Classement



.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)
Contenu populaire
Contenu avec la plus haute réputation dans 10/09/2018 Dans tous les contenus
-
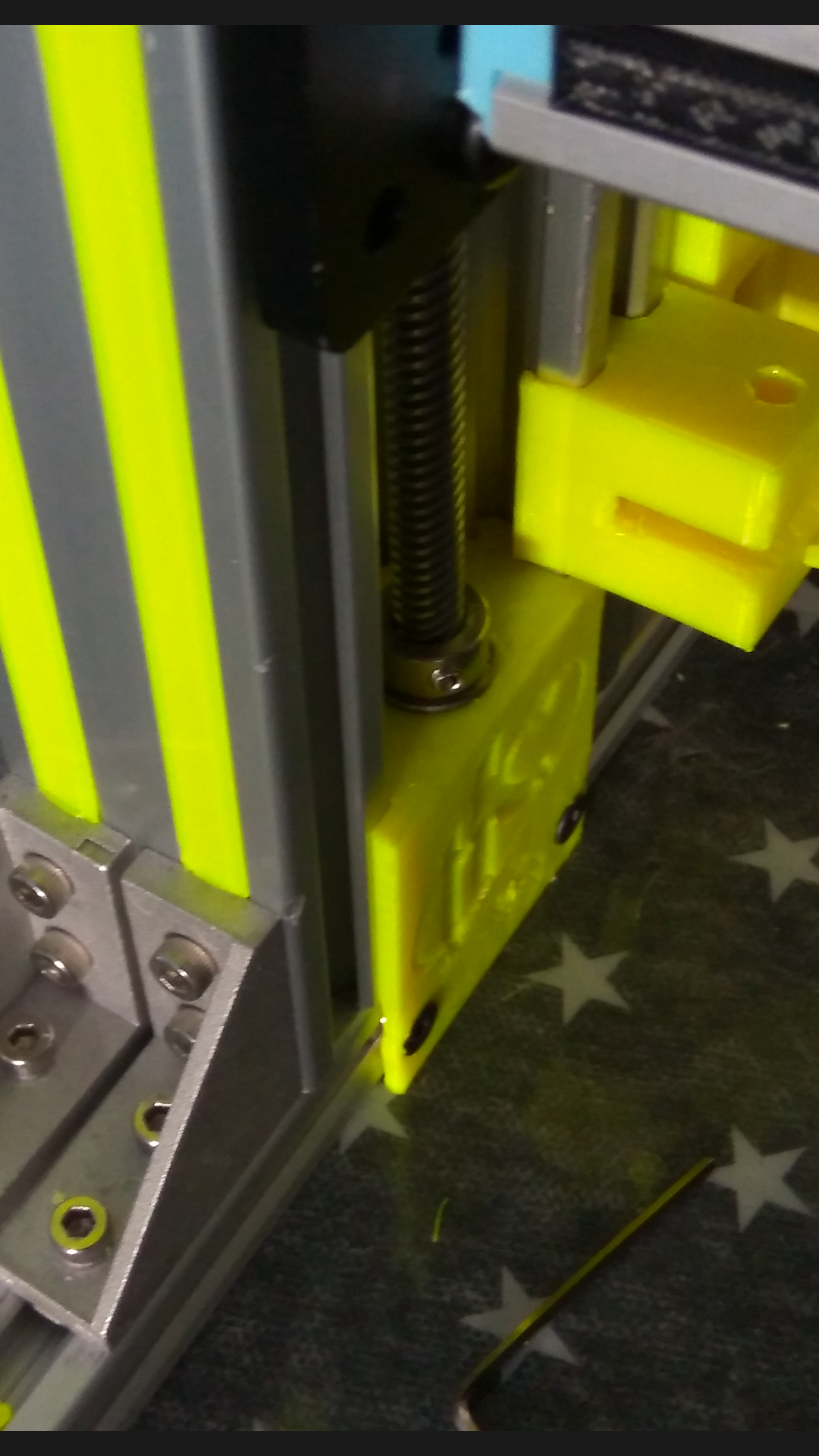
Voilà le moteur commandé,elle monte franchement nickel avec lcd en plus dessus, (340gr) avec le nouveau bien sur si il bon, elle devrait rigoler Elle coince dans la partie basse descente maintenant sur le plus près du bed!! (10 MM avant de toucher le bed) Je pense que cela vient de l'alignement verticale du T8 de gauche !!
 2 points
2 points -
Bonjour à tous, Se calquant sur les réalisations du collectif WeTheBuilder, nous nous sommes dit, et pourquoi pas nous !!! Le projet : Nous souhaitons pour la maker faire de Paris assembler une structure imprimée par les membres du forum. Pour que ça se réalise, il nous reste quelques étapes à franchir, mais nous souhaitons dès maintenant vous inclure dans le projet afin de voir si ça prends et si ça motive suffisamment de gens !!! Ce dont nous avons besoin : - D'un standiste qui acceptera de nous accueillir si nous n'avons pas d'espace dédié - D'un contact avec l'orga (ça c'est bon normalement) - De printeurs (bha oui, sinon le projet ne tient pas ^_^) - D'un fichier (vous pouvez en proposer, je pense qu'au final il y aura un vote) - De personnes sur place le week-end pour l'assemblage, le relationnel etc etc etc Voila, dites nous ce que vous ne pensez !!!
 1 point
1 point -
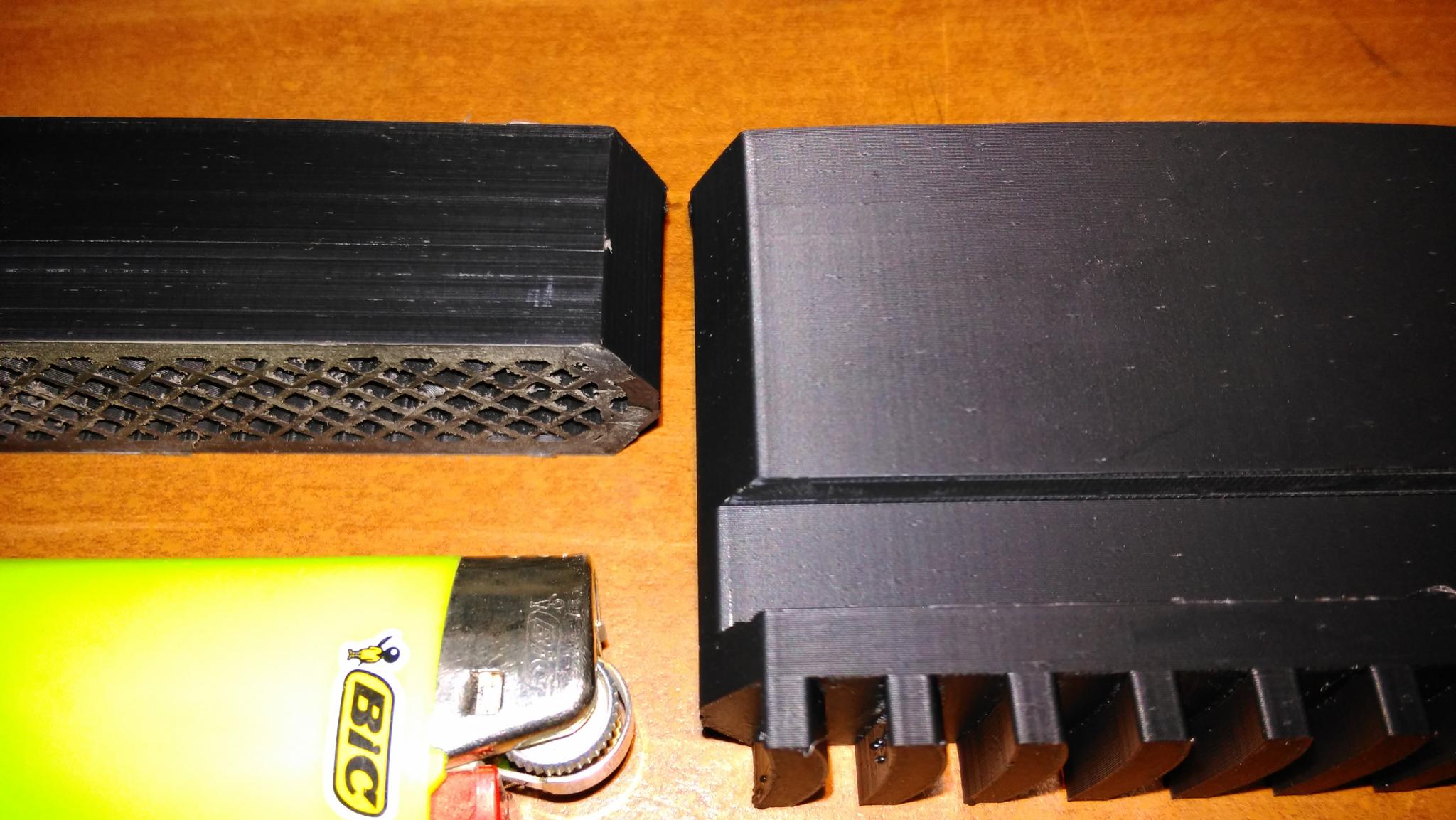
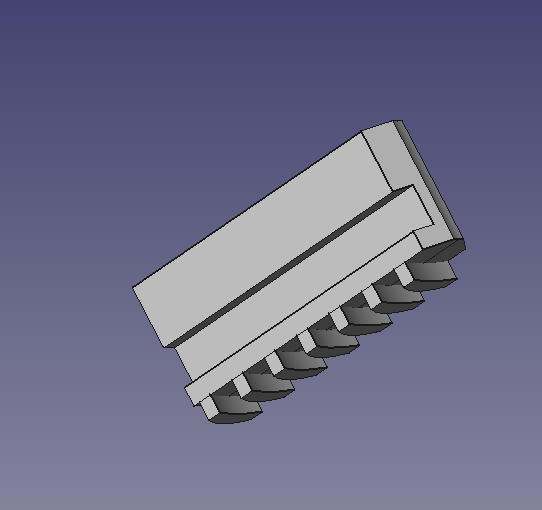
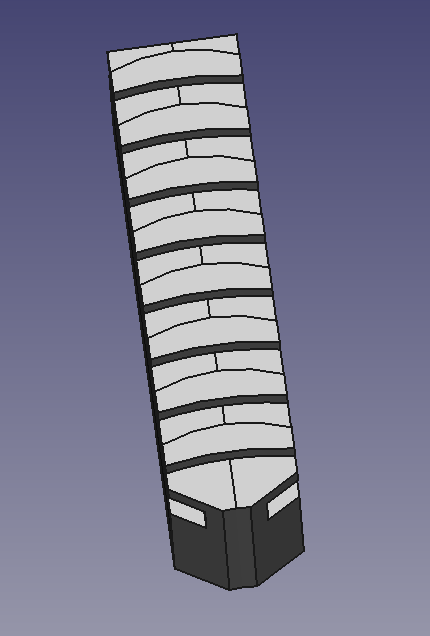
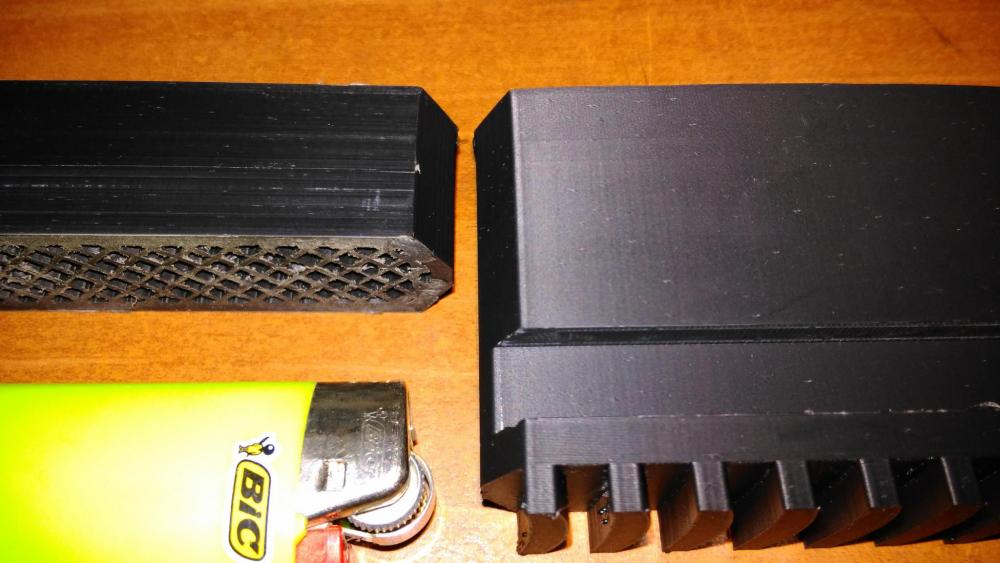
ATTENTION : Les machines d'usinage ne sont pas des imprimantes 3D!!! Avant de vous lancer dans l'expérience que j'ai faite, assurez vous d'avoir un minimum de prérequis afin d'éviter tout accident!! Je ne pourrai pas être tenu responsable d'éventuels dommage corporel ou matériel!! Bonjour à tous, J'ai eu des difficultés à trouver des mors doux pour mon tour avec son mandrin chinois (diam 160). Comment faire pour usiner des mors? Rien de bien concret sur les forums ou vidéos, alors, j'ai tenté de faire marcher mon ciboulo.... Après avoir fait un prototype en PLA en vue de les usiner en acier, je me suis décidé à faire en PC pour essayer. Puis des essais d'usinage sur le PC en vu d'avoir l'ajustement le plus parfait sur le mandrin (pièce de gauche) : Et les trois mors finis prêt à usiner (au passage beaucoup plus net que les mors chinois taillé à coup de serpe @Jean-Claude Garnier, on peut en parler ici, ça évitera les HS Je vous laisse, je passe à l'usinage.
 1 point
1 point -
je suis passé de la 1.0 à la 1.5 après mon blème, j'ai pas encore essayé d'autres cartes (je voulais me remettre en selle rapidement).1 point
-
Sacré @papa50 tu as déjà tout prévu bien joué !1 point
-
hi hi . je t ai a l oeuil on sait jamais avec tes grosses paluches1 point
-
Si tu veux @papa50 j'en ai 2 dont je ne me servirai plus...1 point
-
Tu peut essayer avec un étirage. Les surfaces supérieurs seront plus lisse. Pour ce qui est de la vitesse... tes paramètres actuels sont ceux que j'utilise. Je ne vois pas ce que je pourrais te proposer comme réglages. Peut être que d'autres sur les paramètres te proposeront des pistes à explorer.1 point
-
Mais de rien !1 point
-
Et mon papi, es toujours là !! Il surveille, l'avancement, c'est un vrai papapi lui !!!! (pour moi) Il sait lui !!! encourager,1 point
-
Bonjour à tous , Comme le dit @Chevelu37 c'est mécanique ... et répétitif. Sur x et y , vérifie la tension des courroies ainsi que du bon maintient des poulies. Regarde aussi si les vis de fixation des coupleurs du z soient serrées. Ps : un ancien dagomiste qui passera du côté clair de la force dès réception du sms de mon revendeur !1 point
-
La perfection n'est pas de ce monde, sinon on s'ennuierait, on n'aurait pas besoin de s'améliorer.1 point
-
J'envisage aussi d'utiliser cette solution !! A la place des roulements, ou peut être adapté avec ? La 3D sans limite c'est magnifique !! je veux que mon deuxième bébé soit parfait ! Comme le premier, qui à des défauts, mais beaucoup plus de qualités
 1 point
1 point -
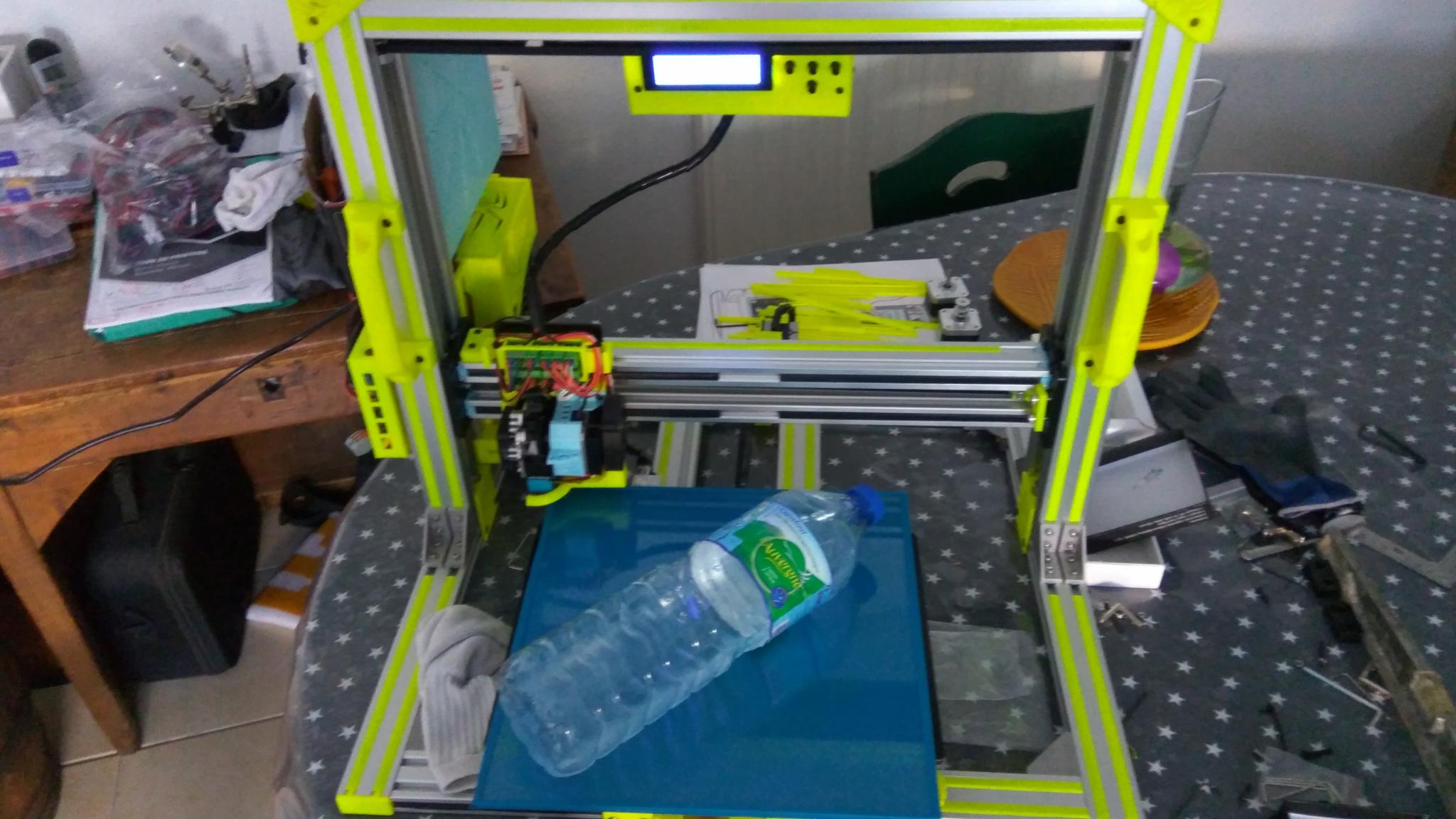
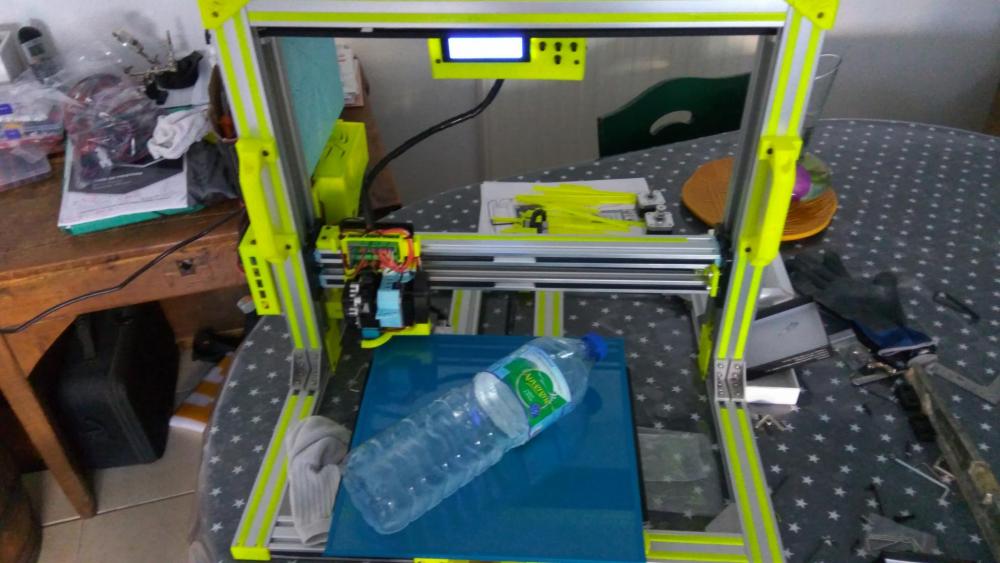
Quand je pense que je vais pouvoir imprimer une bouteille d'eau de source de montagne, avec son bouchon ça me motive !!!!! Par ces fortes chaleurs
 1 point
1 point -
Merci jcg, mais je lâche pas, je suis sur la partie du bas c-beam à gauche je voudrais décaler de 1mm le roulement Percer 2 cloisons pour le rj45 et que ce soit propre Si je la passe dans le garage, elle sera prête !! La je passerai à la partie fiston firmware Et bien sûr le caisson, qui sera adapté avec possibilité de la faire fonctionner (si modif s) avec deux moteur Z comme l'anet A8 mais en haut @Maeke
 1 point
1 point -
Vu la quatité de cheveux que j'ai, il fraudrait que j'en fasse un plus gros!!! Mdr!!! Je suis limité à 2000tr, mais t'inquiète, je compte bien faire des essais!!! Je mets en route et je me barre pour observer de loin!! Ahahaha!! Oh le bleu!!!!1 point
-
Hello Heureusement que tu m'en as parlé, j'étais parti pour faire 3 mors doux identiques, au lieu de décaler les crans du tiers du pas de la spirale ! Bon, j'aurais pas tardé à m'en apercevoir, hein.1 point
-
Vu les vitesses de rotation sur ces petits diamètres, tu ne crains pas que les mors éclatent avec la force centrifuge ? Belle réalisation en tout cas1 point
-
haaaaaaaaaa c'est le peigne du schmilblick1 point
-
@yoann42 En fait c'est très facile à comprendre (et à modifier), G1 indique un déplacement de la buse aux coordonées indiquée et F1000 (ou F2000) c'est la vitesse : G1 X0 Y0 F2000 Déplace la buse aux coordonnées 0 de l'axe X et 0 de l'axe Y à la vitesse de 2000 mm/minute (home X et Y) G1 Z0.1 F1000 Déplace la buse aux coordonnées 0.1 de l'axe Z à la vitesse de 1000 mm/minute G1 X8.0 F2000 Déplace la buse aux coordonnées 8 de l'axe X à la vitesse de 2000 mm/minute G1 Y60.0 E8.0 F1000.0 Déplace la buse aux coordonnées 60 de l'axe Y à la vitesse de 1000 mm/minute en faisant fonctionner l'extrudeur jusqu'à 8 (ce qu'il y a après le point virgule est simplement un commentaire que l'on peut modifier ou supprimer sans que cela ne change le code interprété par l'imprimante). G1 Y100.0 E12.5 F1000.0 Déplace la buse aux coordonnées 100 de l'axe Y à la vitesse de 1000 mm/minute en faisant fonctionner l'extrudeur jusqu'à 12.5 G1 Z10 F1000 Déplace la buse aux coordonnées 10 de l'axe Z à la vitesse de 1000 mm/minute etc... Mais tu peux tester si le Start Gcode te convient en imprimant une petite pièce rapide ou en annulant l'impression après une ou 2 couches1 point
-
Merci à tous pour toutes ces infos. J’ai téléchargé pronterface et j’ai donc pu lire les steps/mm pour les trois axes. Je les ai modifiés avec M92 dans le start G-Code et ça marche Je dois encore appliquer la procédure pour l’extrudeuse. Ça avance doucement mais sûrement1 point
-
Comme @fran6p a un beau schéma clair et précis... je me permet de lui emprunter : Le tube PTFE doit toucher la buse... il n'y a pas de secret. Le soucis doit venir de là. Le contact du tube PTFE et de la buse... fait que le tube PTFE avec le temps peu fondre ou se déformer. Mais il est important que tube et buse soit en contact, car cela fait un joint d'étanchéité qui empêche le filament de... remonter ou fuire. Et cela a pour également fonction (essentiel) de faire en sorte que le débit du filament soit bien régulier. Donc... normalement, tu tient la cause. Dès que c'est possible, tient nous au courant...
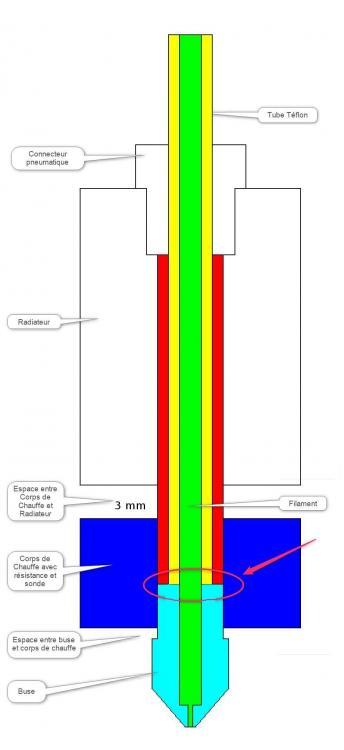 1 point
1 point -
Quand il me faut une troisième main comme ça, j'utilise les dents. Mais bon les clés avec les dents...1 point
-
J'en avais parlé sur le groupe FB, j'ai eu des soucis de buse bouché en imprimant des objet avec une grande surface d'accroche (+ de 20cm), en augmentant le Offset du Z dans le slicer, plus de soucis. Pourtant la glass et plane et mon lit est à niveau, donc à tester si vous rencontrer le souci qui ressemblent à ça.1 point
-
Effectivement j'ai eu un coup de panique pour rien.. Les ventilos fonctionnent correctement pendant l'impression Merci !1 point
-
Alors là il va falloir rajouter dans la liste : quelques personnes adorant les puzzles.1 point
-
Salut par ici, je suis chaud pour faire des pièces. Par contre le modèle c'est dommage de pas avoir de mascotte sur le site, on aurait cash su quoi faire....Sinon LOL la téte du T-rex en taille réelle ?1 point
-
tout ce que je poste viens de moi , tout les reliefs et gravures sur le casque c est fait a main levé .1 point
-
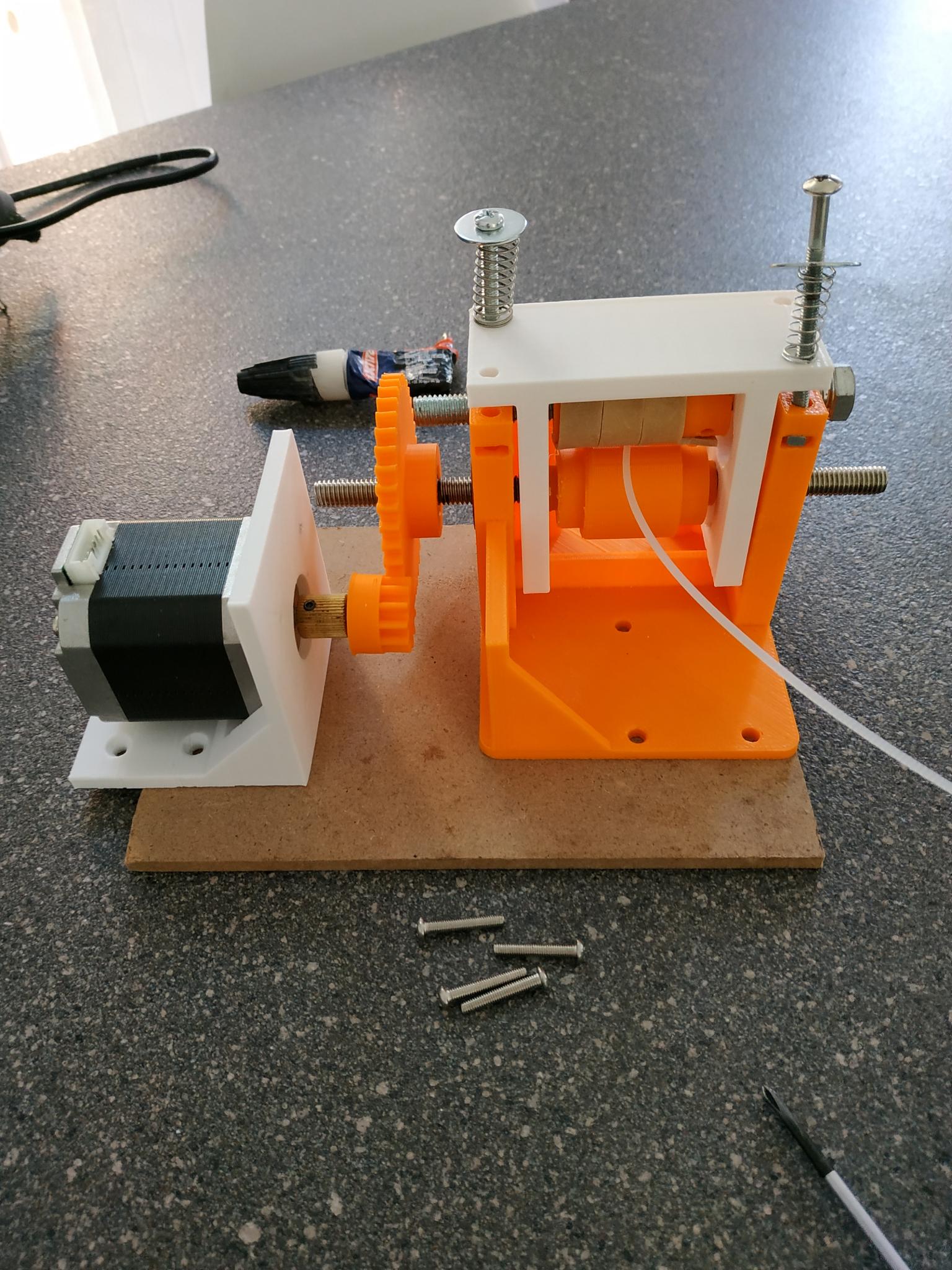
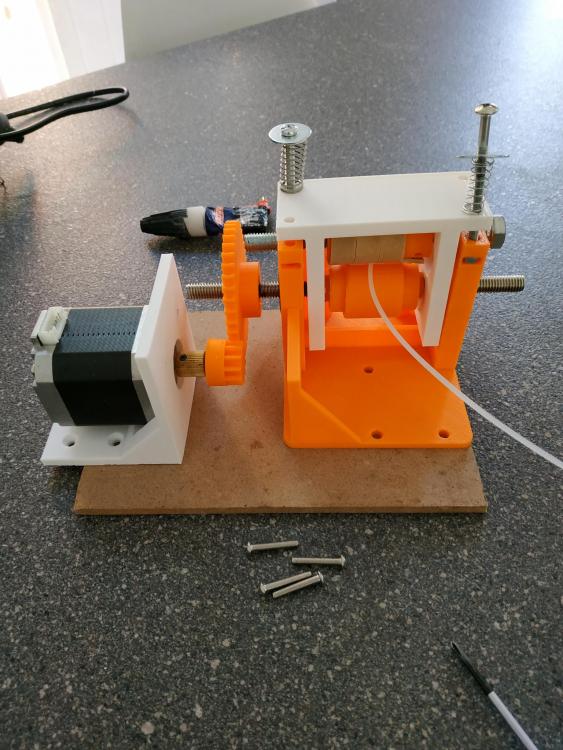
Alors j'ai aussi fait le système qui doit repérer le passage du fil devant le laser, mais la encore ca me fait du codage que je ne maitrise pas . Si l'un de vous peut m'aider pour le codage de tout ca je veux bien, sur le forum arduino j'ai mis le codage de mon enrouleur avec guide et comme je n'arrive pas à le faire fonctionné j'ai sorti le truc on va dire que j'ai vu chez Lyman et surtout chez Russ's (sur youtube) c'est son stl que j'ai imprimé et qui fonctionne bien reste a l'adapter a mon enrouleur et la plus de code au moins pour la partie enrouleur. J'ai aussi un mesureur ou ami m'a fait un code , mais complexe a mettre au millieu de tout ca . Bref je ne suis pas contre un coup de main en codage ! J'ai finalement refait l'extracteur, je vais voir ou le positionner dans toute la ligne d'extrusion. Merci pour vos aides. Même si c'est le codage qui reste complexe je vais sans doute parvenir à mes fins.
 1 point
1 point -
Salut, J'ai acheté la même (très bon fournisseur chinois), cependant je ne l'ai pas encore reçu. Par contre sur la photo il me semble les voir entre EO et le dissipateur de chaleur ! A vérifier...1 point