
PPAC
-
Compteur de contenus
9 156 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
154












À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
4,5k
Réputation sur la communauté
65
Sujets solutionnés !
Favoris
-
Retro-Ingénierie de l'alimentation
Retro-Ingénierie de l'alimentationBonjour,
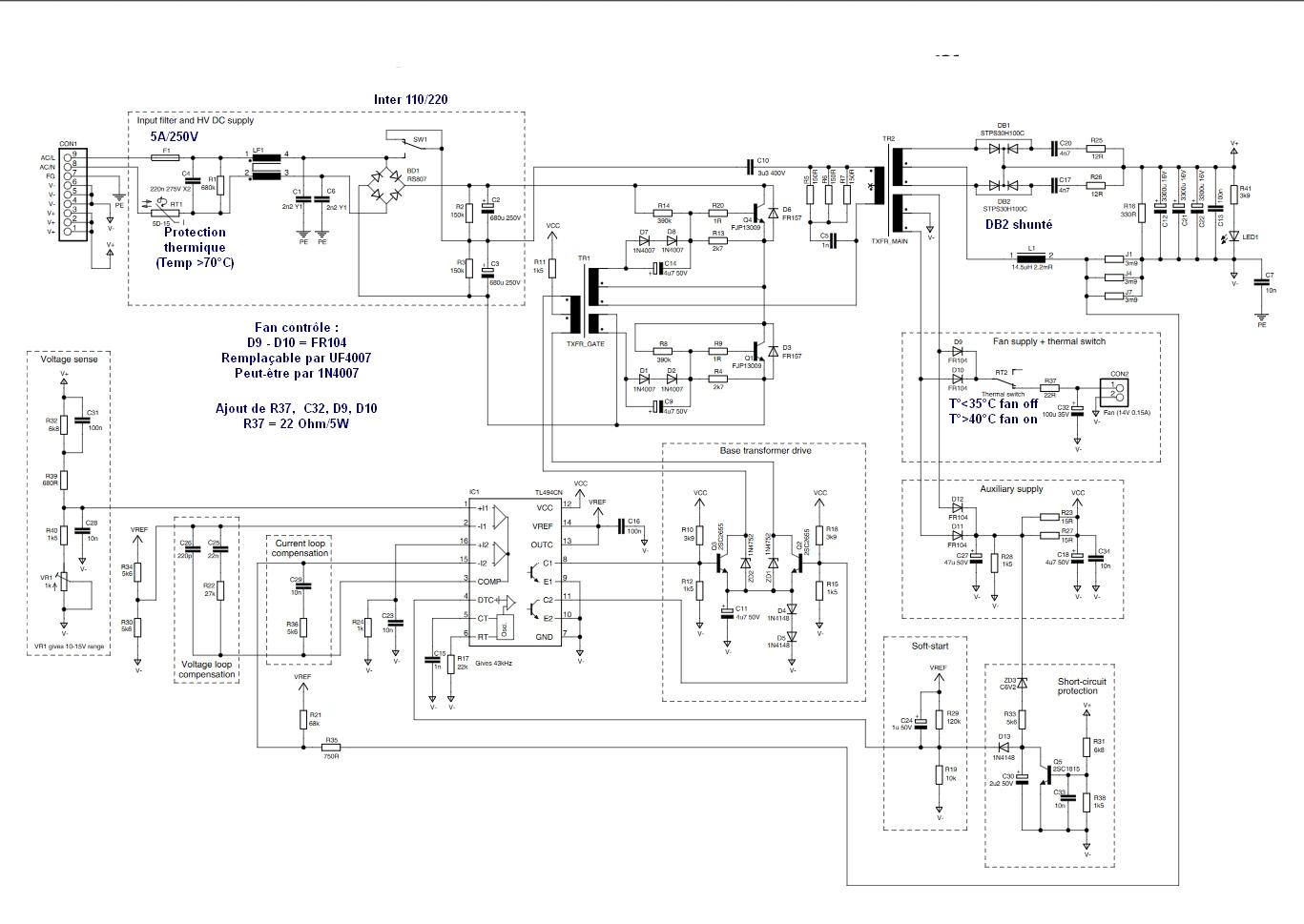
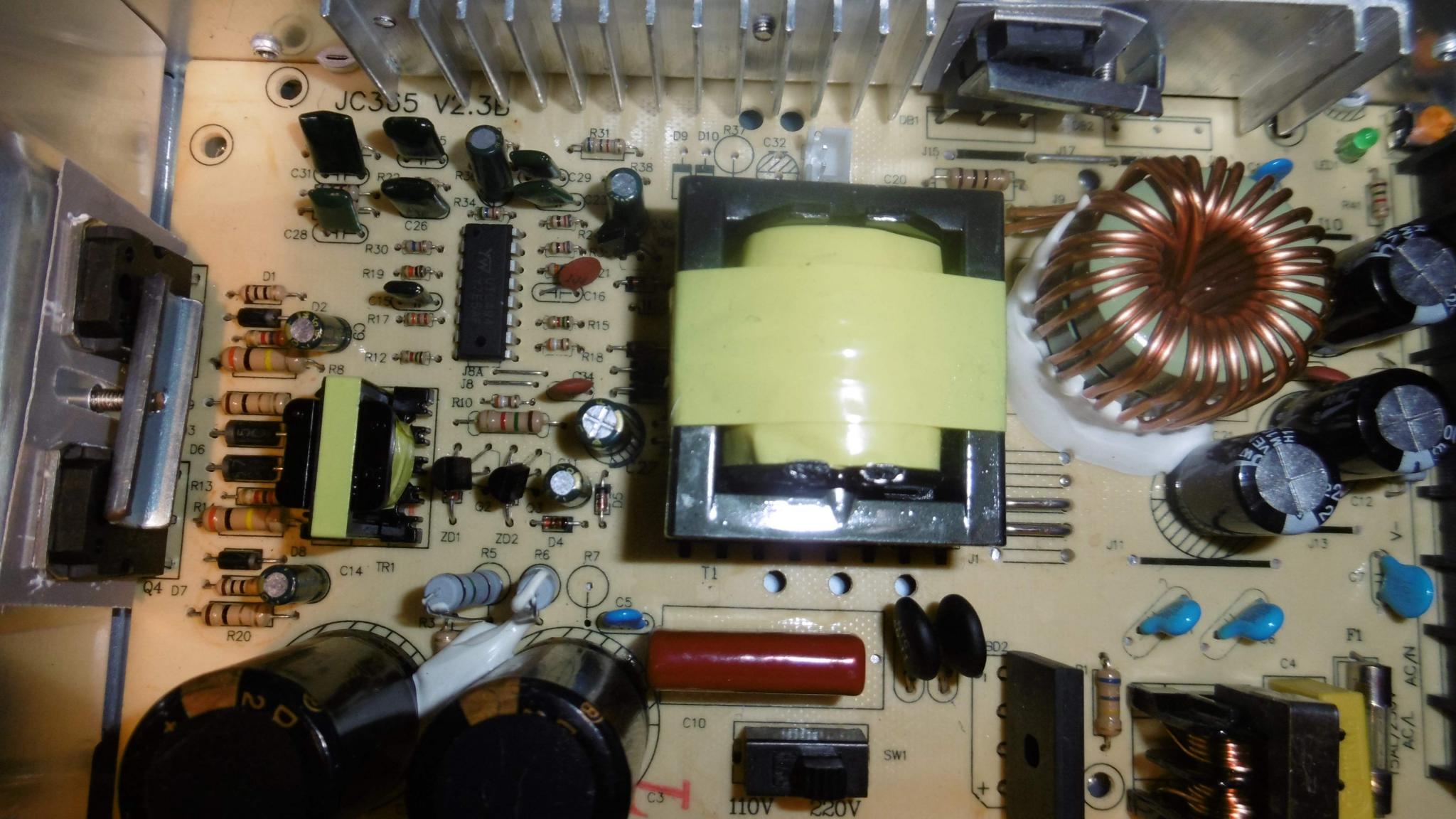
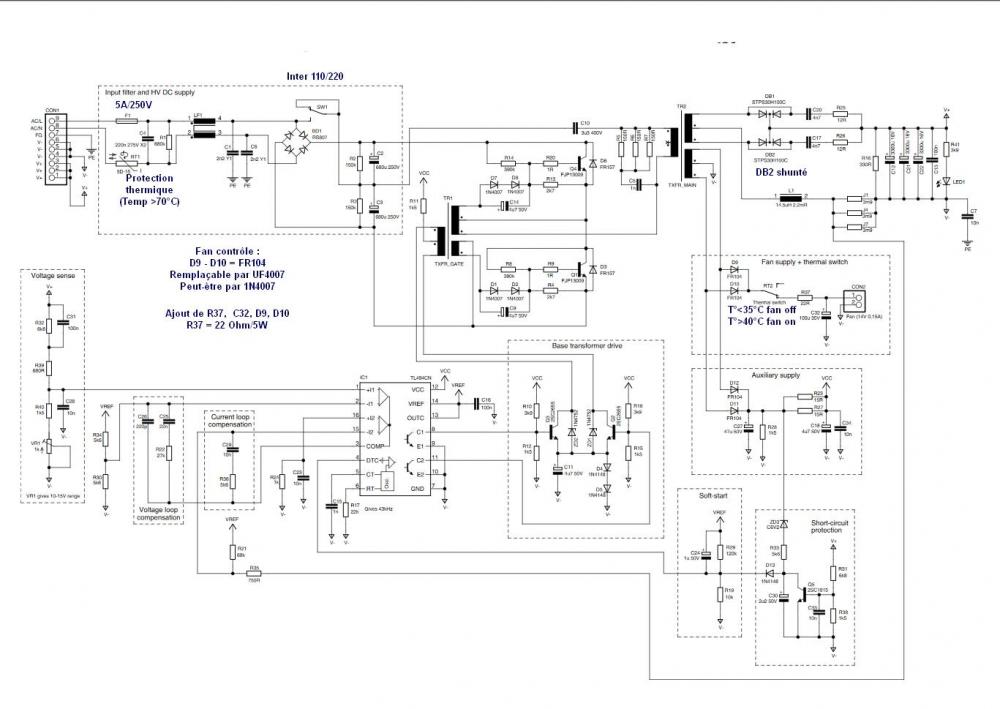
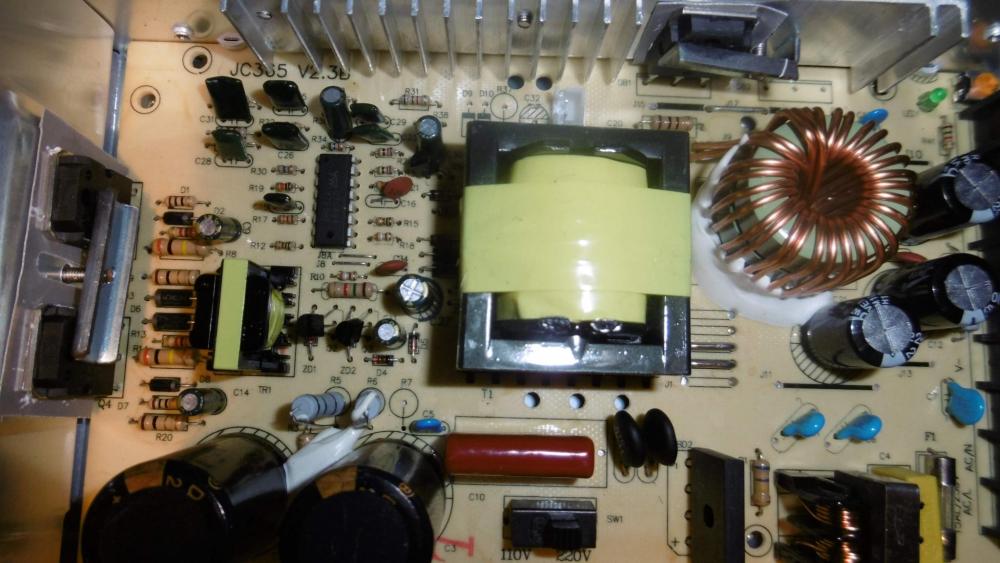
La curiosité m'a poussé à faire une petite visite dans les entrailles de l'alimentation chinoise clone d'une alimentation Mean Well série S.
Tout d'abord, j'ai été intrigué par la présence d'un connecteur JST à 2 broches entouré d'empreintes de composants non installés.
Je me suis tout de suite aperçu que ce connecteur pouvait servir à l'alimentation d'un ventilateur.
J'ai cherché et trouvé trouvé un schéma qui correspond en tous points au circuit imprimé. Il pourra servir au dépannage éventuel de ces alimentations et aussi à l'amélioration de leur fiabilité.
Je vous livre mes premières observations :
Après étude du schéma et du circuit imprimé, on peut ajouter un ventilateur. Il suffit d'ajouter 4 composants sur la carte (2 diodes, 1 résistance et un condensateur).
J'ai apporté quelques notes sur le schéma.
Je ferai les modifications sur la carte et les essais demain.
-
Config marlin deux extrudeurs avec une buse partagé
Carte mère pour double extrusion sur cr10-s5Bonsoir !
il y a 12 minutes, David590 a dit :J'ai essayé d'activer ces lignes, mais il doit me manquer quelque chose car ca ne marche pas
#define EXTRUDERS 2 #define E1_DRIVER_TYPE TMC2209Il me semble qu'il faut activer en plus
// For Cyclops or any "multi-extruder" that shares a single nozzle.#define SINGLENOZZLEEdit :
Et éventuellement si les deux extrudeur n'on pas les même steps/mm
/*** With this option each E stepper can have its own factors for the* following movement settings. If fewer factors are given than the* total number of extruders, the last value applies to the rest.*/#define DISTINCT_E_FACTORS
-
Ultimaker Cura Activer la roue libre
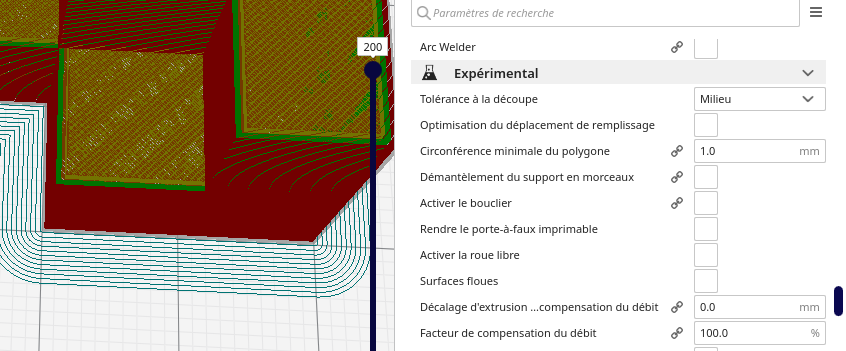
Trous dans le modèle au moment du sliceSalutation !
Tu a surement de coché "Activer la roue libre" dans la section "Expérimental"
Avec :
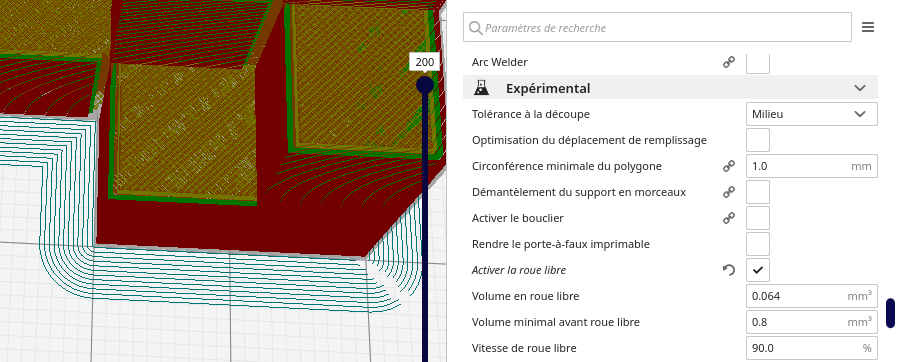
Sans :
Edit :
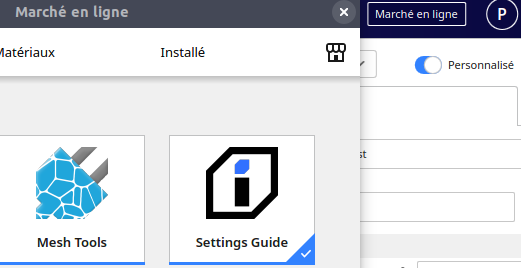
Pour comprendre l'impacte des paramètres de Cura, je te conseil vivement d'installer le plugin/extension "Settings Guide" (les textes sont traduit en fr. malgré le nom du plugin en anglais) depuis le "marché en ligne" sous cura ! (il te faudra créer un compte Ultimaker ...)
-
Détail carte SD
problème cartes sdBien noter que l'imprimante ne reconnais que
-
les partitions de type (FAT16 ou) FAT32 avec des unités de bloc de taille de 4096.
- https://fr.wikipedia.org/wiki/FAT32 pour comprendre les limitation de ce système de fichier https://fr.wikipedia.org/wiki/FAT32#Limitations_de_FAT32 (l’histoire de taille maximum de 32GB pour la carte SD a utiliser)
- Explication pour formater une carte SD en FAT32 https://fr.diskinternals.com/partition-recovery/format-sd-card-fat32-windows-10/
-
les nom de fichier qui
- ne commence pas par un '.' (fichier caché linux)
- ne dépasse pas un certain nombre de caractères (255 ?)
- sans caractères diacritiques (accentué) ou spéciaux.
-
les fichier d'extension .gcode , .gco, .g (qui sont des suite de commande g-code https://marlinfw.org/meta/gcode/ )
- et non les fichier d'extension .stl (de définition de points et de facettes d'un model/objet 3D, que l'imprimante ne saura interpréter)
Aussi, bien Éjecter le périphérique et bien attendre le message comme quoi on peut le retirer en tout sécurité et vérifier qu'il n'y a pas un message d'erreur.
Éventuellement utiliser un outil
- de formatage comme "SD Memory Card Formatter" https://www.sdcard.org/downloads/formatter/
-
de contrôle de qualité de carte SD comme
- (Windows) "h2testw" https://www.heise.de/download/product/h2testw-50539
- (linux) "f3" - Fight Flash Fraud https://fight-flash-fraud.readthedocs.io/en/stable/index.html ( https://github.com/AltraMayor/f3/releases )
Préférer un carte SD de qualité. (carte de marque connue et reconnue Sandisk, Samsung, Kingston,… pas une noname chinoise) comme le dit fran6p.
Edit : Aussi sur l'imprimante, bien penser a utiliser le menu "Changer la carte SD/Init SD".
-
les partitions de type (FAT16 ou) FAT32 avec des unités de bloc de taille de 4096.
-
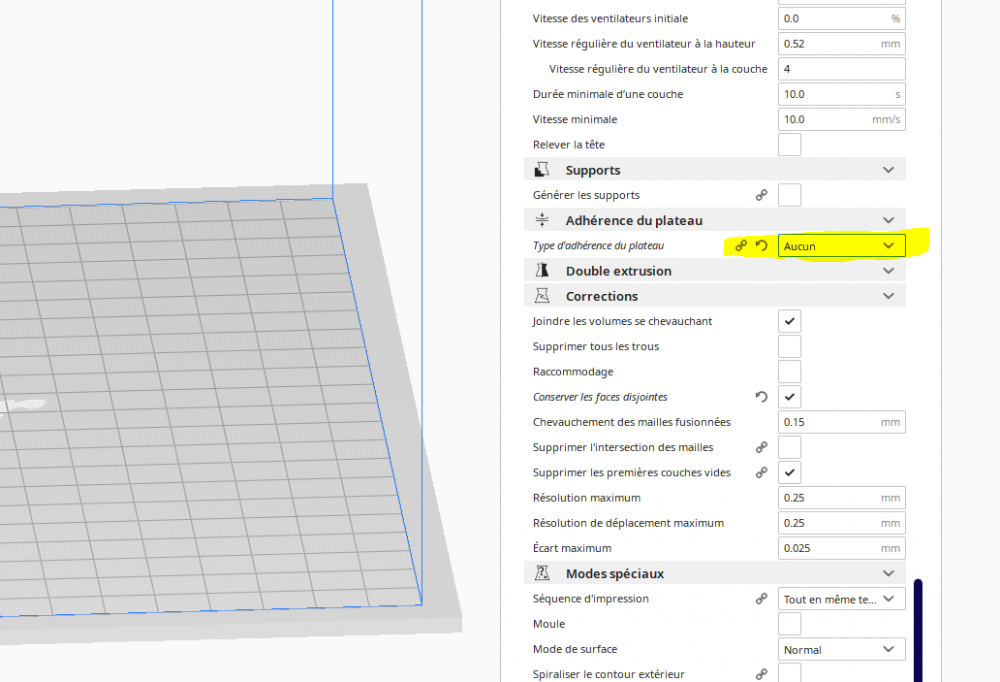
"adhérence plateau" sur aucun
Problème d'encombrement avec CuraBonsoir @patriceP
Dans Cura slicer, les profils pour ender 3, 3 pro (v2) sont les mêmes, la taille du plateau indiqué 220mm*220mm est la taille utile du plateau.
Il se garde une réserve pour la ligne de purge et en Y pour ne pas taper les pinces
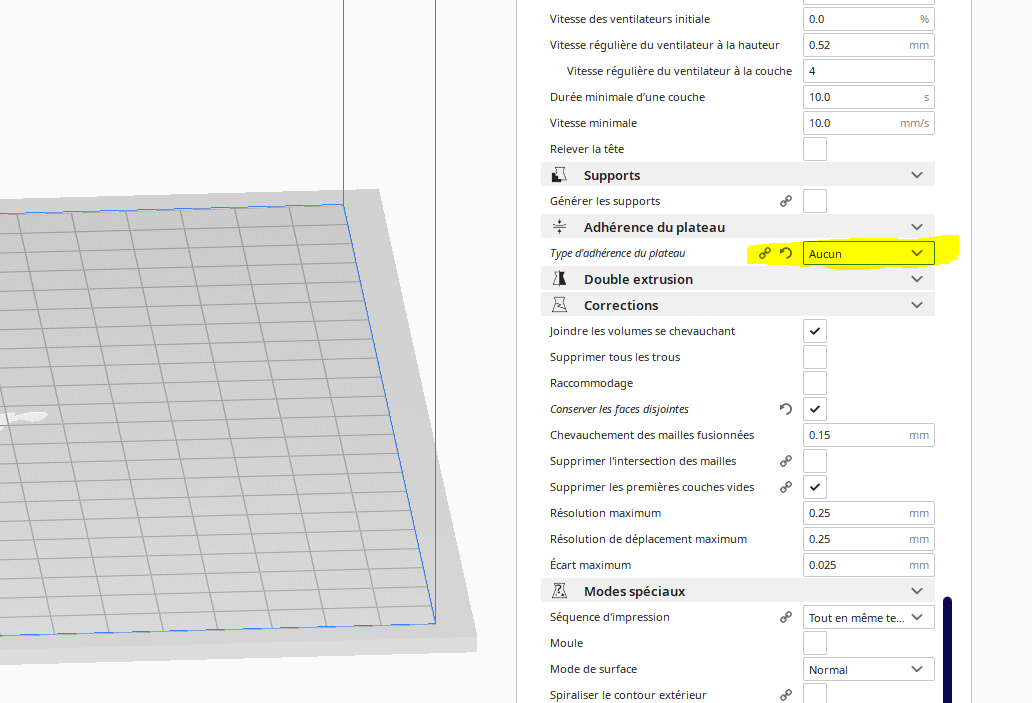
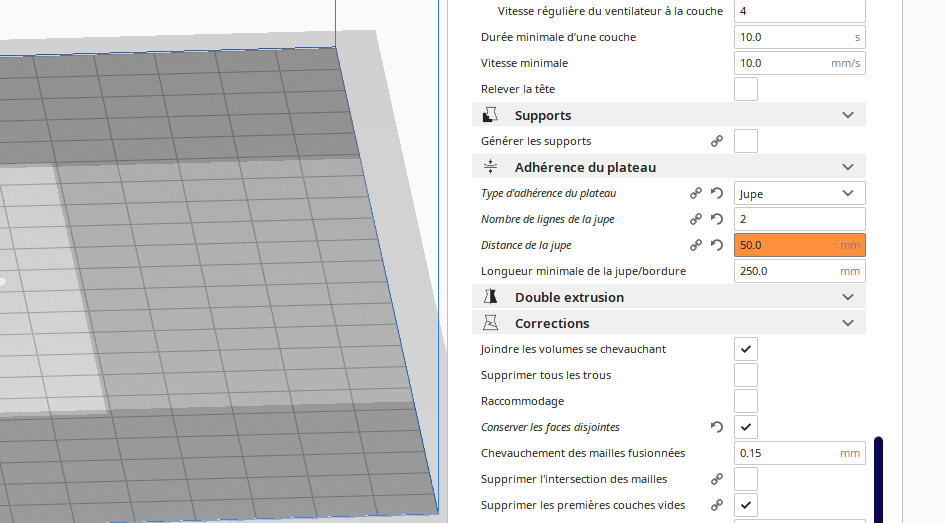
Dans Cura 210 mm doit passer, pour pouvoir avoir le maximum de place tu mets "adhérence plateau" sur aucun
Vois les copies d'écran ci-dessous avec une jupe (skirt) exagérée à 50mm ( les parties gris plus foncé) ne sont imprimables pour l'objet (réservés ici pour la jupe que tu peux descendre à 1mm si tu a besoin et l'autre avec adhérence plateau sur aucun (none, je crois)
-
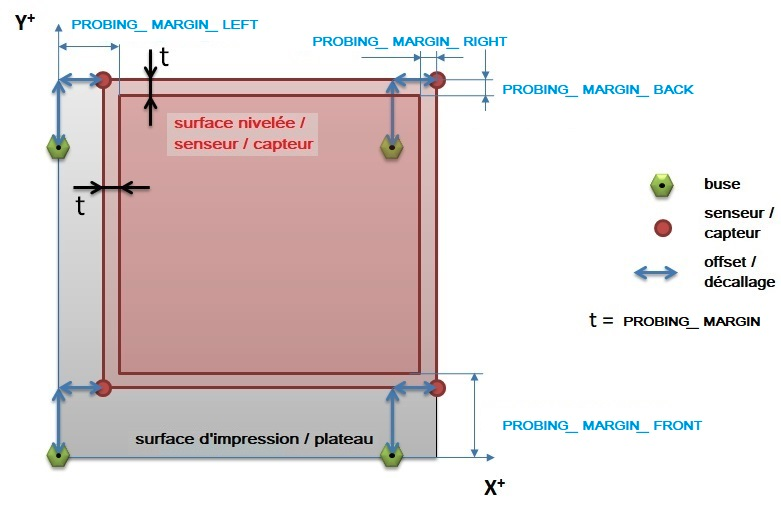
Quelques éléments pour mieux comprendre la zone de palpage avec un ABL afin de paramétrer son Marlin
Quelques éléments pour mieux comprendre la zone de palpage avec un ABL afin de paramétrer son MarlinDe nombreuses questions se posent régulièrement sur ce point.
Ce sujet tente de faire le point sur la manière dont Marlin gère les emplacements du capteur de nivellement par rapport à la buse. Le type de capteur n'a pas d'importance, il peut s'agir d'un BLTouch (ou d’un clone / copie), d’un Touchmi, d'un capteur inductif, capacitif, …, tant que l’on est en mesure de déterminer le décalage de celui-ci par rapport à la buse (ceci ne s’applique pas aux capteurs où la buse elle-même fait office de sonde (piezo, pression, …)).
Pour débuter, on suppose que la buse ne peut qu’atteindre la totalité de la surface du lit d’impression, sans espace supplémentaire. Ainsi les limites du plateau utilisées sont celles définies dans le fichier «configuration.h» à la section [machine] :
// The size of the print bed #define X_BED_SIZE 200 #define Y_BED_SIZE 200 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 200
Cette hypothèse permet d'éviter que le chariot portant la tête ne se positionne à des emplacements pouvant provoquer des dommages au matériel. Cependant si des déplacements supplémentaires sont possibles, un décalage complémentaire pourra ensuite être ajouté aux limites (voir plus loin dans ce sujet).
En premier lieu, il faut déterminer le décalage du capteur par rapport à la buse:
- par mesures directes ou
-
en se fiant aux informations (quand / si elles sont fournies) du support du capteur
- via l'impression de celui-ci à partir d'un modèle récupéré sur un des nombreux sites de partage sur Internet (Thingiverse ou un autre)
- de la pièce métallique fournie dans un kit acheté «tout prêt»
Marlin
Les directives de compilation diffèrent en fonction de la version de Marlin
Pour la branche 2.0.x de Marlin, une seule directive définit la marge de «sécurité» utilisée par le capteur pour rester en dehors des bords du lit, par exemple pour éviter les pinces de maintien d’une vitre sur le plateau. Cette marge définit le décalage par rapport au bord du lit :
-
PROBING_MARGIN (configuration.h)
Cette valeur pourra ensuite être utilisée dans «configuration_adv.h», section [Probing Margins] :
#if PROBE_SELECTED && !IS_KINEMATIC //#define PROBING_MARGIN_LEFT PROBING_MARGIN //#define PROBING_MARGIN_RIGHT PROBING_MARGIN //#define PROBING_MARGIN_FRONT PROBING_MARGIN //#define PROBING_MARGIN_BACK PROBING_MARGIN #endifCes paramètres précisent les limites du palpage avec le G-code G29. C’est une portion du plateau d’impression car les capteurs / sondes ne sont généralement pas en mesure d'atteindre tous les points que la buse peut atteindre. Il faudra donc tenir compte des décalages XY de la sonde lors de la définition de ces limites.
Dans Marlin 1.1.x, la marge de «sécurité» était déclarée via la directive MIN_PROBE_EDGE
Les positions limites (positions absolues) que le capteur pouvait atteindre étaient déclarées ensuite, toujours dans «configuration.h», dans la section dépendant du mode de nivellement :
// Set the boundaries for probing (where the probe can reach). //#define LEFT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) //#define FRONT_PROBE_BED_POSITION MIN_PROBE_EDGE //#define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)
Décalages du capteur (offsets)
Dans la version actuelle de Marlin (au moment de l’écriture, la 2.0.9.1), les valeurs de décalage sont déclarées dans un tableau :
#define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ }
où XXX et YYY sont les décalages entiers (offset) du centre du capteur par rapport à la buse (vue de l'avant de la machine) :
-
Si les deux valeurs sont positives, le capteur est situé à l'arrière-droit,
-
si les deux sont négatives, la position est à l’avant-gauche ,
-
les autres positions possibles sont l'arrière-gauche et l'avant-droit (une valeur positive et une négative).
Marlin fournit un dessin en ASCII pour le rappeler :
* +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+Pour rappel avec un Marlin 1.1.9.1, la position du capteur était définie à l'aide des constantes suivantes :
#define X_PROBE_OFFSET_FROM_EXTRUDER [XXX] // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER [YYY] // Y offset: -front +behind [the nozzle]Limites de la zone du capteur
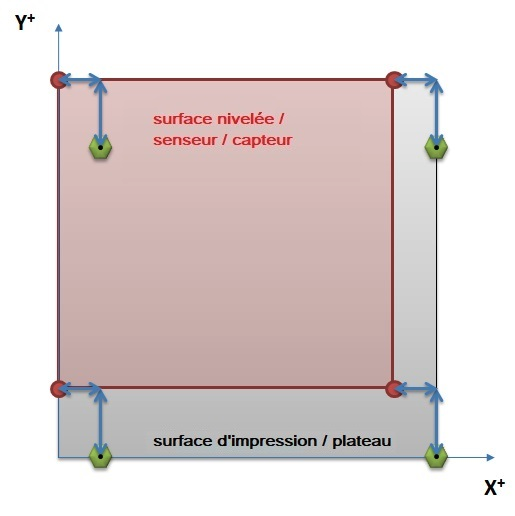
Dans les dessins suivants, la buse, le capteur et les décalages sont définis par :
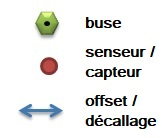
Quatre positions sont possibles pour le capteur (une cinquième existe pour la buse faisant office de capteur, dans ce cas il n’y a plus de décalage puisque palpeur et buse sont à la même position
 ), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) :
), ce qui donne les schémas suivants pour les limites de la zone du capteur (zone rouge transparente) :
1. Capteur à l'arrière-droit :
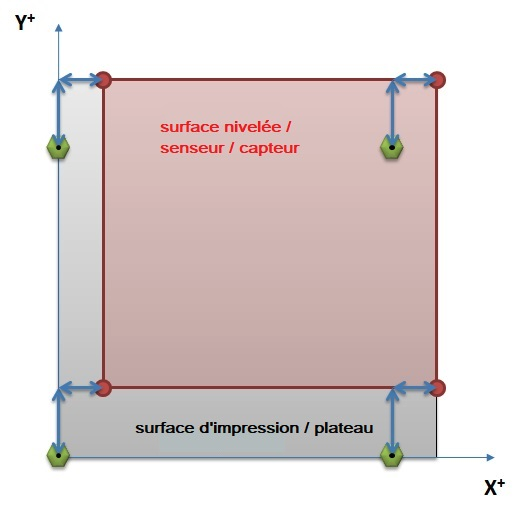
Le capteur peut atteindre les bordures arrière et droite, les limites sont donc fixées par :
Marlin 1.x :
#define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE)
Marlin 2.x :
Pas besoin de déclarer les positions gauche, droite, avant, arrière explicitement car avec cette version de Marlin la calcul est automatique à partir de la déclaration NOZZLE_TO_PROBE_OFFSET
Si un décalage de «sécurité» a été défini par :
-
#define MIN_PROBE_EDGE [valeur] (Marlin 1.x) ou
-
#define PROBING_MARGIN [valeur] (Marlin 2.x)
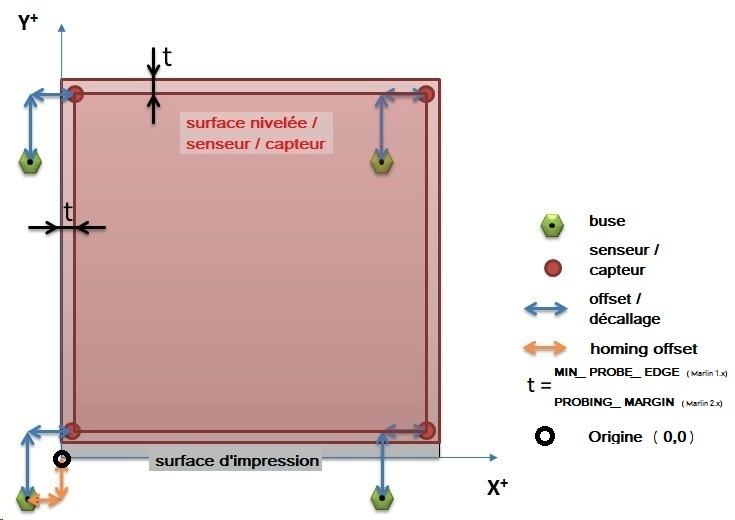
dans le fichier «configuration.h», les limites de palpage seront modifiées automatiquement pour en tenir compte (Marlin 2.x), ce qui donnera la zone en rouge foncé pour la surface palpée (t = MIN_PROBE_EDGE / PROBING_MARGIN) :
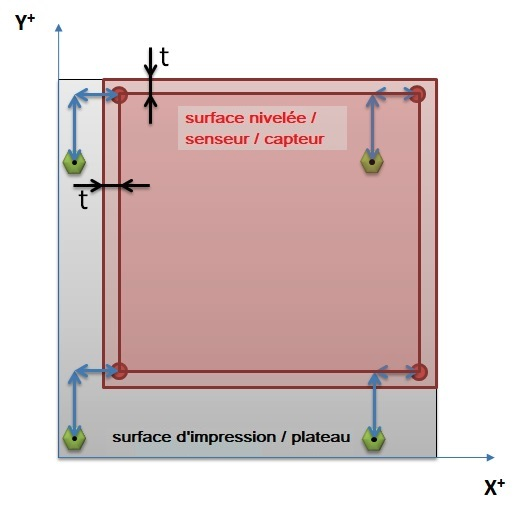
Pour un Marlin 1.x, les limites deviennent :
#define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)2. Capteur à l'arrière-gauche :
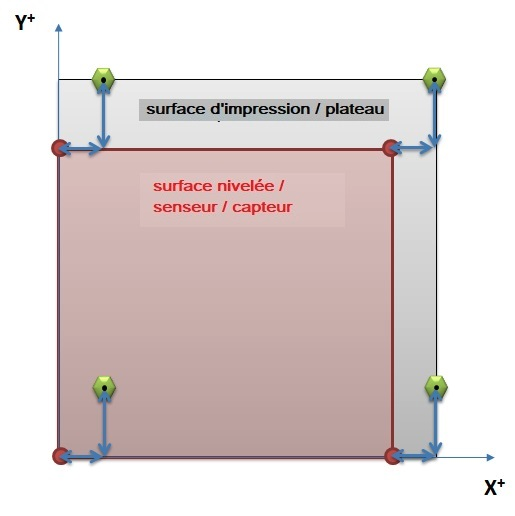
Le capteur peut atteindre les bords arrière et gauche, les limites sont donc fixées par (Marlin 1.x) :
#define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)3. Capteur à l'avant-gauche :
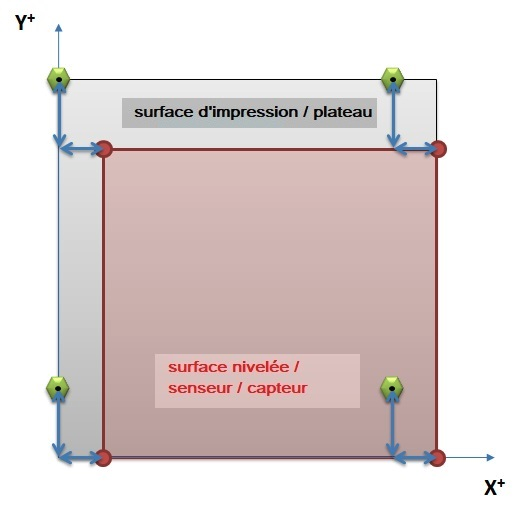
Le capteur peut atteindre les bords avant et gauche, les limites sont donc fixées par (Marlin 1.x) :
#define LEFT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE + X_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)4. Capteur à l'avant-droit :
Le capteur peut atteindre les bords avant et droit, les limites sont donc fixées par (Marlin 1.x) :
#define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE + Y_PROBE_OFFSET_FROM_EXTRUDER - MIN_PROBE_EDGE)Les bases de la définition des limites physiques de la zone du capteur ont été passées en revue.
CAS OÙ LA BUSE PEUT SE DÉPLACER EN DEHORS DES LIMITES DU PLATEAU
Cela devient légèrement plus compliqué lorsqu'il y a un espace de déplacement supplémentaire.
L'espace de déplacement supplémentaire peut être déclaré dans le fichier de configuration :
// Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS [XX] #define Y_MIN_POS [YY]où [XX] et [YY] sont les valeurs de décalage entre le contacteur de fin de course (endstop) et l'origine (les flèches orange représentent X_MIN_POS et Y_MIN_POS (homing offset)) :
Résultats des constantes de décalage pour une sonde à l’arrière-droit, exemple pour un Marlin 1.x :
#define LEFT_PROBE_BED_POSITION (X_PROBE_OFFSET_FROM_EXTRUDER + X_MIN_POS + MIN_PROBE_EDGE) #define RIGHT_PROBE_BED_POSITION (X_BED_SIZE - MIN_PROBE_EDGE) #define FRONT_PROBE_BED_POSITION (Y_PROBE_OFFSET_FROM_EXTRUDER + Y_MIN_POS + MIN_PROBE_EDGE) #define BACK_PROBE_BED_POSITION (Y_BED_SIZE - MIN_PROBE_EDGE)Idem si la tête d'impression est capable de se déplacer plus loin sur l'axe X ou Y aux autres extrémités des axes, on pourra «augmenter» la taille maximale du plateau.
Exemple avec une buse pouvant se déplacer de 20mm à droite et en arrière du plateau :
#define X_MAX_POS X_BED_SIZE + 20 #define Y_MAX_POS Y_BED_SIZE + 20Particularité de Marlin 2.0.x
Par analogie avec les graphiques précédents, on peut dessiner les limites du lit (l'exemple ci-dessous suppose une sonde montée à l'arrière et à droite)
Les décalages du capteur par rapport à la buse ayant été définis dans le fichier configuration.h, via :
#define NOZZLE_TO_PROBE_OFFSET { XXX, YYY, ZZZ }Marlin 2.0.x ajustera automatiquement la surface de palpage de la sonde en fonction des décalages (offsets) précédents et du PROBING_MARGIN défini pour les 4 côtés du lit.
Dans le dessin ci-dessus, le «PROBING_MARGIN_LEFT» ajoute le décalage X à la marge de «sécurité» automatiquement, idem pour le «PROBING_MARGIN_FRONT», pas besoin de faire le calcul

Si l’on voulait utiliser des valeurs absolues au lieu du calcul automatique de Marlin, il faudrait alors les déclarer explicitement en remplaçant la variable «PROBING_MARGIN» par des valeurs entières puis décommenter la ligne pour qu’elle soit prise en compte lors de la compilation.
Exemple :
#if PROBE_SELECTED && !IS_KINEMATIC #define PROBING_MARGIN_LEFT 15 //#define PROBING_MARGIN_RIGHT PROBING_MARGIN #define PROBING_MARGIN_FRONT 25 //#define PROBING_MARGIN_BACK PROBING_MARGIN #endifC’est en tout cas ainsi que j’ai compris la manière dont Marlin gère l’espace de travail d’un capteur ABL (Auto Bed Leveling). J’ai peut-être compris de travers, si c’est le cas, n’hésitez pas à me le signaler.

-
TMC2100 et sens rotation moteur ... Artillery
sens rotation moteur inverséIl y a 9 heures, NOX a dit :Hello,
j'ai voulu compiler moi même le firmware de ma genius sur les source de DTcreation3D en suivant le tuto apour activer le linear advance.
Mais, après le flash l'ensemble de mes moteurs tournent à l'envers :s
je remet le firmware précompilé de DTcreation et ça fonctionne (sans le linear advance)j'suis largué ^^ j'ai cherché mais pas trouvé prkoi
 tu as oublié d'indique le sens de fonctionnement, ceci dépend du type de driver que tu utilise.
tu as oublié d'indique le sens de fonctionnement, ceci dépend du type de driver que tu utilise.
Déjà assure toi d'avoir déclarer les bon driver exemple pour des 2209 (a gauche) et pour des 2100(a droite)

Ensuite vérifie le sens de fonctionne moteur définit, en effet les 2208 & 2209 on un sens de fonctionnement moteur inversé au A4988 et 2100. Tu dois donc configurer pour des TMC2208 ou 2209 (a gauche) et pour des A4988 et 2100 (a droite) le sens des step comme suit.

sinon si tu veux tu me dis je t'envoie une version de mon firmware avec Linear advance activé déja compilé.
-
thermistances contre thermocouples
min temp error cr10Bonjour,
Ne pas confondre les thermistances et les thermocouples qui même si ces deux matériels servent à mesurer une température. ne s'utilisent pas de la même façon.
Le thermocouple nécessite une carte amplificatrice pour pouvoir être utilisé sur nos cartes. On en met un quand on veux imprimer à des températures élevées (300 - 500 °C) car c'est bien plus précis dans la mesure des températures alors qu'une thermistance au-delà de 200°C n'est plus vraiment juste.
Sur nos imprimantes la majorité du temps, ce sont des thermistances que l'on utilise. Celles montées d'origine sont de typez CTN : la résistance décroit avec l'élévation de température. Pour les Creality, elles ont une résistance de 100 KΩ (100000 Ω) à 25°C (plus la température augmente et plus la valeur de la résistance décroit pour atteindre quelques ohms).
Suivant la détérioration de celle-ci (déconnexion de la prise, coupure sans court-circuit ou coupure/section d'un fil AVEC court-circuit) cela peut avoir eu une incidence sur la carte mère
 (court-circuit par exemple).
(court-circuit par exemple).
Si après remplacement par celle qu'il faut ( exemple sur Amazon (tu peux évidemment te fournir ailleurs)) le problème est toujours présent alors la carte mère devra malheureusement être remplacée.
Donc, tu peux essayer de permuter les deux thermistances sur la CM et voir de quoi il retourne mais ta valeur de 6 Ω me semble bien «étrange».
-
Changer de firmware (de Marlin à Klipper)
Changer de firmware (de Marlin à Klipper)il y a 16 minutes, papagalak a dit :que faut-il faire avant de flasher l'imprimante?
J'aimerai avoir des infos pour configurer ma CR10 V2( CM 2.5.2 )Une fois Klipper installé, il faut préparer le firmware en fonction de la carte (microcontrôleur: Atmega2560 pour la CM 2.5.2) :
RévélationOn construit puis flashe le microcontrôleur :
cd ~/klipper/make menuconfigChoix du microcontrôleur de la carte : Atmega2560 pour la CR10-V2, puis on lance la «compilation» :
makeOn vérifie sur quel port la carte est connectée en USB :
ls /dev/serial/by-id/*Le résultat affiche un lien symbolique
/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0vers le périphérique physique (chez moi /dev/ttyUSB0).pi@octopi:~ $ ls -l /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0
lrwxrwxrwx 1 root root 13 May 18 12:56 /dev/serial/by-id/usb-1a86_USB_Serial-if00-port0 -> ../../ttyUSB0
Il ne reste plus qu’à flasher le firmware :
sudo service klipper stopmake flash FLASH_DEVICE=/dev/serial/by-id/usb-1a86_USB-Serial-if00-port0sudo service klipper startPour que ce flashage réussisse il faut que Octoprint ne soit pas connecté à l’imprimante (bouton «Déconnecter»).
Une fois le firmware flashé sur la carte mère, il faudra un fichier printer.cfg dans lequel les caractéristiques de la CR10-V2 seront indiquées. Tu peux te baser sur les fichiers de mon dépôt Github.
Ma configuration est répartie en plusieurs fichiers inclus via les directives «include» de mon printer.cfg, tu peux concaténer tous les fichiers listés dans les «include» pour avoir au final un seul «gros» fichier printer.cfg.
Mon printer.cfg :
Citation## This file contains pin mappings for the 2020 Creality CR10-V2. To use # this config, the firmware should be compiled for the AVR atmega2560. # # CR10V2 v2.5.2 board Klipper config, by Fran6p. Inspiration from /u/VonThing # Uses bltouch and multiple other config files. # See the example.cfg file for a description of available parameters. # Machine definitions [include ./cr10v2_mb252.cfg] #Input Shaper [include ./input_shaper.cfg] # BLTouch [include ./bltouch.cfg] # Calibration [include ./calibration.cfg] # Macros [include ./macros.cfg] # Other [include ./other.cfg]
Finalement tu as donc ajouté Klipperscreen pour avoir un écran tactile sur le RPi ?
-
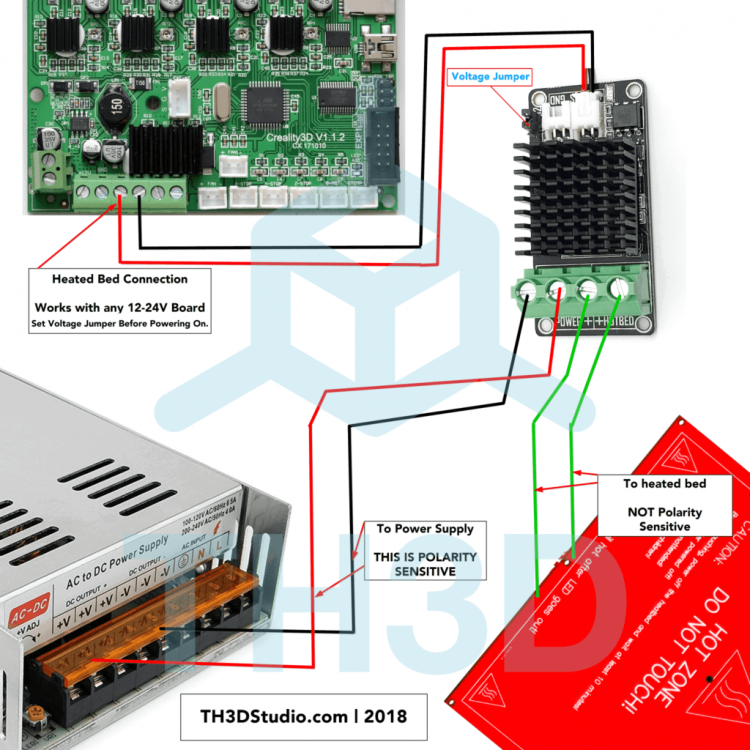
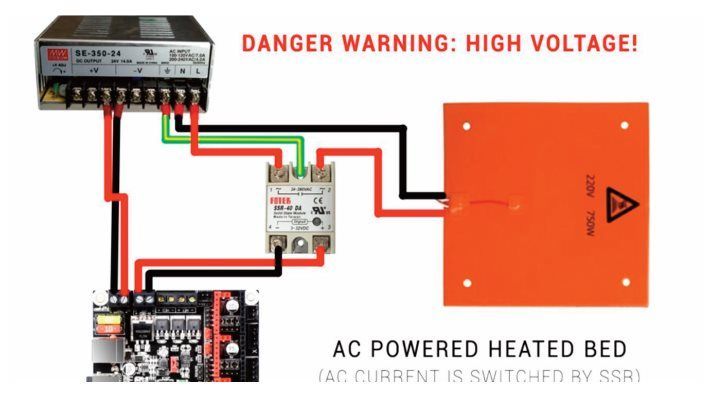
Mosfet vs SSR
cr10s proUn SSD (Solid State Drive) est un disque «dur», un SSR (Solid State Relay) est un relai électronique
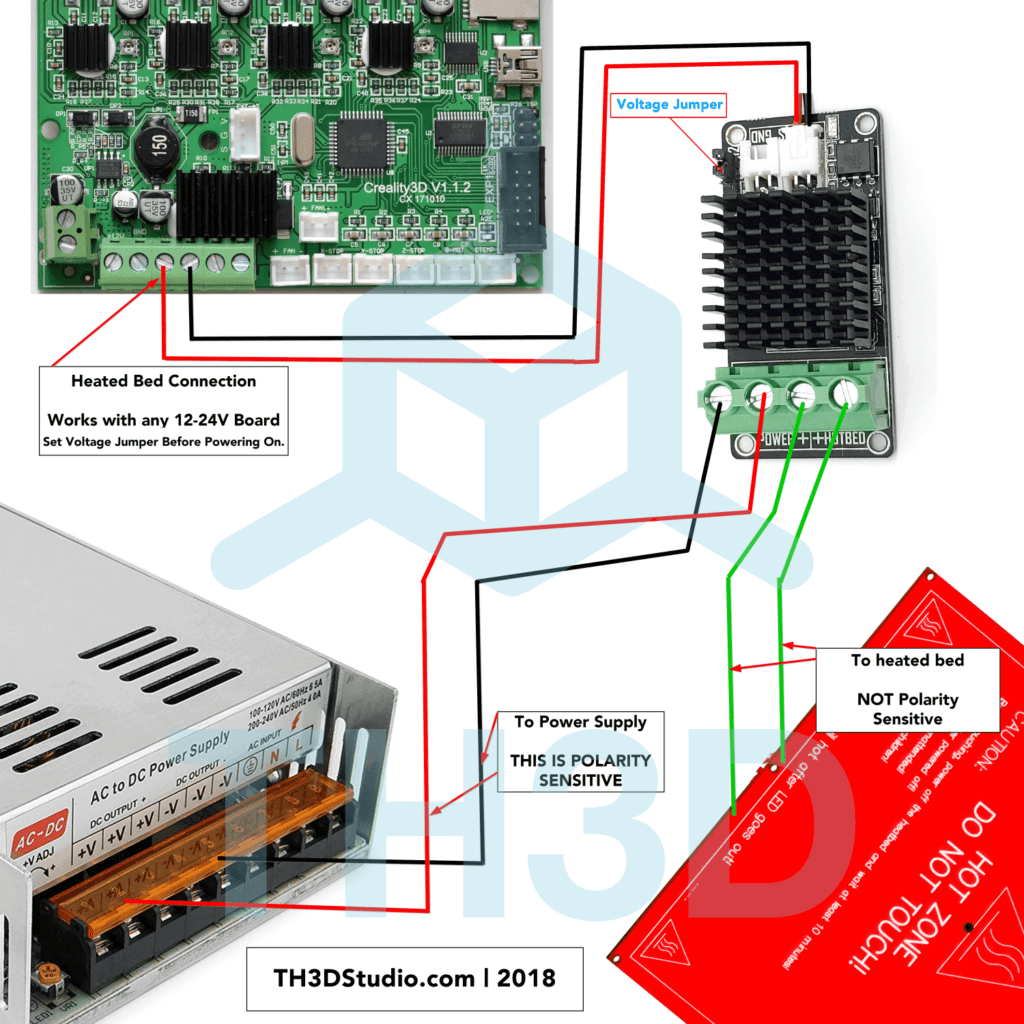
Le SSR est généralement utilisé avec des tensions de 230V (type AC/DC), celui utilisé par Creality est de type DC/DC (ce type a un gros problème, ça chauffe beaucoup et doit être refroidi correctement en le plaçant sur un endroit métallique qui servira de radiateur). La connexion est à peu près semblable mais pas identique.
Un Mosfet :
Un SSR (avec un lit chauffant en 230V) :
-
Câblage et sens rotation moteur
Problème de direction sur les axes X Y@Patrick :
Pour les moteurs : nos moteurs pas à pas d'imprimante ont 4 fils, pour deux bobines 1 et 2 : 2B 2A 1A 1B.
Si tu retournes le connecteur, ça donne 1B 1A 2A 2B : tu as inverser les 2 bobines et ça ne change pas le sens de rotation. Si tu veux changer le sens de rotation, il faut faire une seule permutation. Par exemple 2A 2B 1A 1B ou 2B 2A 1B 1A ...
Si tu veux changer le sens de rotation du moteur dans Marlin tu passes INVERT_DIR à true pour ton moteur. Ca évite de toucher aux cables :
#define INVERT_X_DIR false
#define INVERT_Y_DIR false
#define INVERT_Z_DIR falsePour le CoreXY :
J'avoue que j'ai eu la flemme de lire ton tableau. La logique est :
--> pour un mouvement en X, les moteurs tournent dans le même sens.
--> Pour un mouvement en Y, les moteurs tournent en sens inverse.
Déjà règle le sens des moteurs en fonction de ça.
Ensuite tu si le sens est incorrecte (+X part en -X et + Y part en -Y) : tu inverses le sens des 2 moteurs.
Après je vais pas t'embrouiller avec les histoires de repères orthogonaux normés directs et indirects mais tu peux avoir une impression miroir des pièces.
[HS] En tout cas c'est peut être un peu chaud de se lancer dans la construction d'une machine (surtout atypique) sans avoir trop d'expérience en impression 3D ? [/HS]
-
Tête Geetech A10 A20 ... système clapets
A 10 M, Impression déporté et amputé des 3/4
@LabbecanneVoici ma réponse concernant le problème de bouchage des buse sur la A10M.
Dans le corps de chauffe nous avons un clapet anti-retour de filament dans chaque alésages après le heatbreack.
Celui-ci à pour effet quand l'extrudeur de gauche imprime le clapet de l'extrudeur droit remonte pour empêcher le filament de repartir dans l'autre sens ver le haut.
Le problème quand l'imprimante est restée trop longtemps en impression unique sur l'extrudeur gauche le clapet de l'extrudeur droit carbonise par la chaleur pour laisser un dépôt très solide pour se boucher définitivement.
Avec le temps le dépôt carbonisé migre vers l'extrudeur gauche pour boucher totalement la buse de l'imprimante A10m.
Qu'elle est la solution ? il faut tout démonter pour extraire les très petits clapets parsemés de minuscules trous. (très fragile les deux clapets)
La solution il faut plonger le tout dans du produit solvant pour dissoudre les dépôts; ensuite remontage complet...
(la flamme d'un mini chalumeau n'est pas recommandée au risque de déformer les clapets en laiton)
Le PLA peut être dissous pendant 24h par des solvants tels que l’acétone, l’acétate d’éthyle, la méthyléthylcétone, le tétrahydrofurane
attention au sens du montage des deux clapets !
Conclusion il faut périodiquement utiliser les deux extrudeurs pour éviter ce genre de déboire (c'est du vécu)
Voilà ma recommandation c'est également valable pour la A10T ou la A20M ou T avec trois extrudeurs.
a+ Francis
-
[TUTO] Restaurer le boot loader d'une GT2560
[TUTO] Restaurer le boot loader d'une GT2560Bonjour,
Suite à un télé versement de la mise à jour de MARLIN V1.19 qui ne fonctionne pas ! sur ma GEEETECH A10M j'ai perdu accidentellement le boot loader de la GT2560 V3 ?
Voici j'ai cherché sur le net, pas de tuto ou procédure de récupération du boot loader.
Il me faut restaurer le boot loader avec un ARDUINO UNO configuré en ICSP.
Mais voilà je ne trouve pas de PIN ou de connectique ICSP sur la carte GT2560. (comment font les Chinois ???)
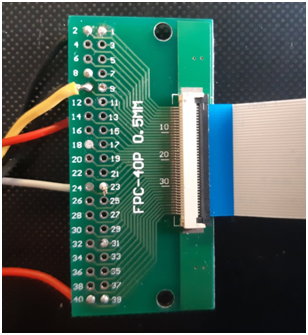
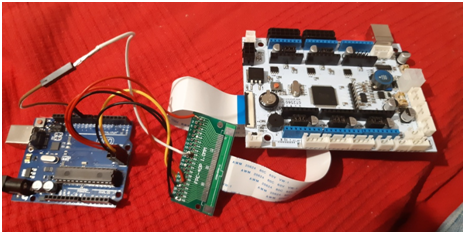
Je ne veux pas me lancer à réaliser des micros soudures au risque d'endommager la main bord 2560 V3 de l’imprimante GEEETECH A10M.J'ai la solution pour réaliser le câblage de l'ICSP j'ai commandé ceci pour me connecter sur un module externe me permettant de réaliser des soudures propres sans générer des décharges électrostatiques sur la GT2560.
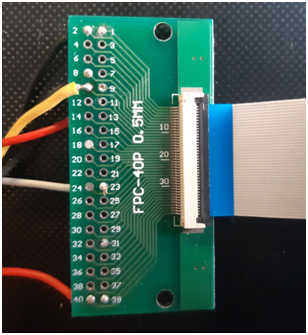
Après environ 3 semaines, j'ai enfin reçu la nappe conductrice 40 pins x0.5 mm et le connecteur de la nappe qui va bien!les fournitures ici
la nappe 40 pins https://www.ebay.fr/itm/250-mm-0-5-mm-à-40-broches-FPC-fil-FFC-Câble-nappe-plat-Flexible/352316919613?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2060353.m2749.l2649la carte de liaison https://www.ebay.fr/itm/1Pcs-40Pin-0-5Mm-Ffc-Fpc-To-40P-Dip-2-54Mm-Pcb-Converter-Board-Adapter/352800587957?ssPageName=STRK%3AMEBIDX%3AIT&_trksid=p2060353.m2749.l2649
Utilisez 6 fils de couleurs liaisons de la prise ICSP vers la carte de 40 pins cette carte est reliée par la nappe sur la carte mère 2560 V3 GEEETECH
ARDUINO liaisons CONNETEUR 40 PINS
Reset 10 Fil blanc 18
MOSI 11 Fil jaune 31
MISO 12 Fil noir 33
SCK 13 Fil rouge 32
5V Fil rouge 1et2
GND Fil noir 38-39-10
Ici j’ai utilisé des fiches 3 points pré câblées issues du câblage de servo moteur.
En conclusion vous avez deux options de câblages soit sur la prise ICSP ou dans les pins femelles de l’Arduino c’est identique.
J'ai utilisé un Arduino Uno pour réaliser le BOOTLOADER sur la carte 2560 V3.
La connectique est simple il suffit de souder 6 fils sur le connecteur et de réaliser le lien vers la prise ISP de l'Arduino.
Remarque il faut relier le reset de la carte mère pin 18 vers la pin 10 de l'Arduino uniquement (important).
Autre option si vous n’utilisez pas la prise ICSP vous pouvez utiliser des liens fils à fils pour les jonctions suivantes sur la carte Arduino
MOSI pin 11- MISO pin 12-SCK pin 13- RESET pin 10
Etape 1 : Ensuite il faut charger la carte Arduino en émulateur ICSP dans , ensuite choisir comme CPU Atmega 2560 et sélectionner dans l'interface Arduino (programmeur as ICSP)
vous trouverez l’émulation ICSP dans le menu exemple choix 11 sélectionner Arduino ISP
Etape 2 : bien vérifier son câblage avec le reset sur la pin 10 de l'Arduino.
Etape 3 : sélectionner (graver la séquence d'initialisation dans le menu outil de Arduino)
Ouf çà fonctionne du premier coup !
Après la restauration du boot loader j'ai télé versé à nouveau Marlin 1.18 sans aucun problème.Il suffit de bien respecter le câblage et surtout connecter le reset de la carte mère 18 vers la pin 10 de l'Arduino autrement çà ne fonctionne pas!
-
inkscape to gcode
création d'un Gcodesous inkscape, il faut , après avoir enregistre le fichier
dans le menu "extension" choisir "gcodetools"
puis "bibliotheque d'outils", choisir "defaut"
sur le dessin, apparais la fenetre de programation de l'outils
avec l'outil "texte" il faut suprimer (none) dans la ligne : gcode before path et remplacer par M3 S xxx (ou xxx est la vitesse de la broche ou la puissance du laser
en cas d'utilisatioon avec le laser, il faut aussi modifier le (none) sur la ligne :gcode after path en M5
ensuite,
reprendre
dans le menu "extension" choisir "gcodetools"
et choisir "points d'orientation" laisser "mode 2 points , surface Z à 0, profondeur sur l'axe Z à 1 et unité en mm puis valider
ensuite reprendre encore une fois
dans le menu "extension" choisir "gcodetools"
choisir "chemin vers gcode"
dans l'onglet "preferences"
donner un nom de fichier
ecrire le chemin ou va etre enregister le fichier
si broche regler la hauteur du Z à quelques mm , si laser le laisser à 0
postt processeur sur "aucun"
laisser les autre cases vides
dans l'onglet "options"
echelle sur l'axe Z laisser à 1
décalage sur l'axe Z , laisser à 0 pour laser, ou mettre la valeur de chaque passe pour la broche
rayon d'arc minimum doit etre à 0,05 par défaut (je n'ai pas testter d'autres valeures)
passer à l'onglet "chemin vers Gcode"
tolerrance de l'interpretation sur 0
profondeur de division maximale à 0 pour laser ou la profondeur de chaque passe pour les broche
garder pour l'ordre de découpe "chemin par chemin"
fonction de profondeur = d (je n'ai pas testter d'autres valeures)
eventuellment cocher la case trier les chemin pour reduire la distance rapide et cliquer enfin sur "appliquer"
selon le dessin (et surtout l'ordinateur) ça peu etr elong
valider la message qui apparais
aller chercher le fichier ainsi creer dans le repertoire avec le logiciel de control de la machine ou le mettre sur la carte mémoire pour machine indépendante
perso, je teste le fichier avec "CAMotcs" pour voir le rendu ou CNCjs qui me fait voir si le dessin est bien pour ma machine et ne va pas déborder
je suis sous mac et tout fonctionne parfaitement ainsi
j'ai une 3018 comme beaucoup ici, ainsi qu'une imprimante 3D anet A8 avec laquelle j'ai fait mes premiers pas
Patrick
-
ANET A8 pour un nul (mes achats+ videos de montage)
ANET A8 pour un nul (mes achats+ videos de montage)@Maeke pas de problèmes pour la soudure, j'étais électronicien et je suis très bien équipé.
")
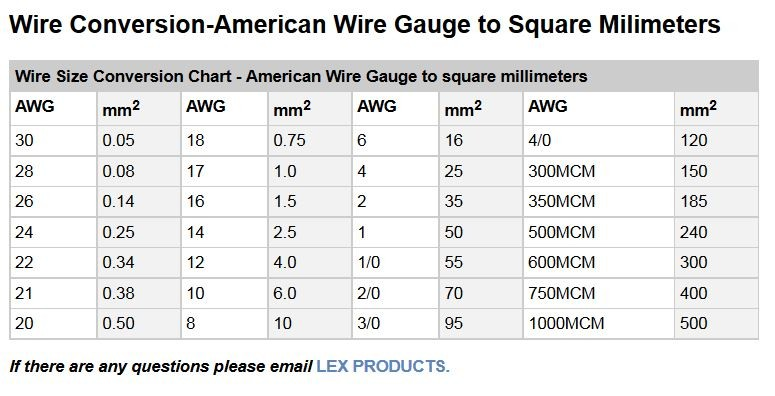
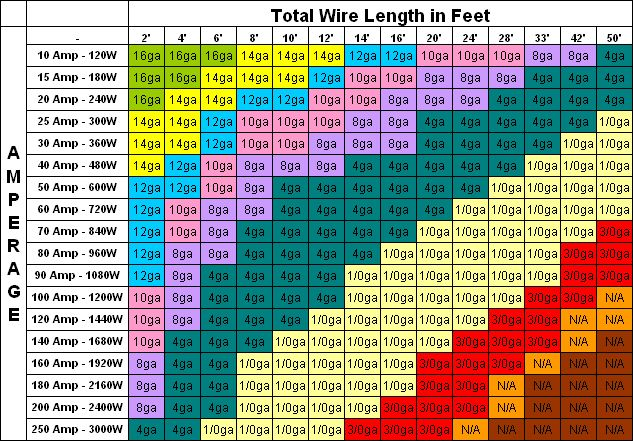
Pour la section des fil, ce tableau calculé pour 12V de tension est très parlant. Il donne la section en fonction de la puissance et de l'intensité, mais aussi de la longueur du fil.
On voit que pour 10A avec une longueur de 30cm (12") les tableaux donnent 14ga soit du fil de 2.5mm².
1m de 2x2.5mm² se trouve en magasin de bricolage...
Avec ça, on est confortable et pas besoin de doubler les fils.
-
Endstop SKR 1.4T + 2209 // Help me
Endstop SKR 1.4T + 2209 // Help meEn appliquant ce que @Poisson21a dit, tu peux modifier la ligne (pour les axes X et Y uniquement) « #define X_CURRENT_HOME X_CURRENT » par « #define X_CURRENT_HOME X_CURRENT/2 » ce qui réduira la valeur X_CURRENT (située au-dessus) de moitié (c'est un exemple n'utilisant pas de valeur «en dur» mais un calcul) uniquement lors de la phase de mise à l'origine d'un (des) axe(s).
La valeur elle-même de X(Y)_CURRENT est également modifiable (sans repasser par une recompilation heureusement) via le G-code M906 (M906 X900, M906 Y1000, M906 X850 Y950, …).
#if AXIS_IS_TMC(X) #define X_CURRENT 800 // (mA) RMS current. Multiply by 1.414 for peak current. #define X_CURRENT_HOME X_CURRENT // (mA) RMS current for sensorless homing #define X_MICROSTEPS 16 // 0..256 #define X_RSENSE 0.11 #define X_CHAIN_POS -1 // -1..0: Not chained. 1: MCU MOSI connected. 2: Next in chain, ... //#define X_INTERPOLATE true // Enable to override 'INTERPOLATE' for the X axis #endif
Ensuite pour régler le «sensorless», ça va être une suite de tests en utilisant le G-code M914. Actuellement dans le fichier configuration_adv.h, la «sensibilité» est réglée à 8 (pour un TMC2209 la valeur peut aller de 0 à 255). ex: M914 X10, M914 X20, … même chose pour Y
#if EITHER(SENSORLESS_HOMING, SENSORLESS_PROBING) // TMC2209: 0...255. TMC2130: -64...63 #define X_STALL_SENSITIVITY 8 #define X2_STALL_SENSITIVITY X_STALL_SENSITIVITY #define Y_STALL_SENSITIVITY 8 #define Y2_STALL_SENSITIVITY Y_STALL_SENSITIVITY //#define Z_STALL_SENSITIVITY 8 //#define Z2_STALL_SENSITIVITY Z_STALL_SENSITIVITY //#define Z3_STALL_SENSITIVITY Z_STALL_SENSITIVITY //#define Z4_STALL_SENSITIVITY Z_STALL_SENSITIVITY //#define I_STALL_SENSITIVITY 8 //#define J_STALL_SENSITIVITY 8 //#define K_STALL_SENSITIVITY 8 //#define SPI_ENDSTOPS // TMC2130 only //#define IMPROVE_HOMING_RELIABILITY #endif
-
Sidewinder X1 : Problème de stabilité de la température
Sidewinder X1 : Problème de stabilité de la températureil y a 19 minutes, Atoban a dit :Salut Mag, effectivement je ne viens plus assez sur le forum
C'est bien une x1 sous Klipper. Je pense que ton diagnostic est le bon. Est-ce que c'est une pièce qu'on peut changer sans racheter une carte ? Je crois que le circuit qui intègre le mofset n'est pas sur la carte. Niveau électronique, je suis pas au top.
Concernant les écarts de température, on est sur du +10 à -10 degrés par rapport à une valeur cible de 250. Mais au bout de quelques minutes, comme tu peux le voir, la température devient systématiquement trop haute et atteint parfois +20 degrés.
@RSF62oui la chaussette est bien en places pas de soucis la dessus.
@Savatej'ai vérifié les connections à l'extérieur de l'imprimante, dimanche je regarde dedans. Pour le moment je ne décèle rien qui semble anormal.
Dans mon cas l'écart était plus faible mais je pense que plus le temps passer et plus les condo dérive et l'écart de température ce creuse.
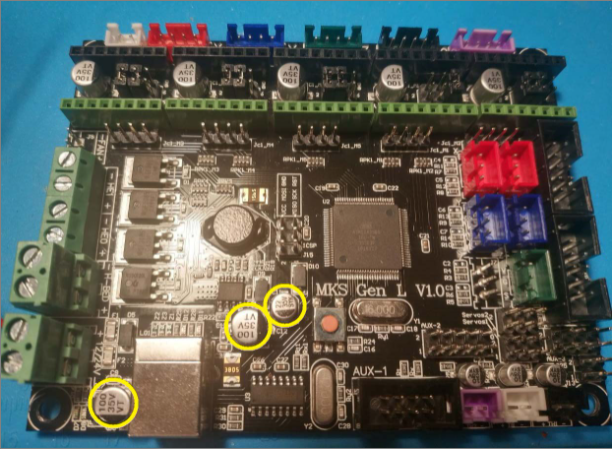
Le SSR pour le Bed est un élément externe, mais pour la tête la cartouche chauffante est piloter directement par le mosfet de la de la Mks GenL V1 prévue a cette effet.
Voici entourer les 3 condensateur qu'il faudrait dessouder et remplacer par :
- 2x 100uF 50V LOW ESR
- 1x 1000uF 6.3V LOW ESR
-
carte gt2560 recharger bootloader via ICSP
Plus d'affichage suite mises à jourIl faut être u bon bricoleur ou demander l(aide d'un électronicien car la démarche de recharger par le port ICSP est assez technique !
Voila la procédure ICSP procédure j'ai réalisé aussi une autre méthode la mienne Bootloader par l'ICSP par le câble écran LCD
Bon courage c'est réalisable mais çà demande beaucoup de méthode et de patience pour comprendre la procédure.
c'est réalisable mais çà demande beaucoup de méthode et de patience pour comprendre la procédure.
Je connais bien le problème car j'ai connu la mésaventure ...
a+
-
CH341
probleme pour mettre a jour ma cr10 v3Pense à bien installer le pilote CH341SER.EXE sur le portable pour que la carte soit bien reconnue en USB.
-
Lead et tige filetés
Résolution du moteur en Z et hauteur de couche CR10Bonjour,
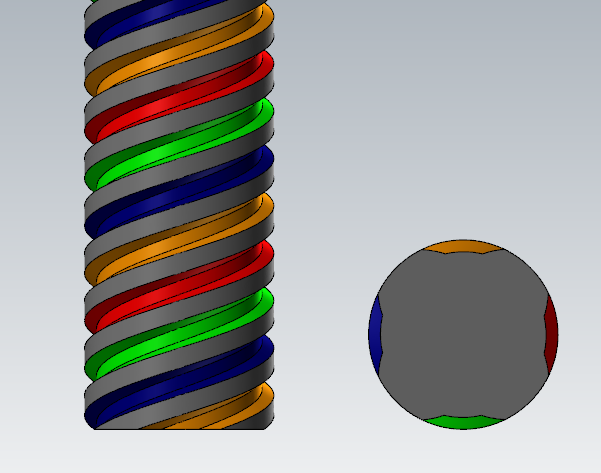
Une vis multi-filet est une vis dont les départs de filets sont décalés angulairement de 360° / nombre de filets.
Donc pour une Vis à 4 filets qui en 1 tour fait 8 mm de déplacement on a :
- un départ angulaire tous les 90° (360° / 4 = 90 °)
- si sur 1 tour il y a 8 mm c est que le pas d'un filet est de 8 mm
- comme il y a 4 filets le pas entre 2 filets est de 8 / 4 soit 2 mm
Voici la représentation d'une vis de diamètre 8 à 4 filets avec un pas (lead) de 8 mm et donc un pas (pitch) de 2 mm entre chaque filet.
Grace aux couleurs que j'ai mis pour chaque filet, vous pouvez mieux comprendre le principe avec cette vue de face et en bout de la vis diamètre 8 de 4 filets au pas de 8 mm pour chacun soit 2 mm entre chaque
-
trois grandes familles de PP
Lave vaisselle ?Oui pendant le séchage ça grimpe haut, dans les 90°.
Pour aller plus loin dans les explications, il y a trois grandes familles de PP:
Le PP Homopolymère, c'est le plus rigide et on augmente encore sa rigidité en ajoutant 10 à 20% de talc (c'est celui que nous utilisons dans les laves-vaisselles). Attention, si on augmente le % de talc il devient très cassant.
Le PP copolymère, c'est celui que vous retrouvez le plus souvent, c'est le plus résistant aux chocs. Dans l'automobile il est de plus en plus utilisé chargé en fibre de verre ou carbone pour remplacer des pièces en PA qui n'ont pas besoin de très hautes tenues (et c'est beaucoup moins cher).
Le PP copo stat, il est transparent et vous le connaissez tous, ce sont les bacs de glaces du commerce en 1 litre ou 1/2 litre. Il est nettement moins résistant que le PP copo standard.
-
mm3
Problème calibrageil y a 28 minutes, Yellow T-pot a dit :bien vu le Shadok !
Un coup de chance ! Mais c'est surtout que j'avais il y a quelque temps pris le temps de faire ce calcul
diamètre (mm) rayon surface = volume en mm³ / mm de filament = r²*Pi 100/volume 1,75 0,875 2,40528187540469 41,5751688076788 3 1,5 7,06858347057703 14,1471060526129 et j'avais mémorisé le coup de si proche de 4cm pour 100mm demandé c'est que l'on extrude surement en mm³
-
creality 4.2.7 TMC2225, a déclarer en TMC2208_STANDALONE
Très gros soucis d'extrudeuril y a 15 minutes, Boomcar a dit :Je vois que pour les drivers il est indiqué dans Visual code TMC2208_STANDALONE mais est ce bon? normalement ce sont des TMC2225 non?
Bien que ce soit des TMC2225, il faut les déclarer en TMC2208_STANDALONE car il n'y a pas d'entrée spécifique pour les TMC2225 (qui sont des TMC2208 dans un autre format de puce) et les cartes Creality ne savent pas gérer l'UART (ou le SPI) des pilotes Trinamics.
Surtout ne pas activer le «linear_advance» avec ces cartes sous peine de voir l'arrêt de l'extrusion en cours d'impression.
Pour désactiver l'extrusion volumétrique, menu Control (avec un écran LCD) : https://marlinfw.org/docs/features/lcd_menu.html#filament
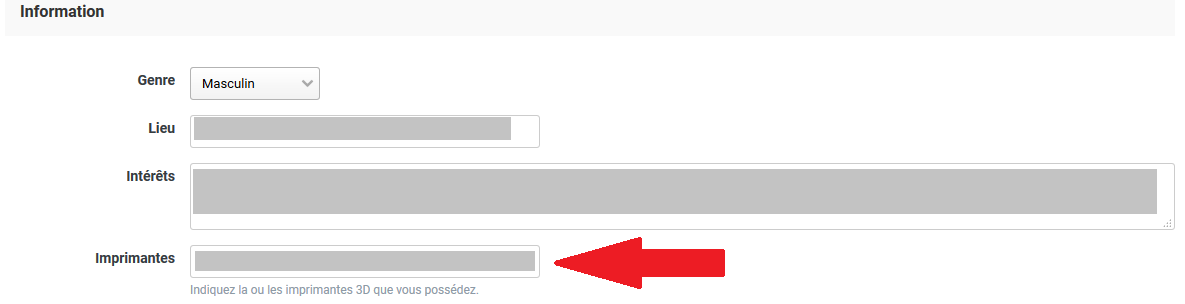
N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil.
En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo:

Tu choisis la ligne "profil", puis l'option "Modifier le profil":
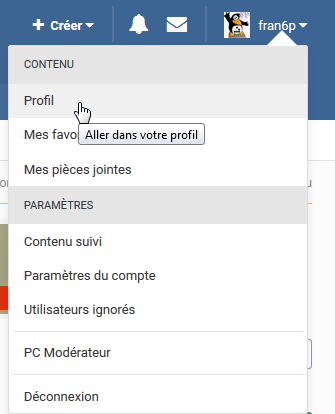
Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes:
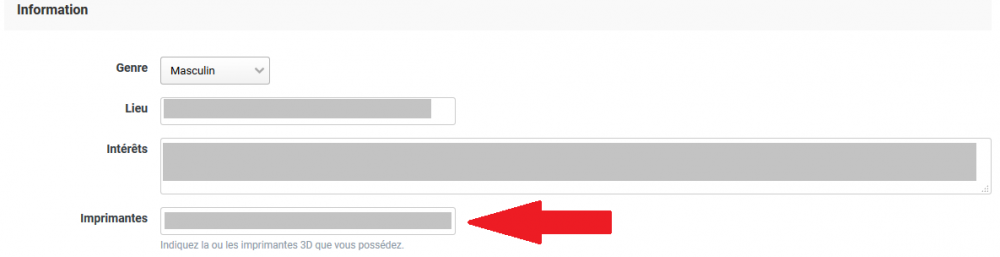
Et tu n'oublies pas de valider en cliquant sur "Enregistrer":

-
ender 3 et ABS
Soucis accroche ABS sur plateau Buildtakil y a 22 minutes, Pandore a dit :1 : l'ABS ne colle pas sur le plateau, donc faut-il que j'y rajoute de la laque ?
Non, il faut un plateau de type pei
ce sera beaucoup mieux (en attendant tu peux mettre du jus d'abs - acétone + abs - mais c'est dégueulasse)
il y a 22 minutes, Pandore a dit :Serais-t 'il lié a un problème de qualité du filament ?
oui : c'est de l'ABS
il y a 22 minutes, Pandore a dit :3 J'ai laisser la bobine de fil, en dehors de toute protection pendant plusieurs jour ! Aurait elle été du coup altéré par l'air ambiant ou autre ?
non, peu sensible à l'humidité
il y a 22 minutes, Pandore a dit :je précise que l'imprimante est pour mon usage professionnel et je n'ai pas le choix de travailler avec de l'ABS
1) la ender 3 n'est pas prévue pour imprimer de l'abs 'sortie du carton' : ABS = Caisson fermé + heatbreak bimetal + plateau PEI = tu peux commencer à en imprimer sans te poser trop de question. Pour un usage pro le choix d'une ender 3 pour de l'abs n'est pas très judicieux
2) tu devrais quand même commencer par imprimer du pla pour te faire la main ... sinon tu vas finir par la jeter par la fenêtre
3) pour avoir une chance de voir une pièce tenir en l'état : plateau à 95°/100°, buse entre 230° et 260° (mais au dessus de 240° tu vas cramer ton ptfe), pas de courants d'air DU TOUT et commence par de toutes petites pièces.
-
Upgrade d'une Anet A8 en SKR 1.3 TMC2130 Marlin 2.0.7
Upgrade d'une Anet A8 en SKR 1.3 TMC2130 Marlin 2.0.7Si tu dois utiliser #define MANUAL_X_HOME_POS pour être au centre de ton plateau c'est qu'il y a déjà un problème dans ta configuration sinon tu en aurais pas besoin.
Désactive le, sans oublier de désactiver LEVEL_CORNERS_INSET_LFRB
Il faut repartir sur une config propre.Voilà comment je procède :
- Veiller à ajuster NOZZLE_TO_PROBE_OFFSET à 0.0 en X et Y, X_MIN_POS et Y_MIN_POS à 0.0, //MANUAL_X_HOME_POS et //MANUAL_Y_HOME_POS bien désactivés .
-Vérifier que le plateau fasse bien 220mm, sinon paramétrer BED_SIZE avec la valeur adéquat.Réglage de la position des Endstops et du Centrage plateau :
1 - Scotcher un post-it au centre du plateau puis tracer les diagonales du plateau afin d'obtenir un repère de son centre.
2 - Faire un Home G28, puis demander un G1 X110 Y110 (la moitié du BED_SIZE)
3 - Déplacer la buse au dessus du repère à l'aide de l'écran ou avec la commande G1.
4 - Noter la position actuelle grâce à M114 (exemple X : 135.0 Y : 115.0), faire la différence avec le centre du plateau pour obtenir la position des endstops :
X_MIN_POS = 110.0 - 135.0 = -25.0
Y_MIN_POS = 110.0 - 115.0 = -5.05 - Compiler et Flasher le Firmware avec les nouvelles valeurs et faire un Reset EEPROM
6 - Faire un Home G28, puis demander un G1 X110.0 Y110.0 (la moitié du BED_SIZE), si la buse est bien au dessus du repère passer à l'étape 7 sinon refaire les étapes 2 à 5.
Réglage de la position du BLtouch par rapport à la Buse :
7 - Faire un Home G28, puis demander un G1 X110.0 Y110.0 (la moitié du BED_SIZE)
8 - Déployer la pointe du BLtouch via le menu du TFT35 ou par M401
9 - Déplacer la pointe du BLtouch au dessus du repère à l'aide de l'écran ou avec la commande G1.
10 - Noter la position actuelle grâce à M114, faire la différence avec le centre du plateau (110.0) pour obtenir la valeur de NOZZLE_TO_PROBE_OFFSET en X et Y.
Pour savoir si la valeur est négative ou positive, se reporter au commentaire :
Some examples: * #define NOZZLE_TO_PROBE_OFFSET { 10, 10, -1 } // Example "1" * #define NOZZLE_TO_PROBE_OFFSET {-10, 5, -1 } // Example "2" * #define NOZZLE_TO_PROBE_OFFSET { 5, -5, -1 } // Example "3" * #define NOZZLE_TO_PROBE_OFFSET {-15,-10, -1 } // Example "4" * * +-- BACK ---+ * | [+] | * L | 1 | R <-- Example "1" (right+, back+) * E | 2 | I <-- Example "2" ( left-, back+) * F |[-] N [+]| G <-- Nozzle * T | 3 | H <-- Example "3" (right+, front-) * | 4 | T <-- Example "4" ( left-, front-) * | [-] | * O-- FRONT --+
11 - Compiler et Flasher le Firmware avec les nouvelles valeurs de NOZZLE_TO_PROBE_OFFSET et faire un Reset EEPROM
12 - Faire un Home G28, lorsque le homing du Z est en cours veiller à ce que la pointe du BLtouch touche le repère du post-it, sinon refaire les étapes 7 à 11.
(Puis Ajuster "PROBING_MARGIN" selon ses souhaits, et faire un G29 pour contrôler la zone de palpage)