Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 13/02/2026 dans Messages
-
Je veux bien partager ton message mais je remarque qu'une fois @pascal_lb a mis plus de 12 minutes à proposer une solution (12 minutes 34 exactement)... Une vie de famille je veux bien, mais quand même, il y a des limites.8 points
-
Les cheveux vont être compliqués à imprimer
 8 points
8 points -
Il n'y a pas de meilleur cadeaux que la reconnaissance du travail et des efforts accomplis... Après un retour appréciable de Bambu Lab sur mon chassis ST-1, c'est au tour de Makera...
 7 points
7 points -
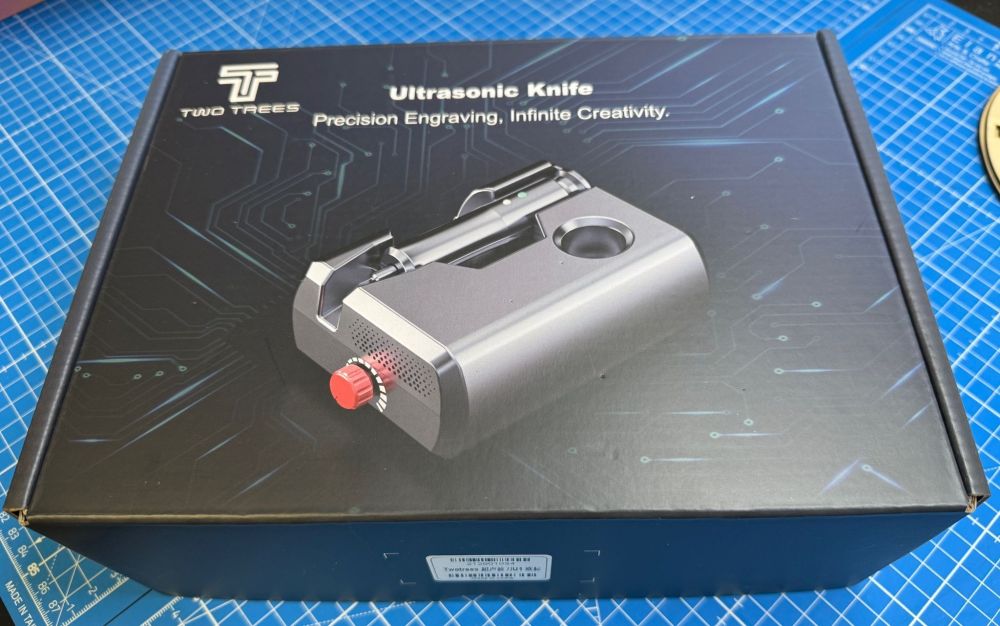
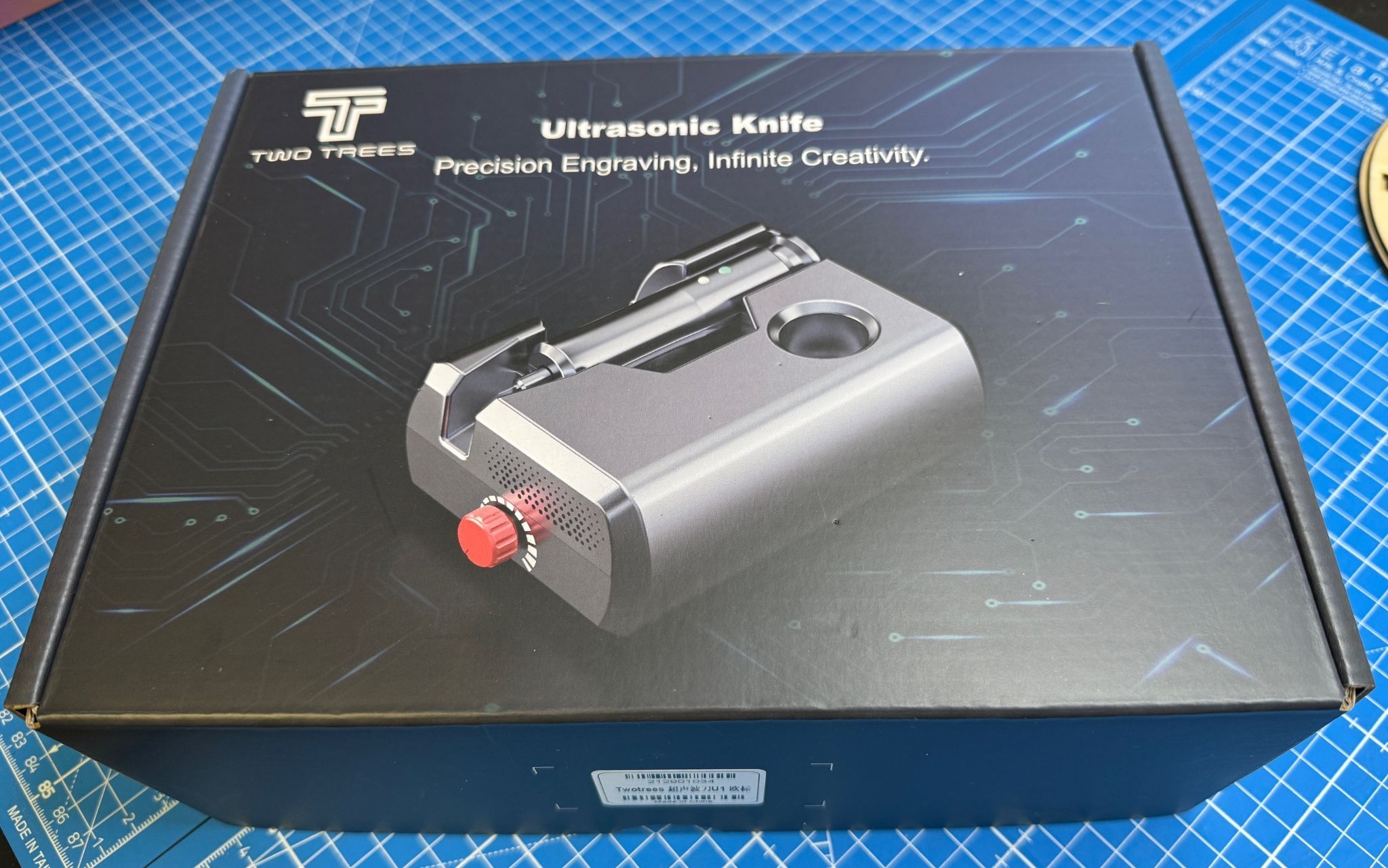
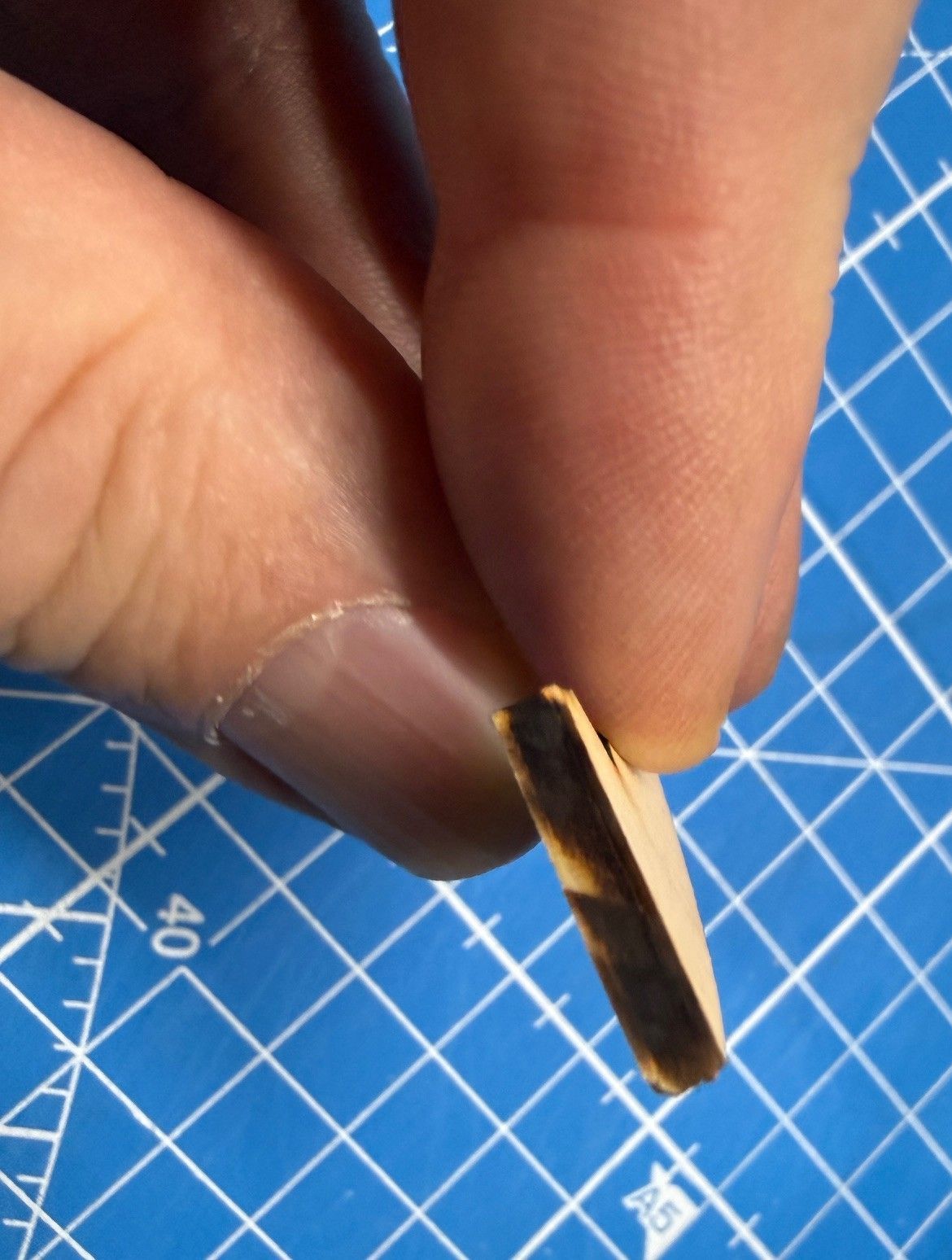
Je viens de recevoir le cutter à ultrason de TWO Trees vendu par 3DJake. Délai de livraison conforme au délai annoncé par 3DJake Une seule photo de la boite, je vous fais grâce des traditionnelles photos de déballage Il n'y a que 5 petites lames fournies, quand on sait qu'ils vendent les 24 pour 10€, je trouve que le fabricant aurait pu être plus généreux. La fixation des lames est assez délicate, le principe aurait pu être amélioré. J'ai testé la coupe dans différents matériaux : - Dans du tilleul de 3 mm d'épais, Il faut mettre le variateur au max et forcer sur le cutter, j'ai de forte craintes pour des bois plus durs. Comme vous pouvez le voir sur la photo ci-dessous la tranche du bois est brûlée par la haute fréquence, ce n'est pas très esthétique, mais sur une pièce découpée au laser cela se marie bien. Sur des plastiques, on retrouve les mêmes différences que vous constatez en découpant au cutter simple les S/cristallins (PP, POM) par rapport aux Amorphes (ABS, PC, PMMA) plus difficiles à couper. J'ai découpé des plaques de PP en épaisseur 2mm et comme il y a beaucoup d'échauffement cela a généré un petit bourrelet au-dessus et au-dessous de la plaque. Bizarrement, j'ai découpé du carton sans traces de brulure sur la tranche, mais je le découpe presque aussi facilement avec un cutter ordinaire. Pour conclure, je pensais que la découpe serait plus facile en regardant les vidéos de promo (il faut forcer et s'y prendre en deux fois pour des plaques de 2 mm). Cet appareil ne fait que 40W, il faut peut-être des puissances plus importantes pour faciliter la coupe (je n'en sais rien). Il me semble, que ce modèle sera utile pour les personnes qui font de la stéréolithographie, à ceux qui usinent en CNC du plastique et laissent de petites accroches pour maintenir les pièces et probablement pour mon épouse pour couper des tissus délicats. Je ne suis pas persuadé qu'il sortira souvent de sa boite.

 7 points
7 points -
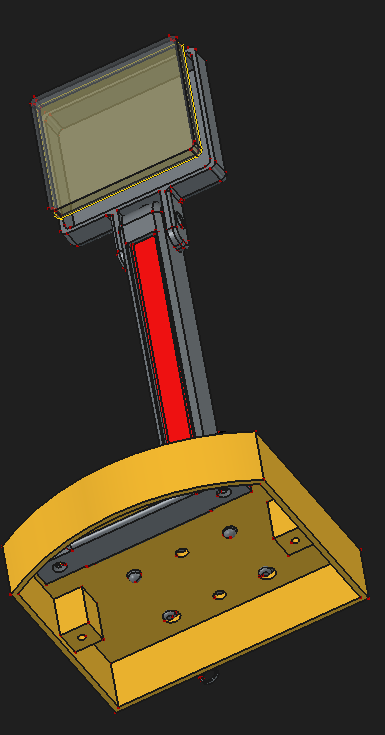
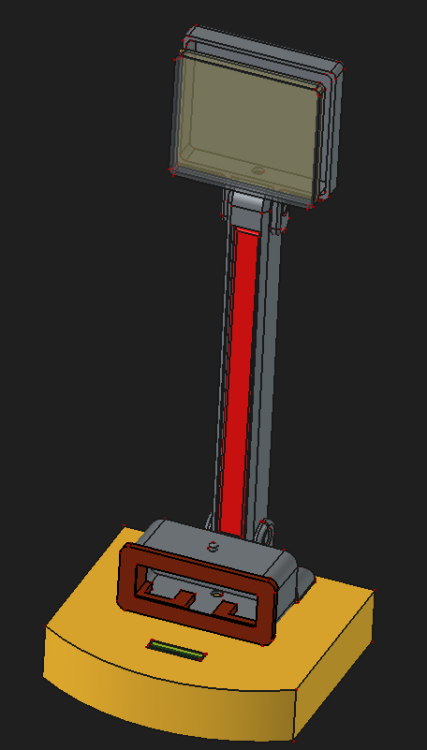
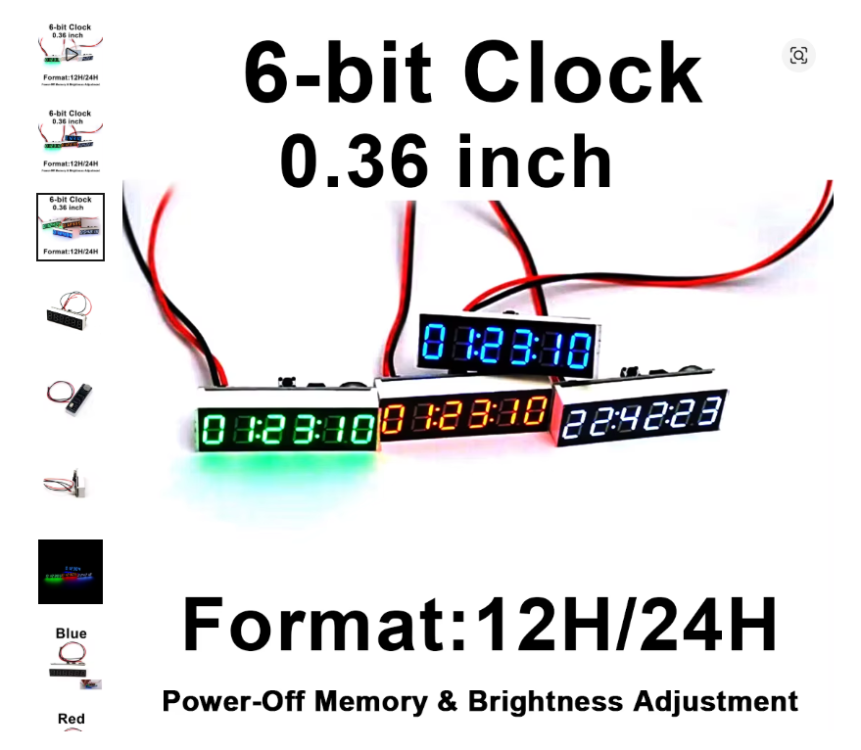
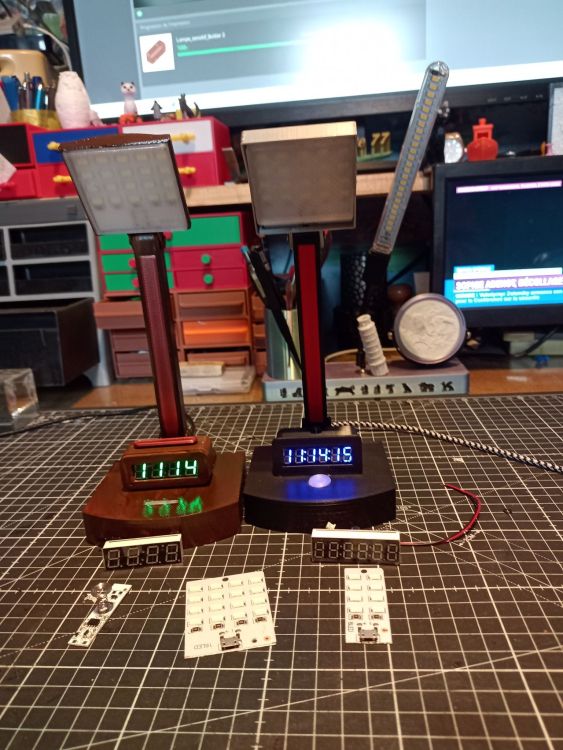
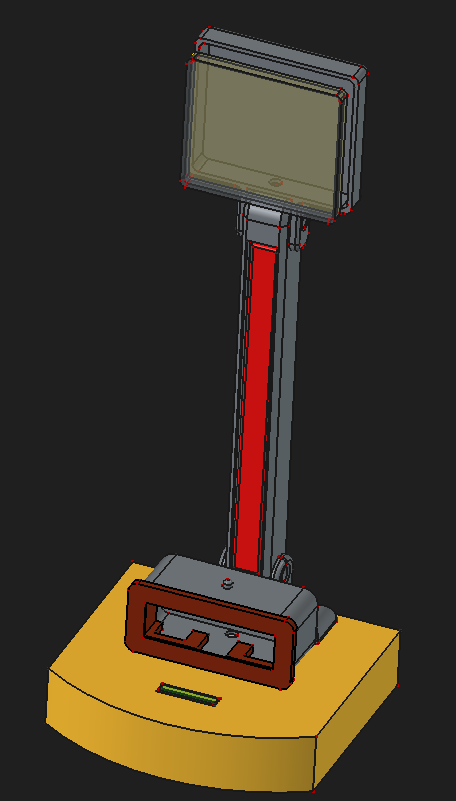
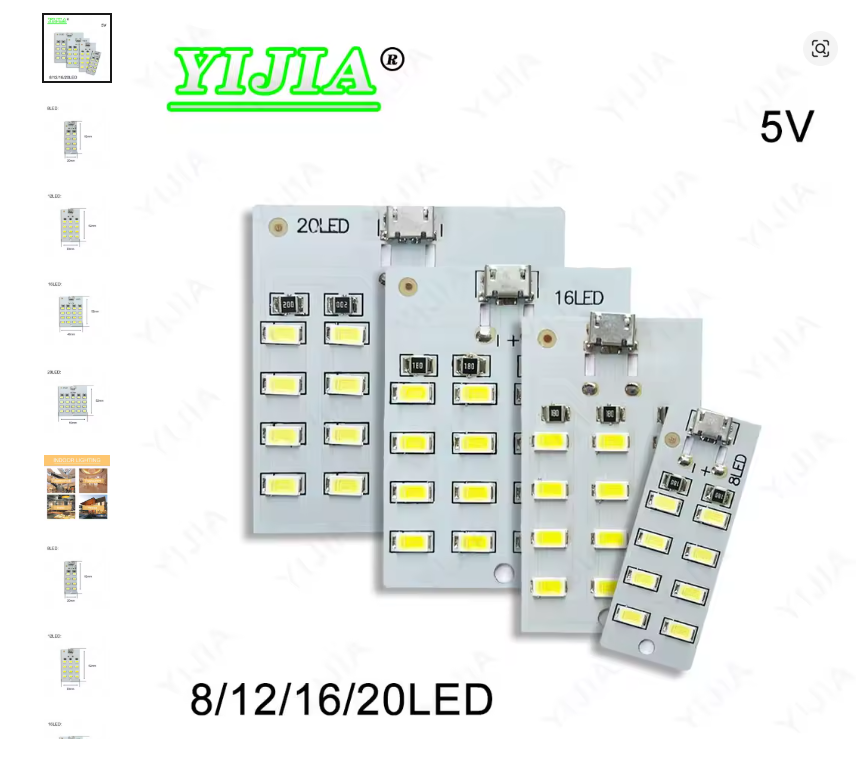
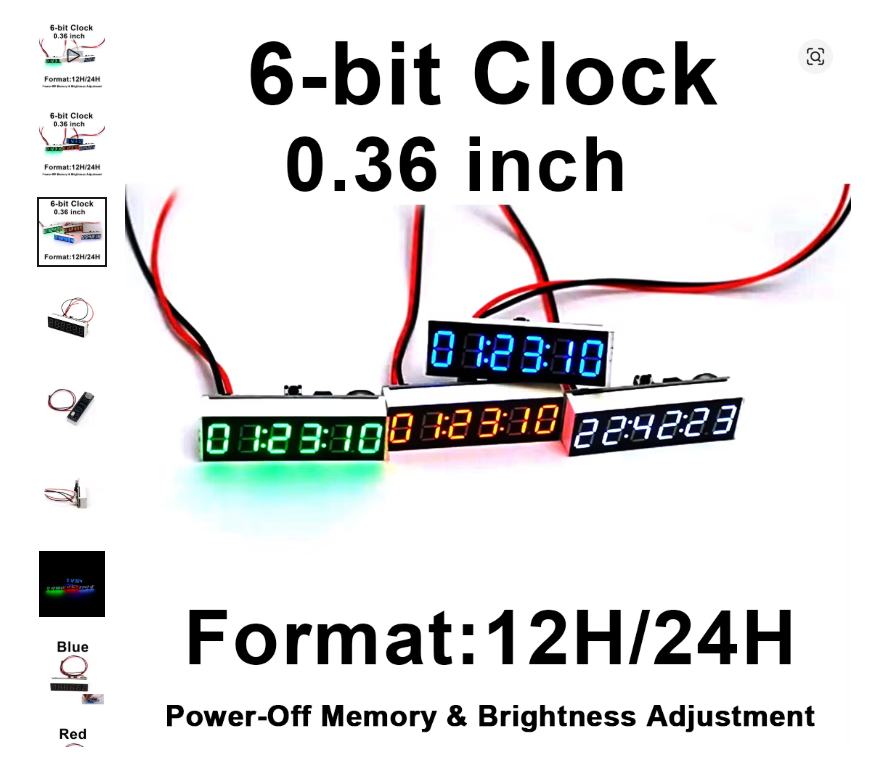
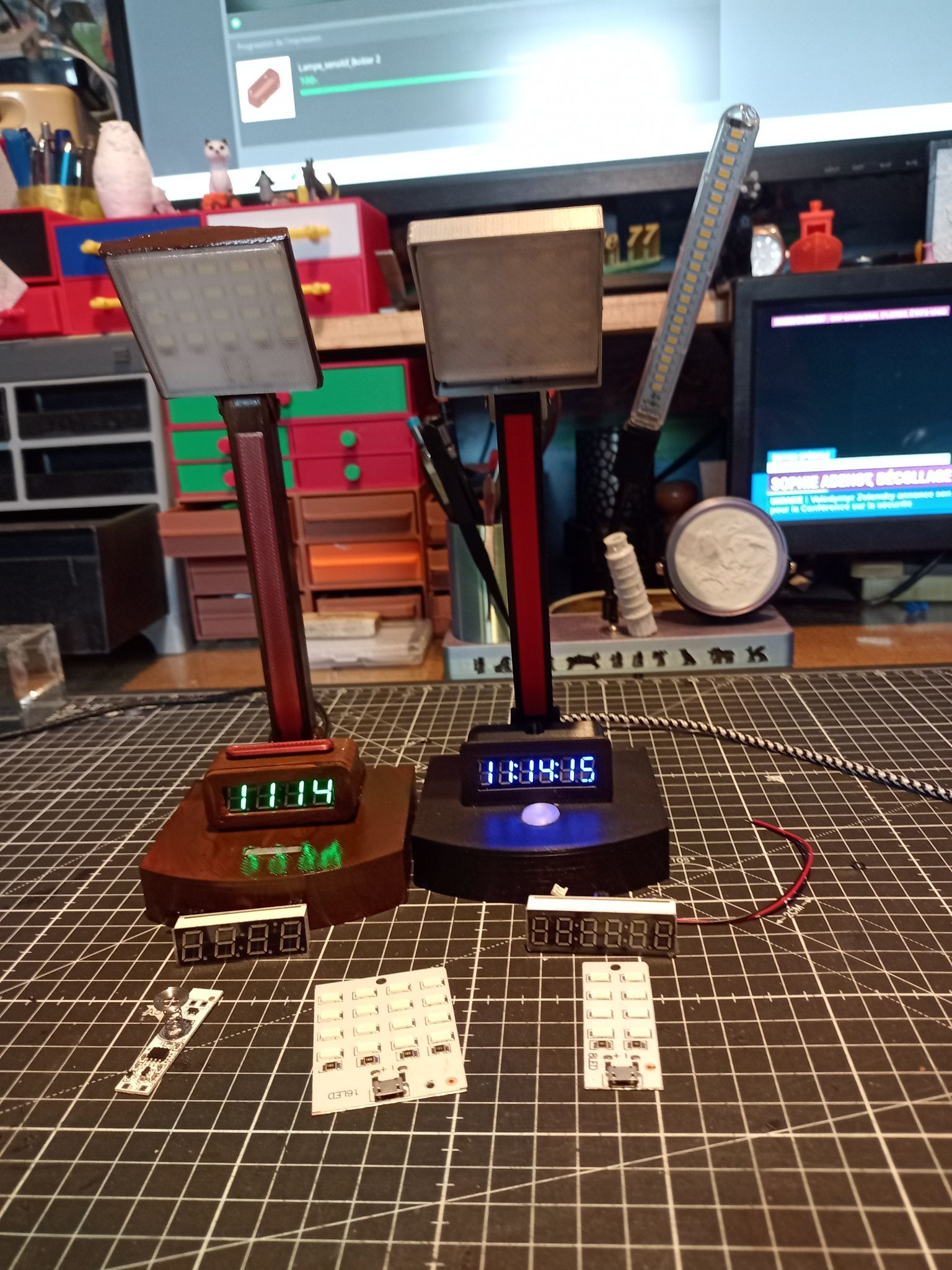
Bonjour, Sur la proposition de mon arriere petit fils de lui creer une lampe led qui lui donne l'heure, l'ai trouvé des petits modules pour la creation de son projet. Je mets les fichiers freeCad en partage pour donner des idées aux debutants de freeCad. les liens pour les modules pour d'autre idées. LED SMD 5730 5V blanc 6000K Micro USB > https://fr.aliexpress.com/item/1005007210229402.html Capteur tactile capacitif 3.7V-24V DC, interrupteur à ressort hélicoïdal > https://fr.aliexpress.com/item/1005010249343316.html TZT 1/2/5 pièces 3 en 1 LED RX8025T horloge numérique > https://fr.aliexpress.com/item/1005009159560260.html Horloge électronique numérique LED à 6 chiffres, 0.36 pouces > https://fr.aliexpress.com/item/1005010173412478.html Coque_lampe_led._55X55.zip Boitier_Afficheur.zip Boitier-Raccordement_lampe_sensitif (2).zip


 7 points
7 points -
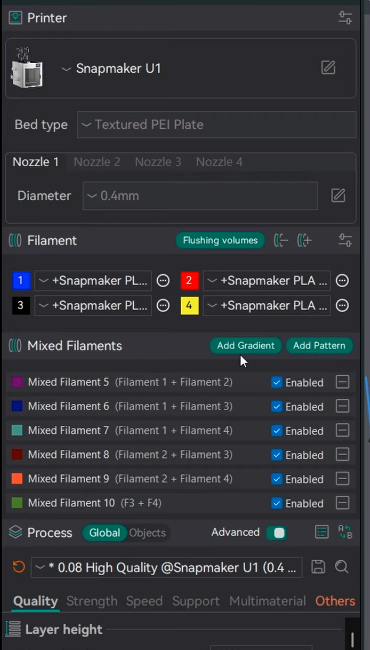
Salutations Pour ceux qui ont des imprimantes multi-têtes ( ou éventuellement mono-buse avec un système de changement de filament automatisé (AMS like) mais alors la quantité de purges doit exploser ...) Un fork d'OrcaSlicer https://github.com/ratdoux/OrcaSlicer-FullSpectrum/releases qui permet de virtuellement créer des pseudo-couleurs "Mixed Filaments" / mixe de filaments ( via empilage de couches de différents filaments Image extraite de la vidéo mentionnée plus bas ). pour par exemple avec une bobine de filament rouge et de filament blanc faire différentes pseudo-nuances de rose. Et une vidéo qui présente cela en détail Comme je n'ai pas de machine multi-têtes, je n'ai pas encore testé. N'hésitez pas à partager ici vos remarques et essais si vous testez cet "OrcaSlicer-FullSpectrum".
 6 points
6 points -
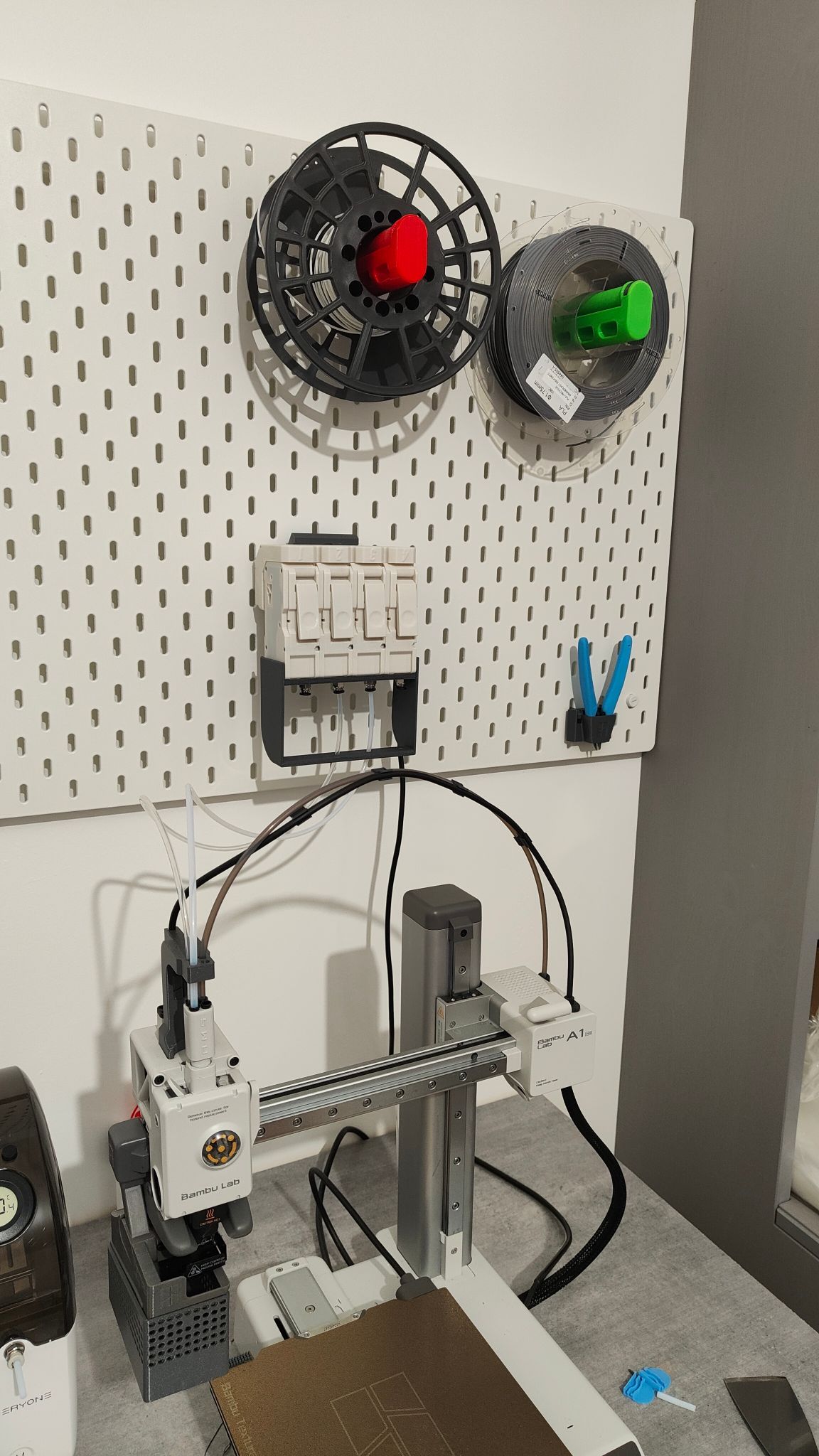
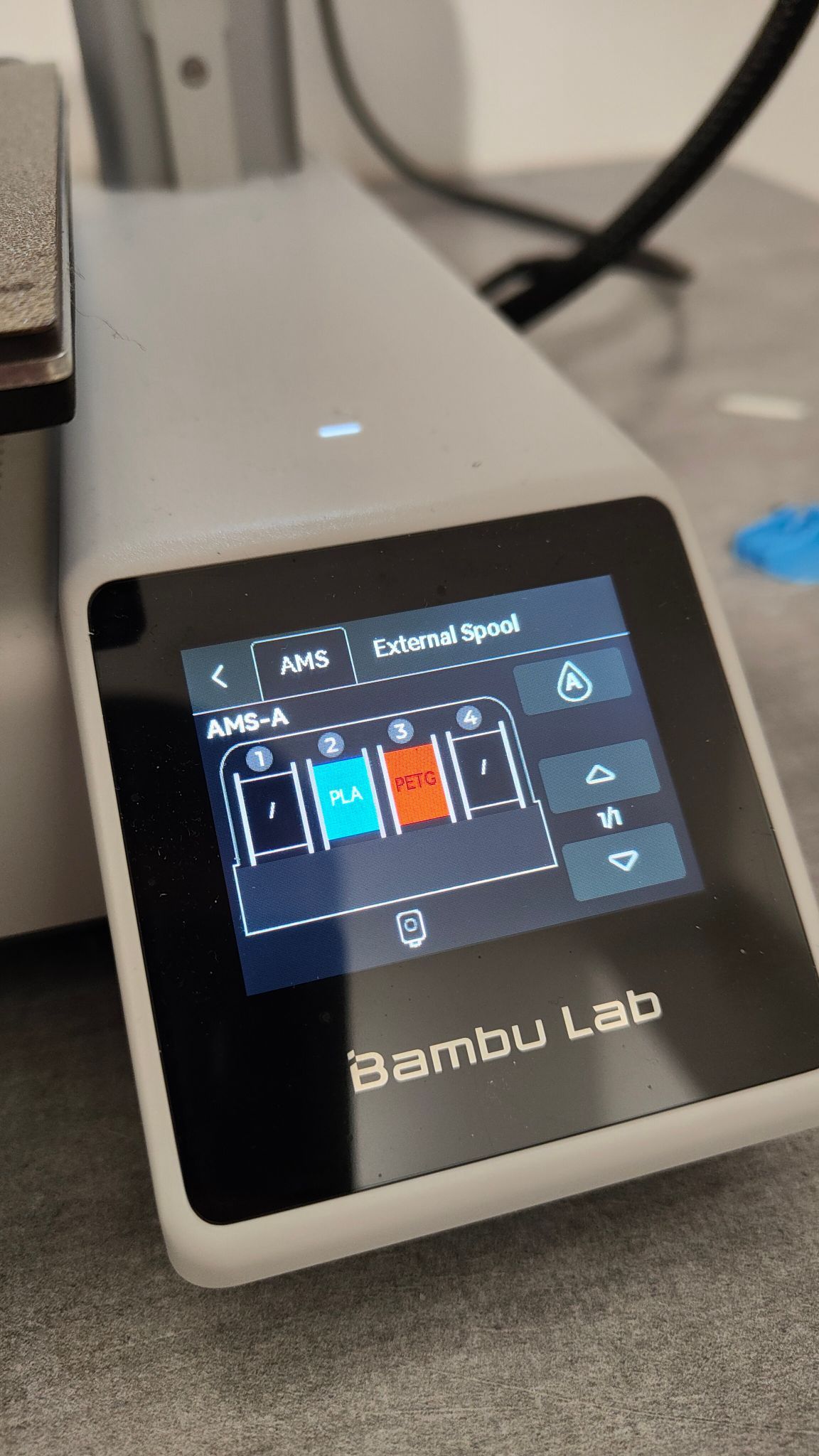
Bonjour à tous, ça fait un petit moment qu'existe le BMCU, un AMS Open source mais quand je m'y était intéressé il était difficilement disponible. Je m'y suis re-intéressé dernièrement, largement disponible sur nos sites de vente chinois préférés entre 70 et 80€ monté. C'est un peu moins cher en kit et il existe quelques variantes. Il agit comme un AMS-Lite mais sans support de filament. On trouve 2 milliards de possibilités d'intégration, de supports, de configurations à la faux AMS-lite etc. C'est compact, j'aime bien son look et après mes quelques tests ça marche très bien. Je ne compte pas imprimer des pièces multicouleurs complexes, mais rien que pour charger/décharger du filament c'est impeccable. On met son/ses filament(s )dans ma machine, on choisi sa ou ses couleurs et on ne touche plus à rien. Fini de devoir attendre la couche X devant la machine pour changer de couleurs, de pousser le filament etc.. Bref rien que pour ça ça vaut le coup mais sinon ça fait tout ce que fait l'AMS lite. Fonctionne avec le dernier firmware à ce jour (1.07.02), Points négatifs: -L'assistant donne un message d'erreur et la led respire en permanence, mais le message n'est pas intrusif et il n'y a aucun impact sur le fonctionnement. -Il ne faut pas laisser de filament engagé quand on éteint l'imprimante, sinon il faut le décharger au redémarrage. -annoncé comme ayant du mal à détecter les filaments translucides. -Avec ma version j'ai dû sélectionner AMS 2 dans les paramètres de l'imprimante, avec AMS-Lite sélectionné ça se déconnecte-reconnecte sans arrêt mais je ne trouve que peu de cas identiques. Pourtant le firmware du BCMU date de plusieurs mois et avec le firmware 1.05.00 de l'imprimante mon BCMU n'était pas reconnu. Pas vraiment un point négatif en fait, sauf quand on a eût du mal à trouver la solution. Mon installation provisoire, tête en bas:.


 6 points
6 points -
Jusqu'ici quand j'utilisais mon graveur laser je le plaçais dans ma cuisine et je me servais de ma hotte aspirante pour évacuer les fumées c'était très efficace mais moyennement pratique, dernièrement j'ai changé le graveur Elegoo Phecda que j'avais pour un Creality Falcon A1 mais celui ci est nettement plus lourd et comme les vertèbres des retraités doivent être ménagées, j'ai décidé de placer le Falcon dans une autre pièce pour ne plus le bouger mais là pas d'évacuation de fumée, j'ai donc décidé d'acheter un extracteur de fumées et mon choix c'est porté sur le Mecpow P150 que j'ai commandé chez Geekbuying. Pourquoi ce modèle ? principalement pour son prix, actuellement à 219 € il rentrait dans mon budget, ensuite pour sa puissance de 150 w et son volume d'aspiration de 258 m3/h, son efficacité de filtration et de purification de 99,97 % et pour finir notre ami @fran6p en possédant un ma confirmer son efficacité. Le Mecpow P150, il fait quand même 9.7 kg avec les filtres, toute la boite est en métal d'où le poids, c'est du solide et on sent la qualité, il est monté sur roulette pour un déplacement plus facile et 2 de ces roulettes sont verrouillables et le dessus se démonte facilement par 2 manettes pour pouvoir accéder aux filtres. Réception du colis de 12.4 kg et de 360 x 315 x 520, livraison par DPD en 5 jours depuis la Pologne. Tout est bien protégé par de la mousse et le carton est bien épais, il est livré avec une documentation en plusieurs langues dont le français, à l'ouverture on distingue les accessoires En dessous encore une couche de mousse Il est protégé également par un sac en plastique, pour sortir le Mecpow P150 ou ensuite pour le porter il est équipé de deux poignées Le voilà sorti du carton, sur le devant le bouton de réglage de la puissance Sur le coté on voit une des poignées ainsi que la prise d'alimentation avec fusible et le bouton de mise ne marche Il est livré avec 4 préfiltres de rechange Les accessoires, le câble d'alimentation, un tournevis, 2 colliers de serrage, le tuyau flexible et un adaptateur pour le tuyau Le gros filtre avec au dessus le préfiltre, les 3 filtres sont dans un support en carton En dessous le filtre HEPA Et pour finir le filtre à charbon actif J'ai pesé le filtre à charbon et vu le poids j'en conclus qu'il doit y avoir environ 1 kilo de charbon actif Vue du ventilateur
.thumb.jpg.fa8a5d0ba6a523ee58b42806e250815c.jpg)
.thumb.jpg.74a59f7490852d61718b362ca165a4e1.jpg)
.thumb.jpg.20a57ba0c802af1067647419bc77fa79.jpg)
.thumb.jpg.66bfe68cf0e8c3b74384b3ee61b1c944.jpg)
.thumb.jpg.cd7d855a90d6150cf3c3ff7032f0abe6.jpg)
.thumb.jpg.5f69ef8dcc4c2c713bdd6bcff091ff2e.jpg)
.thumb.jpg.ae8c5ebd8e5575e846211eba6b6b8af8.jpg)
.thumb.jpg.b193fc05a16a0eb096699300911610bc.jpg)
.thumb.jpg.b066fe04204b9c3666c93f2580e90978.jpg)
.thumb.jpg.9ea8d2944c8a0cecbd82ae9a11e1931c.jpg)
.thumb.jpg.17327a9fe2e0bc91a8a0996e87953174.jpg)
.thumb.jpg.2c2e7d8cfc552ae2c4fe9b4772832c06.jpg)
.thumb.jpg.d0a85423e1ce4a1ad7c43719ece7dc17.jpg) 6 points
6 points -
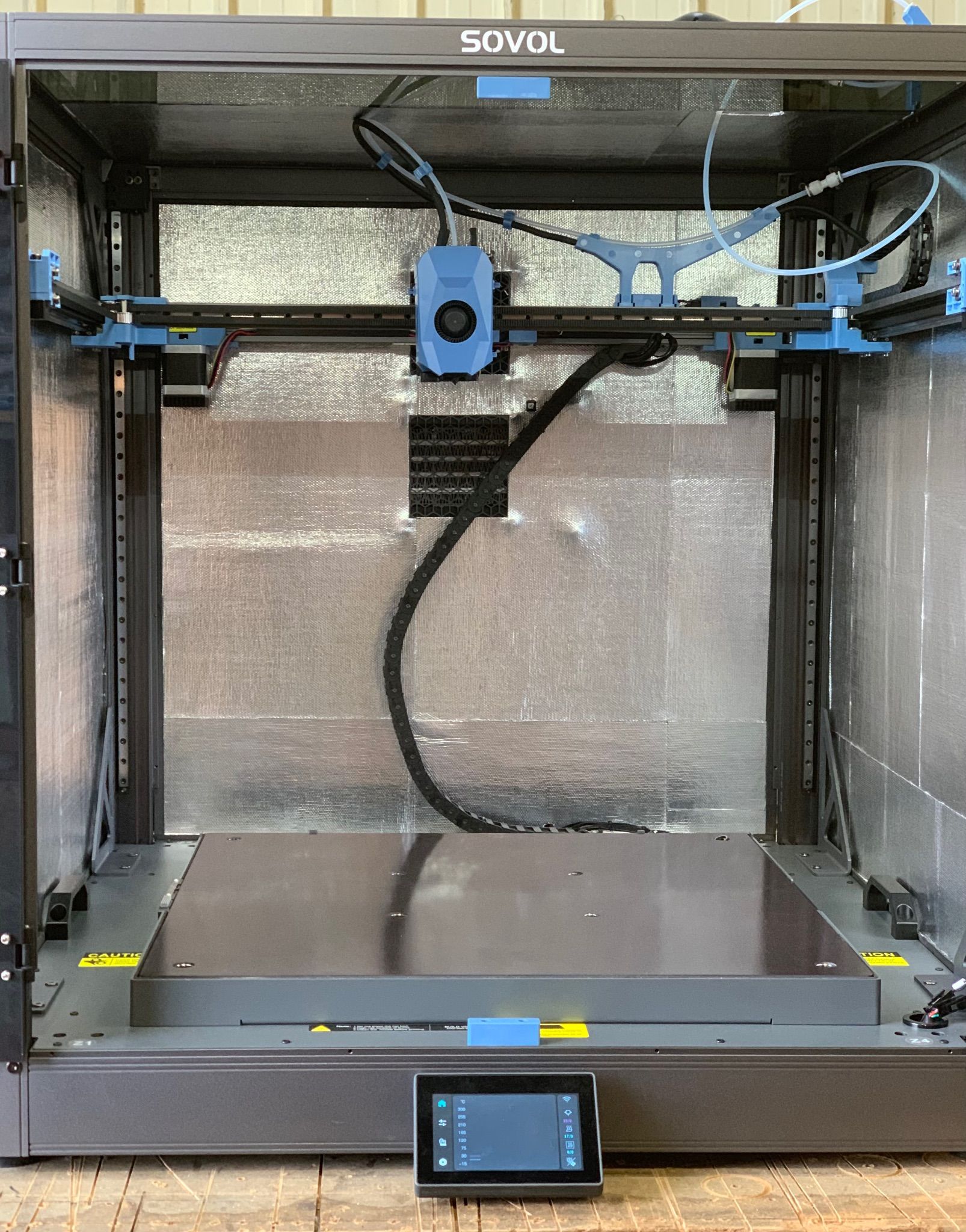
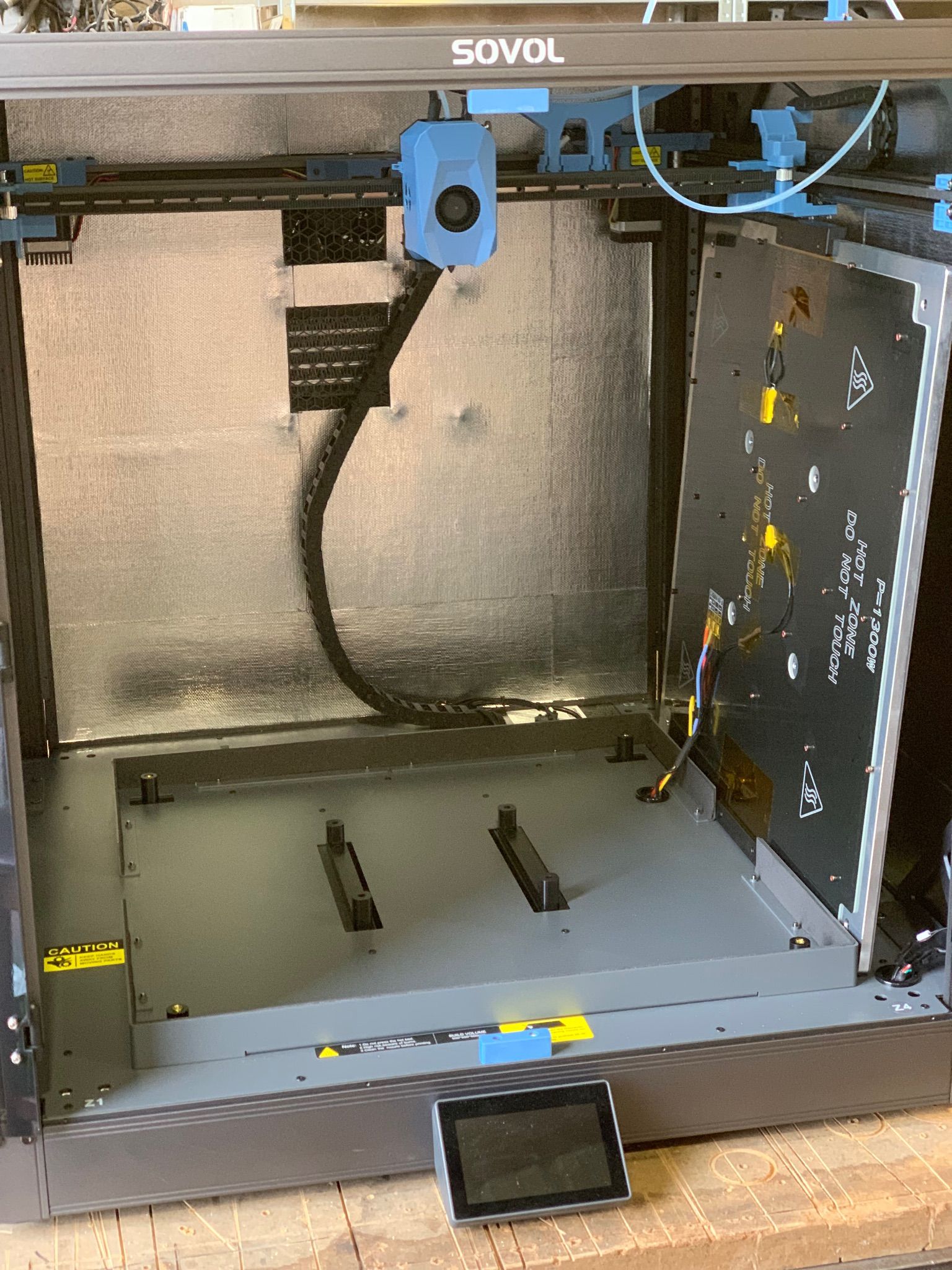
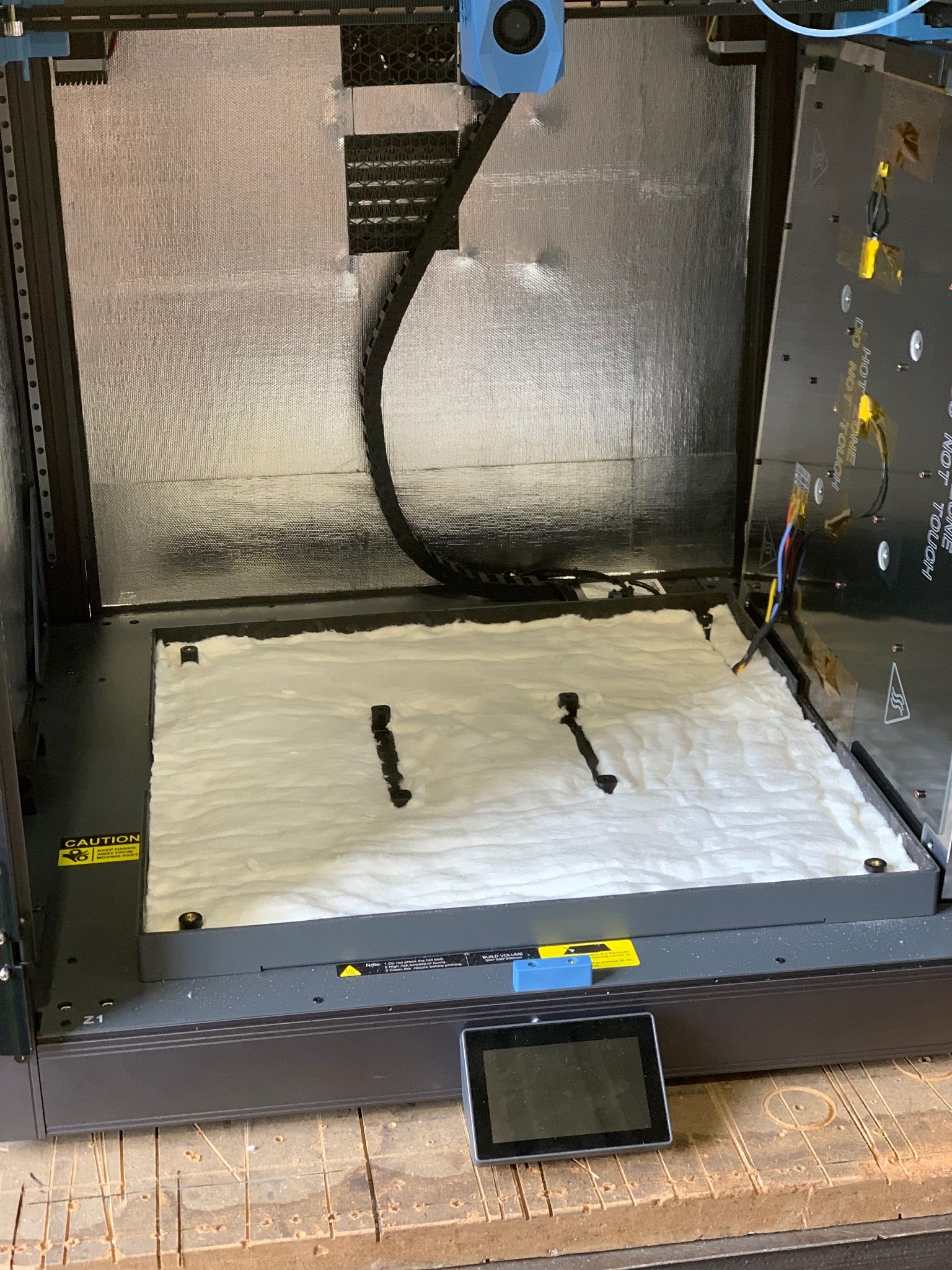
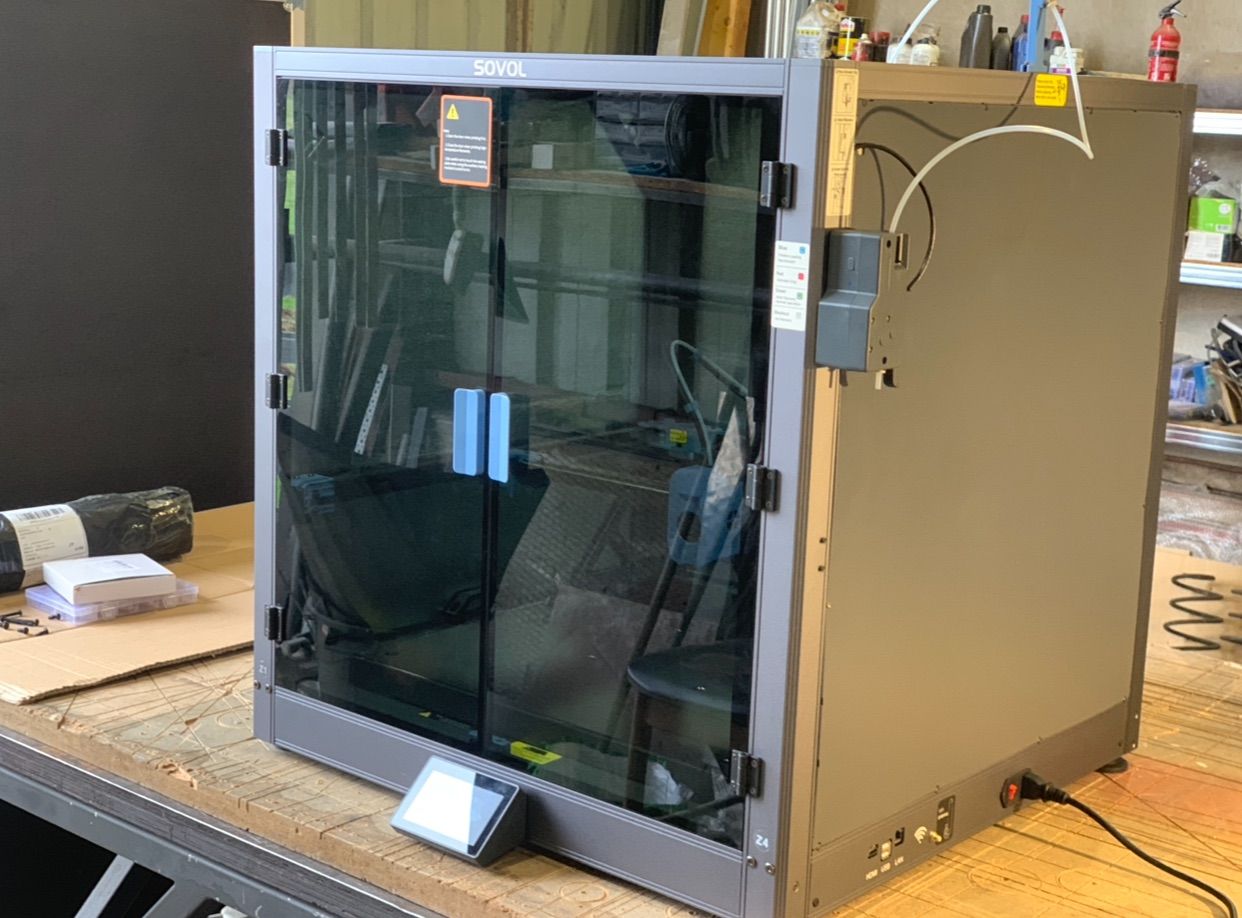
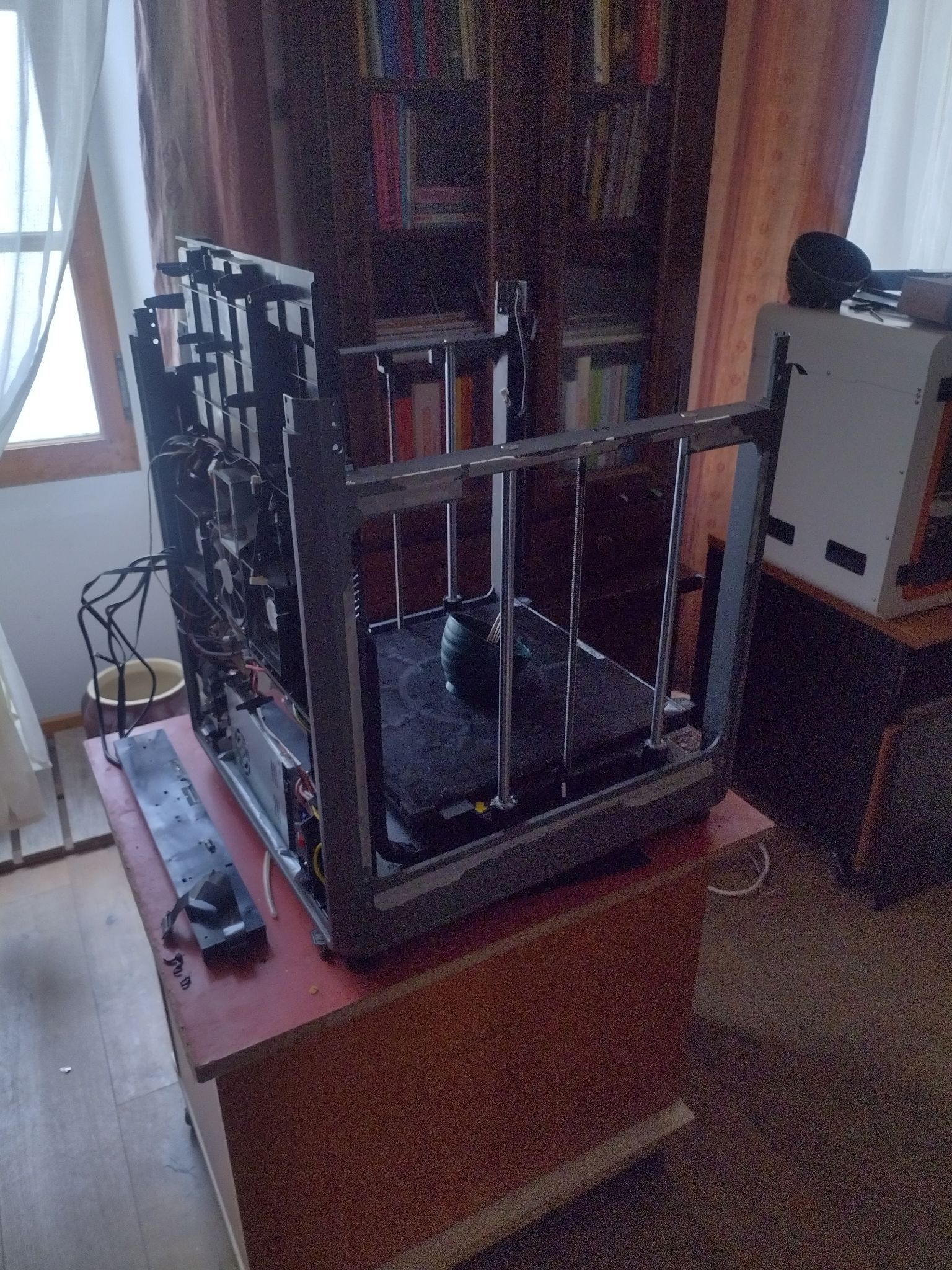
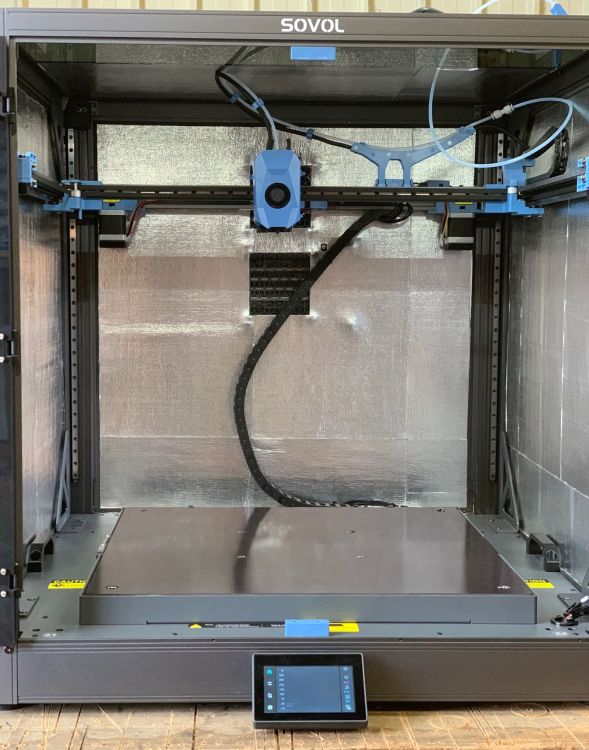
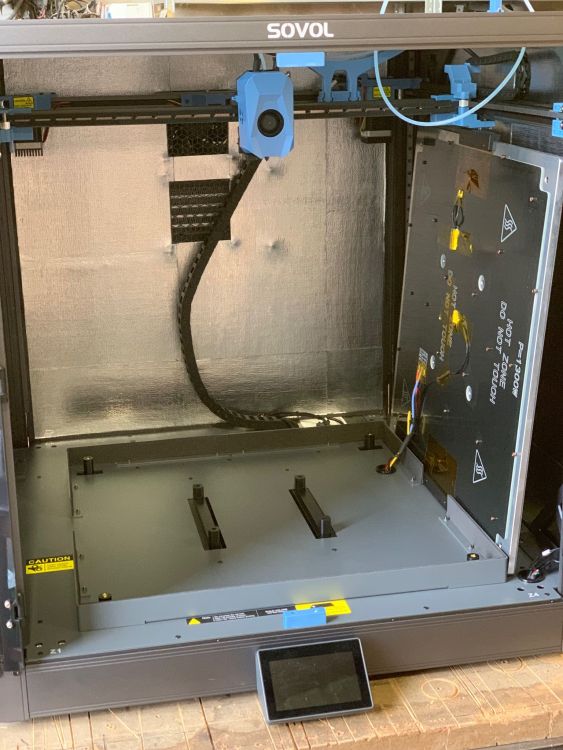
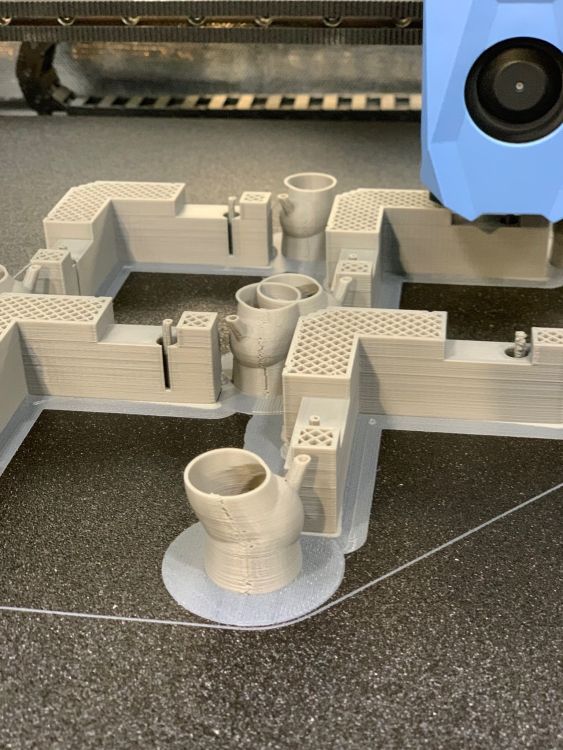
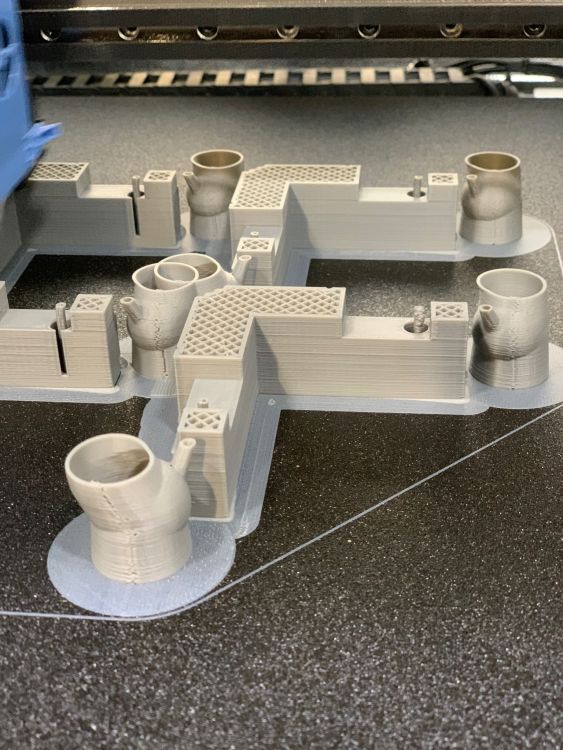
Bonjour à tous, Désolé, je ne vous ai pas donné de nouvelles car je n’ai jusqu’à aujourd’hui encore rien imprimer… je me suis occupé en priorité de terminer le montage de l’imprimante. Comme évoqué , j’ai isolé les parois avec un isolant thermique mince. J’ai aussi isolé le dessous du bed avec une laine de céramique. On ne s’en rend pas vraiment compte en photo mais une fois la chambre fermée, c’est un beau bébé ! Mon atelier est extrêmement poussiéreux y travaillant le bois, métal, peinture au pistolet et tout ce qui me passe sous la main , je me suis rendu compte en montant l’imprimante que c’est une machine de précision et que je ne pouvais pas la laisser prendre la poussière sans lui fabriquer un meuble digne de ce nom pour la protéger. Le temps d’y réfléchir, de réunir les éléments et de le fabriquer, ça m’a pris un peu de temps.. Comme j’avais besoin d’un meuble mobile et robuste, je me suis décidé pour la fabrication d’un meuble Flight-case. Pour en avoir déjà quelques-uns, je sais que c’est plutôt pratique en atelier. voici quelques photos. Le meuble fait environ 100x100x190cm. Je lui ai mis des roulettes de nivellement de ce type pour un maximum de stabilité. Un raccord p17 à l’arrière pour une rallonge secteur et une trappe pour la ventilation de l’imprimante. A l’intérieur, j’ai essayé d’aménager ça au mieux pour en faire une station de travail compacte et complète. En bas, une grand tiroir d’environ 100x100cm pour le rangement des filaments. Je l’ai siliconé au maximum pour le rendre étanche autant que possible.. Au dessus, trois tiroirs de rangement, à droite, un tiroir pour le dryer, une multiprise avec disjoncteur avec un petit compteur de conso trouvé sur AliExpress. J’aimais bien l’idée pour calculer la conso de chaque impression. Et juste eu dessous un tiroir plateau pour un PC. Et en haut , l’imprimante, il manque la rehausse que je dois imprimer… et un petit bras pour une tablette comme écran de contrôle de l’imprimante. Encore quelques petits détails a finir mais l’ensemble semble à peu près fonctionnel.. Ce milieu de semaine, j’ai donc enfin pu lancer les tests d’impression ABS. Ils concernent la rehausse de l’imprimante évoqué précédemment.. j’ai effectué deux premiers tests ratés pour un problème de warping je crois, les coins qui se soulèvent et se décollent du plateau. Le premier test dès la deuxième ou troisième couche. Le deuxième un peu plus tard dans l’impression, j’avais mis de la colle sur le plateau.. je suis parti du preset ABS Generic d’orcasliser qui me paraissait dans l’ensemble cohérent avec les infos que j’avais. Aujourd’hui j’ai effectué un certain nombre de modifications sur ce preset, avance plus lente de la couche initiale 20mm/s, couches moins épaisses 0,15mm, vitesse d’avance plus lente, chambre à 45°, bed plus chaud sur la couche initiale, etc.. j’ai lancé une impression cette après midi qui semblait mieux parti. on voit que les extrémités des pièces ne sont pas loin de se décoller avec le blanchiment des contours à la base, comme du plastique étiré, enfin j’imagine... Ça tenait encore quand je suis parti, ce sera la surprise demain matin! je ne sais pas ce que je peux faire de plus? Par contre, les couches sont très visibles et je me demande d’où vient le problème. Ça ne me dérange pas particulièrement vu que j’aurai principalement des pièces techniques et non esthétique à réaliser mais si il y avait possibilité d’obtenir un meilleur rendu ce serait d’autant mieux.. j’ai lu que ça pouvait provenir de plusieurs facteurs comme une Température trop basse, Un Débit mal calibré, un Problème mécanique sur l’axe Z, un Refroidissement non contrôlé, une Vitesse excessive. J’ai du mail à me faire un avis. j’ai aussi lu que cette Sovol sv08 max manquait de précision dû à sa taille. Est-ce que ça pourrait être la cause?


















 6 points
6 points -
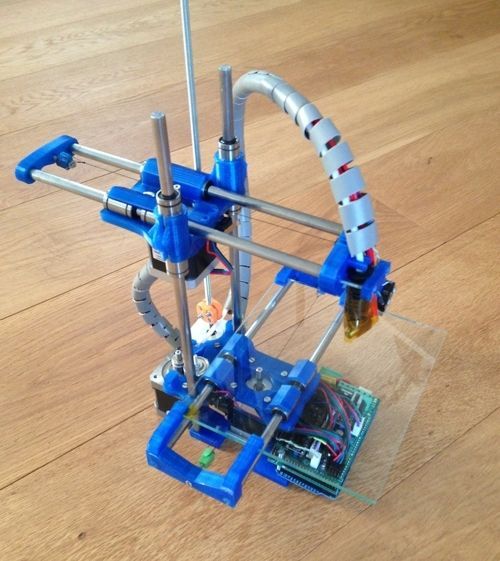
Salut Tous Je n'ai pas de réponse, je ne peux que présenter ma 1ère imprimante, la SMARTRAP, un gars qui l'avait développer, et avec ses premières machines il imprimait les suivantes, qu'il vendait sous forme de kit. Disparue maintenant, du moins très largement dépassée. https://www.thingiverse.com/thing:177256 Souvenirs, souvenirs .....
 6 points
6 points -
Moi qui pensais avoir vu petit avec un 60Go en 2011. A ma décharge, ça coûtait une blinde à cette époque.6 points
-
Re, c'est fait depuis quelques temps déjà, ça pousse doucement , la bobine est encore petite.... et ça fonctionne plutôt bien cette année

 5 points
5 points -
Ca me rappelle une ex...5 points
-
Bingo. Ca n'a pas trainé Elle va bientôt rejoindre ses copines derrières pour un test complet A+ JC
 5 points
5 points -
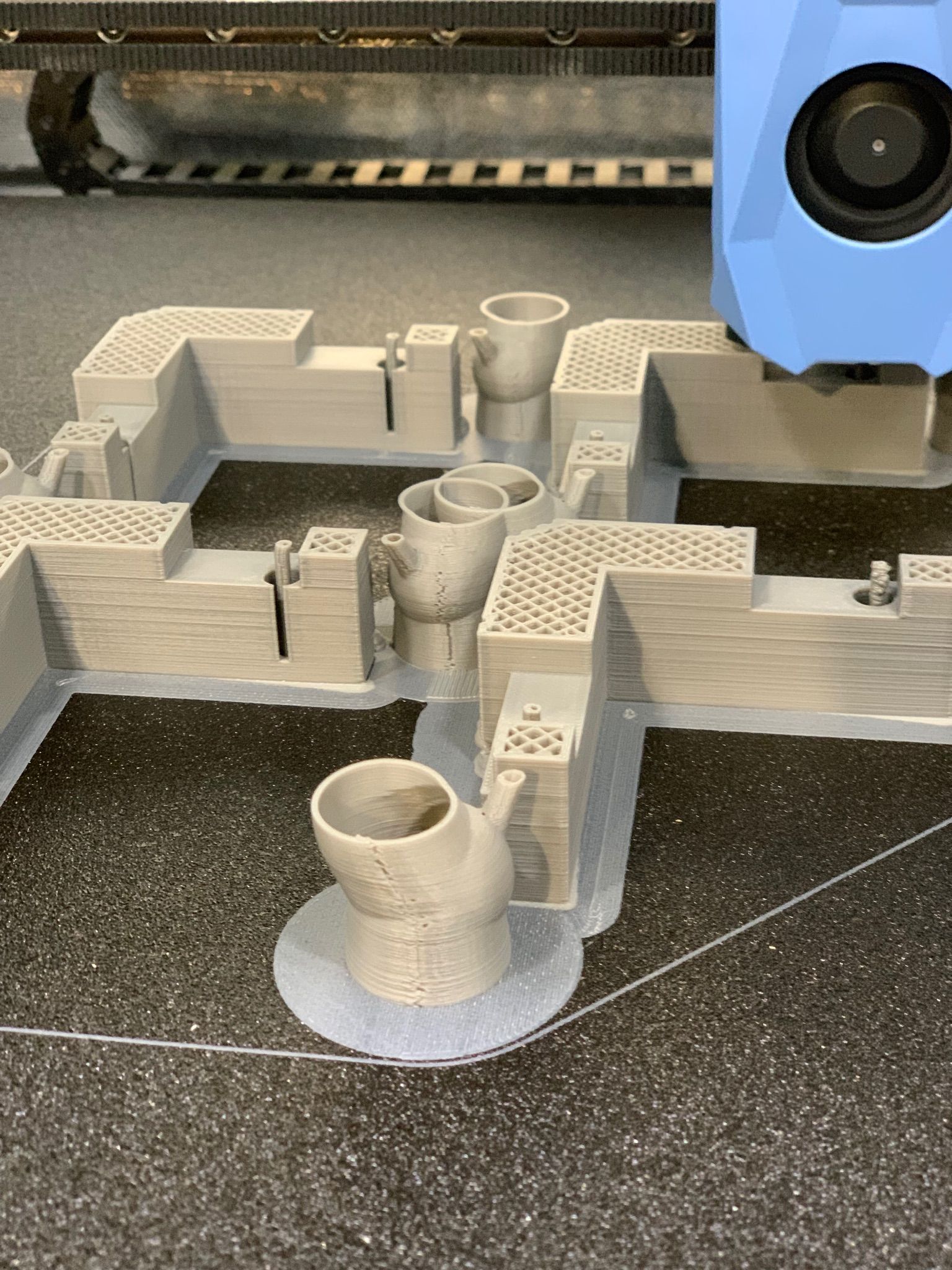
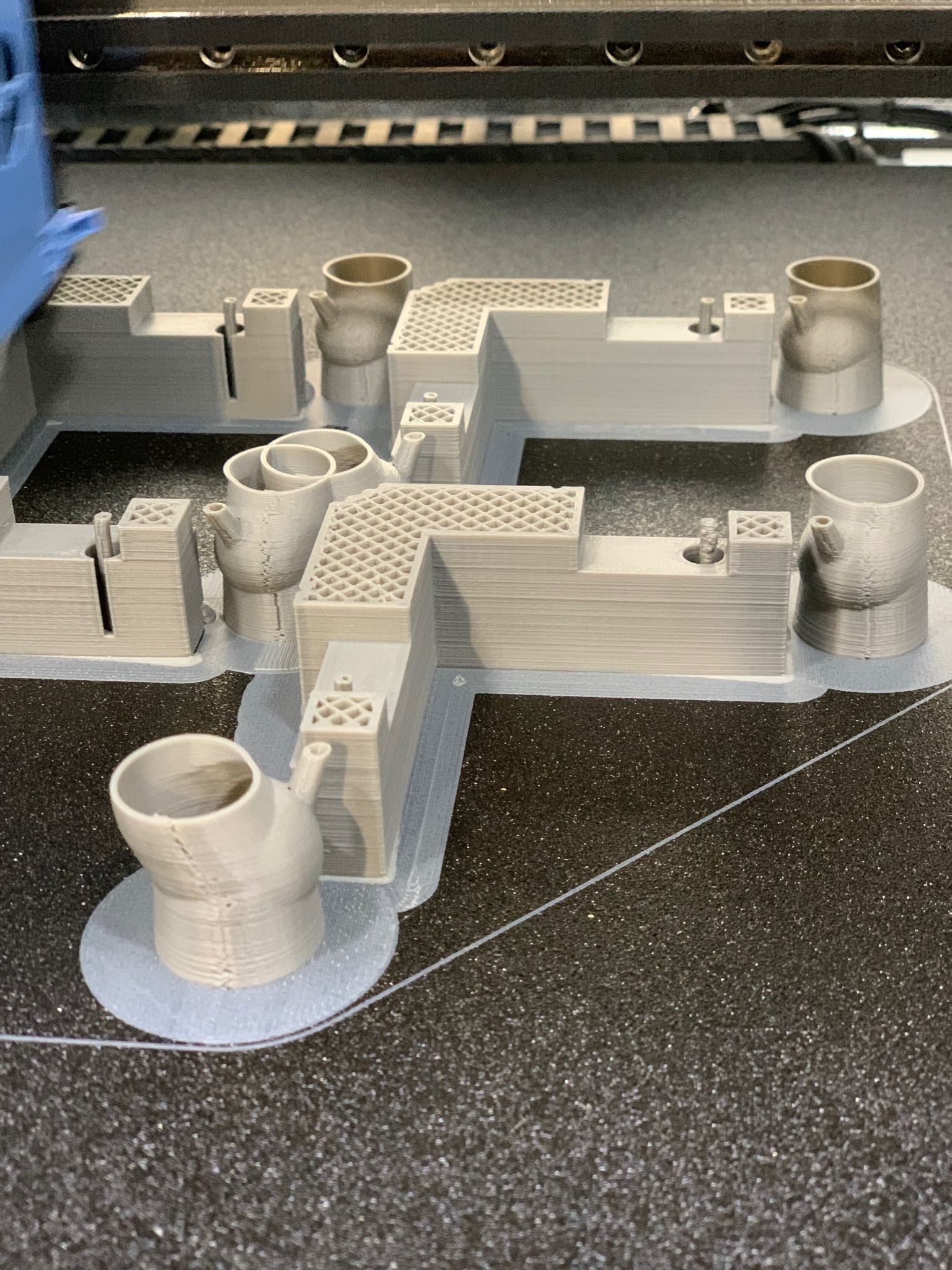
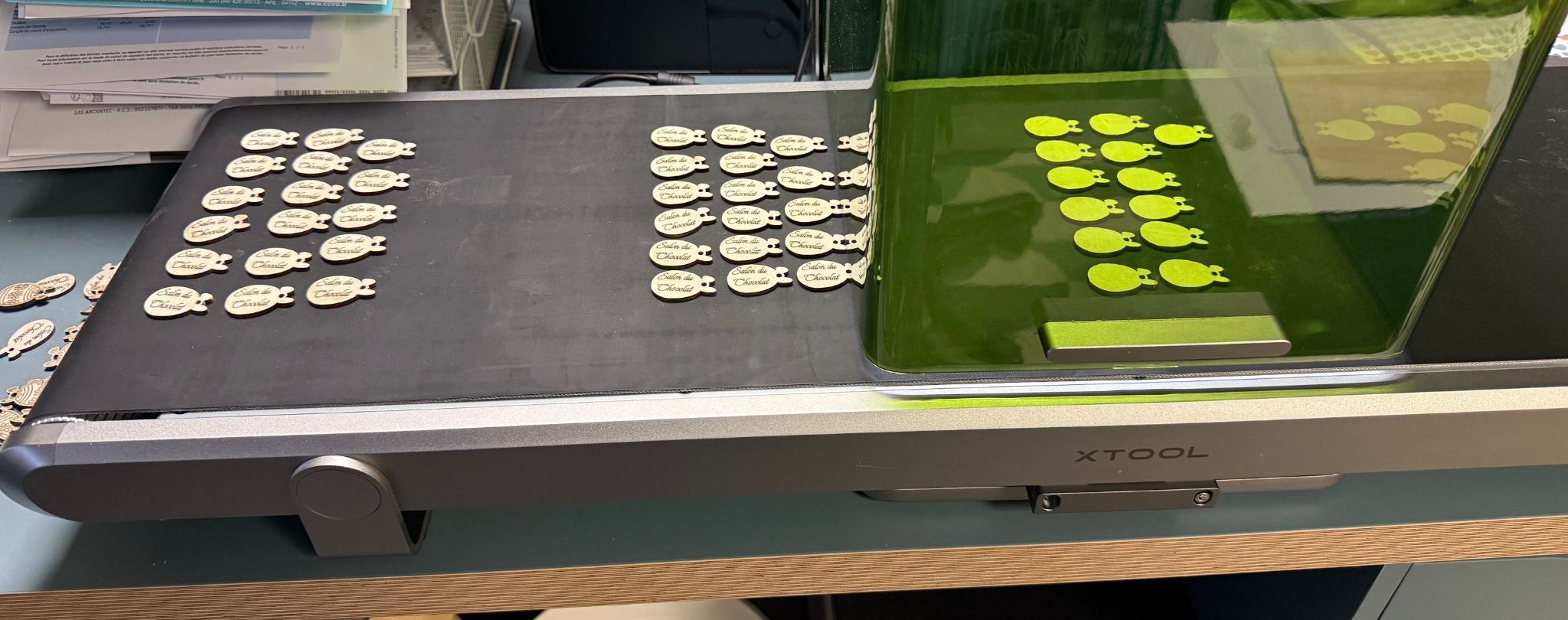
Un exemple d'utilisation du convoyeur sur le F2 ultra, gravure du dos de petits œufs de pâques que j'avais gravés et découpés sur le S1 par planches complètes. Je les passe dans un bracelet brésilien pour en offrir 300 aux enfants lors du salon du chocolat que nous organisons ce week-end. La programmation est très assistée, pas besoin de notice pour la mettre en application.
 5 points
5 points -
J'aime beaucoup celle là, elle est mignonne. Jolie trouvaille !5 points
-
Nous avons un gagnant ! Bientôt le test à suivre !
 5 points
5 points -
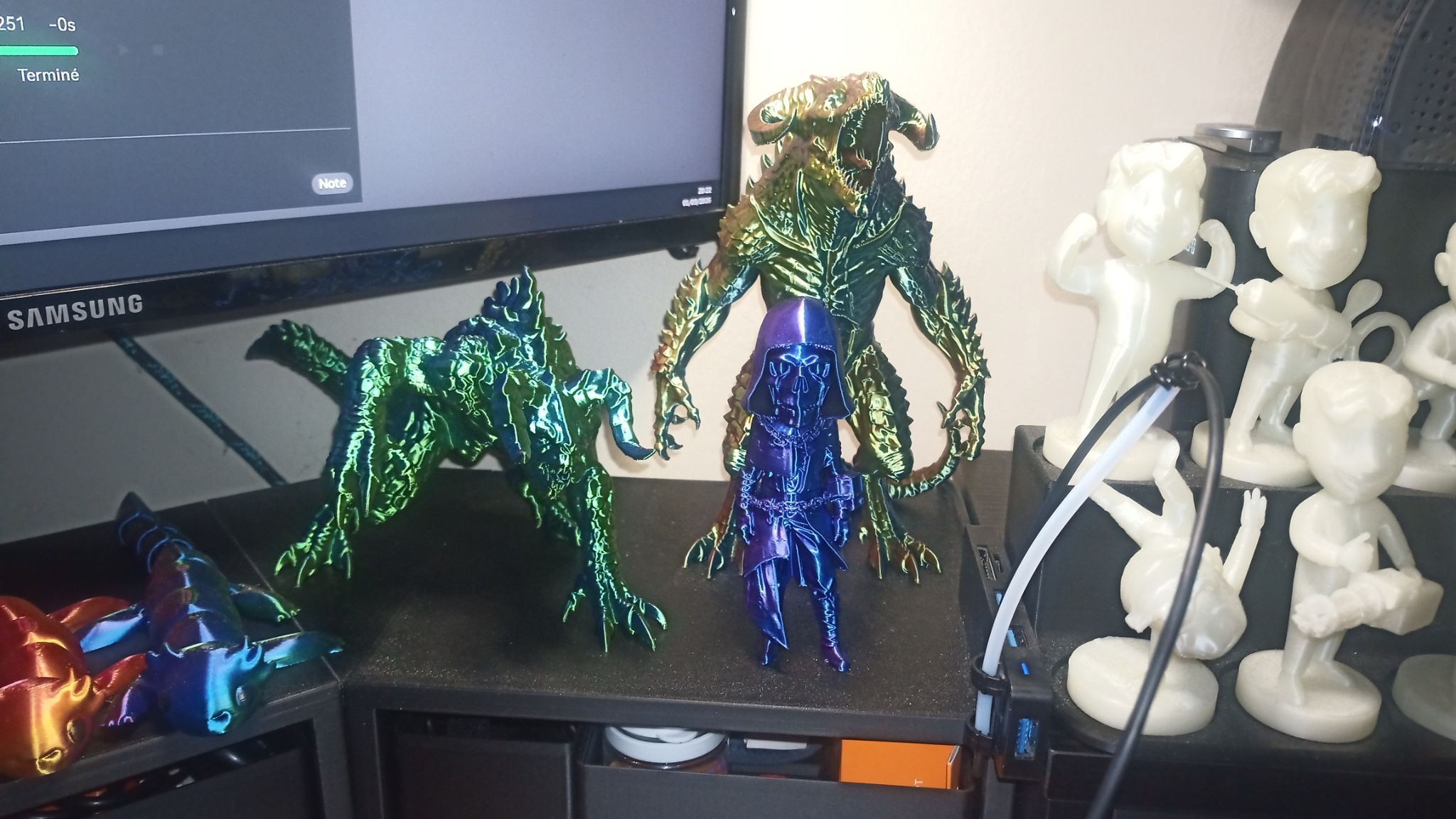
PLA soie 3 couleurs Conjure
 5 points
5 points -
Bonjour, J'ai créer un support amovible pour des étiquette RFID compatible avec la centauri carbon 2, le fichier seras mis sur Nexprint, j'utilise des étiquette au format NFC Ntag 213 et l'application ELG RFID sur Android, cela fonctionne parfaitement mais seul les filament Elegoo sont prévu. Lien vers amazon: https://www.amazon.fr/dp/B0G52CNWHD?ref=ppx_yo2ov_dt_b_fed_asin_title. 7 euro pour 50 étiquettes. Une autre appli existe "TigerTag" mais seul la version BETA fonctionne pour CC2, pas tester car incompatible avec mon téléphone.

 5 points
5 points -
J'ai reçu un magnifique PETG Gradient Blue/White que j'ai mis un peu (beaucoup) de temps à ouvrir mais qui donne un résultat très satisfaisant. Ici un modèle que j'ai tenté en très grande taille, avec 0% de remplissage pour profiter un max de la transparence. Quelques petits trous, sans grande surprise, mais ce gros bébé de 24cm de haut pour moins de 200gr :
 5 points
5 points -
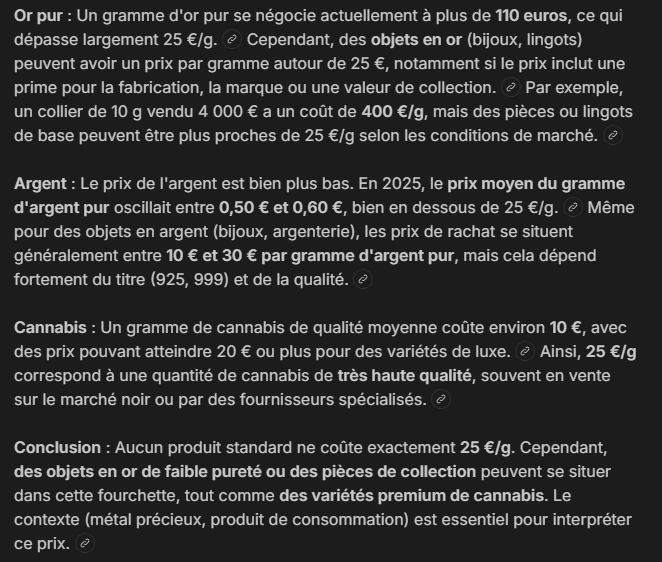
Bonjour amis makers, Aujourd'hui je cherchais un point de comparaison du prix de la RAM avec une "référence" connue. En effet pour le taf je viens de mettre sous clés des barrettes de RAM à 600€HT pièce, et je me suis demandé combien ça coutait au gramme. J'ai donc demandé à l'IA qui m'a dit qu'une barrette de ce type faisait entre 20 et 30g. De là je suis parti sur une base de 25€/g. J'ai donc demandé (à Brave) qu'est-ce qui coûte environ 25€/gramme, et voici ça réponse : Sachez donc que la RAM coûte actuellement le même prix que le cannabis de luxe, et surtout que le cannabis est un produit standard. Passez une bonne journée ensoleillée.
 4 points
4 points -
De temps, comme tout le monde. Je demande pas mille vies, trois ou quatre... pour commencer. A force de fréquenter ce forum de retraités, je m'aperçois qu'il faut que je me dépêche de faire tout ce que je peux durant ma vie active, après il sera trop tard.4 points
-
Respect à nos modérateurs et admins, je trouve que vous faites un travail remarquable. Ca doit pas être facile tous les jours dans l'ombre, mais vous avez tout mon soutien.4 points
-
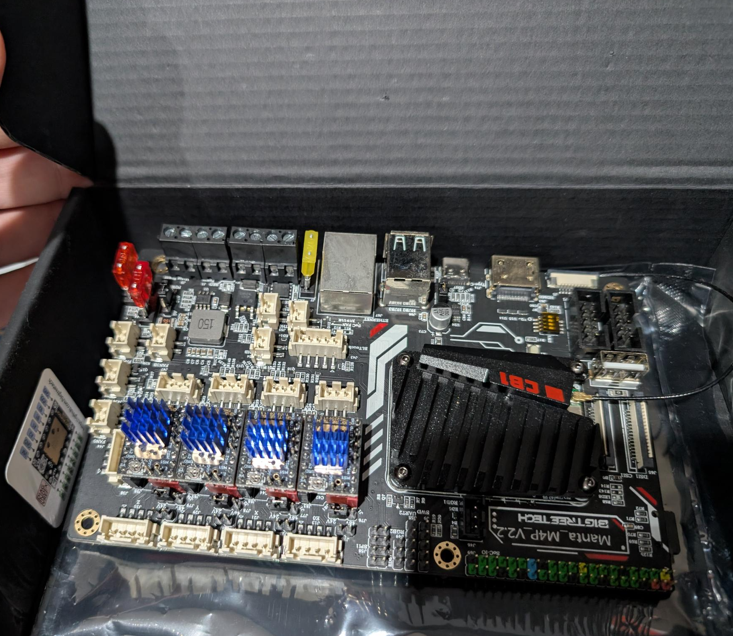
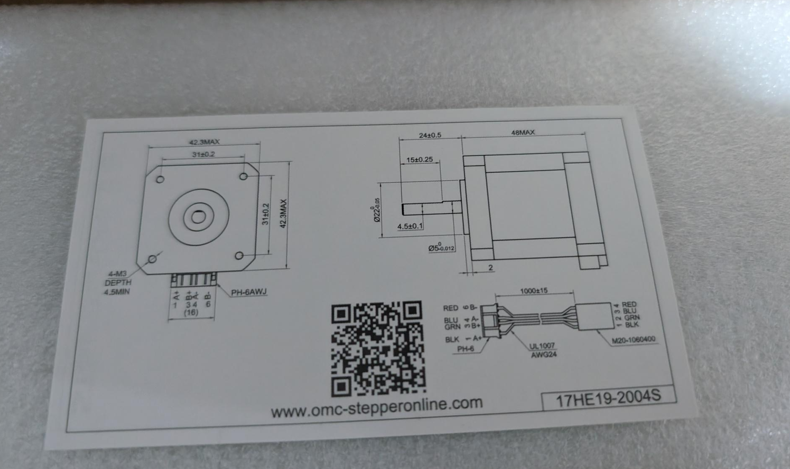
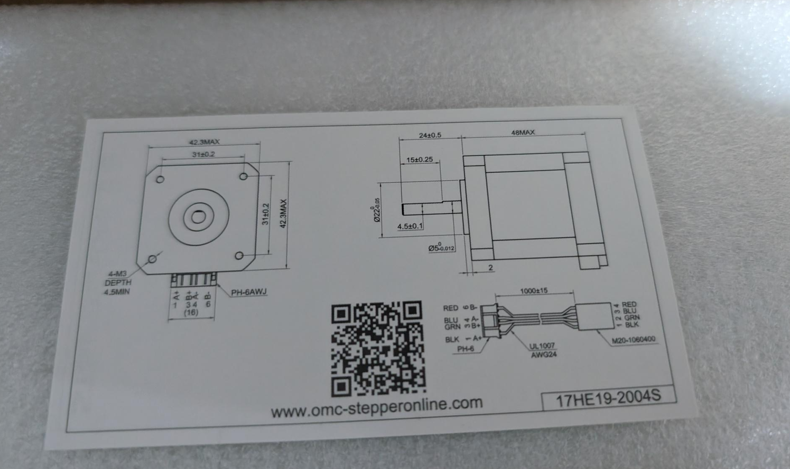
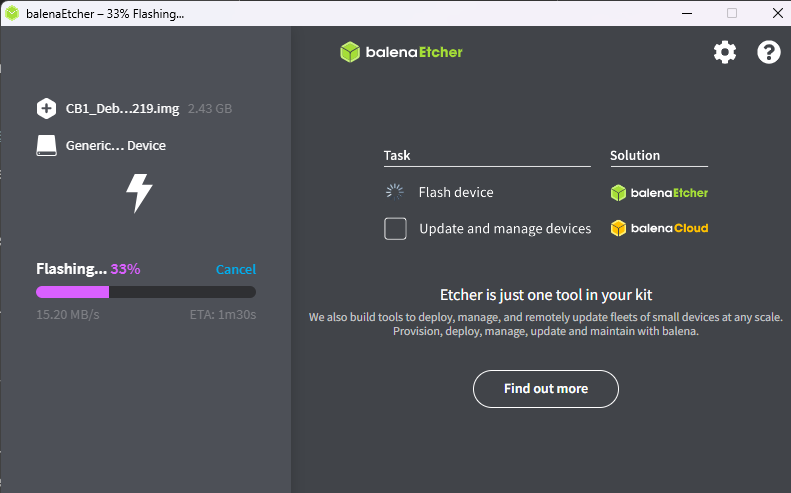
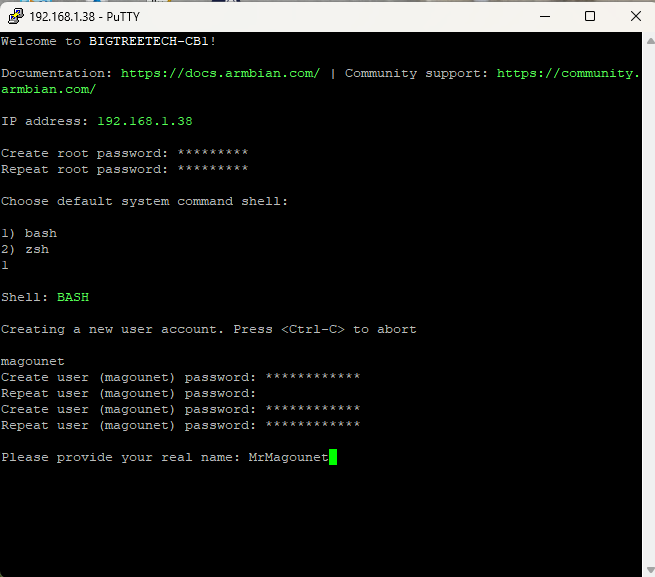
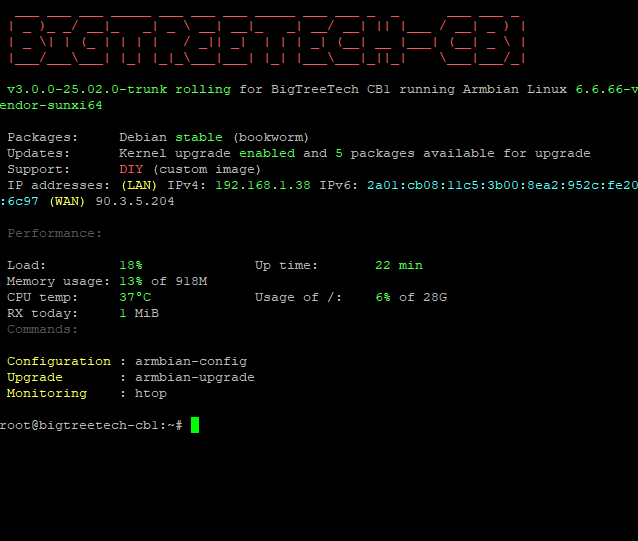
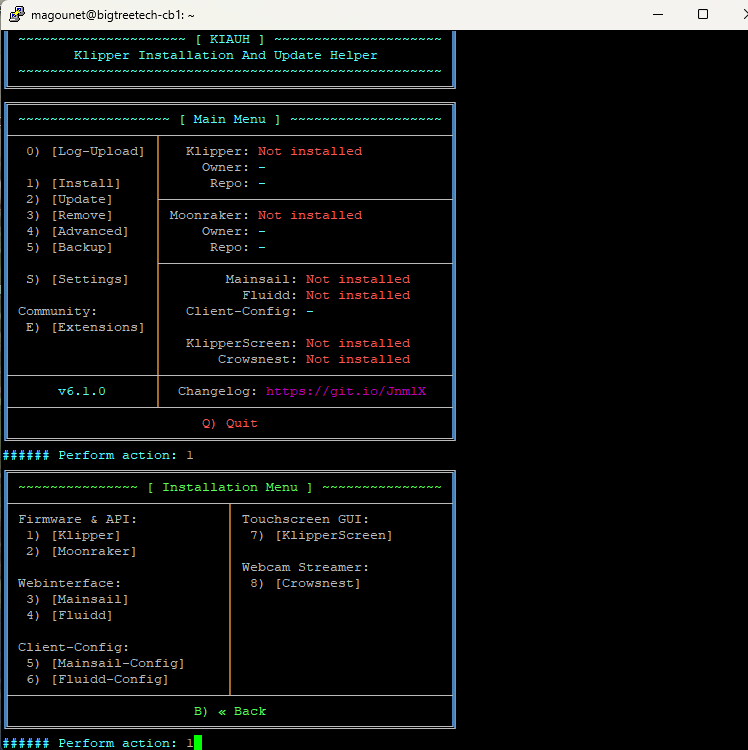
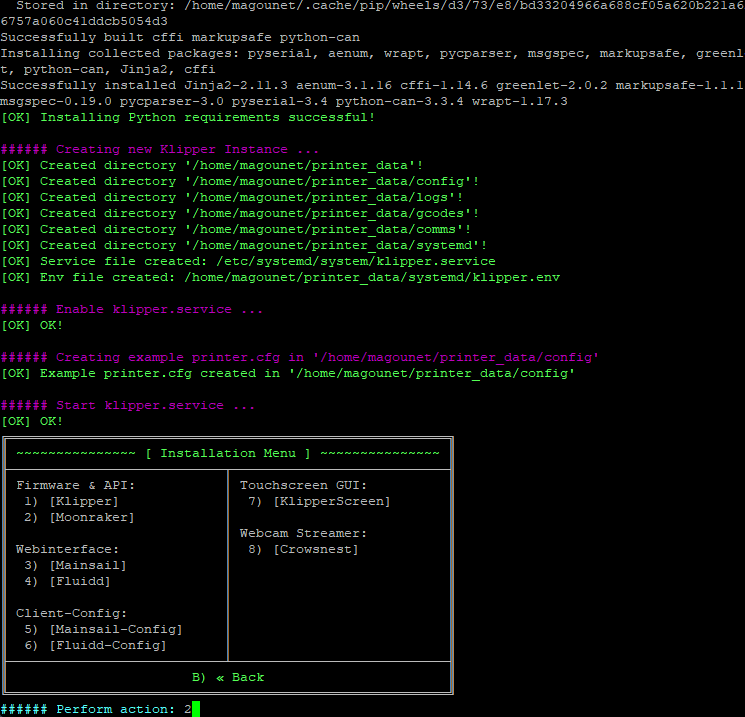
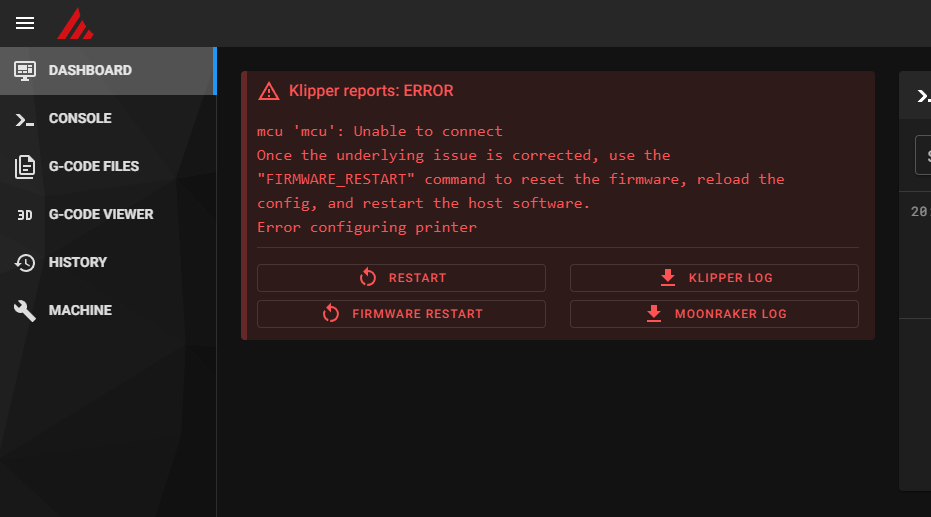
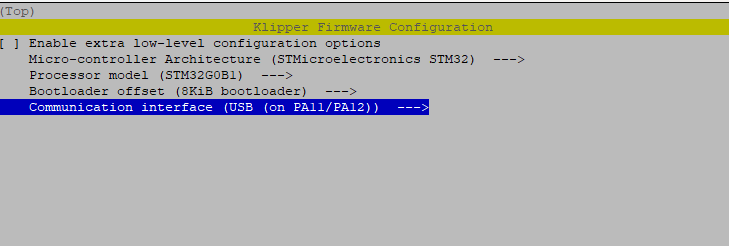
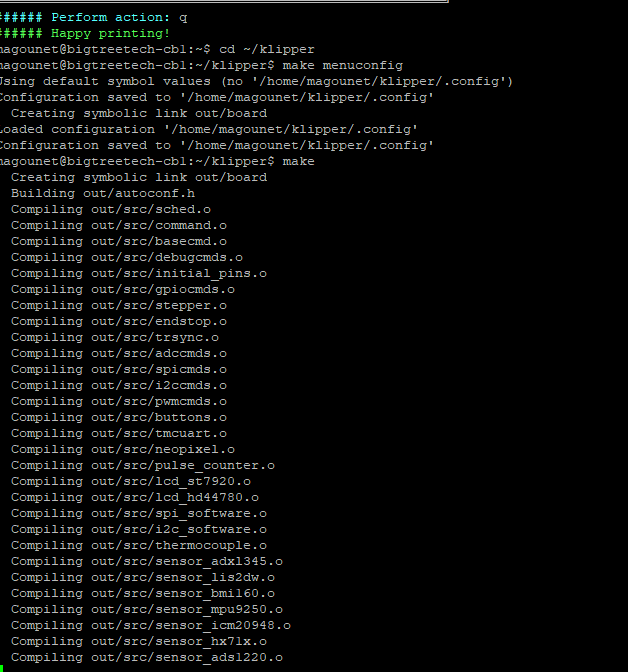
Je depuis un moment un projet de conception d'une imprimante Core XY Opensource a grande vitesse le projet The100 initié par "Matt The Printing Nerd". J'avais commencé a travaillé dessus l'année dernière puis j'avais mis le projet en pose, j'ai donc repris ce projet mais je l'ai totalement Reset en changent d'orientation j'avais initialement idée de réalisé le projet sur base de plateau 230x230 mais en fin de compte j'ai reset le projet pour être sur un plateau plus compact ayant pas mal de machine je cherche plus quelques chose d'assez compact au final. Pour le coup je me suis dis que je pourrais vous proposer de suivre le projet qui prendra pas mal de temps en soit mais devrait intéressé certaines personnes du forum. La première étape que je vous propose est donc de vous présenter les composants que je vais utilisé pour mon projet et pourquoi j'ai choisi ces derniers. Les composants ayant évolué avec le temps certaines pièces proposé sur la BOM de MATT ne sont plus disponibles sur le marché comme par exemple le plateau en 160x160mm d'origine issue des Creality Ender 2 Pro, ou encore un choix d'utiliser des composant plus performant ou que j'avais déjà à disposition. Commençons déjà par ce que j'avais à disposition et qu'il me semblait pertinent pour ce projet : Le Coeur de la machine a savoir son électronique, la Carte Mère BTT Manta M4P + CB1 + Dissipateur + 4 X TMC 2209 BTT Le gros plus ici Klipper est gérer par le CB qui prend place directement sur la Manta M4P ce qui apport un gain de place et évite un cable usb d'intercommunication entre la carte mère et un Raspberry PI (ayant des PI1 et 5 en stock cela était aussi possible mais moins bien intégrable je trouve), cette CM possède 4 emplacement de drivers c'est juste ce qu'il me faut Car j'utiliserais un seul driver pour contrôler les 2 moteur Z. En Alimentation j'ai en stock une alimentation de Flsun SR qui délivre 360w, en soit même si il y a le plateau a alimenté en 24v cela devrait être suffisant mais il est pas impossible si je vois que l'on est proche des limite au final que cette dernière change, mais pour être franc sur un format compact sans chauffage de chambre a prendre en compte 360w suffise largement. Pour l'affichage j'ai en stock 2 éléments un LCD 12864 d'un côté et un TFT tactile de 7" nécessitant un branchement HDMI et USB, je n'ai pas encore décide a 100% la quelle des 2 solutions j'allais adopter. Voila ce que j'avais déjà en stock pour ce projet, de la j'ai donc réfléchis a ce que je voulais comme orientation a mon projet, comme dis j'ai décider de faire un reset et repartir de 0 sur la réflexion de ce projet pour au final rester sur un format plus compact, je veux aussi partir non pas sur un chassis en PLA comme sur le projet d'origine mais sur un chassis en ABS afin d'avoir des pièces permettant un support de la chaleur si j'en viens a fermé l'imprimante un jours. Je suis donc après réflexion parti sur une variante de la The100 appeler la THE100 Space Edition, cette version sera plus adapter avec un filament ABS qui par nature est moins rigide que ce que le PLA permet mais ce soucis sera compensé par l'utilisation de 2 profilés Alu 2020 et pièce revue avec chanfrein qui renforcera la rigidité. Idée de ce que donne un The100 Space Edition. Passons à présent à ce que j'ai commandé pour mon projet au explication de mes choix : Pour le Filament je vous l'ai déjà dit j'ai choisi d'utiliser de l'ABS, ici tous sera imprimer avec de L'ABS LDO (c'est le meilleur ABS que je connaisse et il est utilisé sur les projet Voron) j'ai acheter cela sur la boutique MyRigs.com une boutique FR ou l'on trouve les meilleur prix pour de l'ABS LDO. J'ai plusieurs couleur en stock j'ai pas encore défini celle que j'allais utilisé dans le projet. Vis trapezoidale, j'en avais 2 en stock elle 250mm de longueur de diametre 8mm, il faudra les recouper un peu car elle font 50mm de trop. 6 X Tige Linéaire en 8mm par 250mm de chez PMGN, c'est un fabriquant chinois renommé et il ne faut pas lésiné sur la qualité des axes linéaires. 2 profilé aluminium noir en 2020 dispo sur ali express, prendre en V-Slot ou T-Slot. 2 x Roulement linéaire en 8x15x24mm LM8UU, dans mon cas j'ai pris du IKO trouver sur la boutique Trianglelab, les roulement IKO sont des roulements Japonais de très haute qualité j'ai préférer dépense 4€ de plus et avoir ce qui ce fait de mieux. 4 x roulement RJ4JP-01-08 j'ai pris ici aussi des roulements de qualité trouver sur la boutique Trianglelab mais ces dernier ne sont plus dispo. Continuons avec les roulements 16 x F695, j'ai pris 2 lots de 10 roulement de la marque Fushi qui est une marque chinois mais a bonne réputation. Pour la tête d'impression je part sur un kit Trianglelab CHC Pro de type volcano, pourquoi ce choix bien il s'agit d'un système efficace et économique compatible avec toutes les buse volcano ou equivalent dans mon cas il est probable que je couple avec un buse CHT officiel pour avoir un débit important. Un petit 3Dtouch Trianglelab, c'est les 3dtouche les plus fiable et economique que je connaisse. Des poulie GT2 6mm et de la courroie renforcer pour aller avec (surtout bien prendre de la courroie renforce car on part sur une machine rapide a forte accélération) Bloc de silicone vis et molette pour le réglage du plateau, ici j'ai trouver un lot de 5 paquet a pas chers sur Ali express qui me revenait moins chers qu'un jeux sur Amazon. On arrive sur les 3 dernier élément que j'ai commandé et ces derniers on nécessité pas mal de réflexion et de recherche, a savoir le choix du plateau chauffant, des moteurs Nema 17 et de l'extrudeur. Pour le plateau comme expliquer je cherche a garde le côté compact de la machine, j'ai donc commencer a cherche des plateaux en 160x160, mais la cela ce complique les plateau de Creality Ender 2 Pro ne sont plus vendu et trouvable, en equivalent il y a avait ceux de Kingroon KP3S mais plus disponible non plus, on ce retrouvais avec des plateaux de 120x120 mm pour les projet de Voron V0.2 hum un peu trop petit la quand même, et la je me suis dit bon y nous reste quoi comme machine assez compact ? Ma Bambulab A1 mini bon tarif ma donné puis je me suis rappelé que Prusa proposait une Mini après vérification jai trouver des clone du plateau de la Prusa Mini a pris abordable la dimension est de 190x190mm cela m'oblige a adapte le support de bed mais sa rentre dans le projet avec un format d'origine compact. Bingo je part la dessus Je suis partie donc sur un clone de bed chauffant prusa Mini de chez Trianglelab que j'ai réussi a trouver pour moins de 30€ parfait pour le projet. Pour l'extrudeur, j'etais partie sur un clone de BMG comme dans le projet d'origine de MATT mais je voulais un minimum de qualité j'etais donc partie sur un extrudeur BMG revue de chez Trianglelab mais pas de chance il n'est jamais arrivé chez moi, je me suis donc fait remboursé et j'ai changer d'idée je suis partie sur un Extrudeur HGX Lite chassis full alu avec moteur pancake que j'ai trouver a 16€ sur la boutique ali de twotrees, l'avantage c'est que le HGX Lite reste compacte et leger 76gr avec le moteur 155gr et utilise des engrenage d'entrainement du filament de plus grand diamètre, le rapport de transformation est ici (bien supérieur a un BMG qui est de 3:1) de 9.5:1 (proche de ce que l'on trouve sur les Orbiter 7.5:1) cela a pour effet d'apporté un couple massif permettant une poussé de 15Kgr mais cela impose au moteur de tourner plus vite a débit équivalent. Je n'ai pas encore reçu l'extrudeur, il est pas impossible que par la suite le moteur soit remplacer par un pancake de marque LDO ou Moons si je vois que celui d'origine a du mal mais on va essayé comme cela. Màj du 02/03/2026 pour l'extrudeur colis reçu le 27/02/2026 mais la belle surprise je n'ai reçu qu'un moteur le reste du kit du HGX Lite était absent du colis donc nouvelle réclamation et retour forcé a l'envoyeur (Le Vendeur n'a pas voulu m'envoyé juste les éléments manquant donc retour forcé a leur frais) et remboursement, du coup ce matin commande d'un nouvel extrudeur et la j'ai eu la surprise de voir chez Blurolls un Kit complet Orbiter V1.5 avec coque imprimer le PA12 via SLS gears en acier renforcé et surtout moteur LDO officiel pour 27€19 etant donner que sur la HGX Lite j'avais vue que certain moteur noname posait soucis j'ai pris le partie de la tranquillité a ce prix la je pense pas qu'il existe mieux dans le commerce. J'espère le recevoir complet et que ce sera la bonne cette fois . Parlons Moteurs : Enfin les moteurs cela a été le choix le plus complexe les moteurs sont clairement ce qui conditionnera les performances de vitesse et d'accélération de ma machine, ci le projet de MATT a été intialement conçu pour permettre d'attendre 100k d'accélération a environs 400mm/s, dans mon cas je ne vis pas d'aller au loin surtout que cela a pour impact de stresser les composants je cherche a construire une machine du quotidien mais performante malgré tout. Donc je suis parti de l'idée d'essayé de faire en sorte que ma The100 Space Edition soit capable de support en impression 400mm/s et 30k d'accélération en impression courante. Je vais vous expliqué donc pourquoi et comment j'ai choisi les moteurs. Déjà j'ai choisi la marque de moteur Stepperonline, c'est une marque qui fabrique des moteur de qualité avec forte réputation j'ai des amis qui on utilisé cette marque de moteur pour leur projet de Voron par exemple, ensuite le projet The100 a un chassis conçu pour les moteur de type Nema 17 (dont le cadre fait 42x42mm), ensuite vient de choix si je partait sur un moteur avec des pas de 1.8 degré ou 0.9degré, le souci avec les moteurs 0.9 degré si ils permettent plus de précision ce sont souvent des modèles seront plus chers et supporteront moins facilement les hautes vitesses. Par exemple un 17HM15-0904S a pour lui un format plus compact 40mm de hauteur il est plus léger donc 280gr par moteur et est donc 0.9° de rotation part pas, mais il a un couple limité à 36Ncm et une inductance a 13mH, ce dernier peut parfaitement convenir a un extrudeur par exemple mais s'écroulerait très vite et ne supporterais probablement pas plus de 150-200mm/s avec un accélération limité a possiblement 10k. Dans les moteurs 1.8° on as par exemple le 17hs19-2004s1, ce dernier a un point important 390gr il est aussi plus gros 48mm de hauteur, mais il a gros couple 59Ncm et un inductance bien plus faible 3mH, donc c'est déjà un bien meilleur choix mais dans mon cas j'ai trouver bien mieux chez stepperonline. Mon choix c'est finalement porté sur le 17he19-2004s, ce dernier ressemble au précédent moteur même taille et poids mais il a que des avantages, il est 30% moins chers a un couple quasiment identique à 55Ncm mais une inductence encore plus faible a 2.4mH et c'est la que le game est plié si je peux dire, voici les explications détaillées. Pour le l'impression avec une forte accélération le couple est primordiale plus il est important plus le moteur a de force sauf que si l'inductance est trop forte le moteur aura du mal a atteindre de forte vitesse, fait d'avoir une faible inductance est primordial donc car cela permet au moteur d'être bien plus reactif lors d'un changement de sens et il sera capable de maintenir le couple plus plus longtemps avant de s'écrouler. Pour résumer le moteur me permet de faire des économies non négligeable tout en étant plus performant dans mon utilisation sur ce projet d'imprimante Core XY dont les moteur X/Y et Z sont tous des moteur fixe sur le châssis et donc dont le poids n'aura aucun impact. Pourquoi avoir pris un kit de 5 moteurs vous me direz ? bien simple le coups a l'unité le 17HE19-2004S est vendu 9€30 le pack de 5 moteur m'a couté 35€ dans les fait cela me reviens donc 2€ moins chers et il me reste 1 moteur en spare en cas de soucis, et puis au départ j'etais aussi partie sur l'idée d'une extrudeur BMG en Bowden et donc ce moteur aurait fait le job mais cela a change avec le HGX lite a présent. J'aurais aussi pu partir sur une des références du marché utilisé sur les Voron le moteur LDO-42STH48-2504AC ce dernier est encore meilleur avec un couple de 55Ncm et une inductance record autour 1.8mH mais ce moteur LDO est vendu 20€ pièces, comme mon objectif est de tenir 400mm/s maxi à 30K d'accélération les moteur que j'ai choisie en sont capable donc autant économiser 45€ au passage . --------------------------------------------------------------------------------------------- Début du projet A présent que les choix des composant est effectué l'on peu avancé et attaqué l'impression des parties du châssis en ABS LDO(on y reviendra plus tard), et l'installation et configuration de Klipper. Electronique et install de Klipper Dans mon cas j'utilise une carte mère BTT Manta M4P + un CB1, l'avantage c'est mieux intégré que l'utilisation d'une carte mère accompagne d'un RPi. Pour comprendre les besoins Klipper pour être fonctionnel demande a minima l'utilisation de RPi 0 2w, généralement on utilise souvent un RPi 3B+ qui suffit a l'utilisation, ici le CB1 utilise une architechture Quadri core A53 comme pour RPi 3B+ mais ici on est sur un Allwinner H616 qui a un fréquence supérieur et une mémoire plus rapide ce qui donne plus de puissance de calcul pour klipper, moonraker et mainsail : RPi 3B+ 4 core A53 à 1.4Ghz et 1Go de Ram LPDDR2 (mémoire assez lente) CB1 4 core A53 à 1.5Ghz et 1Go de Ram DDR3L Seule point faible du Allwinner sont GPU moins puissant ce qui est trop gênant sauf si vous prévoyé l'usage de Webcam 4K et de fonction plus poussé d'IA dans certain cas, mais ce n'est pas prévue de mon côté d'utiliser de IA sur ce projet et pour la Caméra j'utiliserais ma Cam Creality qui sera parfaite en qualité . N.B : Noté que si vous utilisé des fonctions IA l'utilisation de RPi 4 ou supérieur ou d'un CB2 (qui est comparable au RPi 4) sera plus intéressant, surtout que le CB2 a l'avantage de ne pas utiliser un SD pour le stockage mais de la Mémoire EMMc, noté aussi qu'il possible sur un carte de la Série Manta d'utiliser un RPi compute module si l'on souhaite rester sur le RPi . Enfin dans mon cas j'aurais bien pu utiliser un RPi 5 4gb que j'ai en stock mais le surplus de puissance ne serait pas utilisé dans mon cas et je préfère m'affranchir de câble USB et avoir une solution plus intégrable et compact. Le CB1 Par contre qui dit utilisation d'un CB1 implique d'utiliser l'image linux préconiser par BTT celle ci est dispo sur le Github Officiel, il existe 2 version d'image disponible une version Full qui intègre le linux et l'install de klipper avec un pré-configuration il faudra encore installer le micro noyaux klipper sur la partie MCU STM32 de la carte mère, mais je reste est déjà pré-installé. Cependant le soucis la version full qui pèse 1.6Go inclus des élément comme la partie bureautique de linux et sont interface graphique qui n'ont pas d'utilité pour notre klipper, j'ai donc décider d'installer la version minimal qui comprend que le linux de base sans partie graphique, cela sera plus léger et performant pour le CB1, mais demandera plus de travail par contre. Donc perso j'utilise BalenaEtcher pour Flasher le µSD, dans mon cas j'utilise un Kingstone 32Gb Canvas Select HC1 une µSD rapide , je vous recommande sur un système klipper de toujours utilisé une SD de très bonne facture et rapide cela permet d'éviter de bridé votre klipper. Une fois flasher le firmware minimal je part modifié le fichier system.cfg pour indiqué le SSID de mon wifi et son mot de passe. Une fois cela fait on peux retirer la SD de l'ordinateur la placer dans le CB1 et alimenter la Manta M4P en 24v ou via l'USB-C en 5V, pour ma part j'utiliserais probablement l'USB pour l'install de klipper dans un premier temps. P.S : Attention pour aliment en 5v via l'USB-C une carte Manta il faut impérativement mettre un cavalier sur les pins J8 et surtout pensé a le retiré après avant de passer en alim 24v. Installation Klipper Via Kiauh On attend que l'installation s'effectue, puis on ce connecter en SSH sur le linux du CB1 avec le compte root mdp root, à la première connexion il vous est demandé de changer le mot de passe root, puis de créer un compte utilisateur. Vous êtes a présent connecté au linux # Télécharger KIAUH git clone https://github.com/dw-0/kiauh.git # Lancer l'outil ./kiauh/kiauh.sh Dans le menu KIAUH, installe dans cet ordre : Klipper Moonraker Mainsail (ou Fluidd, selon ta préférence, mais Mainsail est très complet pour le tuning). Vous pouvez en profiter pour install les interfaces Mainsail ou Fluidd et le client config associé. Pensez aussi a installer Klipperscreen si vous souhaiter utiliser un ecran TFT, et Crowsnest pour la gestion des Webcam. A présent Klipper est installer sur le CB1 on peux y avoir accès via le navigateur Web, mais comme vous pouvez le voir klipper ne communique pas avec le MCU 32bits de la carte Manta Il nous faut compiler le micro firmware pour le MCU STM32 de la Manta pour ce faire il faut en SSH utiliser le commande Make menu Puis Make pour compiler le micro Klipper du STM32, je n'ai pas détaillé la commande exacte c'est du classique trouvable sur google, mais je vous met dans l'image si dessus les différents choix à sélectionner. Il ne reste plus qu'a ce connecter au linux via WinSCP par exemple pour récupérer le firmware fraichement compilé et le placer sur une carte SD (ou micro SD + adaptateur SD) de 16Go maxi formater en FAT32 puis le renomer firmware.bin, enfin placer la SD dans le port SD de la Manta M4P et alimenté la carte en 5V après une ou 2 minutes en allant sur votre interface Mainsail ou Fluidd vous devriez ne plus avoir de message d'erreur apparaitre. Pour le moment la préparation de Klipper s'arrête la cela reprendra avec la préparation du Fichier Printer.cfg en fonction de mon matériel pour ce projet, et les évolution ultérieur et ajout de macro qui en suivront. voici mes pré-versions du printer.cfg et macros.cfg il y aura possiblement des ajustements a prévoir lors des test mais logiquement on est bon a 98%, j'ai essayé de prendre en compte l'ensemble de ma config machine, Orbiter V1.5, moteur Nema 17 1.8° steppers online, driver 2209, vis trapezo 8mm etc..... My-printer.cfgmacros.cfg Je vais commencé l'impression des premières pièces ce weekend.














 4 points
4 points -
"Je paie mes mots : j’ai été patient," Heureusement que ce ne pas le cas de @electroremy, car avec ses messages à rallonge cela lui couterait la peau des fesses et du reste.4 points
-
C'est probablement la bonne saison pour faire ses semis de bobines ?4 points
-
Mes excuses (ou nos excuses) de ne pas être à ta disposition pleine et entière, dorénavant je ferai passer ma vie personnelle après les questions sur le forum... Entre-temps, pour patienter, as-tu fait des recherches, des essais, essayé de mettre tes photos dans le bon sens (c'est vrai que c'est galère par moment, j'ai compris le pourquoi du truc récemment), etc... ?4 points
-
Arrêtez de vous plaindre, je viens de claquer 2 x $40 d'ESTA pour avoir "potentiellement" le droit d'aller de France à.... France. Mais comme y'a une escale aux US bien que restant en zone de transit (donc internationale), faut bien qu'ils se gavent, et potentiellement ils ont le droit de me raccompagner "à la frontière" . Et là je peux bien payer les frais de dossier, rien n'y changera. Avec la taxe à 2€ au moins on ne vous demande pas votre passeport, un selfie, votre mail, votre téléphone, vos réseaux sociaux (facultatif, pour le moment), votre employeur, une personne à contacter etc... Bon maintenant faut que j'analyse ce que j'ai le droit de mettre en soute et pas le droit de mettre en cabine, parce que les appareils contenant une batterie c'est pas simple de nos jours, et j'en ai déjà un sur chaque oreille que je dois charger pendant le vol... Peut-être que ça va me revenir moins cher de me faire livrer depuis la Chine ce dont j'ai besoin, que de l'emmener avec moi.4 points
-
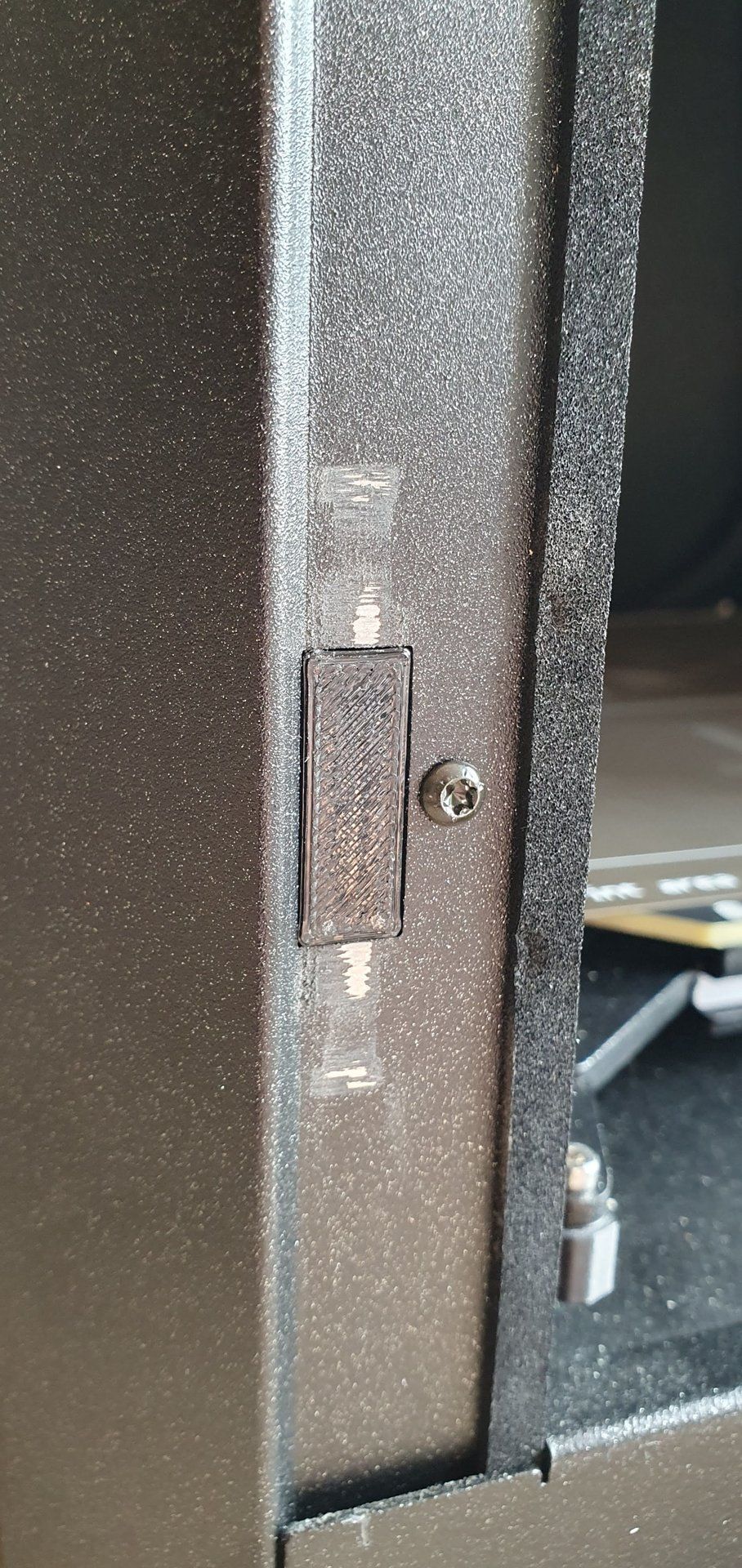
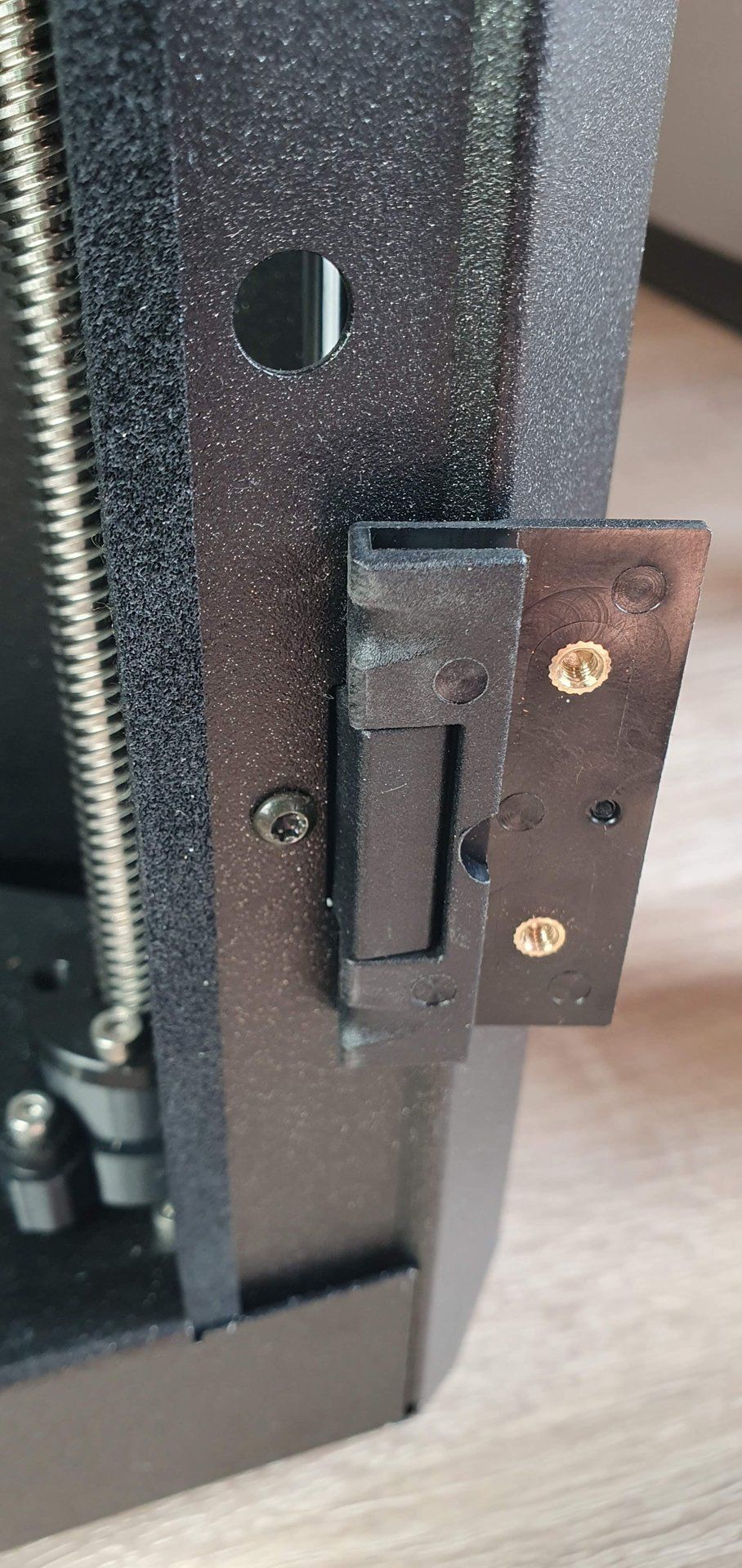
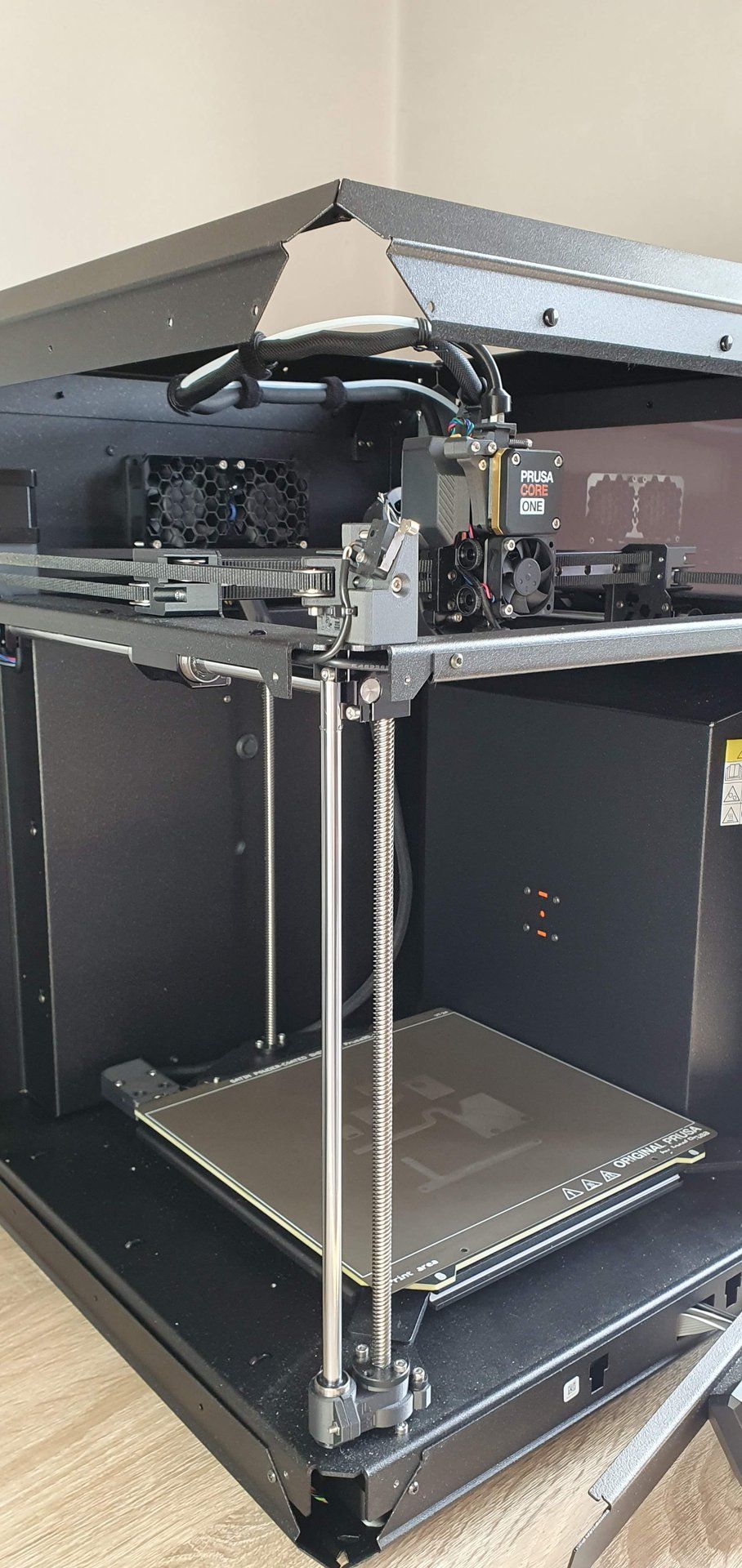
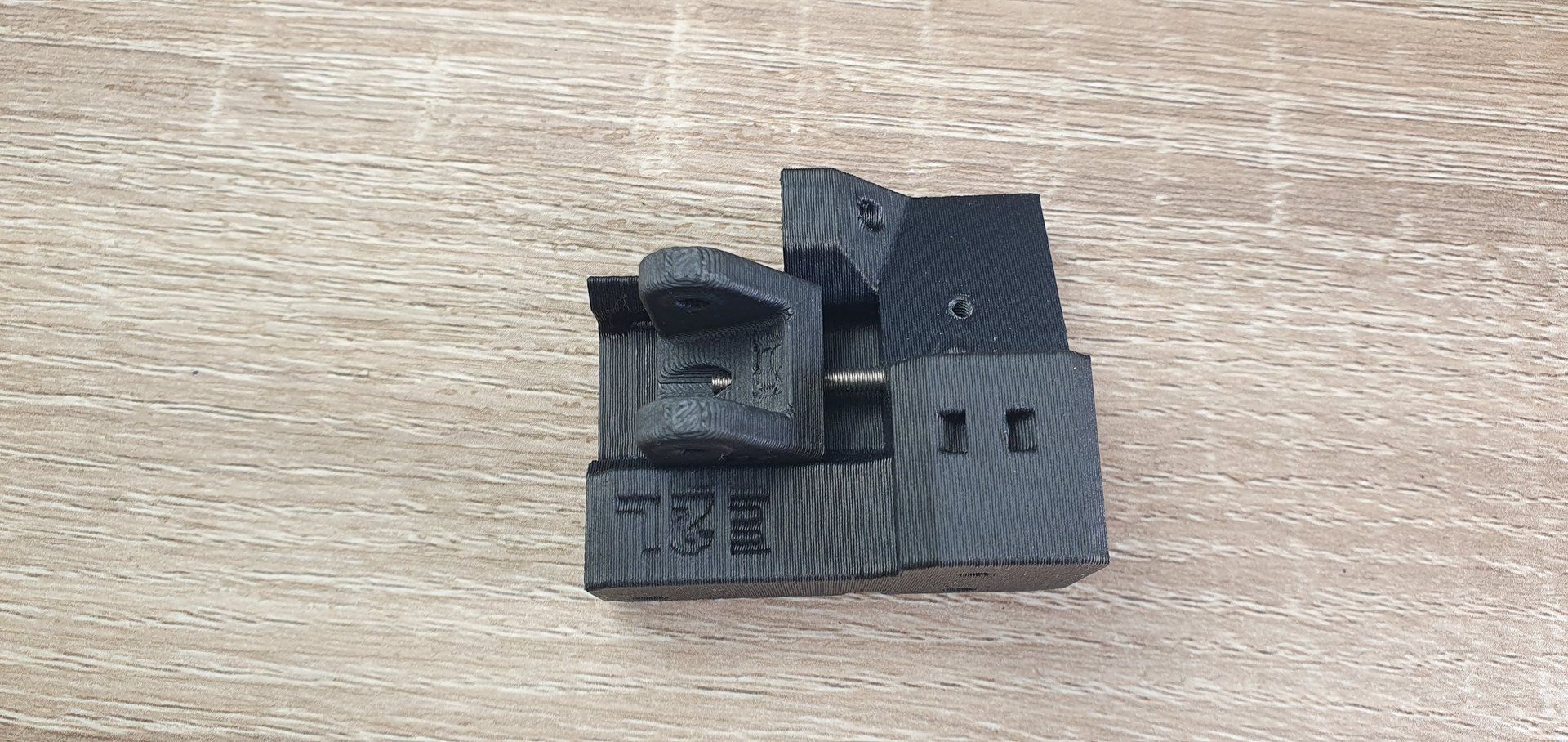
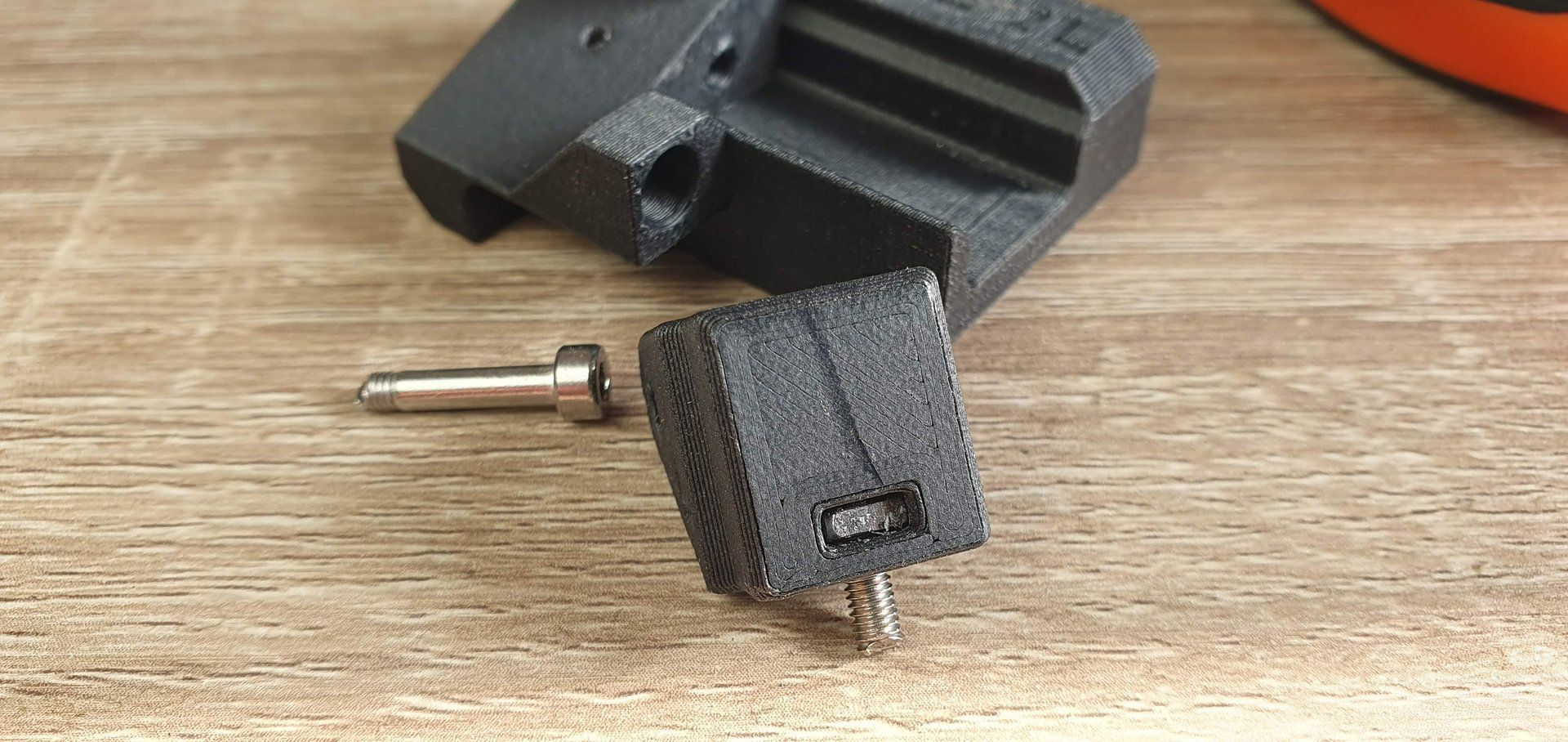
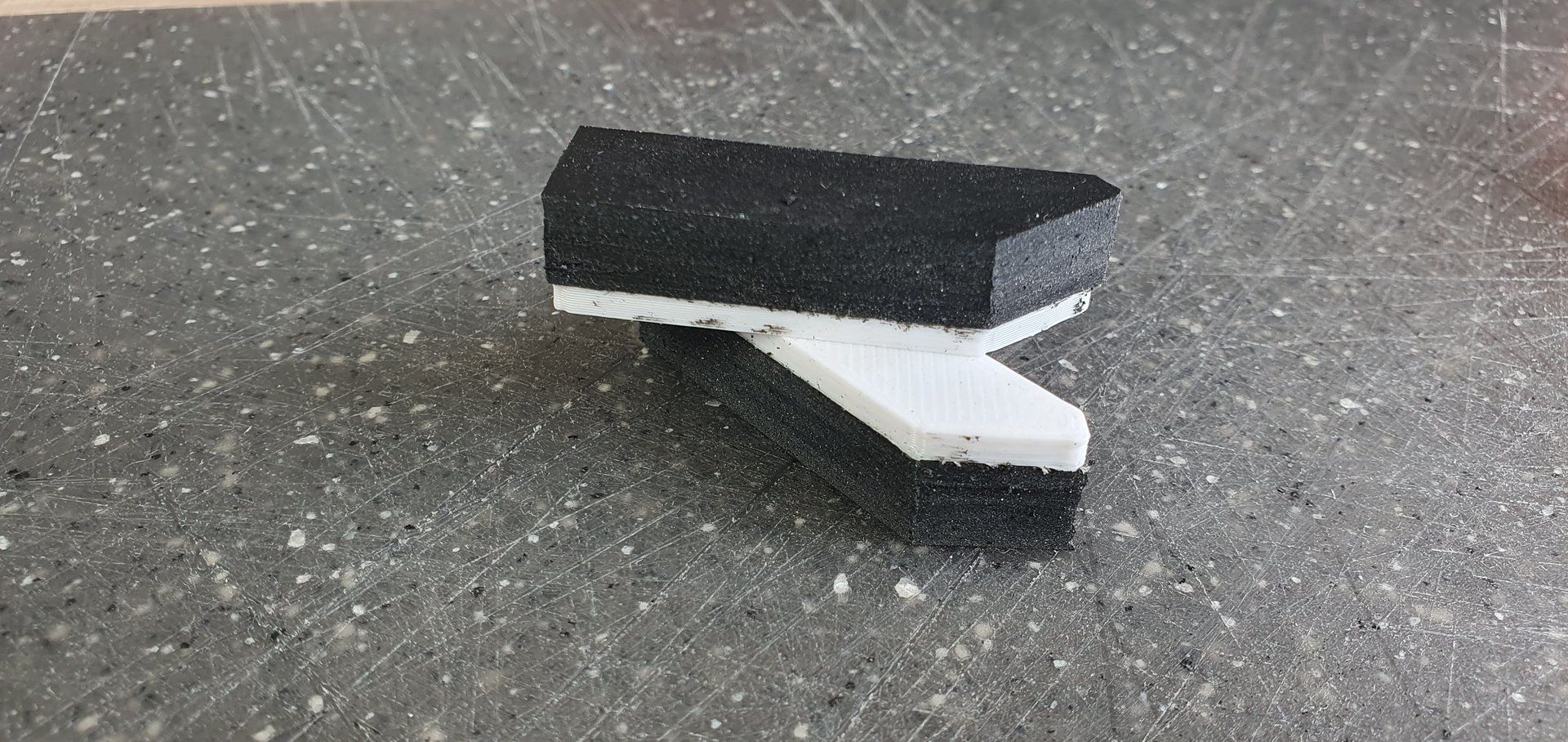
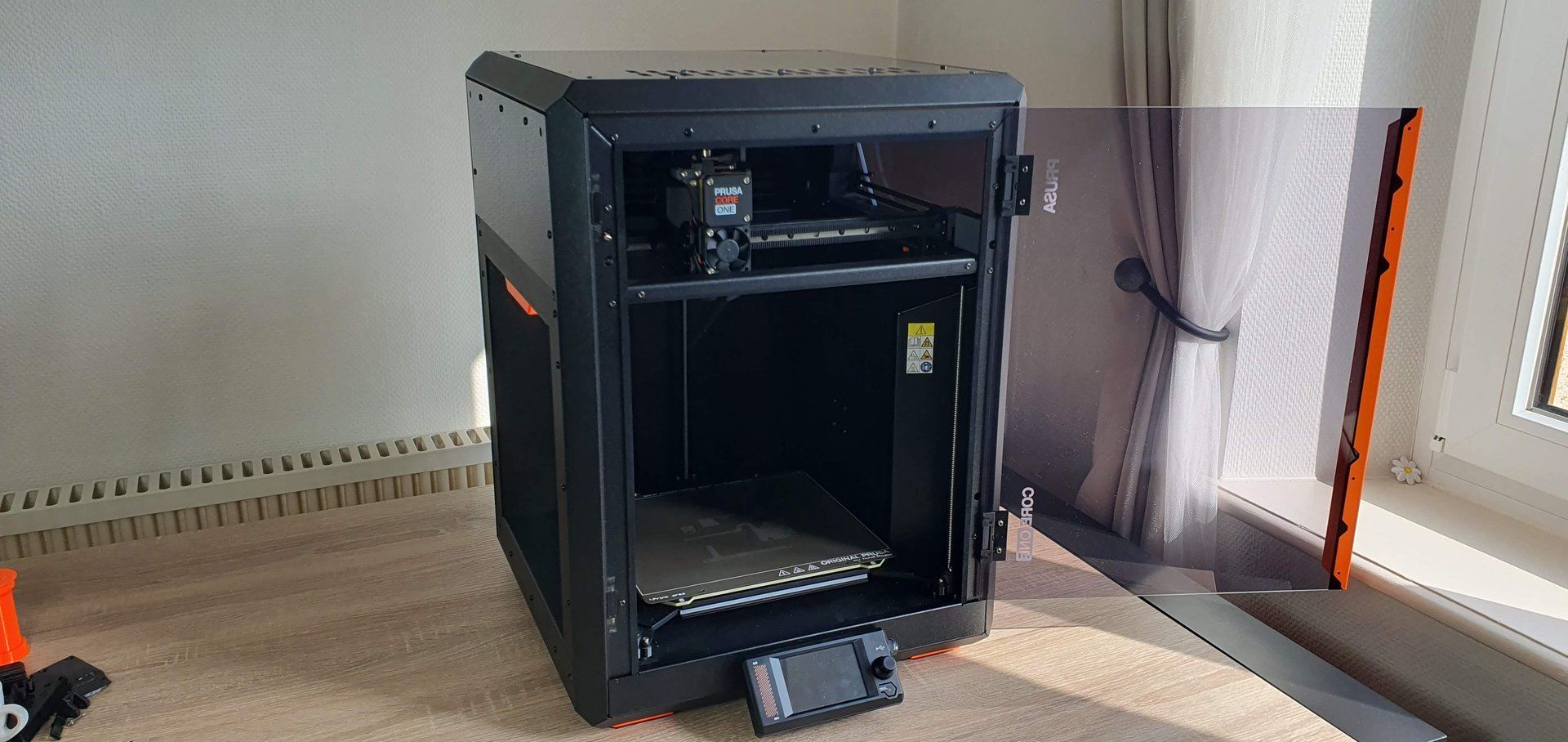
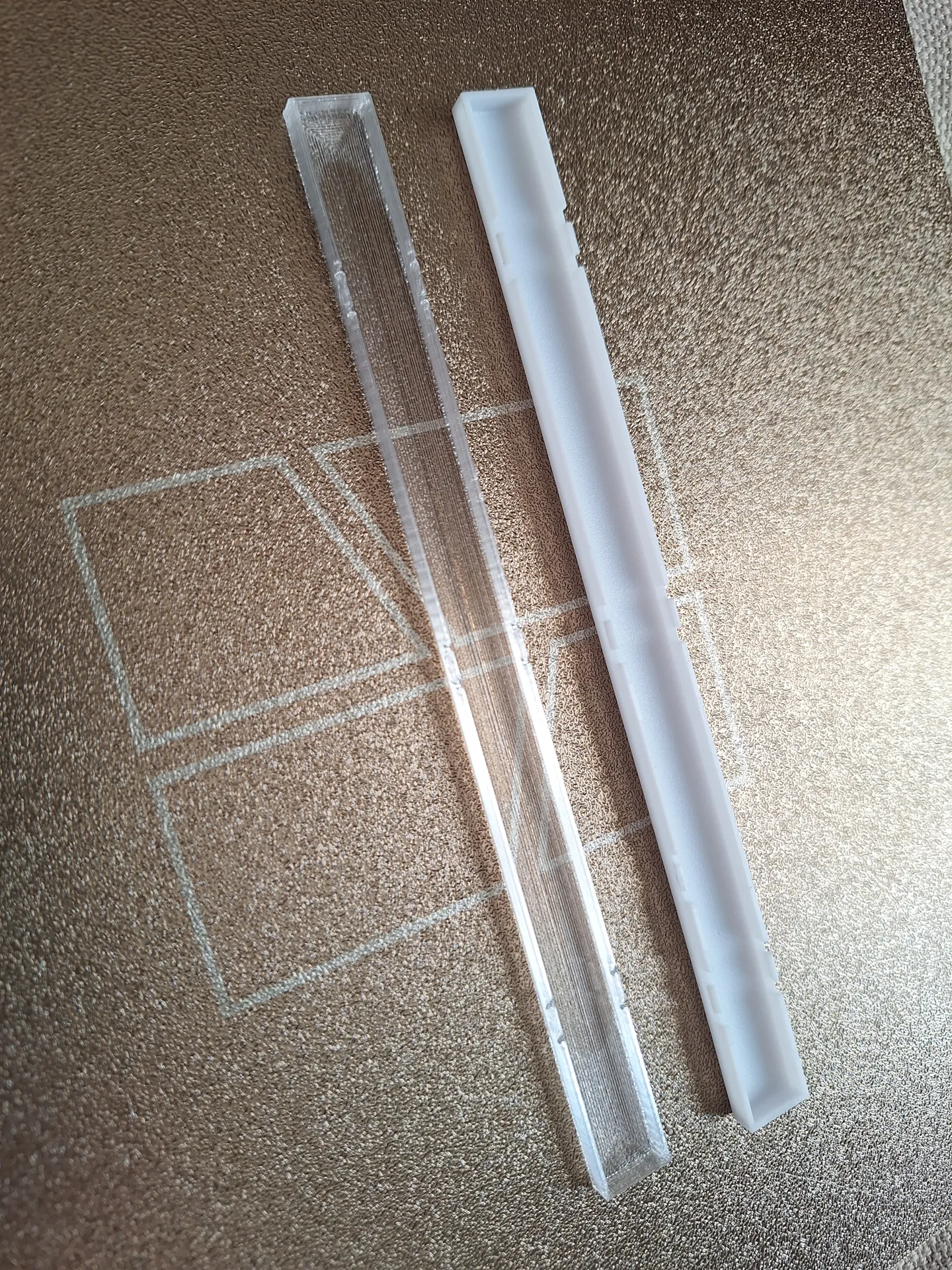
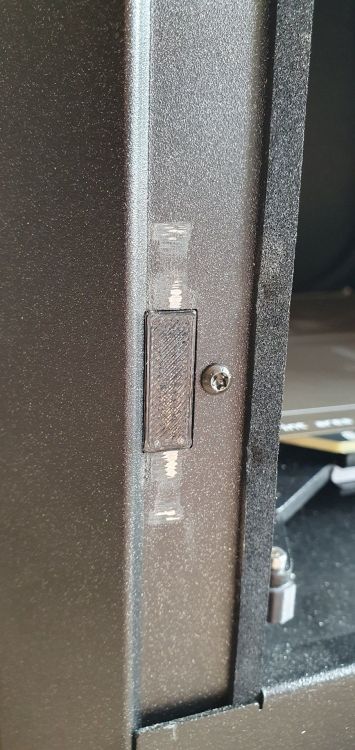
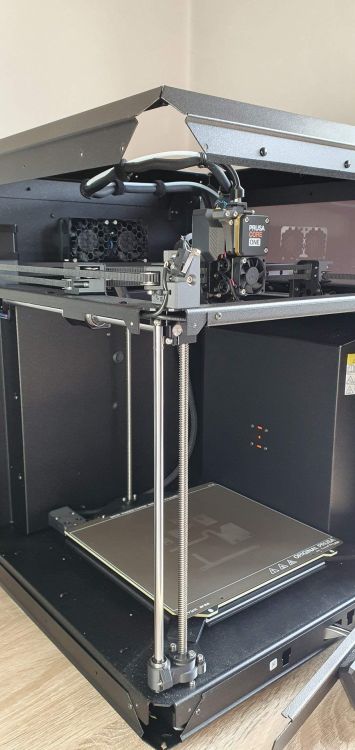
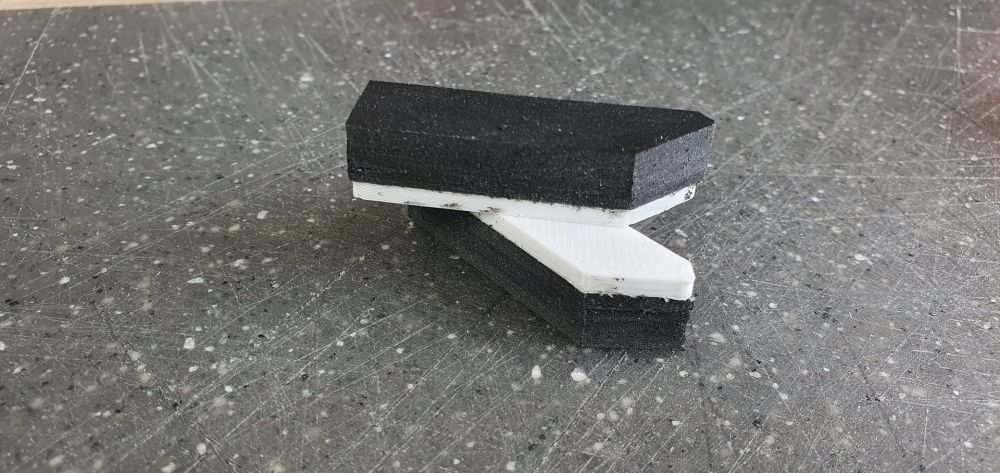
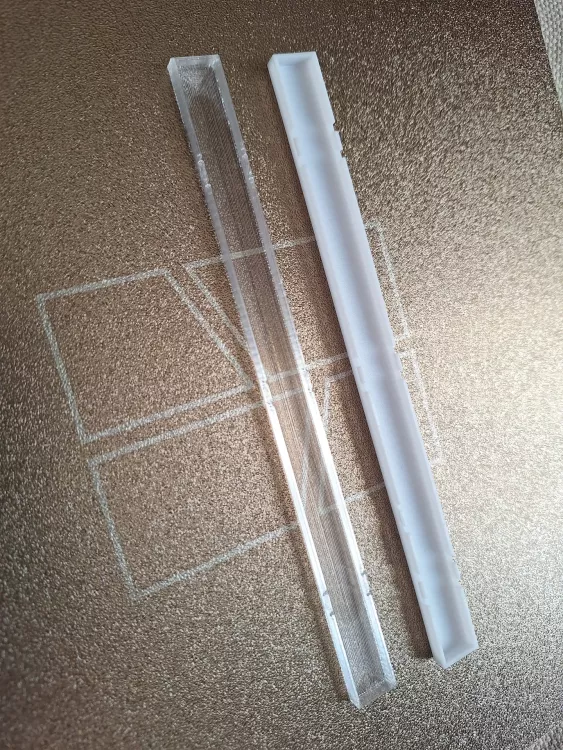
Salut, Ca fait longtemps que je n'avais pas donné de nouvelles de la Prusa CORE One. Un an après l'avoir reçue, il était temps que je m'occupe un peu de l'entretien et updates en attente. ^^ Sur cette photo on peut voir la machine dans son jus, un kit de filtration à installer, des tendeurs à remplacer, des pieds à modifier et l'upgrade vers la CORE One+ à effectuer. Ce qu'on ne voit pas c'est la porte à retourner. On va commencer par le kit de filtration. Rien de très sorcier, il suffit de suivre la notice de montage très simpliste. J'ai cependant noté trois points d'attention : Le ventilateur est livré dans le mauvais sens, la sortie d'air ne pointe pas vers la grille. Il faut bien penser à le sortir pour le replacer selon la notice. Un bout de ruban velcro est fourni pour le cable management à l'intérieur du compartiment technique de la machine, mais la notice précise de réutiliser le petit lien du ventilateur (fil de fer plastifié). Résultat j'ai tout assemblé et fermé, et je me retrouve avec ce ruban en trop. Le boitier en tole plié ne peut pas se plaquer correctement contre la machine à cause d'un rivet : Ca ne se voit pas bien sur la photo (floue), mais soit on déforme la tole pour passer sous le rivet, soit on laisse un jour et bonjour l'efficacité de la filtration. La solution simple, retirer le rivet : L'étape suivante consiste à démonter la porte et préparer le terrain pour son remontage de l'autre côté à la fin. Très simple à faire, il suffit de permuter les aimants d'un côté avec les charnières de l'autre côté. Et c'est là que je tombe sur une petite surprise : La peinture est bouffée là où il y avait les charnière avant. Manque de pot les montants ne sont pas symétriques sinon je les aurais permutés. C'est là je que j'ai compris comment fonctionne le système de "crans" qui permet de tenir la porte à 90° et presque à 180° : La charnière frotte tout simplement sur la tole, c'est son élasticité qui fait le point dur, sauf pour le presque 180° où la charnière bute sur le profil de la cornière. Un peu moyen, mais faut dire que ça fonctionne puisque je n'avais rien remarqué jusque là. Il faudra seulement que je trouve une solution pour arranger un peu la peinture bouffée à gauche. Je profite que la porte soit démontée pour passer au remplacement des tendeurs. Alors en fait j'ai remplacé les 4 pièces par prévention, mais seul une petite partie mobile était nécessaire. En effet lors d'un réglage de la tension des courroies, j'ai été confronté au grippage du tendeur de gauche. Impossible de dévisser ou de visser le tendeur. A priori un problème connu, corrigé par l'ajout d'une touche de graisse sur le filetage dans la notice de montage. Pour le tendeur droit, un jeu d'enfant, ça se fait sans rien démonter de plus que le tendeur lui-même. Pour le tendeur gauche, là faut démonter toute une cornière et les panneaux de gauche. En plus ce tendeur supporte le capteur de porte. Et là pour le coup je suis vraiment très très content d'avoir pondu mon petit outil pour démonter les rivets des panneaux latéraux (20 rivets en tout ici) : Dispo ici => https://www.printables.com/model/1276439-prusa-core-one-rivet-tool En effet la notice indique d'utiliser une pince coupante pour ça, et c'est vraiment pas pratique en plus de risquer de rayer la machine. Après avoir démonté le tendeur défectueux, je peux enfin voir ce qu'il a : Je m'attendais à un double filet, mais vu comment la vis dépasse, il y a du avoir un autre problème. J'ai essayé de glisser un tournevis plat en dessous pour bloquer l'écrou et forcer le démontage, sans succès. Je n'ai eu d'autre choix que de couper la vis. L'écrou carré est bloqué, il tourne fou dans le logement. Bref, c'est remplacé et lubrifié, tout va bien. Enfin il me restait à remplacer les pieds par la V2. En effet ma version de CORE One étant parmi les premières, la forme et l'emplacement des pieds a été révisé depuis. Mon modèle avait deux grandes bandes de 15x300m disposées à gauche et à droite : La V2 utilise des pieds d'angle de 12mm et 50mm de côté (estimé depuis le modèle imprimé). Normalement collé directement sur la machine, mais apparemment l'adhésif utilisé est de piètre qualité, ce qui a poussé des makers à concevoir cette pièce plastique pour les maintenir en place. A savoir que l'adhésif de la V1 collait encore parfaitement. J'ai donc du concevoir un petit gabarit (en blanc ici) pour recouper mes bandes afin de les adapter aux nouvelles pièces. Ca se coupe très bien au cutter. Et là je sais pas ce qu'il s'est passé, j'ai oublié de faire une photo des pieds finis ainsi que de toute l'upgrade vers la version +. Concernant la version +, il s'agit en fait d'une upgrade mineur. Le support de filament est nouveau. Par rapport à l'ancien, il est composé d'une base fixe et d'une partie amovible. On suppose que la partie amovible pourra accueillir un lecteur NFC (il y a un trou au centre et dans la tole, assez gros pour un cable, trop petit pour un connecteur, wait'n'see. En utilisant des mods communautaires il est possible de changer le support pour des bobines plus étroites ou plus larges, on pense aux 2kg de la marque qui ne sont pas compatibles avec le support d'origine. L'autre évolution qu'apporte cette upgrade, c'est l'ouverture/fermeture automatique de la grille de ventilation. Bien que la machine pouvait nous prévenir s'il fallait ouvrir ou fermer la grille, c'est plutôt agréable de ne plus avoir à le faire manuellement. Et enfin le nouveau capteur de filament latéral est débrayable, afin de faciliter le passage de filaments TPU très souples. (Je n'ai jamais eu de problème avec le 95A). J'ai bien entendu fait un petit contrôle technique complet, graissé les axes, retendu les courroies (avec la nouvelle méthode stroboscopique), passé un coup de chiffon sur la poussière des plexis etc... Tout ça pour me retrouver avec presque la même machine qu'avant, mais en mieux (la porte dans ce sens, c'est moins commun) : Oui, il manque le petit + en bas à droite, je m'en occuperai plus tard. Il était temps que je m'occupe de cette brave bête. Il me reste à tester l'efficacité de la filtration qui est somme toute la seule vraie évolution hors maintenance. A+












 4 points
4 points -
Bonsoir Le remontage est en bonne voie. Bon Print

 4 points
4 points -
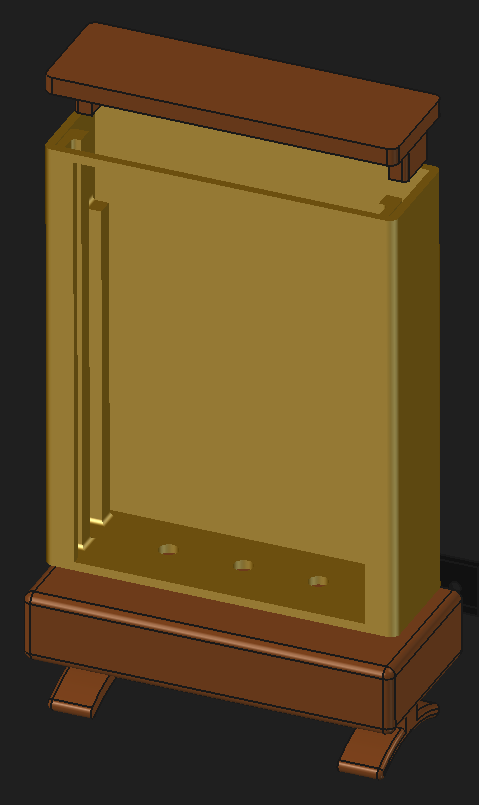
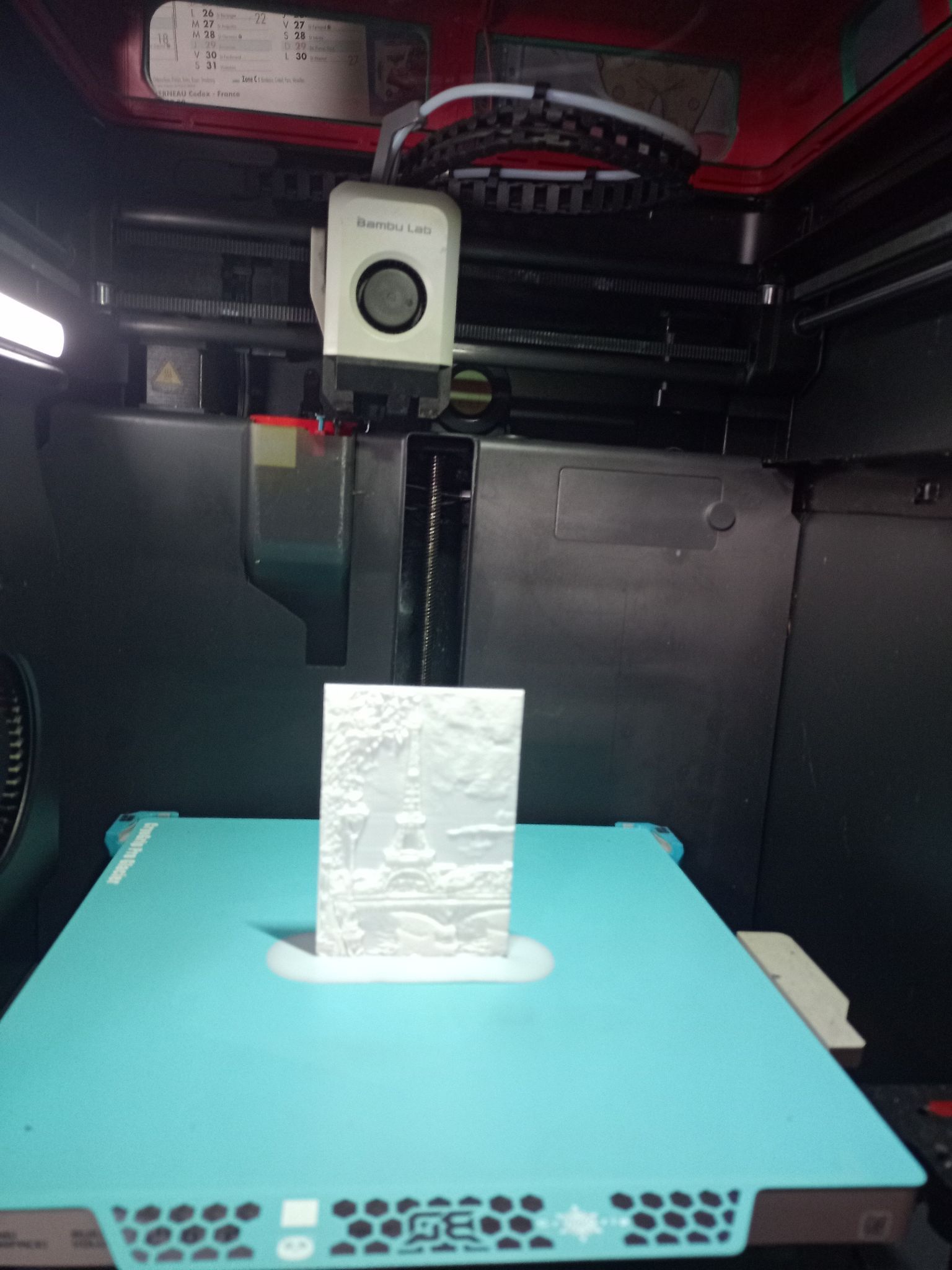
Bonjour les freecadiens, Pour les debutants en freecad une boitier autonome pour lithophanie 70X100. Des liens pour l'alimentation sont dans un fichier text Les fichiers freecad sont en partage et sur https://www.thingiverse.com/thing:7309238 Boitier_SupportL_Lithophanie.zip


 4 points
4 points -
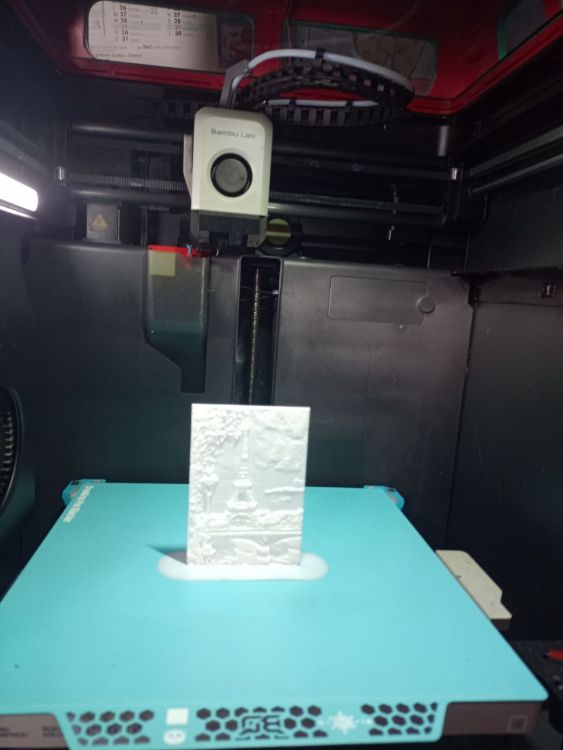
Salut Pour compléter ces premières infos, je rajouterai que pour avoir un résultat "transparent" il y a quelques réglages à faire en fonction du matériau utilisé PETG ou PLA. J'ai imprimé un cache pour le bandeau led de ma P1S avec du PETG transparent de chez Arianplast et voilà le résultat. * Je m'étais inspiré de https://www.printables.com/model/15310-how-to-print-glass Il y a ça aussi mais jamais testé https://www.printables.com/model/69331-transparent-window-printing-petg-pvb-composite-pro Une petite recherche dans cette section du forum te donnera pas mal de pistes --> https://www.lesimprimantes3d.fr/forum/search/?&q=transparent&type=forums_topic&quick=1&nodes=13&search_and_or=or&sortby=relevancy A+ JC
 4 points
4 points -
Bonjour les dernières nouvelle de ma K2+ Quelle galére pour en arriver là. j'ai ben reçu les pièces en garanti mais pour moi elles présentent le même défaut la suite prochainement Bon Print
 4 points
4 points -
Super, pense à nous donner des nouvelles en 2030 qu'on sache ce qu'il en est. On pourra fêter les 10ans du topic.4 points
-
Rachat de Thingiverse par MyMiniFactory, nouveau scanner 3D Creality Sermoon P1, impression 3D à l'Opéra du Rhin, upgrade Bambu Lab H2C, cutter ultrasonique TwoTrees U1, application Falcon Design Space, bons plans et tutoriels du forum. https://www.lesimprimantes3d.fr/semaine-impression-3d-528-20260215/4 points
-
Résine Elegoo ABS like translucide rouge, ponçage puis vernis candie rouge.

 4 points
4 points -
Cet extracteur de fumées a aussi une fonctionnalité intéressante, il émettra une alarme lorsque les filtres seront à remplacer, le kit de filtres de remplacement sont disponible à la vente sur le site de Geekbuying, il faut compter une soixantaine d'euros pour 5 préfiltres, 1 filtre HEPA et un filtre à charbon actif. Après quelques jours d'utilisation je ne regrette vraiment pas mon achat, le Mecpow P150 est vraiment efficace, non seulement il aspire très bien la fumée dans l'enceinte du Falcon A1 et les filtres font bien le boulot. J'ai fait des tests en réglant le P150 à mi puissance et à puissance maxi mais je n'ai pas vraiment vu de différence au niveau odeur, peut être que pour des matériaux plus "odorant" il serait nécessaire de le faire tourner au maximum. Pendant le fonctionnement, on peut constater une très légère odeur mais c'est largement acceptable par rapport à l'odeur que j'avais avant que ça soit pour du bois en gravure ou à la découpe, gravure sur l'arrière d'un miroir... Par acquis de conscience j'ouvre la fenêtre quelques minutes pour aérer après utilisation mais je ne sais même pas si c'est utile. Peut être que les extracteurs de fumées plus onéreux sont encore plus efficace mais les prix grimpent vite et peuvent dépasser largement le prix du graveur. Pour ma part je trouve que le Mecpow P150 a un très bon rapport qualité/prix et je le recommande à ceux qui veulent une solution efficace sans se ruiner. Comme d'habitude si vous avez des questions ou des commentaires je suis à votre disposition4 points
-
Hello hello Et voilà, ma boite tiroir pour ranger les clés est terminée Dimensions 300 mm x 75 mm x 180 mm. Me reste plus qu'un petit coup de ponçage et passer un vernis mat pour la protection Pour le design, il vient en partie du site Boxes.py qui propose plusieurs modèles dont un modèle de tiroir. J'ai juste refait l'intérieur dans Fusion pour y ajouter les séparations Bientôt la suite A+ JC


 4 points
4 points -
Mieux vaut tard que jamais : voici le test de l'imprimante 3D Anycubic Photon Mono M7 Max par @isidon https://www.lesimprimantes3d.fr/test-anycubic-photon-mono-m7-max-20260225/4 points
-
Je vous partage une autre vidéo intéressante sur le sujet :4 points
-
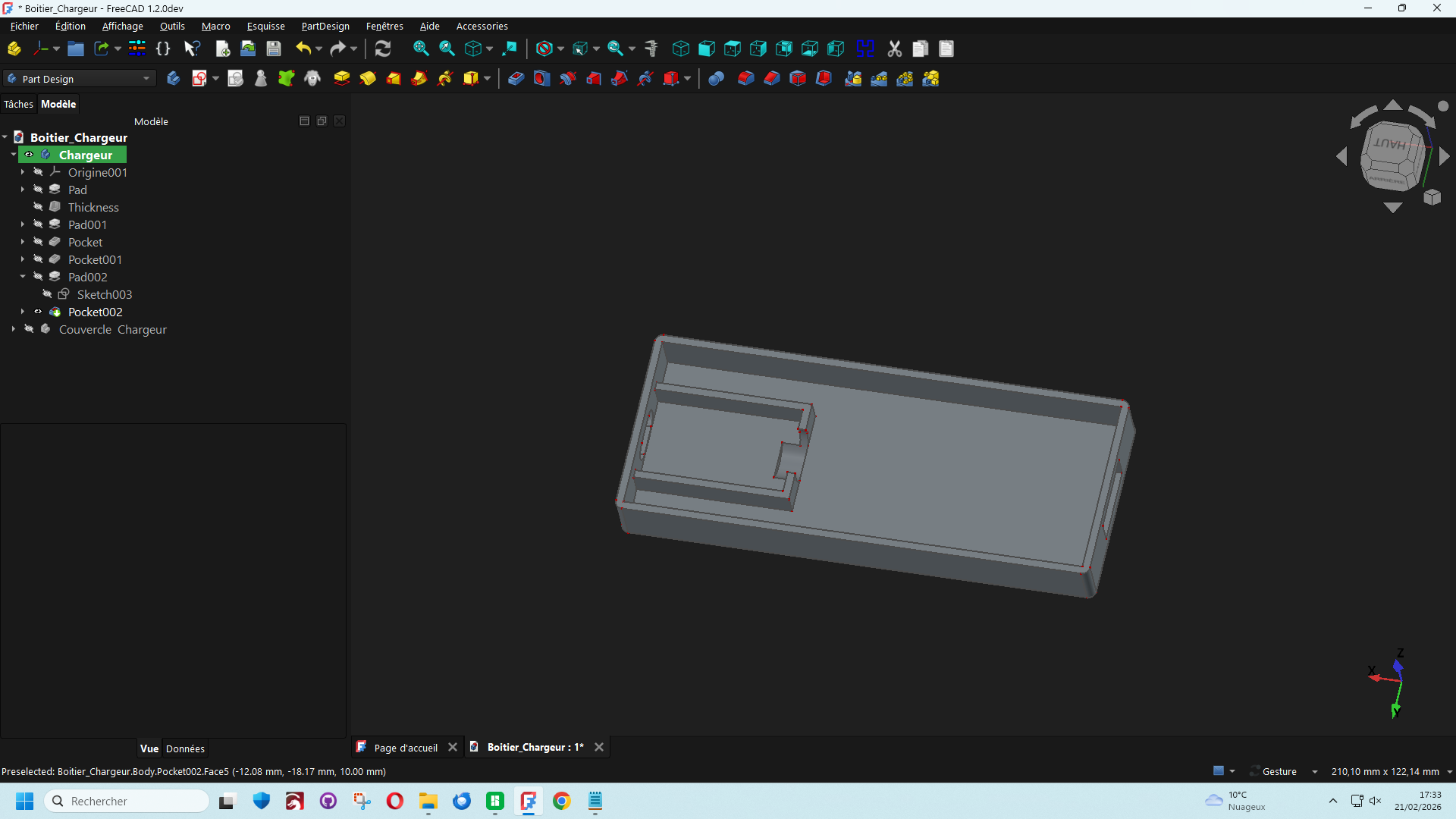
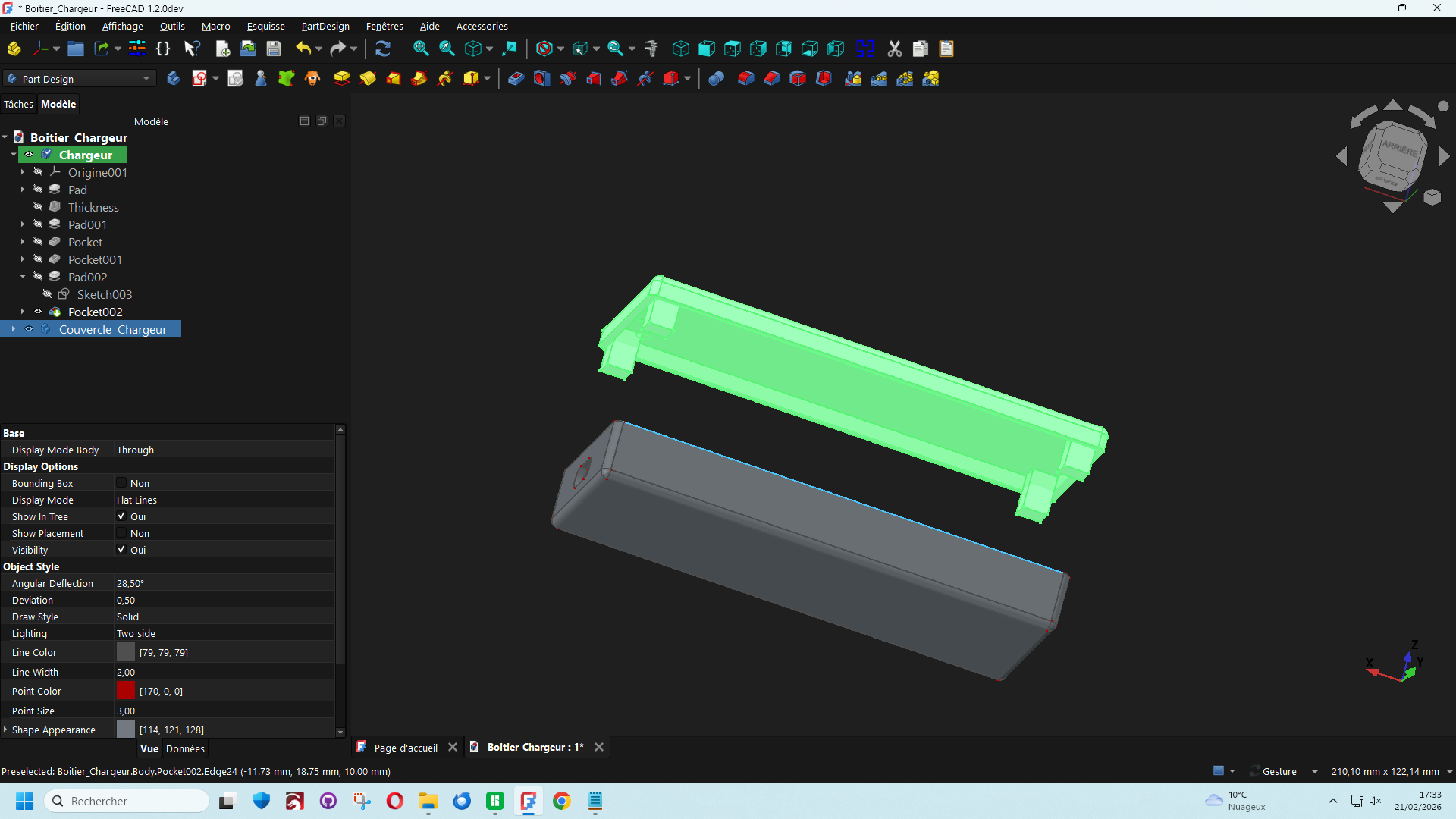
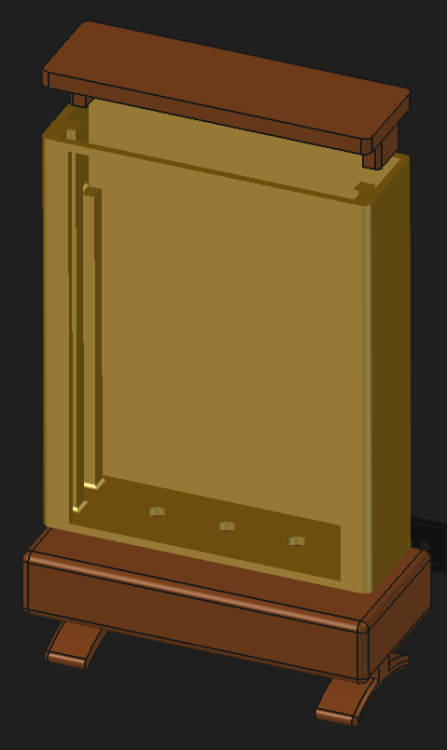
Bonsoir, J'ai crée un petit boitier d'alimention rechargeable qui peut servir en dépanage pour alimenter un appareil entre 3v et 5v Je mets le fichier et les liens de la carte et accus en partage Boitier_Chargeur.zip https://www.amazon.fr/dp/B0C3V1NC7T https://fr.aliexpress.com/item/1005006472966275.html https://fr.aliexpress.com/item/1005011644288901.html Boitier_Chargeur .zip
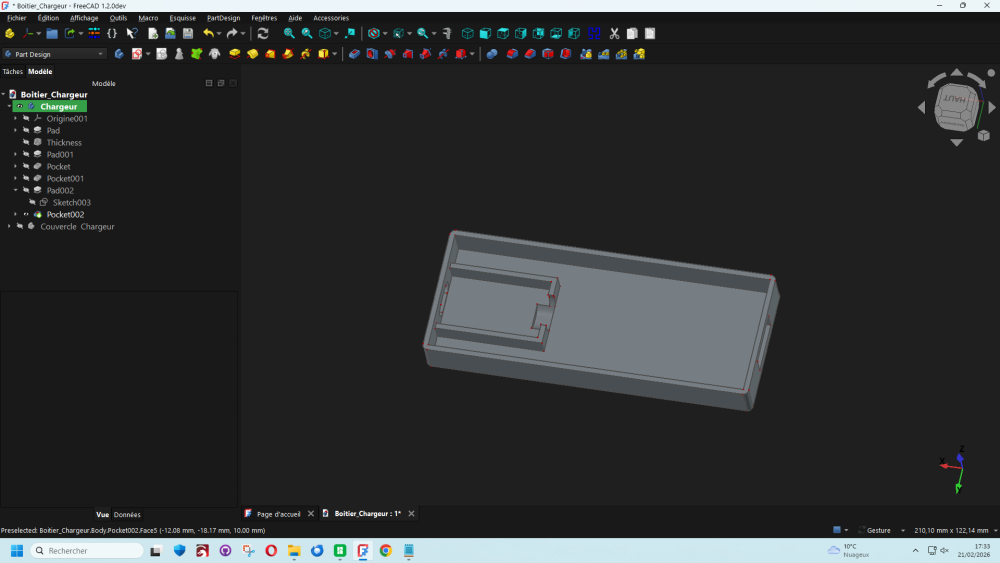

 4 points
4 points -
Bonjour à tous, J'ai bien reçu les pièces 2 jours après leur envoi et je les ai montées hier après-midi (non sans mal - peur de casser quand c'est la première fois). Tout est résolu, merci de votre aide4 points
-
Hannibal Lecter est revenu parmi nous sous les traits d'une imprimante...4 points
-
Voilà le lien pour Makeroad : https://www.makeroad.com/login?inviteCode=976425 Et pour Nexprint : https://www.nexprint.com/account/register?inviteCode=ybl7CQ Ce que j'apprécie sur ces deux plateformes, c'est qu'elles sont "agnostiques". Pas obligé de passer par le slicer du fabricant pour partager un profil d'impression par exemple. Ca correspond bien mieux à la manière dont j'envisage le partage que les conditions associées à Creality Cloud ou Makerworld. (et puis si ca peux me financer le PLA, c'est encore mieux !) Sur Nexprint, vous y retrouverez notamment @PPAC : https://www.nexprint.com/en/U0048245199/home @pascal_lb : https://www.nexprint.com/en/U0086819258/home Par contre est ce qu'on créerait pas un autre sujet si vous voulez reproduire la pratique sur ces deux autres plateformes ? Je continue avec plaisir à télécharger vos pièces sur Makerworld bien entendu, mais faute de machine Bambulab, pas de boost à l'horizon4 points
-
on m'appelle ? Désolé je n'ai pas résisté en tout cas discution très intéressante4 points
-
Bon c'est de l'huile, du nickel, ou du mercure ? Va falloir vous décider.4 points
-
Rien d'extraordinaire, mais je suis content du résultat final ! C'est un peu la suite de ce message : L'année dernière, en voyant pas mal de Starter Pack assez sympatique, je me suis dit "Pourquoi pas le mien ?". J'ai trouvé ce site pour les explications : Voici l'astuce pour créer votre Starter Pack avec ChatGPT Un peu de blabla et une photo plus tard : "Crée un rendu 3D de haute qualité d'une figurine en style cartoon, présentée sous blister, à la manière d'un jouet de collection. Le fond en carton est bleu et porte une étiquette de jouet rétro. En haut au centre, en grandes lettres majuscules et en gras, dans un cadre jaune au contour noir, écris "STARTER PACK". Juste en dessous, tu peux écrire Black Cat en plus petit en bas à droite. En haut à droite, un badge bleu circulaire indique "ACTION FIGURE". En haut à gauche, une petite bulle blanche indique "4+". Le personnage se tient debout, moulé dans une boîte en plastique transparente fixée sur un support en carton plat. Il doit ressembler à la photo que je joins. Son visage est presque chauve, un peu barbu, avec une pose main sur les hanches. Le ton général est léger et réaliste. La figurine porte un tee shirt rouge et un jean bleu. Sur le côté de la figurine, intégrés dans des moules en plastique distincts, expose 3 accessoires miniatures : un casque moto, une radio CB, une caisse à outil. Chaque accessoire s'insère parfaitement dans son propre compartiment moulé. L'emballage est photographié ou rendu avec des ombres douces, un éclairage uniforme et un fond blanc épuré pour donner l'impression d'une séance photo commerciale. Le style doit allier réalisme et stylisation du dessin animé 3D, à l'image de Pixar ou des maquettes de jouets modernes. Assure-toi que la disposition et les proportions du produit ressemblent à celles d'un véritable jouet vendu en magasin." Je vous laisse deviner qui c'est... Puis en fin d'année, je suis tombé sur une explication comment avoir un rendu 3D depuis un Starter Pack en utilisant ce site : Tripo Web Le rendu est plutôt réussi (fichiers générés en 3mf, glb et stl) : Quelques heures plus tard, hauteur 120mm, épaisseur de couches 0,16mm :


 4 points
4 points -
Bravo @CrashTesteur et @didoff pour leurs tutoriels clairs, précis et passionnants, qui rendrait presque la modélisation organique accessible à tous, merci !4 points
-
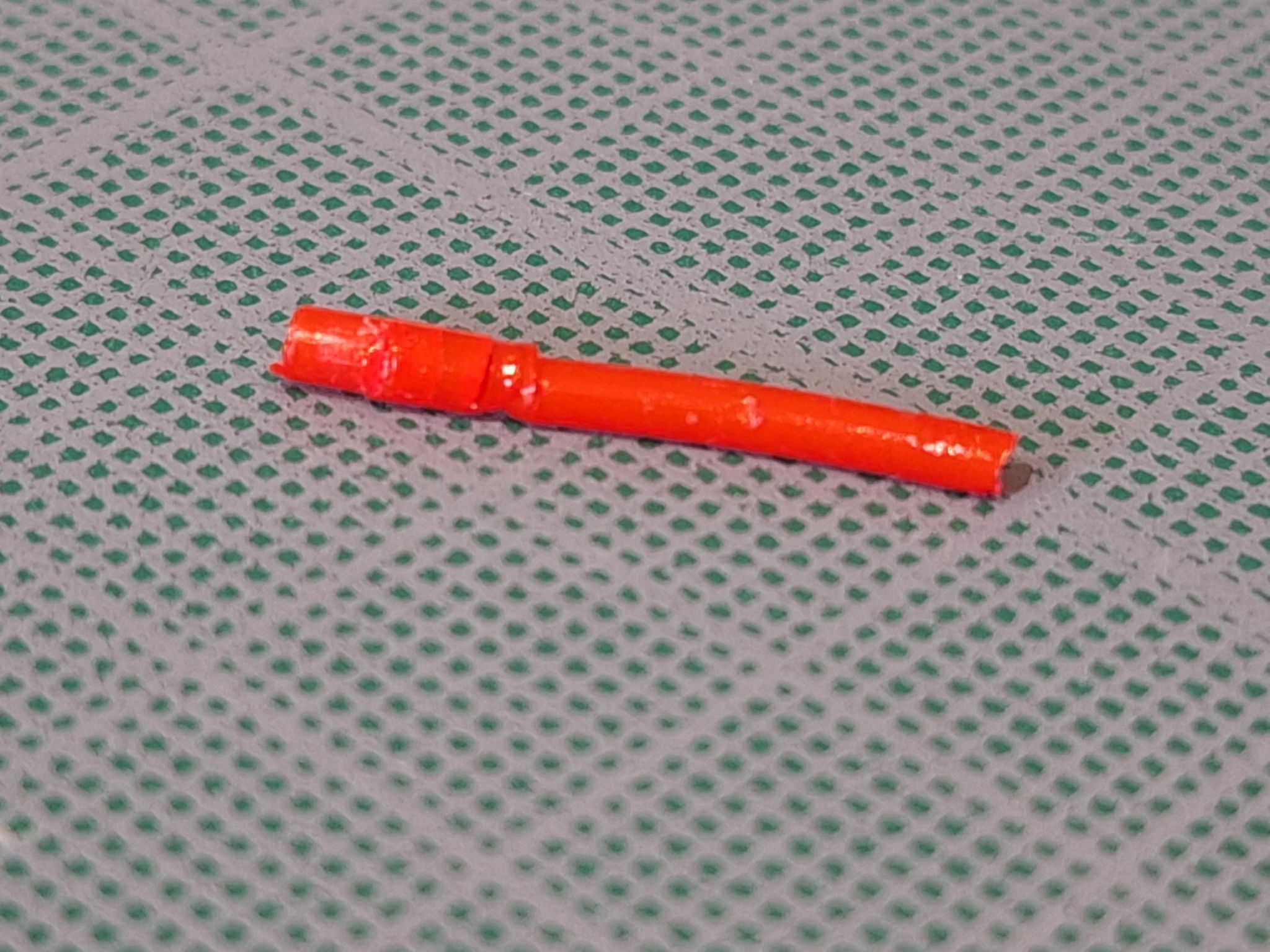
Petite mésaventure qui durait depuis quelque temps, que j'ai enfin pu identifier et qui m'a fait penser à la mésaventure de @Kachidoki Ca faisait plusieurs fois que je ratais des impressions avec une bobine de PLA en particulier sur ma Prusa MINI+. L'extrudeur se bloquait et plus rien ne sortait de la buse. J'avais moins souvent de souci avec la même bobine sur la Bambu Lab P1S. A chaque fois, je démontais et nettoyais l'extrudeur et ça repartait. Mais cette fois-ci, ça ne repartait pas. En démontant la tête d'impression, j'ai trouvé ça coincé dans le tube PTFE au-dessus de la buse. Visiblement un raccord de filament mal fait et il y a dû en avoir un paquet dans cette bobine et donc il devait en rester encore. Du coup, le reste de la bobine est parti à la poubelle en plus, il fallait que je la sèche très fréquemment, car le filament était régulièrement cassant. Et en jetant le reste de filament, je me suis aperçu qu'il était cassé à plusieurs endroits dans la bobine A+ JC
 3 points
3 points -
Salutations Sympathique petit projet. Je me suis permis de corriger une typo dans le titre et d'éditer ton message pour y nettoyer les quatre liens (via https://urlclean.com/ pour en enlever les attributs inutiles et les rendre moins longs) et de les détailler. Bonne continuation.3 points










.jpg.567a5845170ee73245f572b0a9f7a9bb.jpg)
.jpg.2a358341a40fe5c2777751f996a4805b.jpg)
.jpg.7fc0af1a88be2eb53ac4aa3a699a98a5.jpg)
.jpg.bbc7afe1acb8e8003c515c52336c3a97.jpg)
.jpg.25d8c73ef5ee1c3562cd12e87fc3c5de.jpg)
.jpg.bb37516a77270d19669d3b0eb9ff492d.jpg)
.jpg.76fb0c106a8a4afaff87deaee130c27d.jpg)
.jpg.47a3e5f69bd2b52662e25df9c81cb171.jpg)
.jpg.6b77a88c63f82befd95d49a6764095f2.jpg)
.jpg.62000b14c03ab9288eb648c0c1304f37.jpg)
.jpg.dabff4f444eb56b0fdbe363f9ae7bc20.jpg)
.jpg.c3351f4de9b0f8d2fd2efe864e9b912c.jpg)
.jpg.2da39537cc975cedf899bad83e712ef7.jpg)