Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/01/2026 Dans tous les contenus
-
Après 11 ans à bricoler , imprimer , tester et vous proposer des produits innovants , il est temps pour nous de voguer vers de nouveaux horizons (et de nouveaux cafés ). Avant de fermer, nous vous offrons -50 % sur toute la boutique , jusqu’à épuisement des stocks ! Dépêchez-vous, ça part plus vite qu’une pièce 3D dans l’imprimante ! A partagez partout !!! Merci C'est par içi >>> www.hotends.fr
 5 points
5 points -
J’ai participé pour 15$ à ce projet. Je ne le regrette pas. Son auteur a vraiment fait une modélisation soignée. La doc de montage est bien détaillée. Les pièces s’ajustent bien, le rendu me plait bien. (PLA métal bleu, gris mat et noir mat)
 4 points
4 points -
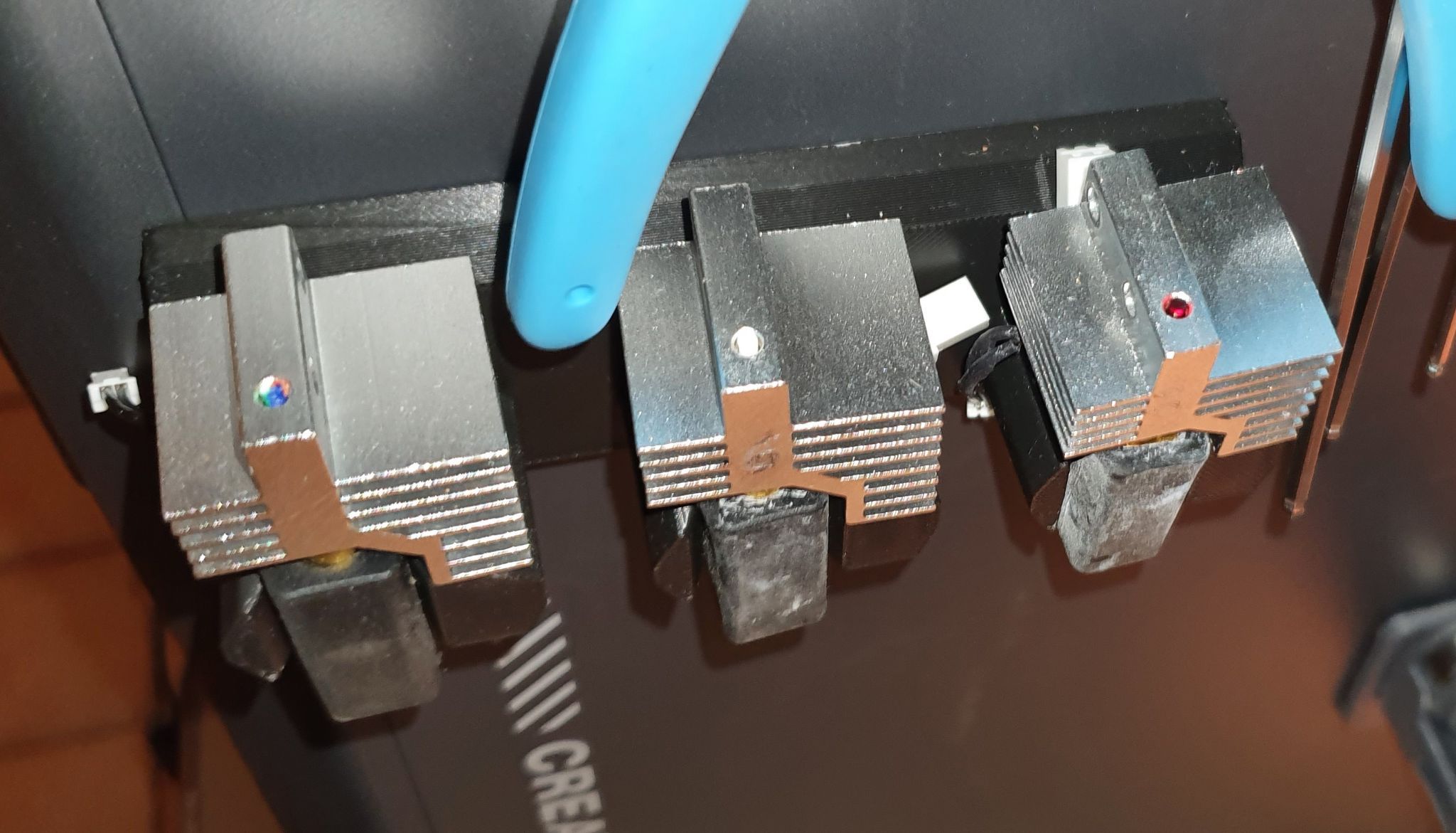
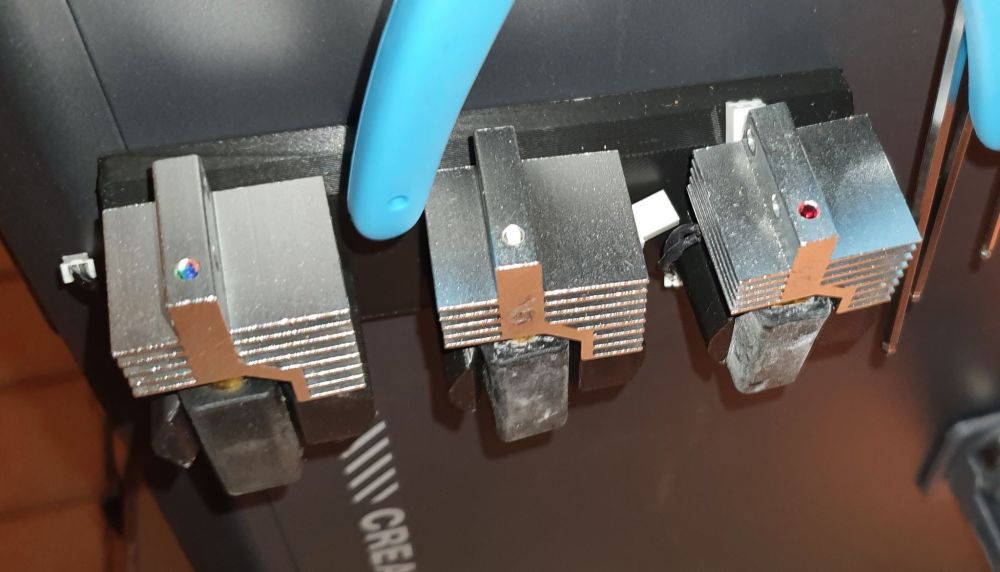
Bonjour, si tu ne fais que couper, tu ne pourra pas retirer à la main le filament engagé dans le feeder (il n'y a pas de levier pour effectuer le recul d'une des molettes crantées comme ça existe sur la Kobra S1 ou la Creality CR10se, et d'autres certainement...). Donc tu dois cliquer sur "Décharger". Il n'est pas nécessaire de retirer ce qui reste entre le cutter et la buse, comme c'est le cas avec toutes les imprimantes pouvant recevoir un "AMS", la CC ayant été conçue comme telle au départ. Si tu démontes le hotend après avoir "déchargé" (que ce soit en coupant à la main ou en "tout automatique") tu obtiens ceci, ce qui est tout à fait normal. Sur FB, il y a beaucoup de gens qui croient voir là un "clogging" (bouchon) mais c'est mal comprendre comment ça fonctionne : le cutter coupe à raz du radiateur... Pour charger un nouveau filament, après avoir "déchargé" d'abord, procède au "chargement" habituel... Note que ce levier n'est pas vraiment conçu pour être manipulé à la main (il fallait bien le mettre quelque part ) Au changement de filament ou au déchargement, la tête vient le pousser dans l'angle du coin avant droit sur un bitoniau ad-hoc. Ce bitoniau peut-être retiré pour pouvoir imprimer sur la surface totale sinon, il y a une partie réservée (hachurée sur la plaque d'impression). Explications ici : https://wiki.elegoo.com/Centauri-carbon/centauri-carbon-how-to-print-at-the-full-size D'ailleurs, j'imagine mal une situation où il faudrait couper le filament à la main, à part au cas où le moteur de l'extrudeur aurait rendu l'âme.. Et dans ce cas, sur la CC on serait quand même embêté avec le feeder... Pour le fun, voilà ce qu'on obtient avec une Kobra S1 dans la même situation, tout aussi normale (le cutter est nettement plus haut sur la trajectoire du filament) :
 3 points
3 points -
Je te souhaite bonne chance dans ta prochaine activité et un grand merci pour tous les produits d'excellentes qualités que tu nous as proposé, j'ai encore ta tète d'impression, ton extrudeur et ton dual guard sur ma CR10, j'espère que tu passeras de temps à autres sur le forum pour nous donner des nouvelles2 points
-
Voilà, la Master Spool est disponible ici : https://makerworld.com/en/models/2241568-master-spool-for-bambulab-refill#profileId-2440027 Un petit like et un petit boost ça fait toujours plaisir2 points
-
Pour la buse risque de mauvaise extrusion, de mauvais aspect de la pièce, de bouchage de la tête d'impression et pour le lit décollement total ou partiel de la pièce à imprimer...2 points
-
Bonjour @Leflibustier bienvenue chez les imprimeurs fous et bonne année Chouette encore un retraité2 points
-
Liké et collecté, je ferai un boost avec le commentaire quand j'aurais imprimé mon premier1 point
-
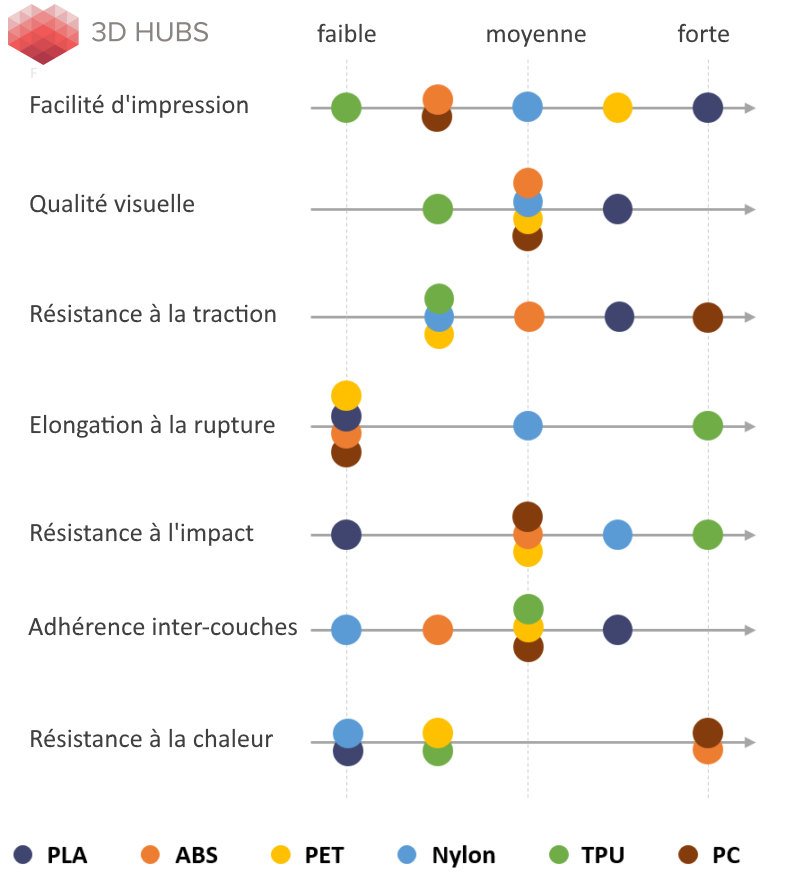
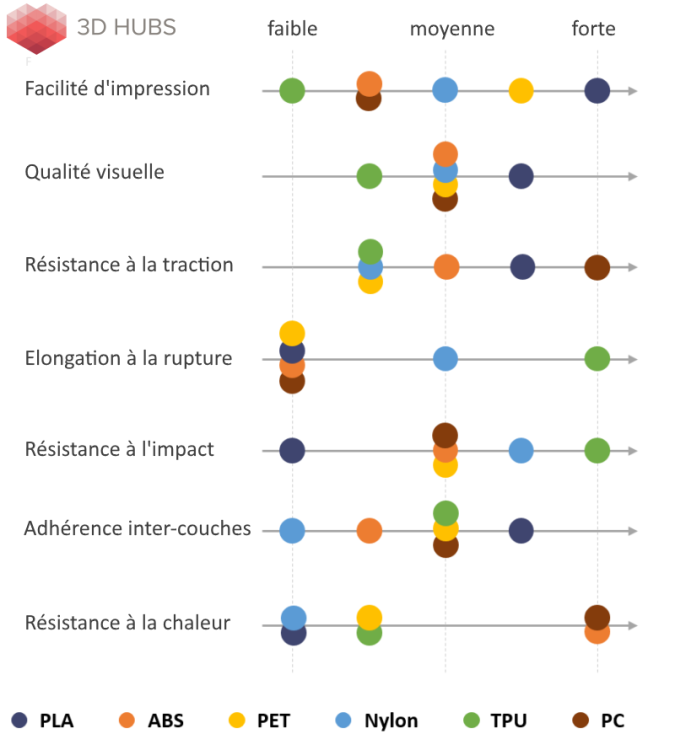
Un tableau que j'avais trouvé sur la toile :
 1 point
1 point -
je viens vous donnée quelques nouvelles après quelques essais même en tenant le ventilateur plus haut que la buse la température chute un truc a me rendre chèvre je vais essayer de changer tout le bloc chauffant + radiateur et refaire des essais1 point
-
J'ai vu celui la avec ses bacs interchangeables Dans un premier temps je vais mettre le kit pour l'ams lite en "passif" avec le sachet et faire une caisse etanche pour conserver tout ca En parlant de caisse étanche, cherchez les "scuba" souvent en vente a casto, elles ont un joint d'origine qui fonctionne bien, je me sers deja de ces caisses pour les affaires au grenier1 point
-
Sa a été annoncé hier dans les réseau Creality, mais je m'en etait apperçu de l'arriver du PI X4L semaine dernière sur des boutique chinoise quand j'ai regarder la concurrence pour avoir plus d'objectivité et de transparence dans mon test du Chitu E1 , par exemple sur Geekbuying tu l'as a 105€ en preco sachant que j'ai eu mon E1 a 101€ en promo et que la Sunlu S4 ce negocie a environ 105€ aussi au mieux en ce moment je me suis dit que c'etait un bon prix si l'on compare au PI X4 qui est jamais descendu a moins de 140€ de mémoire1 point
-
Merci beaucoup Gærbek pour ton explication ! Je pensais bêtement que le filament était coupé au-dessus de l'entraineur ... donc je me suis dis si je veux récupérer ma bobine sans avoir à allumer la machine et faire décharger, ça peut être intéressant. Mais donc non ça ne fonctionne pas comme je le pensais. Maintenant c'est clair1 point
-
J'habite en RP j'ai pas de pneus neige je reste au chaud c'est tout1 point
-
Pas de photo(s) à nous montrer ?1 point
-
A ce que mon ami @pascal_lb a dit on peut ajouter le risque de délamination des couches de la pièce (mauvaise liaison inter couche)1 point
-
Merci, je vais regarder çà. Et pas de soucis pour le retour, ce sera fait... Mais quand je l'aurai......1 point
-
@JoOj Pour la K2 plus sous Crealityprint (7 et avant), mon profil filament pour l'hyperPLA creality est très légèrement différent du tien. Température plateau 50° à la place de 60° pour le PEI texturé ou lisse. Ces écarts sont peut-être dus au fait que la K2 plus est fermé. J'ai température caisson 35°C, PS le caisson ne chauffe pas pour le PLA mais ventile de façon à ne pas dépasser 35°C. rapport de débit 0.95 à la place de 0.97. même vitesse volumétrique. Le purple est pas mal. (testé)1 point
-
Hello Globalement, tu peux lui attribuer un profil "Generic PLA High Speed" et tu devrais déjà sortir quelque chose de très satisfaisant sans plus d'efforts. Hormis peut être une tour de température de temps en temps sur un filament un peu original, je ne fais plus du tout de calibrations préalables. Je n'y retourne que si mon impression ne s'est pas bien passée. Sur un Hyper PLA Creality, Creality donne ce profil dans Creality Print 7 (jamais essayé, dit toi que c'est paramétré pour être idéal dans un extrudeur à eux) :
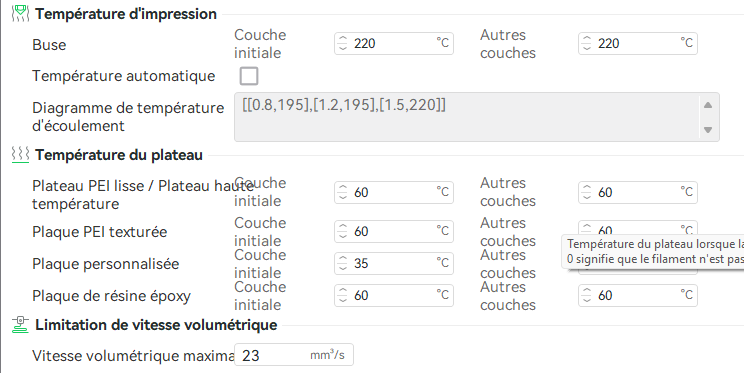
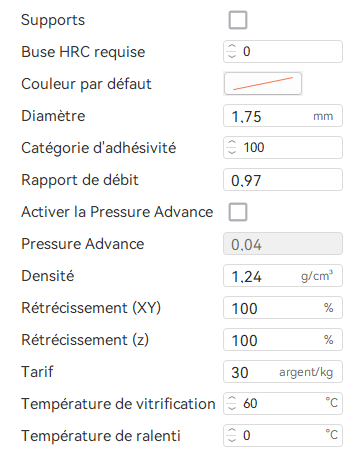
 1 point
1 point -
La dernière version de Rinkhals est à jour avec le FW Anycubic 2.6.0.0. Je suis dessus Fluidd n'est pas très stable, il ne se met pas à jour parfois... Comme je n'aime pas Mainsail, je n'ai pas testé. Le serveur de la camera est impeccable par contre.1 point
-
Ben, c'est un peu comme en RP. Dès qu'il y a 2 cm de neige, tout s'arrête Il vaut mieux être équipé. La photo a été prise samedi matin à Villard de Lans dans le Vercors A+ JC1 point
-
Bonsoir, Pour ceux qui ne connaissent pas ce filament et que ça intéresse, j'ai commencé à imprimé mes plateaux 3MF. Bien sur j'ai profité de la calibration sur Orca Slicer et je pensais avoir trouvé............. Ben non, ce filament demande une vitesse d'impression assez lente, pas de ventilation, une température de buse 290° et plateau 115°. Au départ, vitesse trop rapide, température de buse trop faible (285°) celle du plateau aussi 110°. Par contre si le premier plateau n'a pas vraiment posé soucis, le 2ème m'a obligé à mettre une bordure pour assuré le maintien. C'est le résultat final, mais avant il y a eu des échecs, mais c'est le jeu ma pauvre Lucette. Je mettrai des photos une fois toutes les pièces imprimées (plusieurs 10 aines d'heures). Voila pour le moment. J'espère que cela pourra rendre service. J'ai oublié de précisé que j'imprime sur une QIDI PLUS4.1 point
-
Avant de faire la mise à jour du firmware Anycubic, il est préférable d'aller consulter le dépôt Github de Rinkhals pour vérifier que la version Anycubic est prise en charge. Sinon, il faut attendre un peu que Jbatonnet mette à jour. Vanilla klipper (klipper stock) permet d'avoir une version de Klipper à jour. Mais, car il y a un mais. Suivant la version installée (directement sur la carte Anycubic ou déportée sur un Raspberry Pi (le mieux car on dispose alors de la puissance du RPi tandis que si installé sur la carte Anycubic, on se trouvera limité par la quantité de mémoire vive du système (faible, 256 Mo))) on peut perdre certaines fonctionnalités (l'ACE par exemple sauf à fabriquer un câble USB pour pouvoir connecter l'ACE sur le RPi). Concernant un tuto, je n'en connais pas dans la langue de Molière, mais le dépôt du projet Vanilla Klipper décrit les étapes en anglais (l'auteur est allemand ) pour les deux méthodes (carte originelle ou RPi).1 point
-
un mesh avec le bed R3men...1 point
-
Salut le @Leflibustier bienvenue parmi nous, et surtout y a pas d'âge pour ce mettre a l'impression 3D . La AD5X est une super machine j'ai beaucoup aimer son IFS, le reste de la machine m'était déjà connue en grande partie ayant eu la 5M Pro avant. Si tu as besoin de conseils ou d'info hésite pas et sinon pour la neptune c'est quels version de neptune (la 1, la 2, la 3, ou la 4) tu as un souci de firmware dessus ?1 point
-
Salut @Leflibustier Bienvenue sur le forum et bonne année également Belle acquisition que l'ADX5. Tu trouveras pas mal d'info dans la section dédiée à cette imprimante https://www.lesimprimantes3d.fr/forum/33-flashforge/ ainsi qu'u un test complet réalisé par notre @MrMagounet national Pareil pour ta Neptune, je pense que tu trouveras ce qui te manque sur le forum. N'hésite pas à poster une demande dans la section Elegoo A+ JC1 point
-
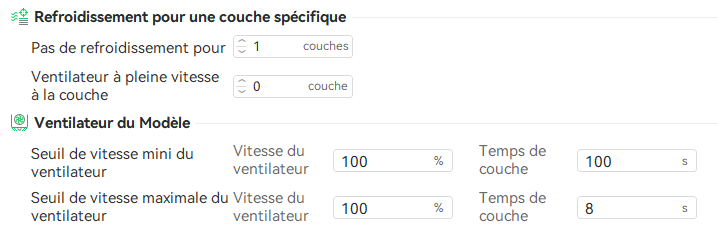
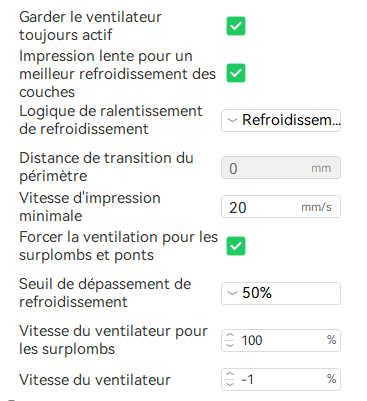
Comme dit dans l'autre post, il faut augmenter le nombre de couches lentes de la base. C'est un problème de changement de masse de matière agissant sur la dilatation/rétraction : la base est volumineuse, longue à refroidir, puis ça passe aux "montants" ou à des parois minces, imprimées et refroidies rapidement et sans masse chaude en contact. Bref, le phénomène décrit pour le Benchy Hull Line (dans celui-ci, la masse c'est le remplissage)...1 point
-
sauf que le tuto fluidd n'est plus... et je me demande si la fonction d'étalonnage a été intégrée au dernier firmware ou pas, je testerai ce soir...0 points