Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)
Contenu populaire
Contenu avec la plus haute réputation dans 24/02/2018 Dans tous les contenus
-
Bonjour, Petite interview de notre fabricant d'imprimante : https://www.lesimprimantes3d.fr/interview-smartcub3d-20180223/ On n'y apprends la genèse de la Mk2 et comment tourne la société6 points
-
Il indique que la famille l'aide parfois, ce qu'il faut comprendre : le travail des enfants n'est pas déclaré ni rémunéré3 points
-
ça y est il est contaminé, bienvenue chez les imprimeurs fous2 points
-
ça s'appelle la formation2 points
-
@Bzh moi je découvre et apprends tous les jours des choses..... bon le soucis c'est que le lendemain j'ai oublié....2 points
-
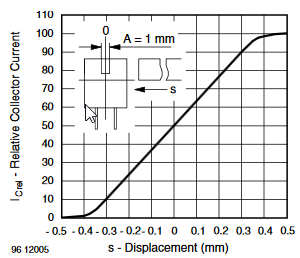
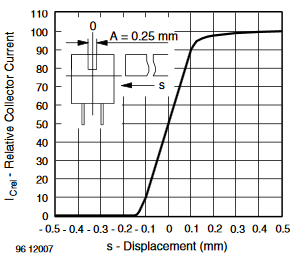
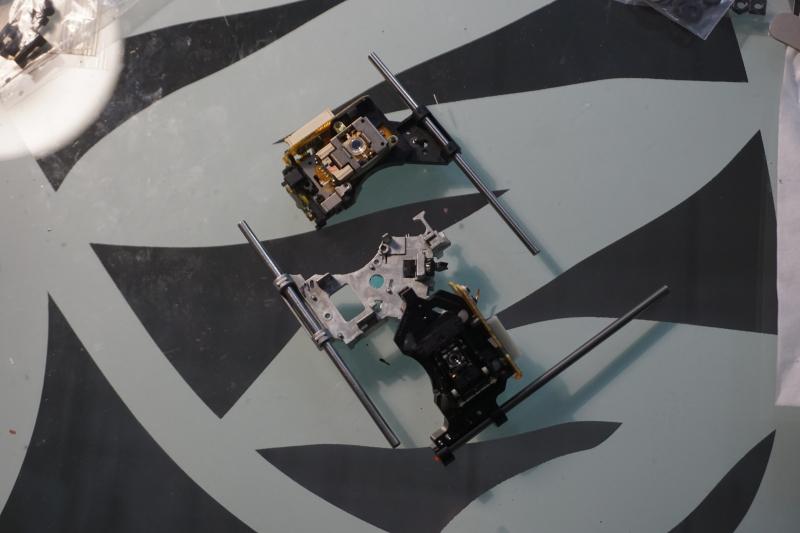
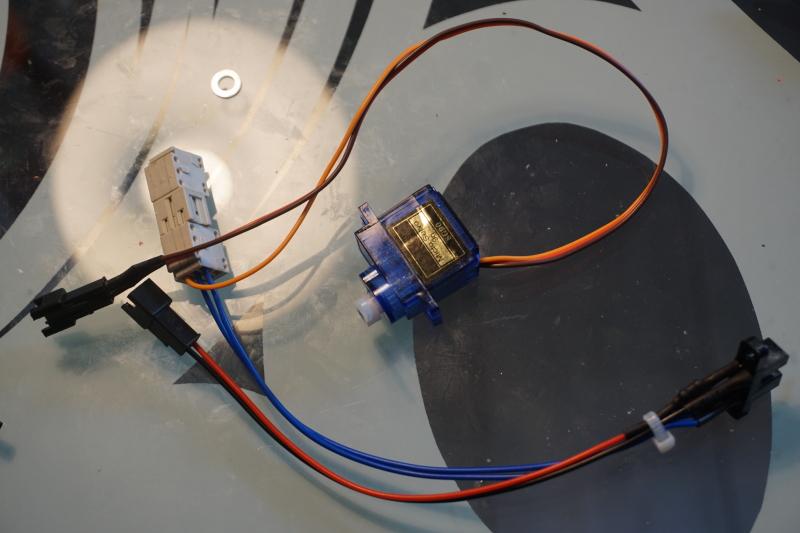
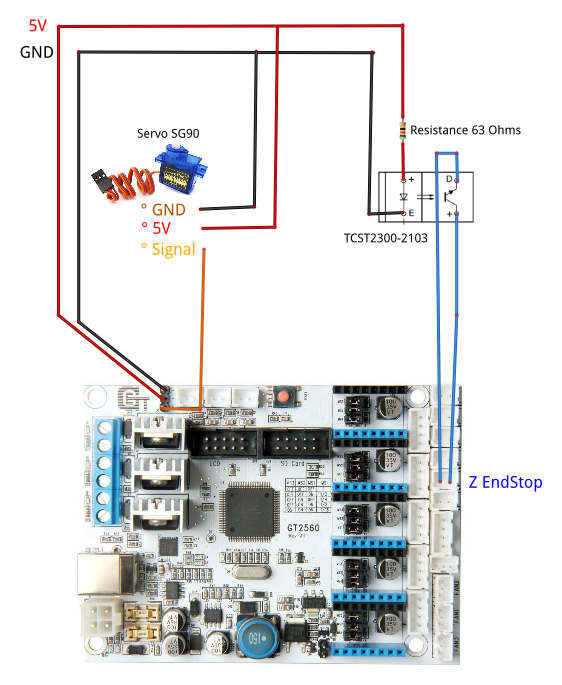
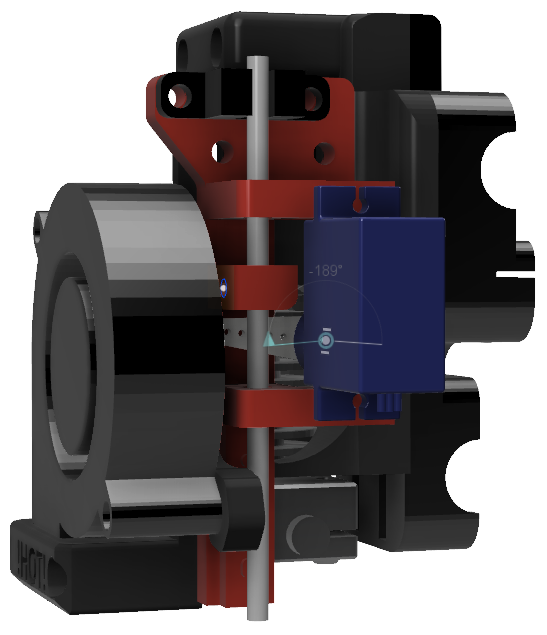
Je vous presente ceci: Le postulat de départ pour moi c'est: l'autolevel, c'est pratique, çà apporte un plus, mais ce n'est pas indispensable et je vais pas me ruiner pour ca. Du coup, pour un dizaine d'euro, j'ai acheté un 3DTouch. Au début niquel puis au bout de deux semaines, des galères au niveau de la première couche arrivent. je me rend très vite compte que le 3DTouch est déjà complètement a l'ouest avec des écarts de palpage de l'ordre de 0.2. Avant de le mettre a la poubelle, je le démonte et on voit bien que sa précision est lié a la qualité de l'ensemble. Retour sur un fin de course standard qui fait bien le Job, mais l'autolevel c'est vraiment agréable quand on y a gouté, quels sont mes choix possibles : Capteur capacitif, mouai ou BLTouch Original trop cher pour ce que c'est. Sachant qu'on peut contrôler des Servo, associé a un capteur optique, on peut faire quelque chose de pas trop mal. Je pensait avoir l'idee du siecle mais finalement en cherchant des infos, ca existe depuis un bail . Par contre pas vraiment d'info sur la réalisation et surtout aucune info sur la précision. Quelques videos de système existant : https://www.youtube.com/watch?v=BJbZ2XYm0p0 https://www.youtube.com/watch?time_continue=20&v=93bi-BLU6v8 https://www.youtube.com/watch?v=UmO2N2HlF7c https://www.youtube.com/watch?v=hqBF5s-aBCQ https://www.youtube.com/watch?v=Pyd__fvhwxA https://www.youtube.com/watch?v=JbkAqFJ49SA LE MATOS Pour le servo, on ne réfléchi pas ce sera un SG90. moins d' 1€ sur Aliexpress par exemple. Pour le capteur optique, j'ai choisi un TCST2300 La plupart du temps c'est un endstop optique qui est utilisé avec un capteur moyen voir médiocre. Moi j'ai pas besoin d’électronique superflu, de led ... J'ai choisi ce capteur pour son ouverture de 0.25mm contrairement au 1mm habituel. Une résistance chutrice de 63 Ohms (dans mon cas 2 resistances de 150 et 100 en //) fera l'affaire La pointe vient d'un lecteur DVD en panne. diametre de 2.99 pour une fourche de 3.1. Parfait Et c'est tout ! Ca vient de chine, ca laisse le temps de faire un peu de 3D EDIT : STL dispo sur Thingiverse : https://www.thingiverse.com/thing:2807107 LE CABLAGE Ca se branche exactement comme un 3DTouch/BLTOUCH. Ici sur ma GT2560A+ MARLIN Au niveau de Marlin, ICI une version 1.1.8 c'est grosso-modo comme un 3DTouch/BLTouch. Dans pins_GT2560_REV_A_PLUS.h on ne va pas déclarer un BLTouch mais on va utiliser les memes pins. On peut faire autrement mais j'ai fais simple. #define BOARD_NAME "GT2560 Rev.A+" #include "pins_GT2560_REV_A.h" #if ENABLED(BLTOUCH) #define SERVO0_PIN 11 #else //#define SERVO0_PIN 32 #define SERVO0_PIN 11 #endif Dans configuration.h , ca doit ressembler a ca //Parametre pour le Servo #define Z_ENDSTOP_SERVO_NR 0 #define Z_SERVO_ANGLES {70,0} // Z Servo Deploy and Stow angles // valeur testé avec M280 #define SERVO_DELAY { 300} // a augmenter a 1000 si servo lent #define DEACTIVATE_SERVOS_AFTER_MOVE //Apres c'est classique pour de l'autolevel et a adapter #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN #define AUTO_BED_LEVELING_LINEAR #define X_PROBE_OFFSET_FROM_EXTRUDER -25 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -38 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER -2.3 // Z offset: -below +above [the nozzle] #define LEFT_PROBE_BED_POSITION 30 #define RIGHT_PROBE_BED_POSITION 170 #define FRONT_PROBE_BED_POSITION 30 #define BACK_PROBE_BED_POSITION 170 #define LEVEL_BED_CORNERS #define Z_SAFE_HOMING #define EEPROM_SETTINGS // Enable for M500 and M501 commands #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS 200 #define Y_MAX_POS 200 #define Z_MAX_POS 180 #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 //#define BED_CENTER_AT_0_0 #define MANUAL_X_HOME_POS -12 #define MANUAL_Y_HOME_POS -4 #define MANUAL_Z_HOME_POS #define Z_MIN_PROBE_REPEATABILITY_TEST et quelques commandes pratique dans ce cas M280 P0 s0 // position 0 du servo M280 P0 S90 //position 90° M119 // STATUS ENDSTOP M401 // sortir le bras ou M280 P0 SXXX M402 // rentrer le bras ou M280 P0 SXXX Pour conclure, c'est surement moins sexy qu'un BLTouch mais pour quelques €, j'ai quelque chose qui marche tres bien et surtout que je maitrise. Test de repetibilité : 18:50:59.612 : M48 Z-Probe Repeatability Test 18:50:59.612 : Positioning the probe... 18:51:08.043 : Bed X: 50.000 Y: 50.000 Z: -0.043 18:51:13.085 : 1 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:18.122 : 2 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:23.157 : 3 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:28.194 : 4 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:33.247 : 5 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:38.285 : 6 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:43.323 : 7 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:48.359 : 8 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:53.395 : 9 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:51:58.433 : 10 of 10: z: -0.043 mean: -0.0427 sigma: 0.000000 min: -0.043 max: -0.043 range: 0.000 18:52:01.282 : Finished! 18:52:01.282 : Mean: -0.042714 Min: -0.043 Max: -0.043 Range: 0.000 18:52:01.282 : Standard Deviation: 0.000000


 1 point
1 point -
pendant que tu y es, petit must have https://www.amazon.fr/Aiguilles-nettoyage-buse-imprimante-inoxydable/dp/B076N4PXB51 point
-
donc reprends les nappes d'origine de l'écran a6, celles non modifiées, et réessaies.1 point
-
http://www.jdl68160.com/jauges_awg.pdf c'est un peu plus gros que du awg 14, donc oui pas de problème.1 point
-
oui, on devient vite accro.1 point
-
Bonjour à tous ! J'avais dans la tête de coller une feuille magnétique sur mon plateau chauffant de MicroDelta Rework, puis de pose une feuille magnétique par dessus pour pouvoir imprimer, et changer de lit entre chaque impressions. J'ai donc envoyé un message au site internet https://www.supermagnete.fr pour savoir si c'était nocif de chauffer ces petits trucs là, et voici la réponse: Alors, qu'en pensez vous ? Peut on oser utiliser de l'ABS et penser à une marge de sécurité constructeur ? Doit on abandonner l'ABS et la jouer cool (sachant que j'imagine bien que le lit va être à recalibrer) ? Doit on protéger la feuille magnétique avec un scoth thermo mais risquer de perdre la flexibilité utile au décrochage du modèle imprimé ? Ou alors la température à proximité de la buse est elle de toutes façons trop haute pour risquer ce montage ?.. Je pose ces questions car de toutes évidences... une fois la feuille magnétique collée au lit chauffant, elle sera plus ou moins bloquée sur place ! Alors peut être que certains d'entres vous ont des info intéressantes ! Merci, et à bientôt !1 point
-
Pareil... je crois que l'on vieillit1 point
-
@Josk Et ben, quelle frustration C'est quand même étrange cette histoire ! Utiliser la MDR demande très clairement de l'apprentissage, mais comme pour toute imprimante j'imagine, le fait qu'elle soit une delta ne change, à mon avis, rien. L'émostrudeur n'est probablement pas l'extrudeur le plus fiable/résistant/précis de tous les temps, mais il marche convenablement, une fois que l'on a pigé le concept de : température d'extrusion, rétraction, pression dans la buse. Il se peut qu'il y ait un soucis avec le moteur de l'extrudeur aussi, qui pourrait ne pas avoir suffisamment de couple (pb mécanique ?) pour entrainer l'emostrudeur. Quand je me retrouve devant un soucis dont je ne vois pas forcément la cause immédiatement, j'essaie de procéder par élimination afin de diagnostiquer le plus précisément possible la "panne" (un peu comme on ferait avec une voiture ou un PC !). En l'occurence, tu peux procéder par étapes et "à vide" : 1) enlèves l'émostrudeur et laisses à vide le moteur, tige apparente. A l'aide de Repetier host en USB, essaies maintenant d'extruder dans un sens puis dans l'autre plusieurs dizaines de mm -> si tout va bien, la tige tourne, le moteur n'est pas HS 2) remets l'emostrudeur sur le moteur, sans fil Recommences la manip précédente. Si la tige tourne correctement et que l'emostrudeur est entrainé, cela veut dire que tu n'as pas, à ce stade, de soucis mécanique. Remets le fil dans l'emostrudeur, sans refaire le montage bowden, juste le fil, à l'air libre. Règles la molette correctement (cf photos publiées par @sigiel dans le post épinglé) et refais la manip via repetier host. Si tout se passe bien à ce stade, on progresse, le moteur va toujours bien, l'emostrudeur n'est pas grippé. 3) fais chauffer la hotend 10-15°C au dessus de la température conseillée max pour ton filament. Enlèves le pneufit et insères le filament à la main. regardes en même temps l'écran de de la MDR pour vérifier à combien la sonde mesure la température. Est-ce que, en poussant à la main, ton filament s'écoule très facilement ? cela devrait être le cas. Sinon, tu as peut-etre une buse bouchée ou une température inadaptée pour ton filament. 4) Diminues de 5 en 5 la température avec la molette, jusqu'à ce que ton filament s'écoule avec un peu plus de difficultés, mais toujours de manière fluide. (ou monte la température si toutefois cela ne s'écoulait pas !) Enlèves ensuite le fil de la hotend d'un coup sec, remontes le bowden, et insères maintenant le fil au travers de tout le montage, en conservant la température de la hotend. Débrayes l'émostrudeur avec la molette et pousse à la main le fil. Est-ce que cela fonctionne bien ? 5) si tout est OK à la phase d'avant, repasses sous repetier host et essaye d'extruder plusieurs fois plusieurs 10aines de mm. Si ce n'est pas bon, c'est que manifestement le moteur n'a pas assez de jus et qu'il est défectueux. Essayes aussi dans l'autre sens, en rétractant plusieurs fois plusieurs dizaines de mm. Si tout est bon à ce stade, c'est que tu as probablement un probleme de paramétrage de retraction 6) Au niveau du slicer, descends drastiquement ta distance de rétraction à 1.5mm par exemple. Passes ta vitesse de rétraction à 50mm/s et si ton slicer t'en laisse la possibilité, descends la vitesse de "dé-retractation" à 20mm/s Essayes d'imprimer une pièce avec ces paramètres. Si ca se passe bien, tu devrais avoir pas mal de filoches, donc le but du jeu sera ensuite de remonter progressivement la distance de retraction jusqu'à trouver une valeur où il y a beaucoup moins de filoches, mais où l'extrudeur ne patine pas.1 point
-
tu as des designs à imprimer sur thingiverse pour ranger les outils et les accessoires.1 point
-
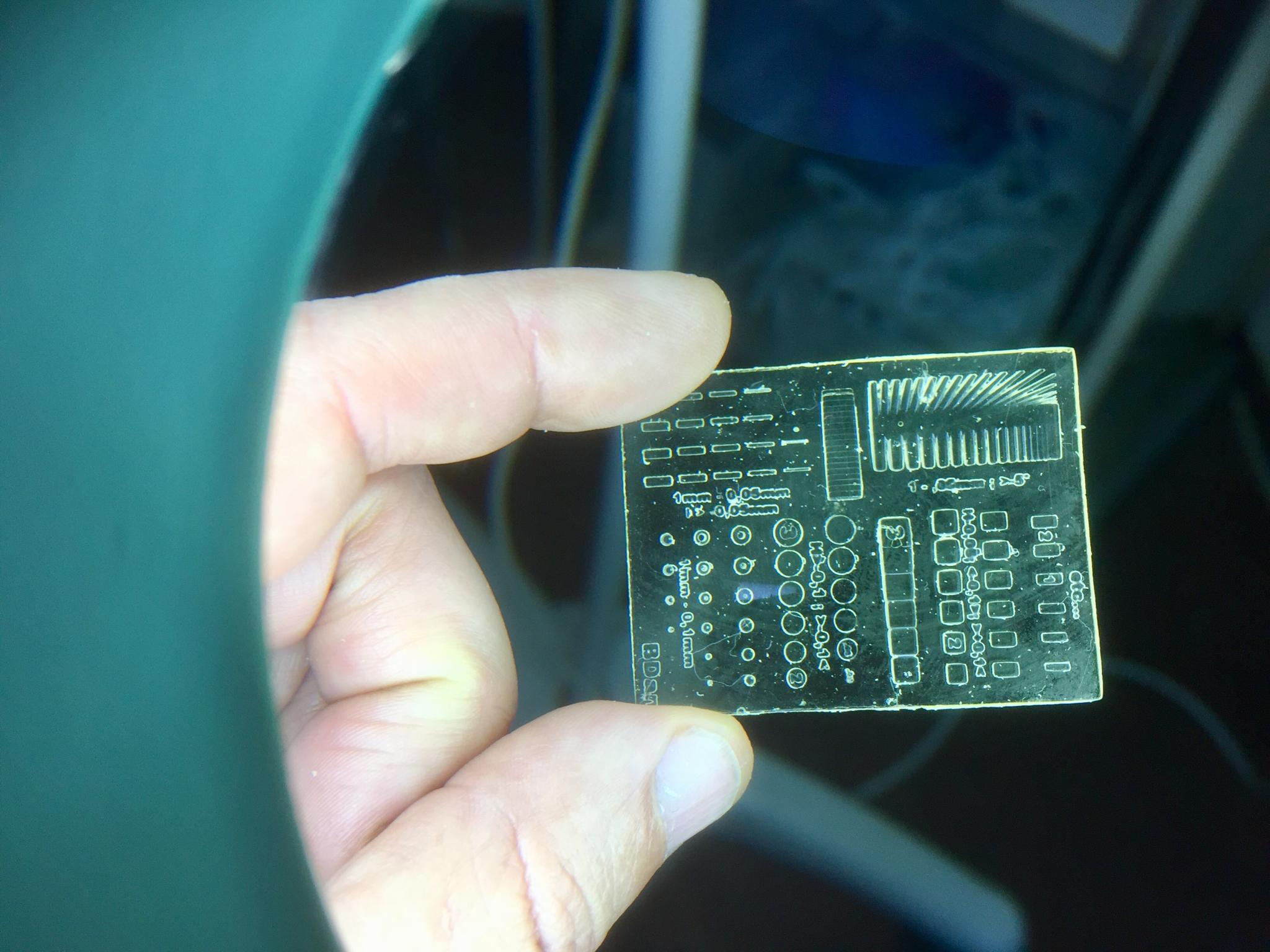
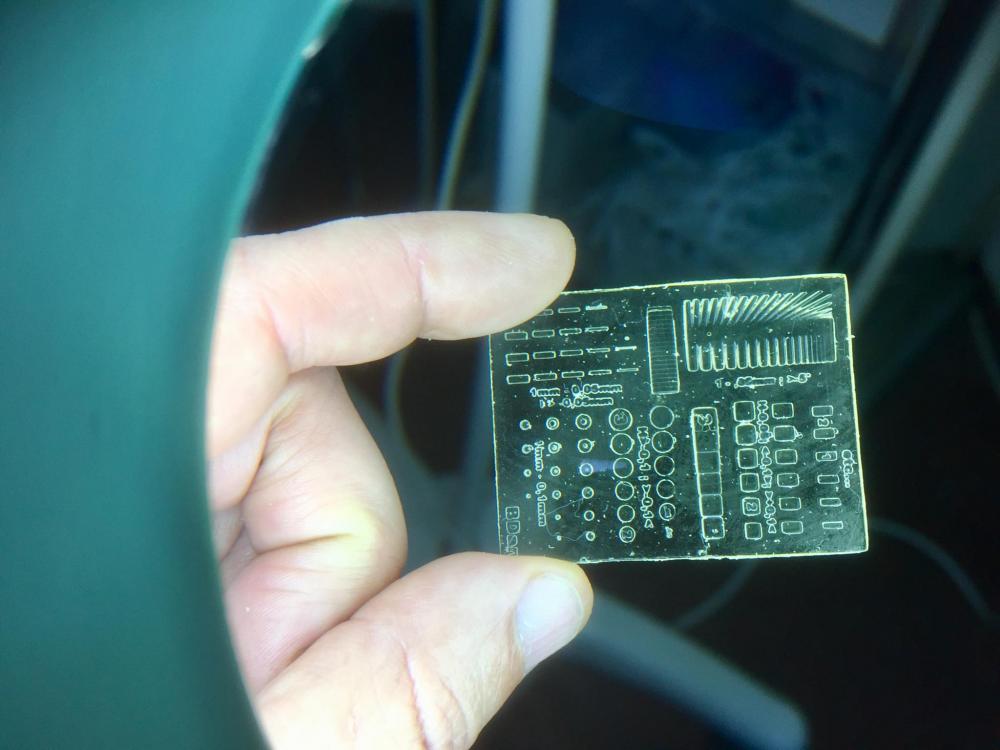
Même plaque de test Modèle imprimante : PhotonModèle Résine : FunToDo transparente.Résolution couche : 0.05Temps couche de Base et nombre : 50 / 5 Temps expo couche 10, off 4 Pour décoller des trucs avec une surface importante collée sur la plaque, je met carrément la plaque dans de l'alcool isopropylique pendant quelques minutes, après ça vient tout seul.
 1 point
1 point -
pas mal, tu as un peu de wobble, et de ghosting, mais dans l'ensemble c'est un beau benchy.1 point
-
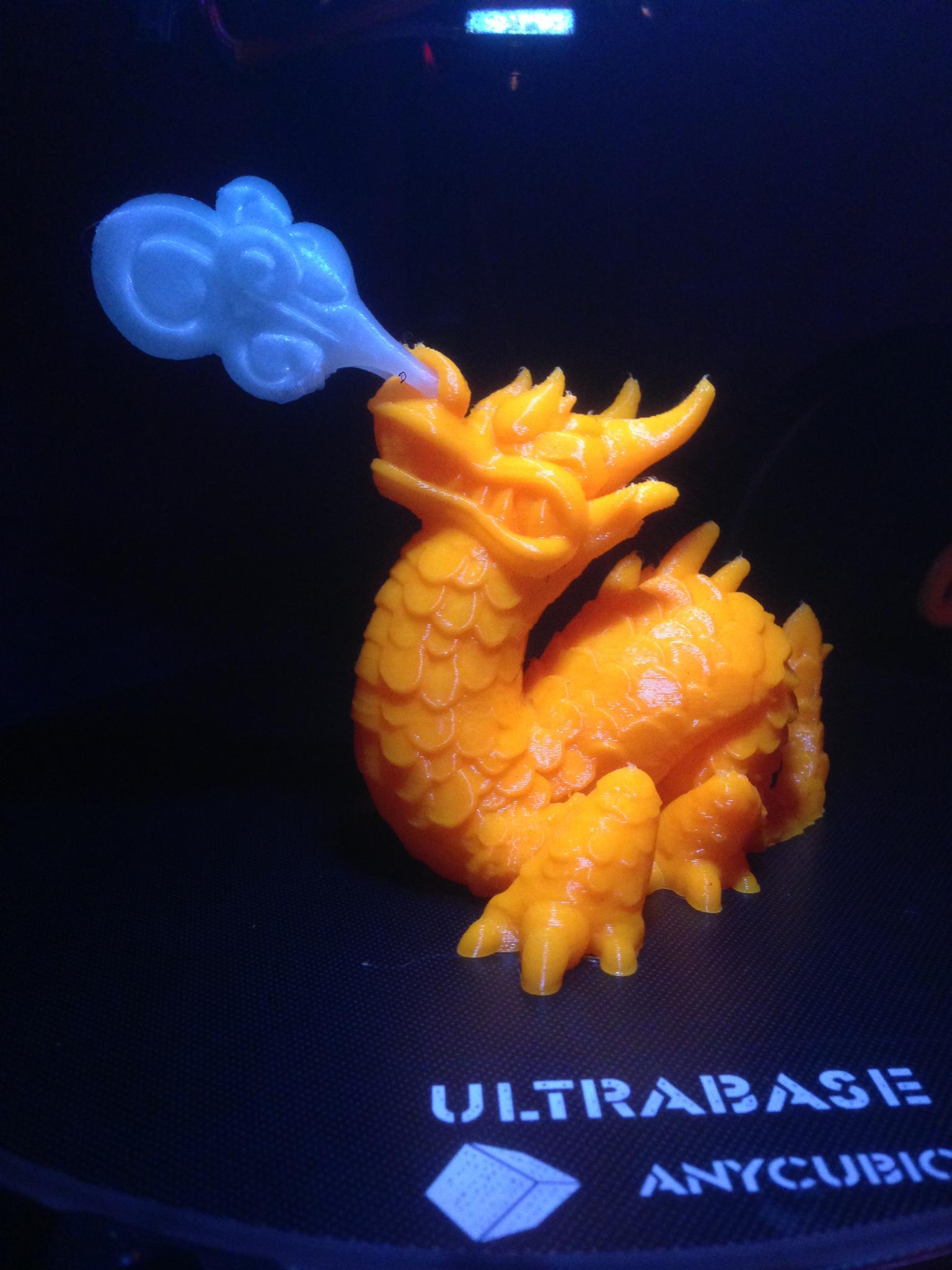
On lui tirera le portrait au prochain salon qu'il fait!!!! @nono30, avec plaisir Là elle tente de faire des impressions par tout juste 15 degrés, pas facile ! , XtremCub3D1 point
-
Sympa cet interview. Dommage, on devine à peine la tête de biostrike derrière sa machine ! Longue vie à la SmartCub3d !1 point
-
çà c'est du ghosting, il faut baisser un peu l'accélération je dirais, mais dans l'ensemble c'est plutôt bon.1 point
-
Bonjour, Tu peux aussi augmenter la hauteur de ta couche initiale. Pour une buse de 0,4, une couche initiale de 0,3 c’est bien. « Une couche initiale plus épaisse adhère plus facilement au plateau »1 point
-
Noeud dans la bobine et décollages Imprimer en 0.2 en pla anycubic

 1 point
1 point -
Hello, j’ai profité de l’installation des nouveaux TMC2208 pour dépoussiérer mon imprimante qui était en sommeil depuis un moment Encore quelque réglages à faire, mais c’est presque nickel1 point
-
Bonjour @J-Max.fr J'ai lu ton tuto, mais j'avoue qu'il y a deux trois trucs que je n'ai pas compris. J'ai bien compris les formules et le rapport qu'il y a avec la mécanique, ça, pas de problème et c'est logique. Par contre je ne sais pas ou trouver les infos de "nbre de pas moteur" et de "micropas". De plus, les valeurs dans mon marlin ne sont pas indiqué tout à fait de la même manière, je n'ai qu'un seul chiffre dans #define DEFAULT_AXIS_STEPS_PER_UNIT {160,160,3200,882}. Je suis sur une Tevo Black Widow avec BLtouch, et j'ai récupérer le marlin sur le compte Facebook de la communauté Tevo, le dernier en date pour ma machine avec BLtouch. Apparement plusieurs réglages sont déjà fait mes je souhaite les vérifier car les côtes de mes pièces ne sont pas juste exact. Peux-tu m'aider. Merci. @+ Gazton0 points