Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/01/2026 Dans tous les contenus
-
Et entre 50 et 51°C , c'est aussi du chauffage ? PS Que le néanmoins excellent auteur de la citation me pardonne d'avoir relevé la perle...5 points
-
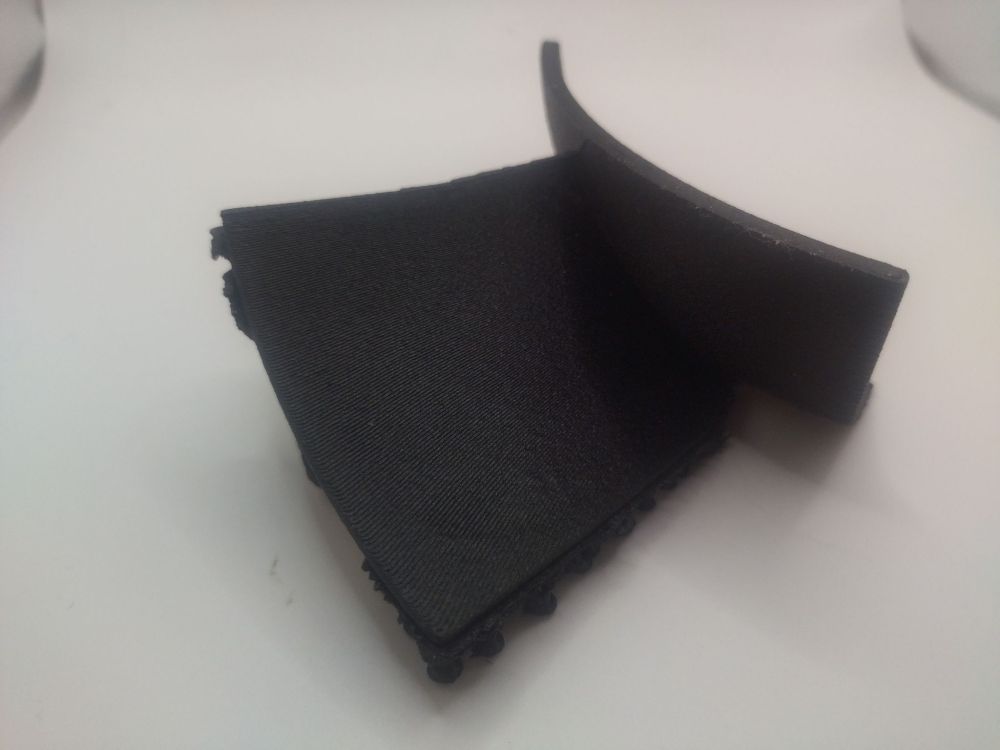
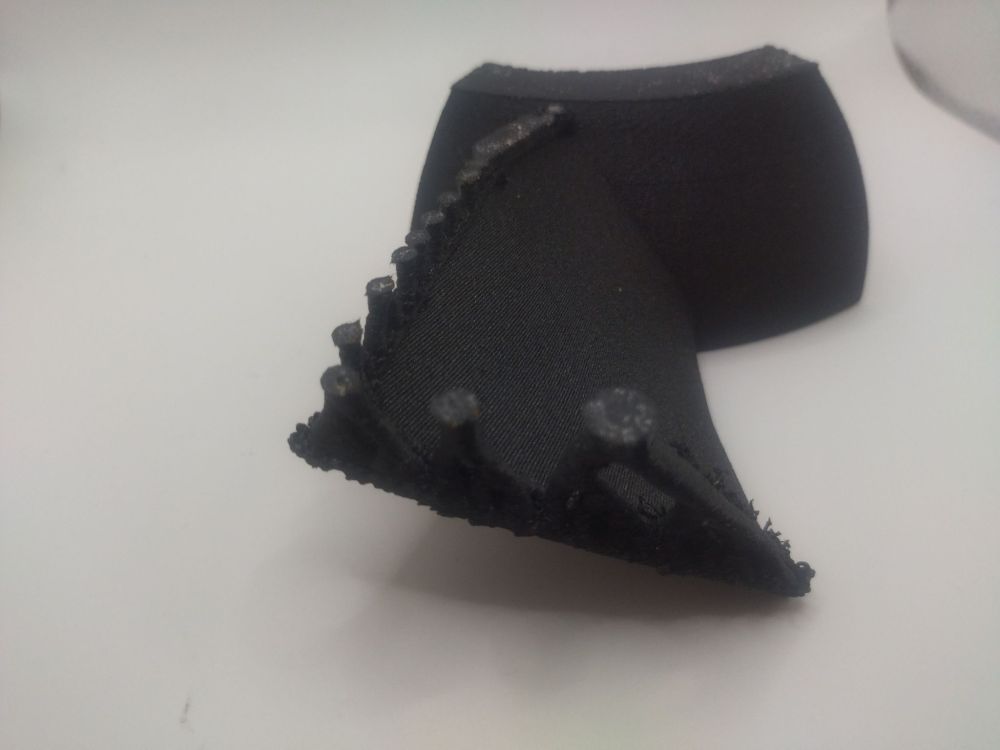
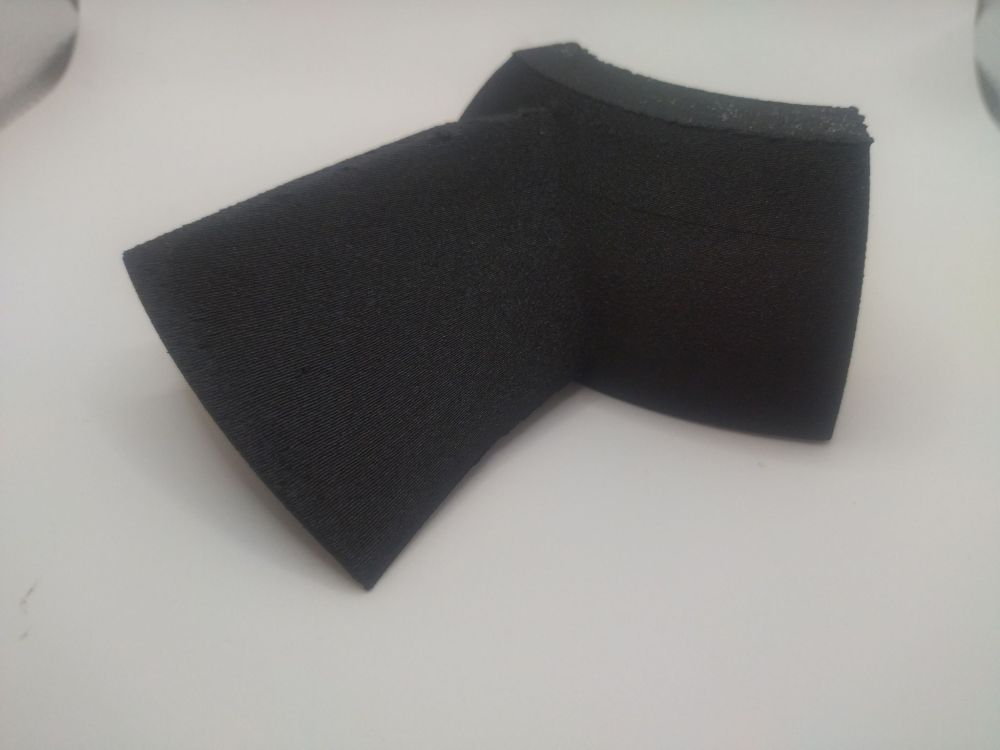
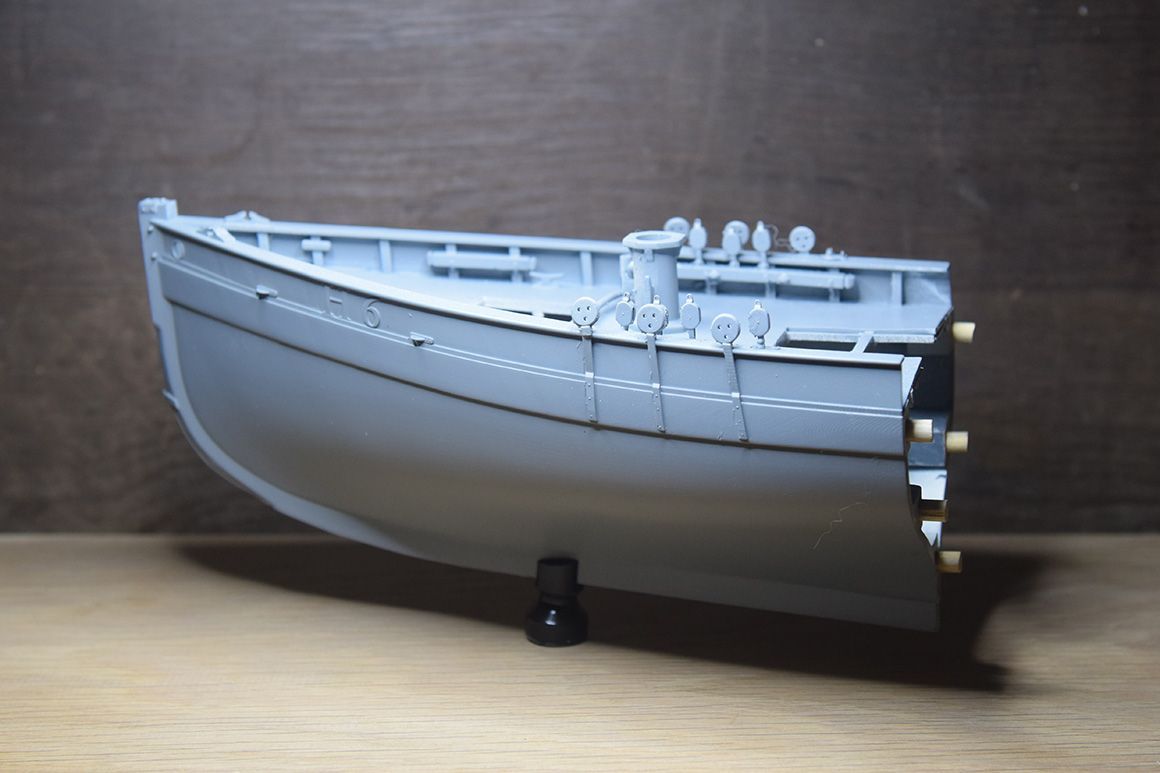
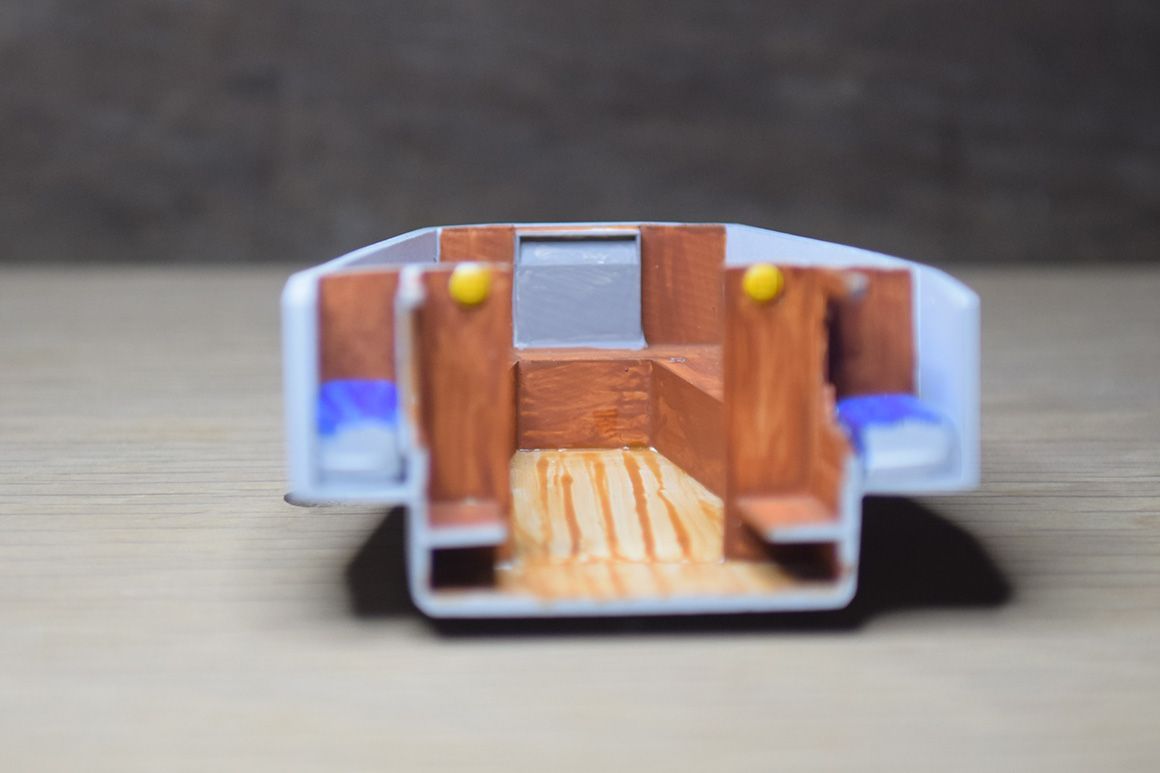
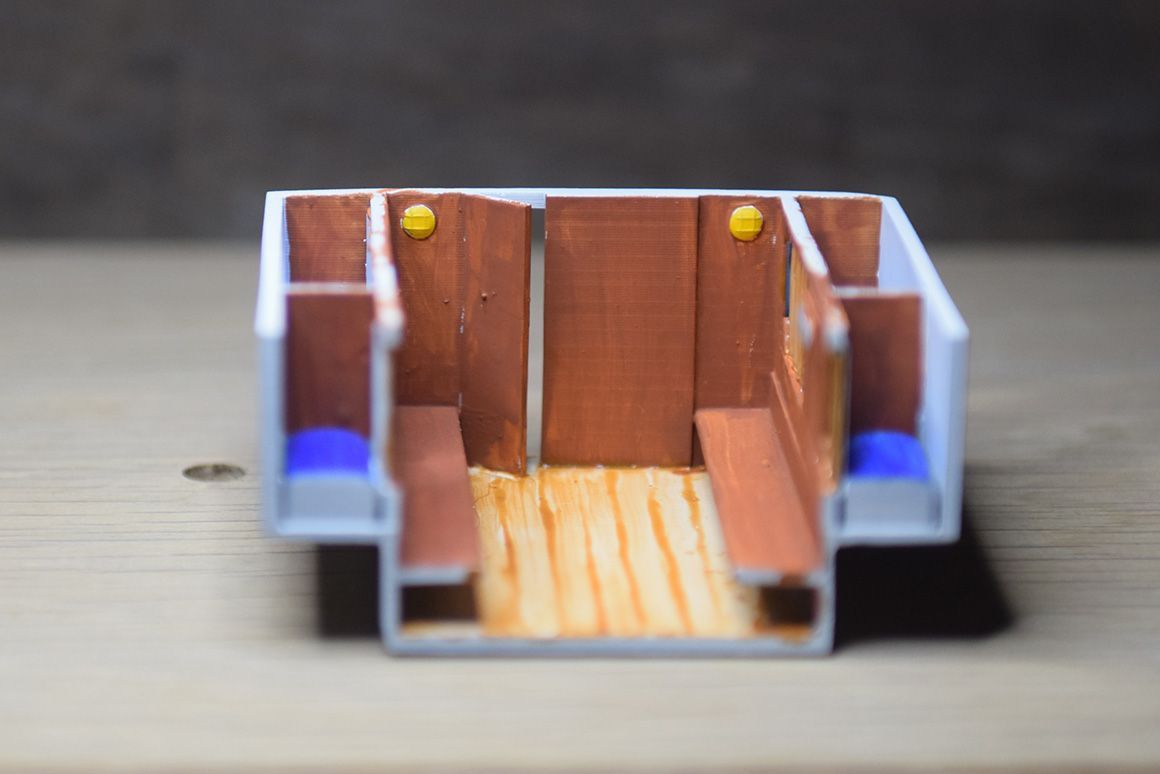
Pour répondre à Divers, je recule les murs Petite avancée dans l impression de ma jolie brise, impression de deux éléments de ma coque et des intérieurs


 4 points
4 points -
Et pourtant, @Gærbek a bien trouvé l'objet en question, une table IKEA LACK ! Affectionnée des makers pour en faire des caissons notamment. Je peux enfin publier le modèle, obligé d'attendre sinon c'est trop facile pour les fins limiers. https://www.printables.com/model/1555899-ikea-lack-anti-rotation-bracket-leg-lock Le Schmilblick en action : ça permet d'empêcher le pied de tourner sur lui-même, tout propriétaire d'une table LACK connait ce problème : Il existe des dizaines de "brackets" pour solutionner ce problème, mais tous sont massifs, visibles, moches, avec 18 vis, et pratiquement toujours vissé dans le vide. En effet les tables LACK sont creuses, le plateau est en carton alvéolé, les pieds sont complètement vides. Il n'y a qu'aux extrémités des pieds et aux quatres coins du plateau qu'il y a du "solide" (du bois aggloméré). Mon Schmilblick permet de visser fermement dans cette partie solide, en utilisant qu'une seule et unique vis par pied, tout en restant discret. Le but était de garder l'esprit minimaliste de cette table en corrigeant simplement ce petit défaut, pas d'en faire un tank avec pour plus cher de plastique et vis que de table. Bravo !4 points
-
3 points
-
A contrario, dans le nord (de la Loire), il fait froid deux mois dans l'année ; juillet & aout .. quand on éteint la chaudière !3 points
-
Là c'est le grand nord pour nous le nord c'est déjà à Avignon2 points
-
Il faut aussi comprendre que dans le sud quand ce n'est plus l'été il fait froid et du coup, on chauffe quelle que soit la température2 points
-
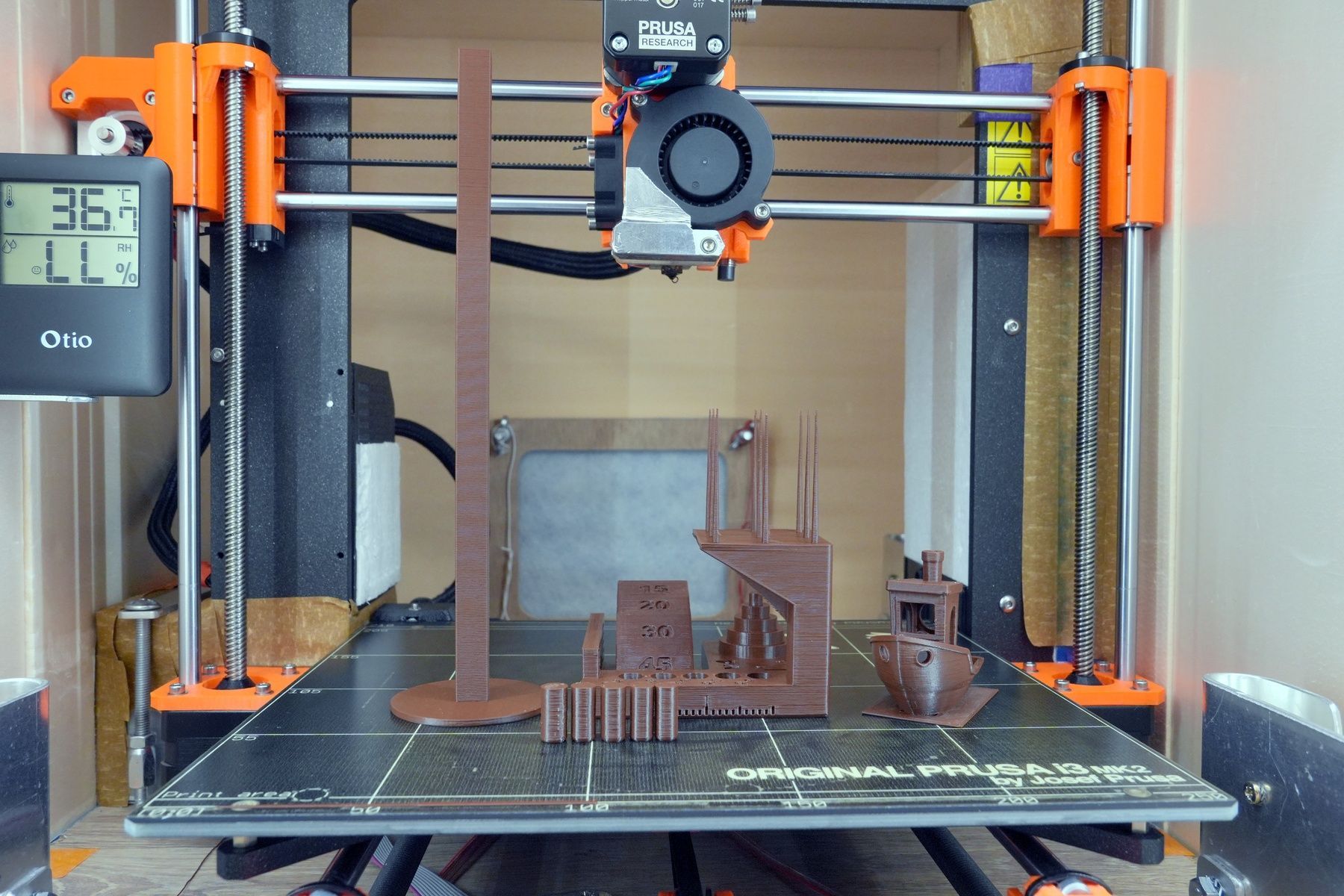
J'ai ajouté le Torture Test en ABS @electroremy et quelle ne fut pas ma surprise avec cette bobine neuve à peine sortie du carton ! Par contre, après séchage c'est plutôt canon J'ai également ajouté quelques prints en vrac en fin d'article, certains en PLA Bois (noyer noir/black walnut), très sympa comme filament2 points
-
Bonjour j'ai enfin reçu ma commande de filaments (juste 19 KG lol) les derniers tests niveau support et impression il faut vraiment que je change de téléphone. Bon Print Vincent


 2 points
2 points -
D’accord du coup ça change un peu les choses pour moi, la majorité des pièces que j’ai souvent besoin de fabriquer sont en longueur est pourrait donc tenir en diagonale sur un plus petit volume d’impression ! Bon… je réfléchis sérieusement à tout ça et vous tient au courant quand je me suis décidé. Quoiqu’il en soit, merci pour votre patience bienveillante et vos précieux conseils ! À très vite !!2 points
-
C'est dans le fichier .gcode généré après le tranchage, c'est pour cela que @PPAC te le demande. Tu dis que tu n'y connais rien mais que tu veux (ou a déjà) modifier ta machine, ça risque dêtre compliqué de faire des choses sans comprendre ce que tu fais, non ?1 point
-
J'ai poster un "probleme" que j'ai eu recemment si jamais vous avez une solution je suis preneur Beaucoup m'ont dit d'abandonner cette imprimante pour une bambulab mais j'ai pas dutout envi d'abandonner aussi vite Surtout que j'ai vu de magnifiques impression avec cette fameuse ender 3 pro,c'est que sa doit être possible !1 point
-
@Alain D. Oui toi tu es au sud...de la Loire. Vais préciser dans mon profil, sud de la Seine1 point
-
Pour les projets de Lgargo il l'a expliqué certaine pièce lié a des projet de restauration demande de gros volume. La chambre chauffante est obligatoire pour certaine filament dit technique, et pour des filament plus simple comme l'ABS ou la PA12 permettent malgré tout d'avoir une meilleur adhésion intercouche lors de l'impression. Les Dryer sont pas forcement obligatoire si tu imprime et place ta bobine dans un sachet hermétique après chaque utilisation ou que tu imprime des projet qui consonne assez rapidement tes bobines de filament. Mais si comme moi tu as par exemple entre 60Kg et 80Kg de filament en stock avec 30aines de variété ou couleur de filament différentes cela impose des ouverture multiple de bobine et passer sont temps a les mettre sous sac hermetique tu le fait un temps puis tu abandonne, et quand tu as des filament sur des impressions multicouleur ou matière que tu utilise régulièrement mais petite dose et qui reste donc des semaines sur la machine cela prend toujours un peu d'humidité surtout quand tu habite un département humide comme c'est mon cas. L'autre chose a prendre en compte c'est la nature du filament un filament PLA prend l'humidité au fil des jours/semaines, mais un filament PA6 absorbe assez d'humidité en quelques petites heures suffisante pour dégrader l'esthétique d'un pièce ou cause des soucis d'impression plus grave. Pour le Slicer perso j'ai utiliser plusieurs année Cura, puis Ideamaker, prusaslicer ou superslicer mais a présent j'utilise uniquement les slicers sur base de Orcaslicer ou Bambustudio que je trouve plus ergonomique et efficace. Mais c'est un choix personnel le slicer en réalité. Le PLA est une filament très simple la plus simple a imprimer, le souci c'est qu'il est par nature très très rigide et que plus un filament est rigide plus il est cassant, dérrière cela la PLA a un transition vitreuse qui ce situe a environ 55°c c'est a dire qu'il commence a ce déformer a cette température, la ou le PETG est a 70°c le TPU 80°c l'ABS/ASA dans 100°C et le PA12 vers 110°C ..... Le TPU est un filament qui demande un apprentissage, il préférable d'avoir une imprimante avec un extrudeur direct drive, une alimentation direct au dessus de l'extrudeur pour la bobine pour optimisé le processus et d'imprimer avec un profile d'impression lent et bien pensé. Oui le PAHT-CF est un filament très technique quelqu'un de technique comme Lgargo devra procéder a différent test pour réussir a bien le maitriser.1 point
-
Baaaa... ça reste du plastique imprimé quoi ^^ Mais le rendu est plutôt sympa, bien que moins proche du bois que ce filament dont je ne retrouve pas la référence https://makerworld.com/fr/models/1363251-customizable-wooden-picture-frame Personnalisable en taille, en finition (bois ou pas), en accroche et en fixation C'est indiqué J'aurais tendance à dire qu'il tend vers le premium Le 0.3 quasi sans forcer et le 0.2 en forçant pas mal mais sans le casser pour autant Profil par défaut 0.2mm standard dans Bambu Studio pour ma part.
 1 point
1 point -
Au temps pour moi, le lien n'était pas bon, mais l'article modifié est bien en ligne1 point
-
Salut Les P1P/P1S ne sont pas (encore) mortes Une nouvelle version de firmware est dispo depuis 2 jours --> https://wiki.bambulab.com/en/p1/manual/p1p-firmware-release-history P1 series Version 01.09.01.00 (20260114) Nouvelles fonctionnalités Ajout du soutien pour les Chinois traditionnels. Ajout d'une bascule marche/arrêt pour la bobine tournante lors du séchage AMS 2 Pro/AMS HT. Ajout d’un indicateur de bobine externe « EXT » à l’interface de chargement et de déchargement. Optimisation de la fonctionnalité Mises à jour de sécurité. Correction d'un problème de communication AMS occasionnel. Correction d'un problème où les travaux d'impression pouvaient être envoyés avec succès en mode LAN, mais l'imprimante ne répondait pas. Correction d'un problème où une unité AMS HT pouvait occasionnellement ne pas sécher lorsque plusieurs unités AMS HT étaient connectées. Correction d'un problème où le moteur AMS continuait à fonctionner après la purge du filament à l'extrémité d'une bobine. Correction d'un problème où le réglage du matériau passait incorrectement à ASA après avoir activé le séchage au PLA. Correction d'un problème où les commandes d'arrêt initiées à partir de Bambu Handy pendant le chargement ou le déchargement du filament ne prenaient pas effet. Correction d'un problème où la rétractation était sautée avant la découpe du filament lors de l'utilisation de profils PETG génériques. Il est recommandé de mettre à jour l'AMS vers la version 00.00.06.75, qui résout les problèmes suivants. Correction du problème où l'action de préchargement continuait occasionnellement de fonctionner en continu. Correction du problème où la configuration des paramètres ou la réinitialisation des informations sur les filaments échouaient occasionnellement. Correction du problème où la lumière rouge échouait occasionnellement à clignoter après avoir réinitialisé AMS. (Traduction Firefox) À combiner avec une mise à jour de l'AMS avec la version 00.00.06.75 que je n'ai pas trouvé dans le wiki Installation prévue ce weekend A+ JC1 point
-
Pour chez toi oui mais dans le cas des imprimantes 3D non Je vais te faire une réponse de politiciens, "c'est sorti du contexte" Bon ok je me suis trompé1 point
-
Apparemment oui, il faut que je regarde un peu plus dans les paramètres car celui de droite et celui de gauche sont tous les deux des ventilateurs additionnels mais ils ne fonctionnent pas de manière identique, je vais enquêter1 point
-
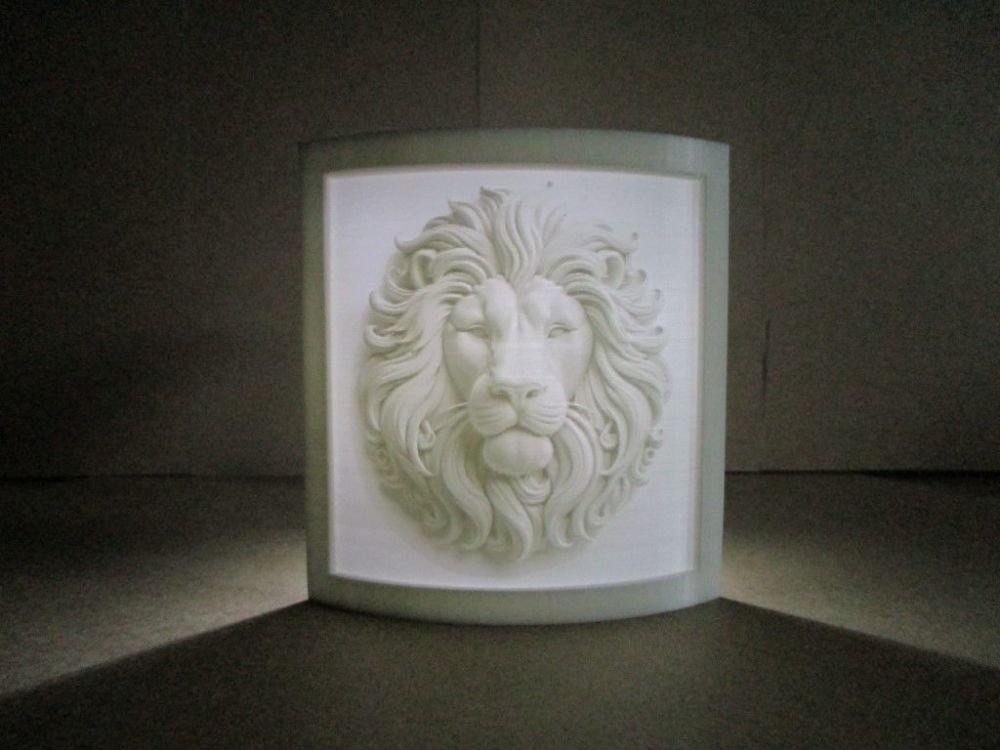
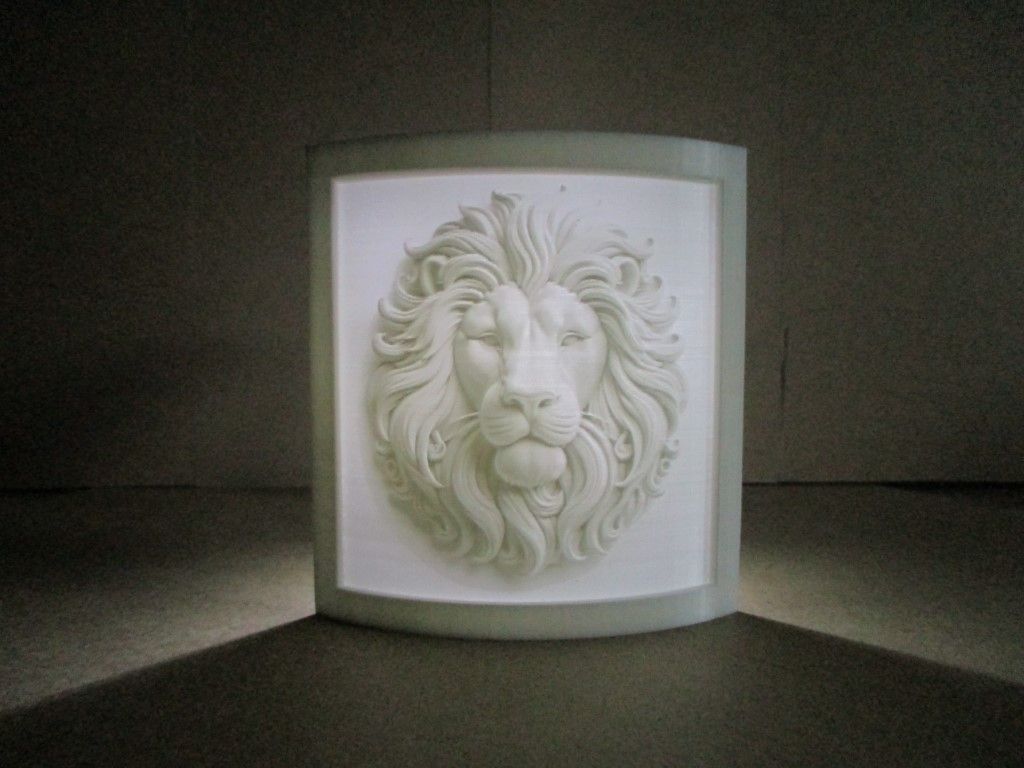
Ca ne se voit pas à la fin Je me disais bien que j'avais déjà vu ces bouts de crinières quelquepart sur le forum1 point
-
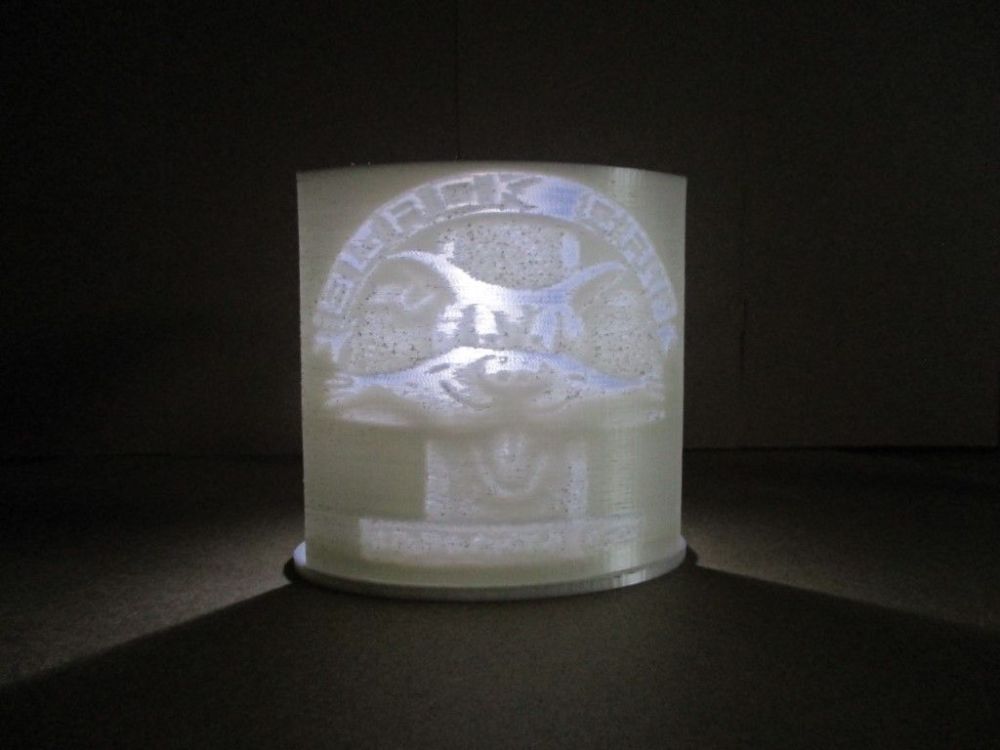
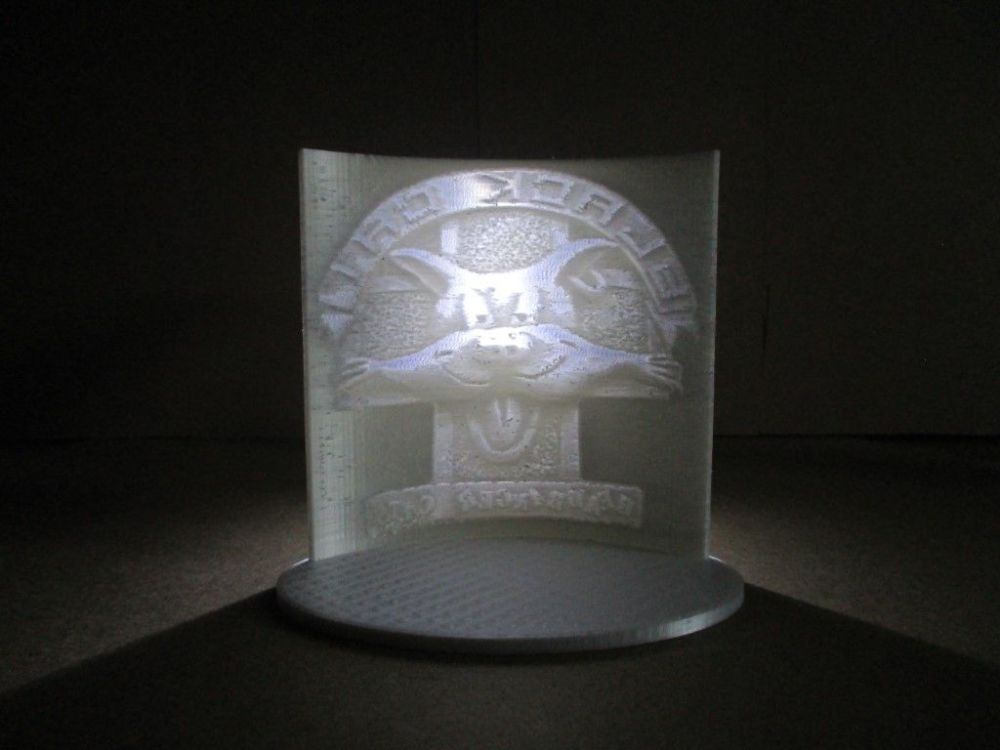
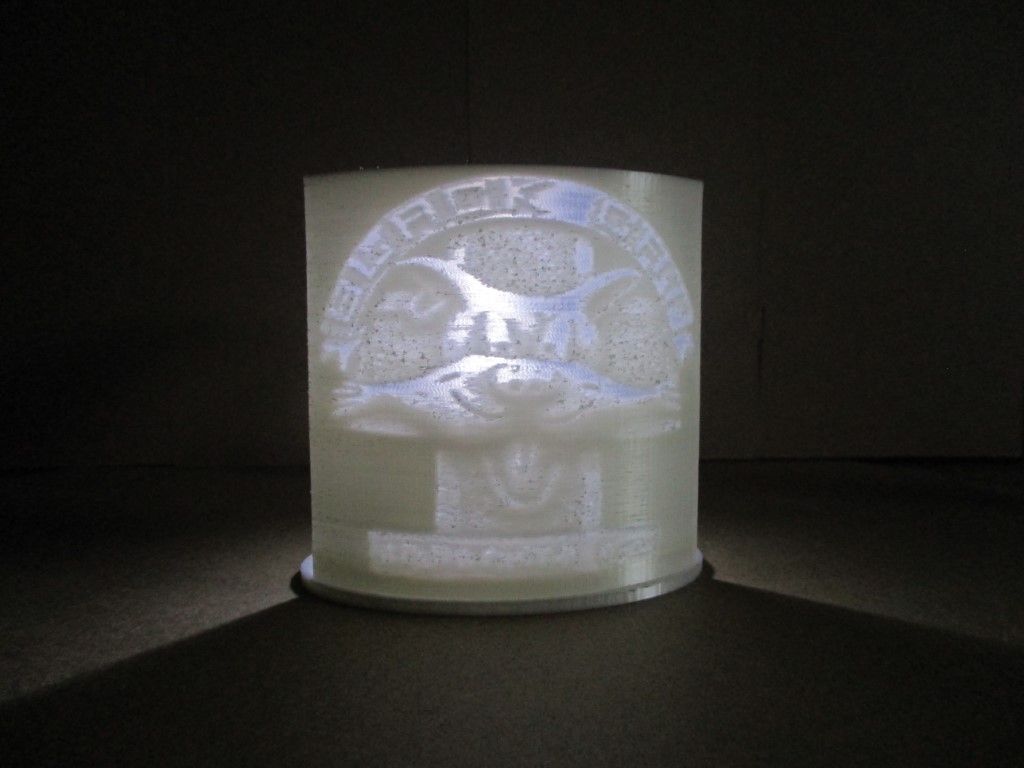
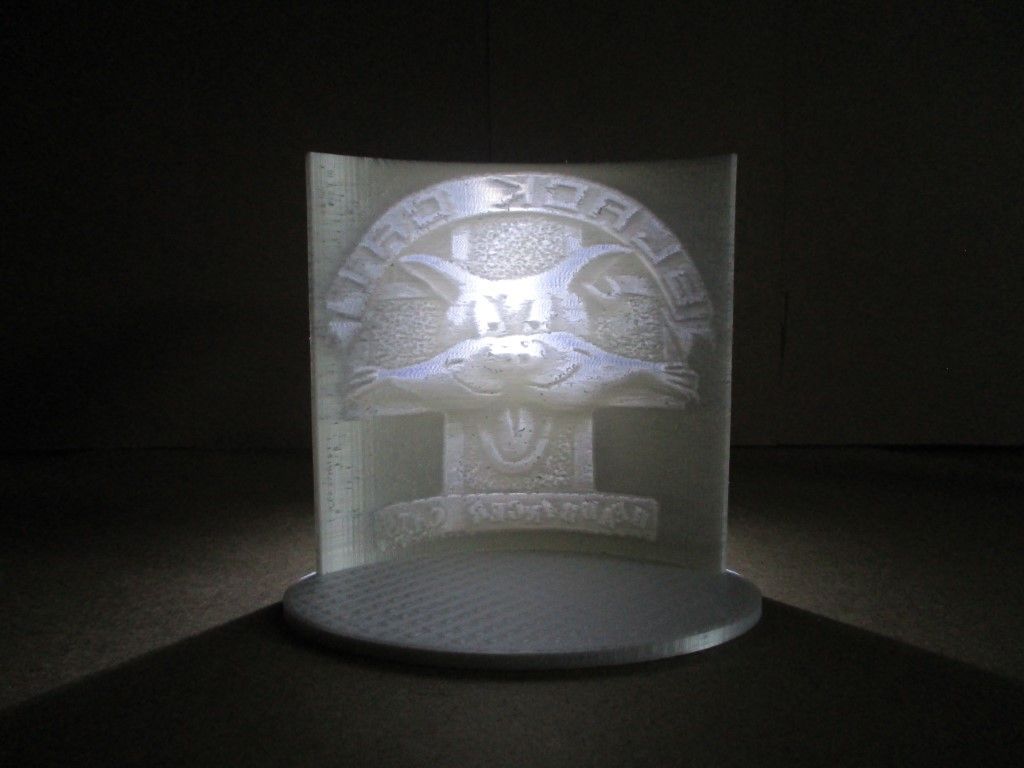
J'ai utilisé cette page pour créer ma première vrai lithophanie : https://lithophanemaker.com/Night Light Lithophane.html Je suis plutôt très content du résultat (la photo rend mal, dommage) ! Avant d'imprimer, j'ai comparé différents fichiers .stl de sites différents, c'est celui qui me donnait le visuel le plus correct. L'image de base (une impression hueforge je crois) : Sites essayés pour générer les fichiers .stl : https://3dp.rocks/lithophane/ https://tool.itslitho.com/CreateModel https://makerworld.com/fr/makerlab/makeMyLithophane Mon tout premier essai, fait manuellement avec 3D Builder et/ou CURA, paramètres divers au pif,etc... (relief du mauvais côté) :

 1 point
1 point -
sur de la pièce esthétique cela ne pose pas de soucis sur de la pièce necessitant une résistance a des contrainte mecanique ce sera moi résistance que de les imprimer a plat en effet, après cela dépend de la matière imprimer par exemple du TPU vue la puissance de l'adhésion intercouche et sa souplesse sa pose 0 soucis, le PLA lui très rigide c'est différent et sera moins bien mois résistant, le PA est un peu entre les 2 lui.1 point
-
OKéééé Je ne connais pas ce meuble, il est si fragile que ça aux raccords pieds/plateau ?
 1 point
1 point -
la photo dois être meilleure
.thumb.jpg.2922980ab4612a16573260bb1e5d478d.jpg) 1 point
1 point -
Quels graphismes c'est le couvercle d'une boîte pour film étirable1 point
-
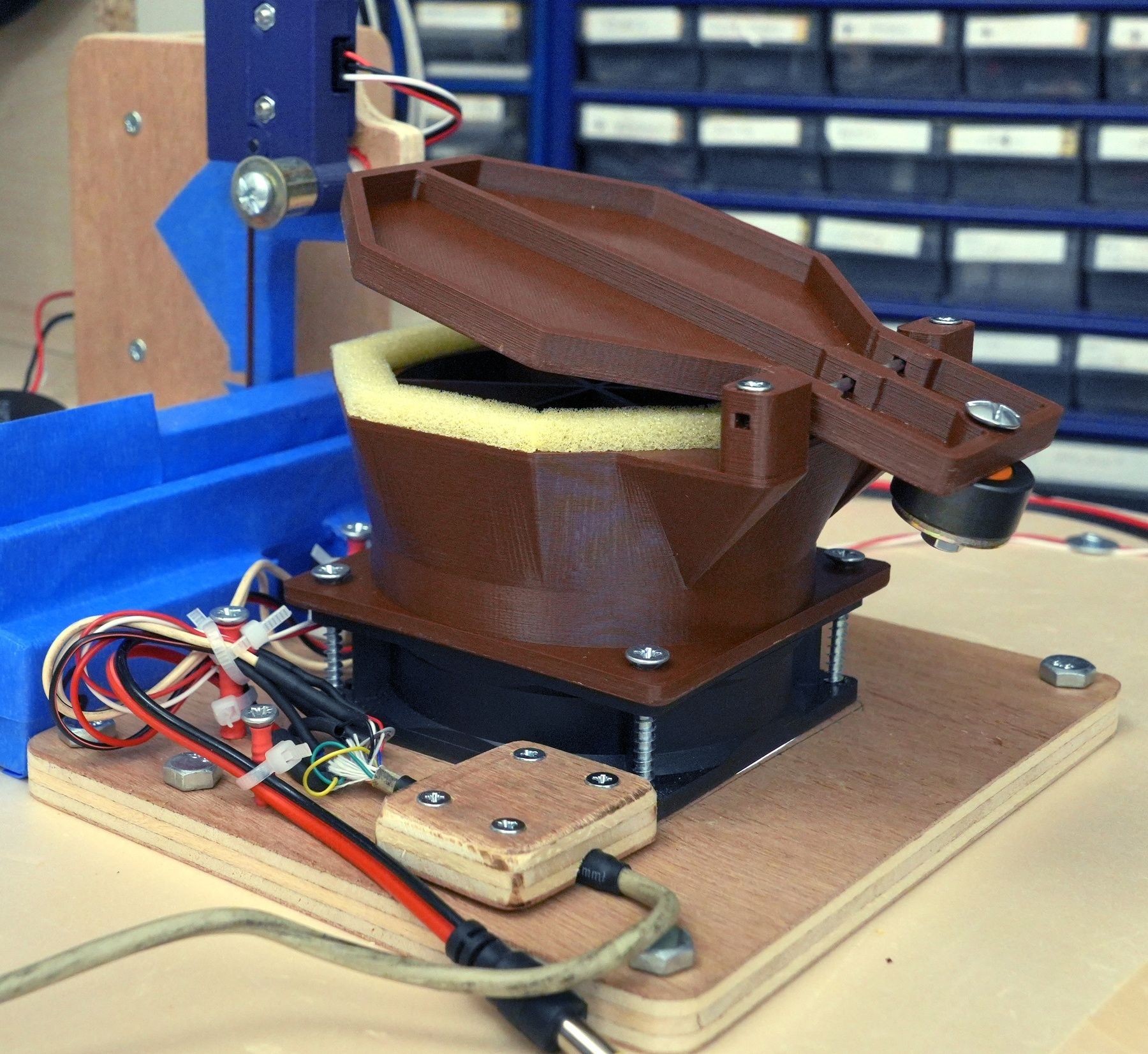
Bonjour à tous, J'ai apporté une amélioration à l'imprimante, en fabriquant une sortie d'air avec une trappe "automatique" J'ai aussi imprimé des pièces tests dignes de ce nom, en ABS : Je viens de mettre à jour l'article, lien direct vers les nouveaux paragraphes ici : https://www.lesimprimantes3d.fr/prusa-mk2s-upgrade-en-mk2s-plus-tutoriel-diy-20251107/#Mise_a_jour_du_13_janvier_2026_–_Une_trappe_pour_le_refroidissement_de_lenceinte A bientôt
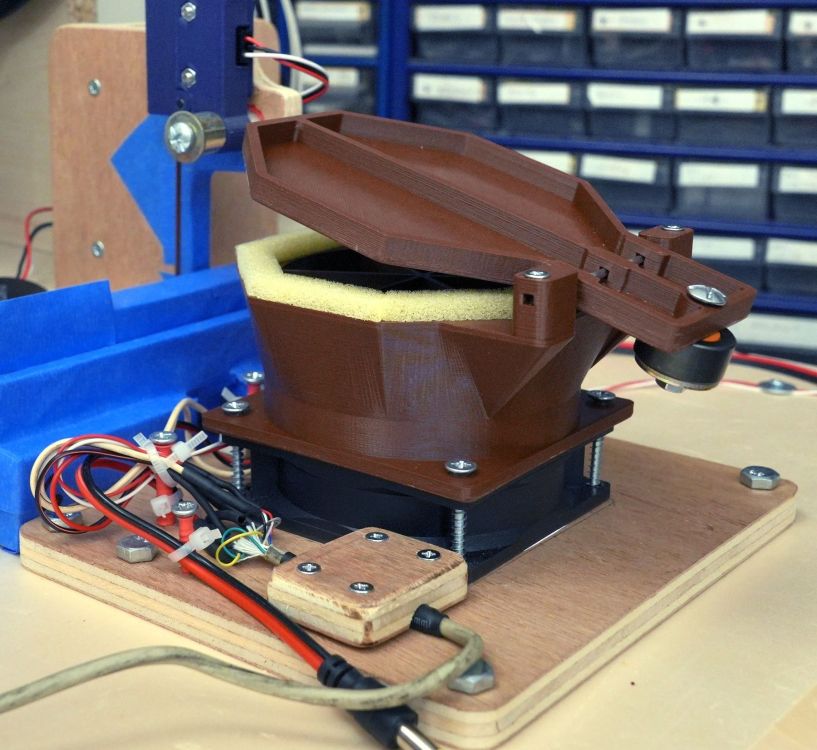
 1 point
1 point -
Effectivement 0.24 est un profil qui est un peu "grossier" qui permet par exemple d'imprimer plus rapidement mais avec une qualité moindre Pour commencer c'est la bonne méthode, une fois que tu maitriseras un peu plus la machine tu pourras effectivement modifier des réglages, n'hésite pas à consulter le Wiki de Bambu Lab, il est relativement complet https://wiki.bambulab.com/en/home sinon on est là pour t'aider1 point
-
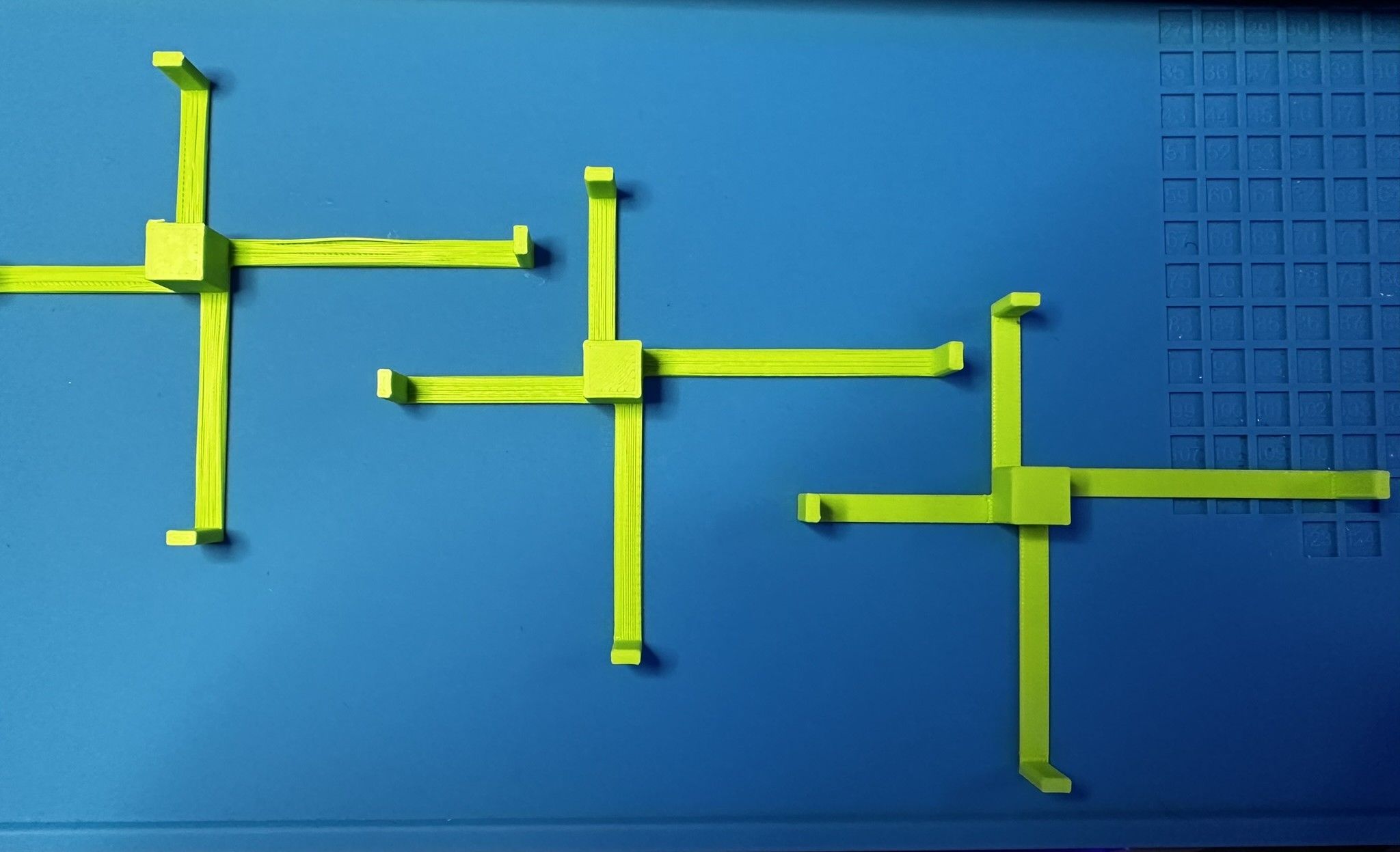
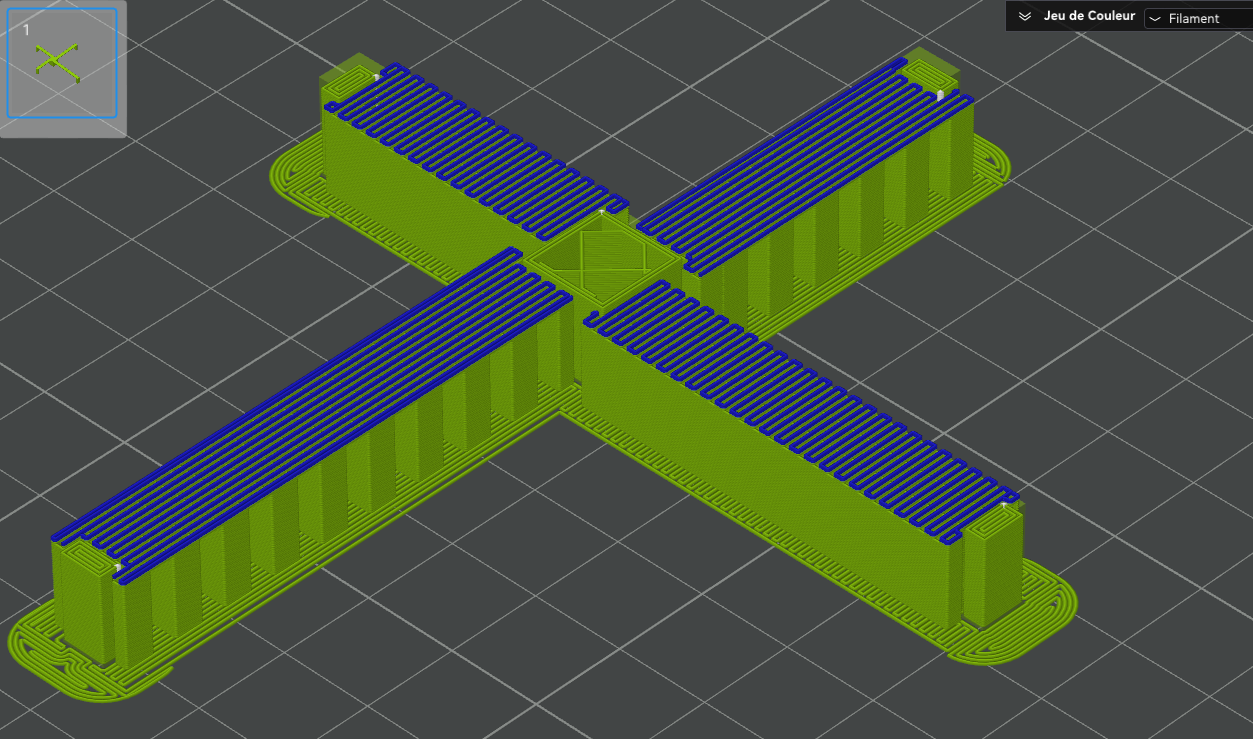
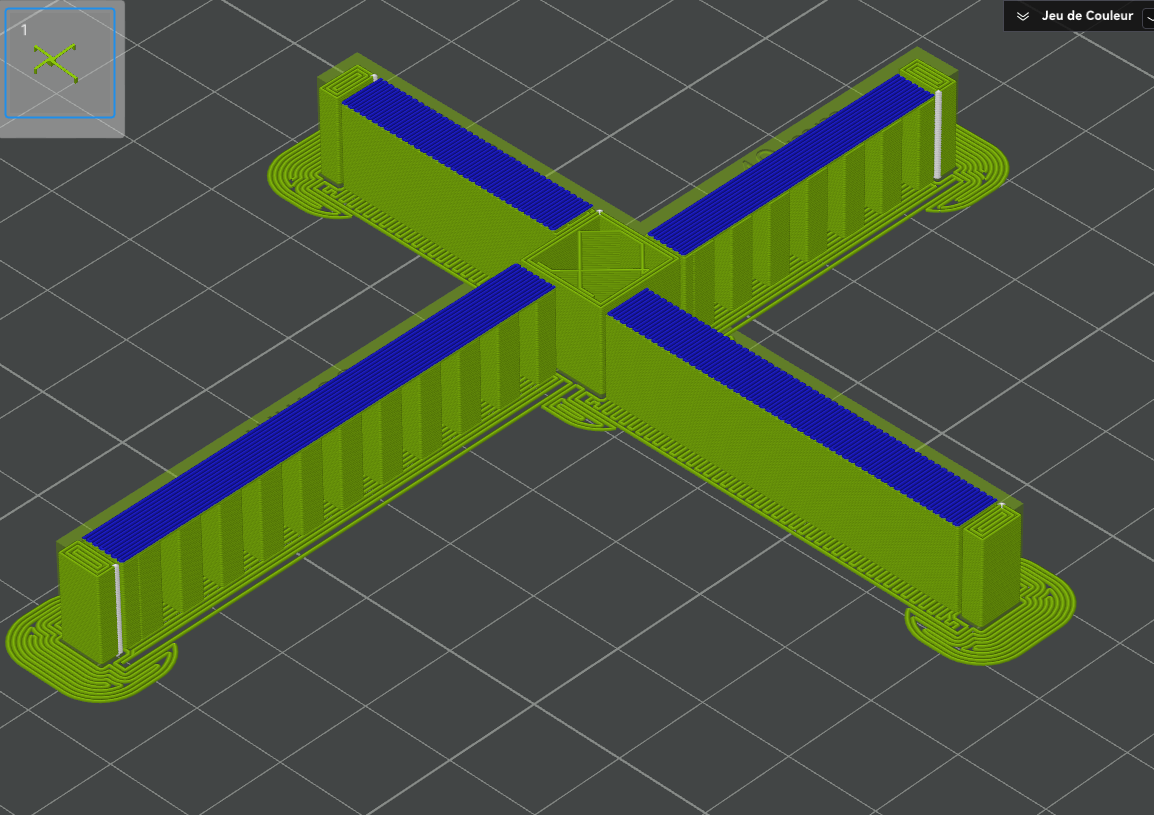
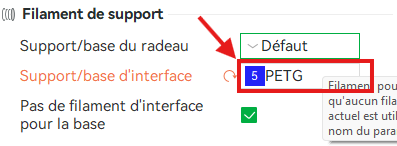
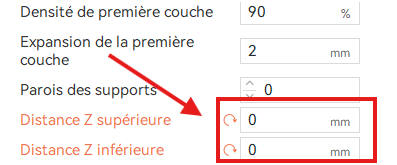
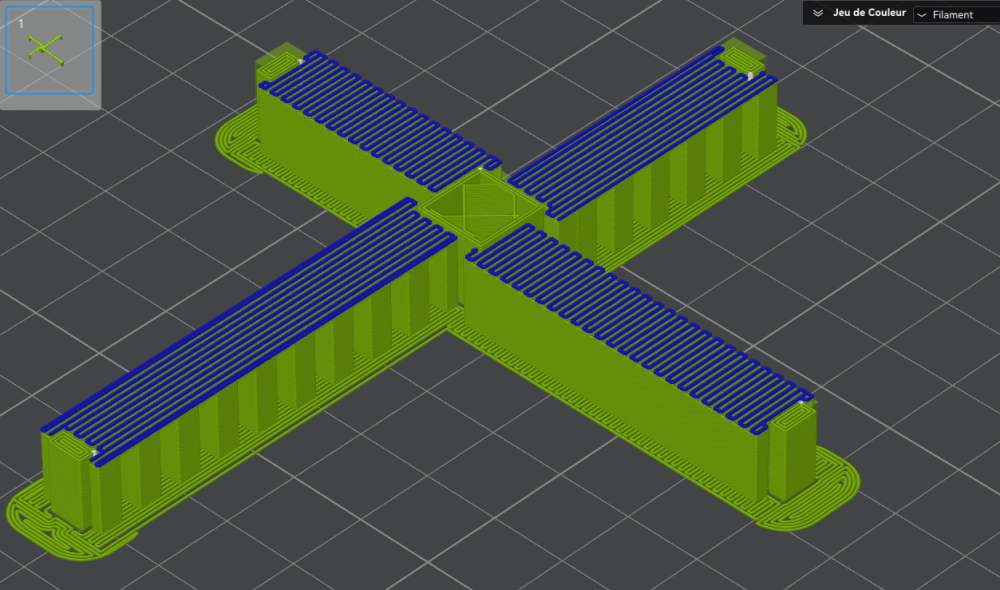
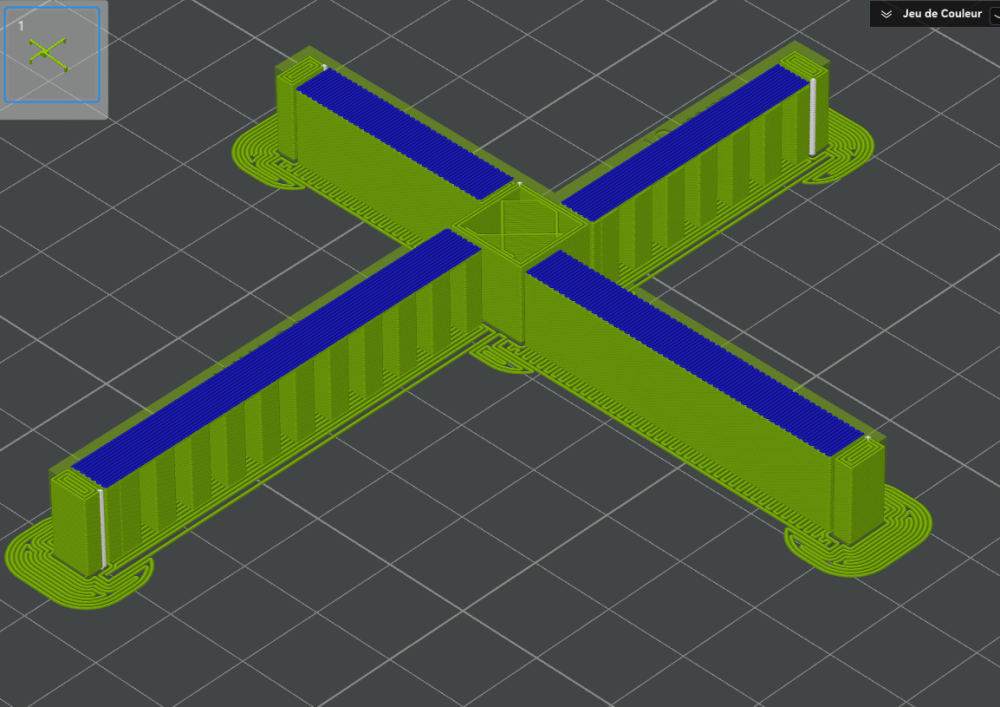
Nous allons voir comment avoir des supports de qualité optimal sous Bambu Studio (Compatible avec d'autre machine qui ont des AMS-Like et d'autre slicer, normalement.) L'idée ici, est d'avoir des supports qui se retire facilement et surtout sans laisser aucune trace la ou ont été en contact la/les pièce(s) et les supports (Interface de support) Voici un exemple très parlant de différent résultat. Test réalisé en PLA + de Ariane Plast Vert Pomme. Le premier, toute à gauche est fait sans support (En réalité c'est un test de bridging donc prévue pour) Le second, il à été réalisé avec des supports par défaut, et son interface de support à été du PETG afin d'éviter une fusion entre les supports et la pièce c'est correcte mais ont peut mieux faire. Le troisième étant les paramètres que j'ai appliqué, comme vous pouvez le voir, c'est hyper lisse et aucune délamination des ponts ou autre défauts. Dans Bambu Studio, lorsque vous allez dans l'onglet support. 1 : Activez vos support en mode normal. 2: Basculer le "Style" qui est normalement mis sur "Défaut" par "Ajusté", cela à pour effet de ne pas avoir des supports qui dépasse de l'endroit ou il doit supporter la pièce. 3: Changer la base d'interface, par un filament opposé, (Si vous imprimer du PLA, alors vous devriez sélectionner du PETG et inversement. ) 4: Réduire l'interface en Z de la couche inférieur et supérieur, en effet, en temps normal et avec un seul filament ont cherche l'effet contraire, car si l'interface est trop proche ceci va la faire fusionné, cependant dans notre cas, nos deux filament ne fusionne pas ensemble par conséquent nous pouvons nous permettre de les faire coller ensemble. 5: Resserrer les lignes afin de consolider au maximum les supports. 6: Changer le motif d'interface, par du Rectiligne (Vous pouvez en tester d'autre cela va dépendre de la géométrie de votre pièce) mais cela à pour effet d'avoir un maximum de contact entre votre pièce et votre support. L'espacement va vous permettre d'avoir quelque chose de très linéaire et très plat afin d’accueillir votre pièce comme ci elle était imprimer sur un plateau Avant: Après: Voila, vous avez maintenant une bonne base de réglage en tous cas, et devriez avoir un dessous vraiment nickel. Hésitez pas à partager des photos de vos tests/pièces.
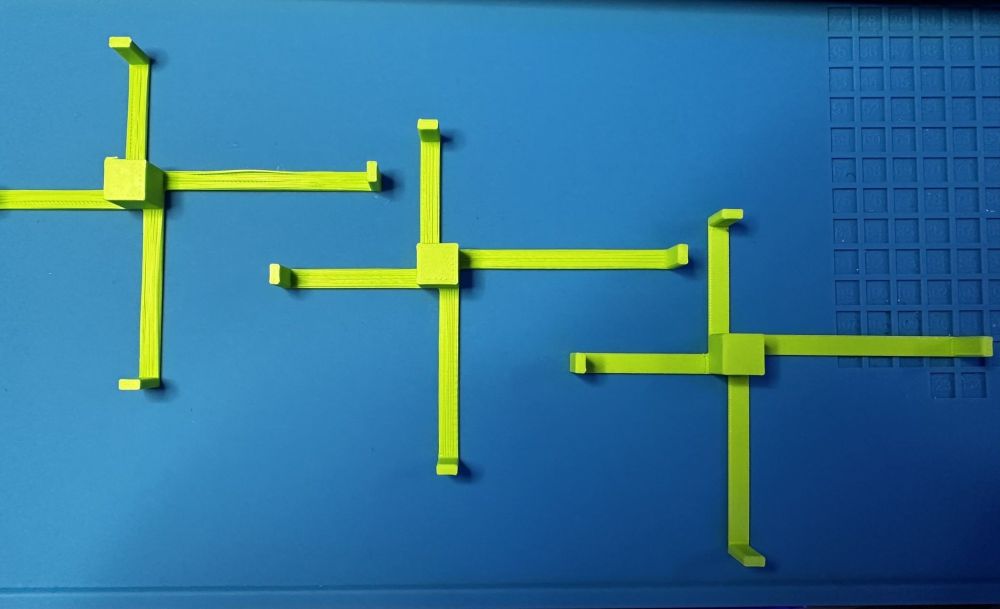



 1 point
1 point -
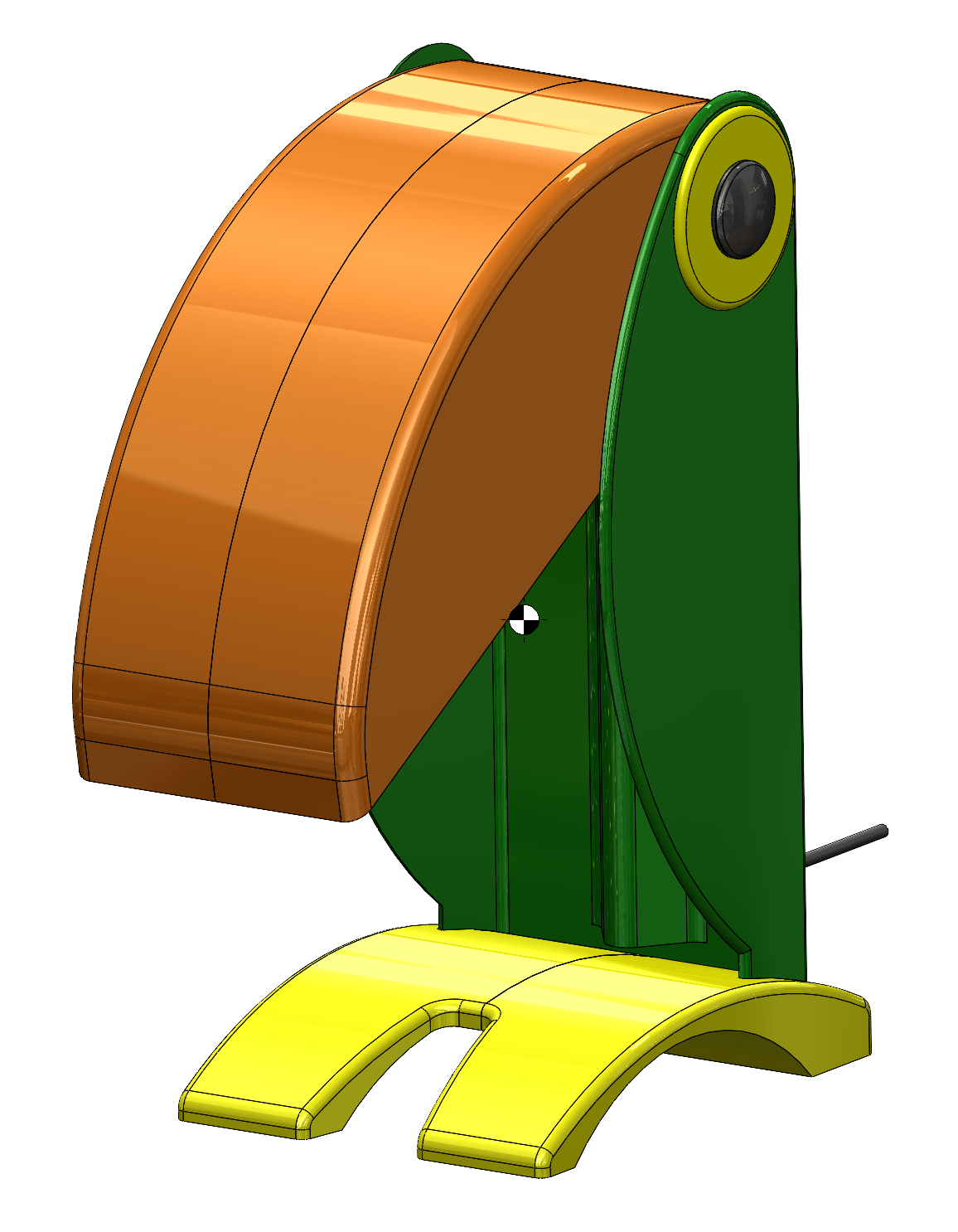
Dans le même genre j'ai fait un pélican ! Pelican ASS.pdf

 1 point
1 point -
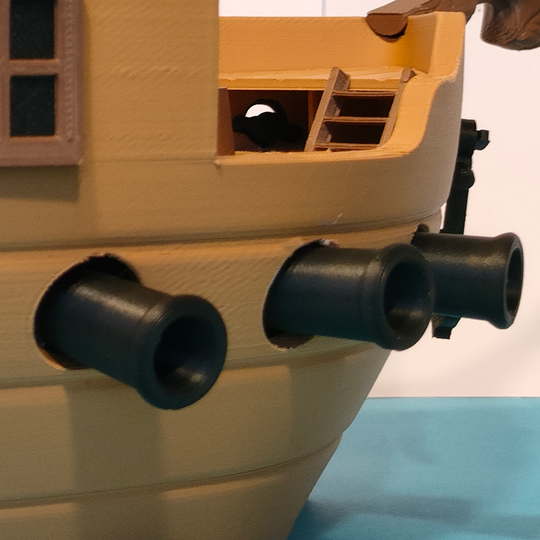
Bonjours à tous, Pendant que vous imprimez des oiseaux j'ai terminé un bateau de pirates, tout son équipage et un ponton pour qu'il puisse accoster. Il y avait plus de soixante éléments à imprimer (sans compter ceux qui sont en plusieurs exemplaires) Le bateau fait 30 cm de long. L'ensemble est disponible sur Cults...









 1 point
1 point -
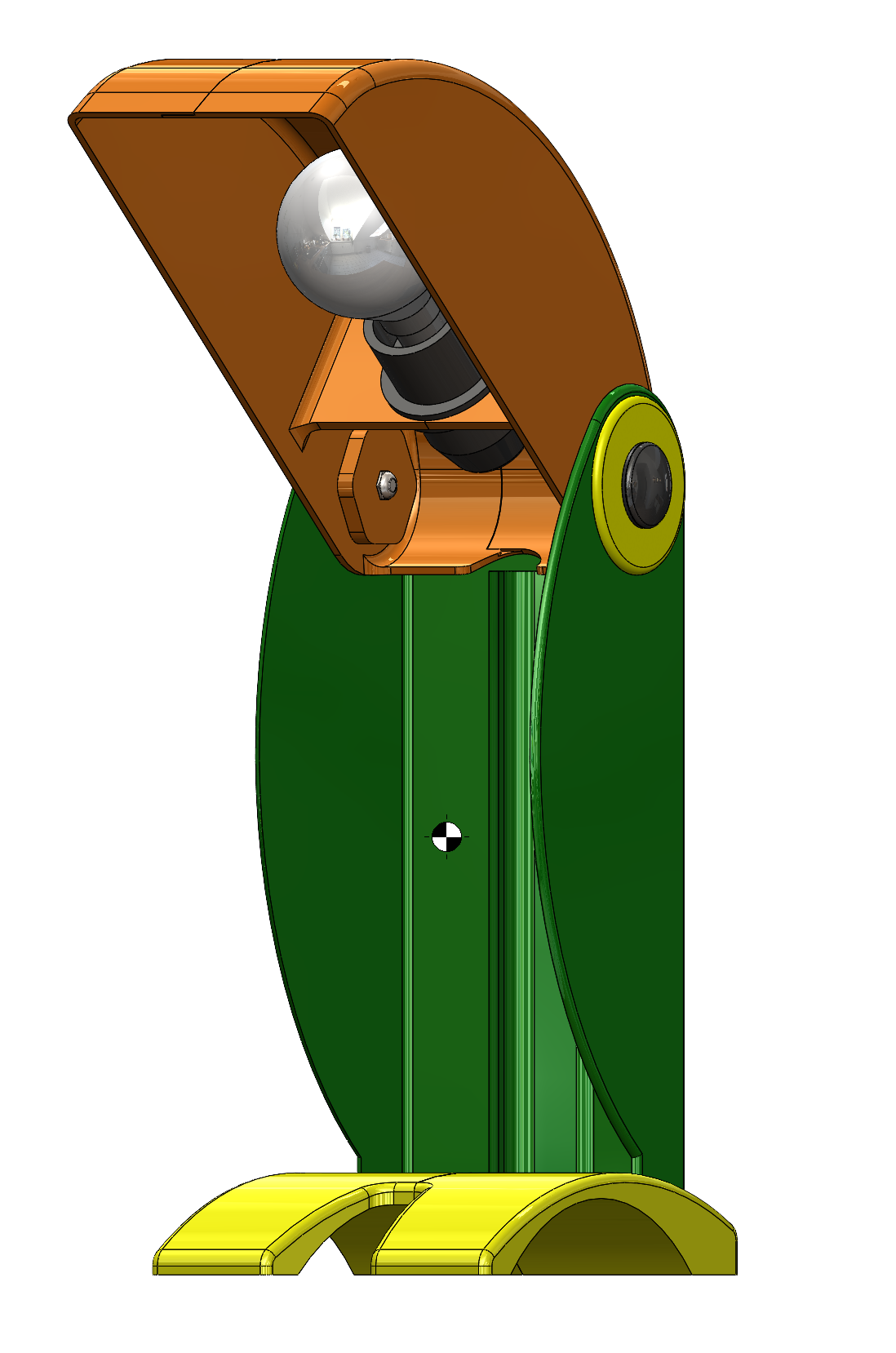
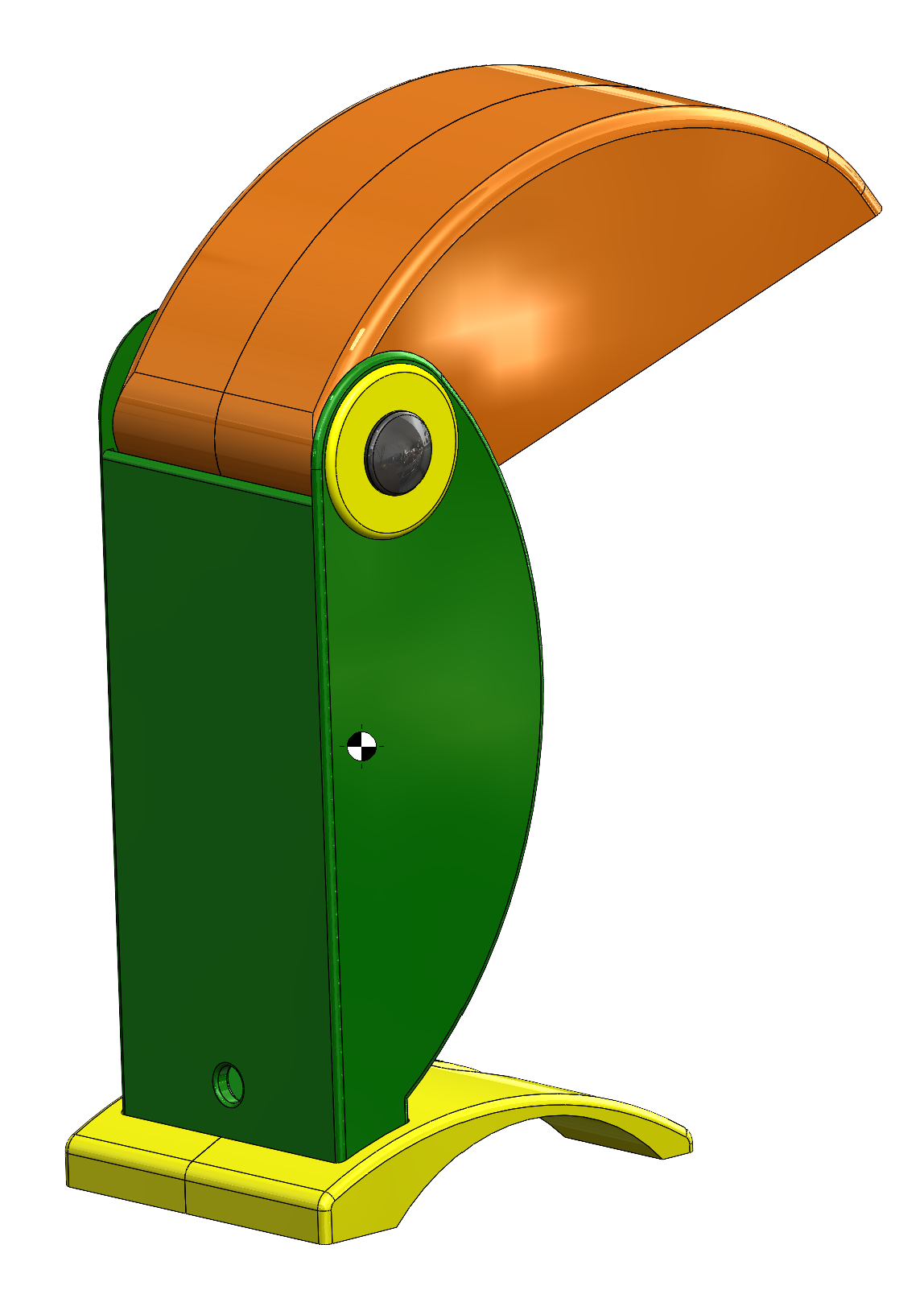
Voici des images issues de la modélisation. J'ai prévu une goulotte pour le passage du fil électrique dans le corps. Ce fil ressort à l'arrière par un trou.
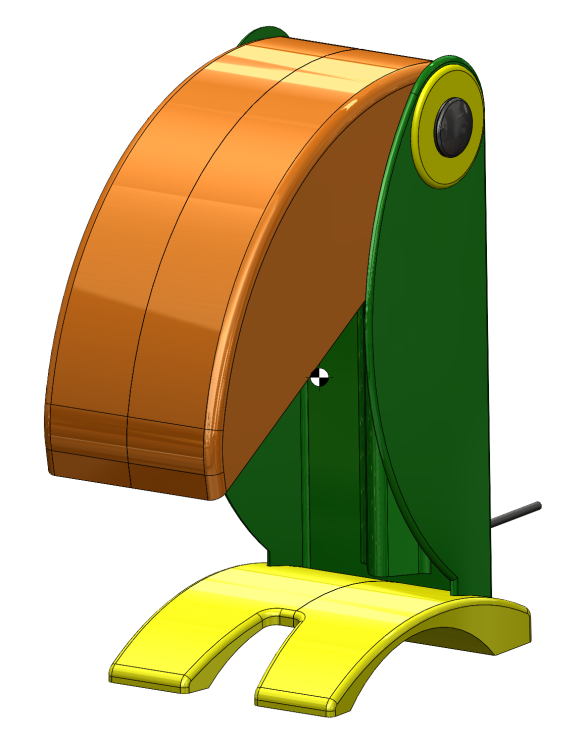
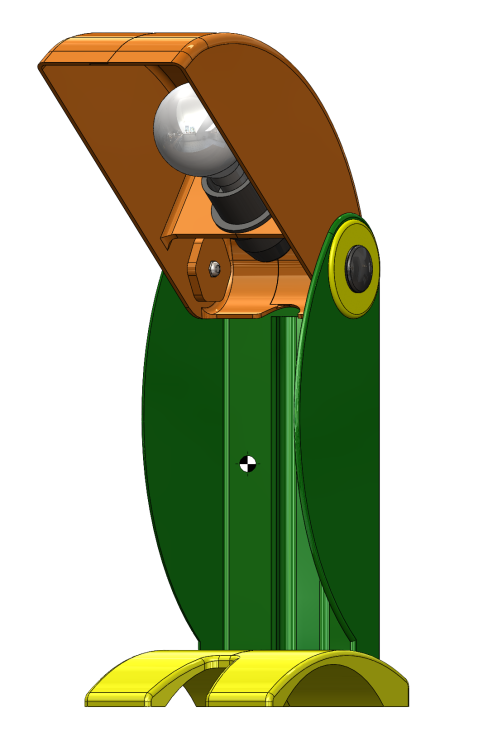
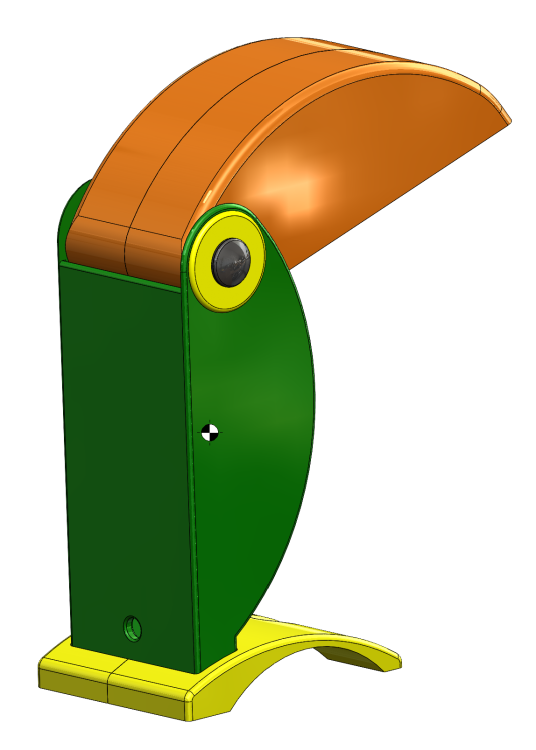 1 point
1 point -
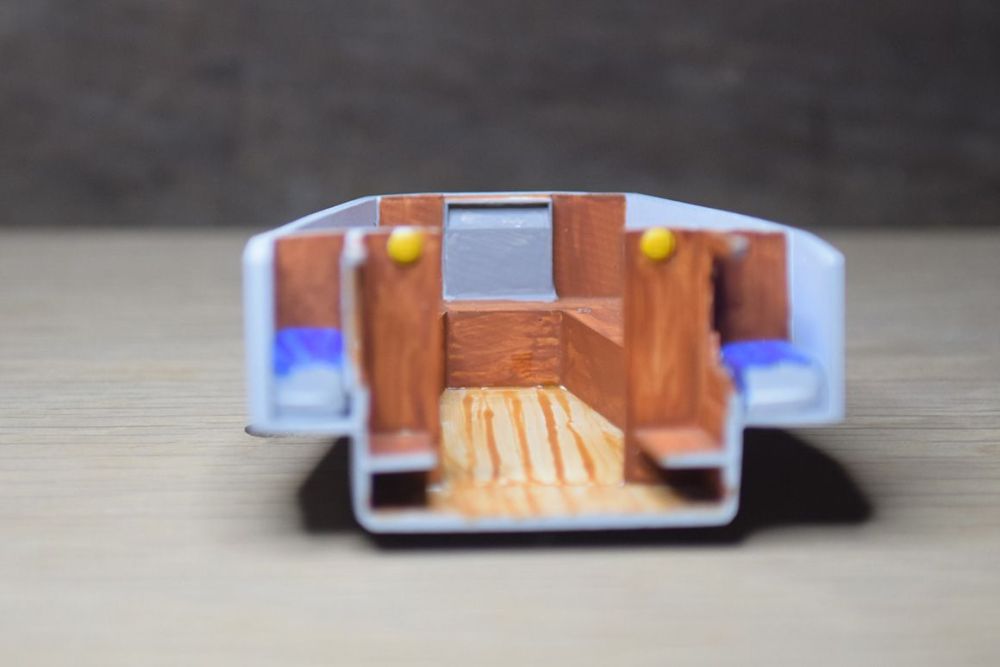
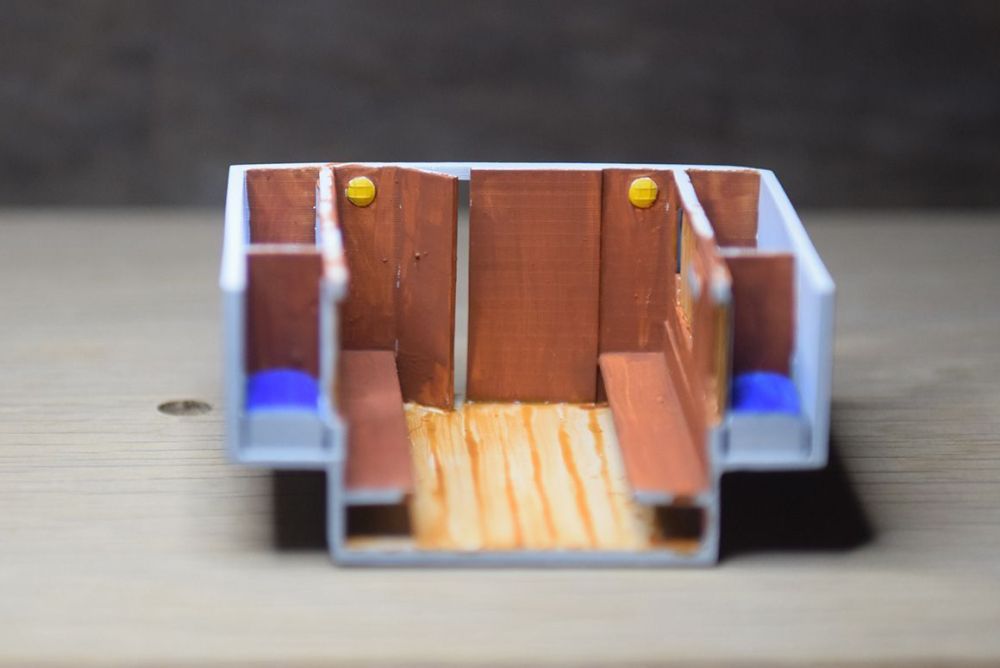
Bonjour à tous, La mangeoire est terminée... J'ai imprimé avec une hauteur de couche de 0.3 hauteur 25 cm environ 20 cm pour la largeur et la longueur. la mangeoire à l'intérieur de la maison est amovible pour faciliter le nettoyage. Disponibles sur Cults...

 1 point
1 point -
Bien reçue depuis mardi... mais pas de bol avec mon boulot, je n'ai eu que le temps de la monter la mettre a jour.... aucun impression.... snif0 points
-
Après 11 ans à bricoler , imprimer , tester et vous proposer des produits innovants , il est temps pour nous de voguer vers de nouveaux horizons (et de nouveaux cafés ). Avant de fermer, nous vous offrons -50 % sur toute la boutique , jusqu’à épuisement des stocks ! Dépêchez-vous, ça part plus vite qu’une pièce 3D dans l’imprimante ! A partagez partout !!! Merci C'est par içi >>> www.hotends.fr
 0 points
0 points














.jpg.368e57baa6550ee81494e00dde528d39.jpg)

.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)