Classement




Contenu populaire
Contenu avec la plus haute réputation dans 04/08/2019 Dans tous les contenus
-
yep, une fois que c'est mergé dans marlin, je l'activerais par defaut je pense.. j'avais pas vraiment compté le nombre d'années3 points
-
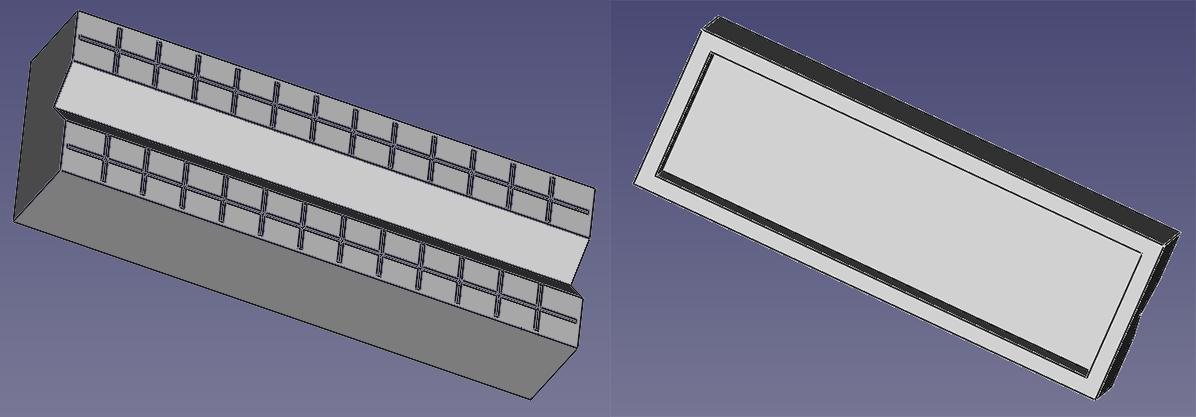
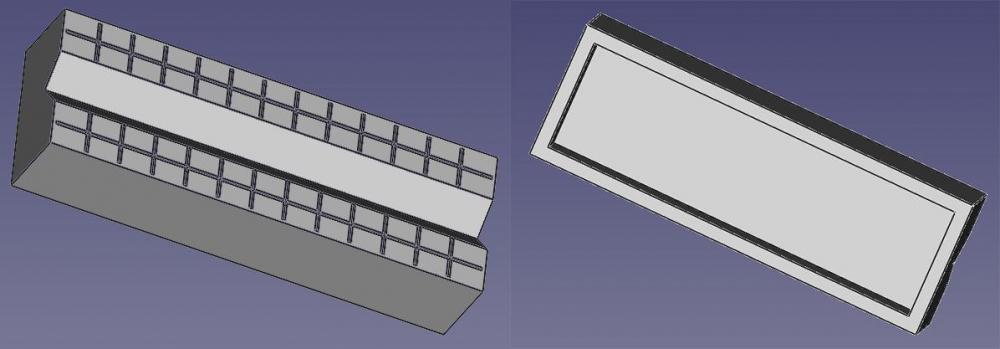
Voilà, j'ai terminé ma pièce et elle s'adapte pile-poil sur mon étau il faut emboiter le mors en forçant légèrement, comme ça il ne risque pas de tomber tout seul. J'ai imprimé qu'un seul exemplaire pour faire un essai, ce qui m'a permis de voir que je pouvais réduire un peu son épaisseur et élargir légèrement l'encoche pour les tubes. Maintenant que j'ai ma pièce définitive, j'imprime la paire demain. J'ai bien Fusion360 sur mon Mac, mais là, ça ne passe pas du tout, je n'y comprends absolument rien et l'absence de version française n'arrange pas les choses !! Quand je me suis lancé dans le dessin 3D, j'ai testé tous les logiciels disponibles sur Mac, et FreeCAD est le seul logiciel où j'ai réussi à faire quelque chose. Il n'est pas parfait, je trouve que les ateliers perturbent la compréhension du logiciel.
 2 points
2 points -
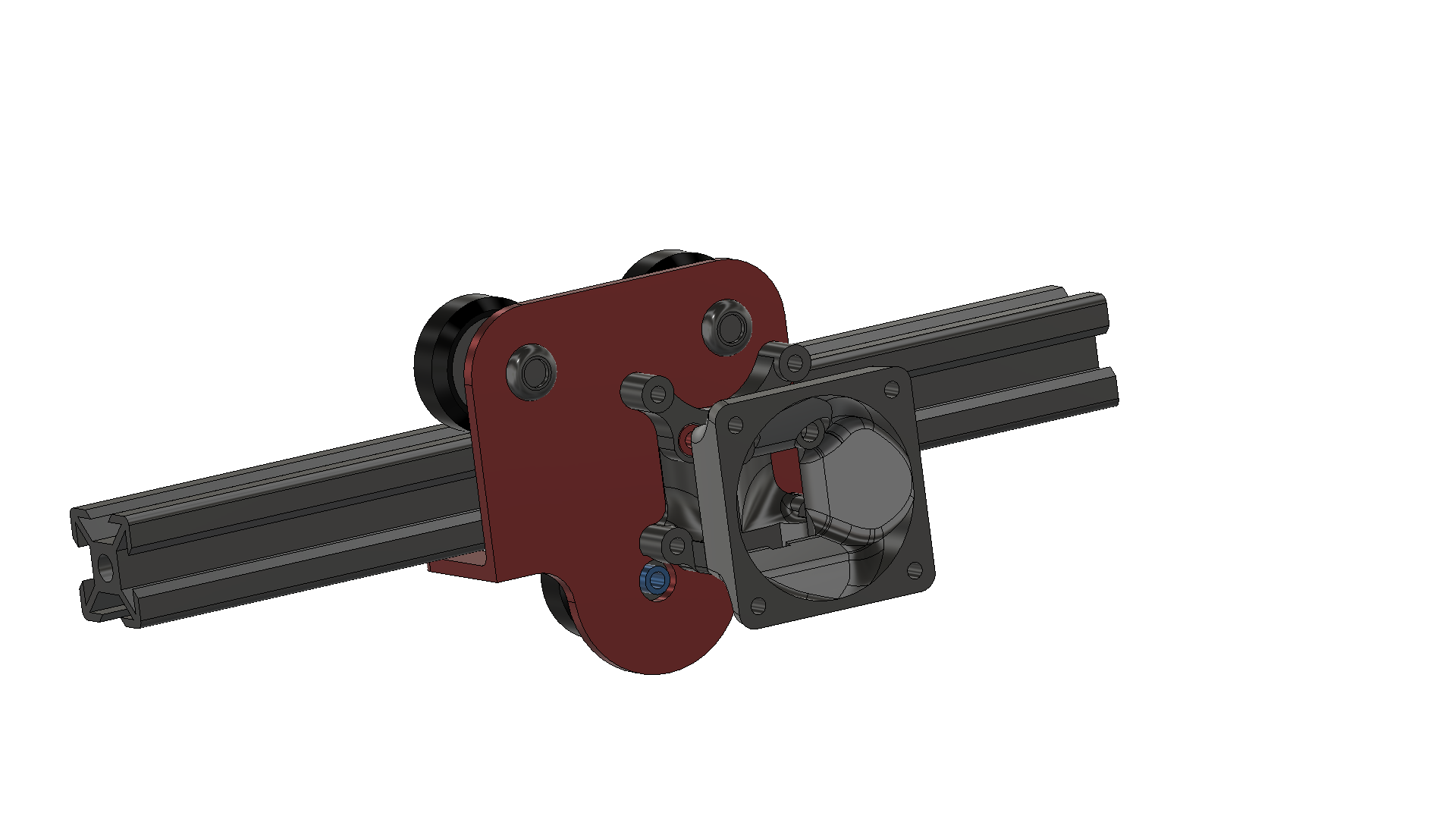
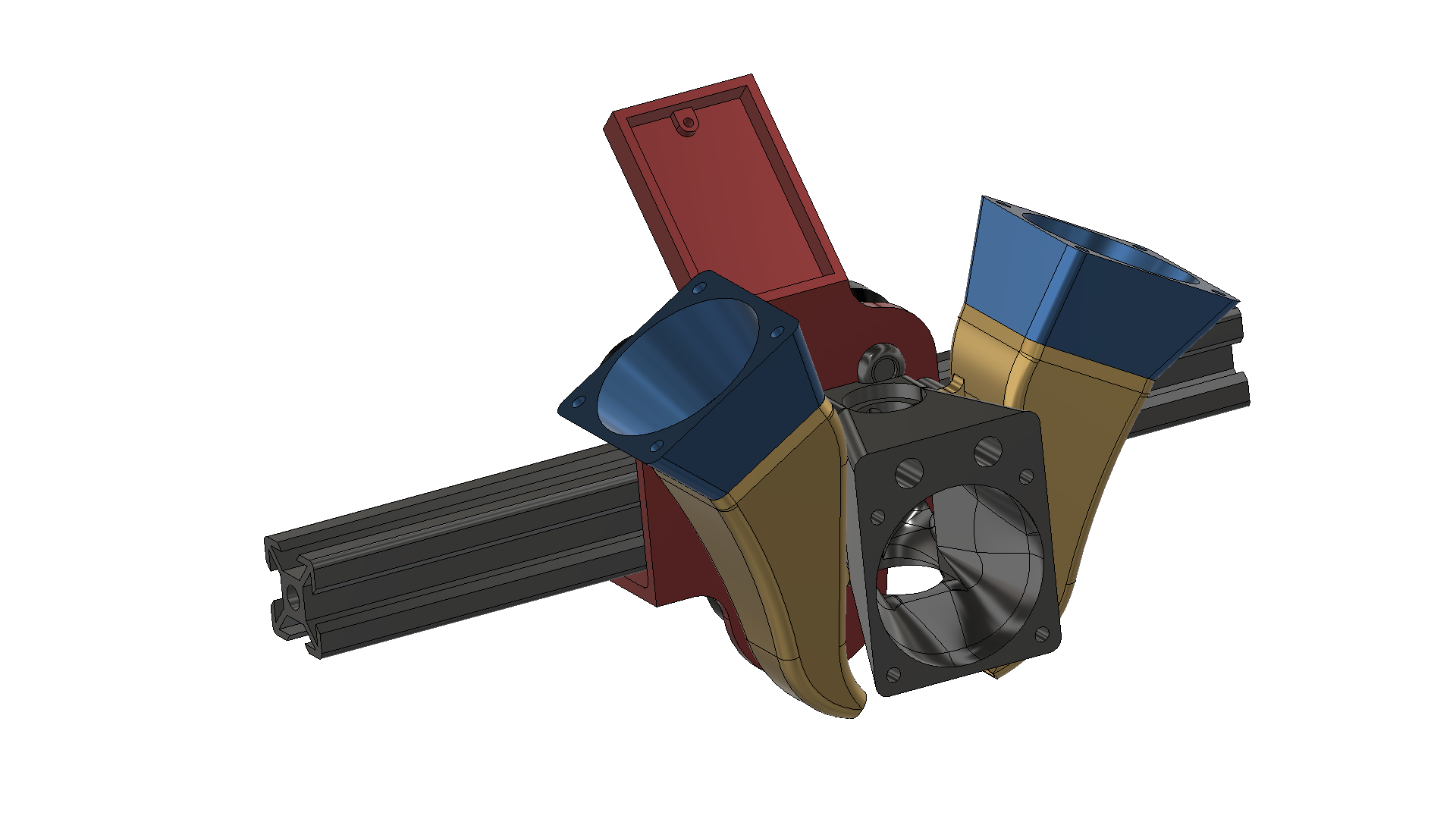
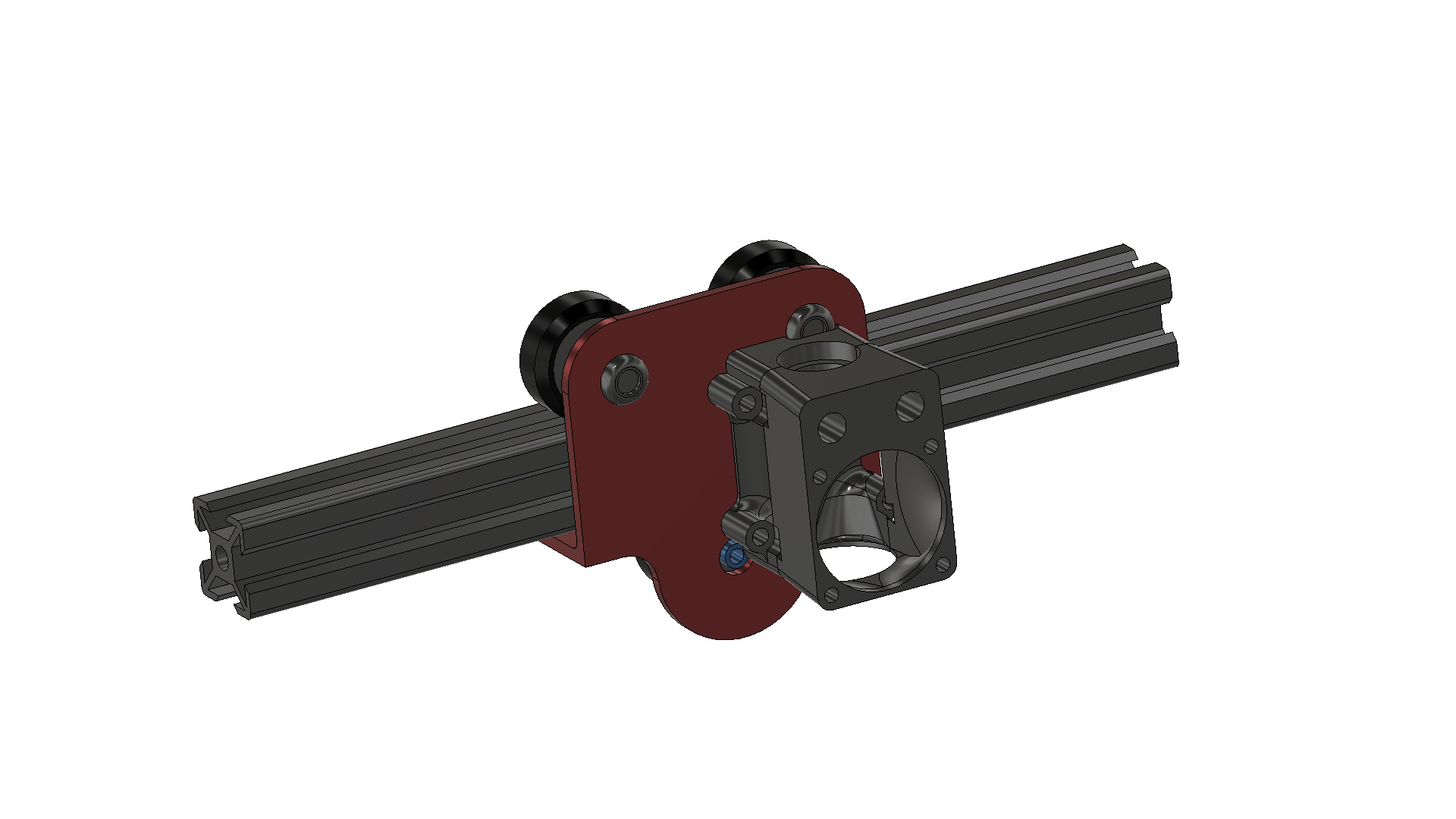
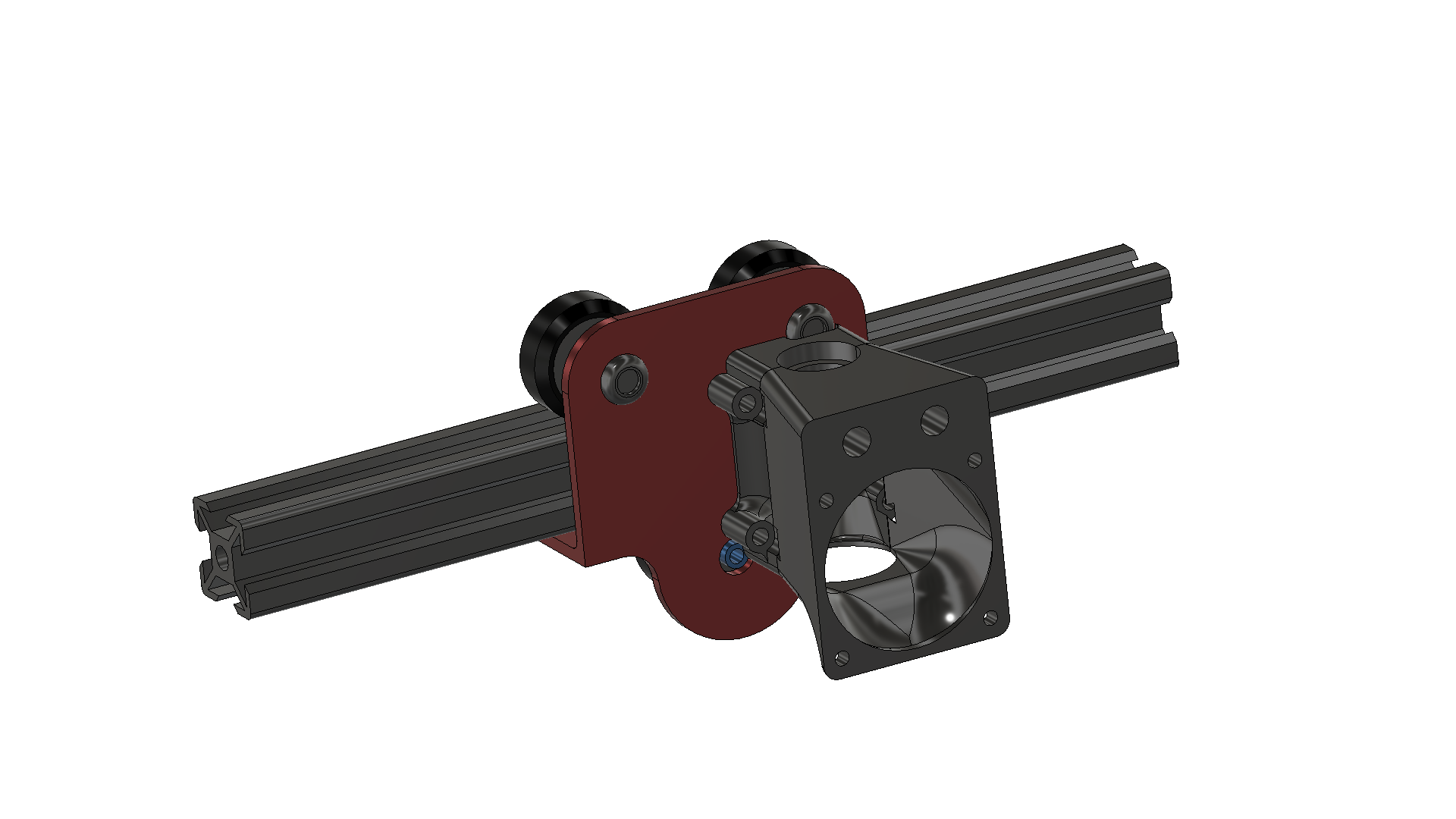
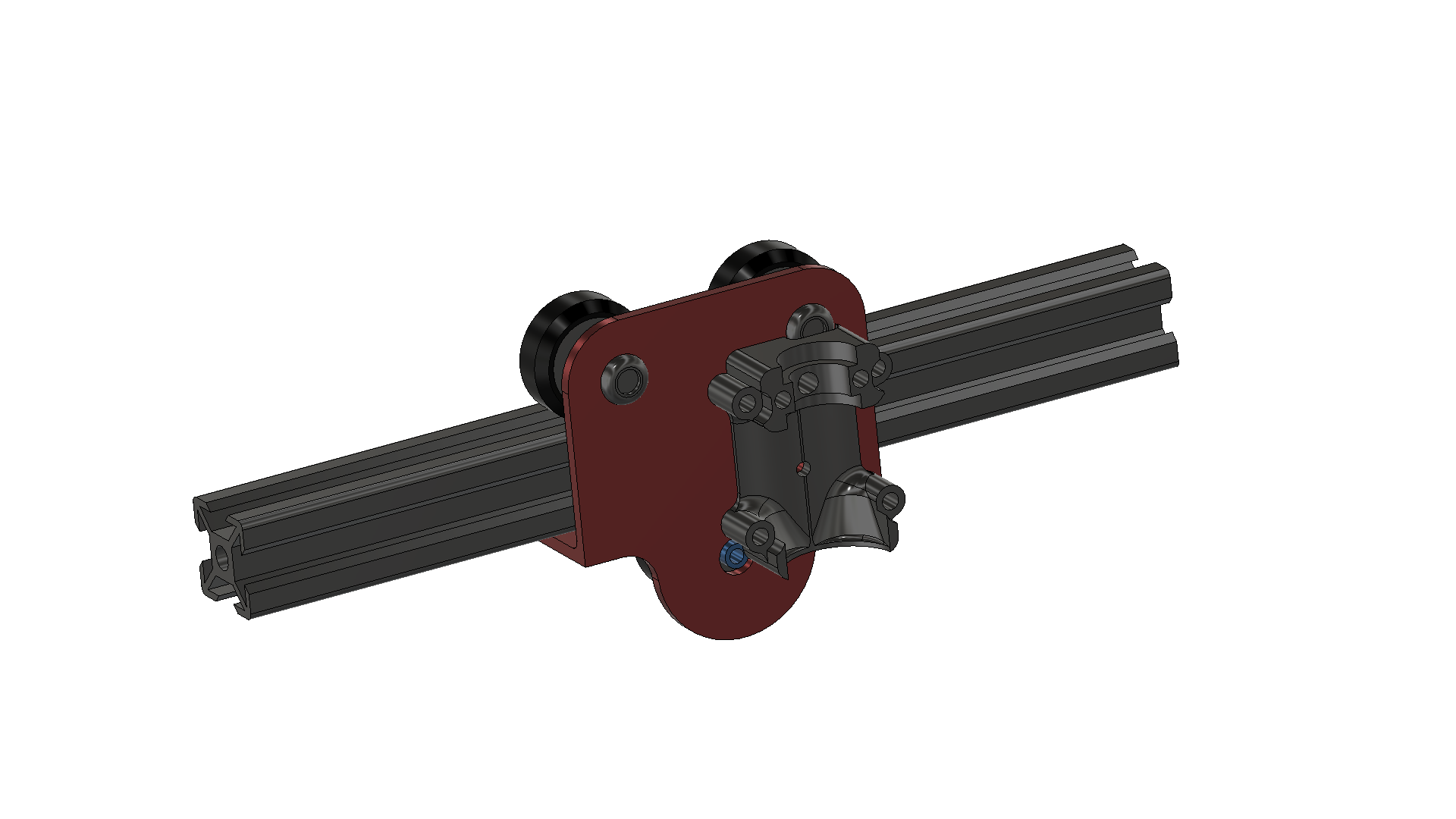
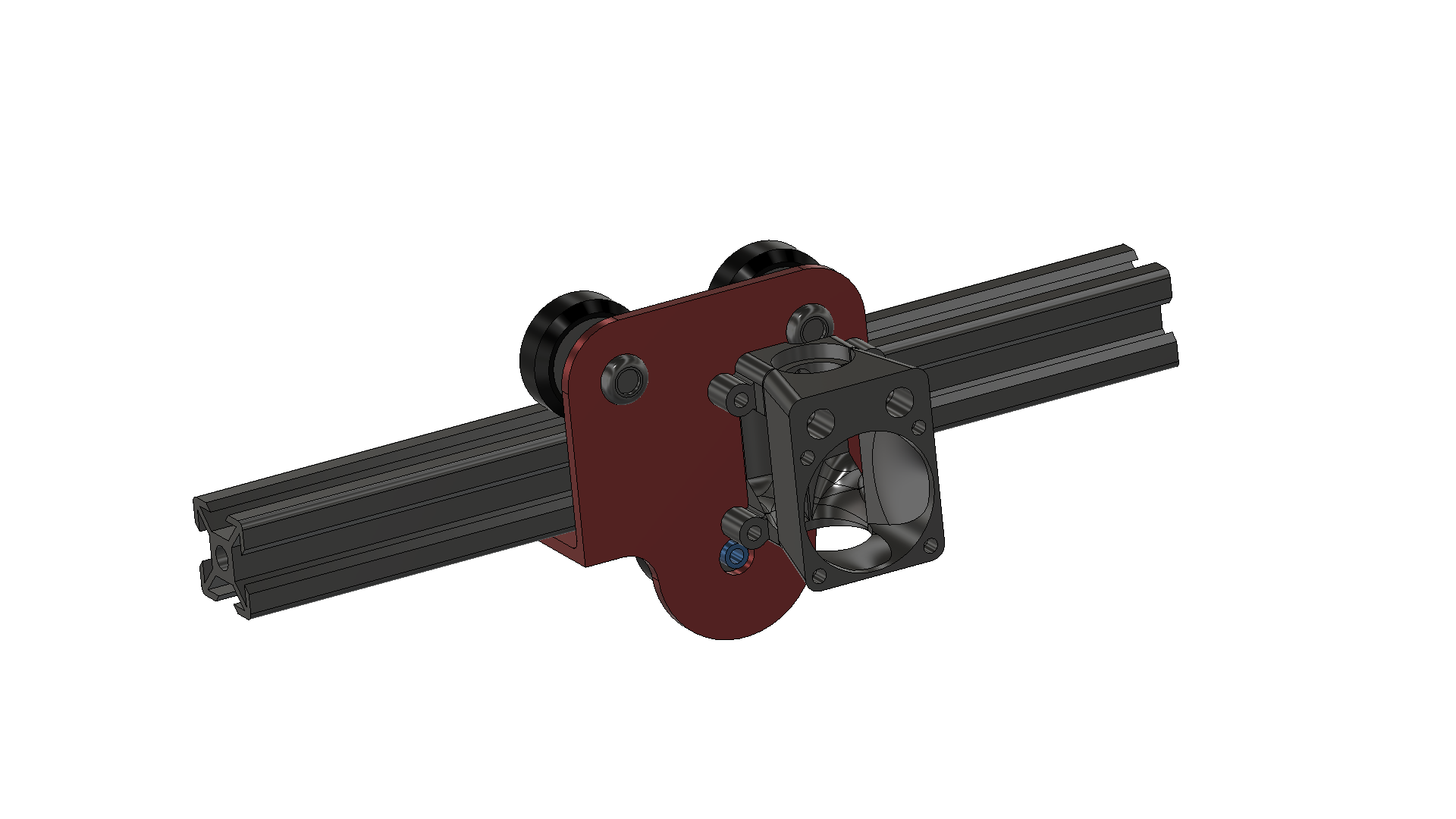
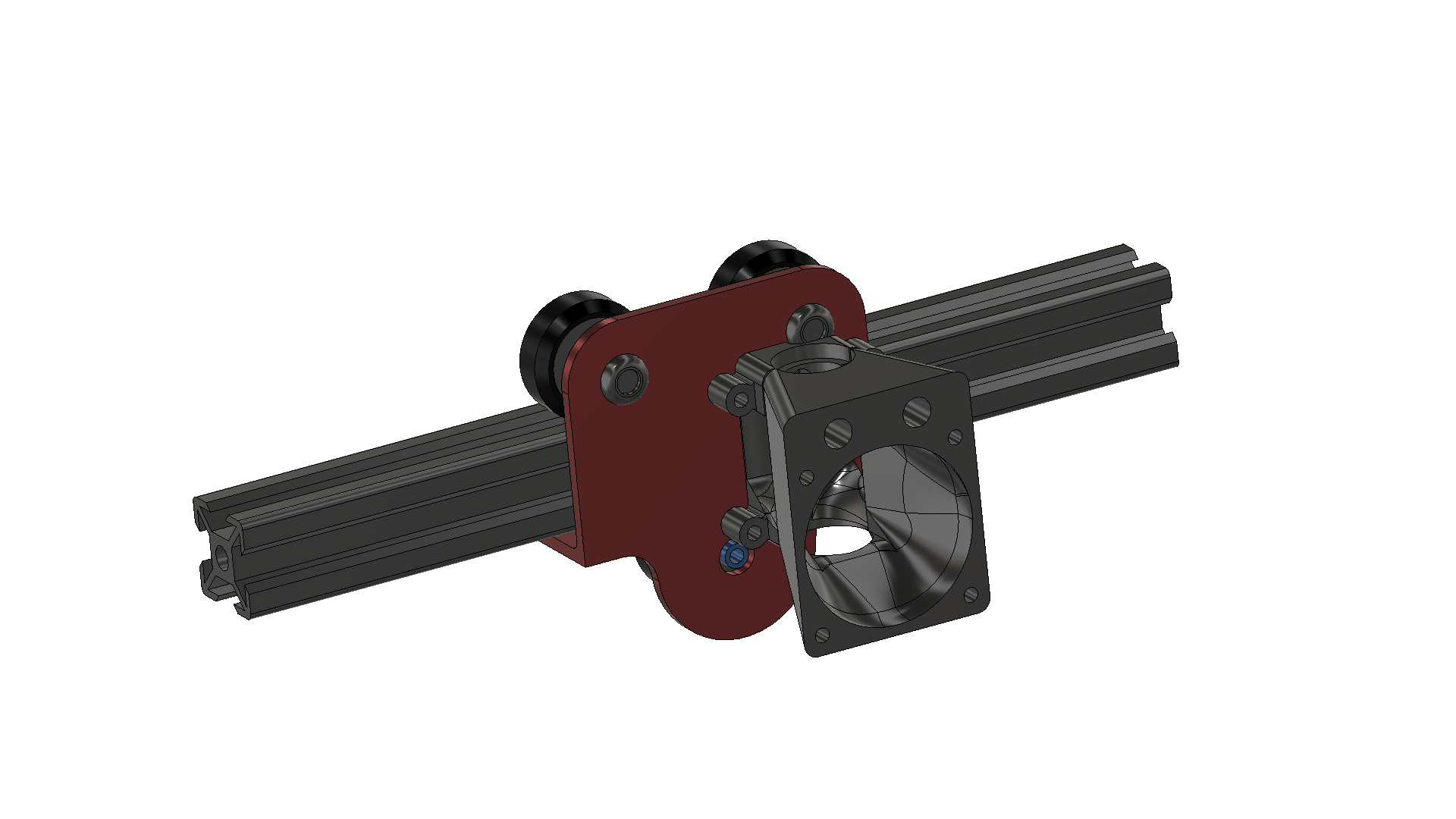
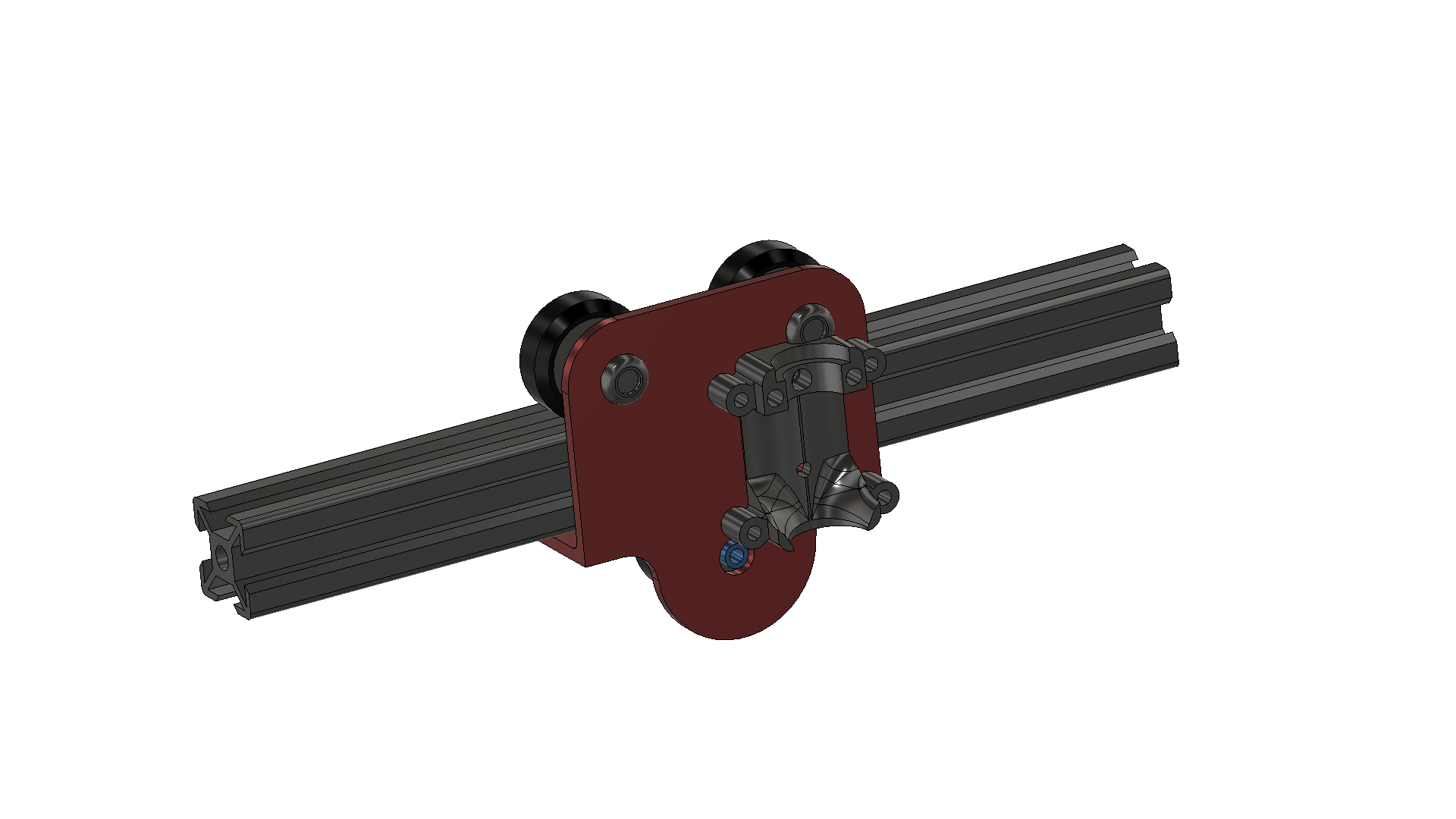
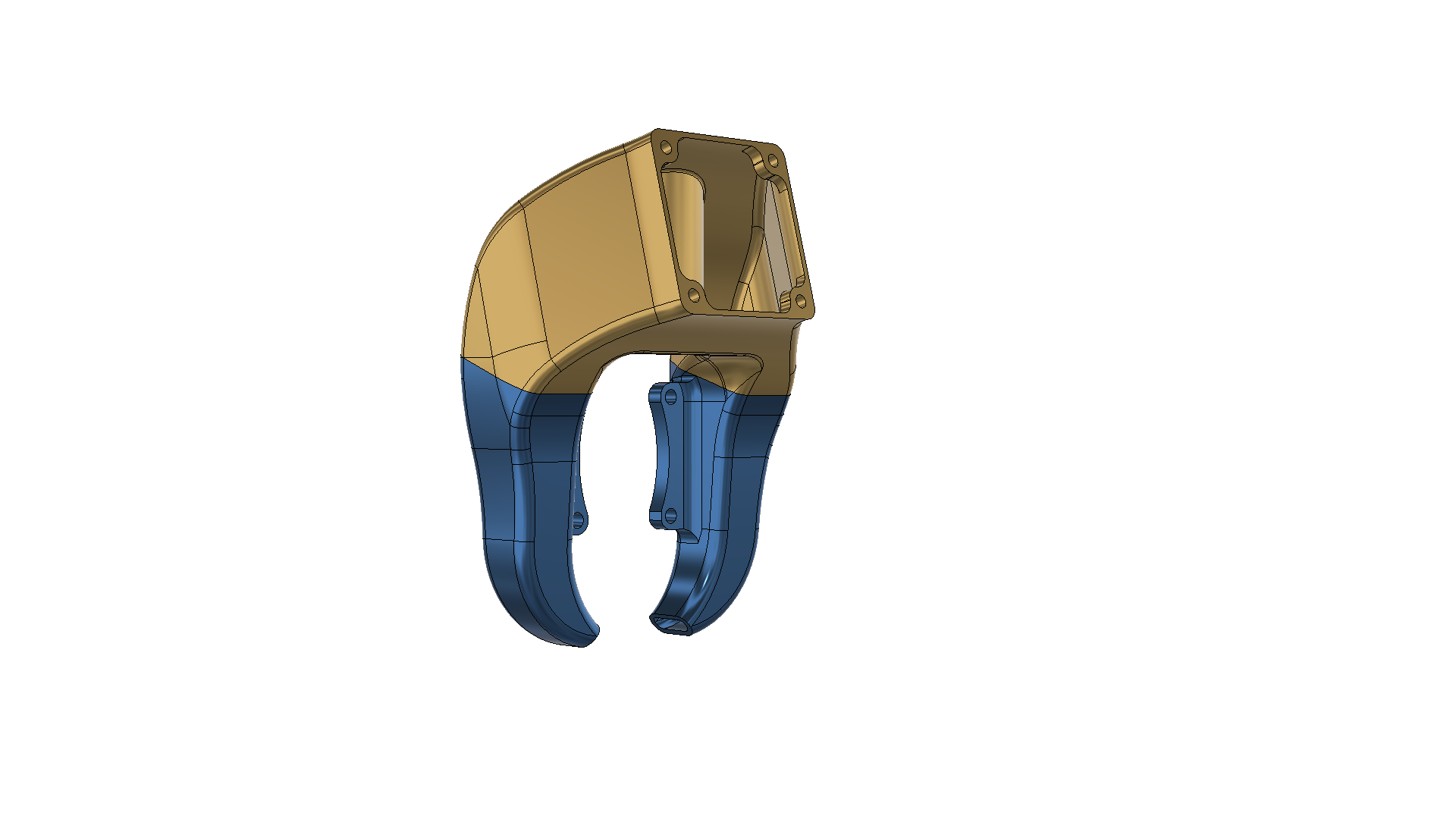
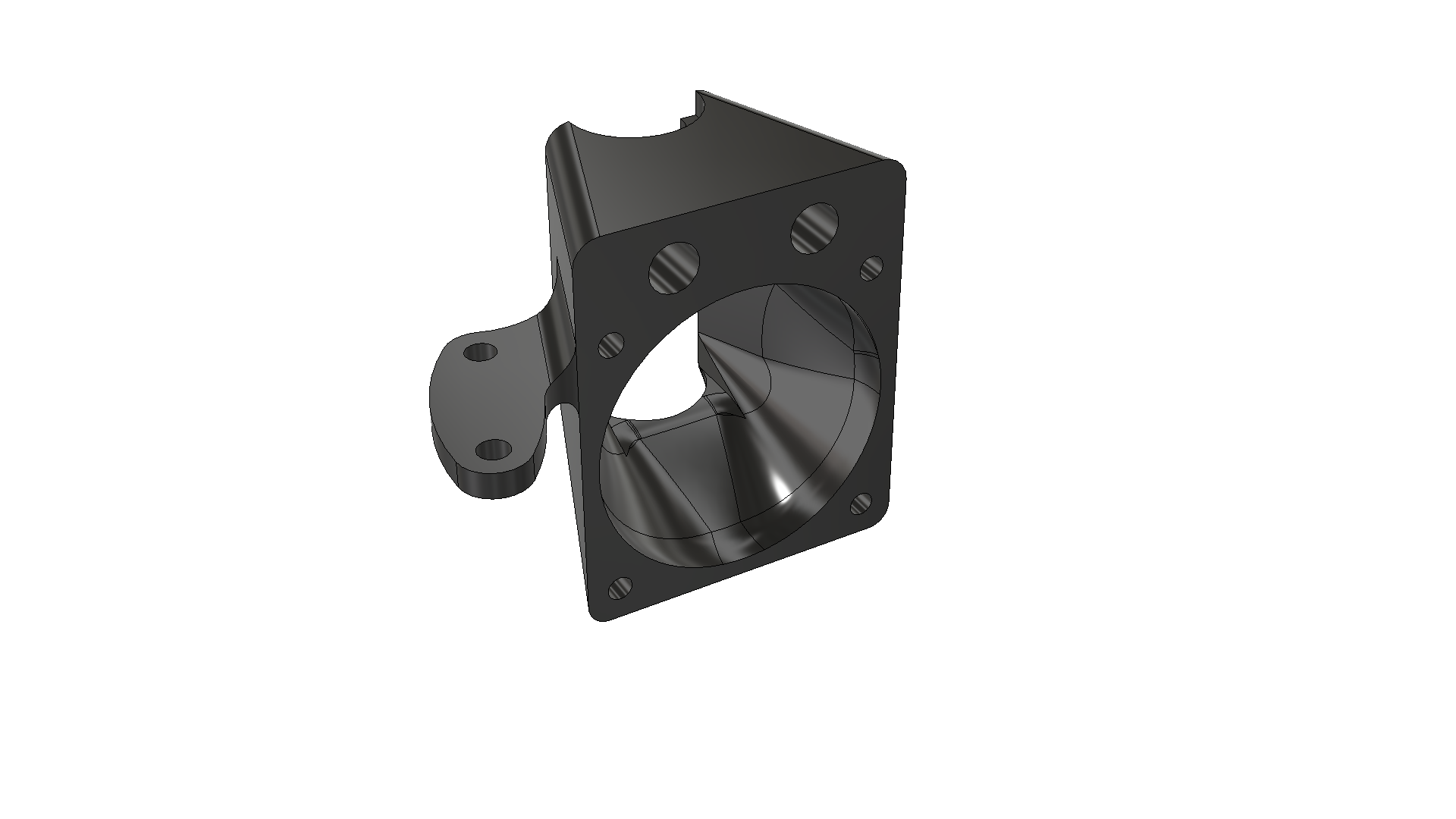
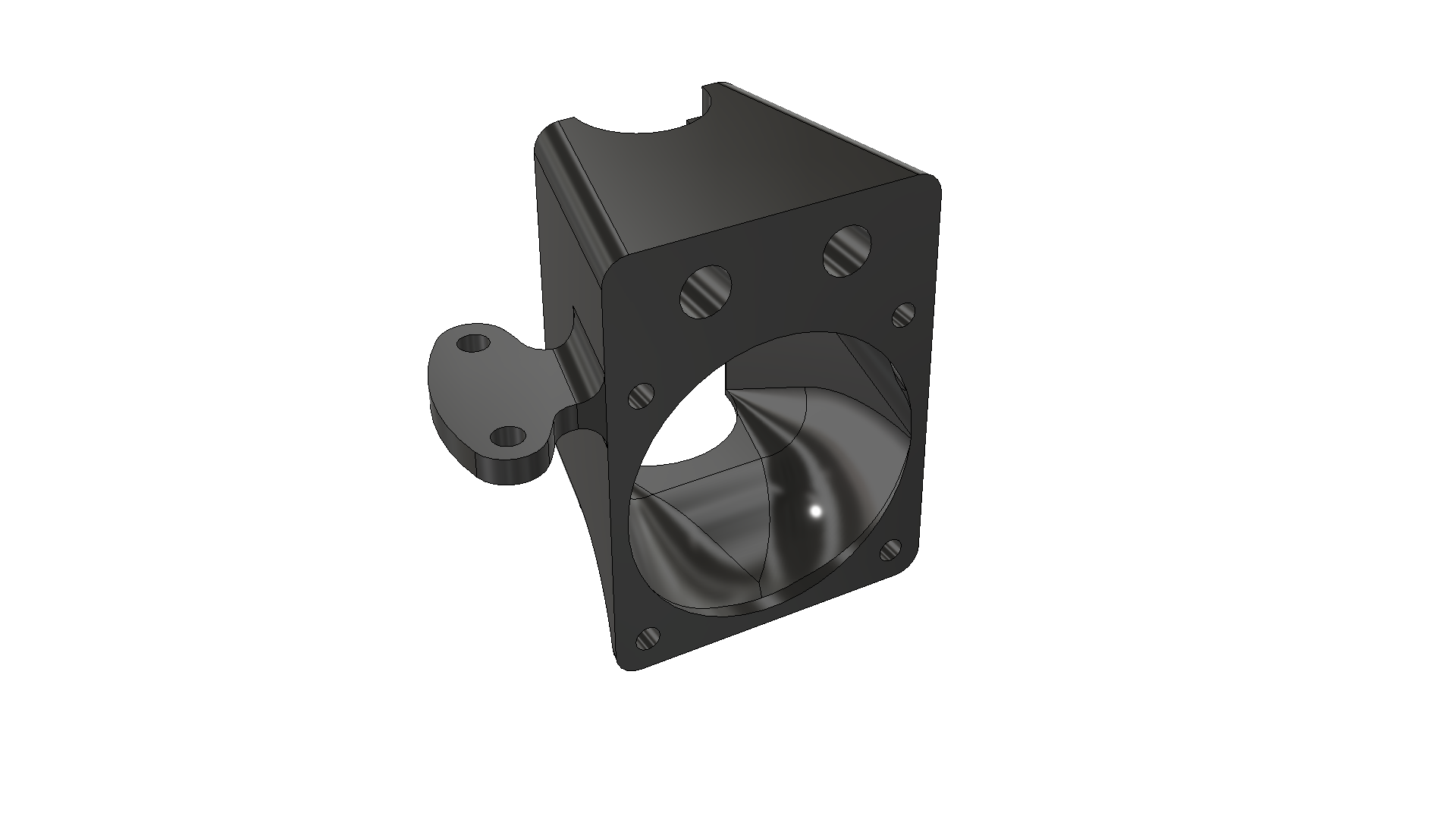
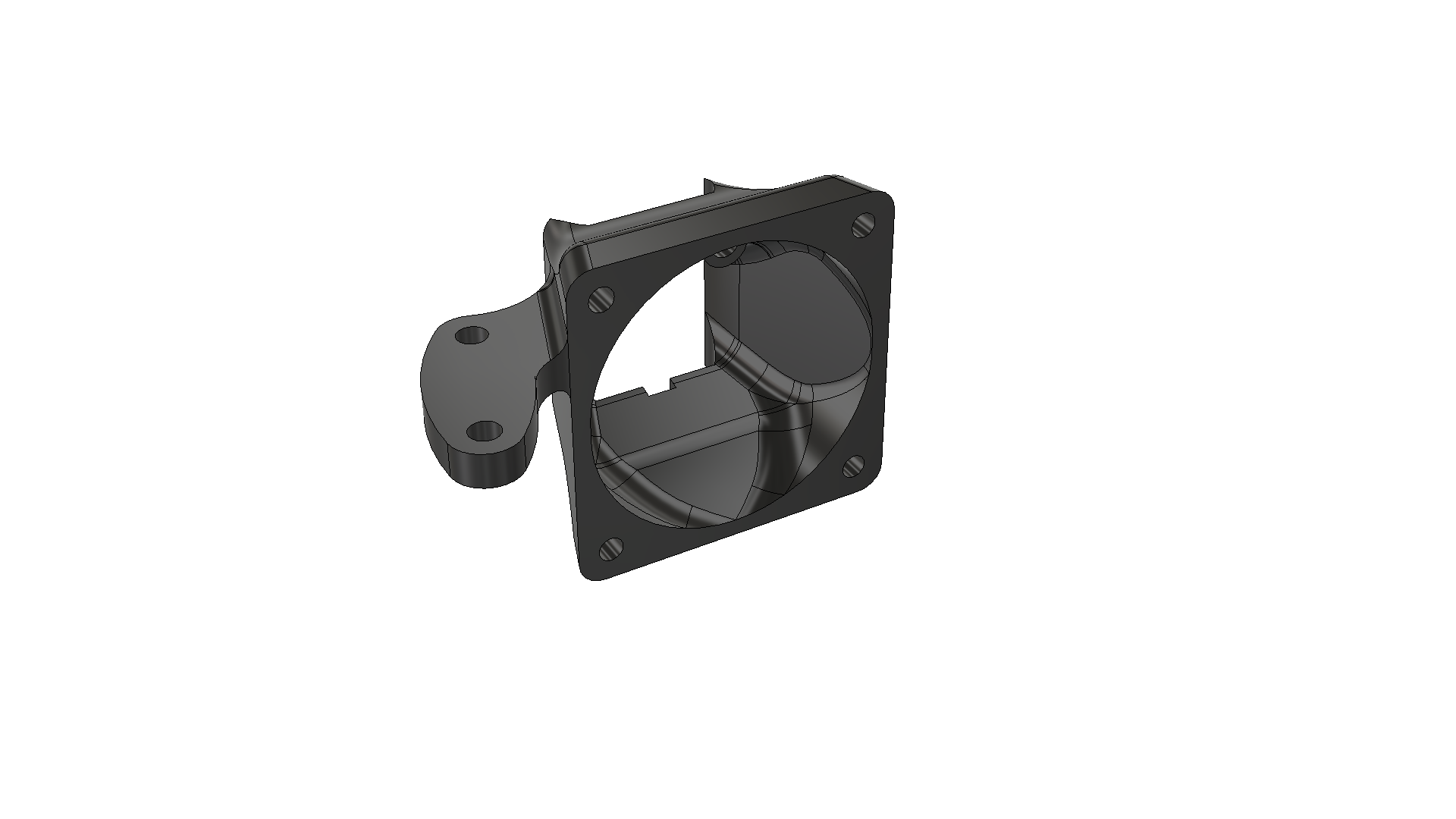
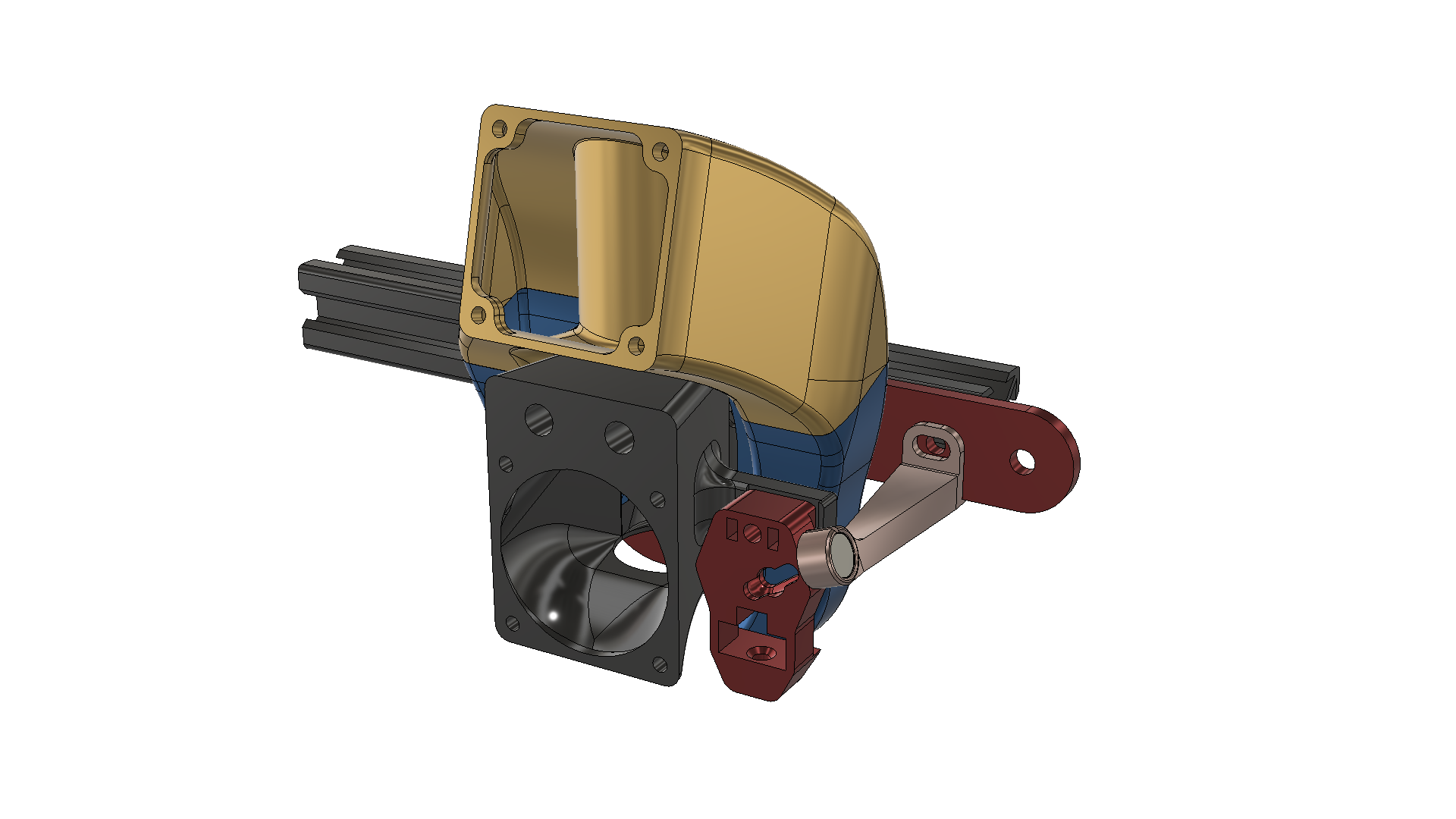
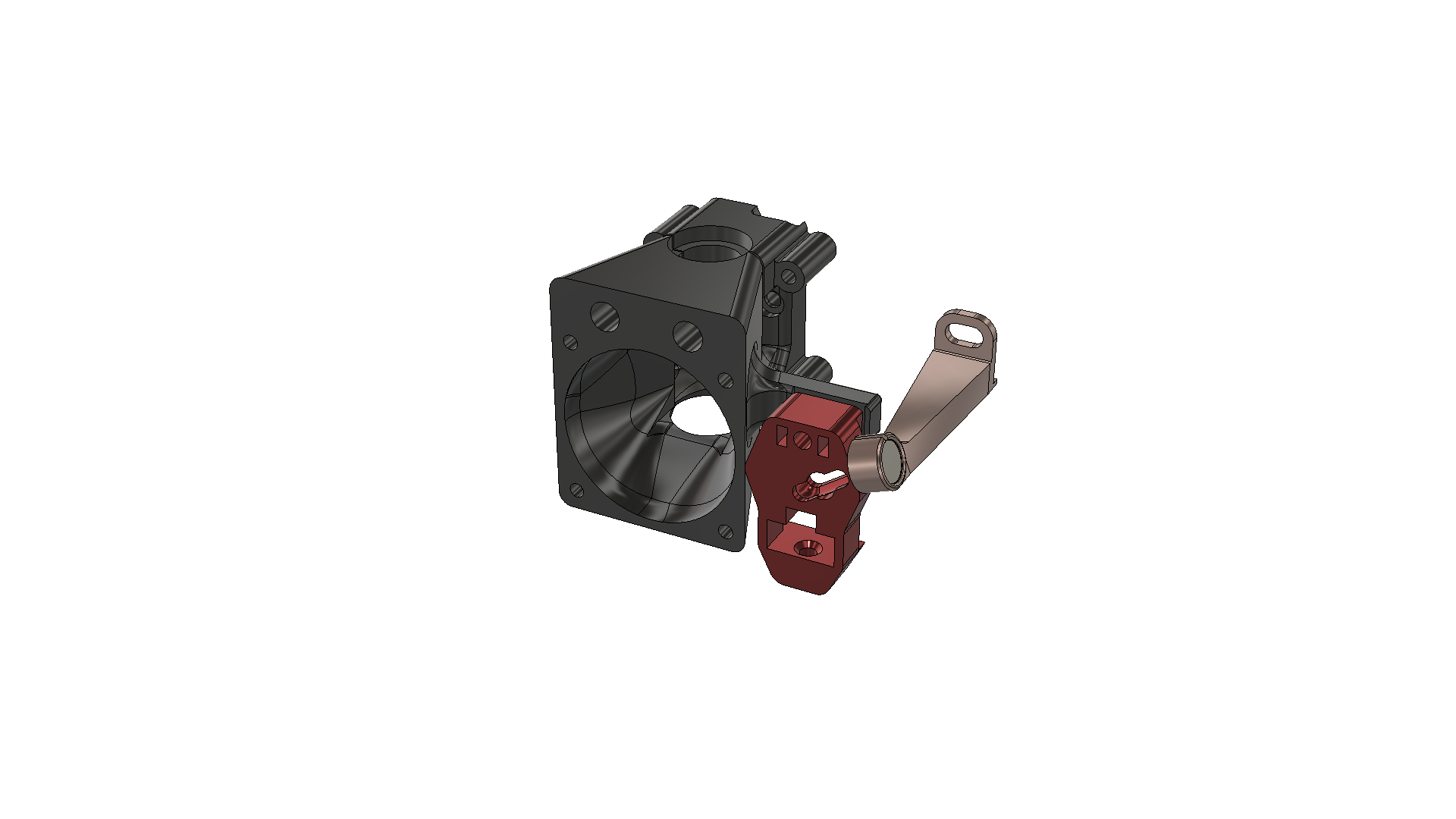
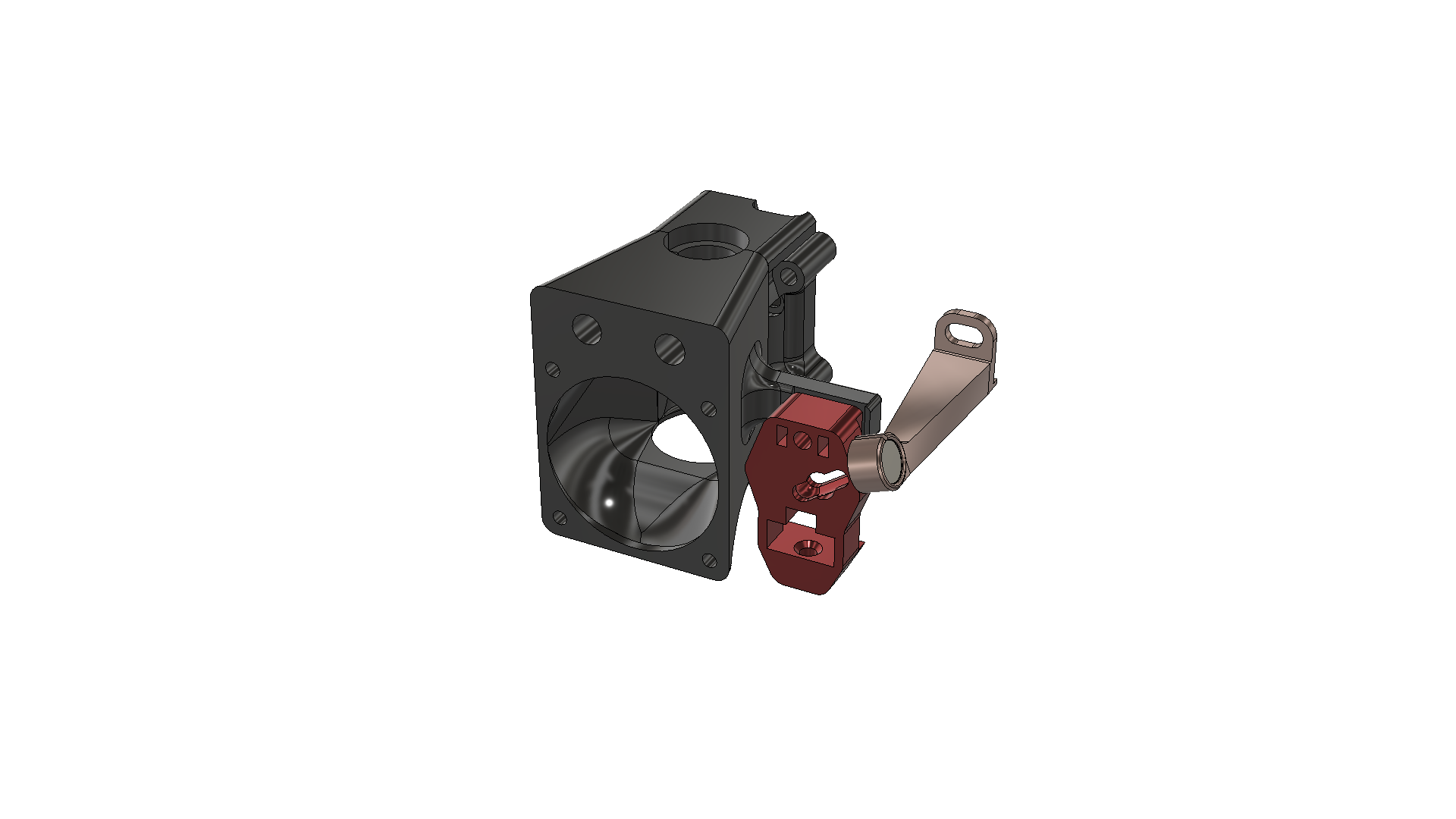
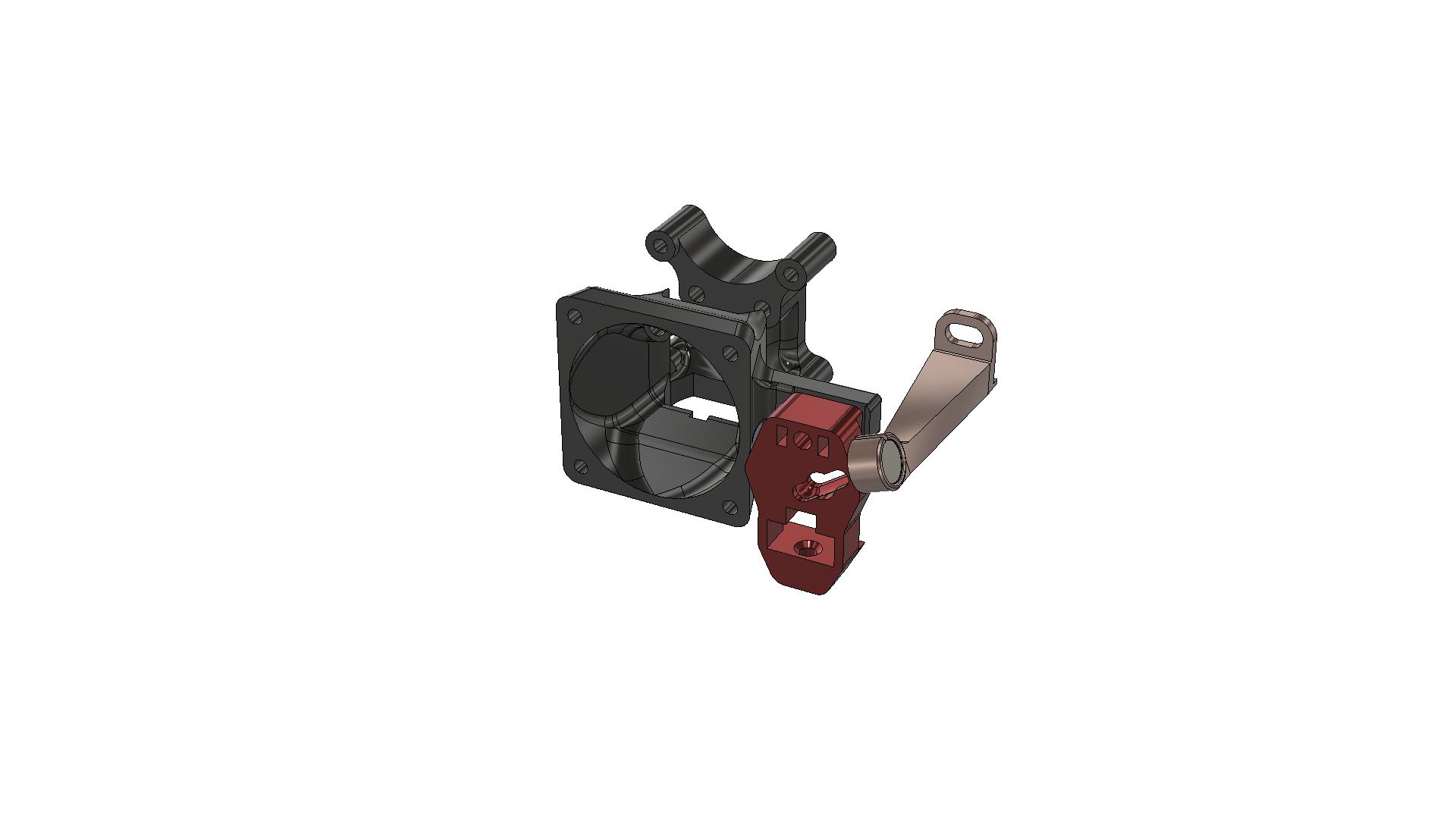
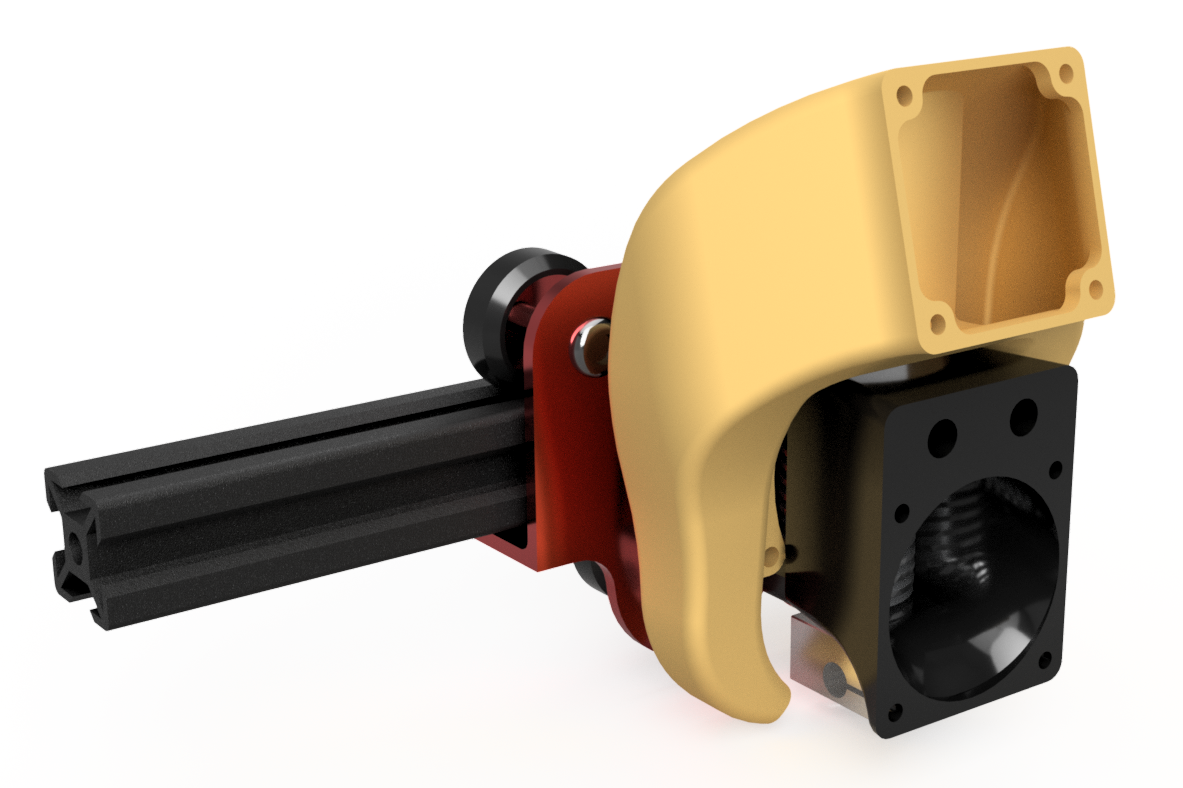
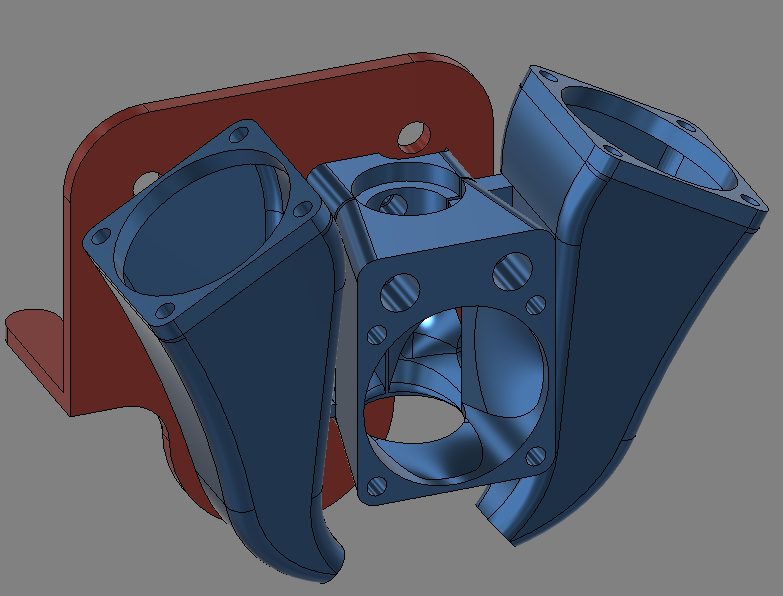
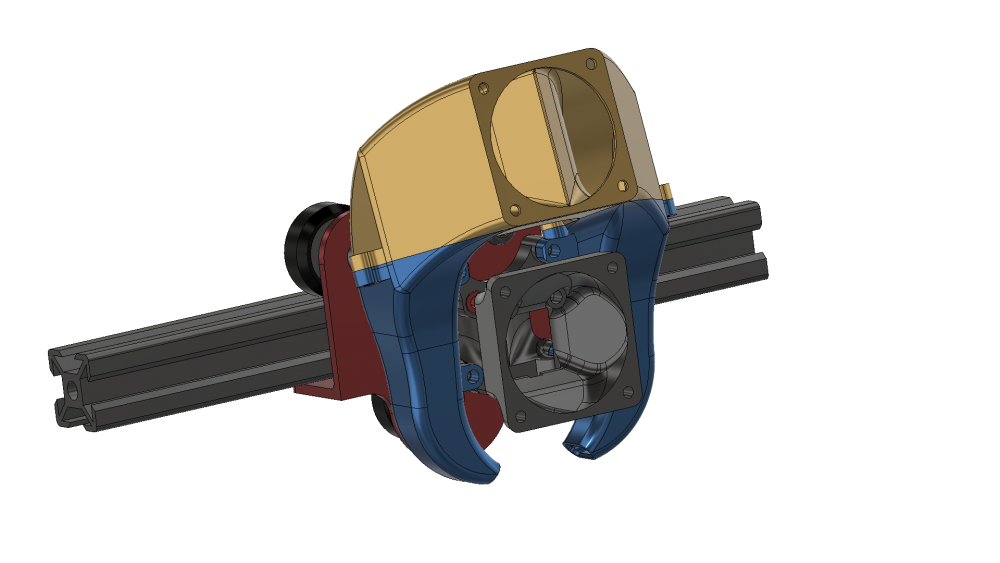
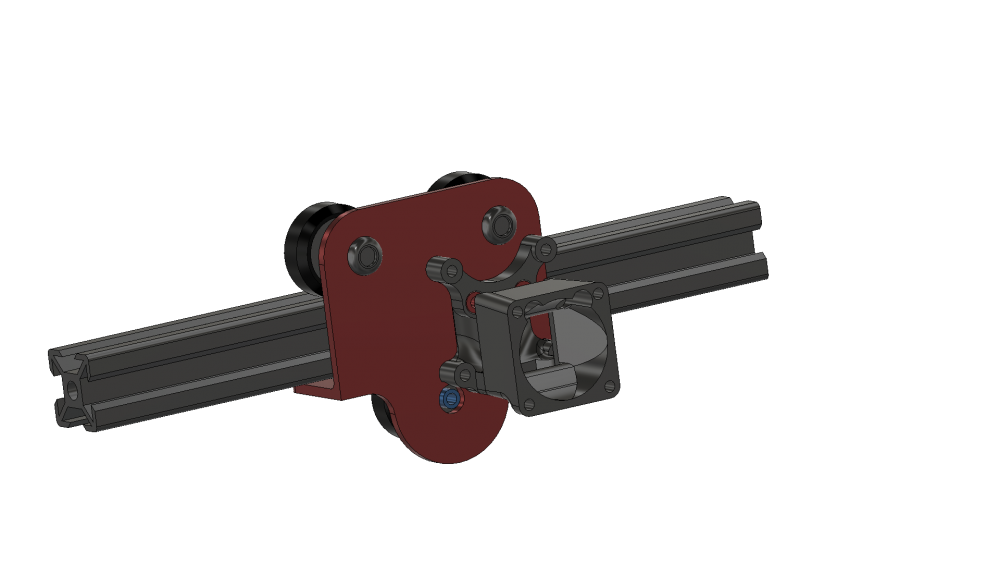
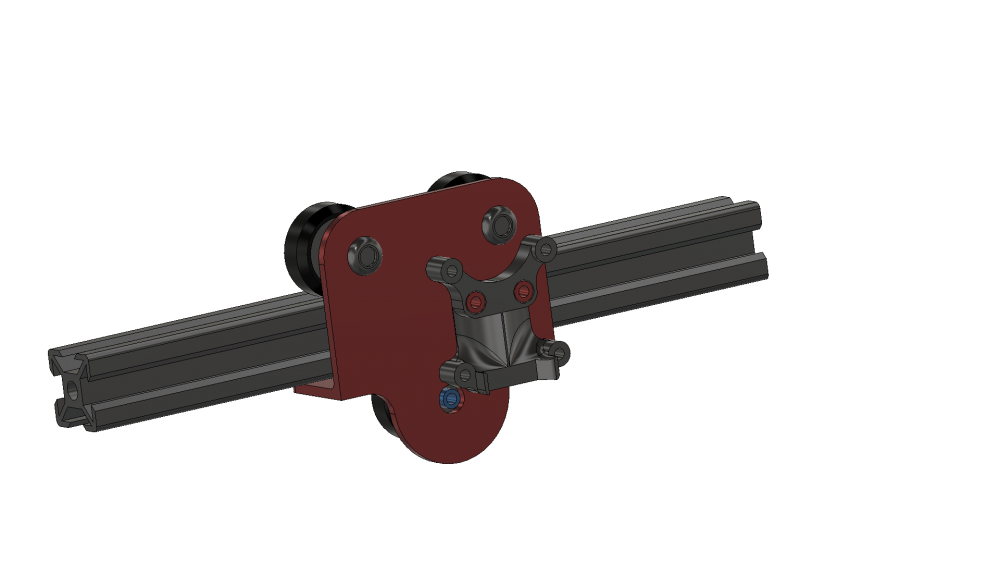
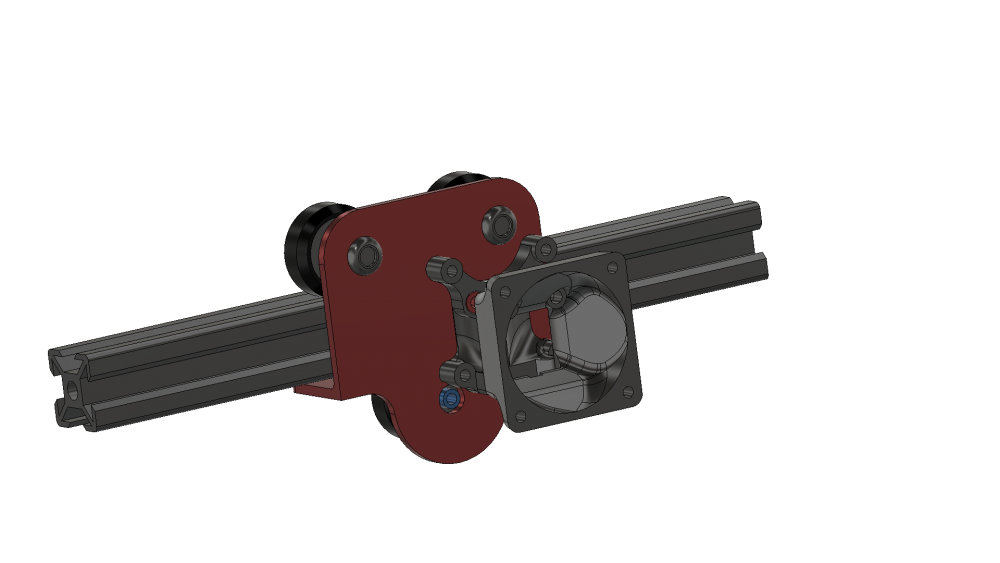
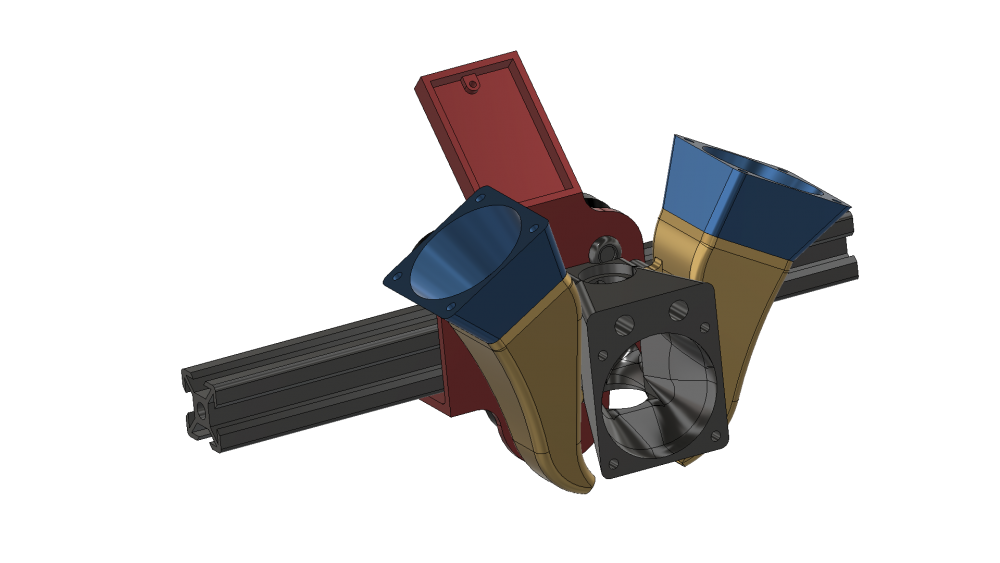
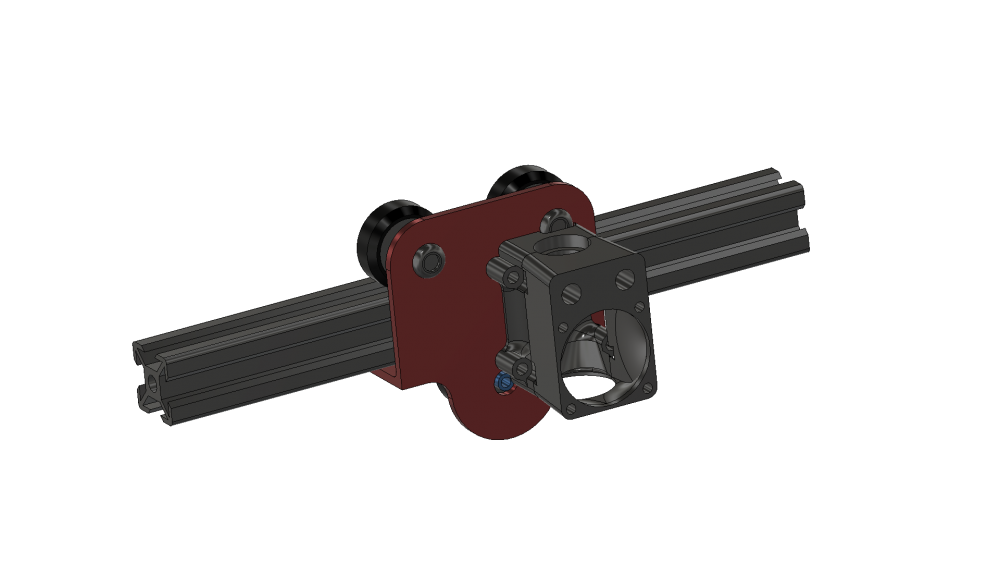
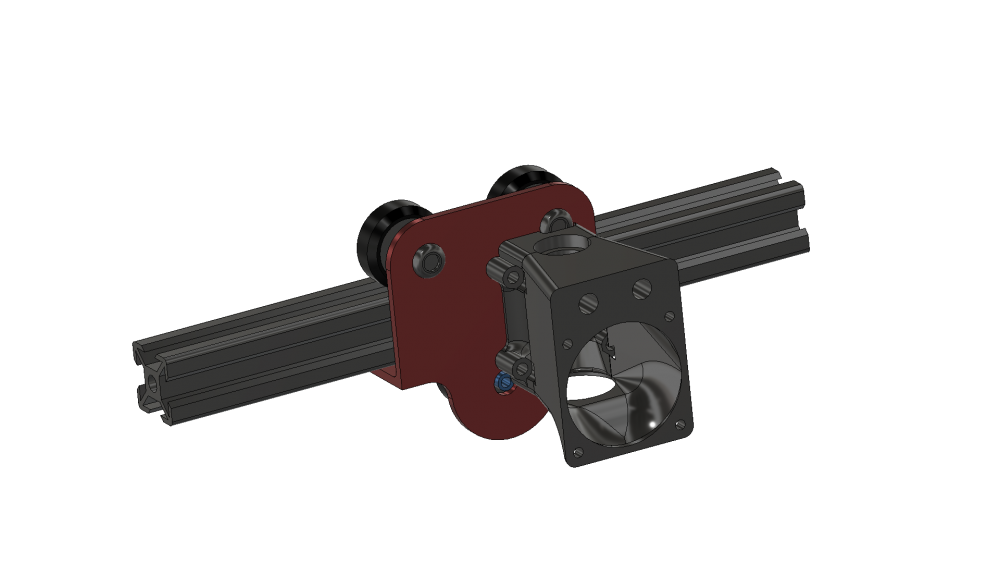
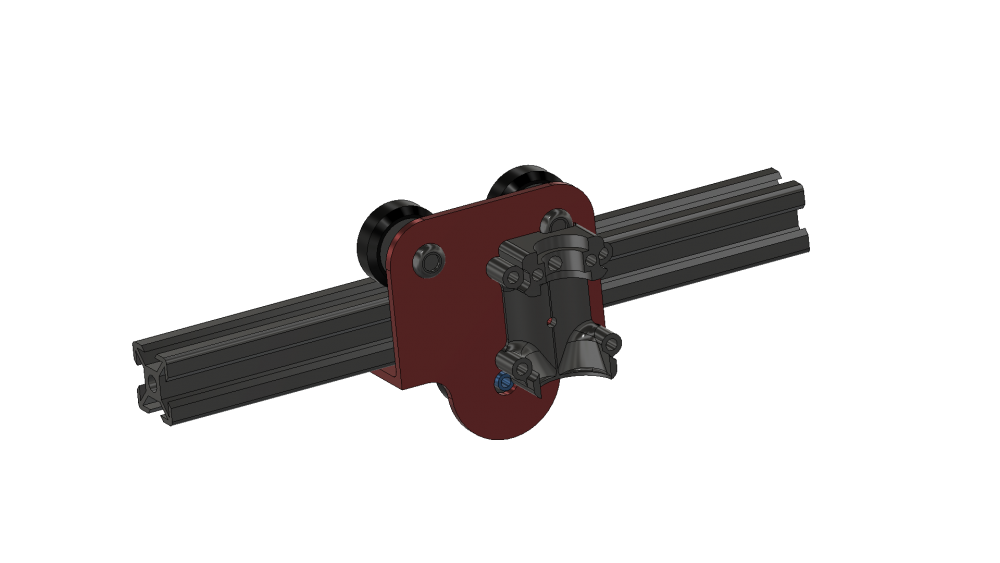
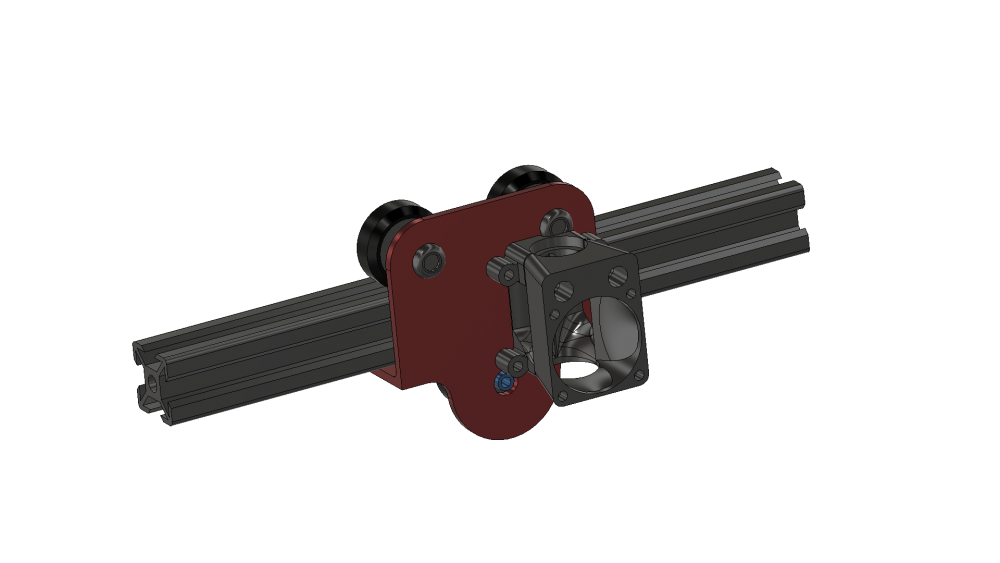
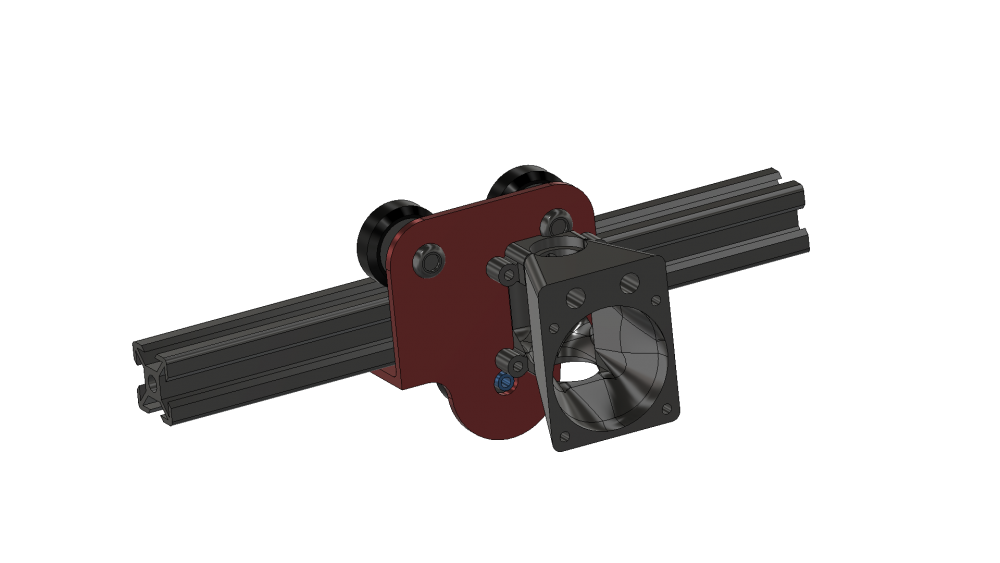
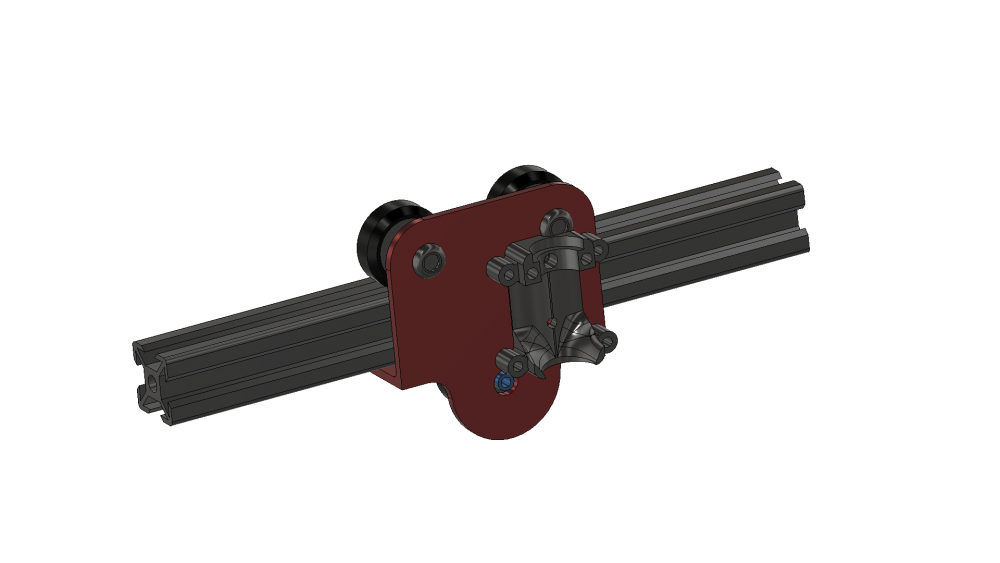
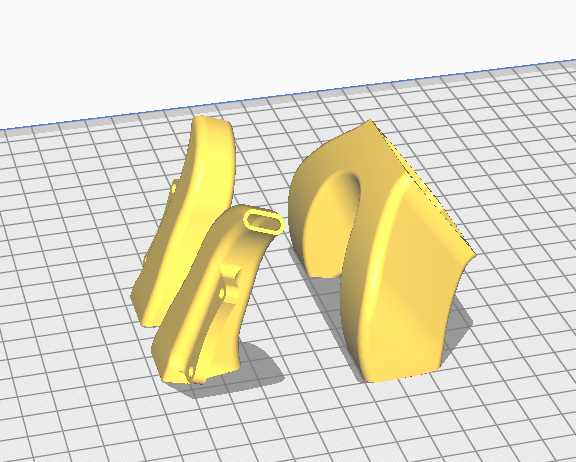
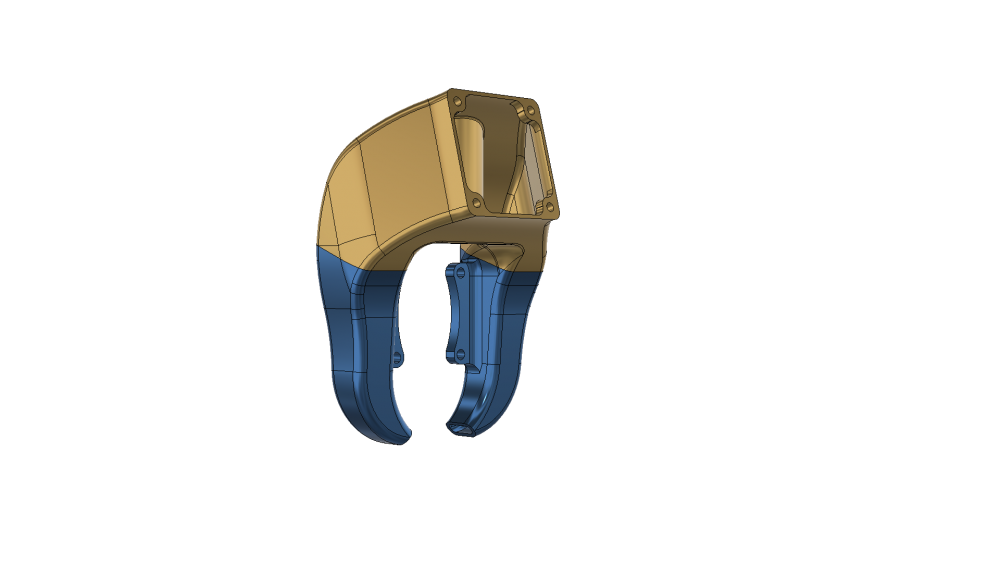
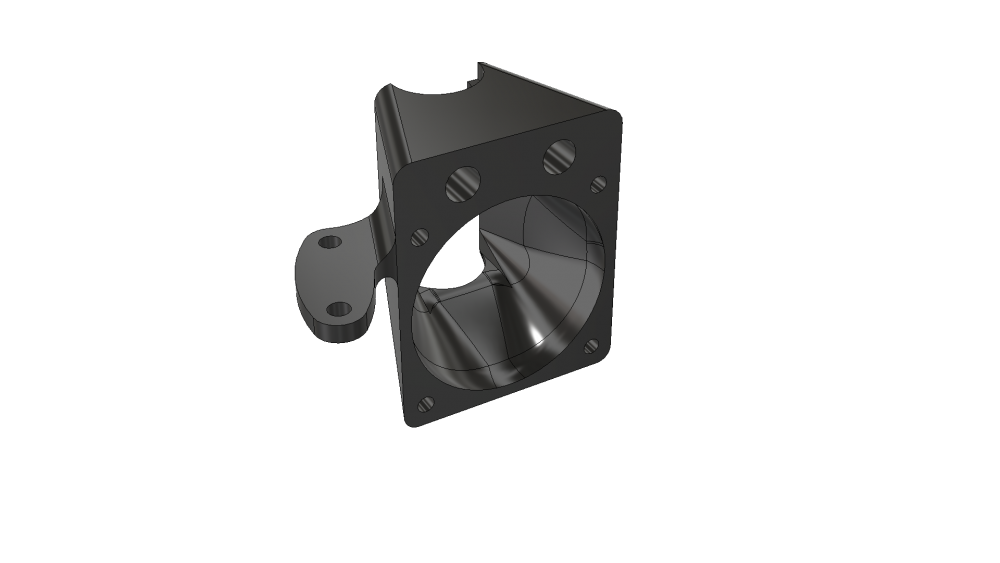
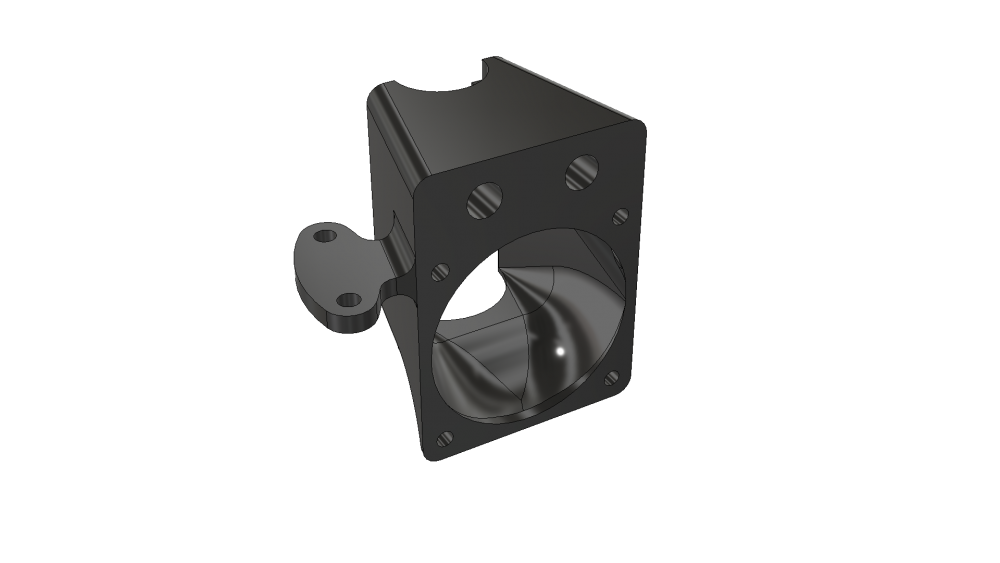
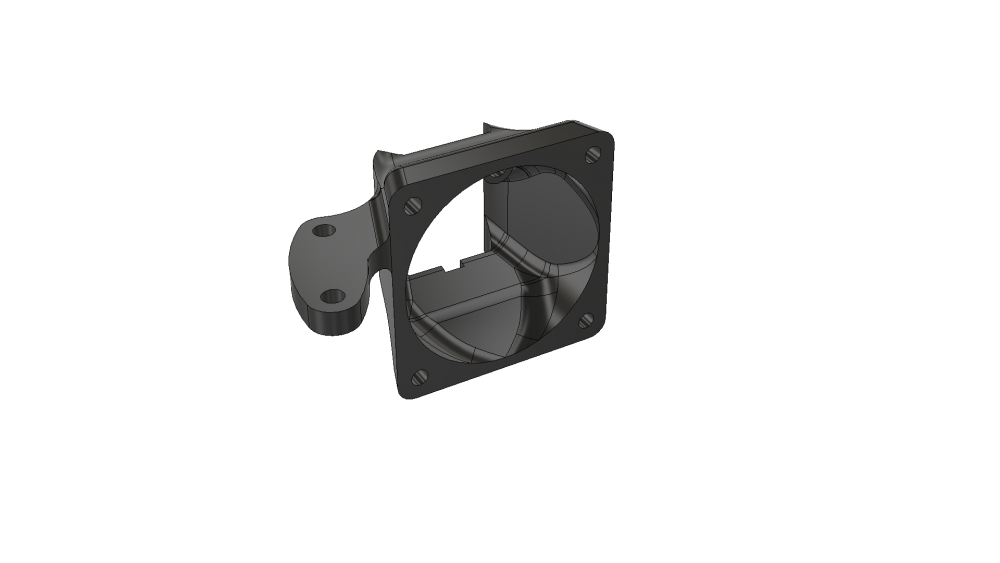
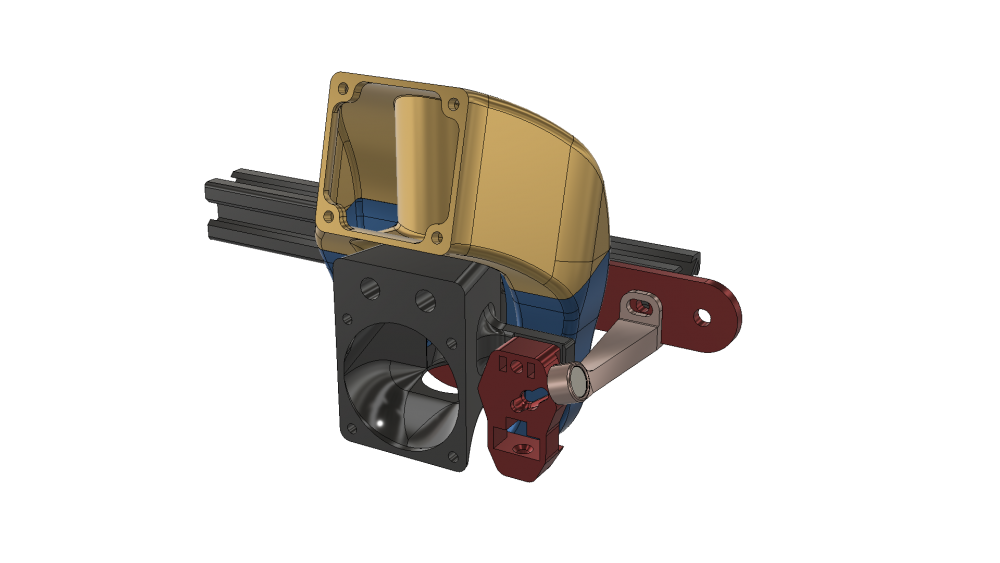
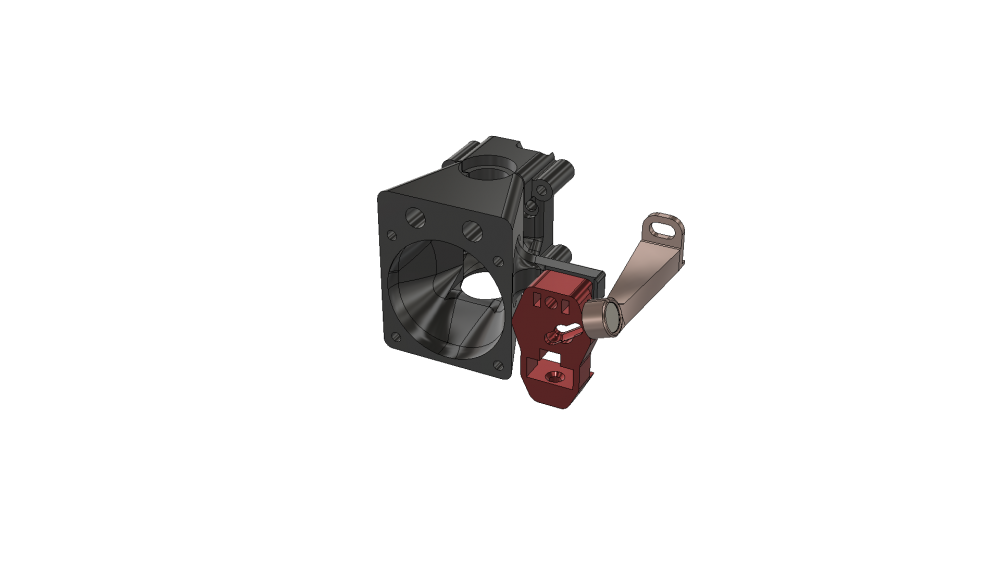
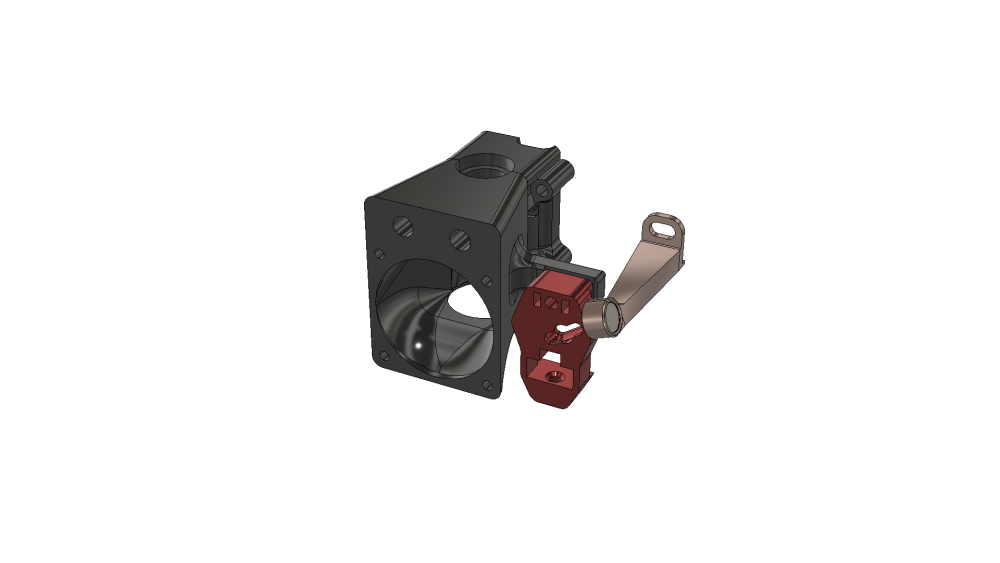
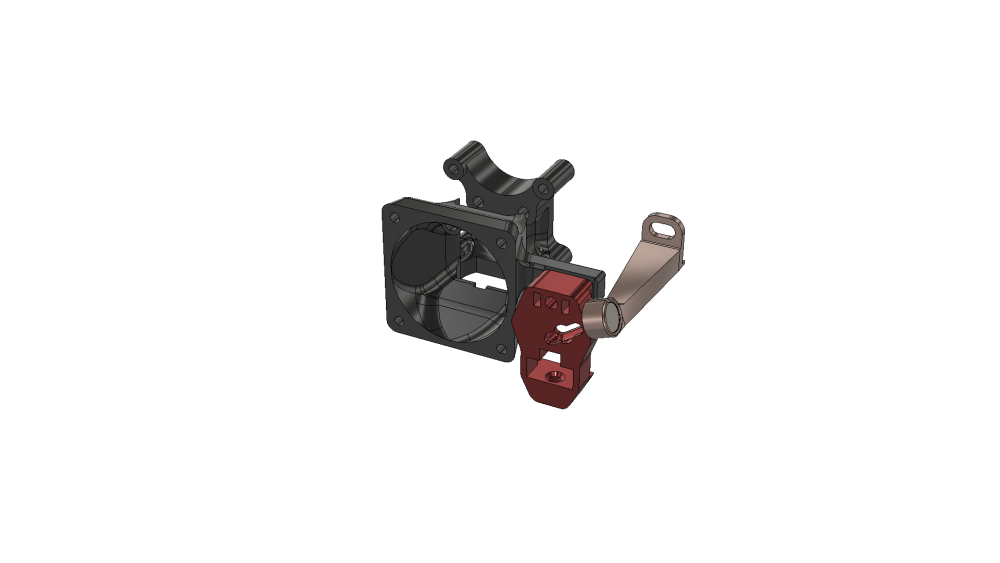
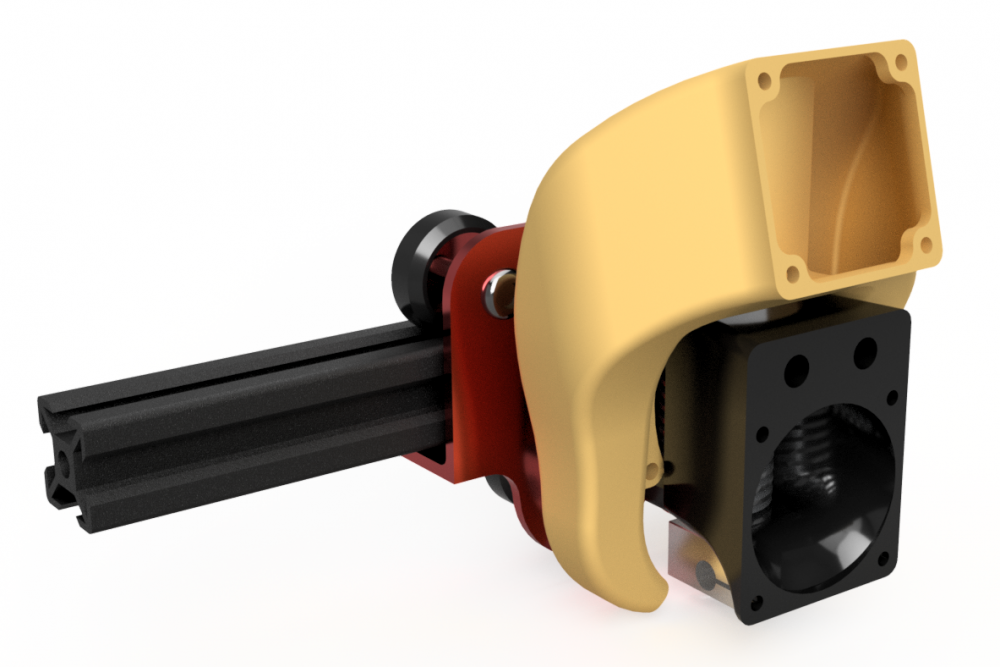
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
Bonjour à tous, Sachant qu'il y a un certain nombre d'amateurs d'électronique (dont certains très éclairés ), en consultant mon site de "bons plans"; je suis tombé sur celui-ci: En allant sur le site et en entrant le code cyrob2019yt , vous profiterez d'un an d'abonnement gratuit à la version numérique (pdf) avec en plus la possibilité de récupérer les archives de ce magazine. Je viens de m'abonner (aucune demande de carte bancaire, la réduction est directement appliquée, il suffit de renseigner quelques données "personnelles") et ai commencé à récupérer ceux de cette année 2019
 1 point
1 point -
Yep merci pour l'info, fonctionne toujours jusqu'au 31/08/19.1 point
-
En fait, c'est le "same exact G-Code" qui doit être la clé. Ce qui tendrait à dire que la buse de 0.4 qui imprime des couches de 0.5, doit aussi faire des lignes de 1 ou 1.2mm de largeur. C'est ce qui fait que ça fonctionne, le boudin est écrasé. Le "beau" rendu se fera selon la taille du nez de la buse, s'il est suffisamment large, ça marchera (c'est d'ailleurs ce qui est dit en bas "nozzle flat is within the margin"). Sinon faire des lignes de 0.5mm de haut, et 0.45mm de large, ça fera forcément un boudin non écrasé, et qui ne collera pas. Cependant je pense qu'on perd en précision, car plus on s'éloigne du trou de la buse, moins on maîtrise où va aller le filament, il pourrait très bien faire du yoyo, ou tout simplement sortir plus d'un côté que de l'autre si le nez la buse n'est pas parfaitement plat.1 point
-
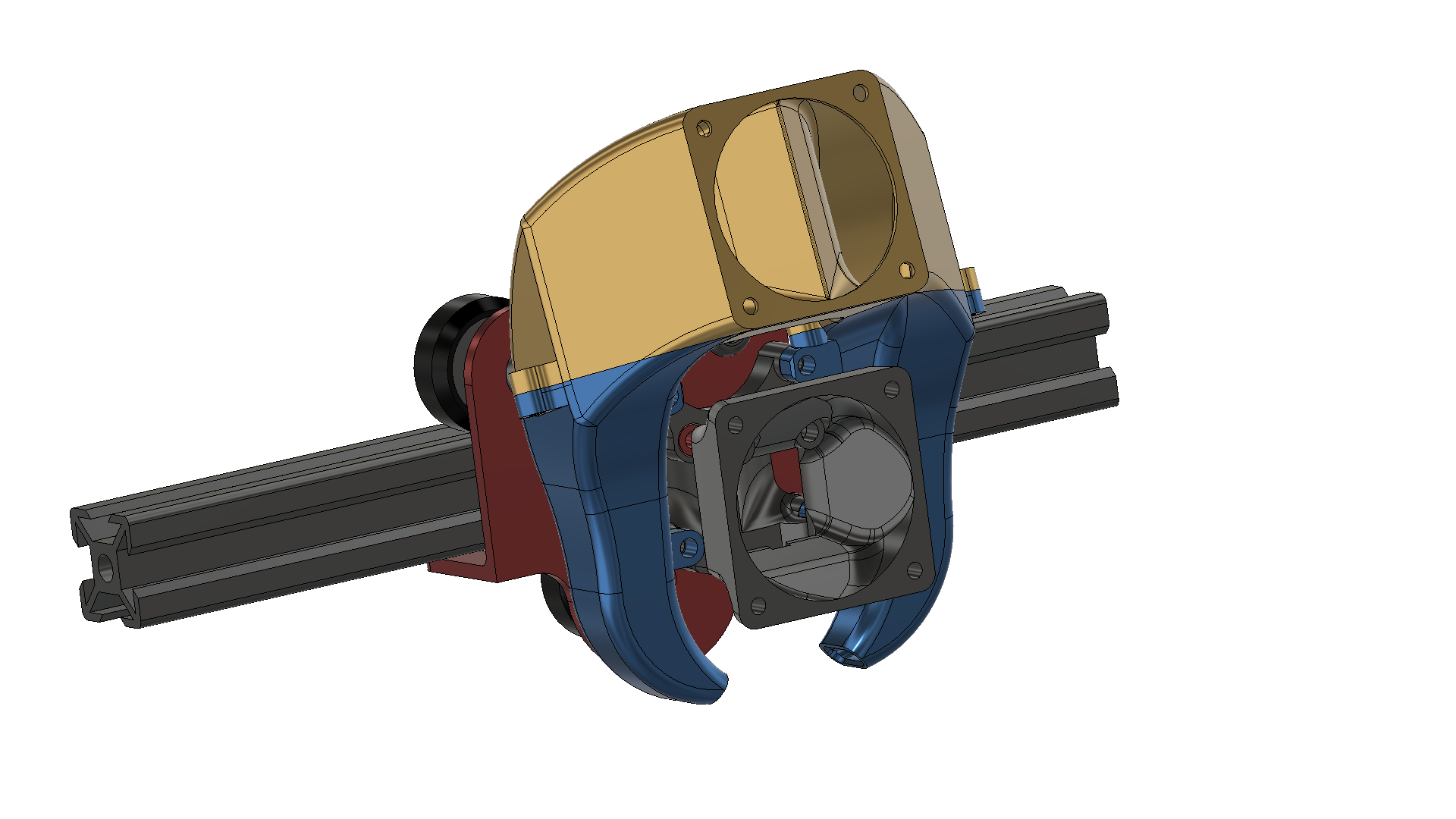
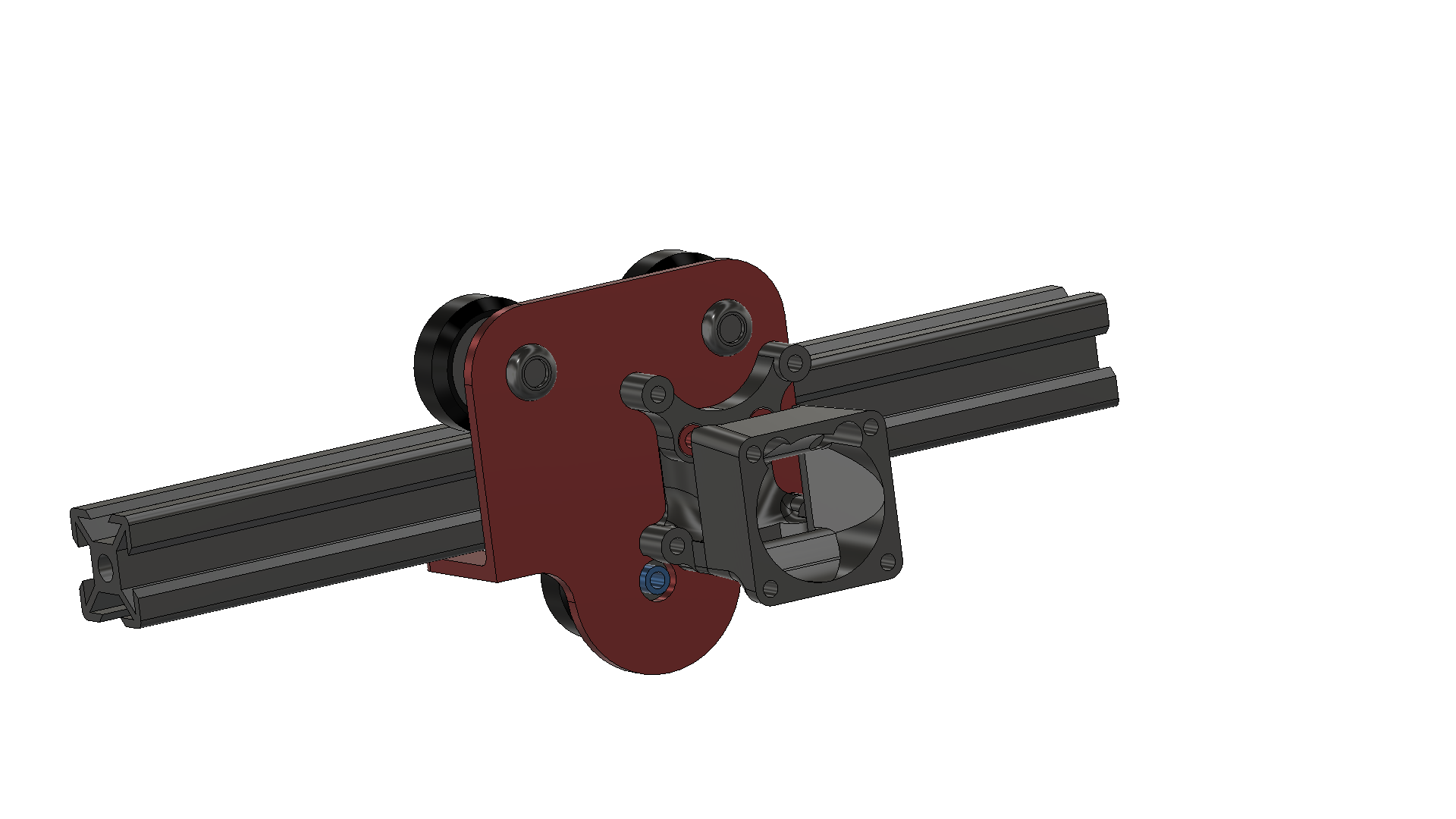
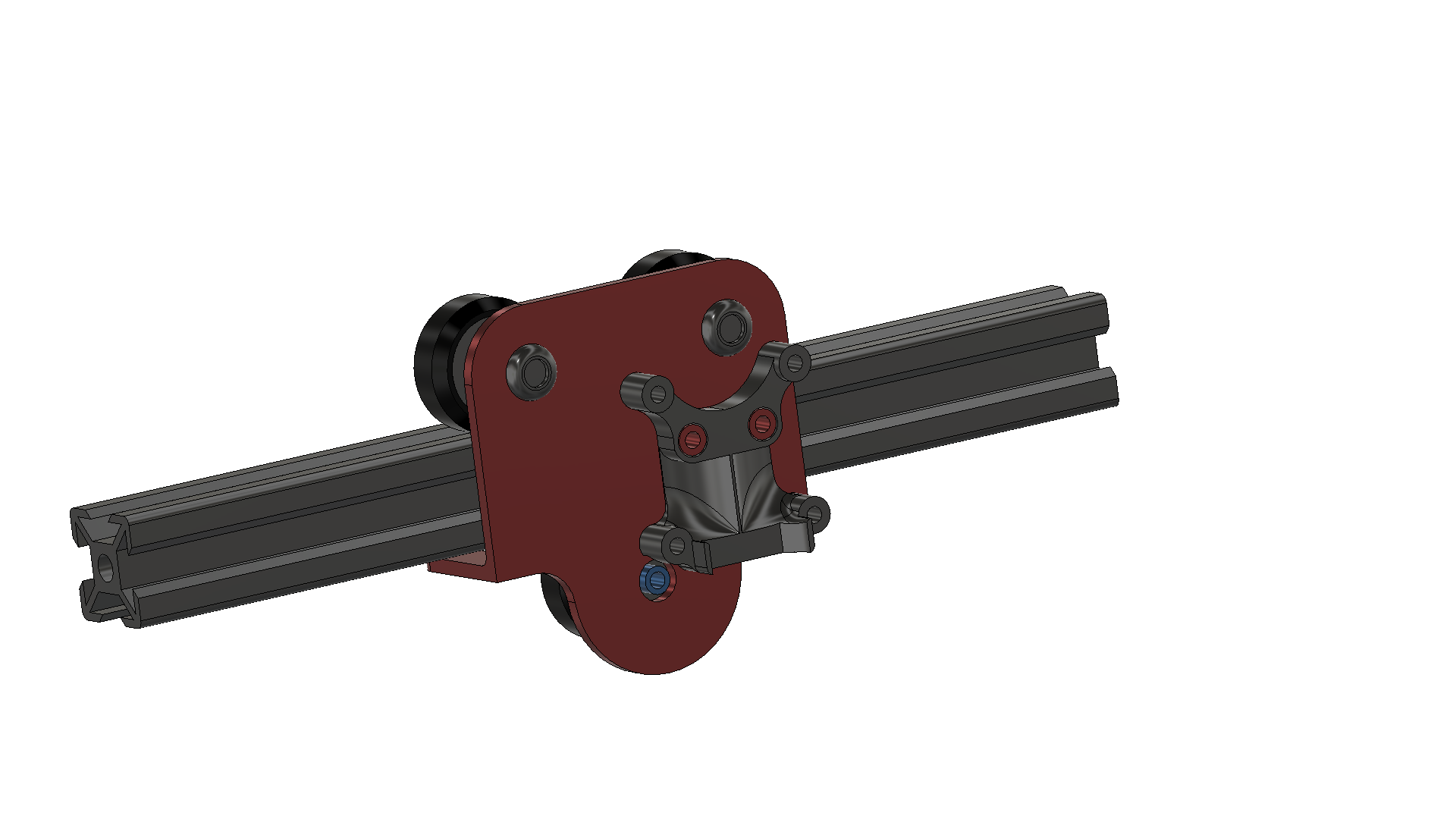
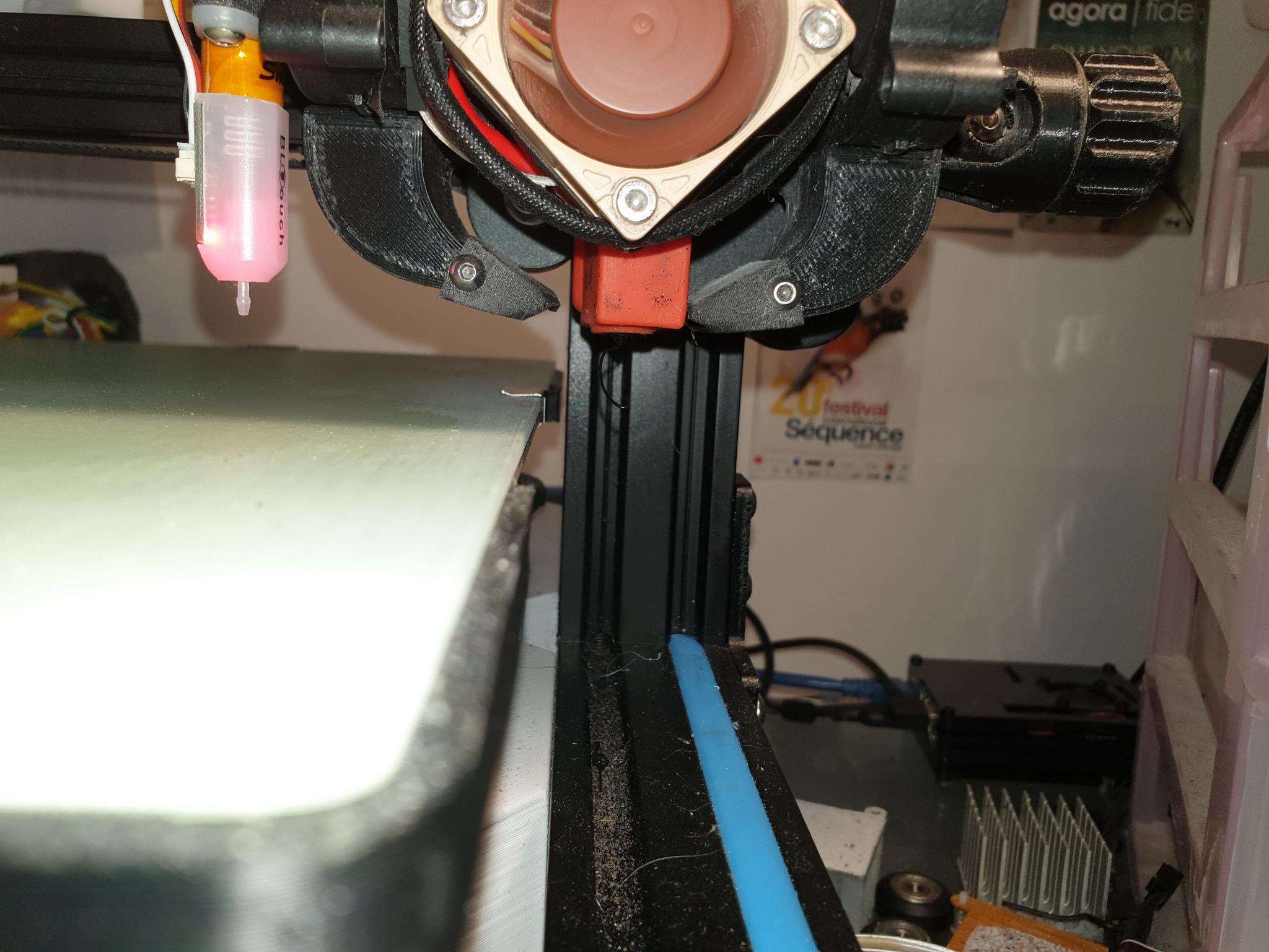
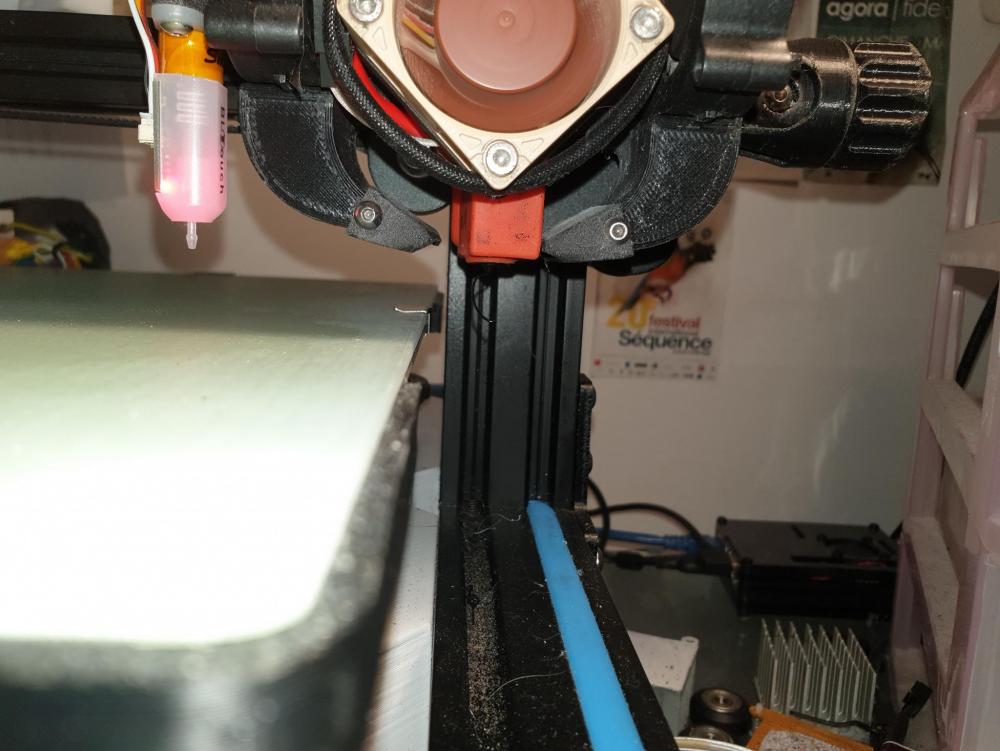
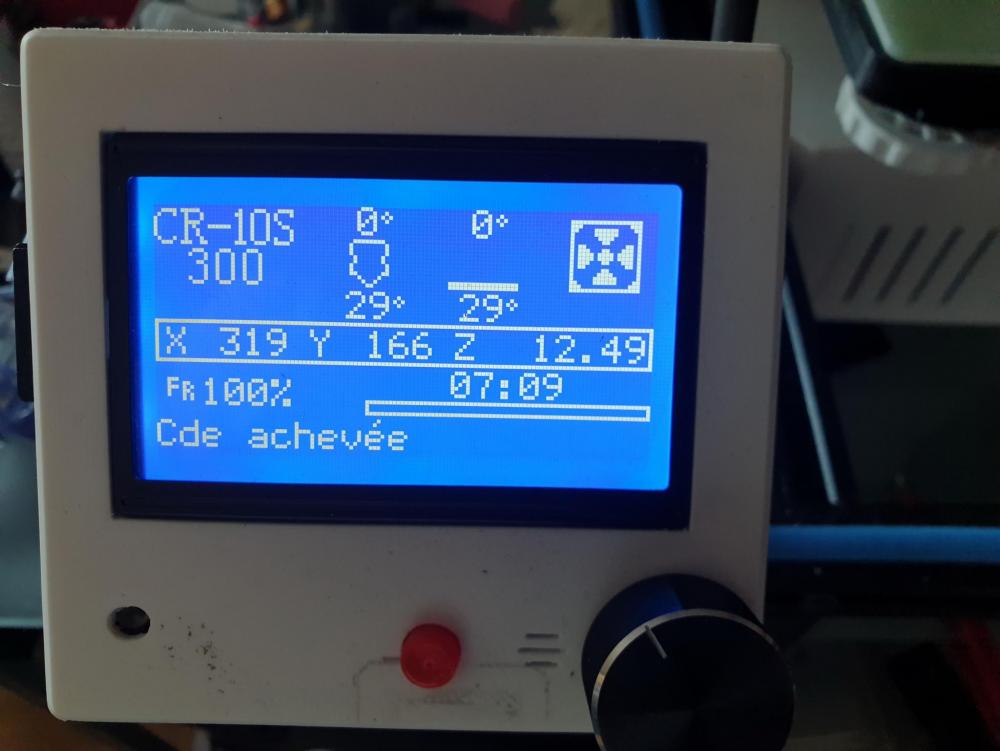
Il y a la place ! La preuve : De mémoire, j'ai juste changé la vis du tendeur pour une tête bombée. Sur la Ender5, j'ai -20mm (1 mm de plus que la CR10) mais j'ai déclaré -12 : // The size of the print bed #define X_BED_SIZE 228 #define Y_BED_SIZE 224 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS -12 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS 300 Ca tient par 3 M3 vissées dans 3 trous taraudés du dessus du support. Tu veux les STL pour les examiner avec 3D Builder ou autre ? T'as besoin d'être sérieux pour te mettre à la conception !! Moi, avant de m'y mettre, j'étais et ça n'a pas changé !!
 1 point
1 point -
Bonjour, non elle ne l’ est pas c’ est sur..... Il me semble que elle est pas trop mal modifiée ( sur Amazon elle neuve ouï mais les modifications sont elles incluses?) de plus le prix affiché est à débattre il me semble que c’ est écrit, avez vous lu jusqu’à la fin de l’ annonce? Es que vous connaissez bien le détail des option? Je m’ excuse si ce matin en m’ inscrivant je n’ ai pas pris la peine d’ aller me présenter pour diverses raisons ce sera fait dans cette fin de journée! cordialement1 point
-
@Childerick La hauteur de couche dépend du diamètre de la buse et doit se trouver dans l'intervalle 20-80%, autrement dit pour une buse de 1mm, la hauteur de couche peut varier de 0,2 à 0,8mm (pas moins, pas plus). Et comme te l'ont dit @cylon et @Pascal03, réduits la vitesse d'impression et augmente la température afin que le filament ait le temps de se ramollir suffisamment pour passer à travers la buse (volume de filament avec une buse de 0,4 et couche de 0,2 = Pix(DxD/4)xH =Pix(0,4x0,4/4)x0,2=0,025mm3, avec une buse de 1mm pour une couche de 0,2 le volume est de 0,157mm3 soit plus de 6 fois plus de filament à faire passer ).1 point
-
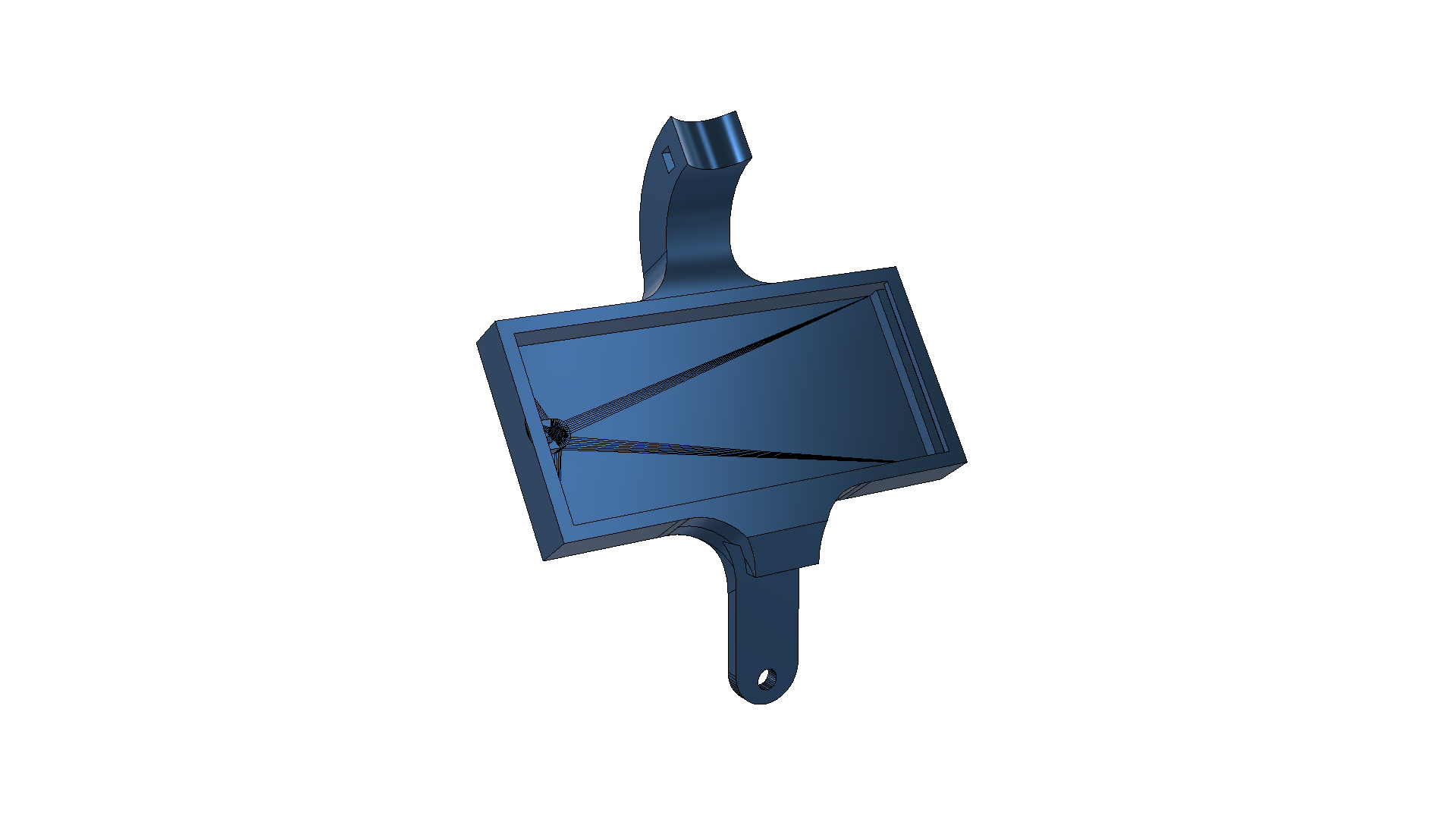
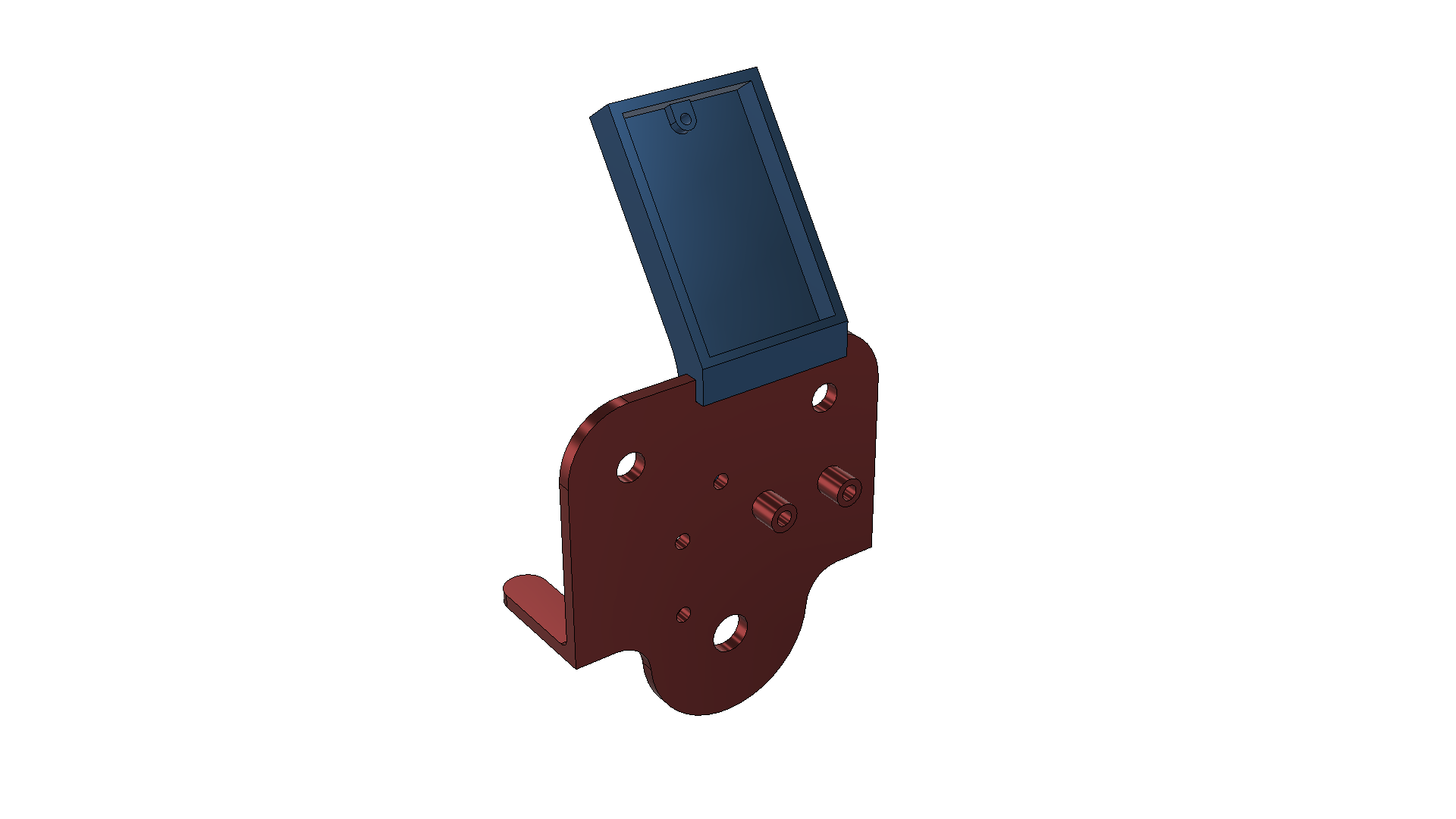
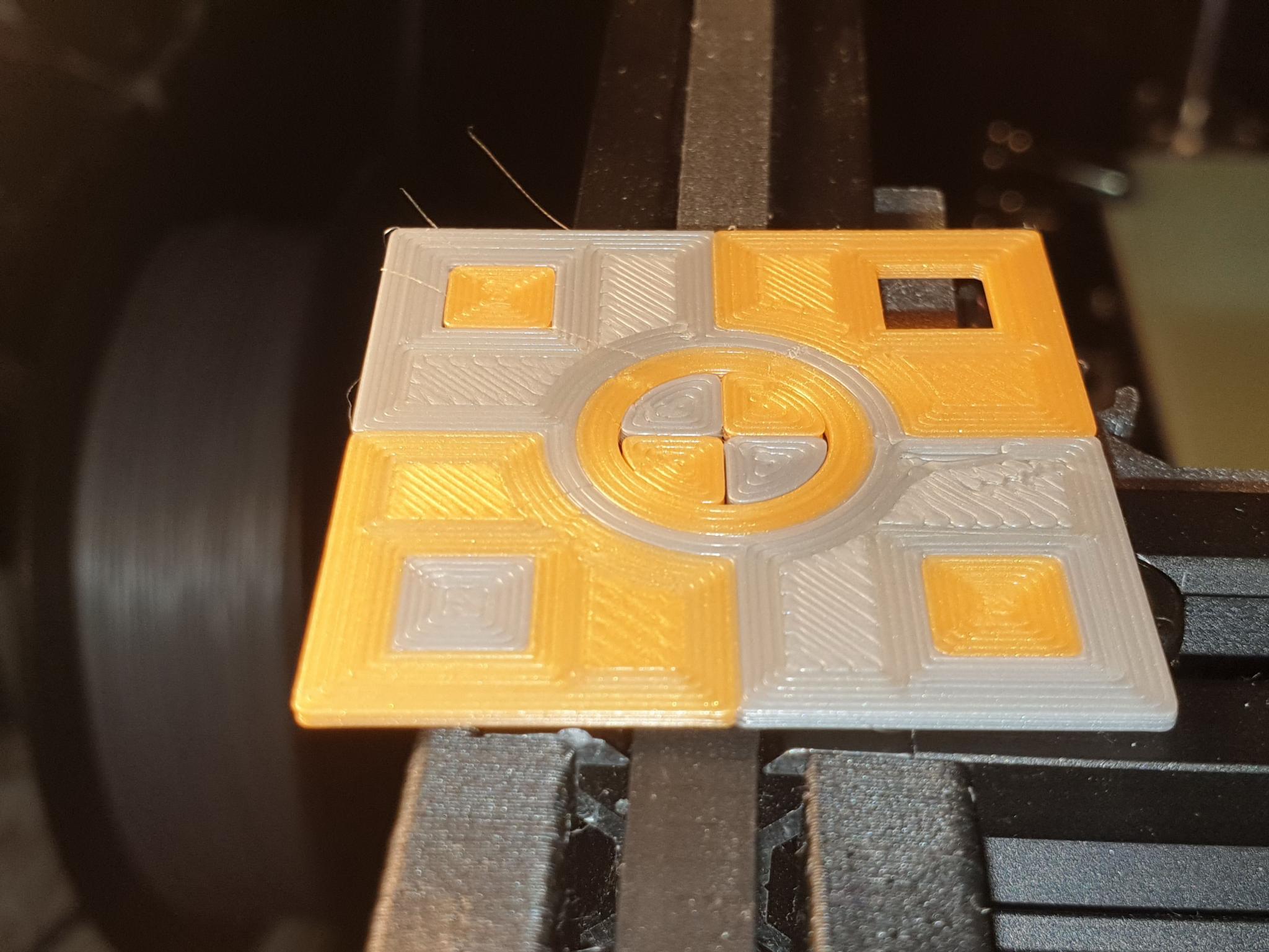
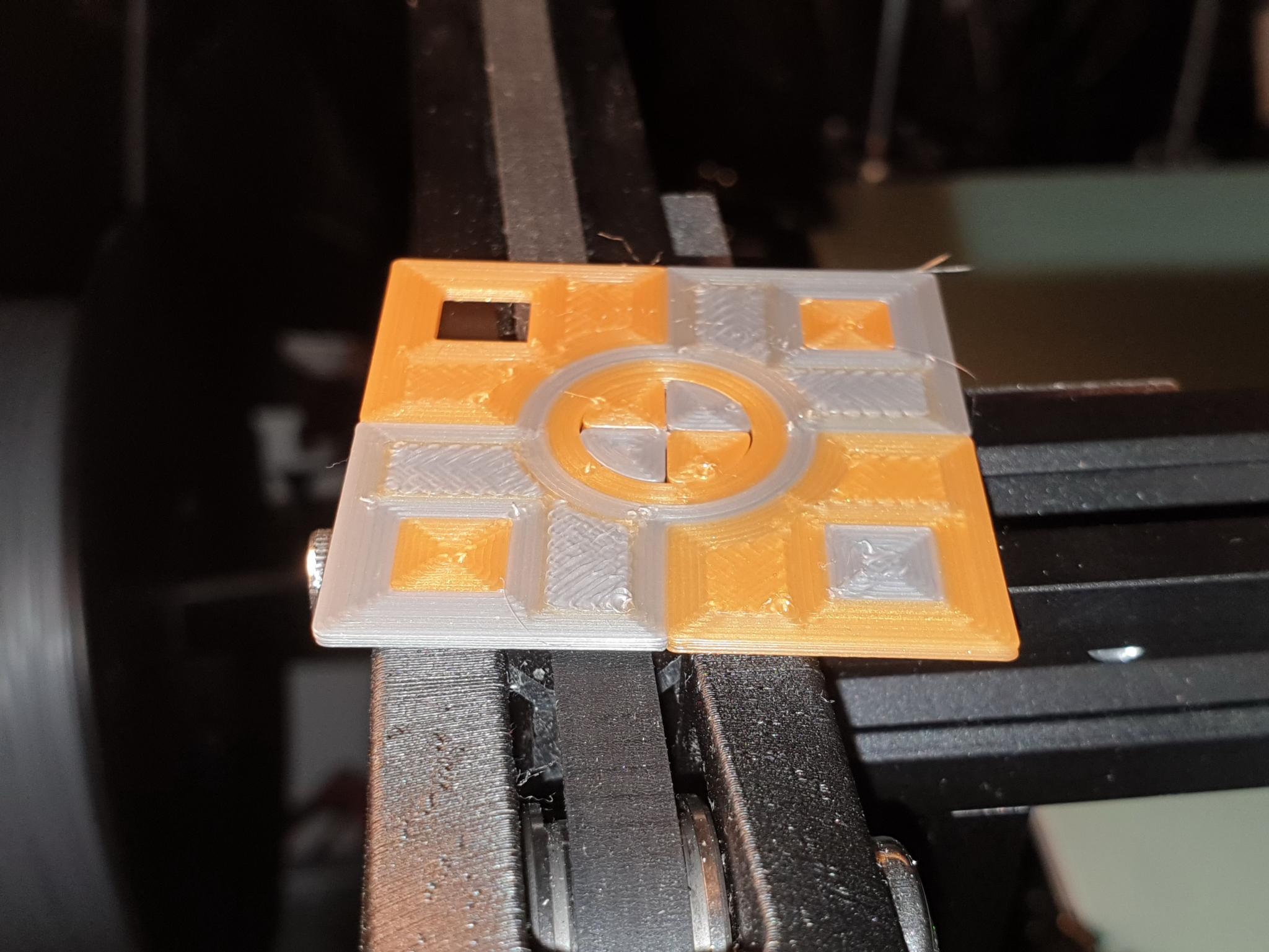
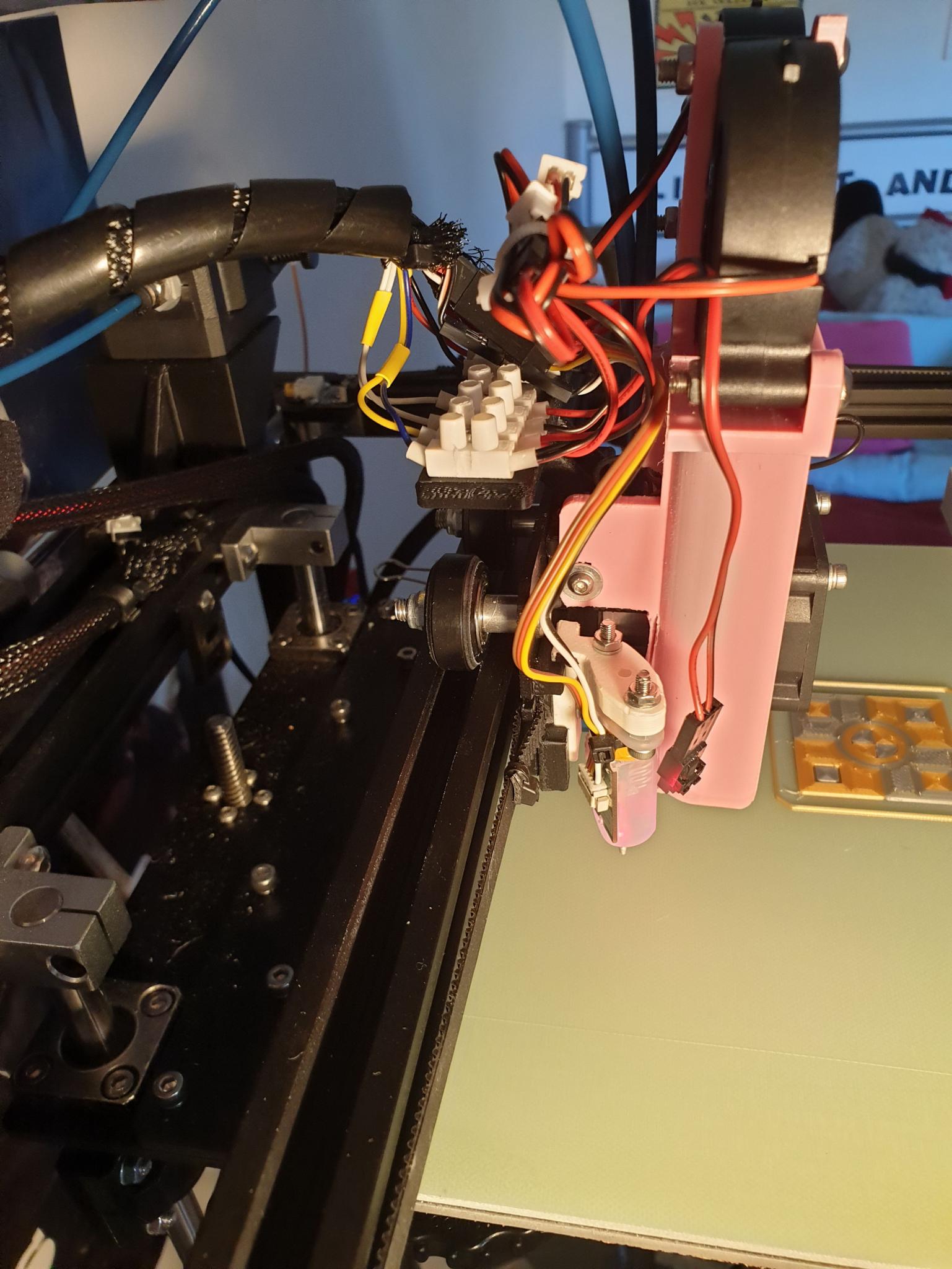
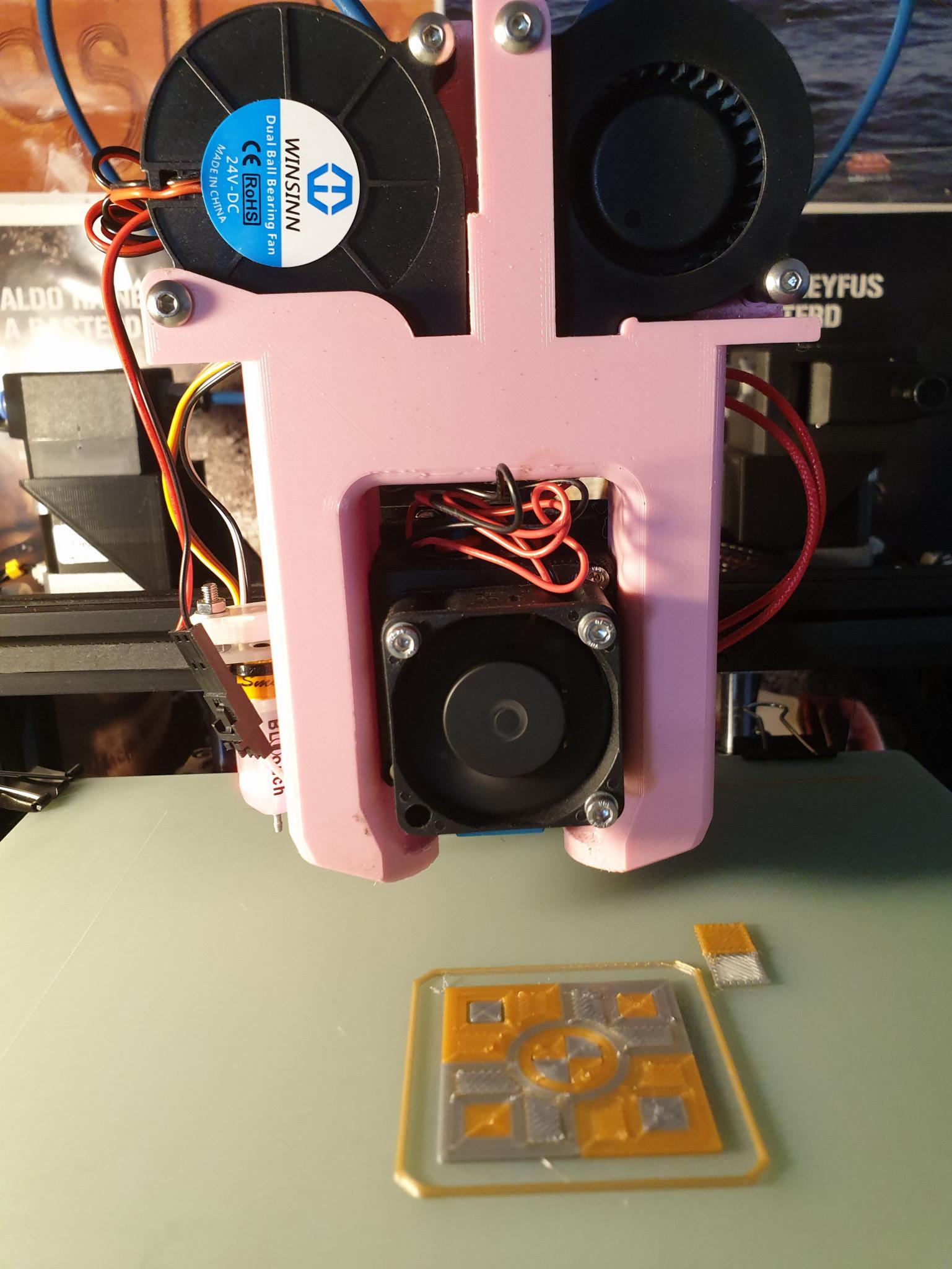
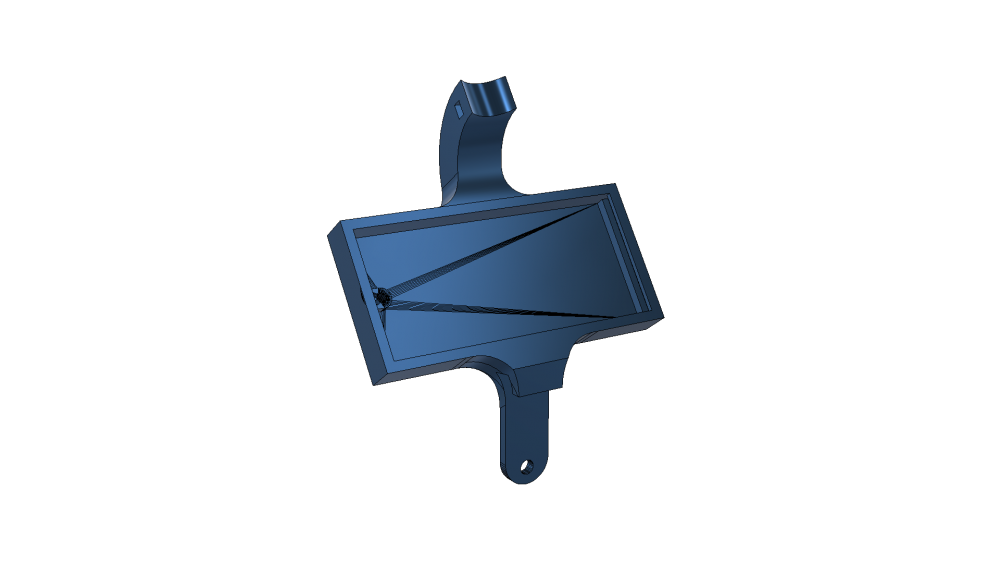
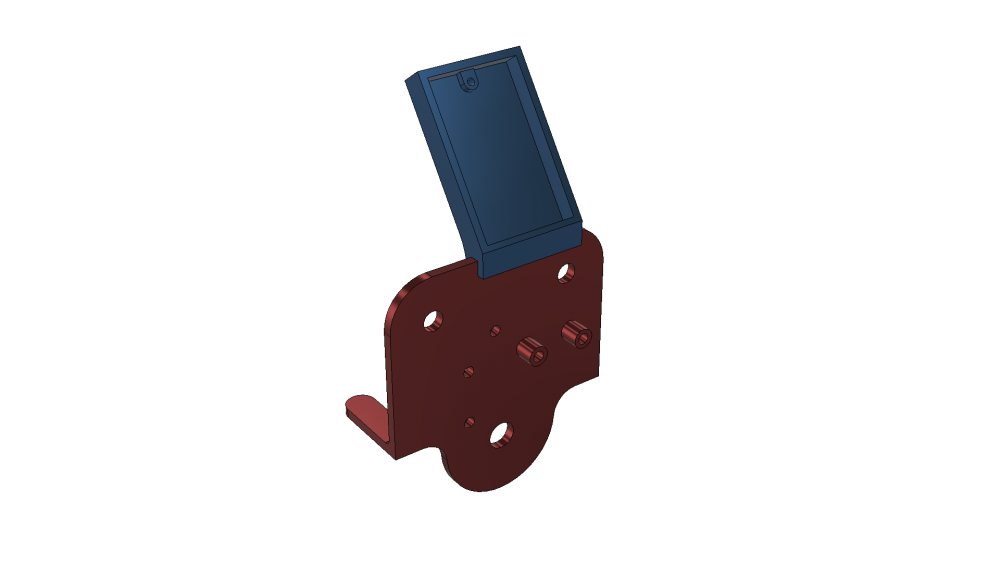
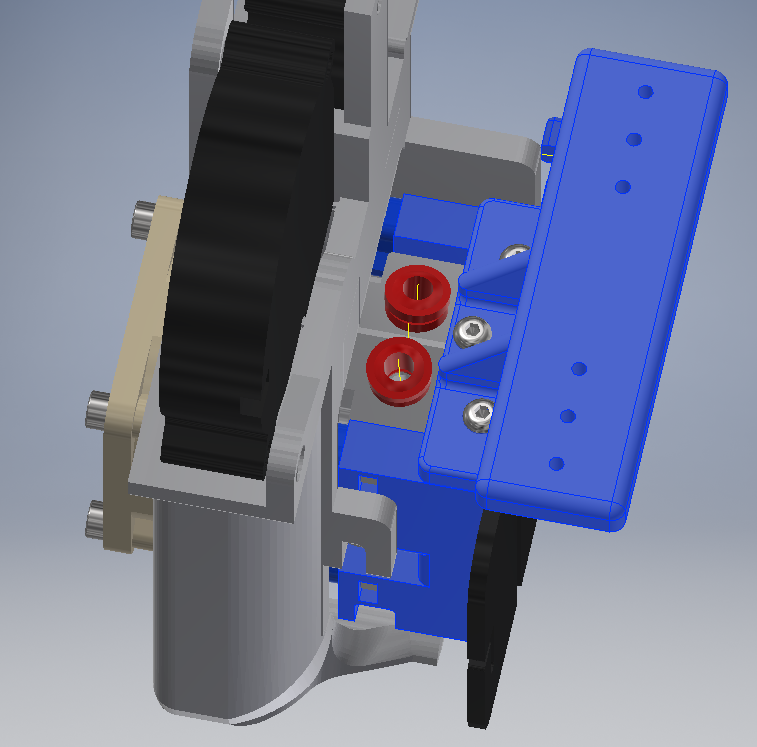
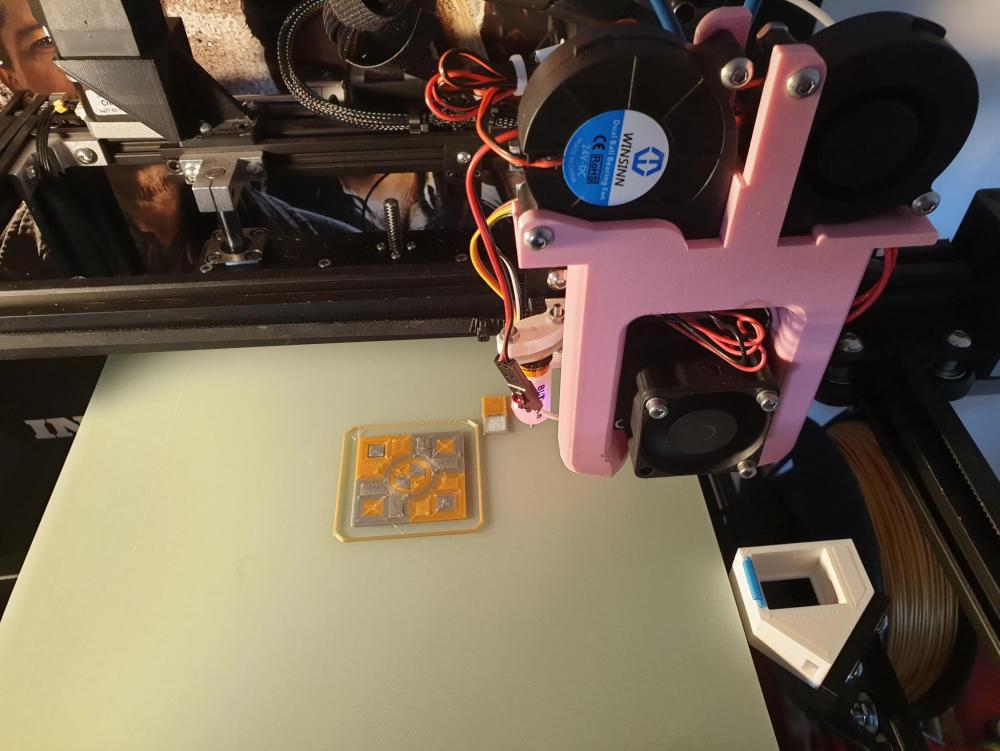
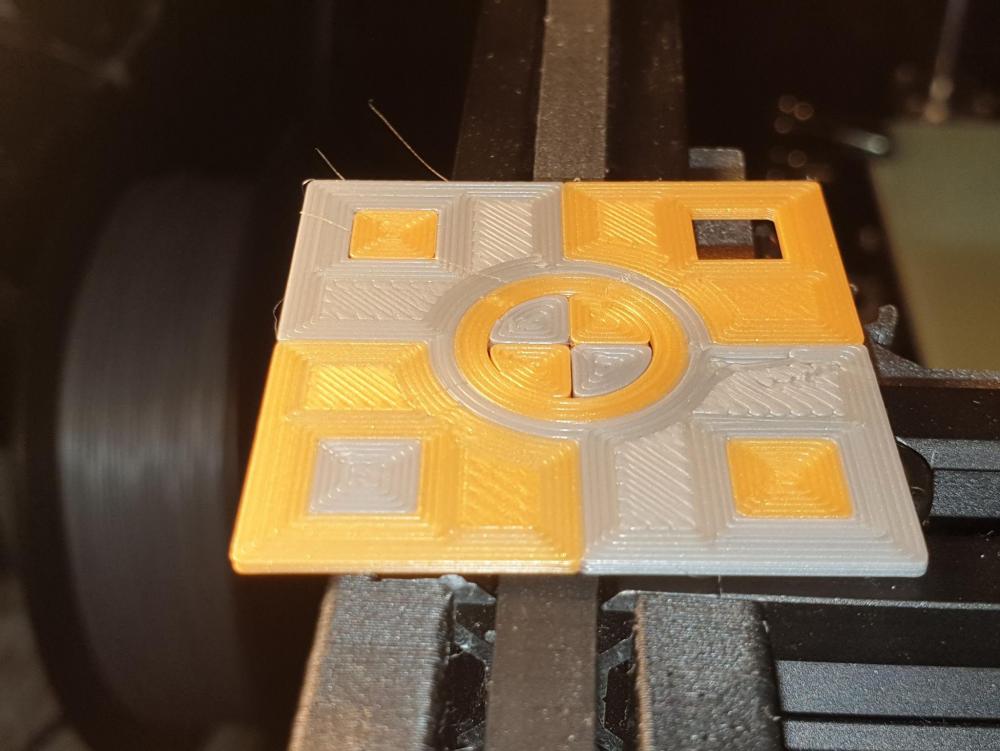
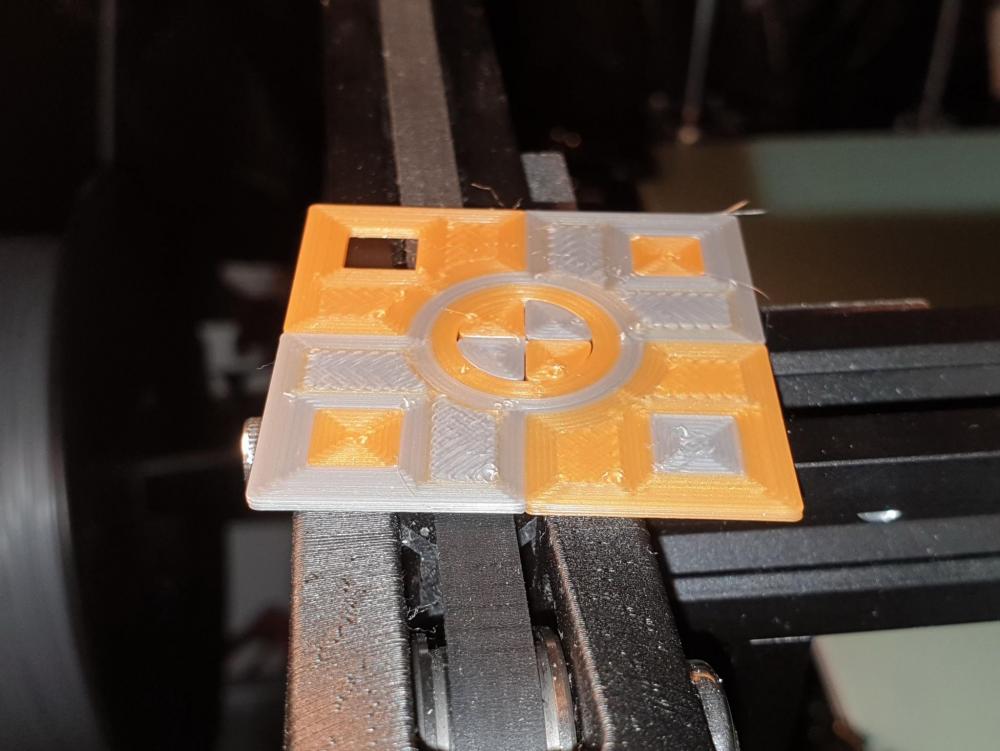
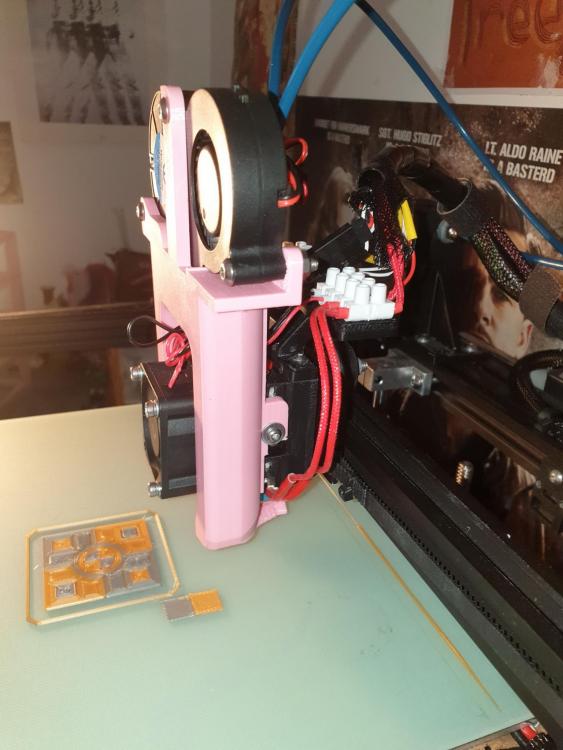
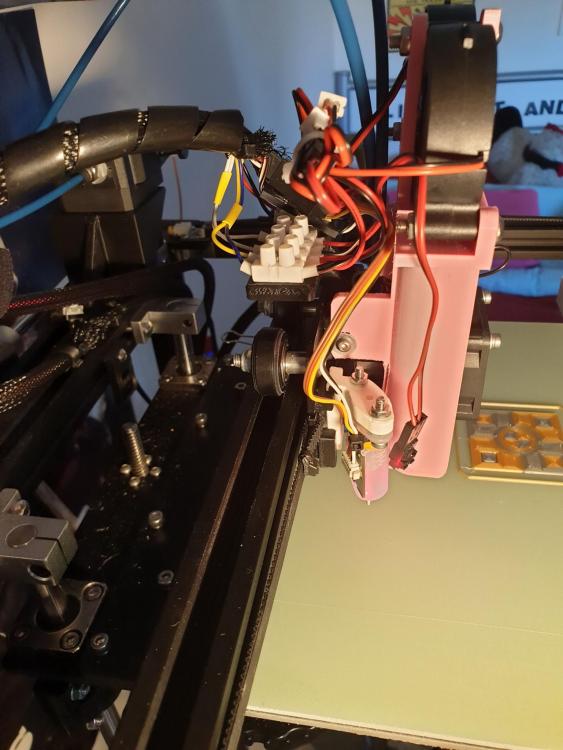
Après les premiers tests d'impressions, le montage semble correcte. Pas imprimé la version corrigée du support. J'attends la validation de @Poisson21 . Le résultat avec une tour de purge est correcte, mais il faut que je teste une séquence différente au niveau rétractation au changement d'outil. Sur la 2ème photo de la pièce test, on voit les "glop" où la buse s'est arrêtée pour le changement d'outil... La solution avec le bac de purge pour éviter la tour de purge et le gâchis de filament, n'est pas au point. On voit ce bac en blanc à gauche sur la photo ci-dessus. Même en passant plusieurs fois sur la languette silicone après avoir purger 15mm de filament, celui-ci reste quelques fois collé à la buse et me pourrit la couche en cours... C'est peut-être en partie dépendant des filaments utilisés (du PLA PREMIUM WANHAO OR et ARGENT). Mais ce qui veut dire qu'il faut améliorer le système qui pourtant parait simple à mettre en oeuvre comme le montre Le GüeroLoco ici !
 1 point
1 point -
Merci @fran6p, je dois avouer ne pas avoir penser à ouvrir un gcode pour regarder le code du début. Je n'ai plus trop le temps en ce moment, mais j'y jetterai un œil et si je ne trouve pas, je le posterai ici.1 point
-
Salut @chmools Voir topic dédié ici :1 point
-
Buse à 245, plateau à 80 (dimafix si plateau en verre, rien si plateau PEI) et un filet de refroidissement sur les parties de faible section (max 30%). Pour la vitesse, je tourne à 30 mm/s pour mes pièces tech. Ce filament impose une hauteur de couche cohérente en rapport du diamètre de buse (0,2 mini pour une buse de 0,4, etc...). Rétractation faible sans soucis. Superbe rendu.1 point
-
Bonjour, Voilà ce que contient mon gcode de démarrage (je n'utilise pas contrairement à toi un G29 car je n'ai pas d'ABL sur ma CR10): Pour pouvoir t'aider un peu plus, il faudrait fournir le début d'un fichier gcode tranché pour voir ce qu'il contient (copie jusqu'au départ de la ligne de jupe/bordure, ce sera suffisant .1 point