Classement



Contenu populaire
Contenu avec la plus haute réputation dans 23/11/2025 Dans tous les contenus
-
La pantoufle de Cendrillon était en vair, enfin c'est ce que l'on dit5 points
-
Sinon en vers ... cela peut se décliner.... Dans l’atelier du futur, un souffle prend vie, Sous l’œil de la machine, l’objet s’épanouit. D’un fil invisible, tissé de rêve et d’acier, L’imaginaire prend forme, prêt à exister. Du pixel à la matière, la frontière se brise, Chaque couche déposée, une œuvre qui se réalise. Les idées se sculptent, prennent enfin leur place, Dans l’univers précis de la 3D qui enlace. Le plastique se tord, l'objet se façonne, L’avenir se construit où le code résonne. De la pensée à la forme, d’une main en dessin, La machine crée le monde, au fil de son chemin.4 points
-
@Rafale01 alors je vais juste te donner un avis la Q2 a un grand intérêt sur tu compte imprimer du PC, PPS du PA06 ou PA HT elle a une réel plus value, Qidi est une marque bien moins jeune que BBlab elle fait peu de marketing et donc a moins le vend en poupe que BBlab mais je peux te dire qu'elle a un SAV efficace rien a redire. Elle utilise un système klipper modifié mais du coup oui on peu mieux bricoler. La P2S a pour elle comme argument premier d'avoir un ecosystème des plus aboutie (cela reste le meilleur du marché au terme d'expérience avec le creality), et la chose la plus intéressante d'utiliser la tête de la H2S qui comme la Série A1 a l'avantage d'avoir une calibration du débit en temps réel tout au long de l'impression ce que l'on a pas ailleurs. Pour moi si les filament technique indiqué plus haut d'interesse la Q2 restera la reference, si tu va jusque l'ABS, ASA et occasionnellement du PA12 mais que tu cherche avant tous une machine ou tu lance t'on print sans trop réflechir ou vérifier quoi que ce soit la P2S reste la référence dans ce segment.4 points
-
Retour sur l'impression de PETG, et en particulier le transparent de chez Bambu'. Aucun problème rencontré en imprimant les boîtes pour dessicant qui vont dans l'AMS, au contraire je n'ai jamais imprimé cette matière aussi facilement ! Sur la U30 ça faisait des fils de partout, ça se collait sur la buse ... Avec la P2S c'est aussi facile que du PLA, incroyable . J'ai hâte de recevoir les bobines de PETG HF et CF qui sont en route ! Pour le plaisir, petite photo du coin que j'ai aménagé pour la machine, à l'origine c'était une salle de bain avec une douche à cet endroit. Douche et lavabo virés, j'ai mis du lambris et un plan de travail, et on profite toujours de la VMC au dessus pour faire circuler l'air. Le PC est dans la pièce à côté, l'occasion de profiter à fond de la connectivité et la caméra intégrée, l'imprimante étant dans une pièce séparée.
(1).thumb.jpg.b0ce3e4373ddf8203b43852bf9fc252d.jpg) 3 points
3 points -
Une semaine explosive autour du Formnext 2025 : annonces, nouveautés, interviews, tests extrêmes et bons plans... voici tout ce qu’il ne fallait pas manquer ! https://www.lesimprimantes3d.fr/semaine-impression-3d-516-20251123/2 points
-
Toujours un plaisir de lire ces news letters Impressionnant le "Crash-tests extrêmes pour la Prusa Core One" J'ai quand même un doute... faudrait demander à Prusa d'en envoyer une à @pascal_lb pour qu'il teste les vitres A+ JC2 points
-
Hé hé... Avec l'âge, je suis passé de la littérature de Frédéric Dard à l'écriture ... d'art2 points
-
C'est quand même plus utile d'avoir une pièce pour l'imprimante que pour se laver2 points
-
c'est la faute à Disney, savent pas traduire correctement les américains2 points
-
Vair fourrure blanche à grise (écureuil nordique). C'est un coup de Balzac ! pantoufle en verre devient pantoufle vair !!2 points
-
Ben oui, tu vois bien sur ta photo que Skirt et jupe c'est la même chose. C'est quelle version de Cura ? linux ? la mise en forme est différente, mais c'est la même chose !!2 points
-
Ou bien "en verre" et contre tout2 points
-
En vair clair ou en vair foncé ?2 points
-
Me faut faire suffisament de test pour vous donné des infos et sa prend du temps surtout que l'on cherchera avant tous a avoir du contenue multi filament ou couleur2 points
-
Merci pour ce reportage, ça a été un plaisir de suivre ce FormNext avec vous, comme si on y était. Je ne suis aussi "qu'à 3h de route", faudrait que je pose des congés une année pour y aller. Dommage que ça soit un salon trop éloigné de mon activité pro. J'ai eu l'occasion de rencontrer des entreprises connues des makers sur d'autres salons dédiés à l'électronique embarquée. Les discussions sont toujours intéressantes, en général on ressort de ce type de salon plus excité par ce qu'on a vu que par ce qu'on s'attendait à y voir en arrivant.2 points
-
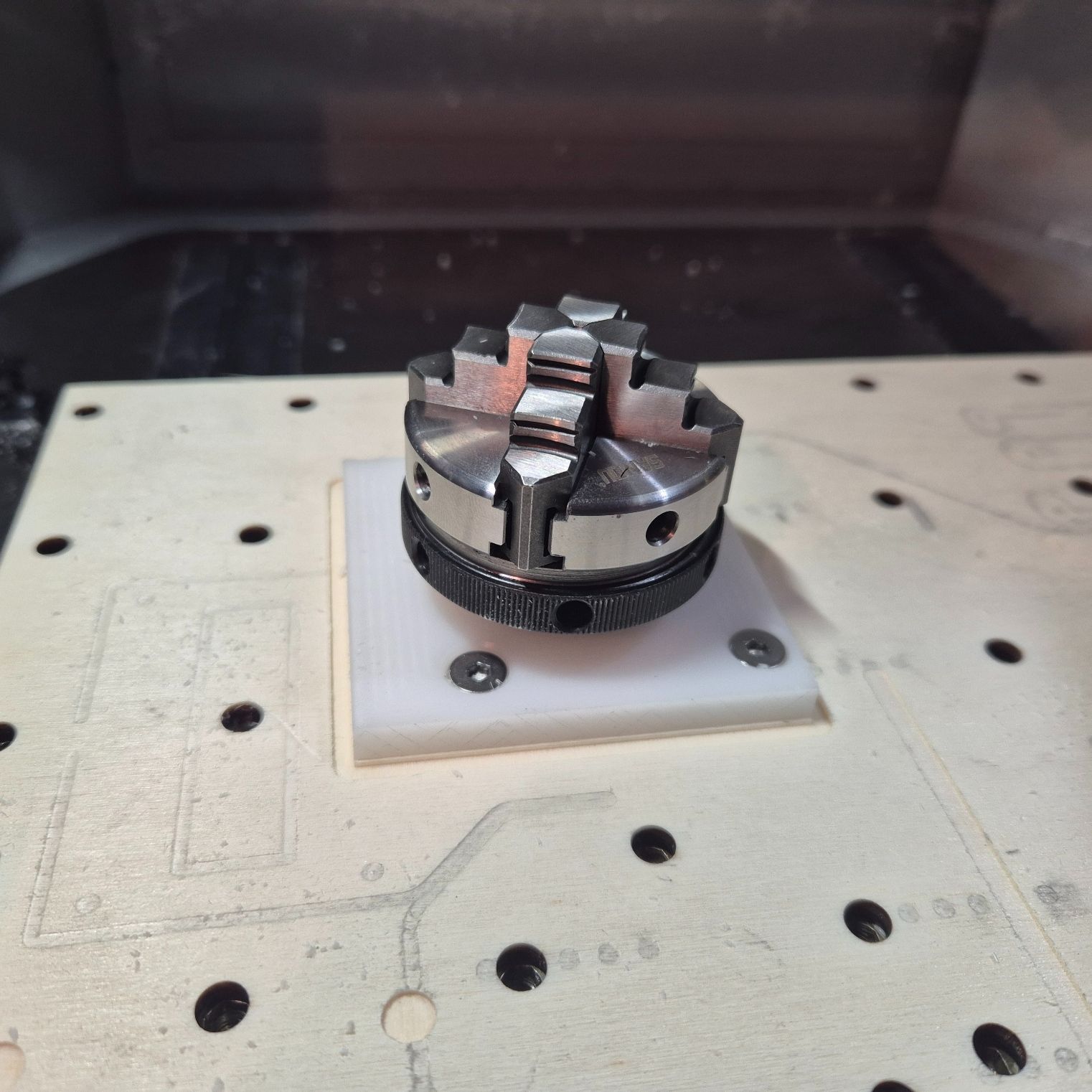
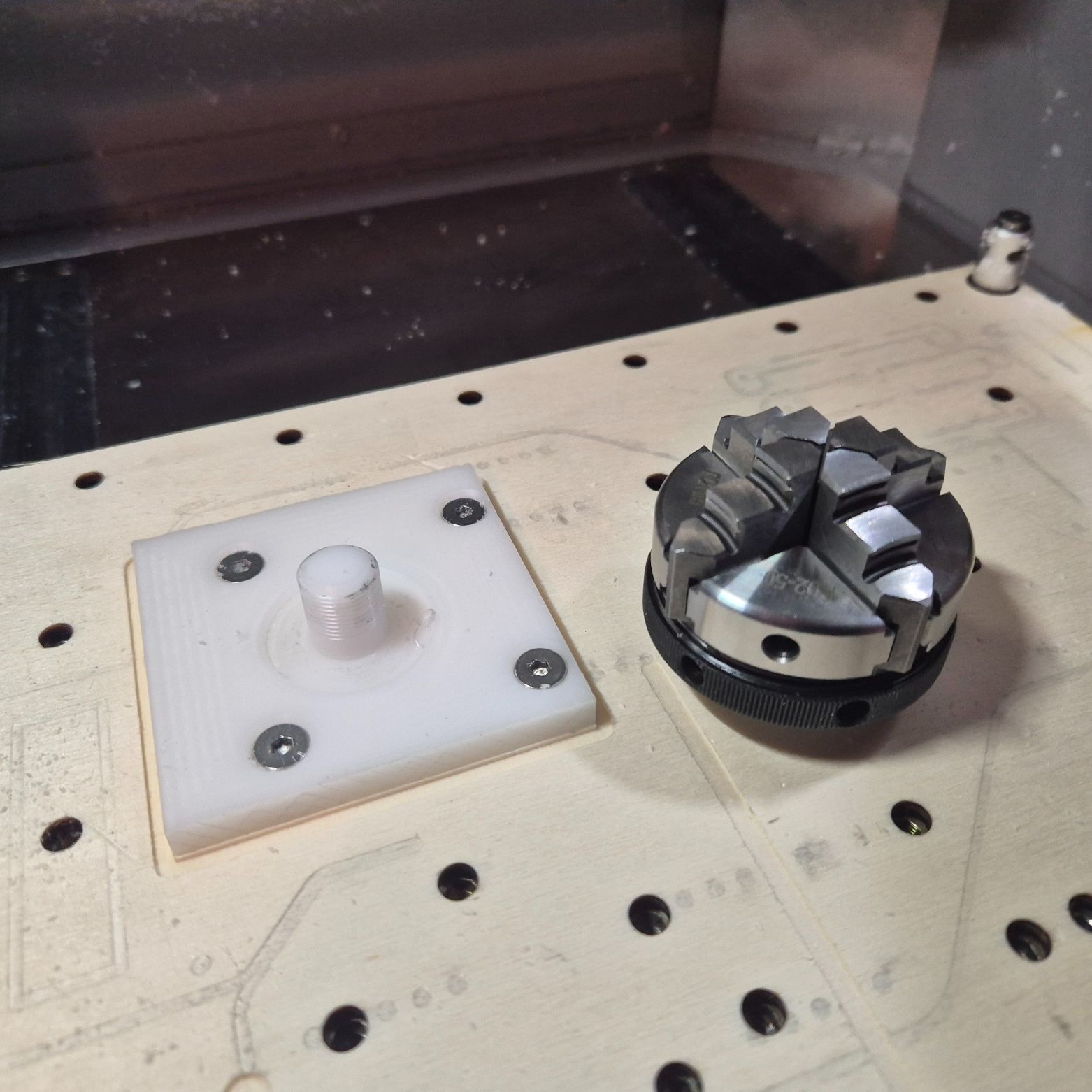
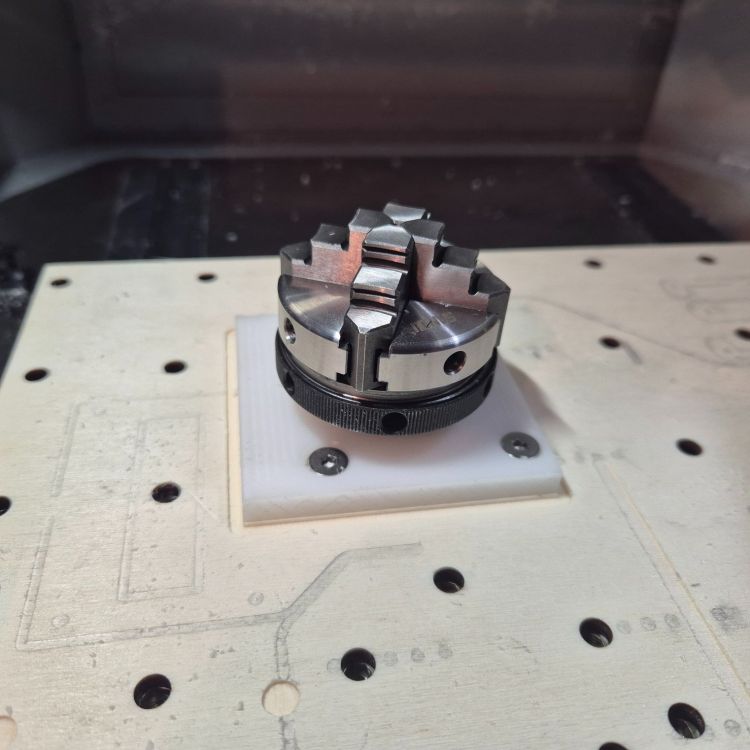
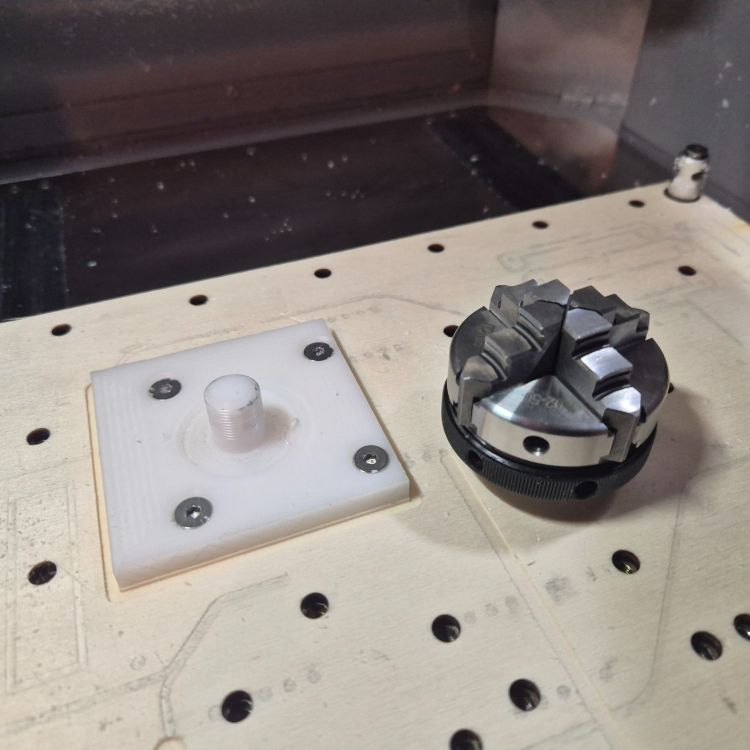
Je n'avais pas de stock en aluminium en épaisseur suffisante pour cet exercice, j'ai donc décidé de faire une pièce en Delrin. Cela me permet de valider l'approche dans son ensemble. Je referai probablement une pièce en aluminium... Le cylindre a 13.8mm de diamètre, et le filetage a été fait en utilisant un outil M6 (nécessitant un collet de 6mm) et un toolpath de type thread externe avec un diamètre de thread de 13.8mm et le résultat est parfait... Il me restera à reproduire la chose en aluminium quand j'aurai le stock disponible...
 2 points
2 points -
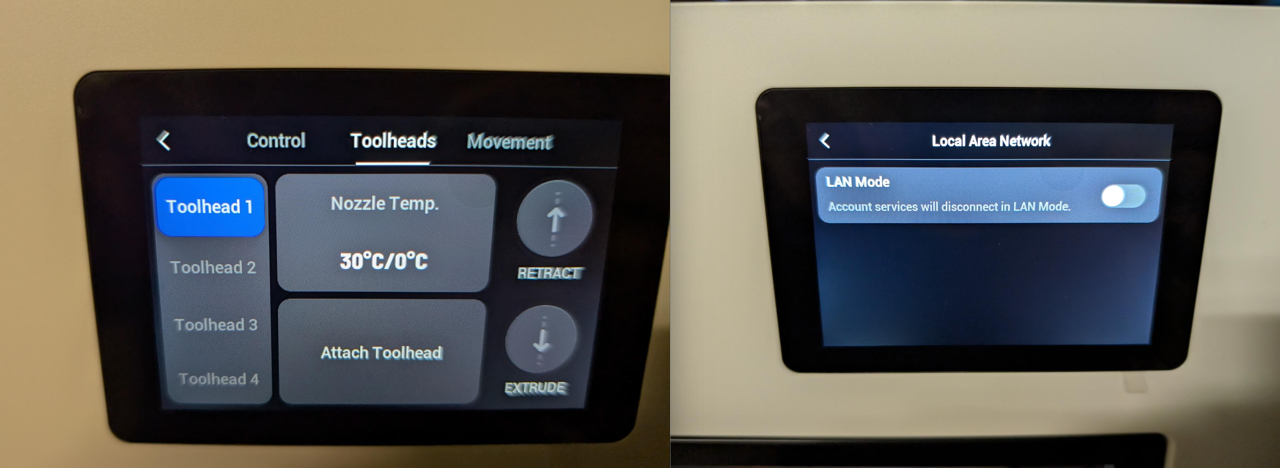
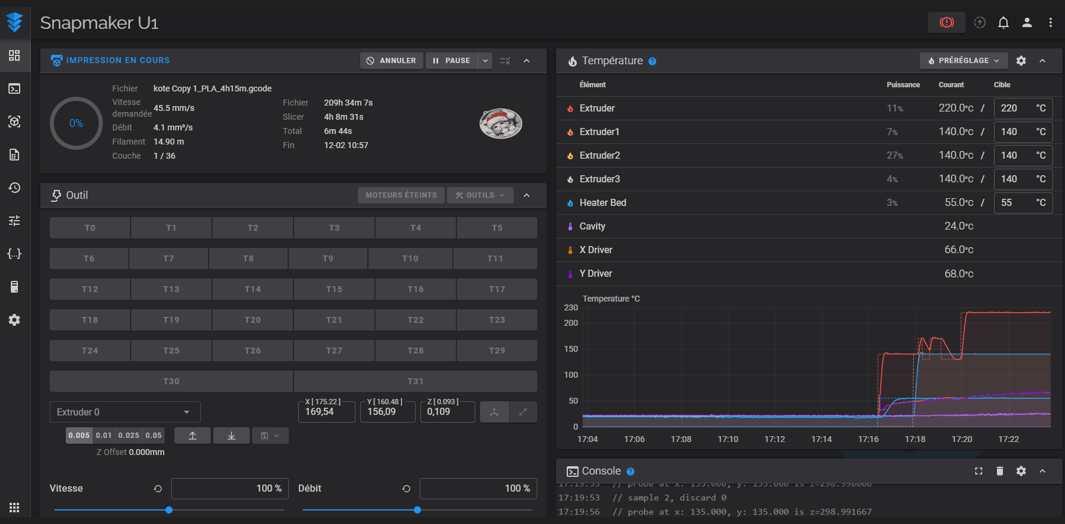
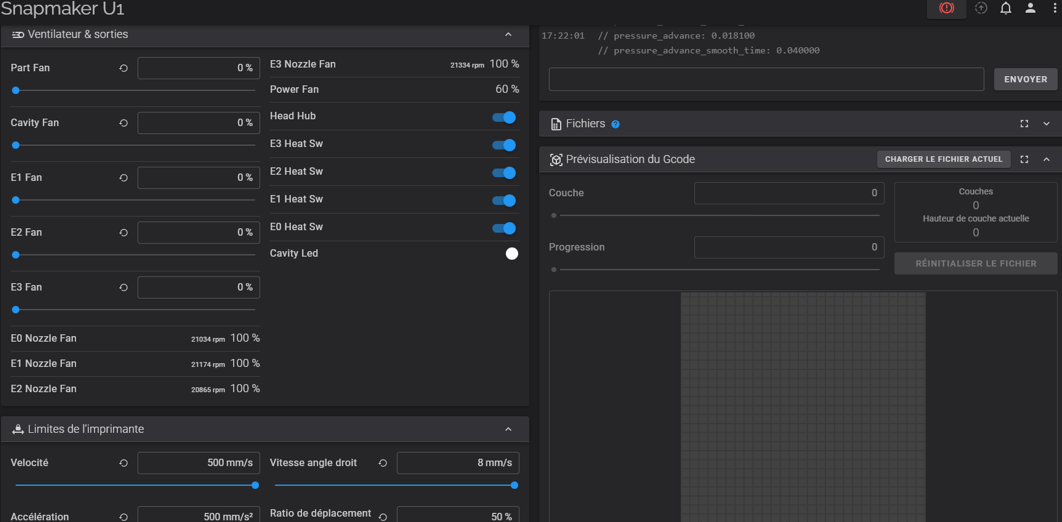
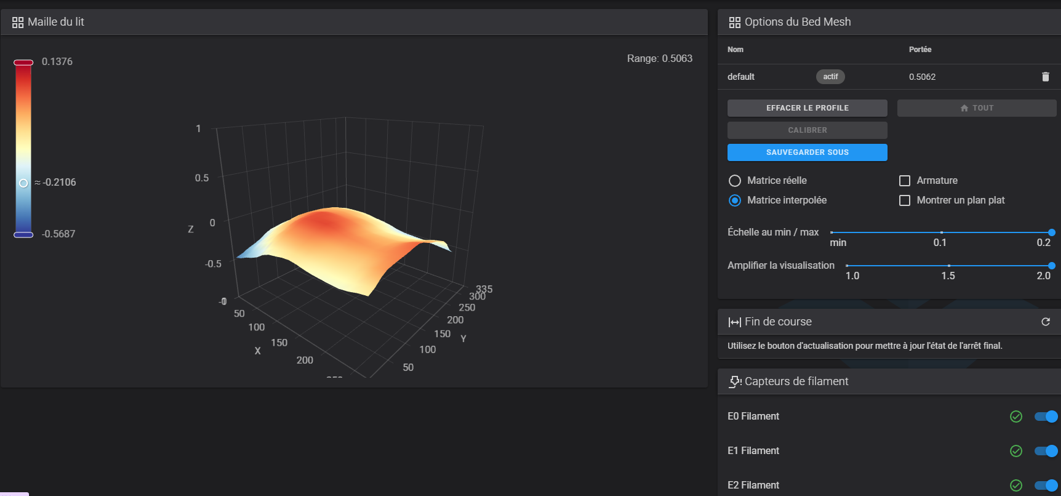
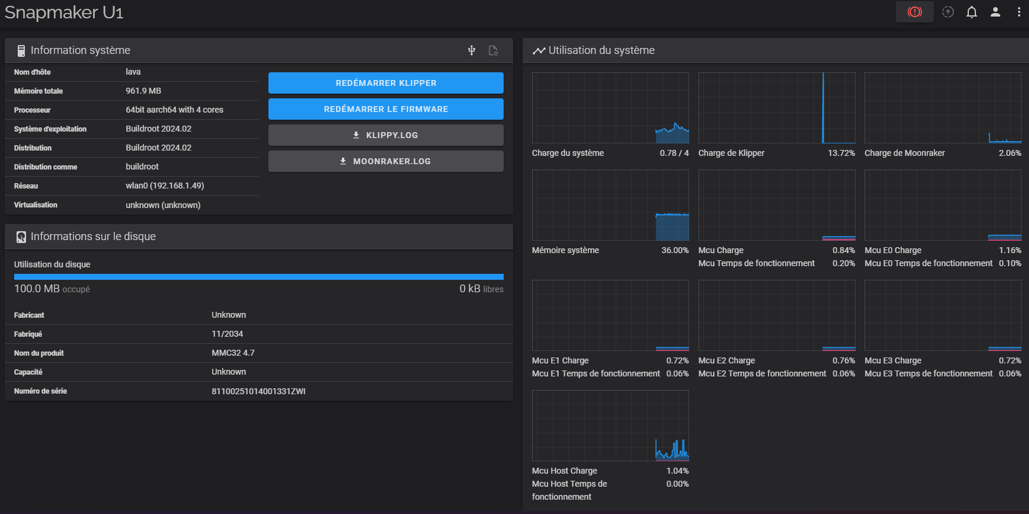
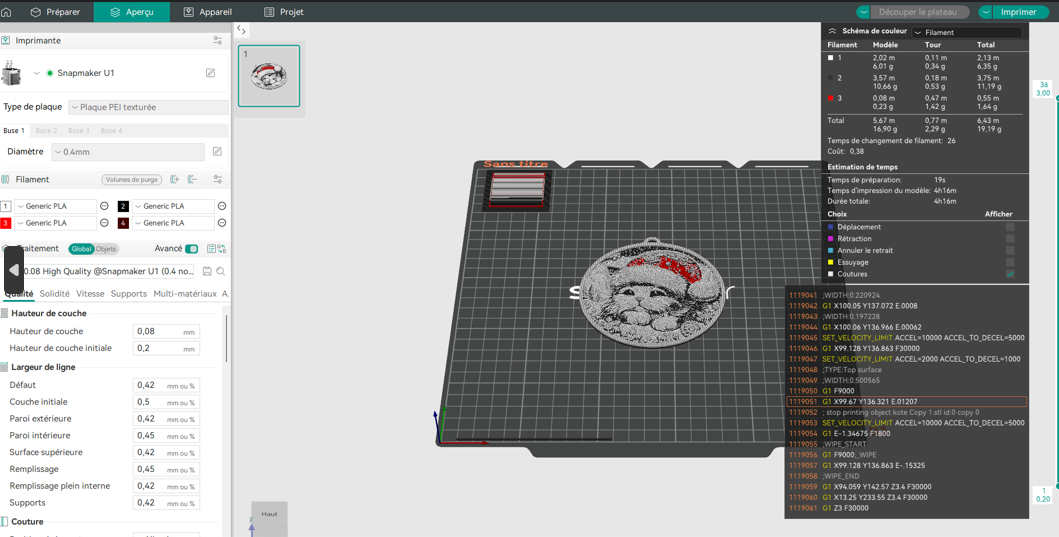
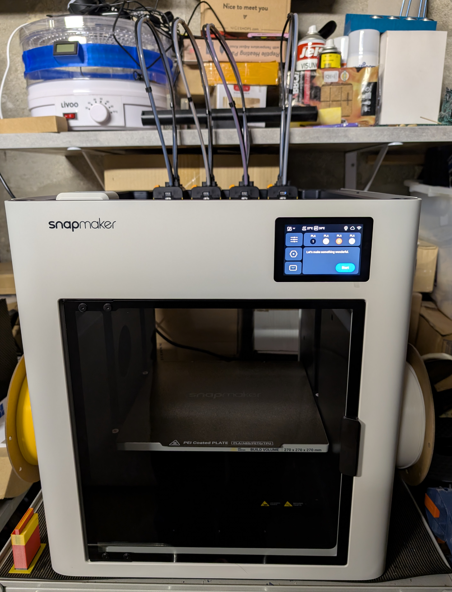
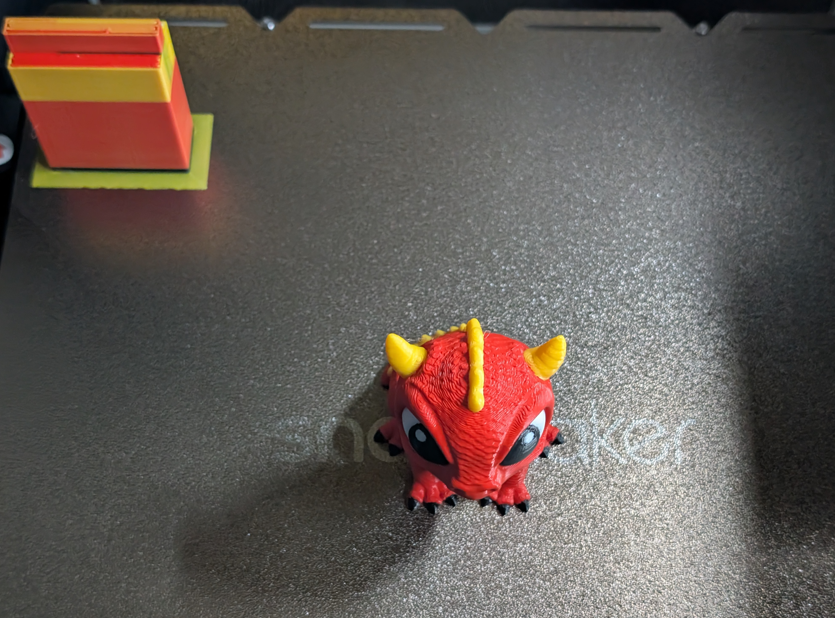
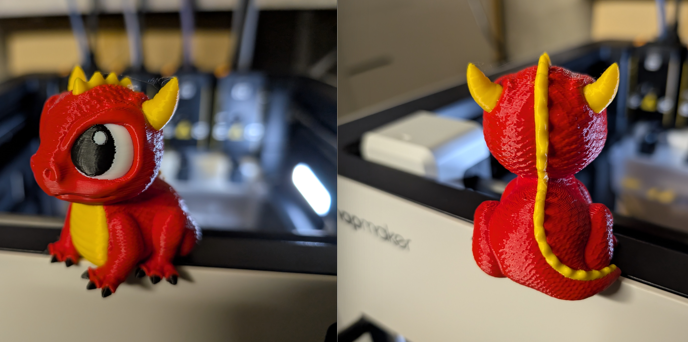
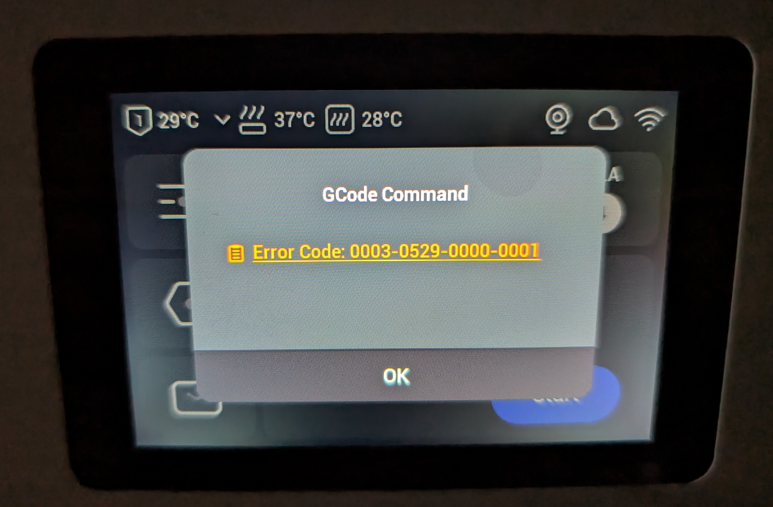
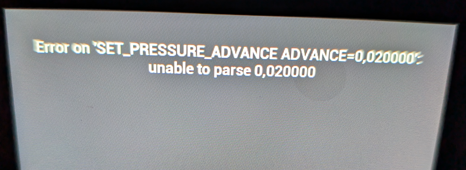
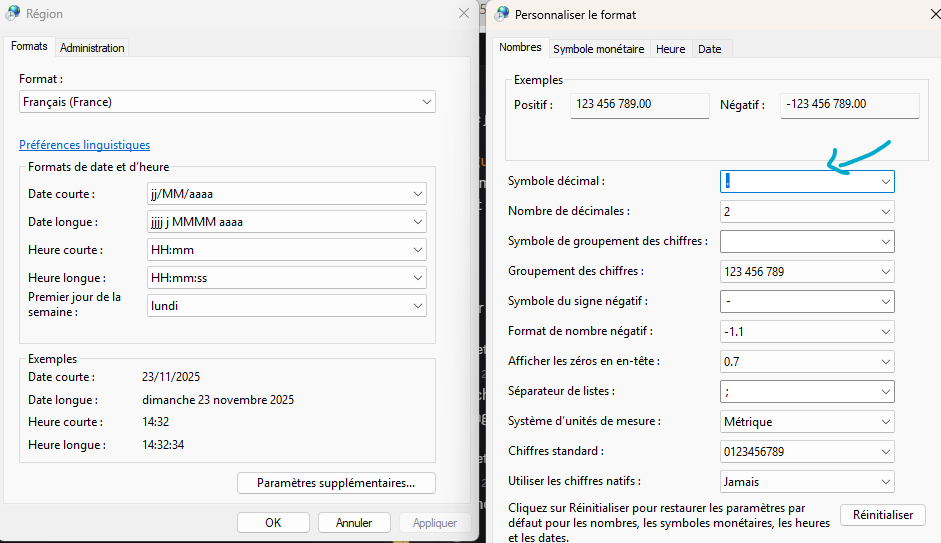
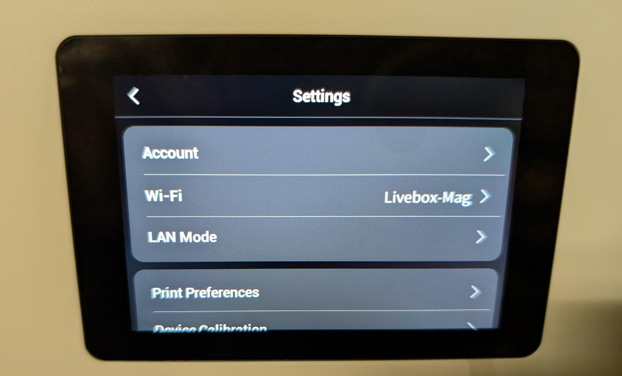
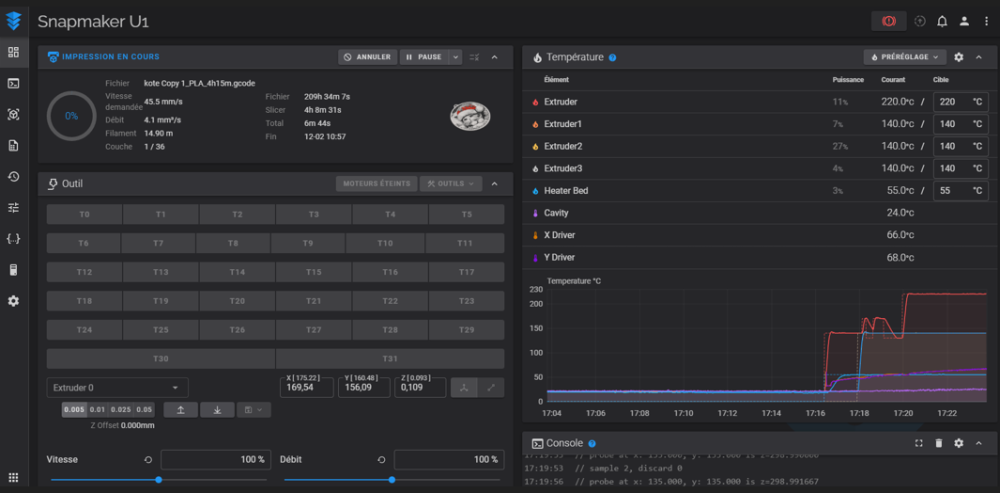
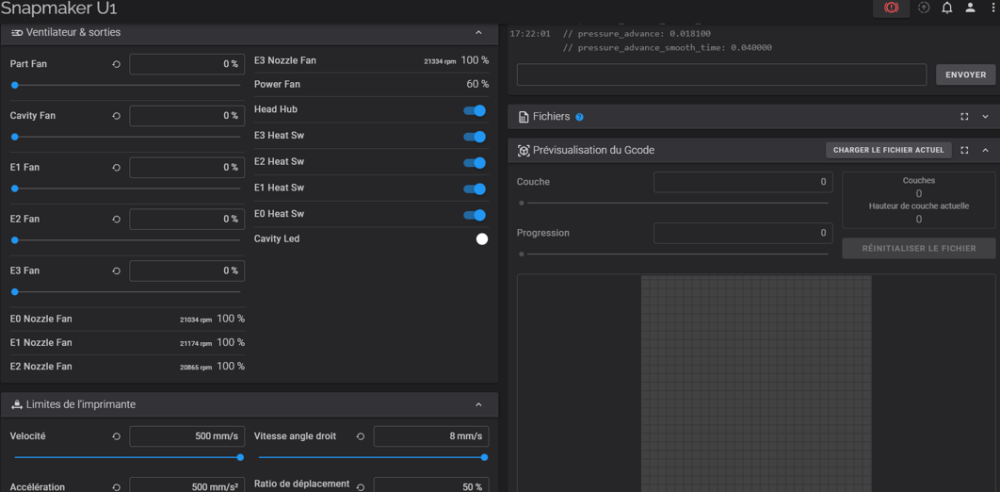
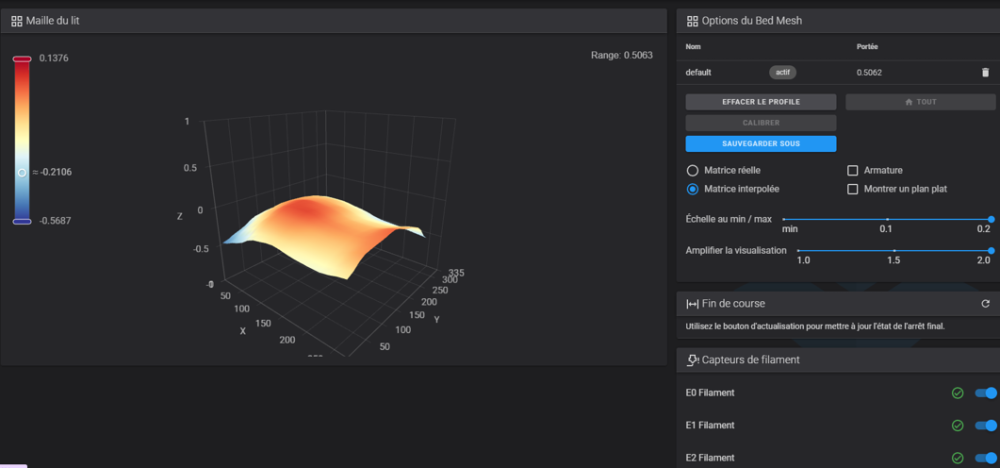
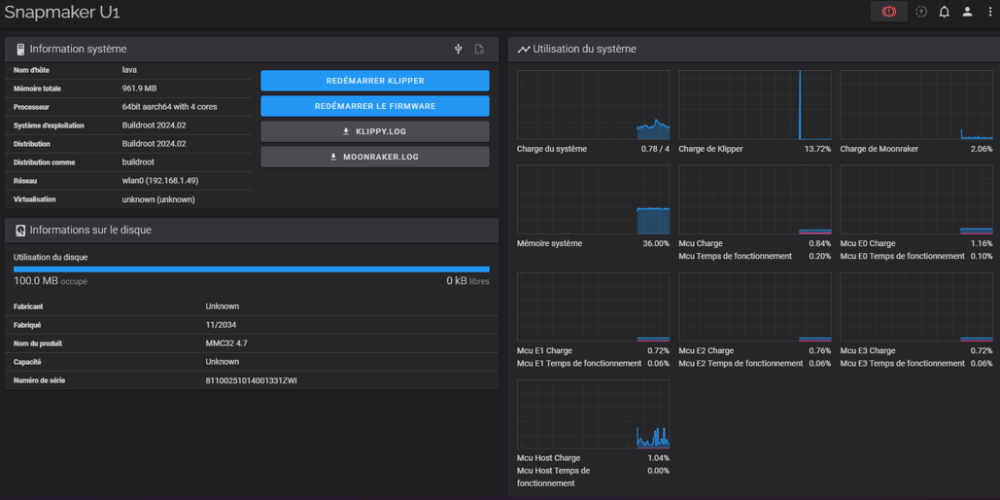
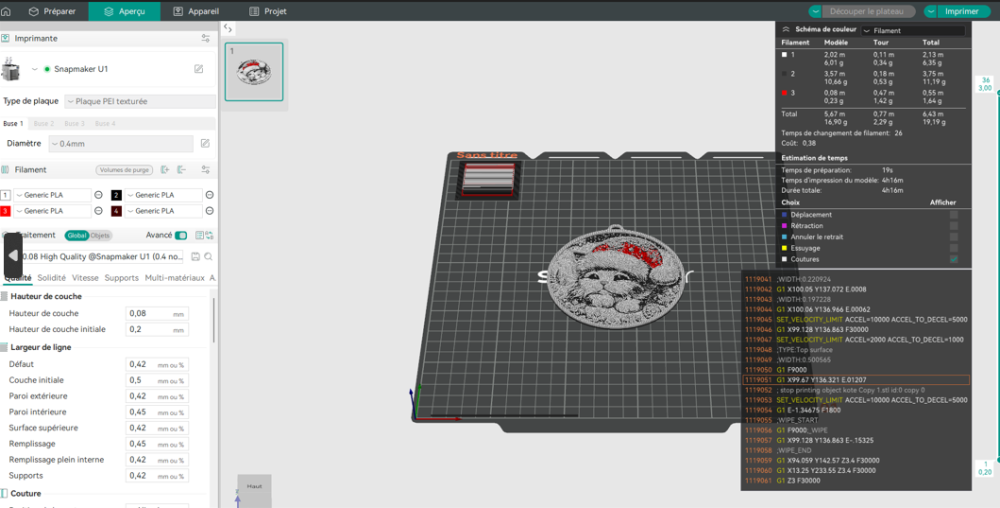
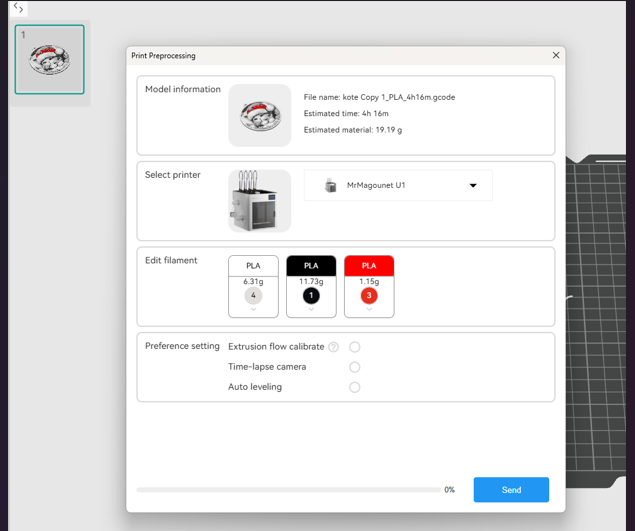
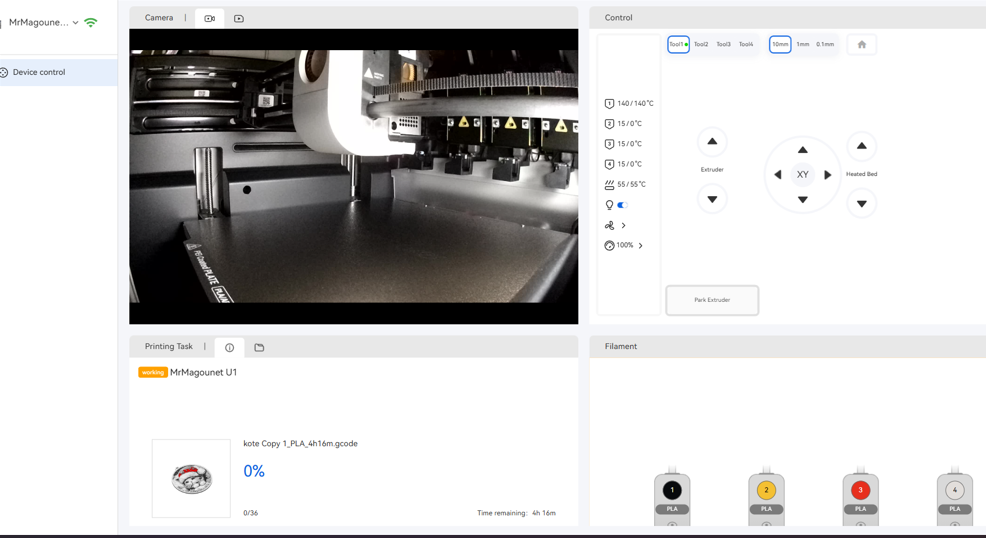
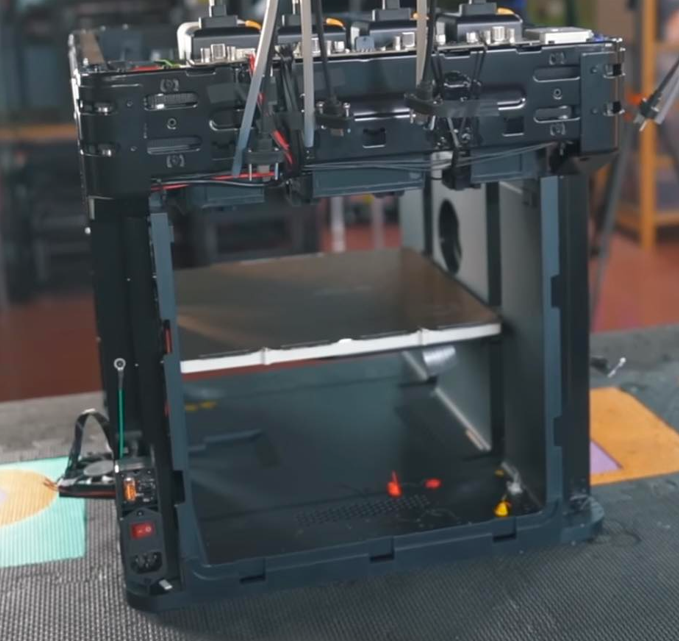
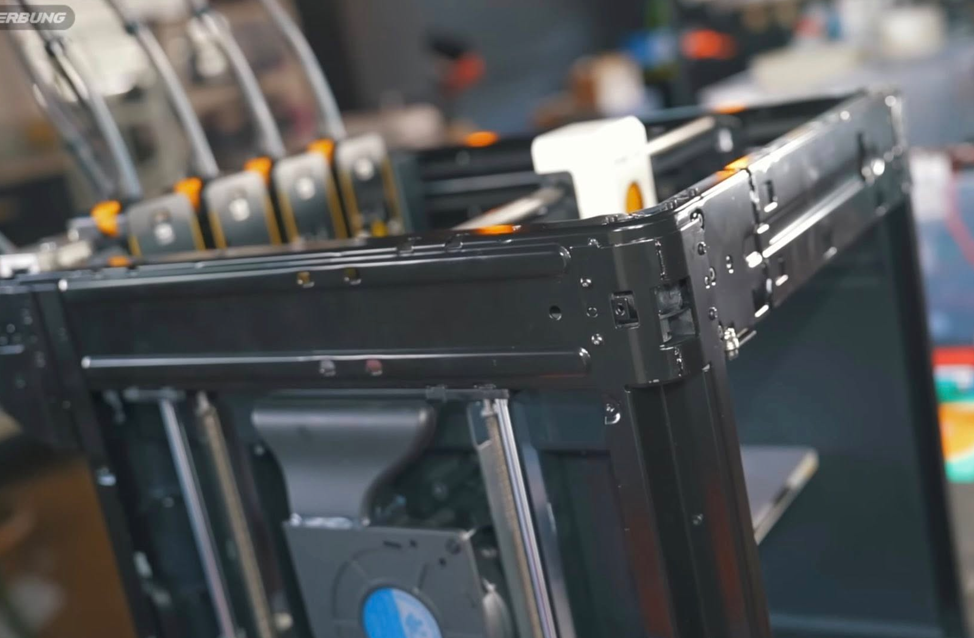
J'ai reçu ce jour ma Snapmaker U1 faisait patie du premier batch de livraison pour les backer du Kickstarter, la U1 etant tellement prometteuse sur papier que j'ai pas résisté et j'ai sortie la CB en Aout pour la commander. Livraison du Colis par DPD ce n'est pas la société de livraison que je préfère mais tout c'est bien passer, la machine est très bien emballer et le guide rapide est directement présent sur le dessus. étant donné que cette journée est aussi mon anniversaire je ne commencerais les test et le montage que Samedi car autant prendre des photos voir vidéo au calme. Je m'arrête donc la pour ce soir mais je reviens le plus vite possible pour commencé à vous remonter des infos impressions de la machine et photos. Alors le montage est très simple et bien documenté dans le guide rapide en couleur très belle qualité et multi-lingue, suivez bien les étapes dans l'ordre et tous ira bien, petit conseil quand même lors de phase de re-tension des courroies ne resserrer pas trop les vis une fois la procédure faite, et avant de démarrer l'imprimante la premier fois place manuellement la tête bien dans le coin avant gauche sinon vous risquez d'avoir une erreur lors des contrôles et calibration initial ;). Je mettrais plus de photo de l'imprimante lors de la phase de montage sur l'article du test, mais voici la machine assemblé. Bon alors Premier retour à chaud l'imprimante imprime vraiment super bien sur mon premier test, qui est le petit dragon 4 couleur proposer en test par Snapmaker sur la U1, celui ci imprimer avec les 4 bobines de PLA RFID SnapSpeed de 500gr. Voici bon le résultat de la première impression qui est en couche de 0.2mm. Maintenant a savoir le firmware d'origine en v0.8 contient des bug sur l'appairage cloud (SanpOrca et Appli mobile) et les communication Wifi pour résoudre ce soucis je vous invite a vous rendre sur le site Snapmaker prendre le dernier firmware en V0.9 le placer sur un clé USB et demande une MaJ manuelle en local, ceci va mettre a jour le firmware et après le soucis est réglé, je ne sais par contre si cela résout la soucis de MaJ en OTA par la même faudra attendre la prochaine MaJ pour être sur mais je pense que oui. Ensuite SnapOrca est pas trop mal mais il comporte encore des bug dont une lenteur importante lors du tranchage d'une pièce multi-color, j'en aurais plus a dire après des test plus approfondit Les test du jours sur différrents pièces multi color importer ou paint via SnapOrca ce sont soldé par un echec lors du changement de tête, ceci n'est pas réellement lié a l'imprimante mais au Slicer. Cette erreur est référence comme une commande incomprise par l'analyse de Klipper qui résulte en a echec direct de l'impression. Exemple d'un chat noir avec écharpe de noël rouge et bonnet qui a planté lors du changement de tête. La faute est situé ici, les valeurs de pressure advance ne sont pas fourni avec des valeurs valide En réalité le soucis est simple les valeurs doivent être exprimer avec un . et pas une virgule comme séparateur décimal, ce souci après vérif ne semble concerné que le système Windows et pas Mac OS ou Linux, en effet les paramètres régionaux sont utilisés ici et par defaut en EU nous utilisons la , et pas le . comme séparateur décimal Donc il faut aller faire un tour ici et apporté la modification C'est un soucis qui existait il y a 1 ans environs sur Orca Slicer et corriger depuis longtemps mais qui est présent sur le slicer SnapOrca actuel. Cela ma fait perdre du temps de test aujourd'hui, mais c'est le seule réel souci rencontré pour le moment ---------------- Interface de la U1 ----------------------------- Malgré un écran TFT de petit format de 3.5" l'écran reste plaisant a utilisé suffisamment réactif et ergonomique, a noté cependant que nous avons accès qu'a 2 langues pour le moment a savoir Chinois ou Anglais. Ce TFT a un format carré ce qui lui permet de présenté suffisamment d'information par page (sachant que certaines pages sont scrollable verticalement), et la réactivité et plutôt bonne je m'attendais a bien pire que cela. La page d'accueil affiche les bobine installé dans les tête et les infos de base, le premier menu de réglage regroupe les contrôles la gestion des tête et les mouvement des axes. Le menu paramètre, permet de retrouver les menu de d'information système de vérification de MaJ en OTA ou manuel, et la gestion du réseau entre autre, le Réseau est en Wifi 2.4Ghz ici pas de 5Ghz disponible par contre chose intéressante pour certain nous avons la possibilité de fonction en mode Lan dans ce cas l'imprimante est en mode local uniquement disponible uniquement via le réseau local et les fonctions cloud sont désactivés. -------------------- Interfaçage Fluidd ---------------------------- La U1 étant sous Klipper j'ai voulu faire un tour sur l'interface Fluidd de la machine histoire de voir ce que l'on y trouve. La page d'accueil regroupe les infos classique mais l'on remarque quand même quelques subtilités comme la présent des temp° 4 extrudeurs, du bed, du caisson (cavity, enfin c'est ce que je pense j'ai pas encore vérifié) et des driver X et Y côté maillage de plateau on ce rend compte qu'il y des ajustements a faire, j'ai actuellement un Range 0.506 qui mériterait un ajustement des angle, mais a leur décharge si je prend la Creality K2+ j'avais un Range de 0.756 de base et pire encore sur la M1 Pro ou j'etais a 2.120 de base. Côté architecture on est sur un MCU ARM 64bit 4 core épauler par 1Gb de ram système pour faire tourner le Klipper par contre nous n'avons pas d'infos sur la capacité disque du système il me faudra partir faire un tour en SSH pour en apprendre plus. --------------------- Slicer ------------------------ Côté trancheur on est sur la version snapmaker de Orca utilisation assez classique si n'est que l'on retrouve 4 onglets Buses de 1 a 4 permettant d'indiquer la taille de buse équipé, pour le moment nous n'avons que le choix de buse de 0.4mm mais cela devrait changer progressivement et surtout ne pas oublié que pour le moment nous ne pouvons pas utiliser de buse 2 taille de buse différent sur la même impression. La Solution est simple et efficace par contre côté caméra j'ai l'impression d'être sur la Bambulab A1 sa que l'on a environs 1ips de frame rate ce qui est relativement faible et permet de suivre l'impression par saccade j'ai connu bien mieux après la résolution est convenable et l'éclairage passable mais je suis sur que certain rajouteront des led Voici quelques photos de la structure en acier de la Sanpmaker U1 on est vraiment sur une construction solide et sérieuse, ici au lieux d'utiliser des pièce en fonte d'aluminium ils sont partis sur de l'acier ce qui réduit les couts tous en restant très éfficace. Photos a mettre au crédit de Chris Dumlao, j'avais pour idée d'y jeter un œil a l'occasion mais vue que cela a déjà été effectué par un autre j'en profite







 1 point
1 point -
je voudrais bien te le fournir mais on a que le Gcode dans la machine c'est le fichier test fournit pour les Dechet j'ai la tour d'amorçage. Le dragon fait 22gr de filament et la tour 20gr. Mais j'ai fait un Benchy 4 couleur je vous mettais les photos demain, Il a été nécessaire 27gr de filament au total benchy + tour avec la U1, j'ai fait une simulation sur ma A1 si on utilise le même benchy et même couleur en profile 0.2 de base on est à 157gr incluant benchy + Purge + tour, et si j'optimise sur la A1 Je peux espérer descendre a 104gr en benchy + Purge optimiser sans tour de nettoyage. Et surtout côté temps le Benchy sur la U1 a mis 1h51 sur la simulation sur la A1 on etait a 11h501 point
-
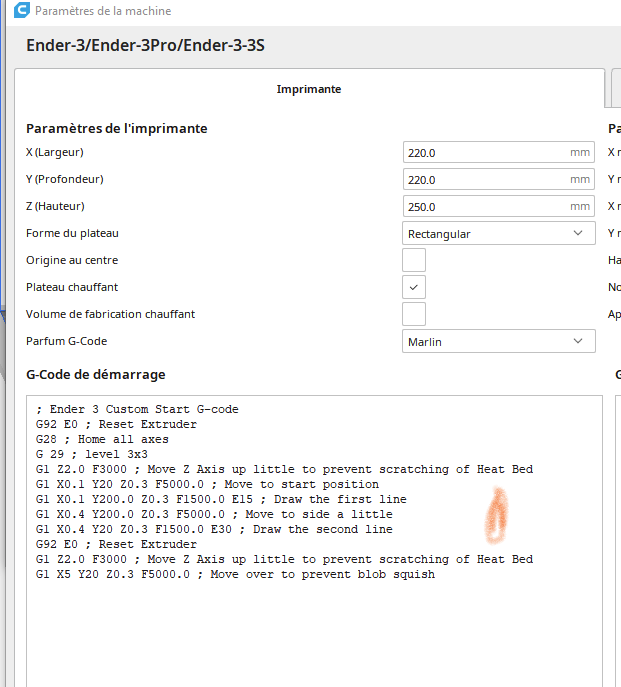
Si pour vous modifier le g-code est une amélioration, je vous laisse avec vos idées. Moi, je réponds juste à sa question.1 point
-
Non, pas du tout, regardez à droite il y a Brim (bordure) et Raft qui sont les deux façons d'attacher une pièce au plateau. Ce skirt sous Cura est la purge qui se fait à une certaine distance de la pièce et qui occupe de la place sur le plateau en le réduisant d'autant. Personne ne parle de cette version car elle est historique, rapide et performante et que bien souvent on l'a connaît parfaitement. Je parle de la version 15xxxx, juste avant la version 2 qui est moins performante et bien plus complexe à paramétrer. Perso je l'utilise tous les jours depuis plus de 13 ans
 1 point
1 point -
Est-ce que tu pourrais nous fournir le fichier du dragon et nous dire ce qu'il a coûté chez toi en objet + déchet/purge ? Qu'on le tranche avec nos outils et imprimantes pour comparer. On pourrait installer Snapmaker Orca mais bon1 point
-
Salut Joli dépannage Comme quoi, même avec du matériel moderne, on peut être amené à mettre les mains dans le cambouis J'ai eu une fois ou deux des incidents similaire avec du PLA cassant au niveau de l'AMS de ma P1S. PLA que j'avais eu aussi la flemme de sécher. A croire que les systèmes multicouleur sont très sensibles à la qualité du filament Bon, je m'en vais sécher mes bobines de PLA A+ JC1 point
-
Dans les versions de Cura précédentes aussi. ex Cura 4.10.0 janvier 2022
 1 point
1 point -
Là tu confonds skirt=jupe avec le brim=bordure !!!1 point
-
Dans CURA, le skirt (jupe) fait partie du type d'adhérence (aucun, jupe, bordure ou radeau). On peut se servir d'un des 3 derniers en guise de purge (je l'ai fait pas mal de temps en commentant les lignes de "purge"). La purge est faite en tout premier dans le fichier gcode.1 point
-
@Alain D. Tu as parfaitement raison, suis allé un peu vite pour répondre, désolé.1 point
-
Il faut bien lire ce qu'il a écrit, il a déjà fait ce que vous préconisez... Bon, à part augmenter encore un peu le "Y", je ne sais pas.1 point
-
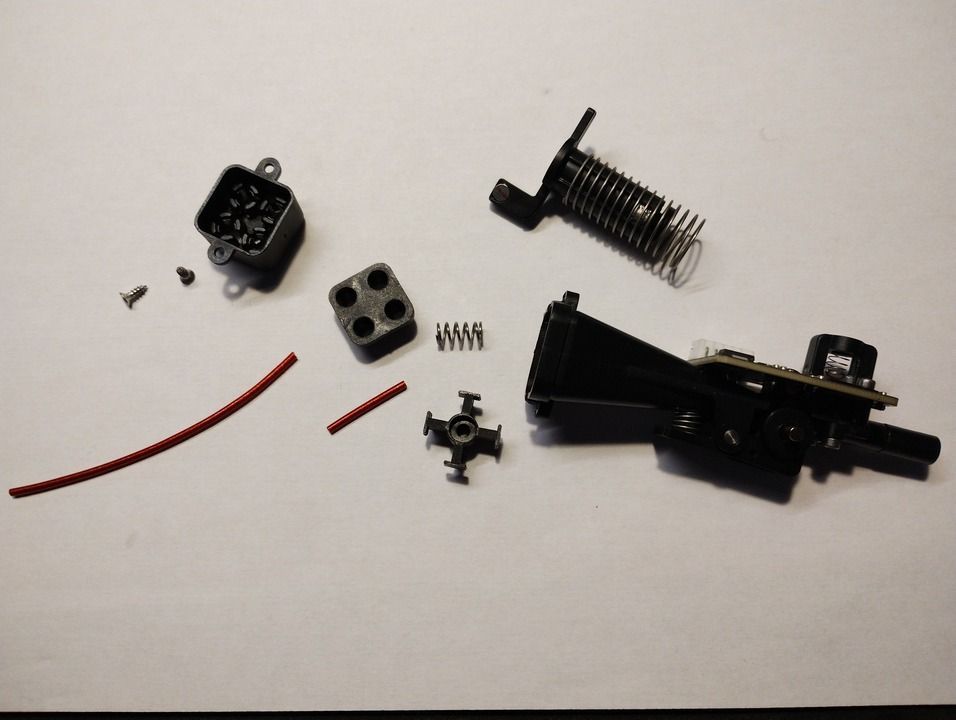
Hier, j'ai rencontré un petit incident. Voulant utiliser une vieille bobine de PLA dont j'aime bien le rendu (Eryone Galaxy Red), je n'ai pas eu la patience de la mettre à sécher pendant plusieurs heures afin de le rendre moins cassant (la bobine était stockée depuis longtemps dans un container plastique avec des sachets de dessicant). GROSSE ERREUR . La première impression s'est bien déroulée. Avec la Qidi Box, après une impression, le filament est rembobiné juste avant le concentrateur (hub) de bobines. En lançant l'impression suivante, j'entends bien d'étranges bruits. Optimiste de nature, j'attends tout de même un peu, mais aucun filament ne se dépose sur le plateau. J'arrête l'impression et veux alors rembobiner la bobine complètement. Impossible d'aller jusqu'au bout de cette procédure. De nombreux grincements ne laissent rien préjuger de bon. En dernier ressort, après de multiples tentatives du firmware de réaliser cette étape, un message s'affiche sur l'écran (pas eu le réflexe de prendre une photo) : QDE_004_001. En gros l'écran me signale que le filament n’est pas passé à travers le HUB, déclenchant la défaillance du capteur et allumant la LED en rouge. Pas d'autres solutions que d'éteindre l'imprimante et la Box, puis de démonter le hub pour aller regarder ce qui coince, quatre vis à ôter pour l'ouvrir. Heureusement, le concentrateur 4-en-1 est démontable : deux vis (attention à ne pas perdre le ressort ). Effectivement, un morceau de filament est cassé (deux en fait) à l'intérieur, ce qui empêche un nouveau filament d'y être introduit. Après remontage (rappel : attention au ressort à ne pas perdre), tout est reparti «comme en quarante» , mais en utilisant une autre bobine (PLA Ziro Diamond Red à la place du Eryone Galaxy Red).
 1 point
1 point -
Bonjour, Si tu mets une tête Sprite, tu as un direct drive, le refroidissement après buse, une buse de meilleure qualité. -> 90€ Tu ajoutes un CR Touch et un double Z et tu obtiens une très bonne machine, certes un peu lente par rapport à ce qui se fait maintenant. Pour moi, ce serait ta phase 1. PS : sauf à mettre des rails linéaires, prévoir outre les courroies (si elles présentent effectivement des faiblesses), prévoir de remplacer les galets de roulements des axes. De mémoire, il y en a 4 pour l'axe Y, 6 pour l'axe Z et 3 pour l'axe X.1 point
-
A vue de nez, ça va coûter entre 150 et 200 pour atteindre la fin de l'étape 2, sans garantie d'obtenir les performances attendues. La Ender 3 v2 doit sérieusement gagner en rigidité et en précision de guidage pour réussir à concurrencer une imprimante récente en termes de vitesse, notamment. Je ne suis pas certain que tu puisses faire l'étape 3 par toi même.1 point
-
Eh bien je viens de créé le sujet, mais je sens que la P2S va faire un bien fou à ma santé mentale après la Ender 3v2. Merci beaucoup pour votre aide dans ce choix.1 point
-
Tu nous fais languir @MrMagounet ! A ce rythme je serais livré avant ta review1 point
-
Déjà ce que je peux dire c'est la rétractation est bien gérer , pas de cheveux d'ange même avec plusieurs impression sur le même plateau. Je n'ai eu que 1 bug hier : un poussière c'était mise sur un pin entre la tête et ventilateur. C'était au démarrage, j'ai essuyé et ça fait 15h que ça tourne sans problème. Première impression en 0,16mm. C'est toujours propre
 1 point
1 point -
@FMZ FRED je déplace dans la bonne section1 point
-
Quelle générosité1 point
-
1 point
-
C'est ma 2eme et le résultat est plutôt sympa ! Toujours en 0,2mm de hauteur de couche , pas encore teste le 0,16mm. Pas de bug a signaler, environs 32h d'impression ^^. Pour une machine de série, j'avais peur d'avoir plus de bug de démarrage mais ils ont bien fait le boulot ! ( Sur la mienne en tout cas )
 1 point
1 point -
Le gros intérêt de ces boitiers multifilamens, hormis de pouvoir faire des changements de couleurs en sachant que cela crée du gaspillage, est de stocker les bobines «au chaud» et de les utiliser quand on en a besoin. Autre avantage, permettre de lancer des impressions sans se préoccuper de savoir s'il reste suffisamment de filament sur une bobine. Ça implique de mettre plusieurs bobines de filament identiques (même matériau ET même couleur) et d'activer la fonction de continuité.1 point
-
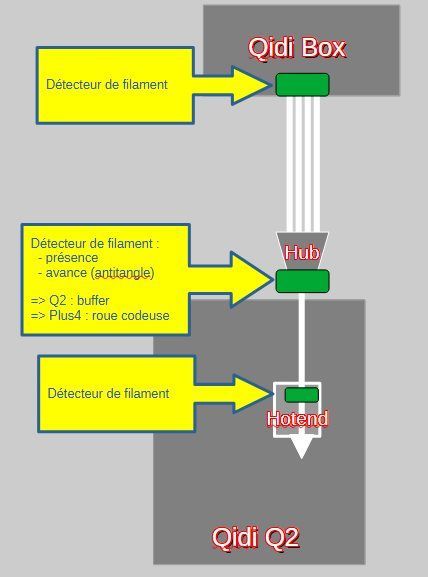
Fonctionnement de la Qidi Box Le but de ce boitier est de fournir du filament à l'extrudeur situé au niveau de la tête d'impression. Le boitier de Qidi pouvant contenir jusqu'à quatre bobines, il doit être capable de sélectionner celle choisie lors du tranchage. On peut décomposer le système en plusieurs parties (de la tête d'impression à la Qidi Box) : l'extrudeur de la tête tire le filament (retire lors des rétractions) un tube PTFE va de la tête à un détecteur de filament situé dans le concentrateur (hub) avant le détecteur de filament se trouve un concentrateur regroupant les quatre tubes PTFE provenant de la Qidi Box vers une seule sortie. avec le hub de la Q2, un système de compensation détectant la compression / tension du filament utilisé. Ce qui permet d'étendre la longueur du tube Bowden d'environ 10 mm de filament supplémentaire. C'est un système de synchronisation. avec le hub de la Plus4, quand un filament est engagé, un système détecte la bonne fourniture (anti-blocage /antitangle) le système interne de la Qidi Box qui, à l'aide de quatre moteurs, entraine la bobine choisie (≃ extrudeur). Il sert également à rembobiner le filament sur la bobine lors des changements de bobines. Une petite animation montrant ce qui se passe lors d'un changement de bobine : Avant un changement de bobine, le filament à retirer est coupé. Il en reste donc un morceau au-dessous de la coupe dans le heatbreak et la buse. Il est ensuite rétracté une quinzaine de centimètres avant le concentrateur. Le nouveau filament est engagé puis pousse le reste de filament pour pouvoir poursuivre l'impression. Avec la Qidi Box, plusieurs détecteurs de filament sont nécessaires au bon fonctionnement : dans la Qidi Box, le capteur sert à la fois à détecter qu'un filament est engagé ou qu'une bobine est vide. Pour ce dernier cas, il y a encore du filament qui court jusqu'à la buse. En cas de changement de bobine, le reste de filament est extrudé jusqu'à ce que le détecteur situé au niveau de la tête constate qu'il n'y a plus de filament, ce qui provoque une pause. On ne gâche pas de matériau. à la sortie du concentrateur, il sert à vérifier le bon écoulement du filament et lors du changement de bobine à détecter que le filament est bien engagé : le logiciel gère combien il faut encore extraire de filament lors d'un retrait ou combien il faut en pousser pour atteindre la tête. dans la tête d'impression, il sert de « classique » détecteur de fin de filament si la Qidi Box n'est pas utilisée. Sinon, il fonctionne en association avec le n°2 ci-dessus. Pour la Plus4 (je n'ai pas ce modèle), il y a un autre détecteur à l'entrée du tube PTFE qui va jusqu'à la tête. Ce capteur est utilisé pour détecter le bon écoulement du filament (antitangle). Remarques Le processus de changement de bobine prend du temps. La Qidi Box à chaque démarrage de l'imprimante, vérifie le chargement des filaments (c'est débrayable via une option). Elle charge chacun des filaments à tour de rôle jusqu'au hub, puis le rétracte pour le parquer une quinzaine de centimètres avant celui-ci en position d'attente. Lors du retrait d'un filament, celui-ci n'est pas parqué juste à l'entrée du concentrateur, mais plutôt à une quinzaine de centimètres en amont. Les fichiers de configuration de la Box (box.conf + box1.conf (ou box2, box3, box4 si plusieurs boitiers sont utilisés)) ont peu de paramètres modifiables. Les macros dédiées à la Box sont implémentées dans les fichiers de gestion Python, mais illisibles, car ces fichiers Python ont été obfusqués en les compilant sous forme de bibliothèque (.so). Seul Qidi pourra y apporter des modifications. Dernière remarque : lors du retrait d'une bobine via l'option de l'écran, il vaut mieux maintenir le filament qui se rembobine. Sinon de nombreuses spires vont se dérouler avec le risque que l'une d'elle passe au-dessous d'une autre et entraine un nœud dans la bobine. Pour ce souci, on peut ajouter une modification sur l'entrée du filament (un morceau de PTFE ≃ 10 centimètres) qui freinera le filament extrait (par exemple, un truc du genre : https://makerworld.com/fr/models/1899113-filament-saver-for-qidi-box-v2-ptfe-guide#profileId-2100788 ) C'est tout pour cette fois… on approche de la fin.
 1 point
1 point

(1).jpg.db03c248c9ab3137dcd7d16b5d6f53d2.jpg)