Classement




Contenu populaire
Contenu avec la plus haute réputation dans 31/07/2019 dans Messages
-
Bonjour à toutes/tous La nouvelle version de Cura, la 4.2 est sortie. Comme d'habitude quelques nouveautés et surtout quelques corrections de bugs. Pour les possesseurs de Creality, le mode Creawsome est dorénavant inclus et donc reconnu officiellement. La largeur de ligne par défaut semble avoir été modifié pour passer à 110% du diamètre de la buse. Que les aventuriers se lancent et nous fassent retour de leurs impressions (mauvais jeu de mot mais je n'ai pas pu m'en empêcher ) et/ou de leurs problèmes. On peut récupérer ce logiciel >>> ici <<<3 points
-
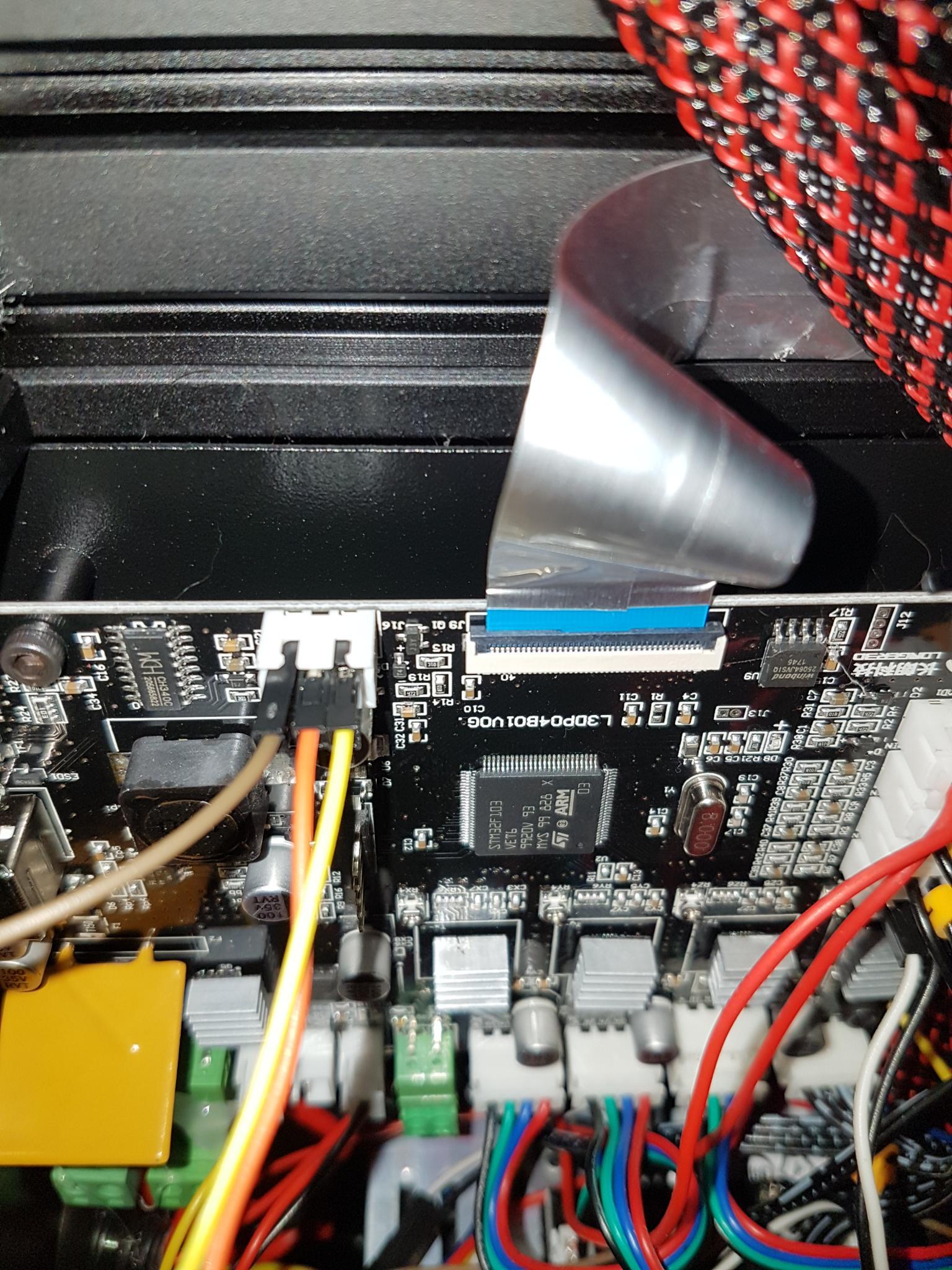
Je pourrais déjà mettre quelques photos car j'ai du enlever les points de colle chaude sur les connecteurs afin de préparer l'installation des TL. Je voulais aussi voir si il y avait une quelconque référence sur la carte mère mais rien (côté visible). Je ne me suis pas aventurer à tout démonter afin de voir le côté caché par le fond du boitier mais je crois savoir que 3d.taze n'a pas eu de colle chaude sur les connecteurs donc peut-être d'autres personnes franchirons le pas?! J'ai déjà quelques références concernant les driver des moteurs ainsi que le proc principal. Je pourrais d'ores et déjà les partager. Concernant la qualité d'impression, je suis d'accord, c'est déjà franchement propre. J'ai constaté l'effet peau de saumon sur le Tuba que j'avais imprimé en bleu métallique. Sur des formes arrondi on le voit bien (même si l'effet reste franchement très léger mais on parle de perfectionnement là...). En tout cas je suis bien chaud pour essayer d'aider à faire grossir la communauté et documenter sur la U20 One...2 points
-
Pour les prises, j'avais acheté ça : https://fr.aliexpress.com/item/32682649292.html Et pour la pince à sertir : https://fr.aliexpress.com/item/32814375295.html et il faut commander les différentes mâchoires aussi. Pour les câbles : https://fr.aliexpress.com/item/32813866776.html2 points
-
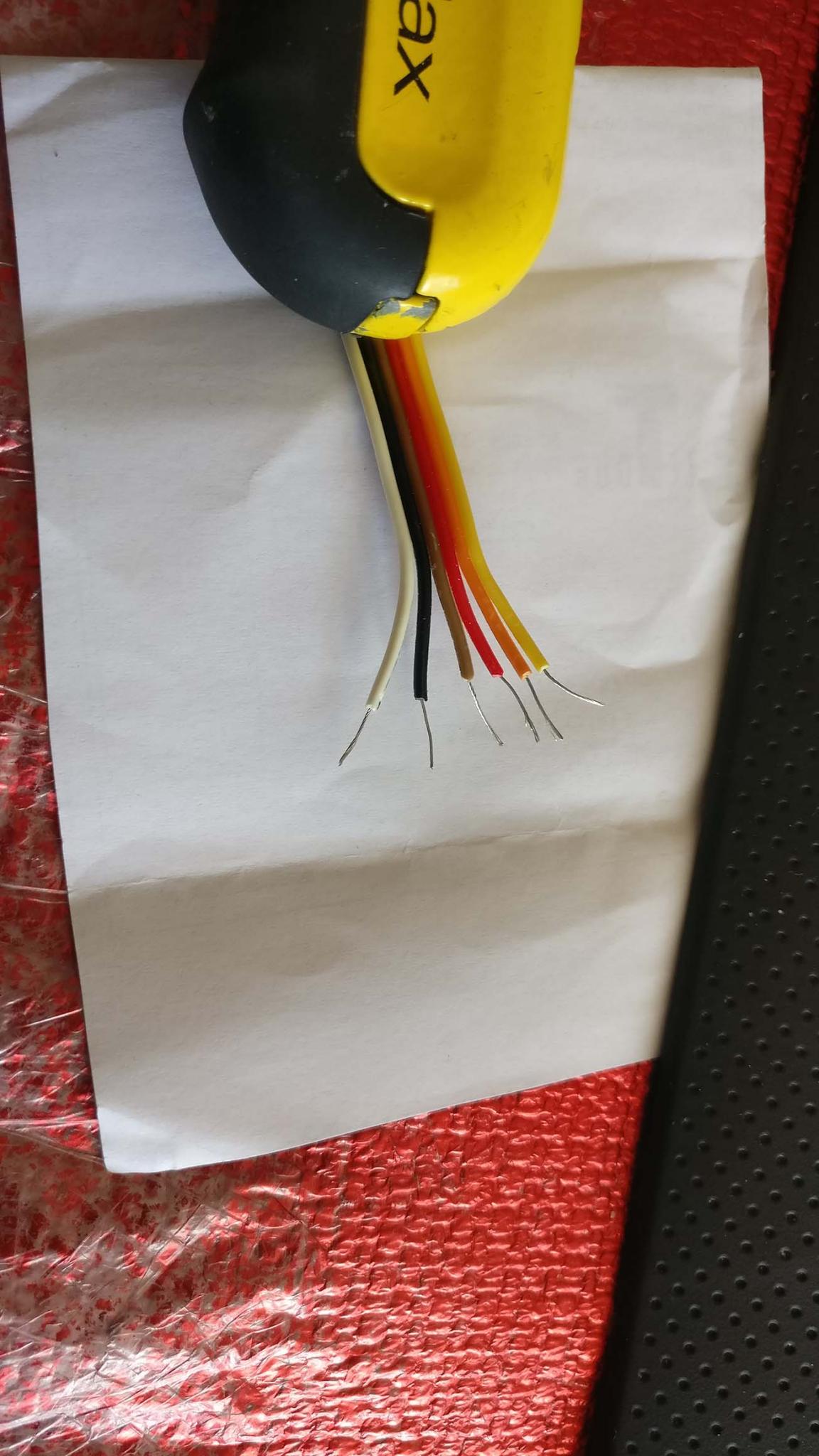
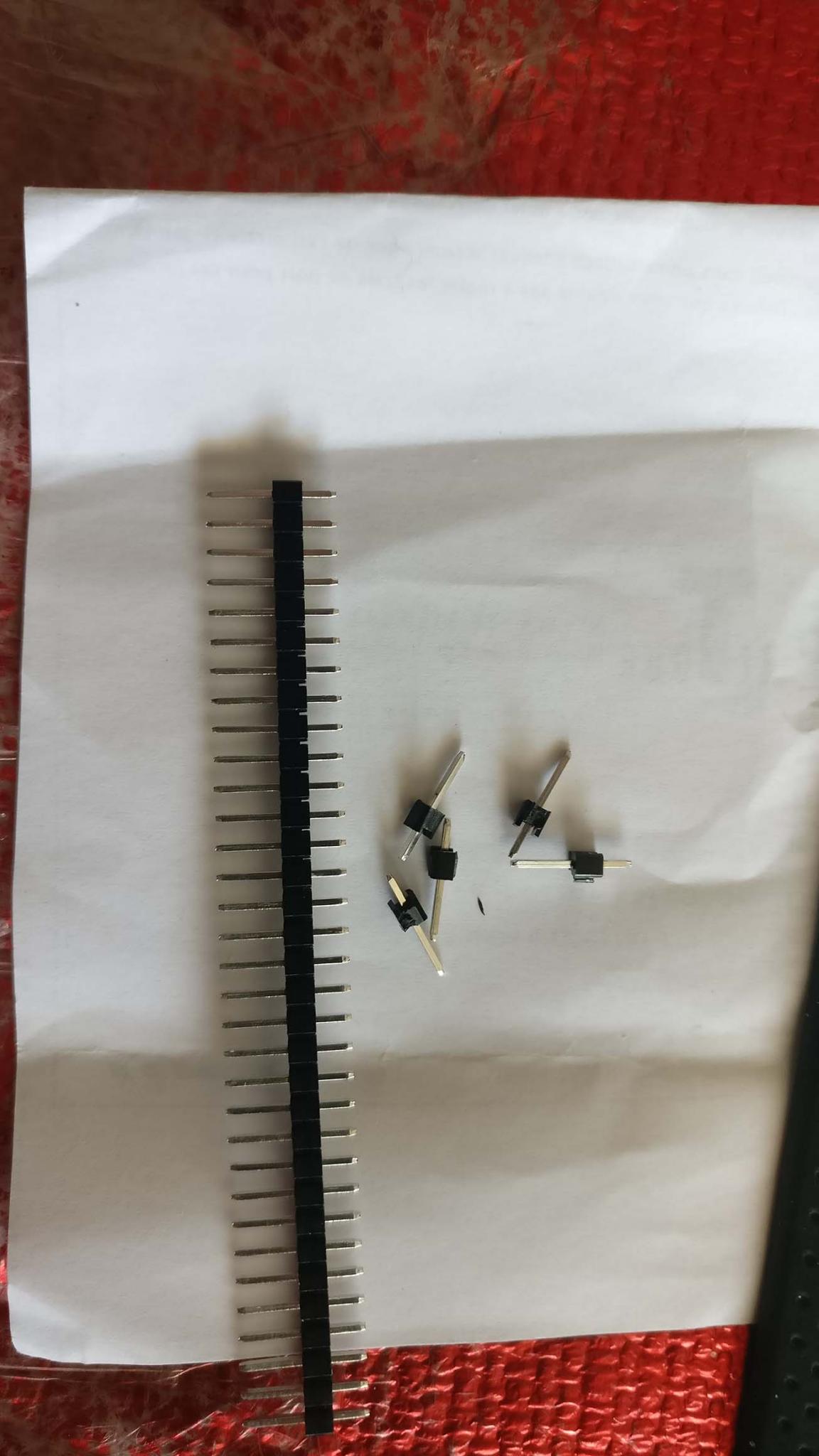
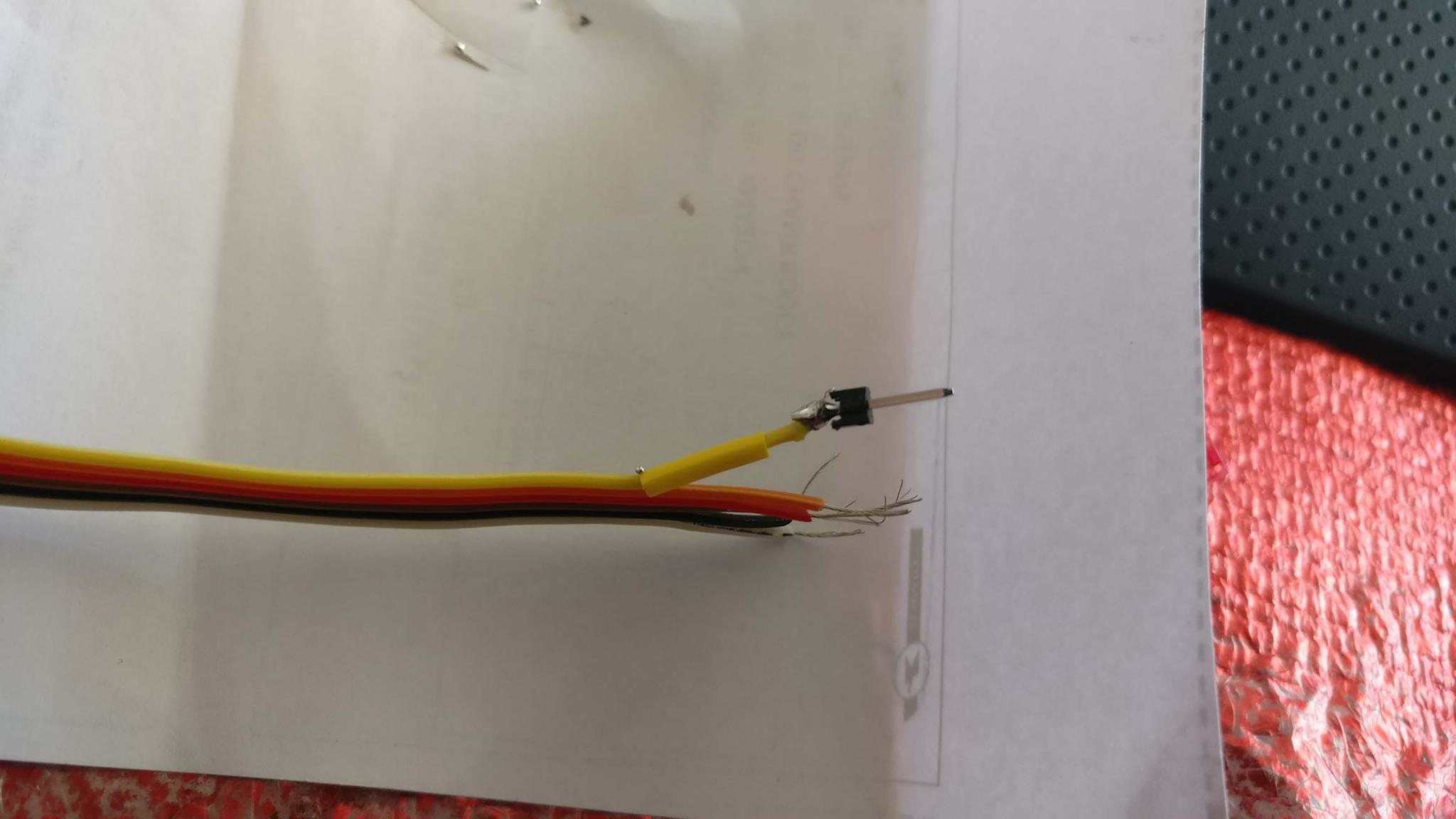
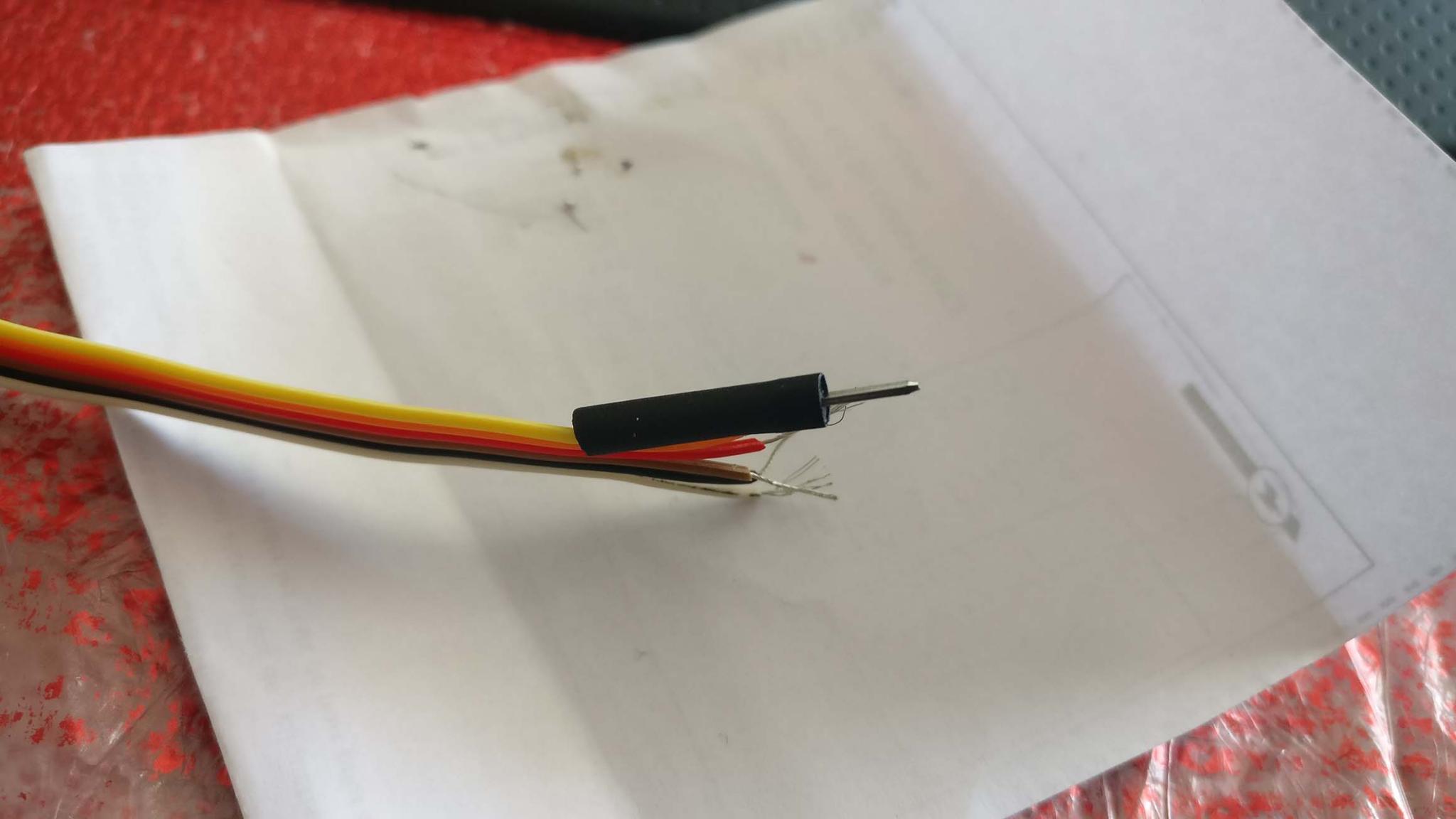
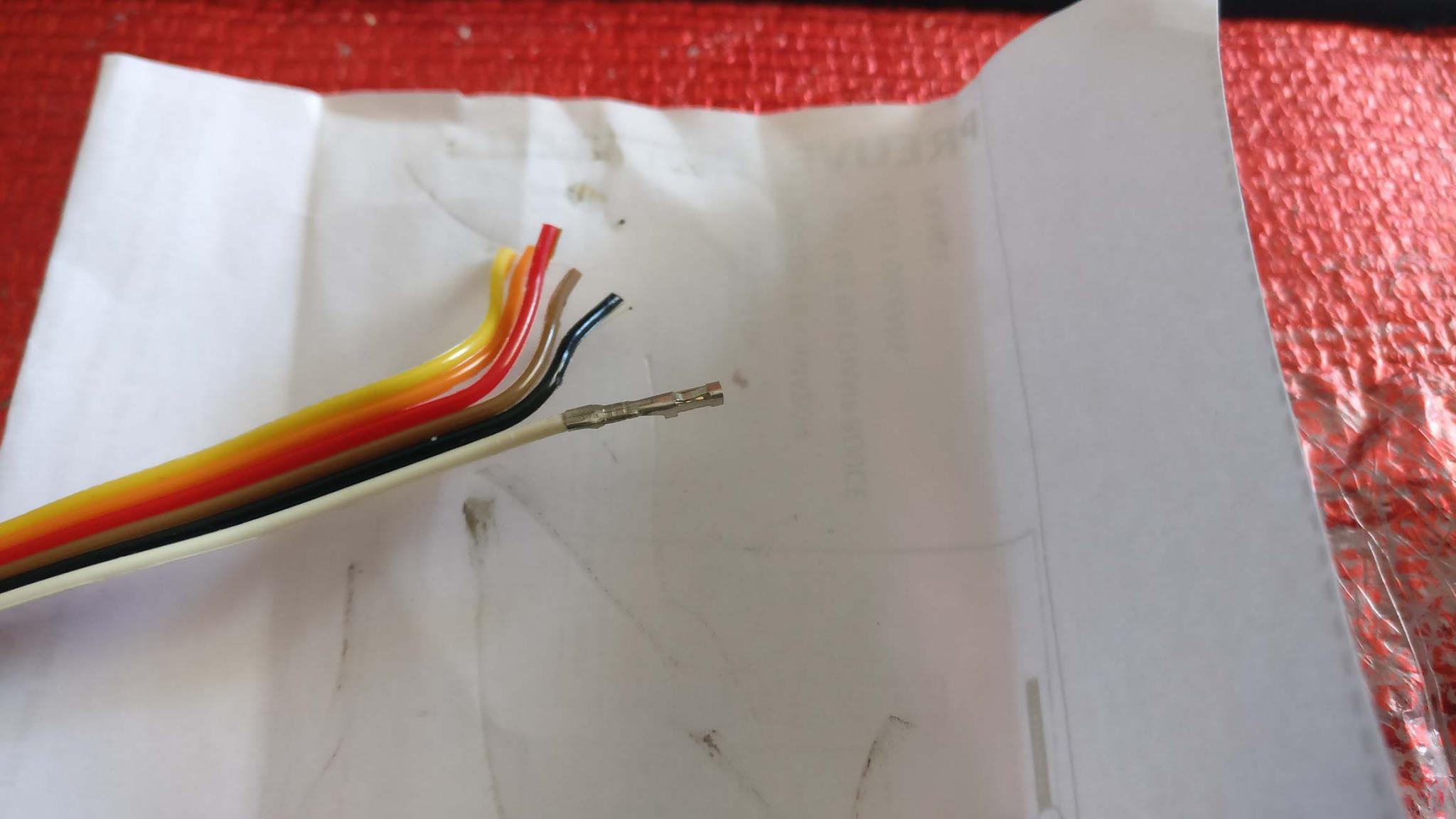
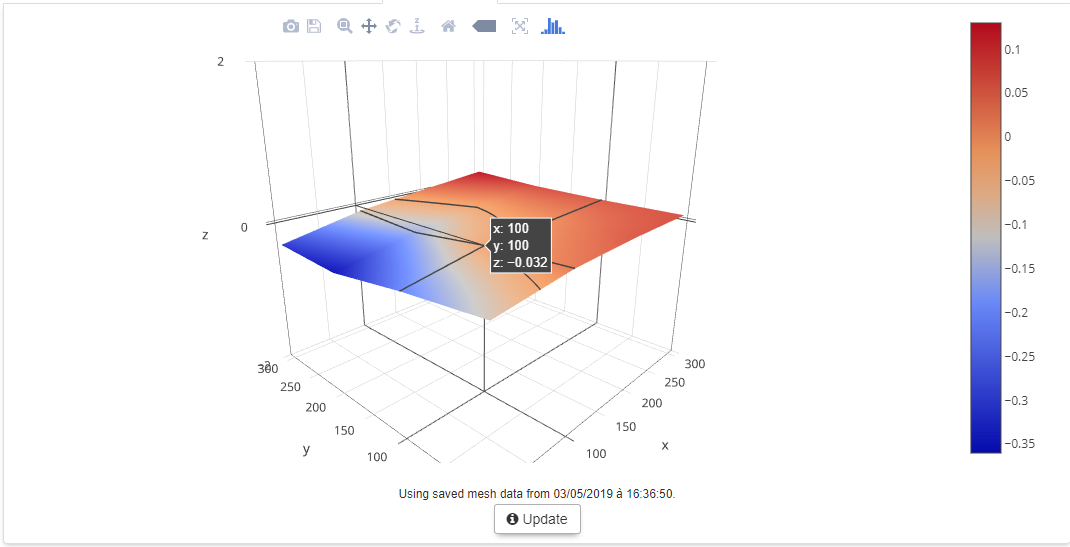
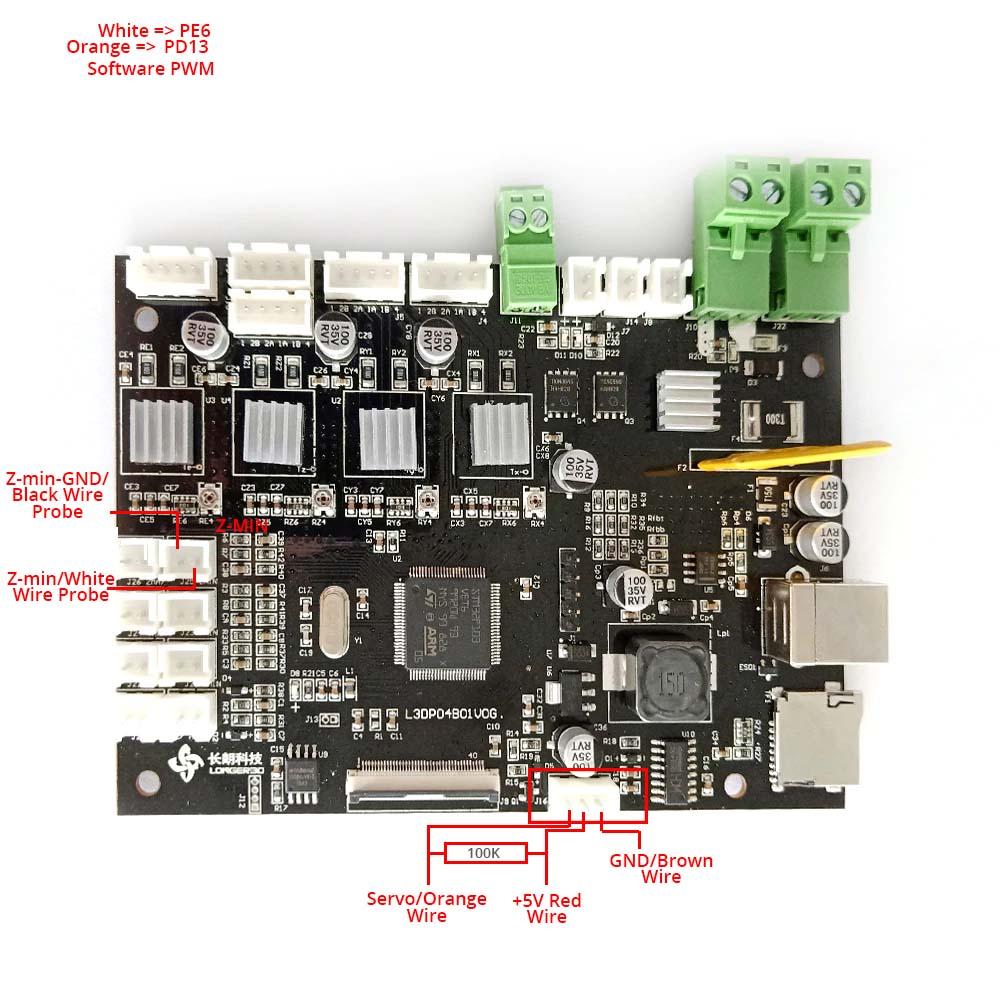
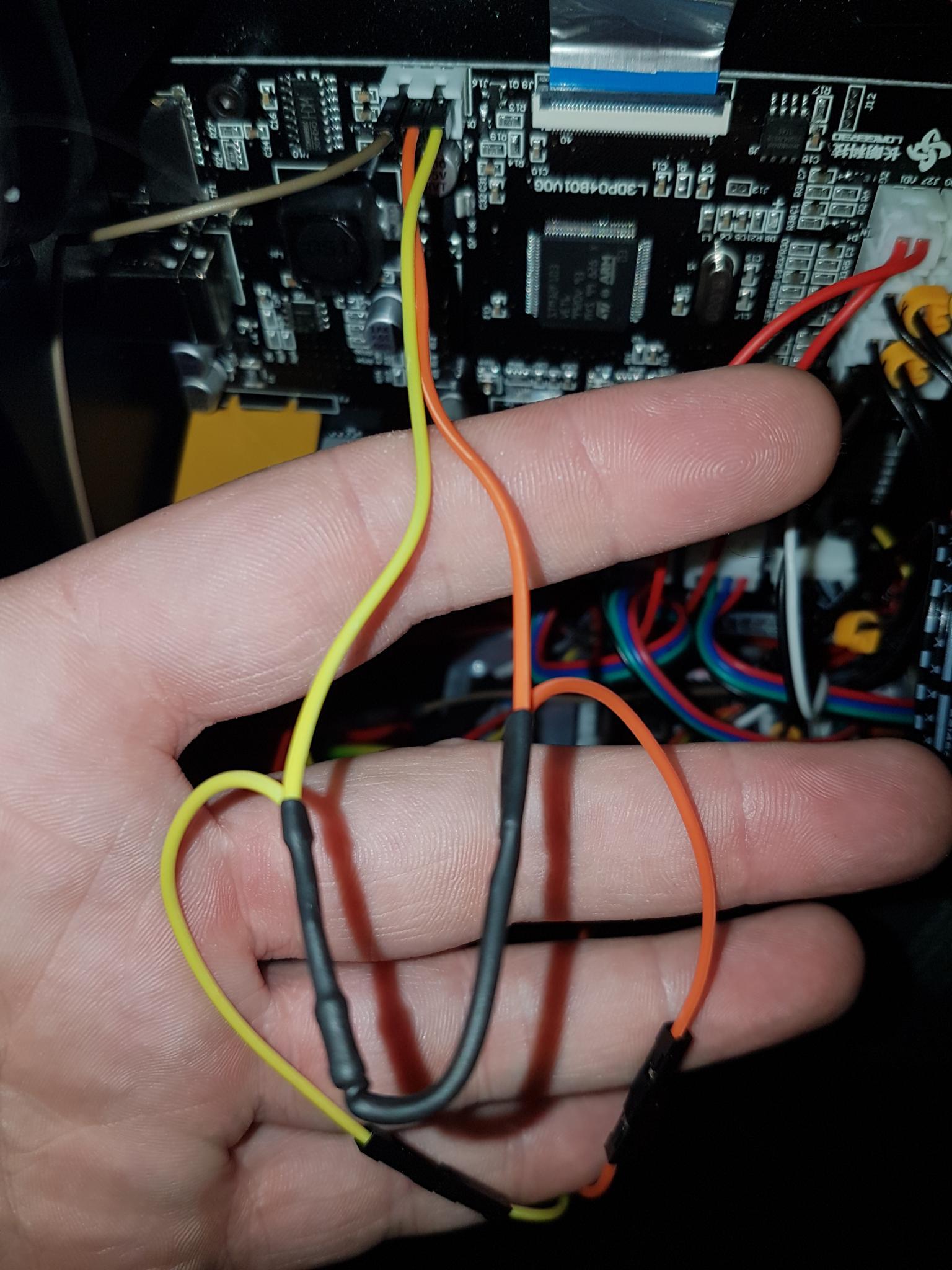
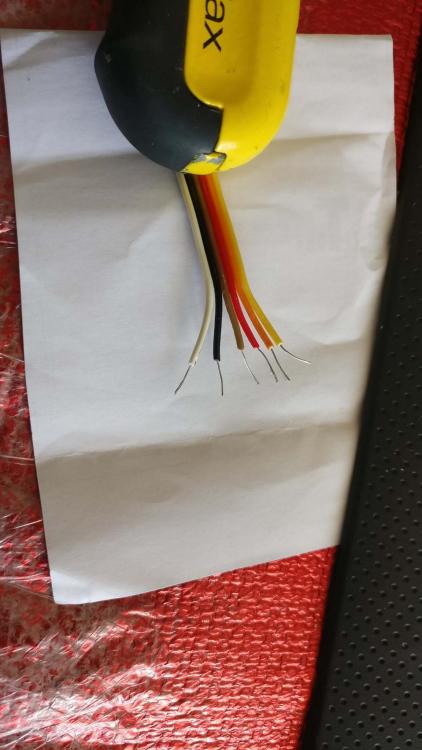
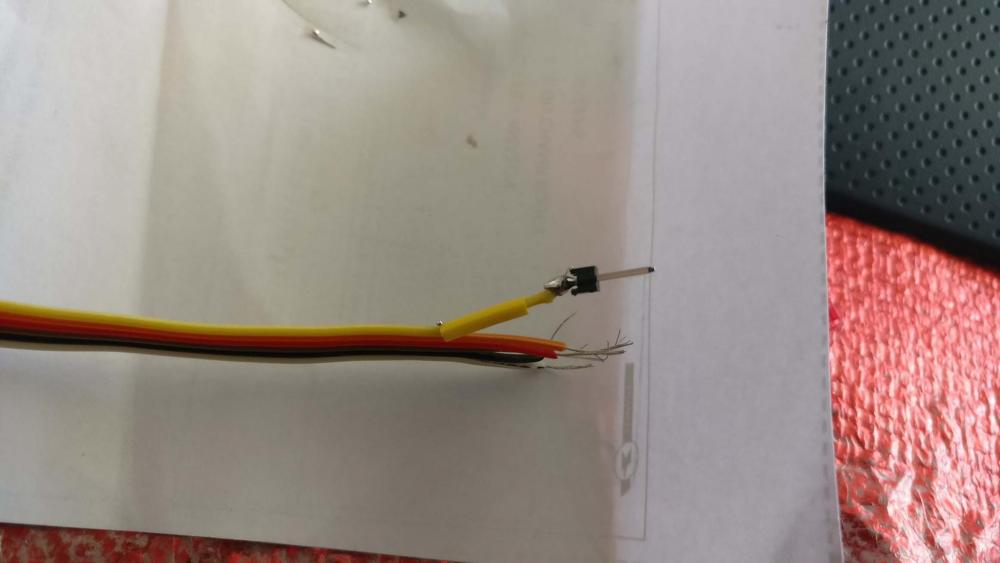
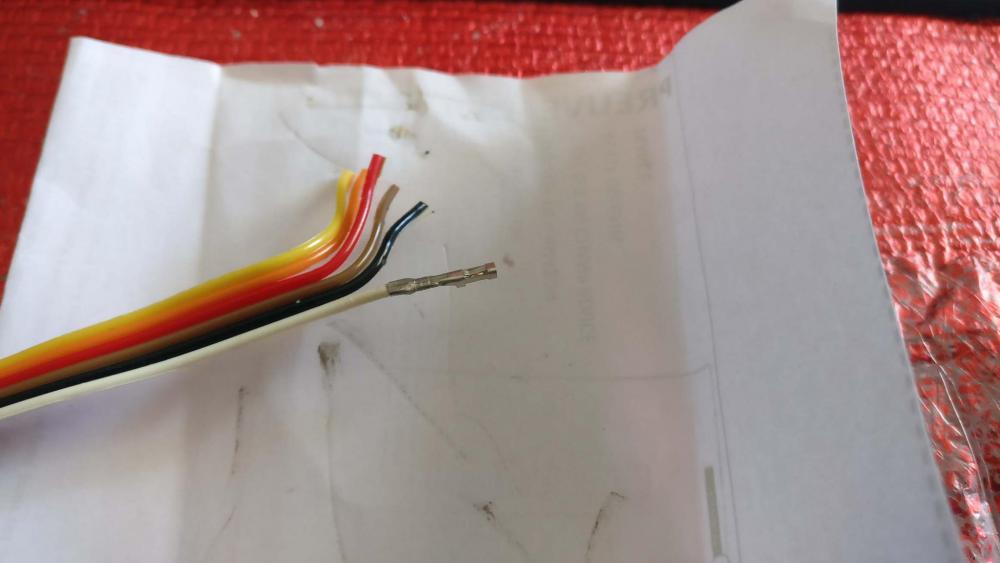
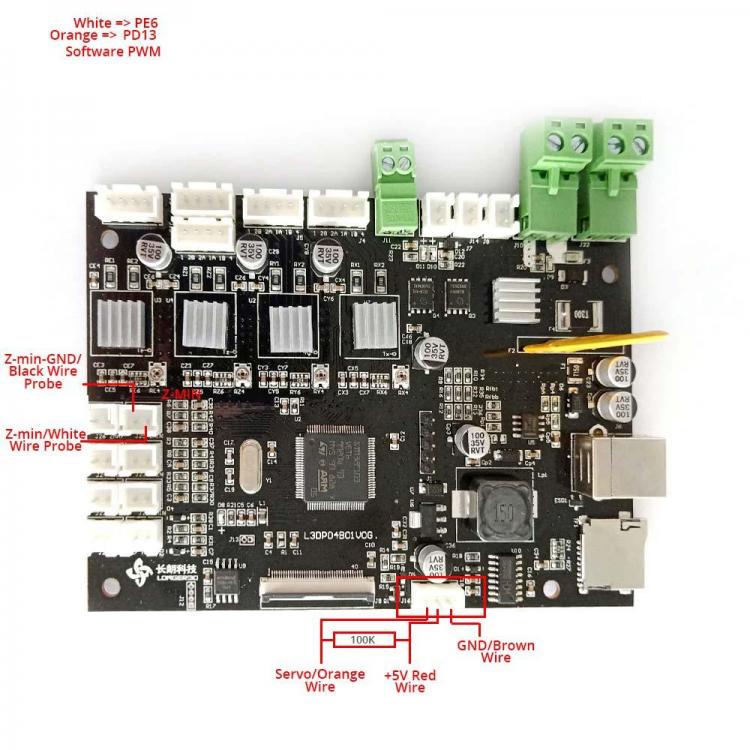
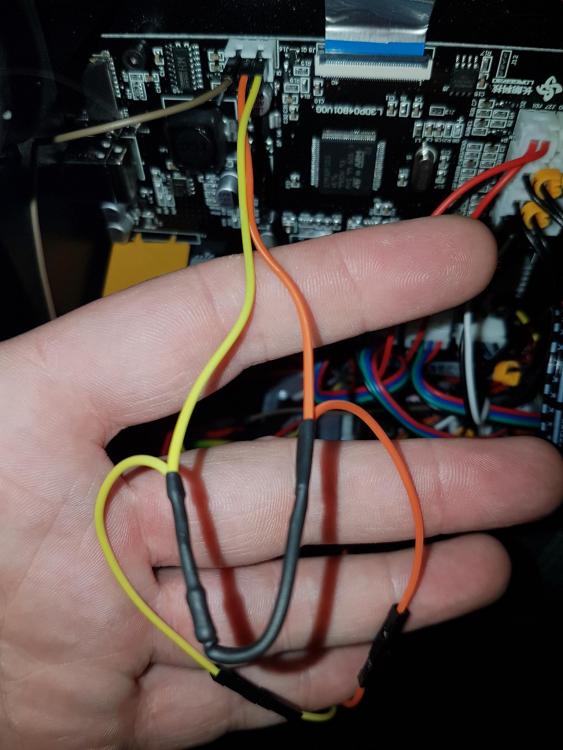
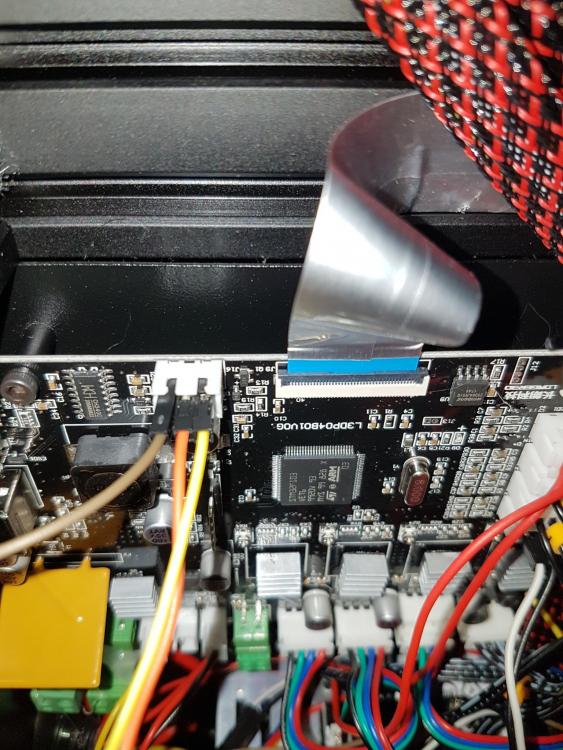
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
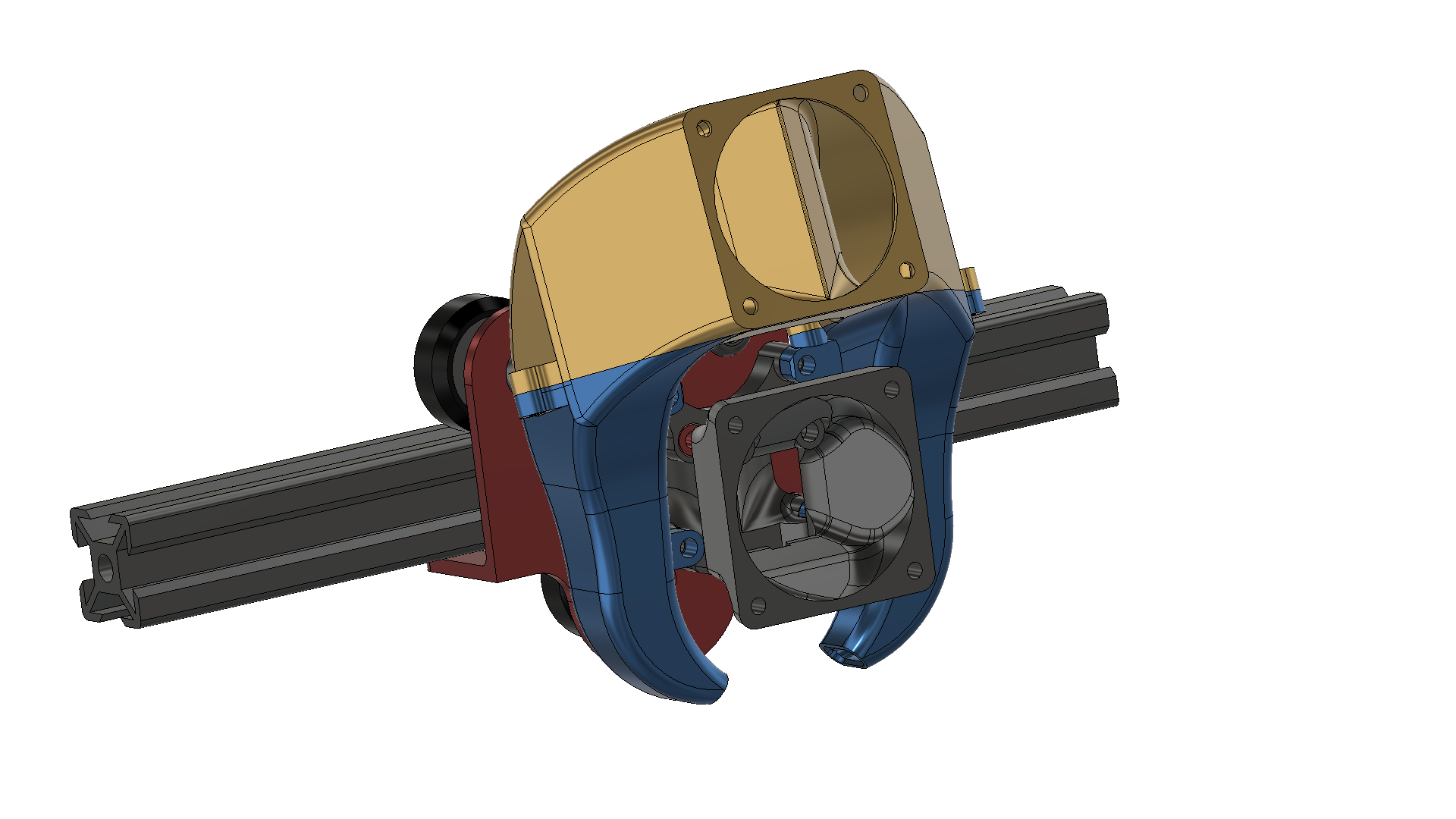
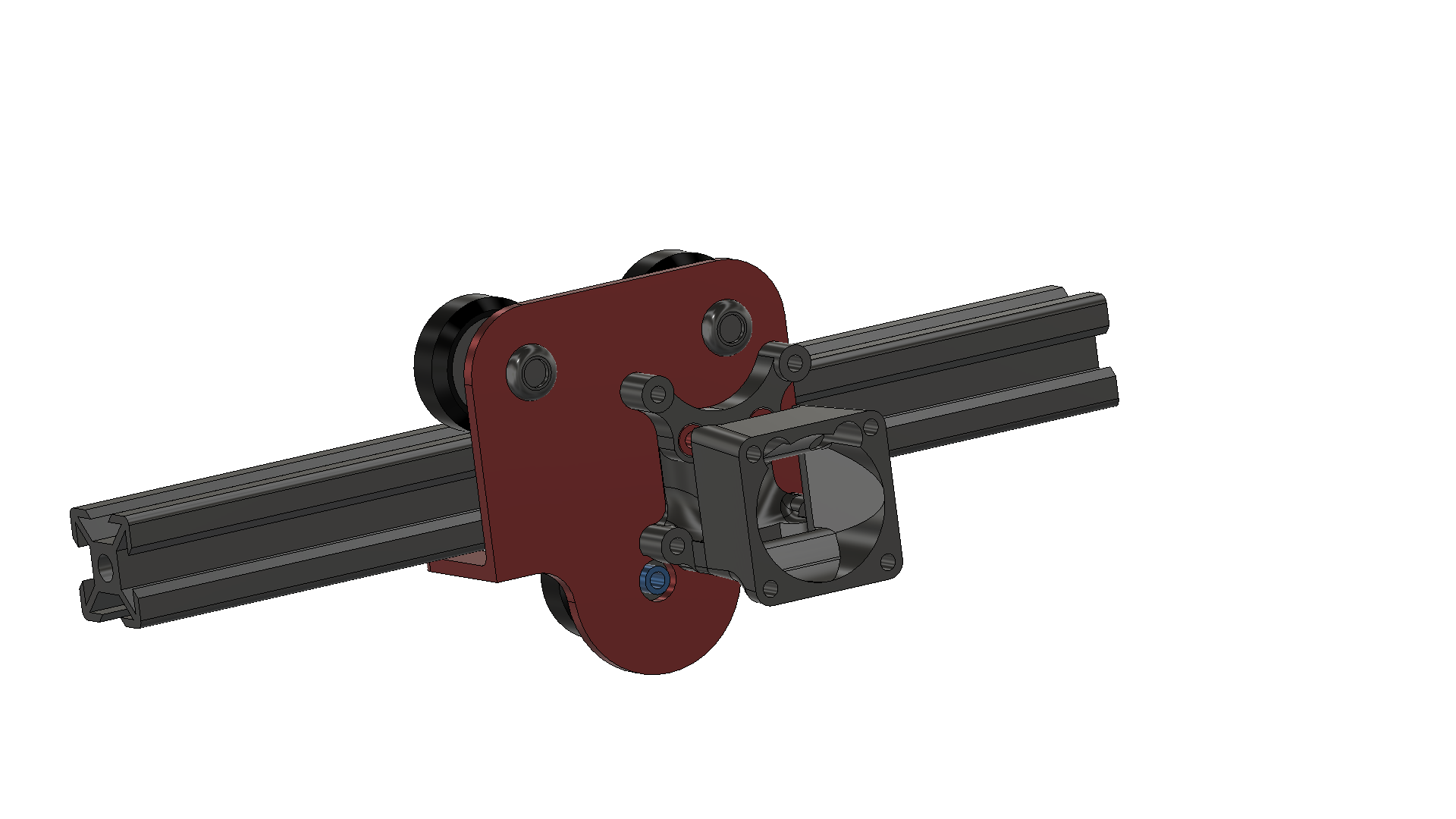
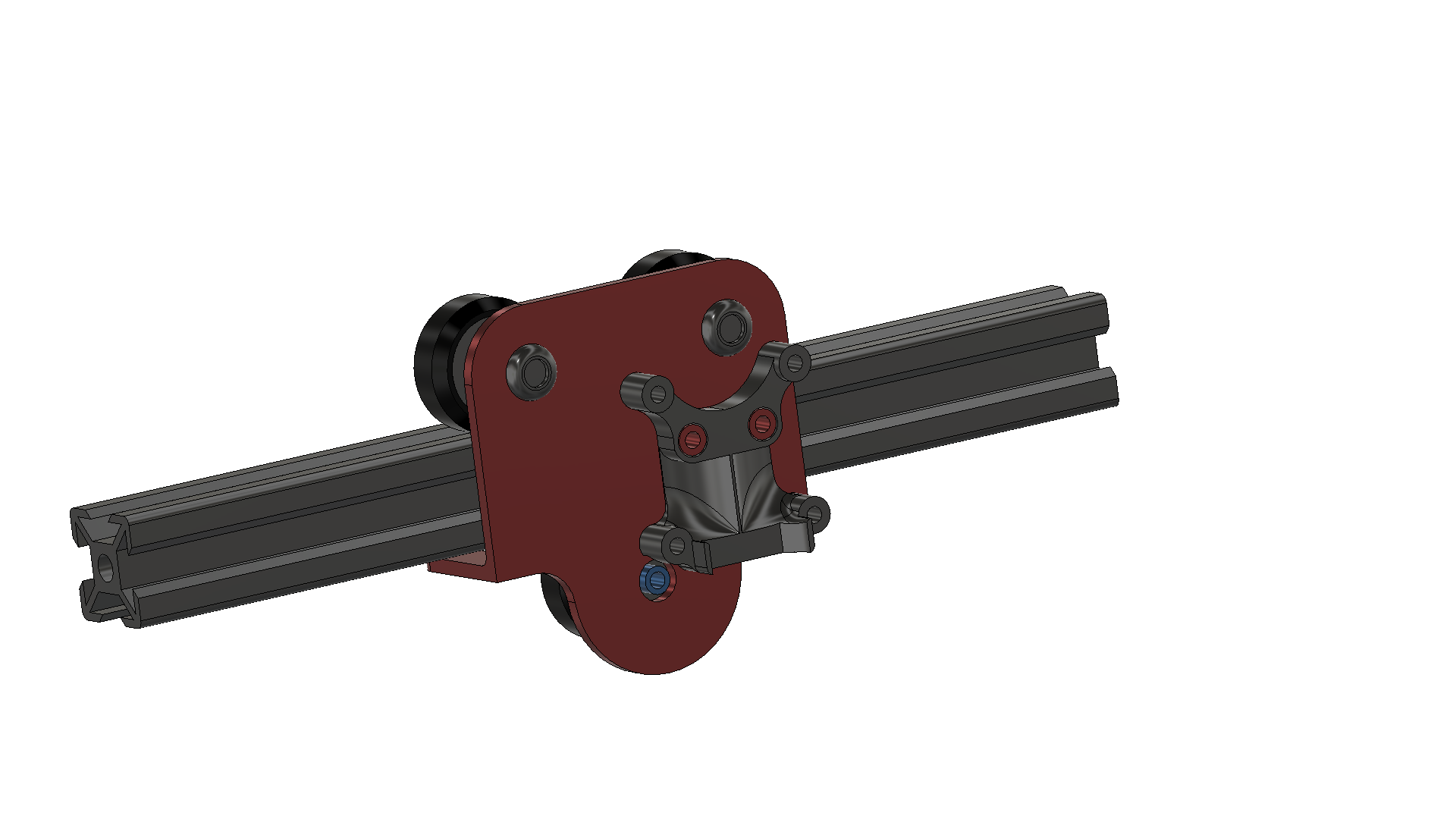
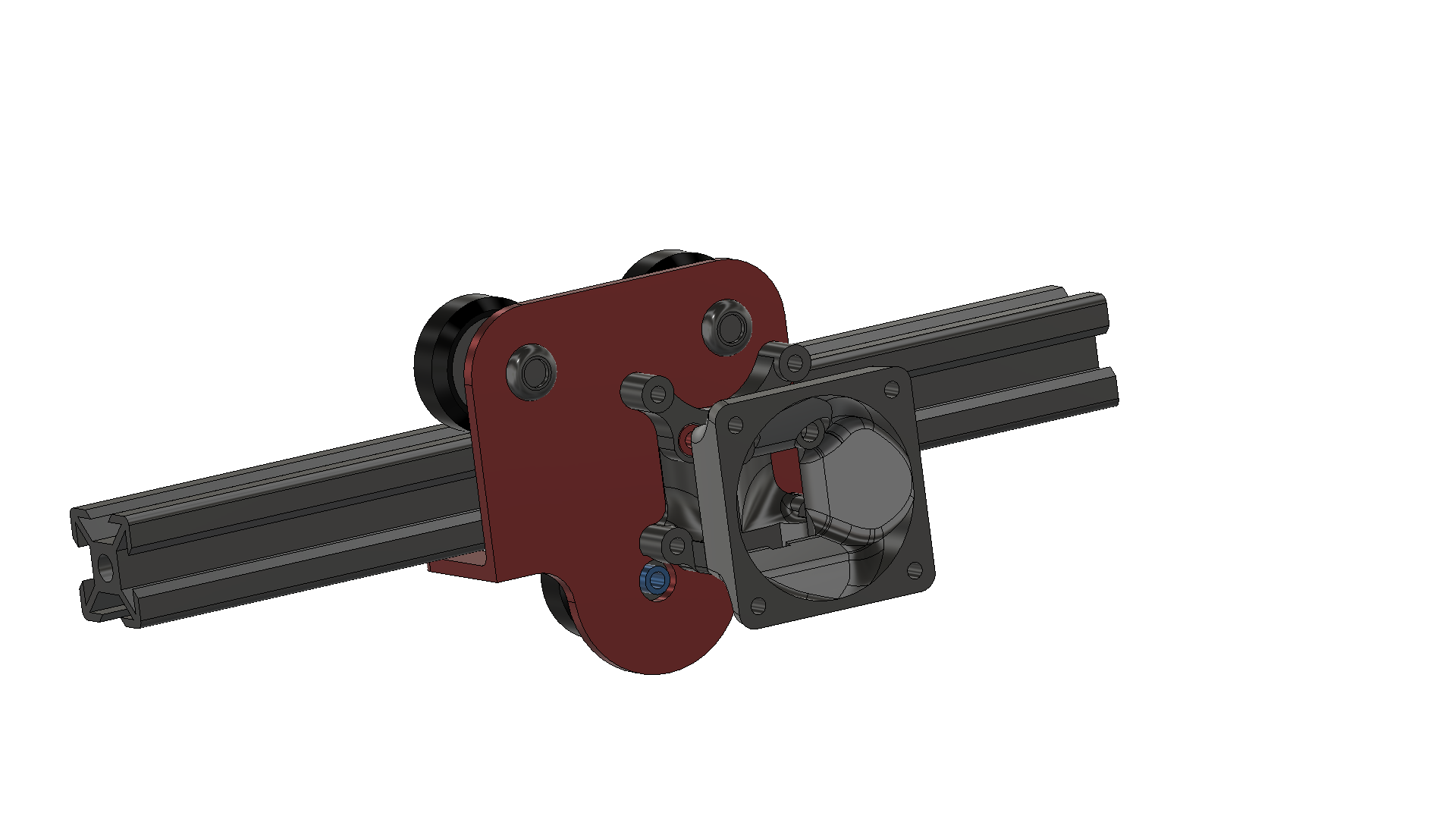
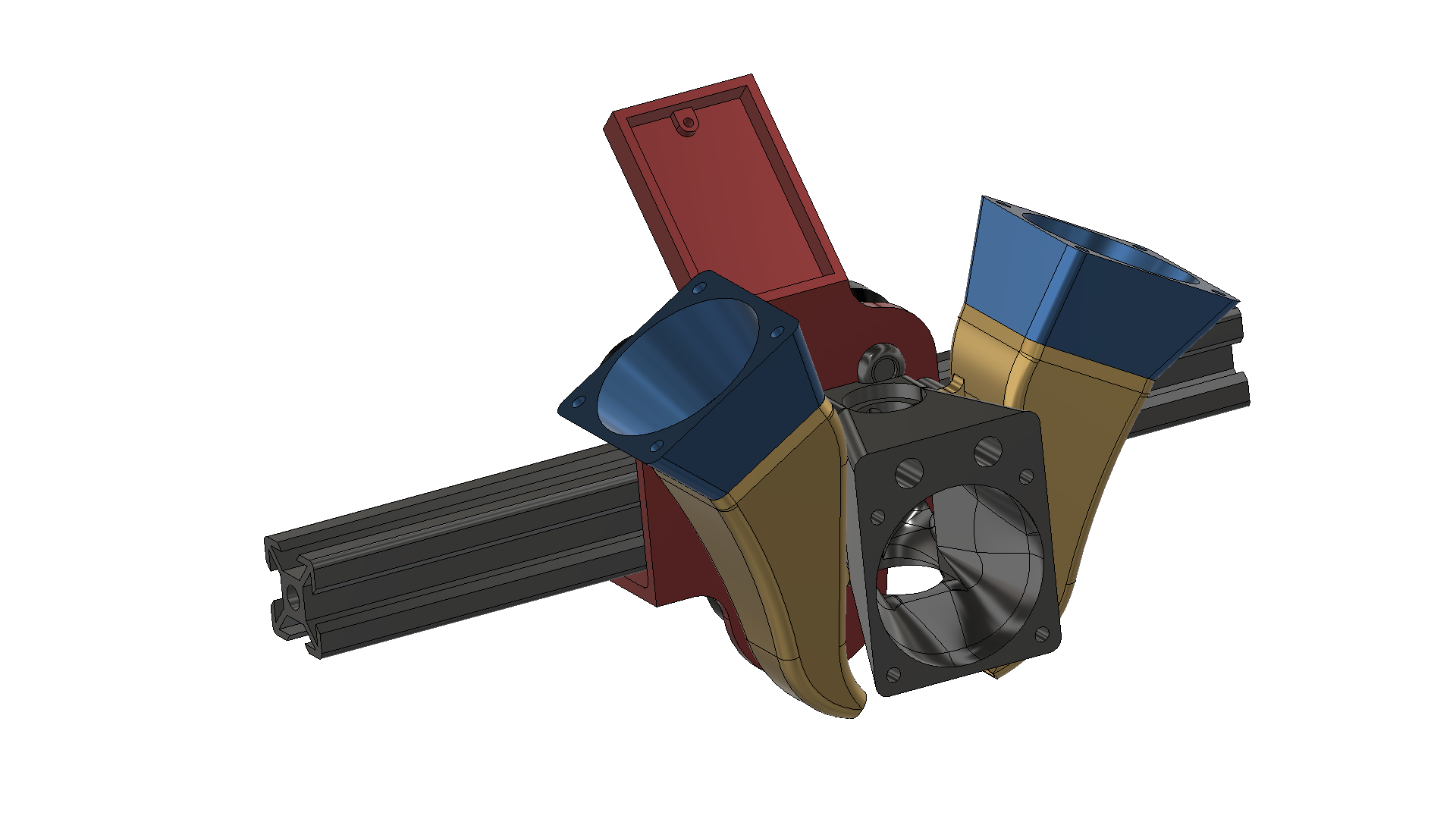
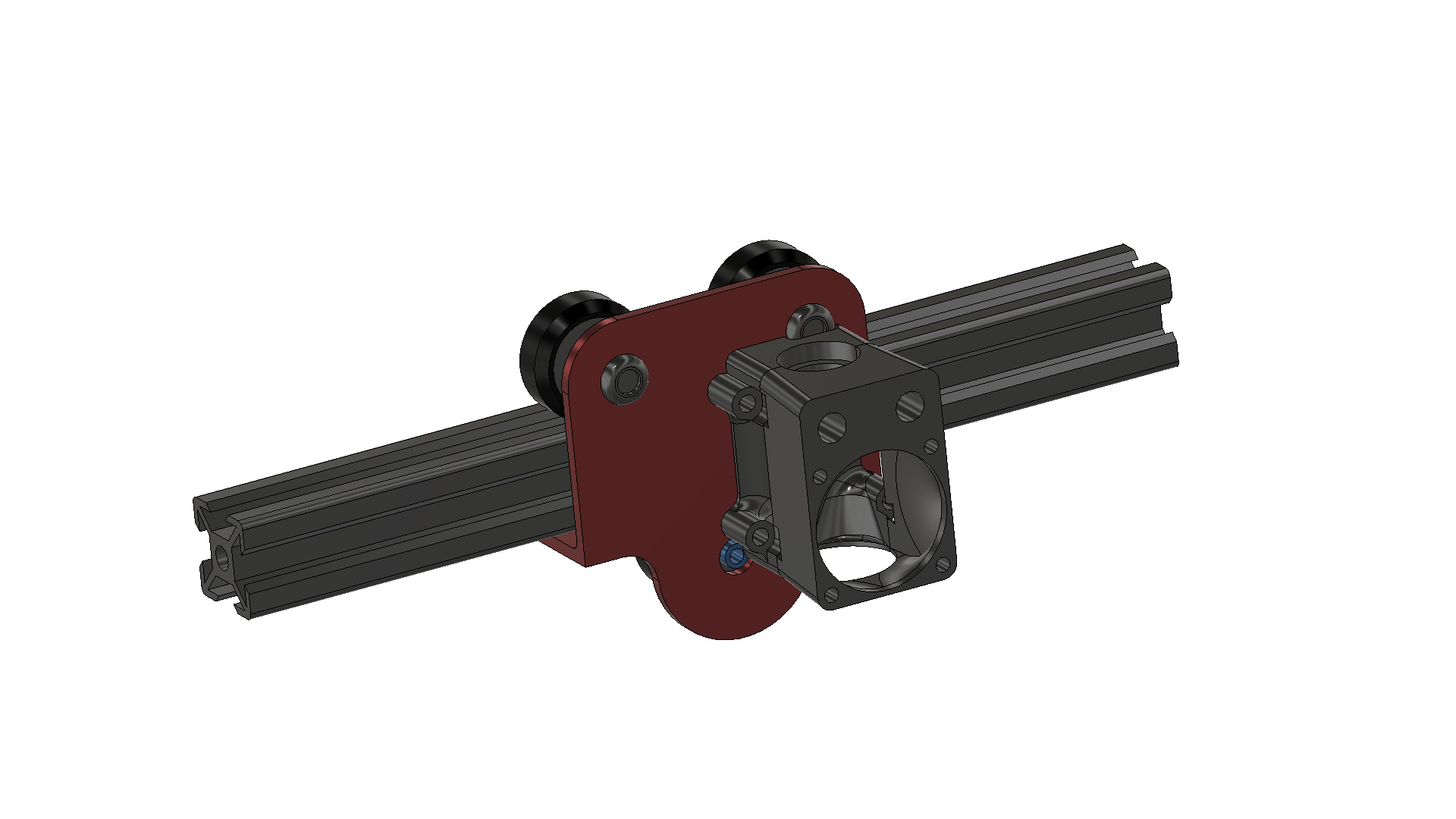
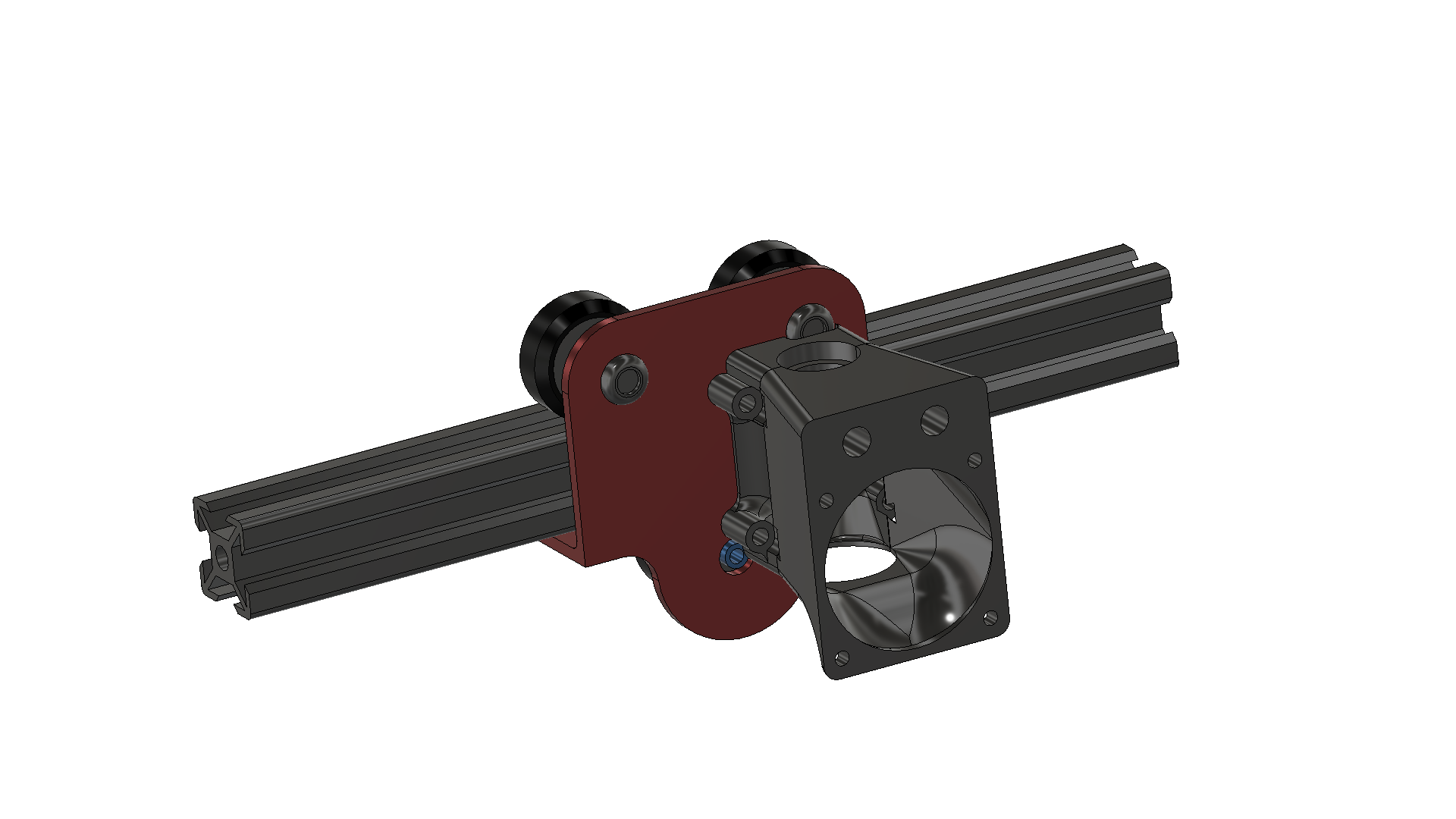
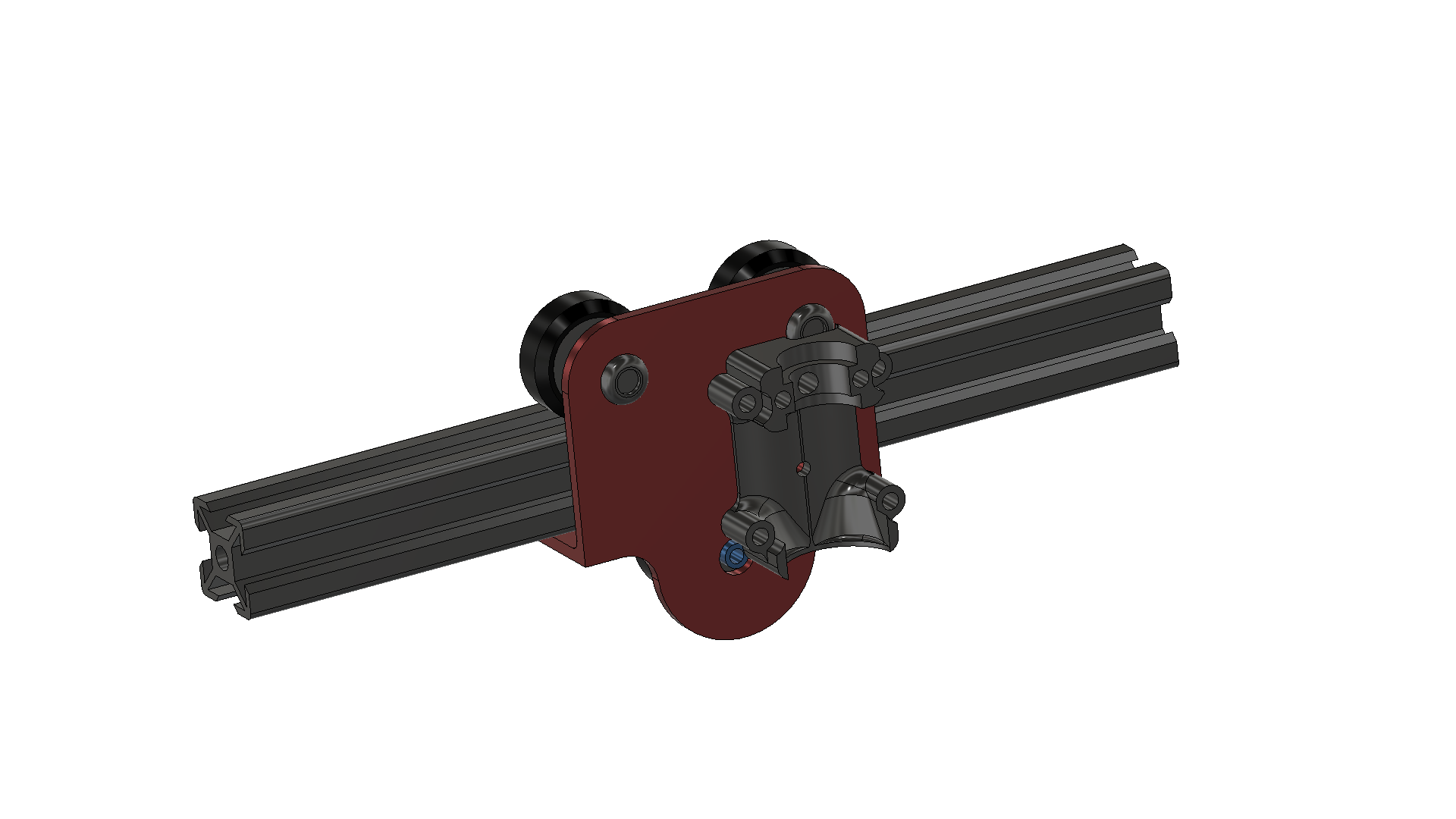
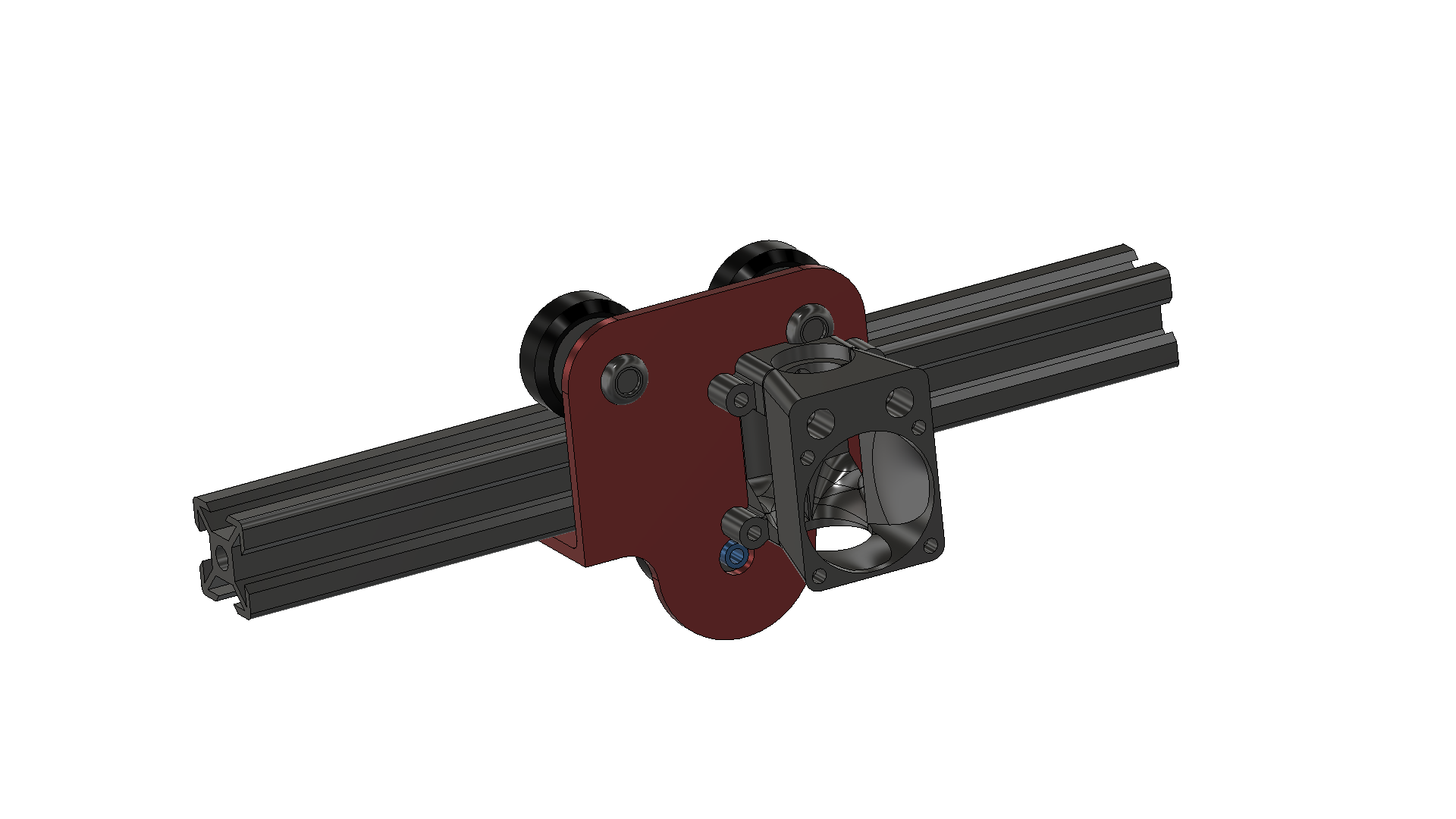
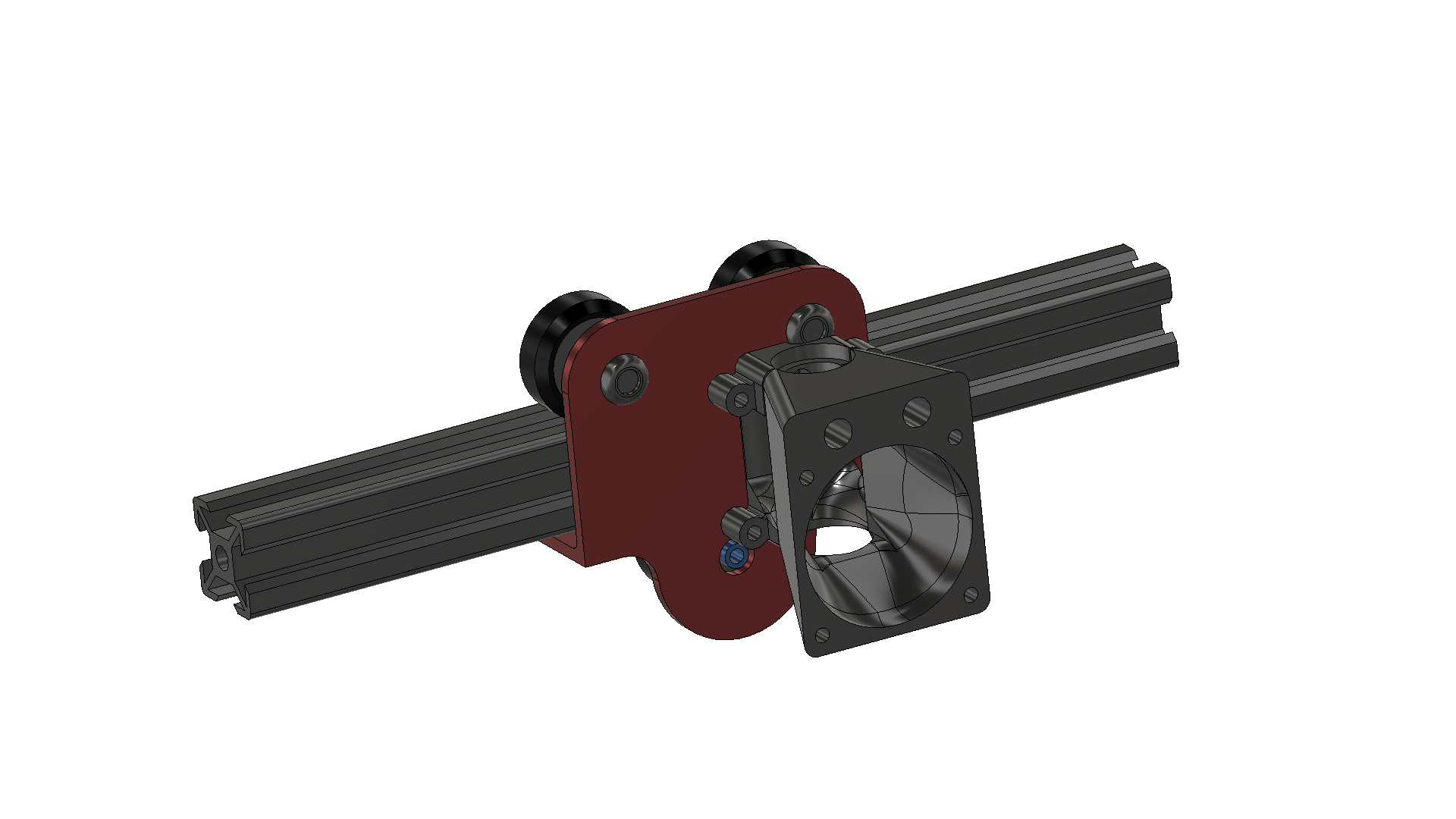
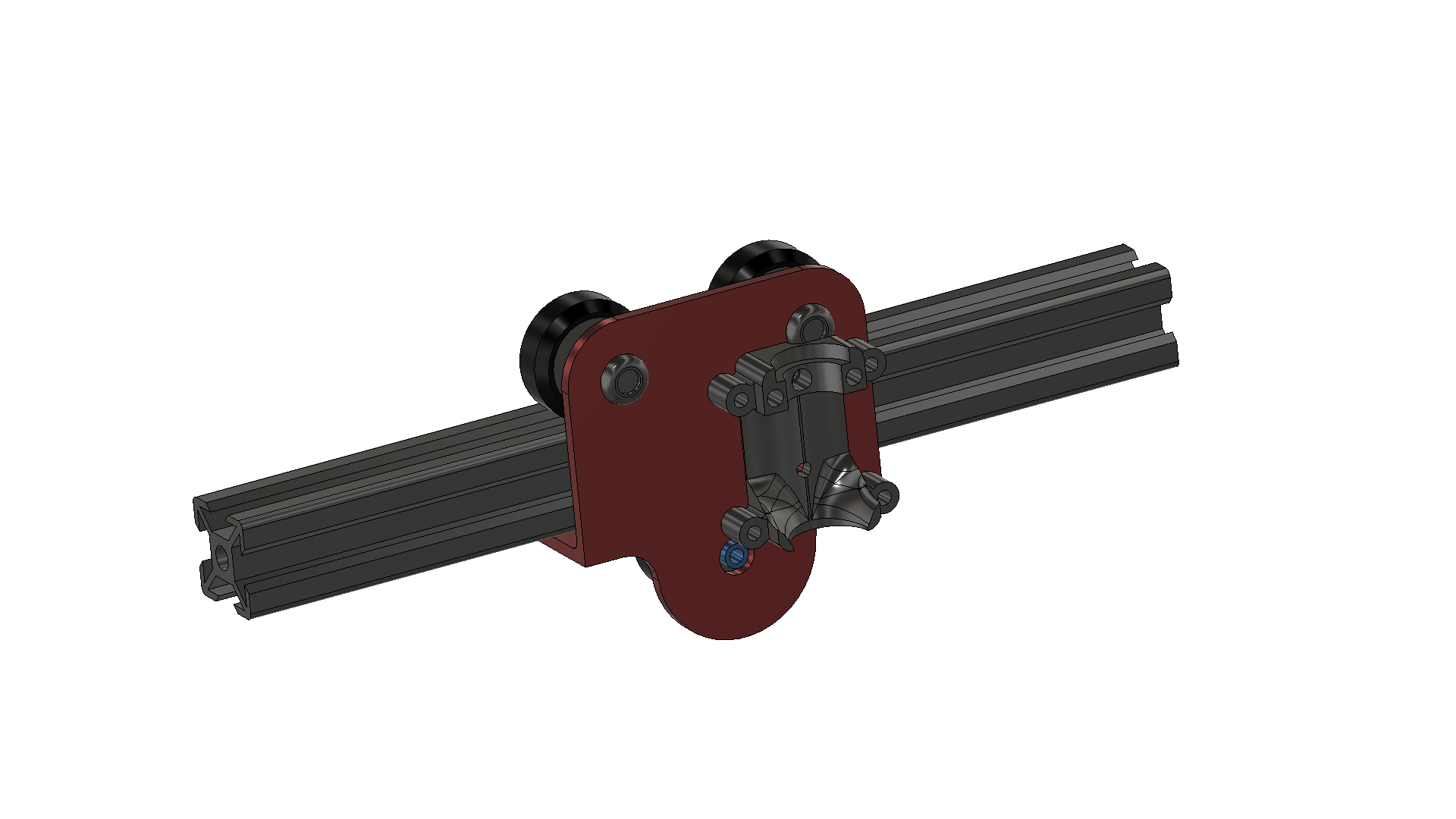
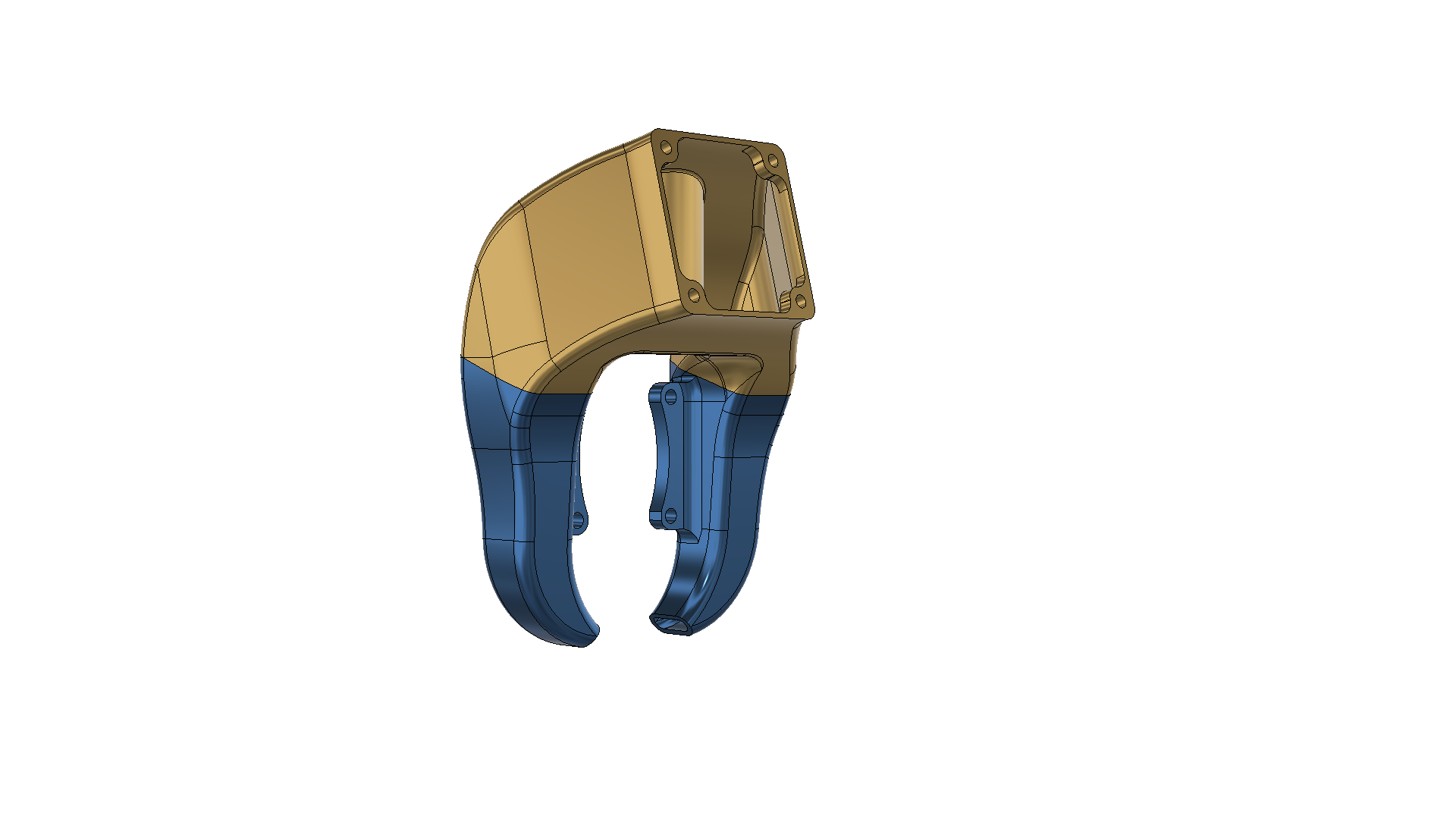
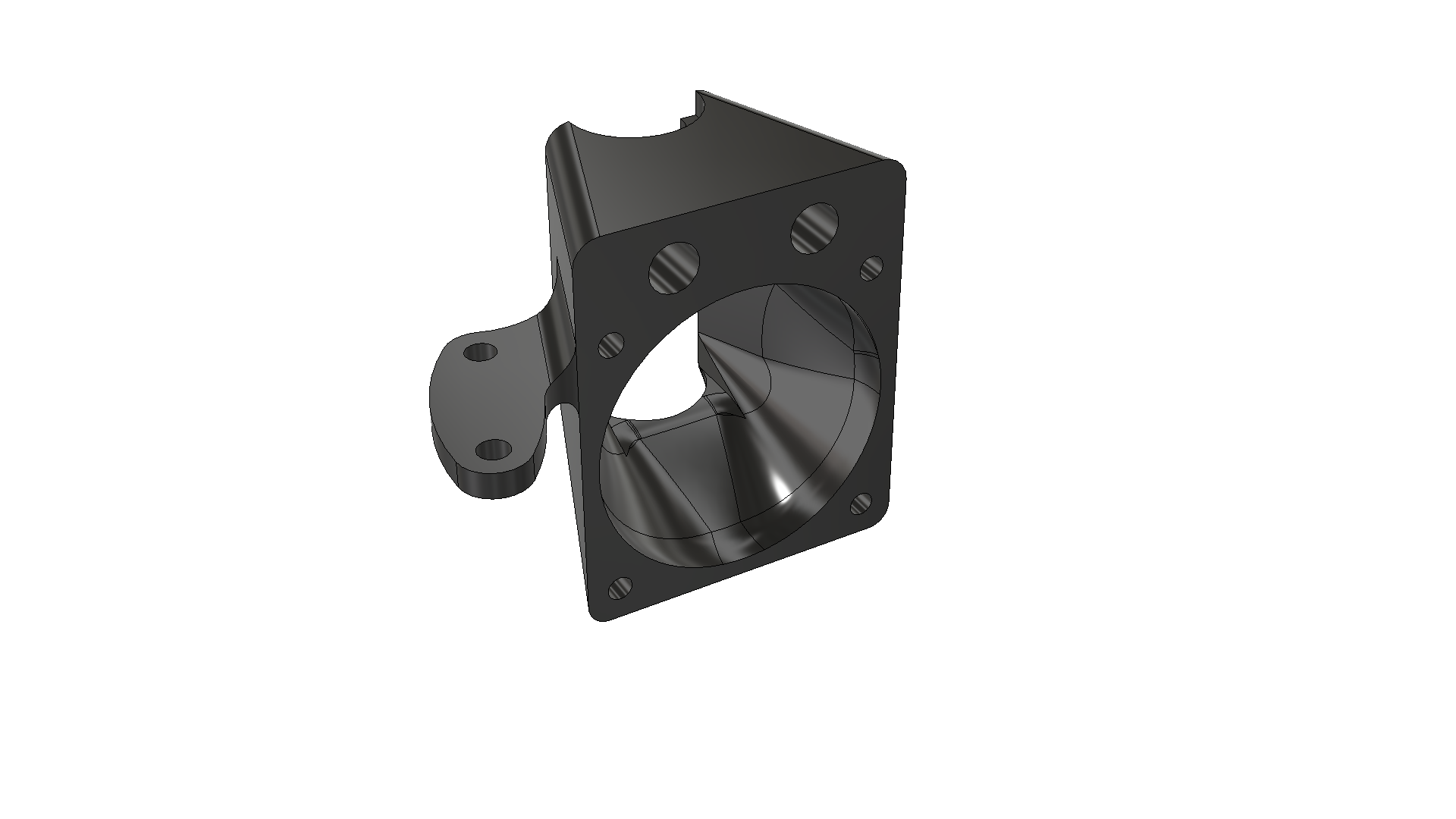
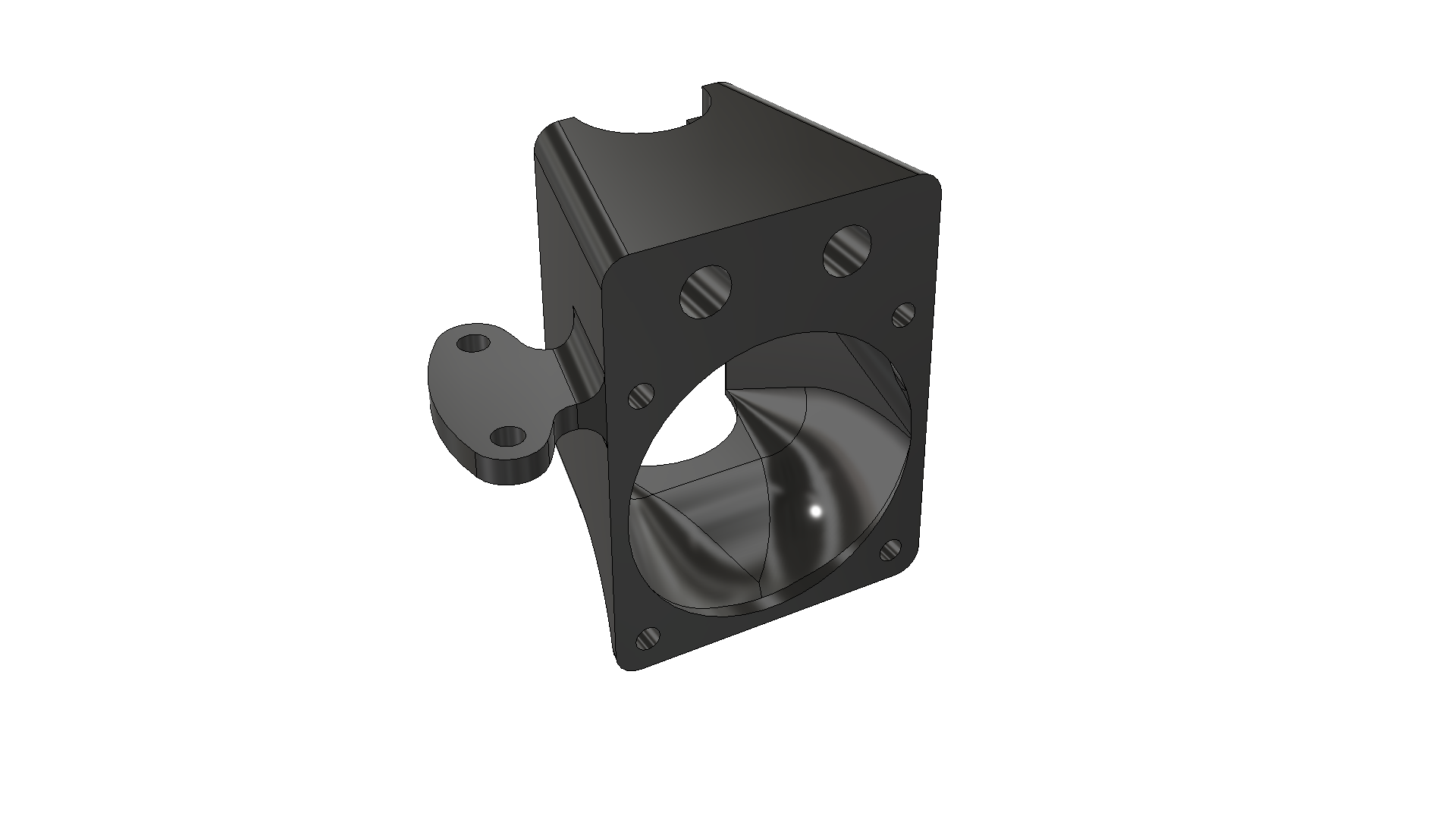
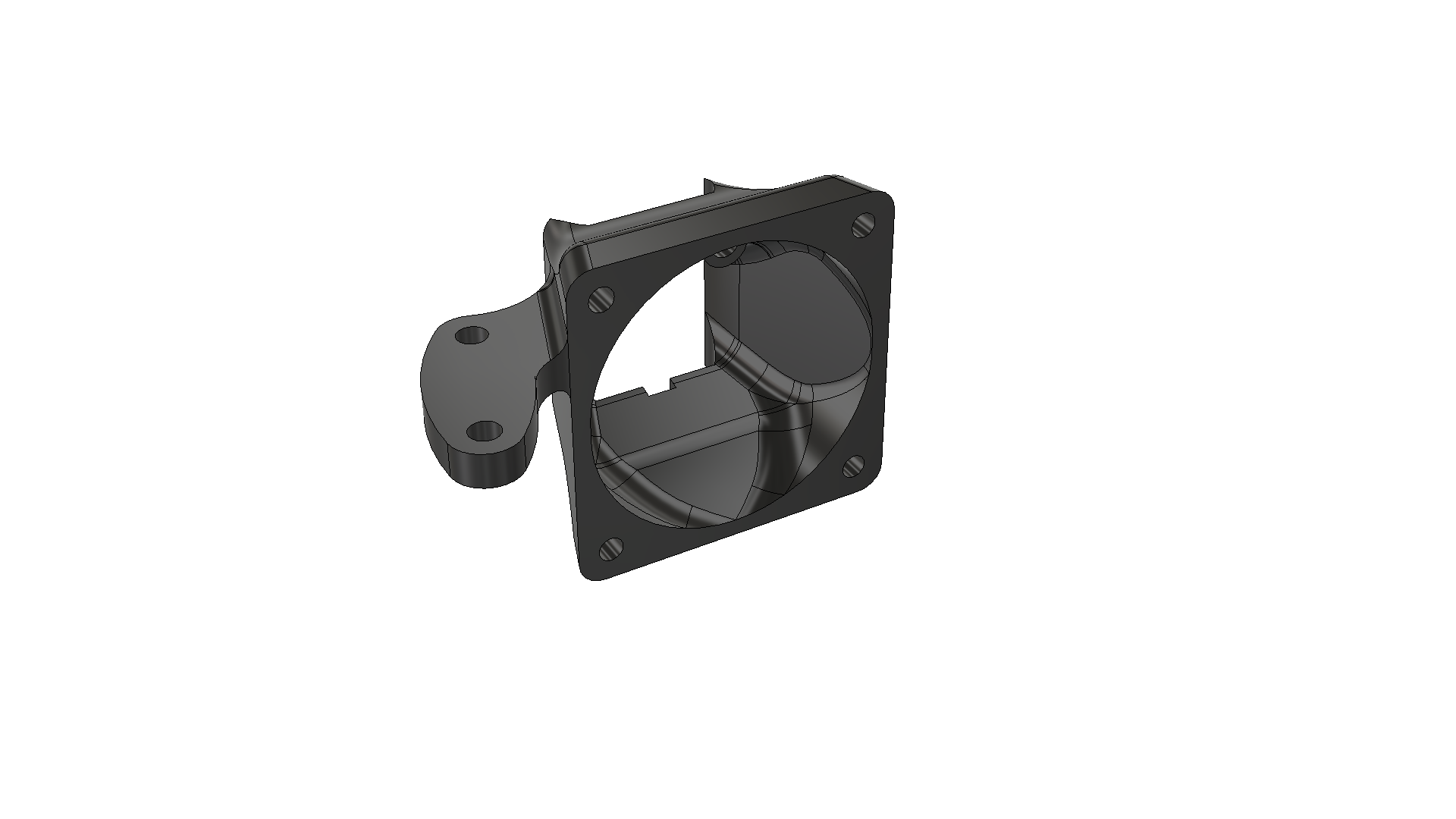
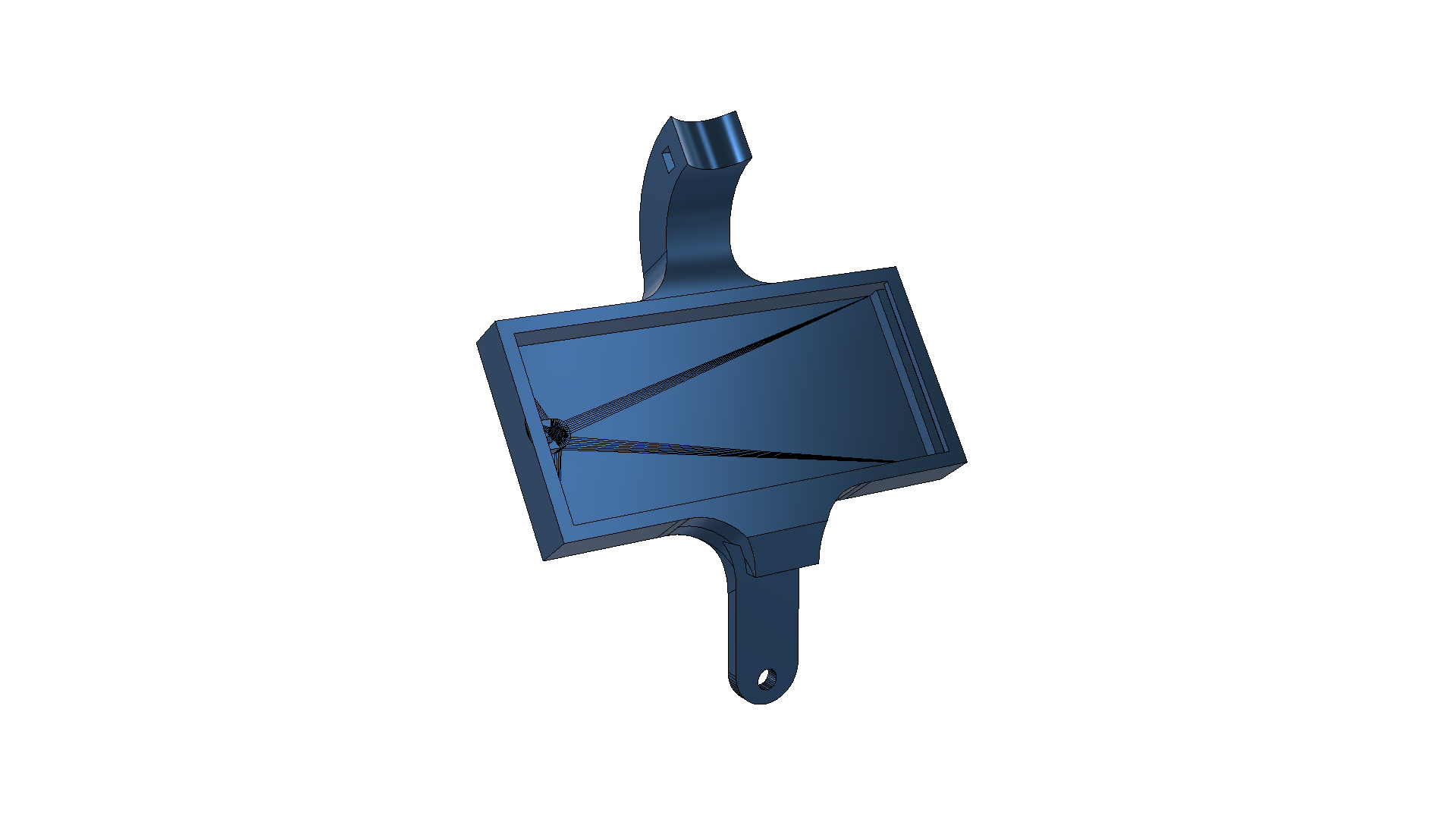
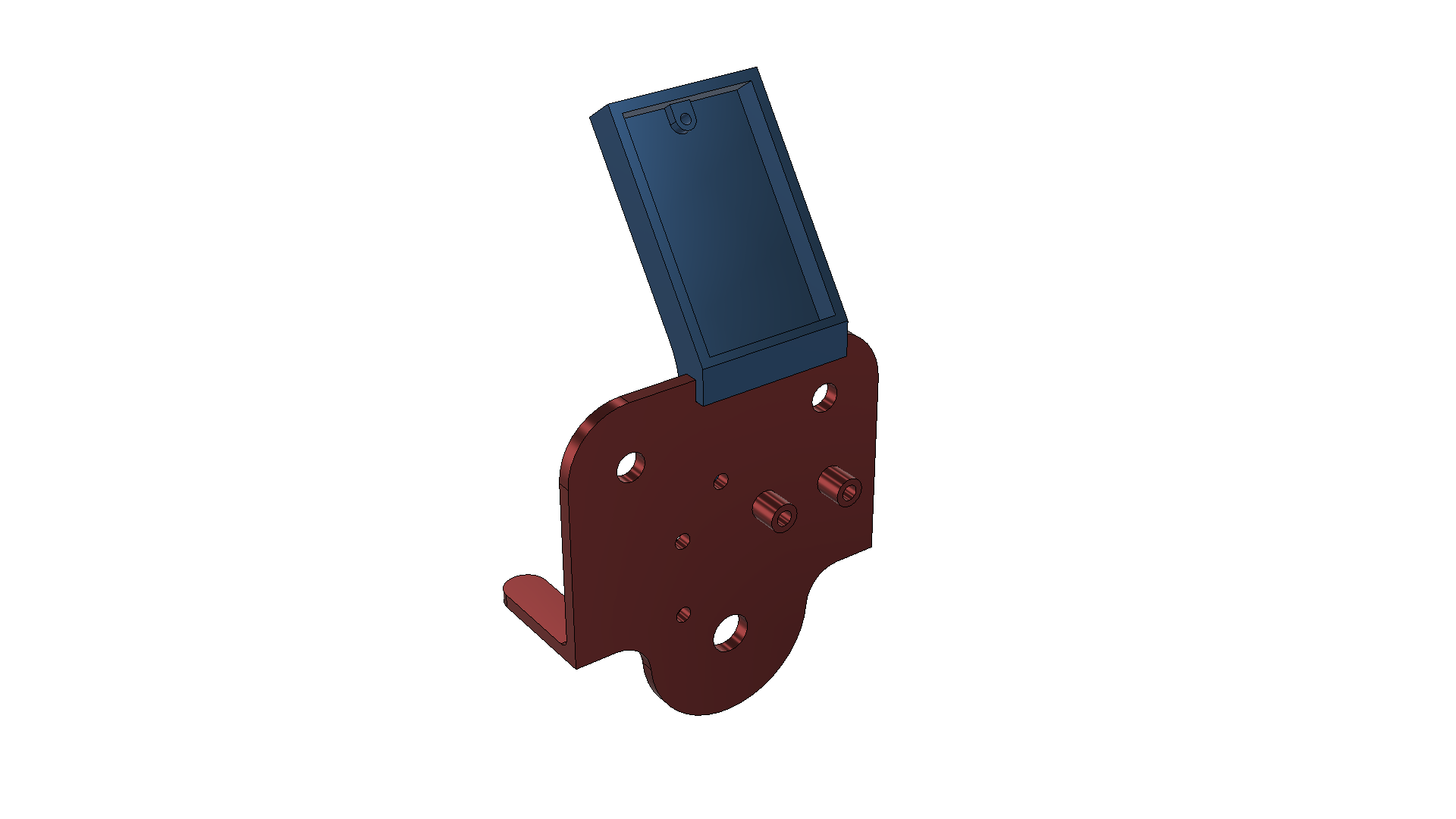
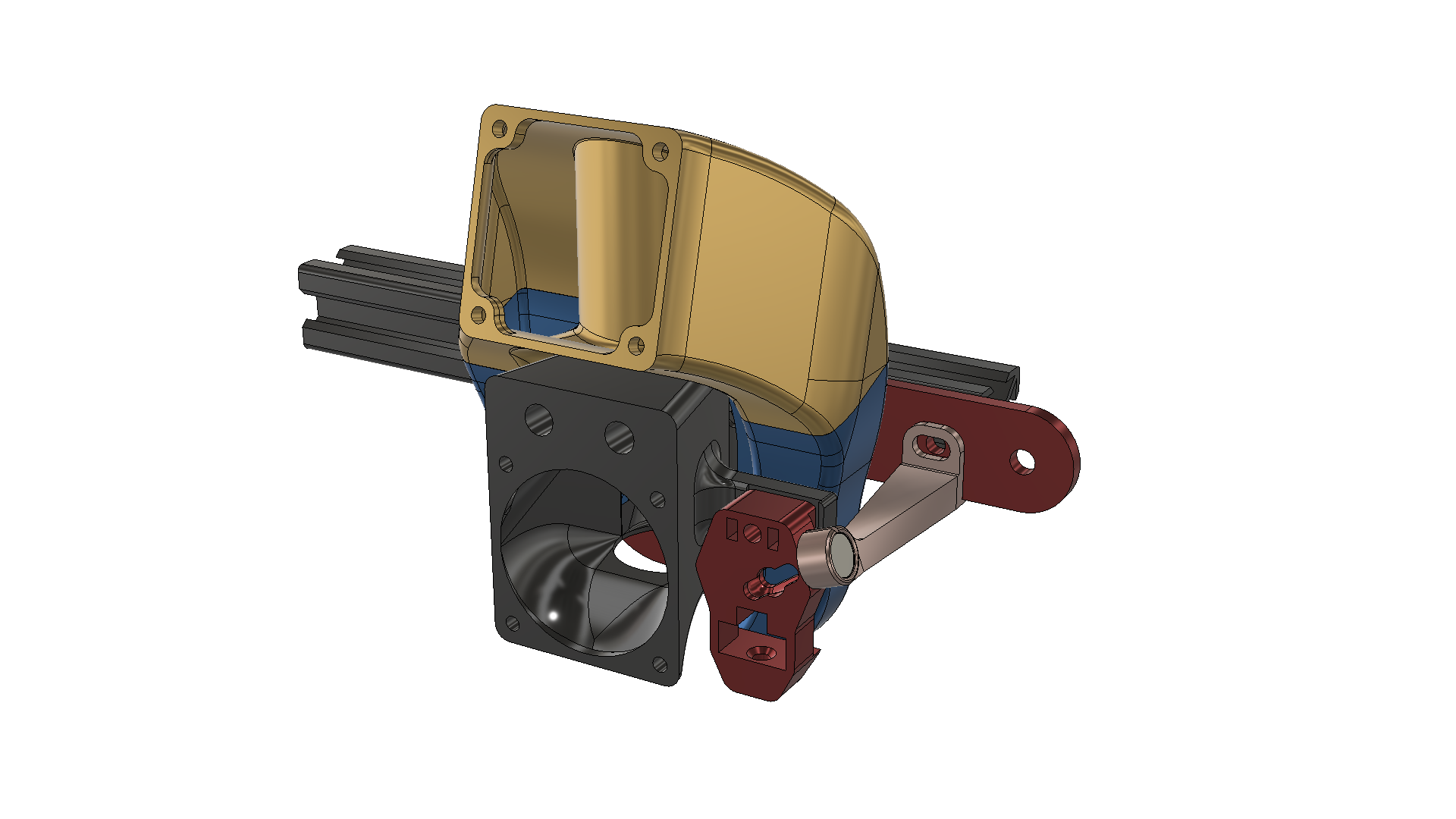
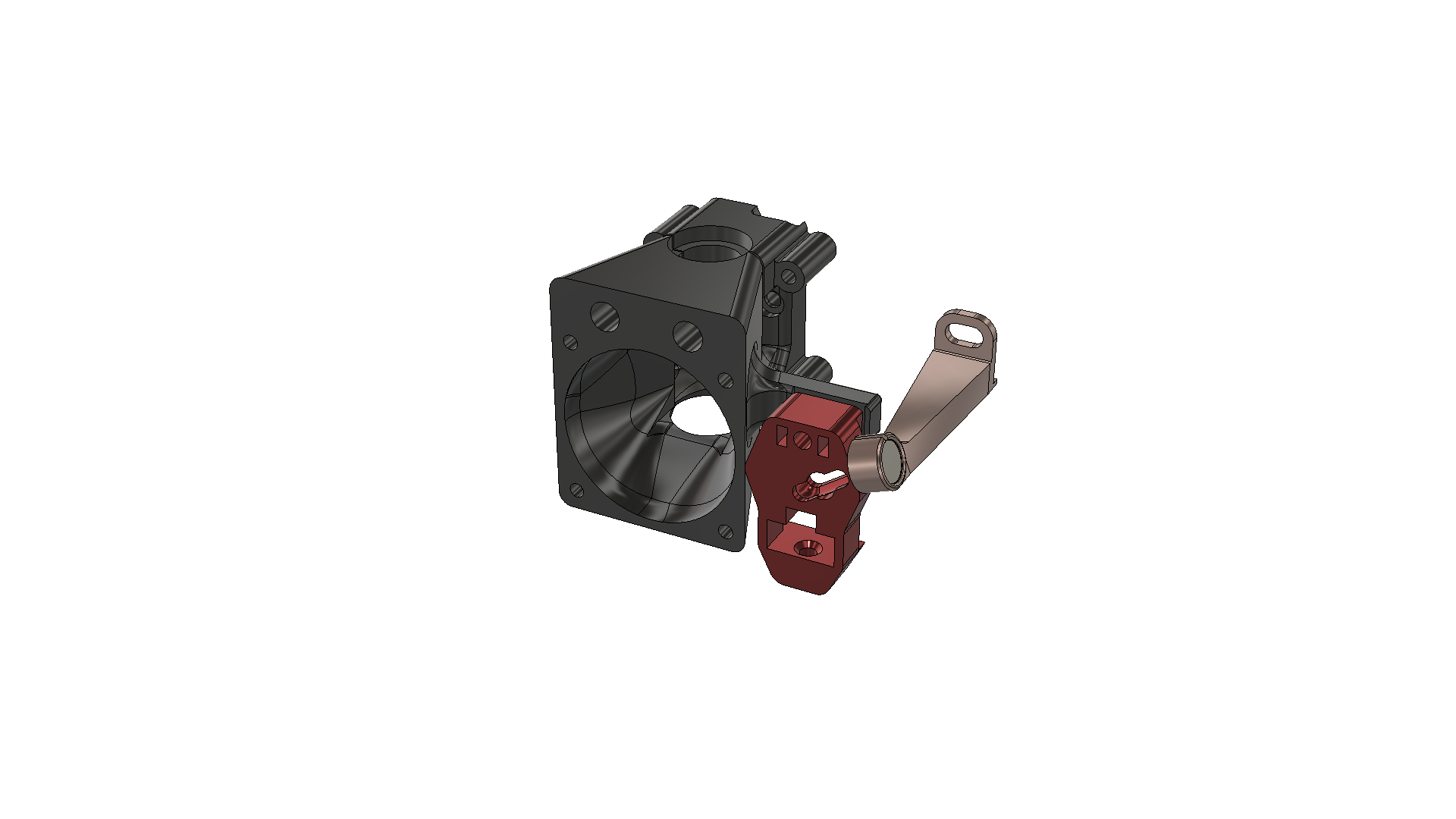
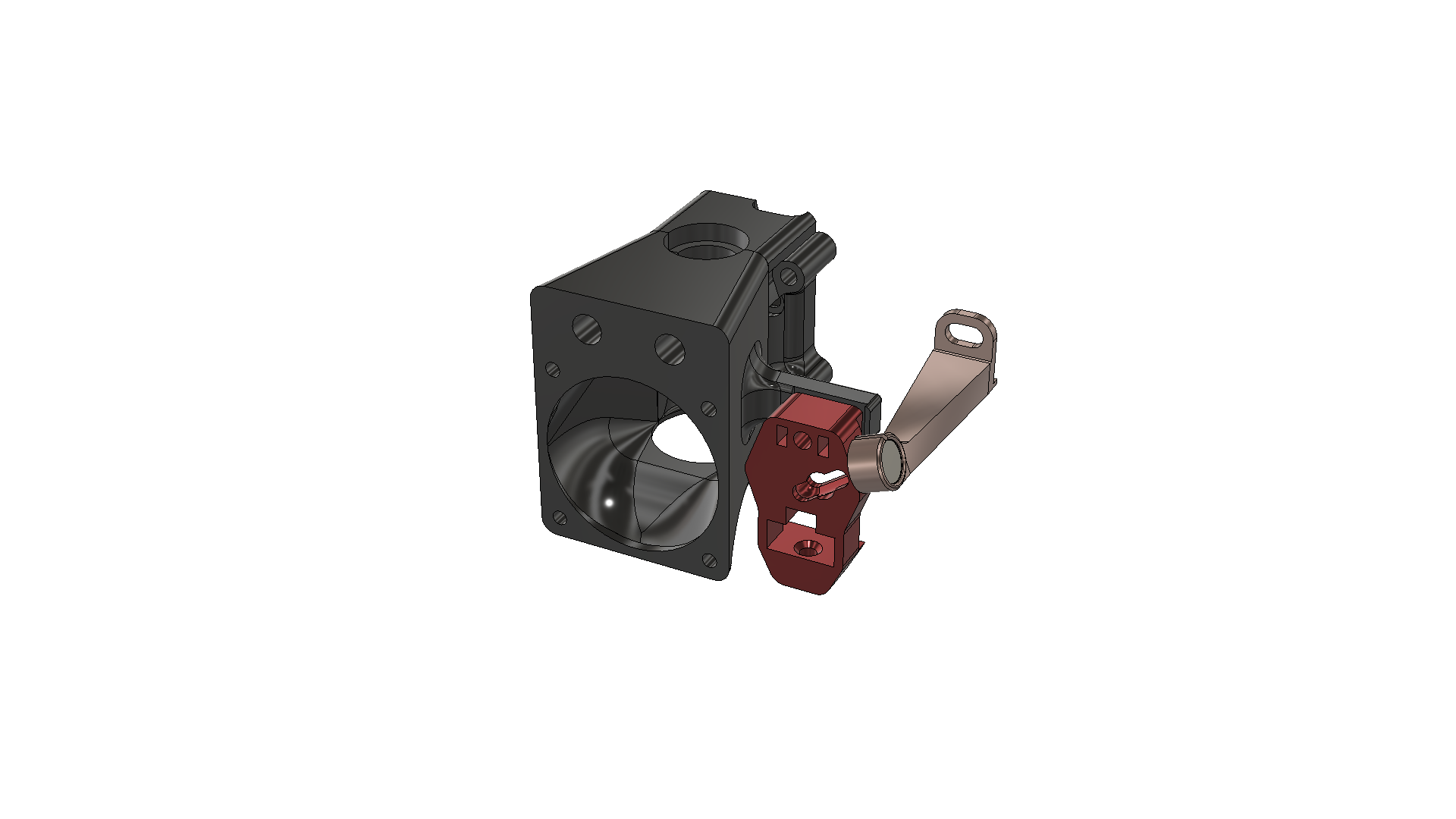
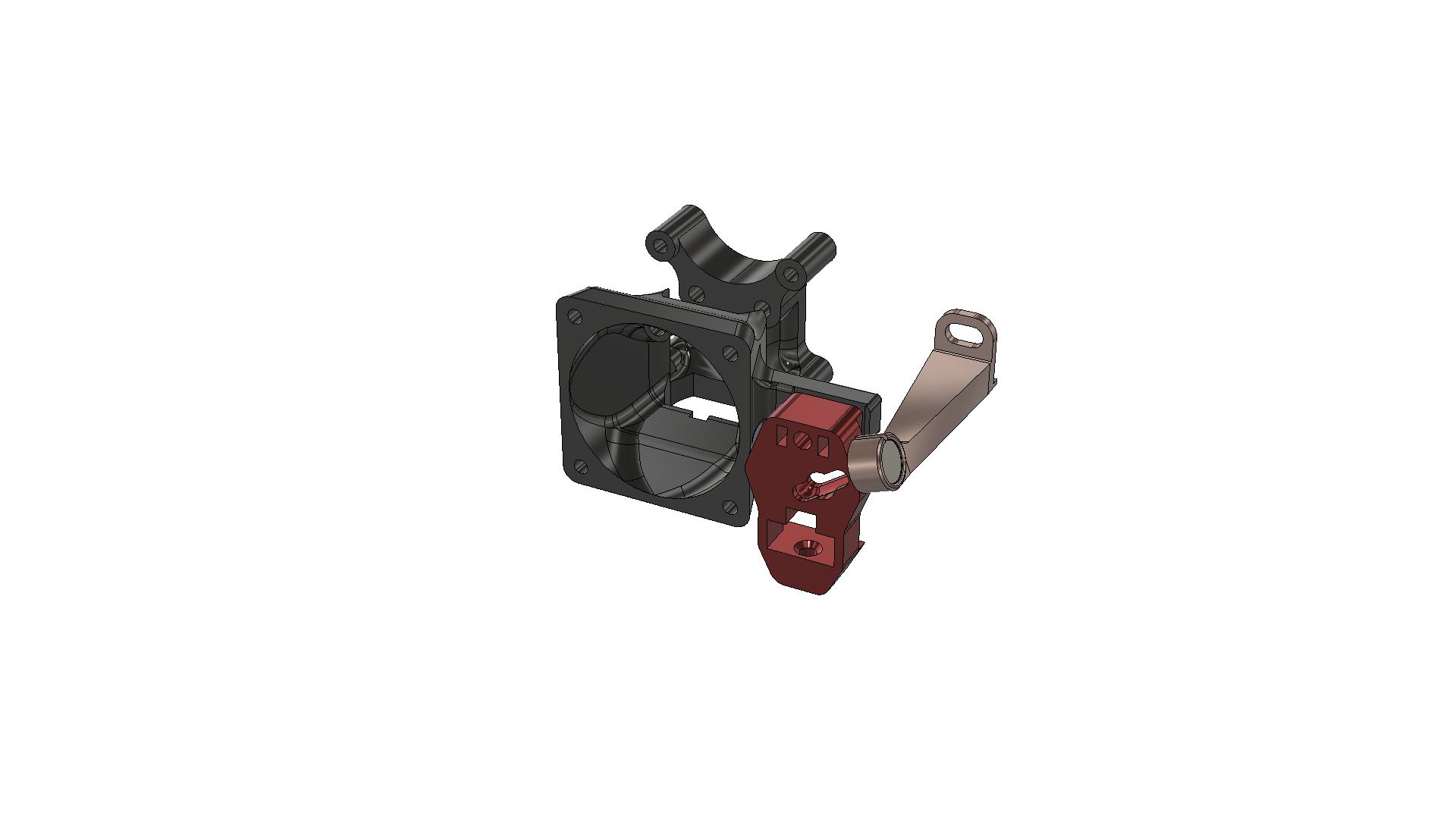
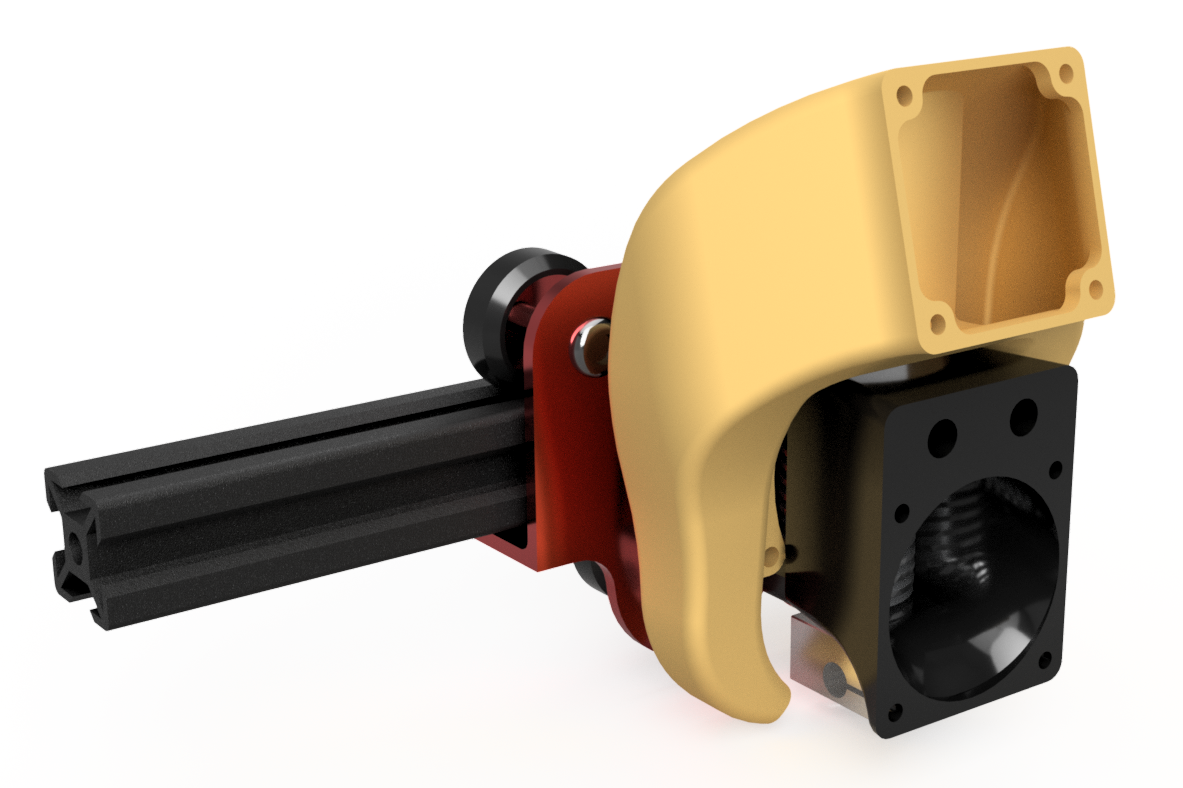
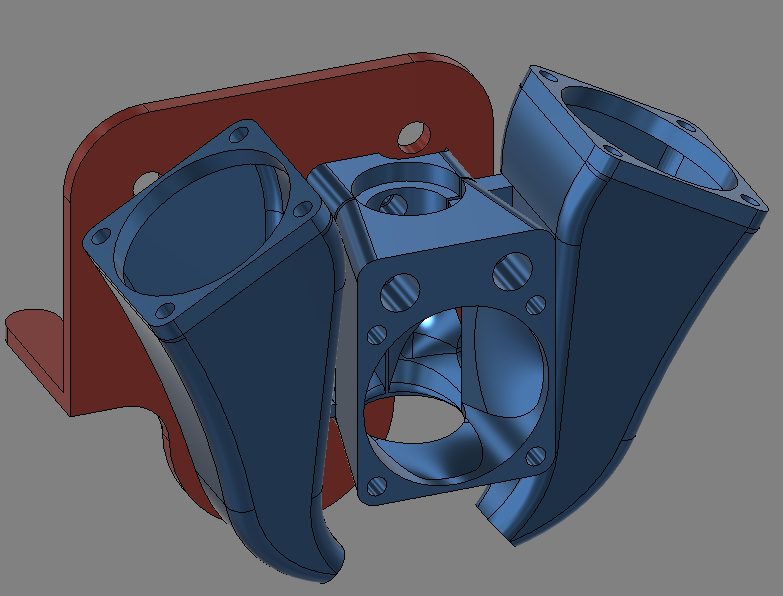
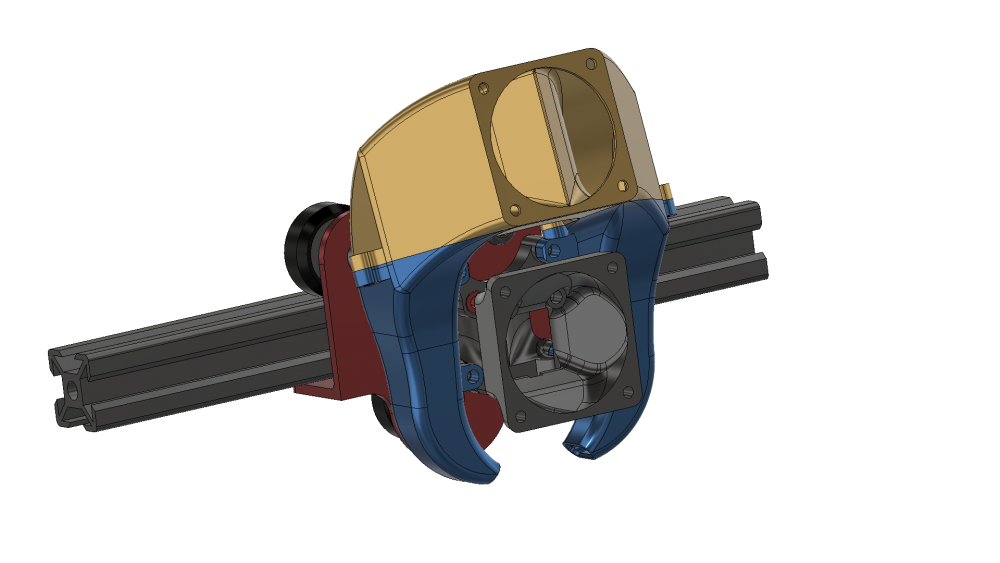
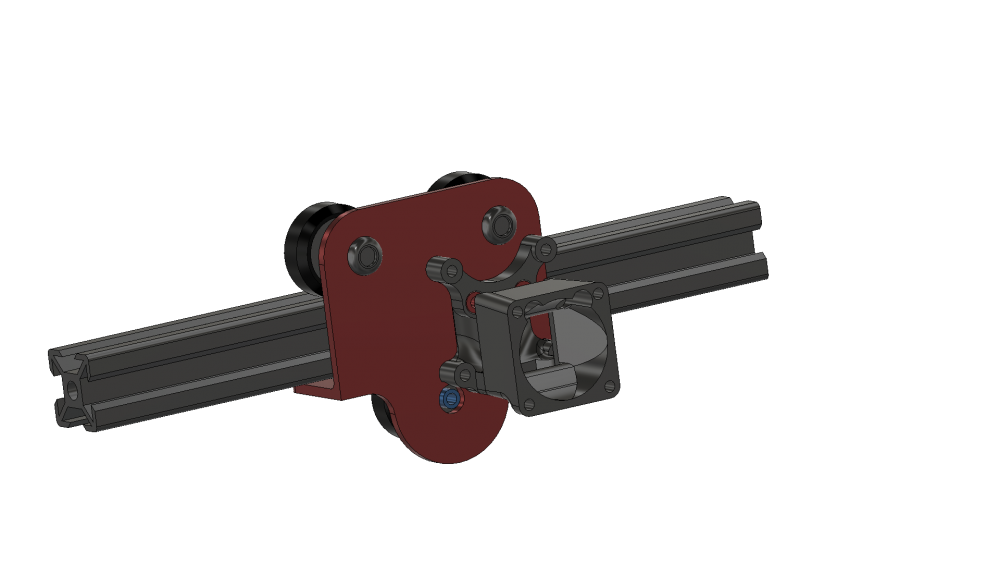
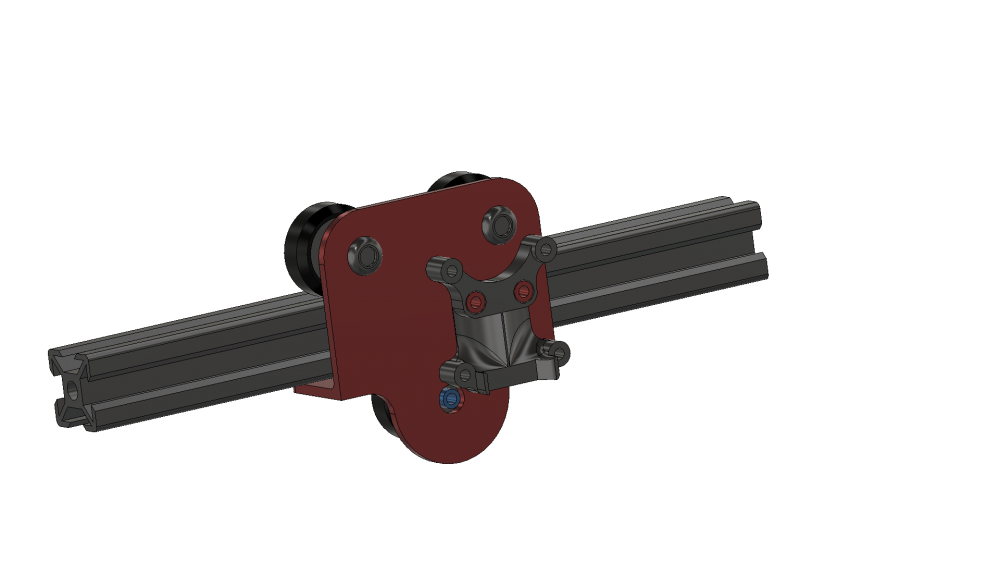
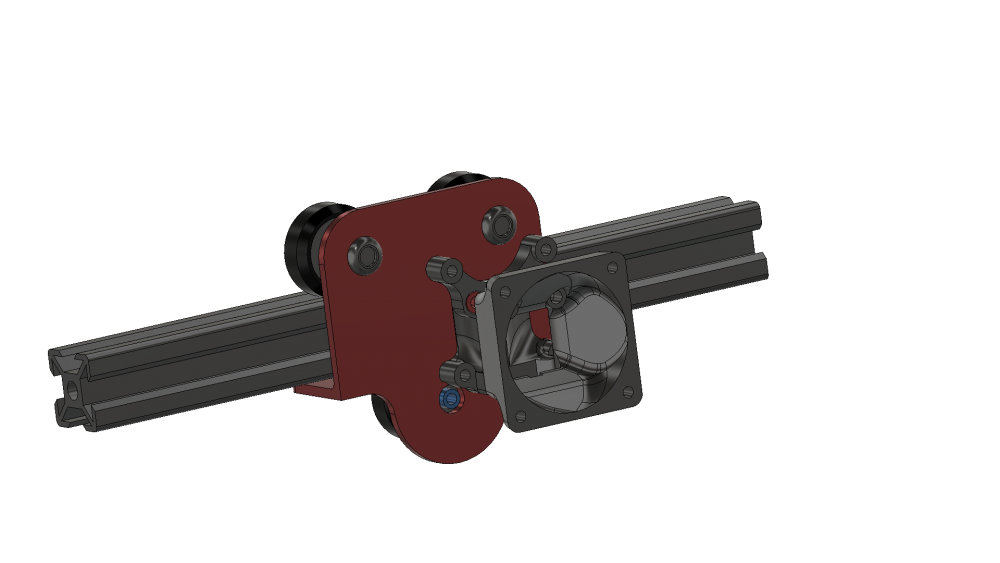
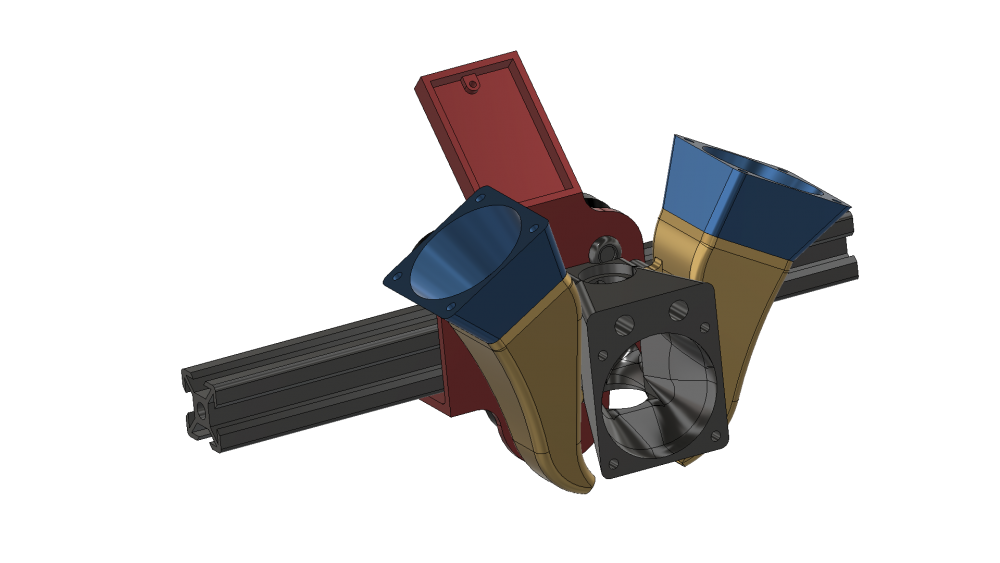
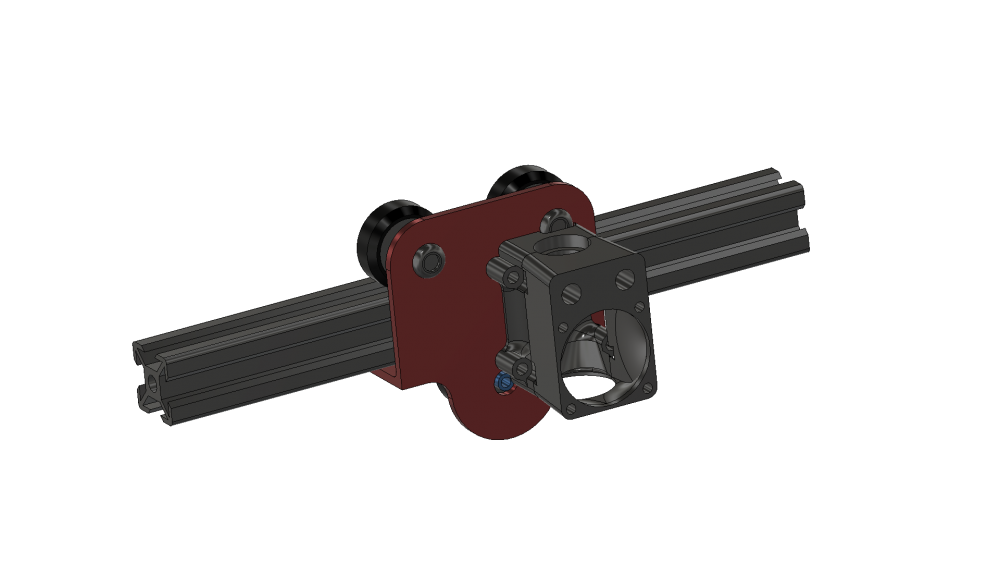
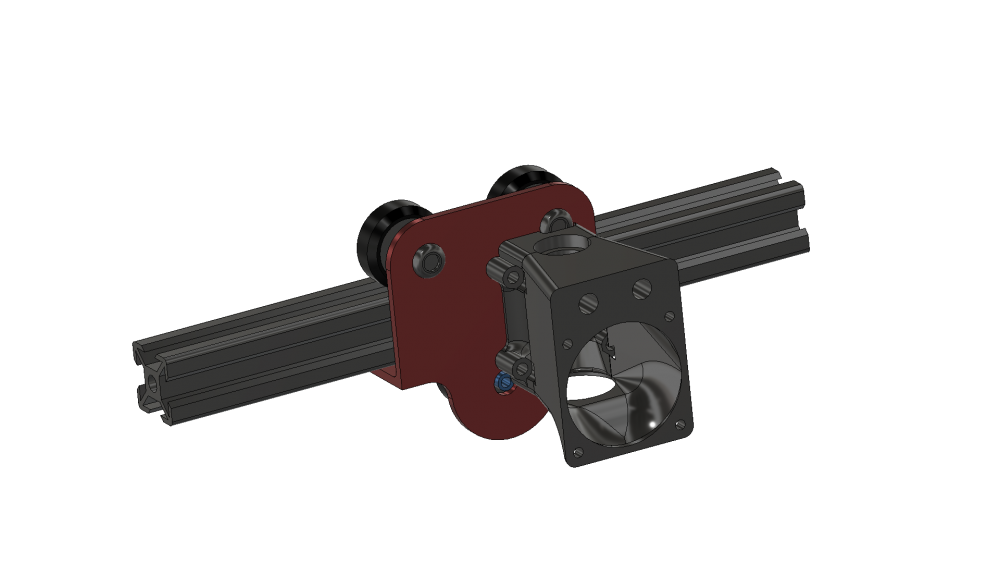
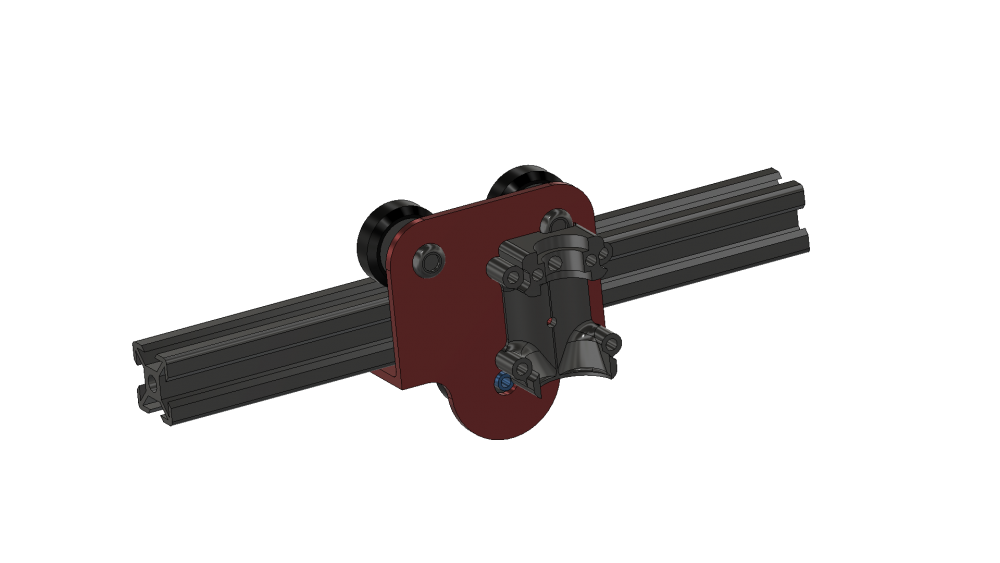
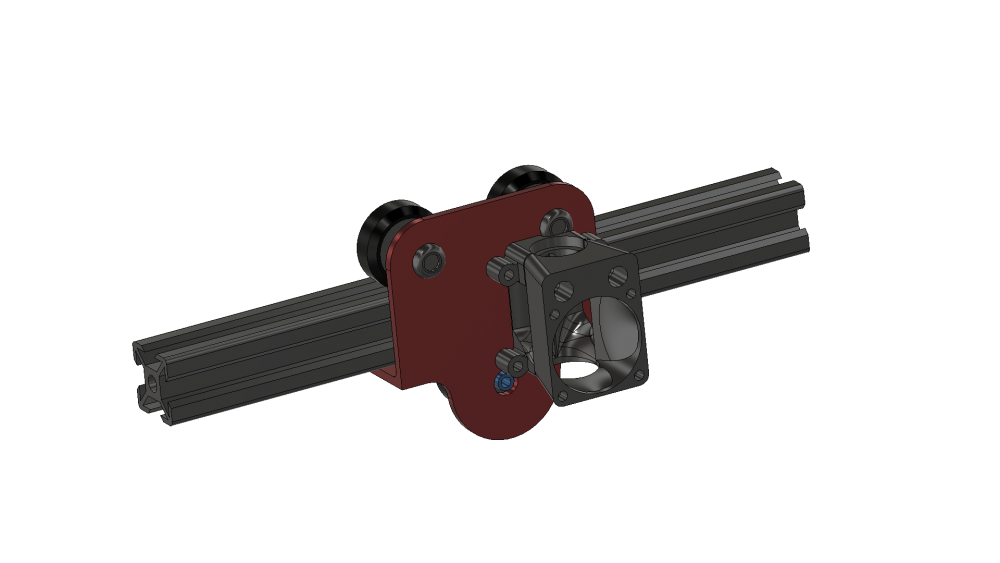
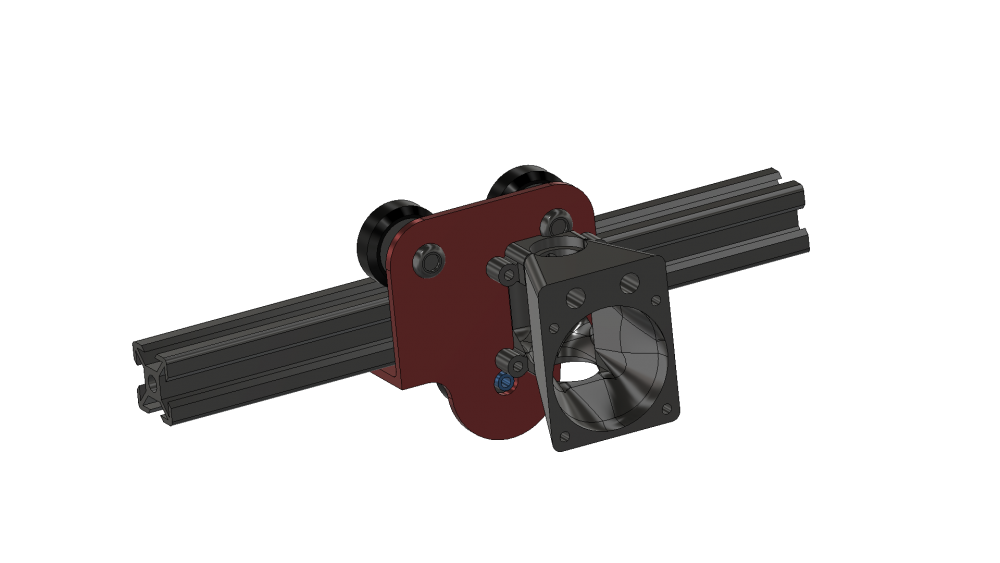
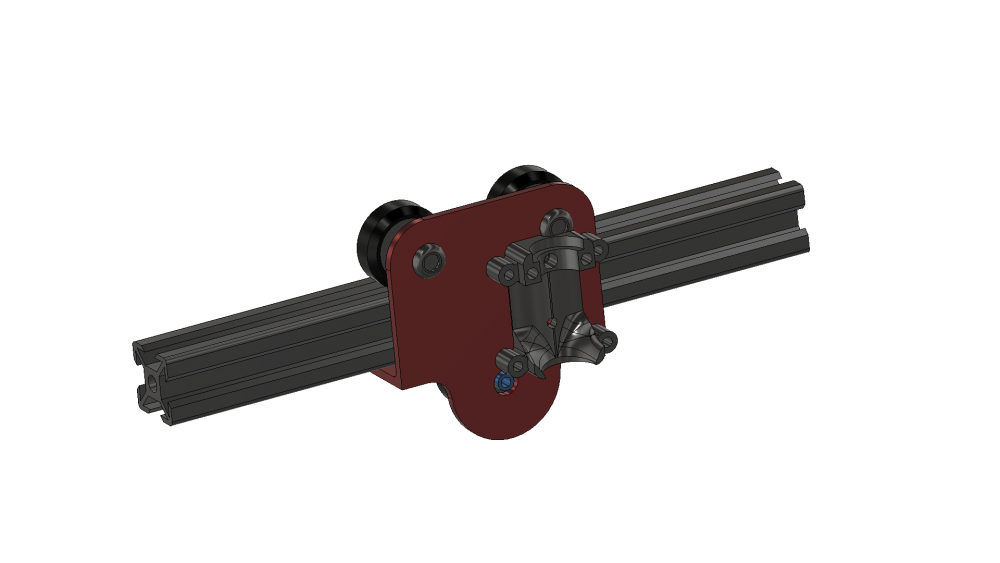
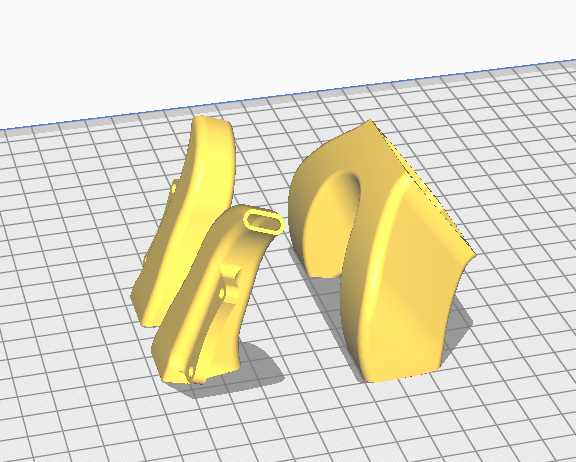
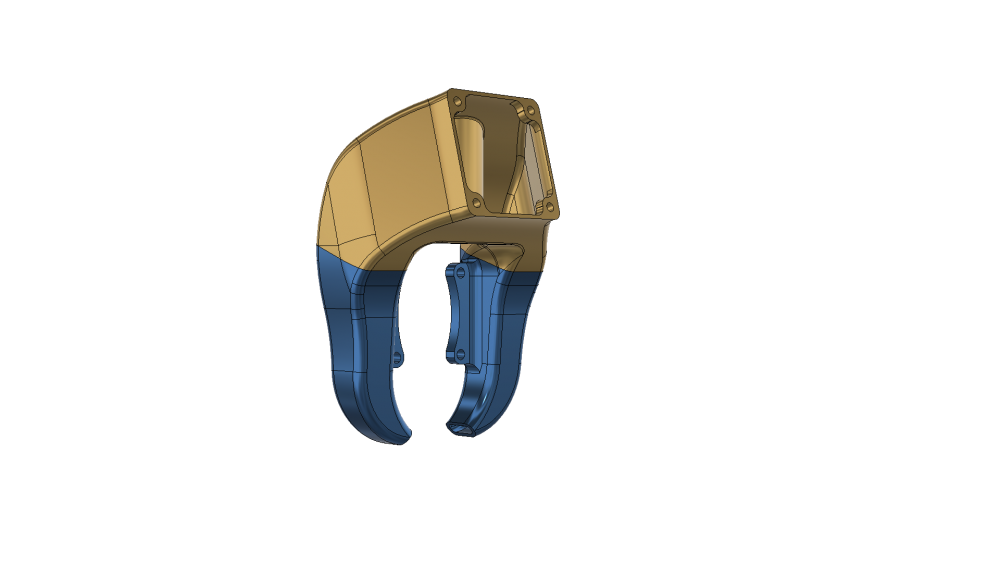
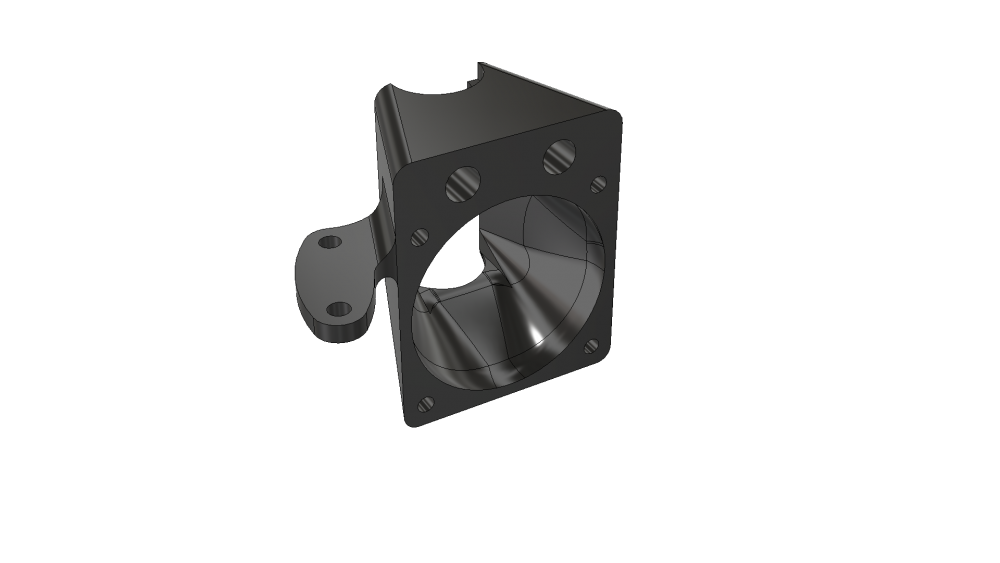
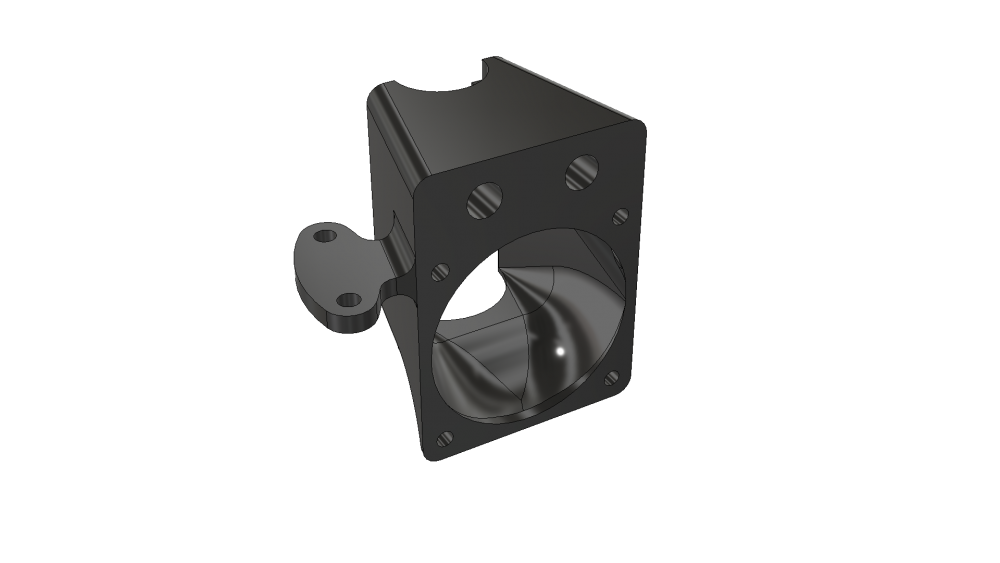
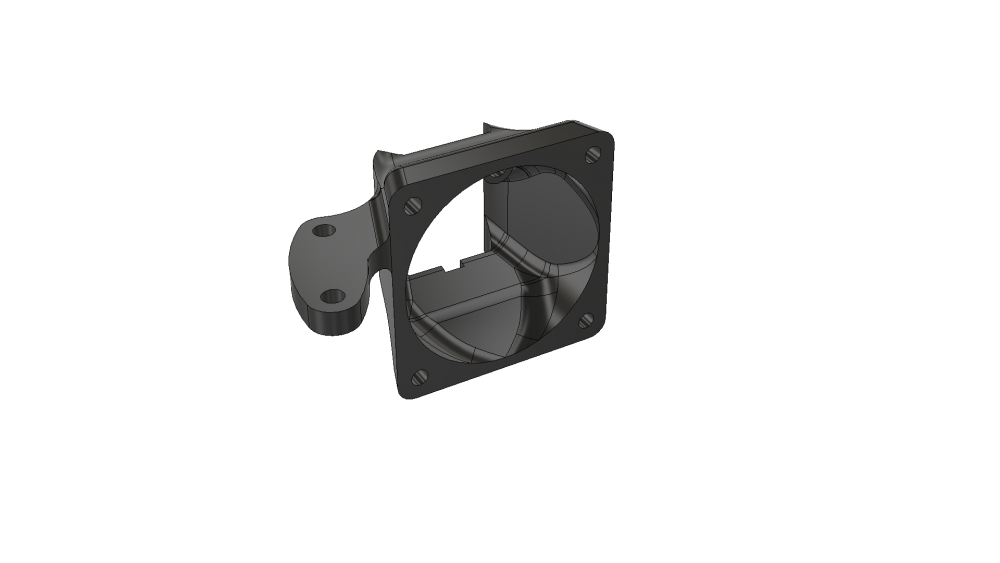
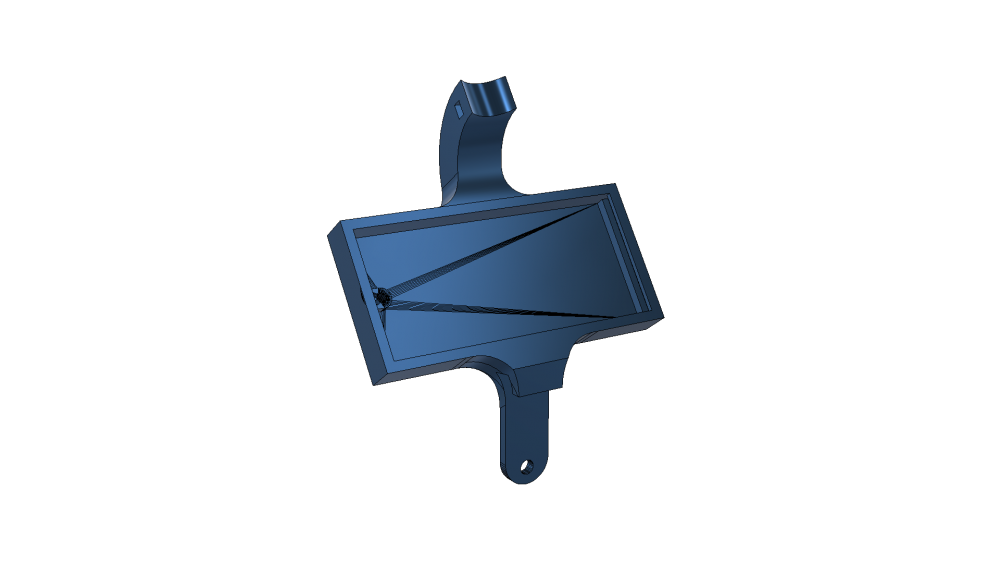
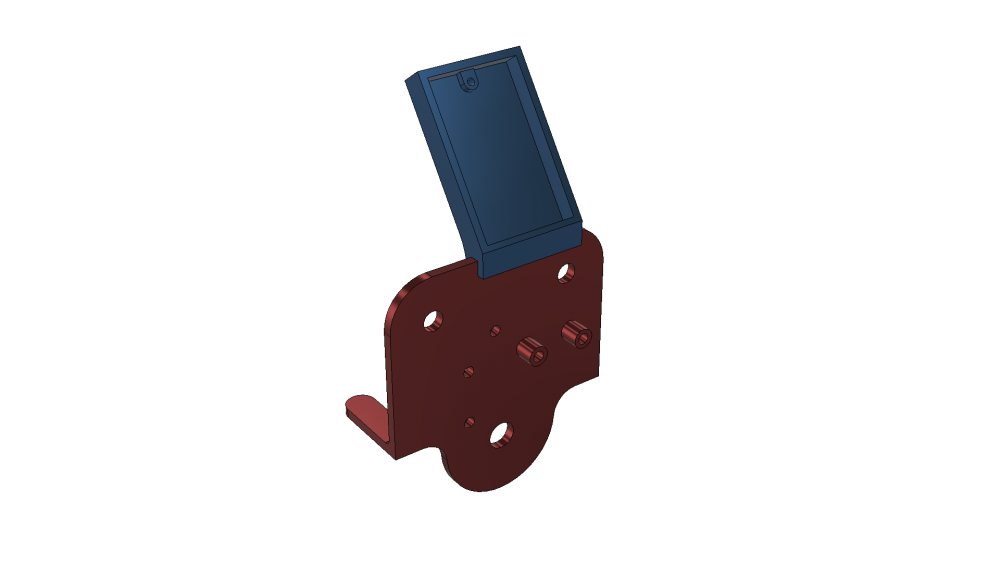
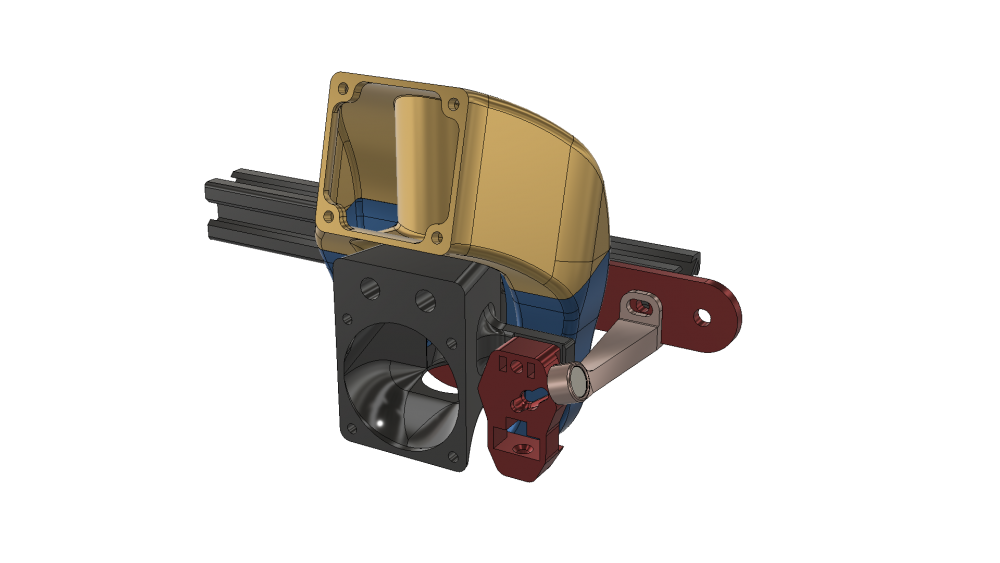
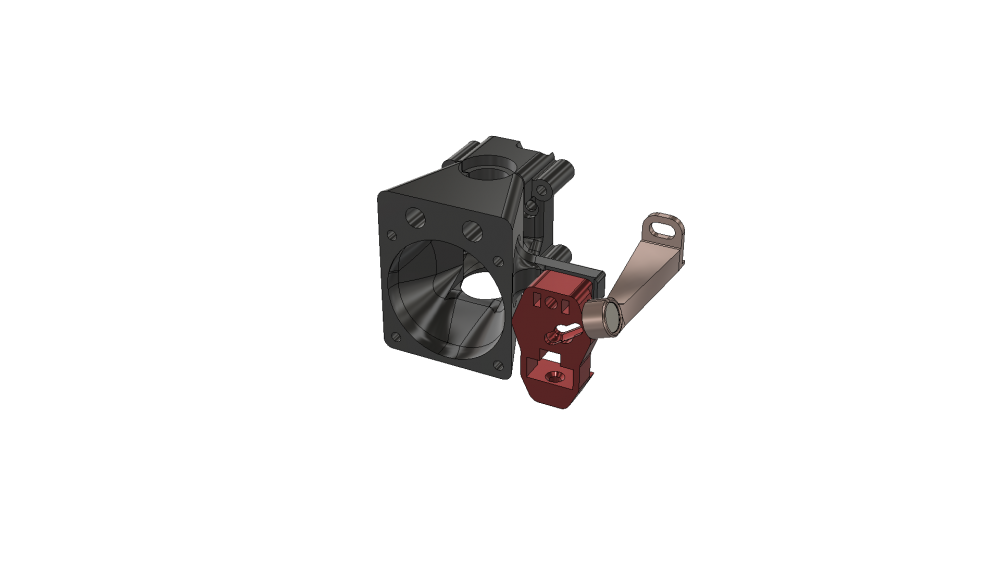
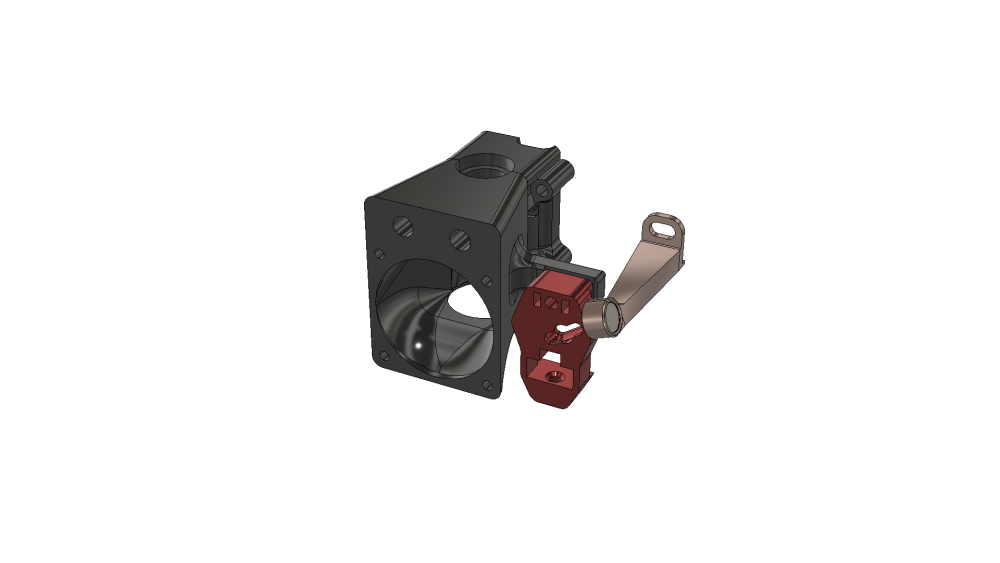
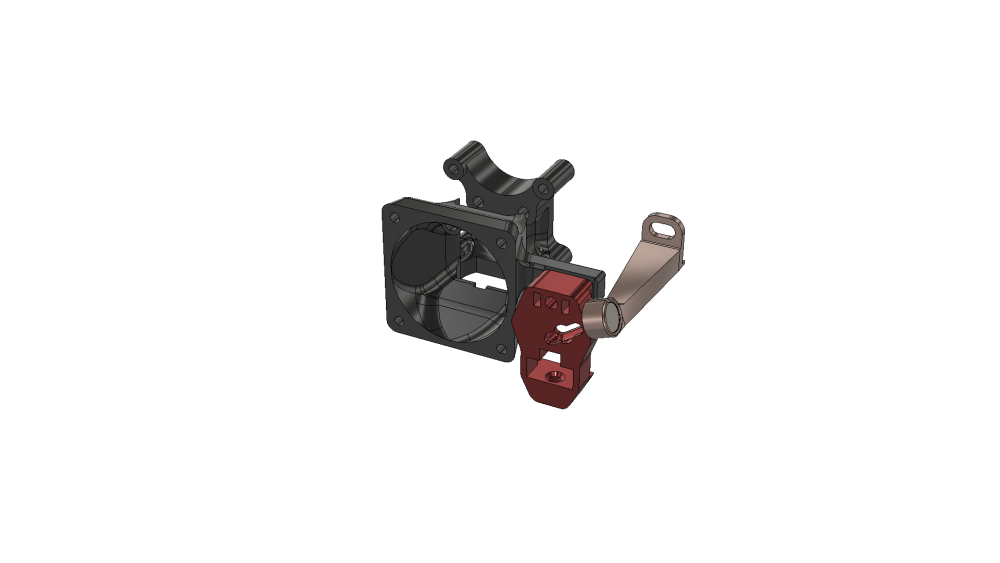
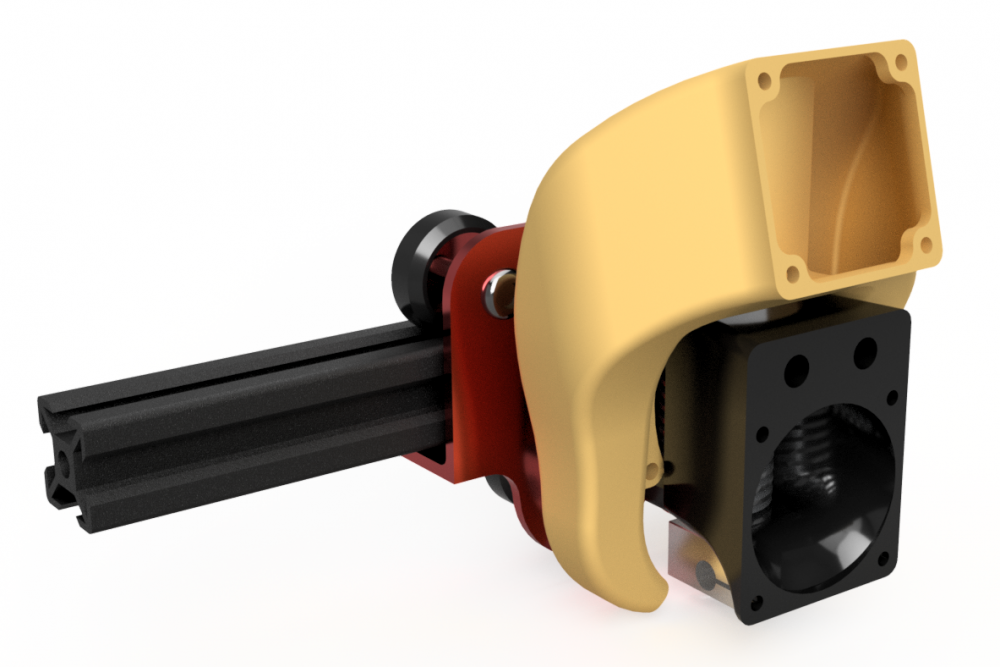
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
Je verrai bien aussi une rubrique "problèmes/solutions".1 point
-
Bonjour à tous ! Après pas mal de conseils des membres de ce forum m'ayant permis de me sortir de mes déboires en tant que nourrisson dans le domaine de l'impression, j'ai ENFIN réussi à venir à bout de mon 1er projet "réel" ( les impressions précédentes n'étant que des tests de calibrage, détails,etc... ) !!! Une réplique taille réelle du Militech Vindicator, l'une des armes du prochain jeu de CD Projekt Red que j'attends avec impatience : Cyberpunk 2077 !! Le plus gros m'attends : ponçage, mastiquage, re-ponçage, apprêt, peinture, colle des petits éléments, etc... Mais vraiment fier du résultat de ma petite Ender 3 ! Encore un grand merci à vous pour vos conseils ! Plus de projets à venir très vite !!1 point
-
@nostradamus (au moins tes écrits sont moins cryptiques que les prédictions de ton "ancêtre" célèbre ). Pour du PLA, généralement la température de mon plateau est de 65° pour la première couche, ensuite 60°. Normalement ça n'a aucun rapport avec le gauchissement. C'est du stringing très prononcé (pas facile à atténuer / faire disparaitre). C'est probablement dû au fait que la tête se déplace à l'intérieur de ton modèle pour débuter une nouvelle couche. Pendant ce déplacement du filament continue de suinter de la buse: la plus grosse partie reste accrochée sur la paroi au départ du déplacement... Ce suintement s'atténue de plus en plus (le diamètre diminue jusqu'à disparaitre). Peut-être qu'en diminuant légèrement la température d'extrusion (-5 / 10° donc 210/205°), il n'y en aura plus ou moins marqué.1 point
-
Au fait : Je cherche toujours la présentation , en effet, on ne sait pas trop quel est ton niveau en impression 3D. Il serait bien aussi de renseigner le type de machine que tu as dans ton profil, c'est plus rapide pour nous ensuite. Car là par exemple, j'ai du remonter au premier post pour savoir si tu avais une MK2, MK2S, MK2.5, MK2.5S, MK3 ou MK3S. C'est ta première imprimante ? Le coup du scotch c'est un vieux réflexe que je n'utilise plus que pour les matières qui me font craindre pour l'intégrité du PEI, comme par exemple le flex. Franchement, il ne faut pas chercher à utiliser des méthodes exotiques, si on suit bien les recommandations de Prusa, il n'y a pas besoin de bidouiller, ça marche directement. Idem pour les profils d'impressions, même si ce n'est pas toujours optimal, ça fonctionne pratiquement toujours dans le pire des cas. Pour le plateau, un bon nettoyage au liquide vaisselle, suivi d'un nettoyage à l'isopropanol (IPA ou alcool isopropylique), bien sûr sans mettre les doigts sur le plateau ensuite, c'est normalement largement suffisant. Si vraiment l'accroche n'est pas bonne, comme tu as un "smooth steel sheet", tu peux passer un coup d'acétone dessus, qui le rendra comme neuf. Là normalement tout colle, même trop bien parfois, comme pour le PETG qui est censé coller trop fort, c'est pour ça qu'on passe un coup de windex (produit à vitre), ou éventuellement une couche de colle en bâton, pour baisser l'adhérence. Si avec tout ça ça ne colle toujours pas, alors le problème est ailleurs. C'est soit la température, soit le Z offset. Pour la température, le profil par défaut (qui plus est, adapté au prusament) est parfaitement calibré. Reste le Z offset. Si ce n'est déjà fait, regarde cette vidéo : Ensuite, je t'invite à faire des essais avec un bête cube de calibration : https://www.thingiverse.com/thing:1278865 Voire même un benchy une fois que tu es plus sûr du résultat : https://www.thingiverse.com/thing:763622 Si vraiment ça ne va toujours pas, je t'invite à refaire des essais avec du PLA, car tu semble dire que tout fonctionne parfaitement dans ce cas, il faudrait confirmer que c'est toujours le cas après toutes les bidouilles que tu as pu faire. Et enfin, dans le pire des cas, tu as toujours le SAV de Prusa qui peut t'aider, ils sont irréprochable, et peuvent même répondre en français. Vu que tu as acheté la machine assemblé, tu es parfaitement légitime pour te faire dépanner directement par eux. Et dans le cas désespéré, je t'envoie mon adresse par MP pour me faire parvenir gracieusement la machine (fdpin ou fdpout comme tu veux) au cas où tu voudrais la jeter par la fenêtre.1 point
-
Voilà, Invision Power Services (IPS pour les intimes) :)1 point
-
Forum Invision1 point
-
Mon grain de sel, je possède l'open maker plus et j'usine du chêne sans aucun problème. J'ai même usiné de l'aluminium. Alors la pro doit fontionner sans problème pour votre usage. Sur la plus j'ai juste des nema 17 et une broche de 500w. Sur la pro c'est des nema 23 et une broche de plus d'un kW. J'ai tout reçu vite, le gars est à l'écoute. moi j'ai rien à redire j'adore cette machine. je l'ai surtout pris pour les vis à billes.1 point
-
@fran6p Hello tout le monde, Grâce à des câbles dupont que j'avais acheté par erreur j'ai pu ressuscité le module d'origine et lui balancé un firmware construit à partir du dépôt github ESP3D. (en suivant la procédure du polonais cité plus haut). Après installation sur la carte, je peux maintenant me connecter en wifi à chaque redémarrage. Seul inconvénient, la page de paramètre imprimante n'existe pas avec ce firmware, mais c'est pas bien grave puisque de toute façon il n'y a pas d'eeprom sur cette carte donc elle n'enregistre les changements type m92 que pour la cession en cours. (pas grave je vais les mettre dans mon gcode de démarrage). Donc maintenant j'ai plus qu'a faire l'installation définitive de la carte pour pouvoir essayer une impression. edit: a priori dans les derniers upload marlin on peut simuler la sd en eeprom, je vais tester. edit: j'ai essayer de faire les rajouts sur mes fichiers marlin mais ça ne fonctionne pas (ou alors j'ai pas compris le #define)1 point
-
Yes c'est bien ça. Même avec les bons PID les faux positifs ne sont pas exclus. @3d92Printer parfait !1 point
-
T'as encore des progrès à faire en piratage, il faut moins de 2 cliques de souris pour trouver le moteur qui propulse se forum1 point
-
Bonjour, Quelques petites avancées. Mise en peinture et installation de l'isolation phonique sur murs et plafond puis la partie anti-vibration au sol. Suite à des petites coulures il va y avoir une retouche mais rien d'alarmant. Prochaine étape: découpe du plexiglas découpe de l'évacuation pour les gaz. J'ai acheté un ventilateur de type VMC comme cela il a les bonnes dimensions pour le tuyau souple. Découpe du passage de câble au fond du caisson Schéma de câblage et implantation des composants (alimentation stabilisé, carte-mère, raspberry, sondes, écran en façade etc..) ventilation et système d'ouverture de la partie haute du caisson pour avoir un accès si besoin de toucher à l’électronique système de gestion de la lumière J'ajouterai au fur et à mesure ce que j'ai surement oublié. N'hésitez pas à faire des remarques pour que ce soit constructif voir que je modifie mes idées si vous en avez des meilleurs.

 1 point
1 point -
De rien. Principe du forum: aider quand on le peut Tu peux aussi remercier un contributeur, en cliquant sur le cœur au bas de son post (il offre aussi d'autres possibilités ). Ça permet de réagir / d'indiquer son "opinion" sans forcément devoir compléter par écrit un post. Et cerise sur le gâteau, cela améliore sa réputation Sur quel type de surface imprimes-tu (verre, buildtak, ultrabase, scotch bleu,...)? Depuis que j'utilise des feuilles de PEI comme surface d'accroche (voilà bientôt plus de trois ans), je n'ai plus de décrochage, ni gauchissement des pièces. Par contre mon plateau est nivelé aux petits oignons sans dispositif d'assistance (ABL) et régulièrement dégraissé avec un nettoyage à l'alcool isopropylique (j'évite de poser mes doigts sur la surface ). Pour ton refroidissement tu peux même tenter de ne pas en mettre du tout. Ça dépend du système de refroidissement dont ta machine est équipée (ventilation originelle ou fang type Petsfang (avec mon Petsfang, même pour du PLA je ne le mets qu'à 70% pour la ventilation maximum et après la cinquième couche car le ventilateur 5015 monté souffle vraiment fort)) .
 1 point
1 point -
Moi je ne peux pas car ils n'ont pas trouvé le cerveau1 point
-
Le PETG! C'est un filament qui malgré tous les réglages que tu pourras tenter donnera du "stringing". Il s'imprime à une vitesse plus lente que le PLA (50mm/s). La température de ton plateau est un peu trop basse, augmente à 70-75°. Quelle plage de température d'extrusion recommande le fournisseur? Là tu es dans les valeurs basses pour du PETG. Si tu utilises le Z-hop (qui fonctionne mal voire pas du tout avec la dernière version de Cura), pourquoi mettre une valeur aussi élevée (la hauteur de couche est bien suffisante normalement). Et le PETG, ne nécessite pas ou très peu de refroidissement du filament.1 point
-
Aller on va rester calme et courtois messieurs. Merci1 point
-
70mm/s et 35 pour la 1ere couche me semble trop rapide. une faible vitesse pour la 1ere couche favorise l'accroche. 20 me semble un maxi pour la vitesse de maniere generale, 50 mm/s lorsque tu sauras gérer ta bête permettra d'avoir une bonne qualité d'impression. Sans cette expertise, 40 me semble suffisant. il faut savoir perdre du temps pour en gagner... si tu met un Z hop, 0.1 ne sert a rien. j'utilise 0.8 pour ma part, ca evite de raccrocher les supports et la piece. certe, ca fait perdre du temps, mais voir la phrase au dessus...1 point
-
Bonjour j'utilise une cr10S sans bed leveling et directement sur la plaque de verre lisse non poncée sans laque ni produit de fixation ni colle.... Mon secret : je règle le plateau à chaque print car la cr10 a tendance à se décaler avec les 2 moteurs Z à chaque mise sous tension (je n'ai pas encore fait de synchronisation des 2 moteurs Z avec une poulie ) J'ai vérifié tous les serrage puis réglé tous les axes à l'aide des exentriques pour avoir un guidage coulisssant sans jeux (réglage fait en enlevant les courroie et les vis de Z pour pouvoir sentir qu'il n'y a pas de point dur puis remontage des vis et des courroies ) je nettoie le plateau tout les 10 print avec de l'eau et du liquide vaisselle dans levier de la cuisine Je règle le plateau a chaque print après l'avoir laissé chauffé 10 minutes (buse et plateau réglés à la temperature utilisée pour le print) Je nettoie le plateau a chaque print après l'avoir règlé avec un chiffon non pelucheux et du vinaigre blanc et après je ne le touche plus avec les doigts Ma première couche est à 10 mm/s sans ventilo Je n'imprime pas à plus de 50mm/s et les extérieurs à 35 mm/s Voilà si cela peut aider1 point
-
Hello Je crois qu'on trouve des pâte thermique "colle", notamment utilisées pour l'électronique. Ça peut le faire aussi. Mais est-ce que ça vaut le coup d'en acheter pour ça ?...1 point
-
Hello à tous, Je vous fait part de mes prints depuis que j'ai reçu mon imprimant U20 One. Ca fait environ 3 semaine que je joue avec ! Pour info, j'utilise le profil de l'imprimante U20 et sous Ultimaker Cura 4.1. J'imprime généralement en 0,15 ou 0,2. J'ai encore beaucoup de post traitement à faire à cause certainement d'une rétraction insuffisante et un peu de réglage de température... C'est pas nickel nickel mais je suis franchement content (perso !! ) du résultat ! La seule motif que j'ai effectuée a été l'installation d'un miroir pour compenser le plateau chauffant qui est loin d'être plat ét qui me posait plus de problème qu'autre chose. Donc de mon expérience, je conseil franchement les miroir Ikéa (4 pour 7€) + pontage avec papier de verre 600 et derrière plus besoin de spatule pour décrocher ses impressions et une fois le verre chaud ça adhère de ouf !!!! Sur ce, bon dimanche à tous !!







 1 point
1 point -
Comme je n'ai pas encore essayé d'extruder du PET, je vais donner des infos venant d'une thèse soutenue à Lyon il y a 20 ans... Je crois qu'il y a un paramètre vraiment important qui n'est pas pris en compte (ou alors j'ai mal lu) dans cette discussion, c'est le recuit. Etant donné que le PETG est extrudé à plus haute température que le PLA et qu'il a moins tendance à cristalliser, il est à parier qu'il est assez vitreux (donc assez peu cristallin) dans les pièces faites en impression 3D, ça veut dire qu'il est mou et facilement déformable. Je ne sais pas si des études ont été faites pour mesurer cette cristallinité pour les pièces réalisées en impression 3D.... Pour améliorer les propriétés mécaniques des pièces, Il faut les soumettre à un recuit (ou à un étirage comme en extrusion-soufflage) afin d'augmenter le taux de cristallinité et il y a une différence importante entre les modules du PET à l'état "vitreux" et à l'état "semi-cristallin". On peut facilement gagner 50% sur les modules mécaniques. Pour ceux qui on envie de se plonger dans les chiffres et les équations de méca : http://theses.insa-lyon.fr/publication/1999ISAL0053/these.pdf En pratique, j'essaierai de recuire les pièces en PET en les plaçant dans un four à au moins 120°C. La température de transition vitreuse est de 70°C et je rajoute 50°C pour que la vitesse de cristallisation soit assez rapide. Je laisserai la pièce pendant au moins 24h. A priori à 120°C on ne craint pas de déformations si la pièce ne subit pas de contraintes car est encore loin de la fusion qui est de l'ordre de 240°C pour le PET. Par contre il y aura un changement de densité mais ça doit pas être phénoménal (quelques pourcents). Si 120°C suffisent pas, je monterai la température mais pas beaucoup plus haut que 150°C. Si certains d'entre nous on fait des manips de recuit, je suis intéressé par les résultats.1 point