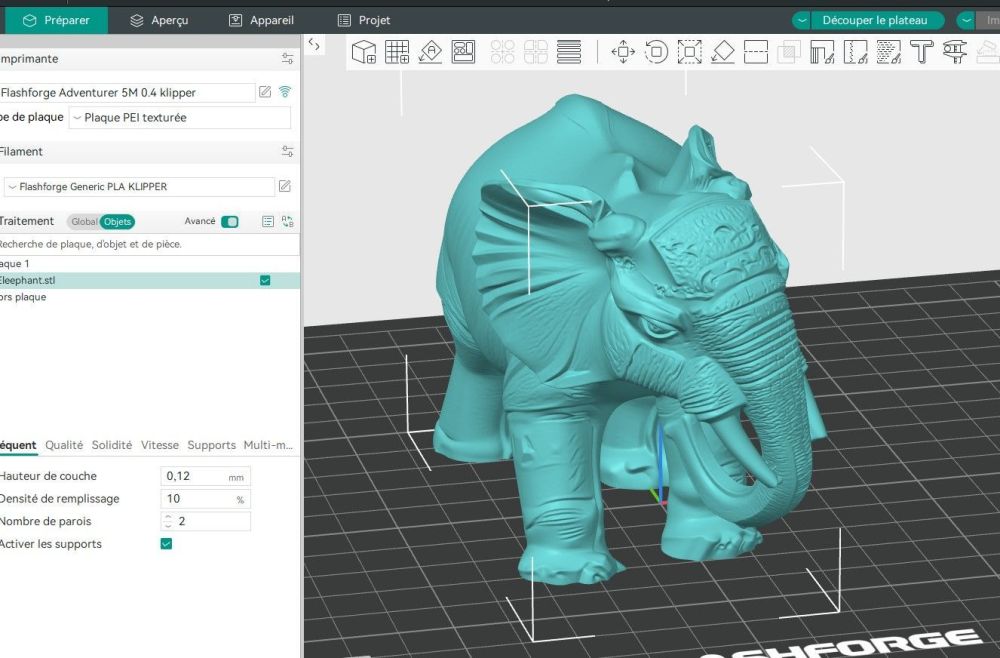
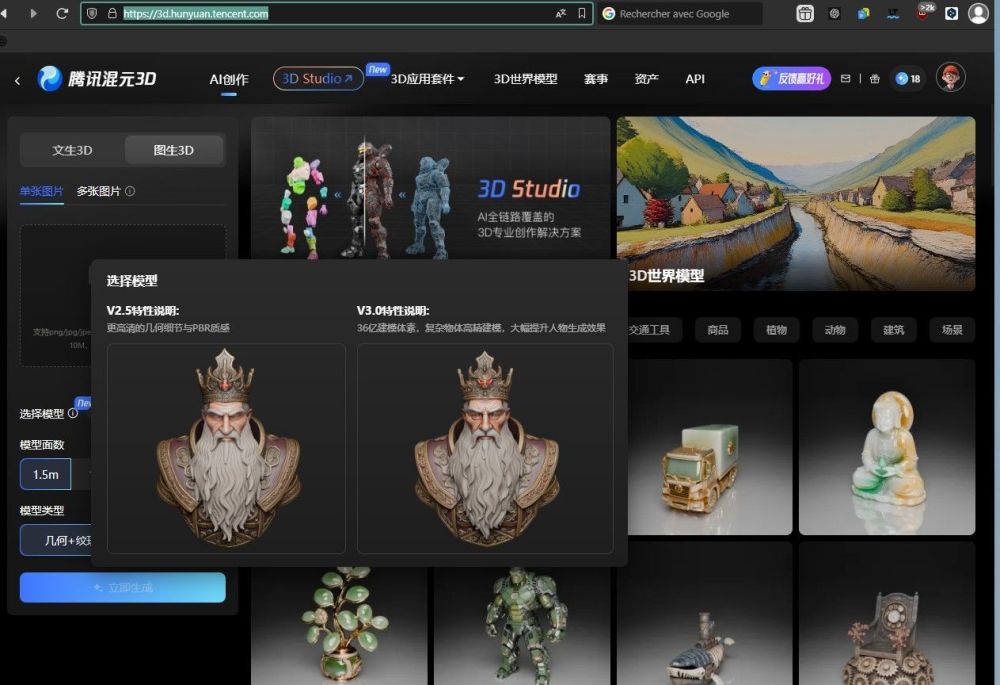
Grace a Technapa j'ai découvert hunyuan.tencent.com , un site qui permet de modéliser ces photos en 3D avec une qualité incroyable sans aucun poste-traitement et avec seulement 4 photos. J'ai testé et c'est incroyable .. Cerise sur le gâteau, c'est gratuit jusqu'à 20 objets par jour, ça laisse de la marge. L'inconvénient est que le site est en chinois. Vivaldi me traduit partiellement le site en français. C'est suffisant pour se débrouiller. https://3d.hunyuan.tencent.com Voici le petit objet décoratif que j'ai pris pour tester. C'est un petit éléphant en pierre d'environ 10x5X8cm J'ai fait plusieurs photos. Le site en demande 4: Devant/Gauche/Droite/Derrière. Pas plus. J'ai pris les photos sur un fond blanc. Et après 2/3mn de traitement voilà le résultat . Plus qu'à exporter dans Orca au format STL. Aucun traitement, c'est brut . Là, j'imprime l'éléphant . Résultat dans 2h.





 1 point
1 point -
J'ai reçu la notification : j'ai un numéro DPD d'expédition
 1 point
1 point -
J'ai également prévu d'imprimer ce mod. Je n'ai juste pas trouvé de remix à la bonne largeur dommage. Je vais probablement commencer avec la 57 d'origine, ça sera toujours plus propre que mes bobinages à la main avec la perceuse à pleine vitesse. Par contre merci pour le flasque, je vais bien entendu aller le télécharger sur printables. A+1 point
-
Effectivement j avais oas fais attention 749e c est ht dire qu a la base je lorgnai un centauri carbon a 300 eu on en est tres loing là1 point
-
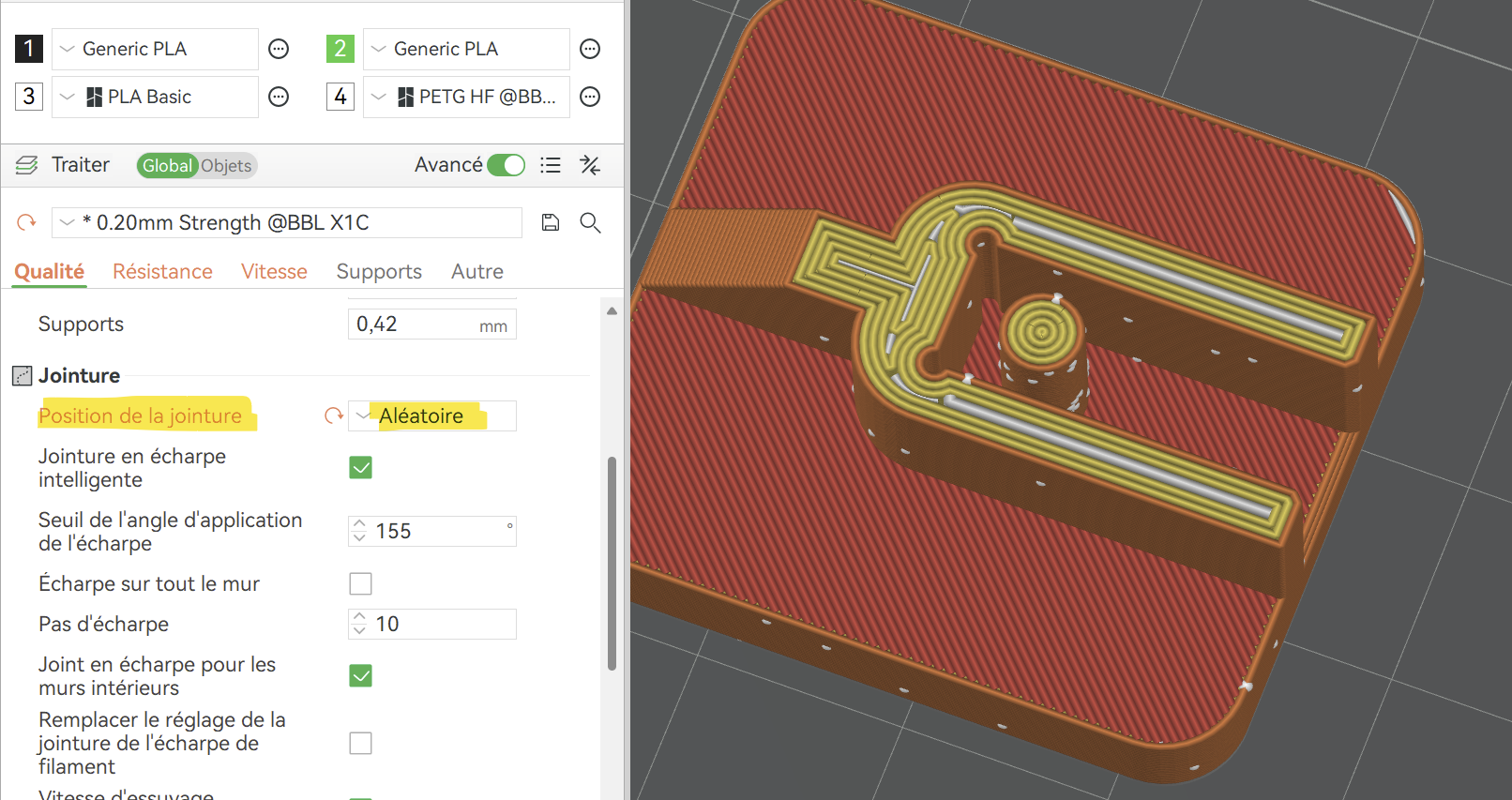
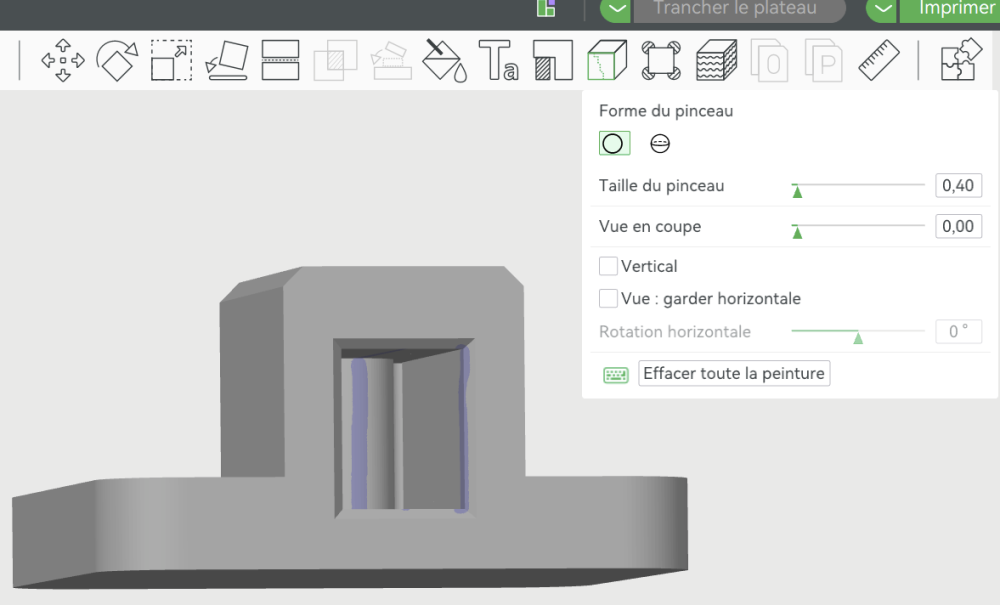
J'avais vu effectivement ce topic ultra intéressant ! Pas encore eu le temps de m'y pencher mais j'y compte bien, parce que c'est tout l'intérêt d'avoir un AMS ! Edit: ma dernière impression vient de finir, j'avais pris la peine de pousser à 0,3 au lieu de 0,2 les deux paramètres de distance entre la pièce et les supports, visibles dans le screen au dessus. Ça a fonctionné à merveille, facile à enlever, et une structure bien plus belle dessous ! À parfaire avec le PETG, mais décidément c'est presque trop facile avec cette machine !1 point
-
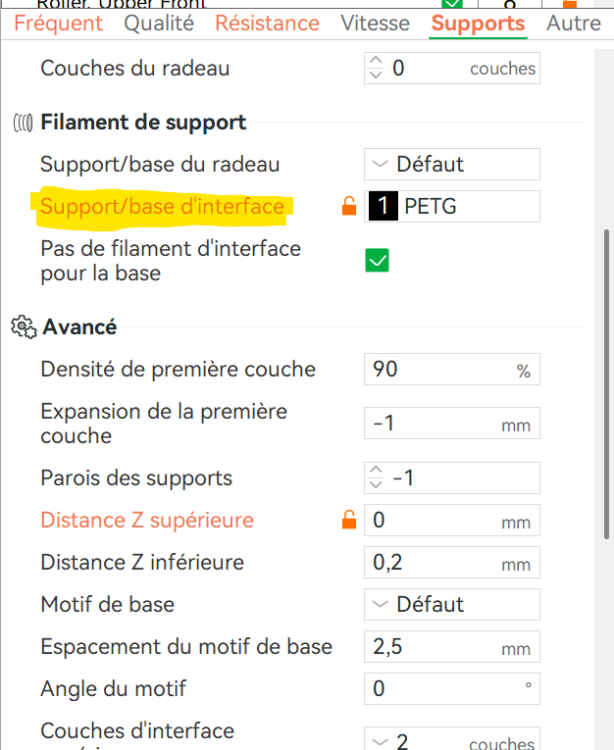
Pour le tuning le voici : mets en plus une bobine de PETG dans ton AMS (ou une en PLA si tu imprime en PETG) et tu mets les options de support comme ceci. Tu valides et ca va te générer automatiquement des paramètres dans "avancé" afin qu'il positionne 1 couche de PETG entre ton support et ta pièce. Ca permet d'avoir un rendu top
 1 point
1 point -
Découvrez les capacités techniques de la Qidi Max4, une imprimante 3D grand volume avec chauffage et refroidissement actif ! https://www.lesimprimantes3d.fr/qidi-max4-la-presentation-20251117/1 point
-
Bon j'ai relancé une énième fois le SAV artillery cela fait plus d'un mois que je demande a avoir une carte M Driver pour résoudre le soucis présent sur mon modèle au final SAV 0 pointé j'en suis toujours au même point et dans une semaine et demi cela fera 2 mois que j'attend. Donc je vais détaillé ce que je pense du SAV Artillery aujourd'hui dans le sujet relatif au problème rencontré avec la M1 Pro, et la machine risque de finir en pièce pour alimenté d'autre projet car le prix de la carte M-Driver de la M1 Pro est vendu seule 75€ce qui est un prix excessif pour une carte de ce type a savoir une carte d'interfaçage car le pilotage ce fait sur la carte alimenté par le rockchip. J'aurais pu faire un effort pour si la machine était irréprochable sur les autres partie mais le soucis relatif a la présent de la pseudo carte pi dans la zone chauffé de l'imprimante créant de plus en plus de soucis, la tête d'impression n'étant pas irréprochable j'arrête les frais avec cette machine qui est une perte de temps au final sans sérieux de la part de la marque. J'aurais pu utiliser un Manta M4P que j'ai en stock et refaire un firmware 100% opensource klipper (et voir si j'arrive a interfacer le LCD bon sa c'est pas sur ), mais j'ai pas envie de venir utiliser la Manta sur cette machine et prendre un temps fous alors que Artillery a normalement un rôle a joué côté SAV. Faudrait 2 machines pour réussir a en faire une qui tourne je me dis1 point
-
Les petits sachets sont très vite saturé ( voir, il arrive que certain lot de bobine arrive déjà plein d'humidité ) donc ne pas hésiter à mettre aussi les sachets (même ceux d'une bobine fraichement ouverte), dans l'ACE Pro pour les sécher eux aussi. Aussi, j'ai eu plusieurs fois des filaments qui se sont cassé dans le trajet des tubes PTFE, donc éventuellement je prends le temps de décharger les bobines que je n'utilise pas, et cela, même si je laisse les bobines dans le ACE Pro, car le ACE Pro charge une relativement longue distance de filament dans les tubes PTFE et cette partie de filament engagé dans les tubes PTFE n'est pas vraiment séché même lors d'un cycle de séchage. Bon cycle de séchage1 point
-
Et ton processeur est-il compatible Win 11 ? Regarde aussi dans le Bios de la carte mère si tu n'as pas le TPM de désactiver, c'était le cas pour ma carte mère de 2017, il n'y a plus que le processeur qui ne va pas. (AMD Ryzen 1700X) je vais peut-être prendre un Ryzen série 5000, bon il faut reflasher le Bios avec un firmware constructeur beta.1 point
-
Salutation ! Des crépitements à l'extrusion, c'est souvent signe que le filament a pris l'humidité. De plus, un filament de PLA humide a tendance à être très cassant ( normalement un filament PLA qui n'a pas pris l'humidité ne casse pas quand ont le pli avec un angle de plus de 90° ... ) Un filament PLA humide a aussi tendance à donner plus de cheveux d'ange à l'impression. Comment stock tu tes bobines ? ( a l'air libre ou dans leur sachet plastique fermé avec un sachet de disséquant ? ) quels taux d'humidité dans l'environnement où tu stockes tes bobines ? Et comme le mentionne RFN_31, il te faut certainement sécher les bobines avant de les utiliser. ( plusieurs heures à une température adaptée selon la matière pour ne pas déformer ou fusionner le filament sur la bobine, éviter le micro-ondes pour les bobines ( car cela a tendance à vaporiser l'eau et risque de créer des micros bulle sur le filament ) et préférer un four électrique avec une température constante voir investir dans un sécheur de bobine ) et voir pour les stocker dans un environnement avec le plus faible taux d'humidité possible ( emballé avec un sachet absorbeur d'humidité ) et/ou ( si a l'air libre, ) juste au-dessus d'une source de chaleur ( genre au-dessus d'une box internet, car chauffe souvent toujours un peu ). Aussi souvent les bobines de TPU sont très sensibles à l'humidité ( genre une bobine de TPU laissé à peine 24h a l'air libre va très vite donner des défauts de surfaces à l'extrusion… )1 point
-
Si j'ai bonne mémoire, Prusa recommandait de faire un cold pull sur la MINI lors des bascules PLA/TPU Mais bon, c'était une autre époque A+ JC1 point
-
hello, petit retour, problème trouvé, s’était le paramètre "déceleration anti overrush" dans flashprint qui foutait le bazar je suis repassé avec un ordre d impression de la coque ( soit int vers ext ou ext vers int) et fini ce phénomène de grattage et surtout retour des des vitesses "normales" sur mes pièces cylindriques (80mm/s)
 1 point
1 point -
Désolé pour le double post, mais je ne peux plus éditer mon message précédent. Je tenais tout de même a partager mes impressions sur la machine après un WE à imprimer quelques pièces Pour planter le décors, je sors donc d'une Alfawise U30 qui était ma première imprimante, elle a bien vécue pendant ces 6 ans, et a imprimer du PLA, PETG et TPU. 1) Le Benchy Peu de surprise et d'originalité, une fois la machine déballée, montée et paramétrée, il est temps de voir ce qu'elle a dans le ventre. Le benchy est censé être un test assez contraignant pour les machines et permettre de vérifier si elle est correctement réglée, ici c'est une formalité, et en 23 minutes ... Pour comparer, j'ai slicé le même benchy pour le faire avec la U30, la slicer m'annonce 1h40 pour une vitesse aux alentours des 50mm/s (ce qui est plutôt bien pour cette machine). J'ai imprimé avec du PLA PolyMaker Terra en noir mat, bobine que j'ai depuis quelques années mais passée au four récemment, utilisée comme bobine externe. La qualité de l'embarcation est tout de même très bonne, pas de différence de teinte, la seule remarque que je pourrais faire est un très léger stringing, mais à cette vitesse je considère ça comme normal, d'autant plus qu'il y a peu de fils, et ils sont très simples à virer. Pour ma part je suis scotché par la vitesse, on est vraiment dans un autre monde. 2) Buste Snoopy Mon père avait besoin d'un pilote pour un de ses avions RC, j'ai donc imprimé un buste de 'Snoopy pilote' de 8cm de haut, cette fois-ci je me suis lâché et j'ai mis une bobine de PLA Basic blanc dans l'AMS. Ce dernier mange le fil et va purger le Polymaker comme un grand, essuyage de buse compris avant l'impression, quel confort de ne plus avoir à charger, extruder et nettoyer, c'est du luxe, mais franchement j'apprécie ! A noter que même sans AMS, le chargement/déchargement de filament est assisté, un vrai bonheur. Le buste s'imprime en 1h20 avec pas mal de supports pour aider le gros nez de Snoopy, la figurine sortira avec une qualité bluffante, on sent quasi pas les couches alors que j'étais réglé en 0.2, par contre les supports ont laissés pas mal de marques et la surface n'est pas belle dessous, ça méritera un peu de tuning là dessus, mais pour un setting par défaut, c'est déjà bien mieux que ce que la U30 aurait sortie. 3) Toboggan et réceptacle à poops J'ai vite remarqué que la machine n'est pas avarde en 'poops', rien que pour la purge de la buse en début d'impression. Ca génère forcément un peu de poops et ça me saoule déjà de les voir en bordel derrière la P2S. J'ai donc trouvé un modèle sur MakerWorld composé d'un toboggan et d'une boite, ne nécessitant qu'une seule vis issue du déballage de l'imprimante, donc parfait. Deux plateaux imprimés plus tard, 1 pour chaque pièce avec le PolyMaker, les pièces sont parfaites, semblent bien plus solides que ce dont j'ai l'habitude. Les arrondis du réceptacles comportent de légères faces mais difficile de dire si c'est du VFA ou simplement le modèle. Aux registre des "à côtés", l'éco-système BambuLab est, à mon sens plutôt bien pensé, même si Studio est pas le plus facile à prendre en main. L'aspect connecté de la machine est un vrai confort, de part le fait que le PC envoie les modèles en WiFi (donc plus de SD à brancher/débrancher à chaque fois) et Handy fonctionne très bien, pratique pour regarder ou en est l'imprimante pendant que je regarde la TV à l'étage du dessus. Aucun soucis d'adhérence jusqu'ici en suivant les recommandations, à savoir laver au produit vaisselle la plate, qui est de très bonne qualité par rapport à mes précédentes. Vous l'aurez compris, je suis loin d'être un pro mais pas un noob non plus dans le monde de l'impression, et pour le coup je suis impressionné, et particulièrement content de mon achat, même si il me reste beaucoup de choses à découvrir sur cette imprimante.1 point
-
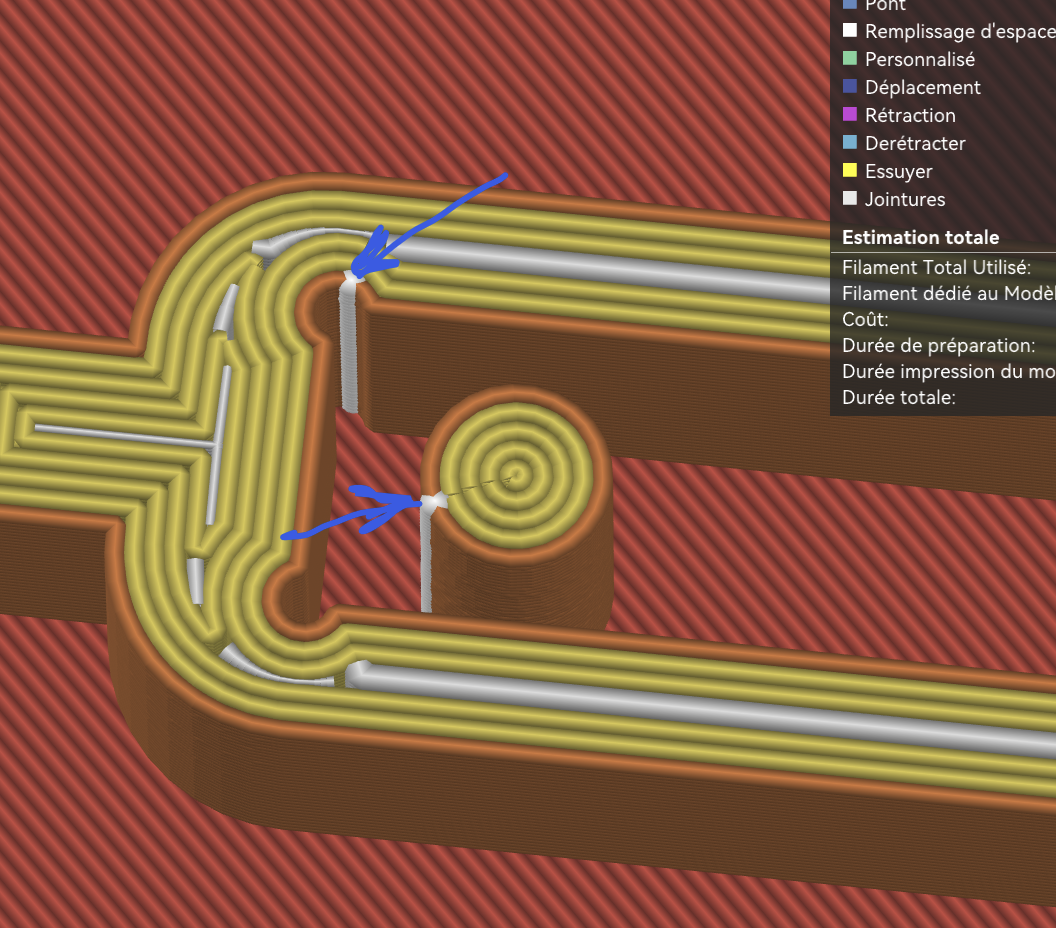
c'est ici le défaut ? @jcjames_13009 m'a grillé d'une demi heures
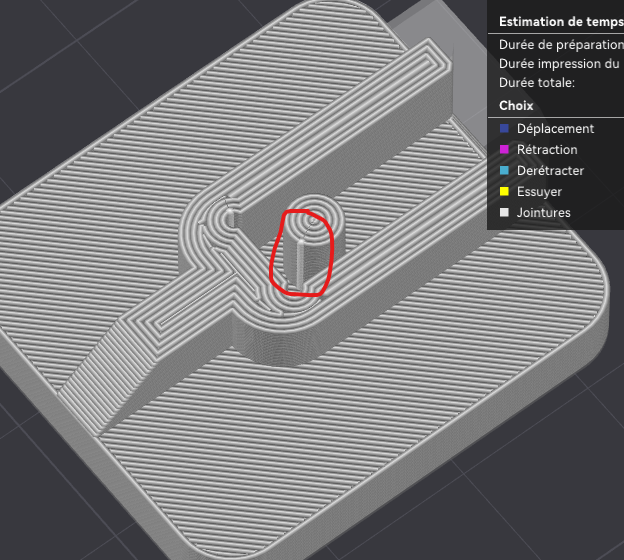 1 point
1 point -
le PA6-GF est du nylon chargé en fibre de verre, il peut être imprimé avec une buse de 0.4 mais la buse de 0.6 est recommandé, en plus ce filament doit obligatoirement être séché à 80° pendant 8/10 heures avant utilisation, il ne faut pas non plus l'imprimer trop rapidement Je pense que pour éviter tout problème il faudrait avoir une tête complète (avec hotend et radiateur) pour le PLA/PETG, une pour les matériaux "hautes températures" style ABS/PA..., il est même recommandé d'avoir une tête pour le TPU Le problème quand tu imprimes du PA c'est qu'il faut une température entre 260 et 290°, si tu passes ensuite du PLA à 220° tu vas mal purger ta buse et le bas de ta hotend et si tu montes ton PLA à plus de 250° tu risques de le griller... d'où l'idée d'avoir plusieurs têtes1 point
-
Bonjour @Leptro bienvenue chez les imprimeurs fous1 point
-
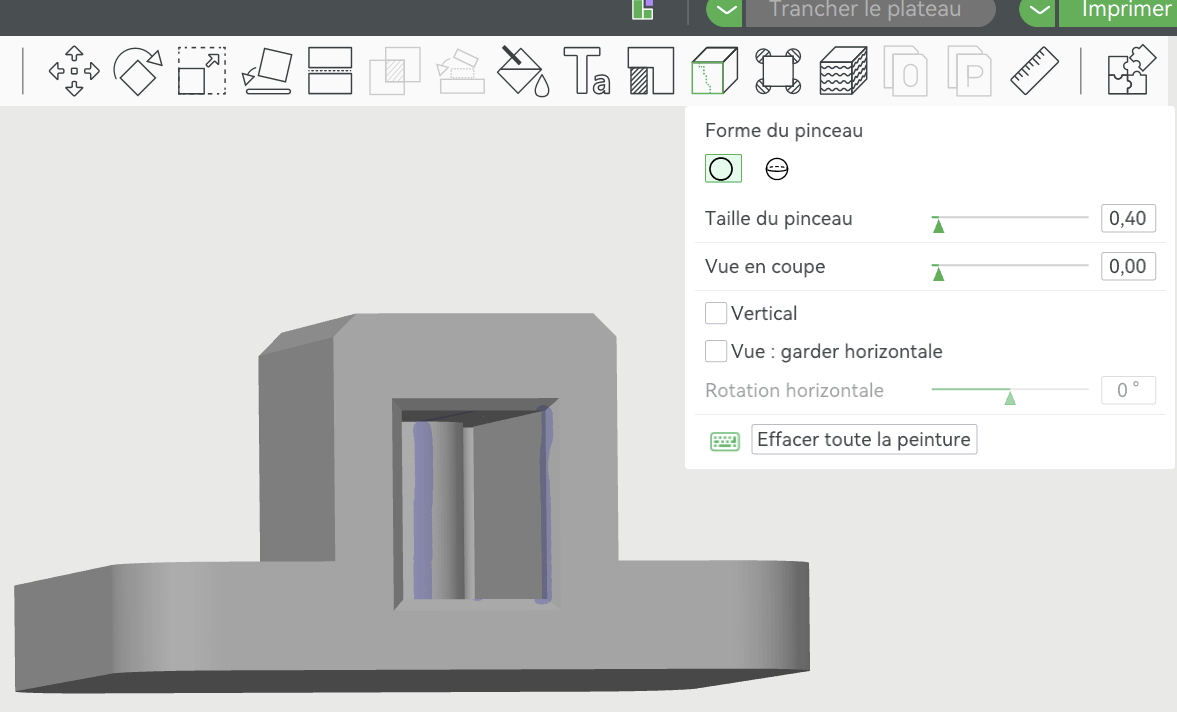
Salut Pas sûr à 100%, mais si tu parles des jointures (flèches bleues) tu as la possibilité de les mettre à un autre endroit en utilisant la fonction "Peinture des jointures" Ou les répartir sur ta pièce en utilisant le mode "Aléatoire" par exemple A+ JC EDIT Tu as aussi la possibilité d'imprimer en couches plus fines, 0,10 mm pas exemple, pour améliorer le rendu d'impression.
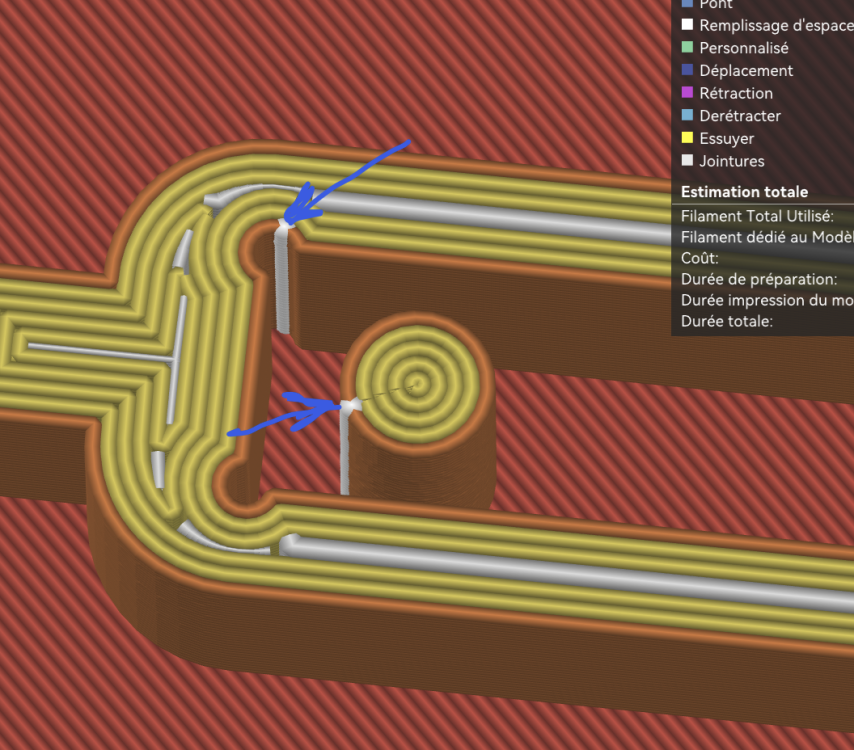
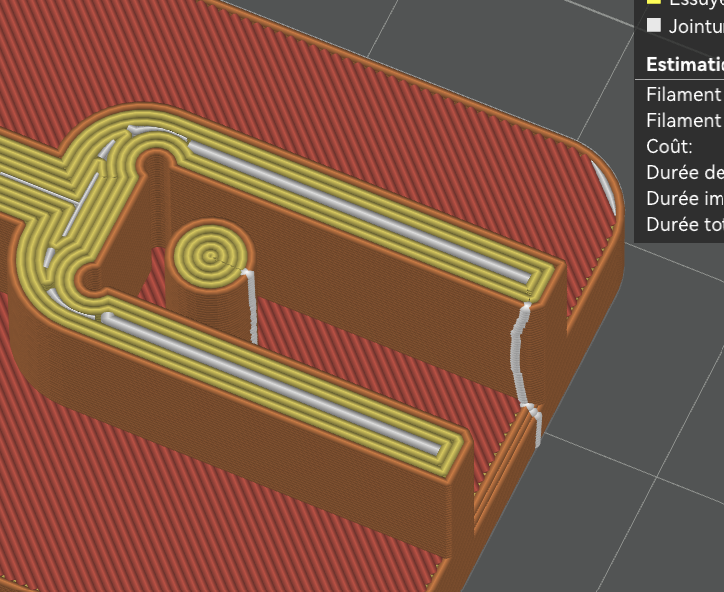
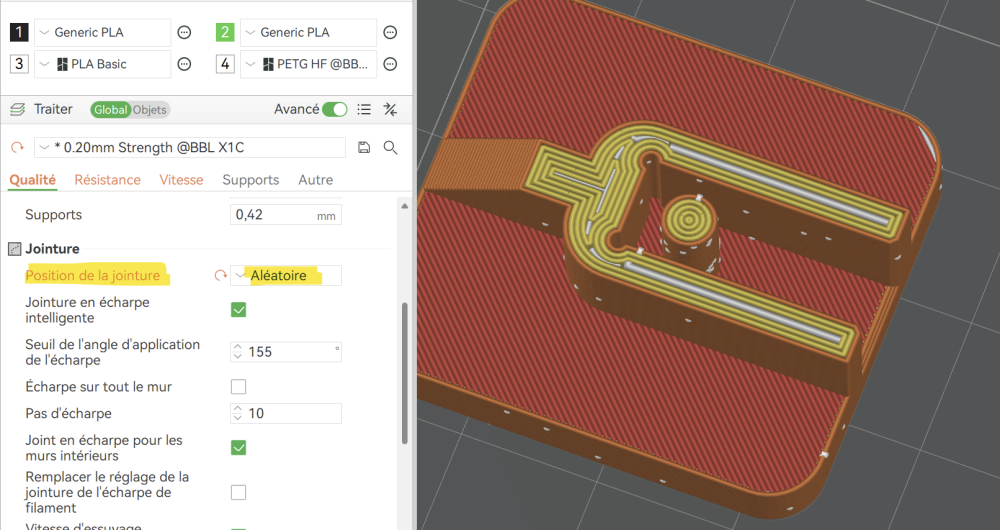 1 point
1 point -
Salut et bienvenue sur "LE" forum Si en plus, tu as une CC et que tu utilises Fusion, alors là, nous allons dérouler le tapis rouge A+ JC1 point
-
J'ai mon ancien à te donner, il a servi mais est encore en état. Si cela t’intéresse je fais une annonce pour un don sur leboncoin, et avec les frais à 0.99 euros jusqu'à demain matin 9h00 cela peut être pratique.1 point
-
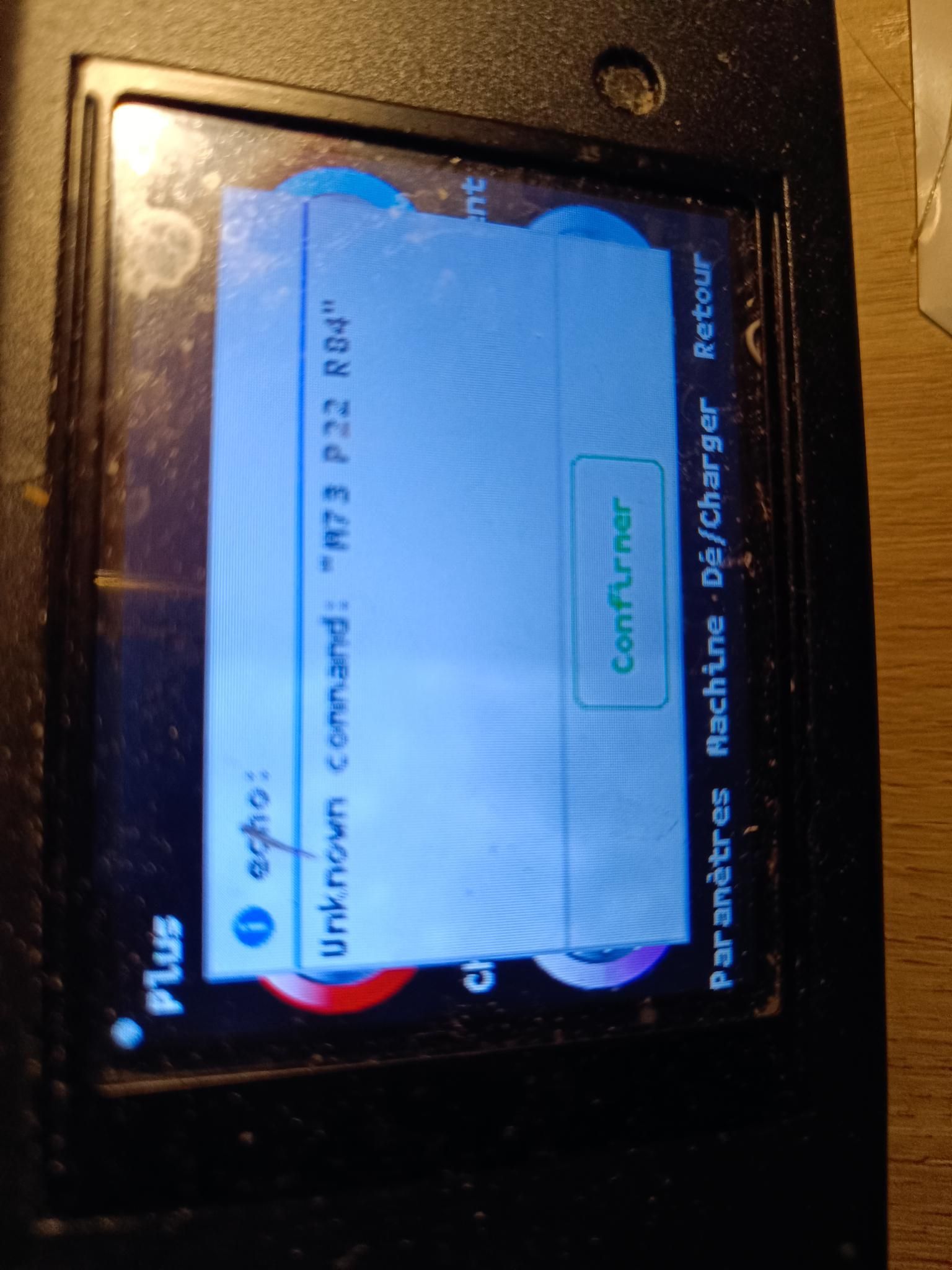
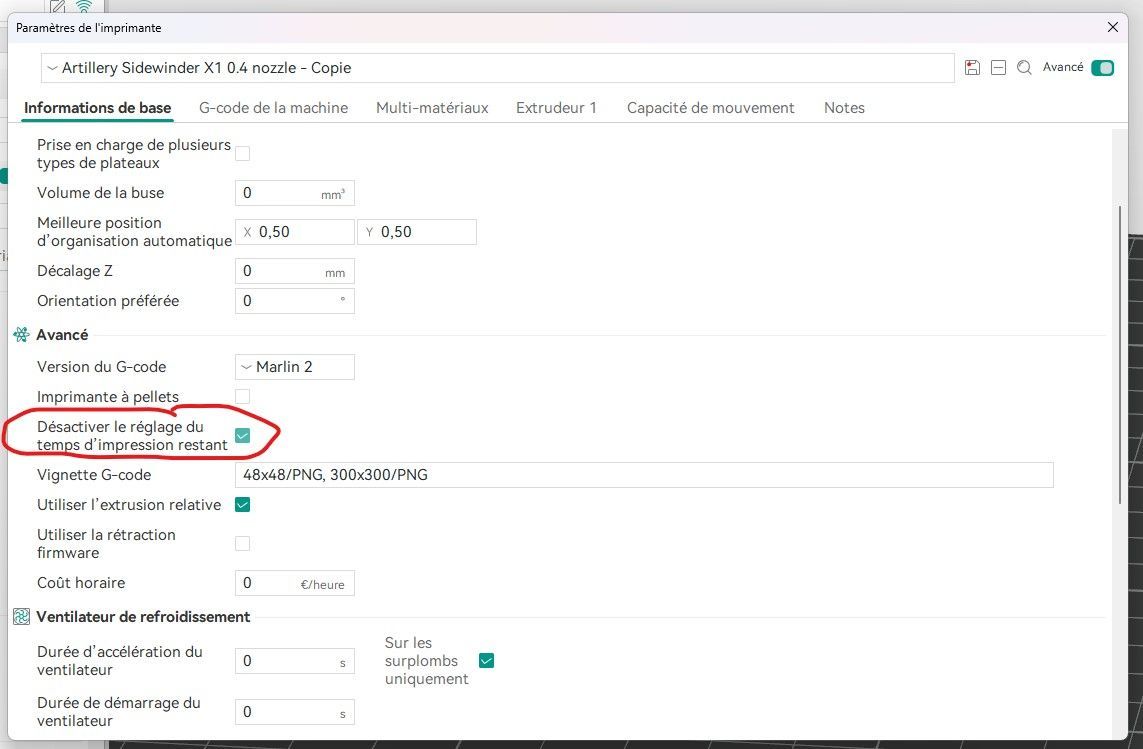
Bonsoir à tous, anciennement sur CURA, j'ai décidé de passer sur ORCA slicer. dès mes premiers prints, j'ai eu des messages d'erreur sur l'écran de mon artillery X1 sans que l'impression soit perturbée. mais toute les 15 seconds j'ai un bip bip qui me relance. j'ai une artillery X1 avec marlin 2 équipée d'un touchmi. merci pour vos avis éclairés en restant à côté de mon imprimante, j'ai remarqué que les bips étaient très réguliers. j'ai donc pensé à une relation avec le temps d'impression. en regardant les paramètre de mon imprimante dans ORCA, j'ai remarqué un paramètre de "désactiver le réglage du temps restant" je viens de désactiver ce paramètre. j'attends la fin de mon impression en cours et je vous redis c'était bien ça. si ça peut servir à d'autres.
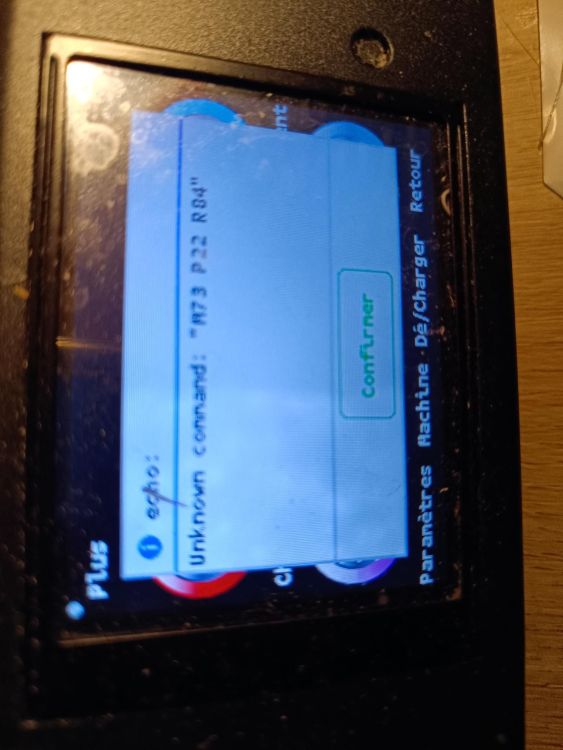
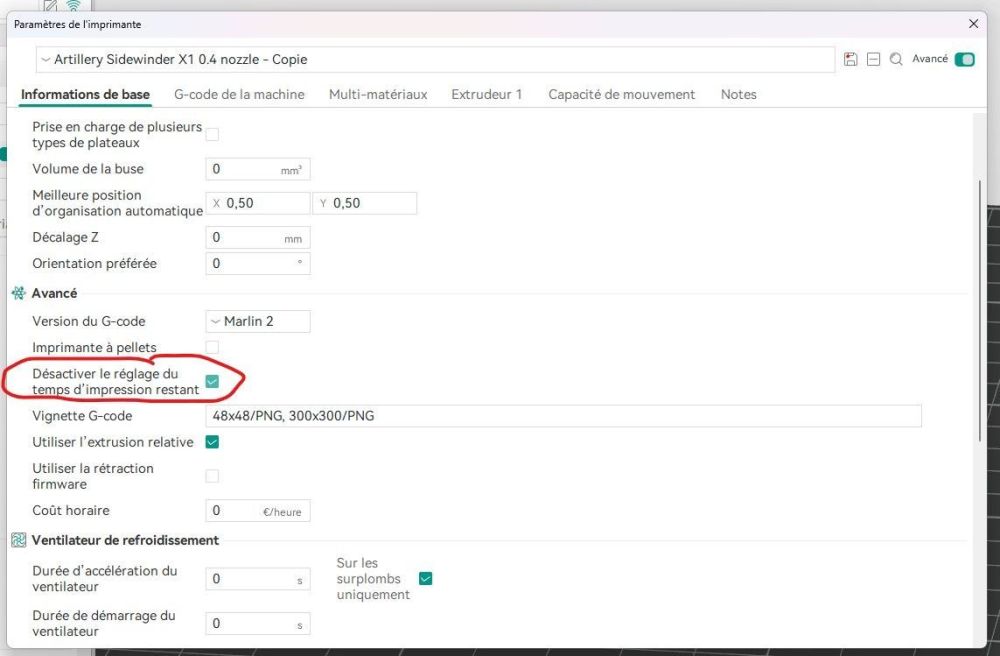 1 point
1 point -
Bonjour @Mini SP bienvenue chez les imprimeurs fous1 point
-
Je suis curieux de voir où ils ont fait les coupes pour tenir ce prix avec ces fonctionnalités. Mais ça me plait bien. Dommage que ce ne soit pas une double extrusion. Pour le refroidissement, je viens de franchir un pas sur mes X Max 3 en redessinant les capots. C'est moins sexy, mais c'est plus frais (et un peu plus léger). Je vais bientôt faire un post là dessus.1 point
-
Bonjour à tous, Un petit aperçu de ma prochaine impression.. Hélico, le petit robot sera articulé...
 1 point
1 point -
Bonjour, désolé de ma réponse tardive. Voilà comment je faisais sur ma S1 standard avant la pose des coussins, chacun ayant ses ruses aussi... Compression des ressorts (vissage à fond des molettes sans forcer), bien regarder si toutes les spires se touchent. Pose d'un morceau de scotch blanc ou repère visuel sur chaque molette Z-offset au centre à la feuille bien sûr Lancement de la procédure de contrôle des 4 coins depuis le menu (je notais les valeurs) Ajustements des deux coins arrière puis devant je corrigeais en regardant mes notes. Micro ajustements entre l'avant et l'arrière AVG et ARG Nota : si par malheur, il s'avérai que je devais baisser le plateau, je décalais toutes les molettes d'un tour complet, facile avec le repère dessus et refaisait la procédure. -------------------------------------------- Avec les coussins, je faisais les opérations 2 à 4 car parfois j'enlevait la feuille d'impression un peu trop prestement , sauf qu'avec les coussins, tu ne bouge pas beaucoup les molettes pour récupérer allez je vais dire qu'elles faisaient une rotation de 5 mm au grand max et encore, Le tout avec un plateau chaud (60°C), depuis au moins 10 mn Les coussins https://www.amazon.fr/dp/B08923GW45 J'avais imprimé une embase pour chaque coussin, les trouvant un peu bas à mon goût. bed spacers.stl1 point
-
à condition qu'elle le supporte0 points