Classement



.thumb.png.8892030d376f6d8b381c8c29dd7e0183.png)
Contenu populaire
Contenu avec la plus haute réputation dans 29/12/2019 Dans tous les contenus
-
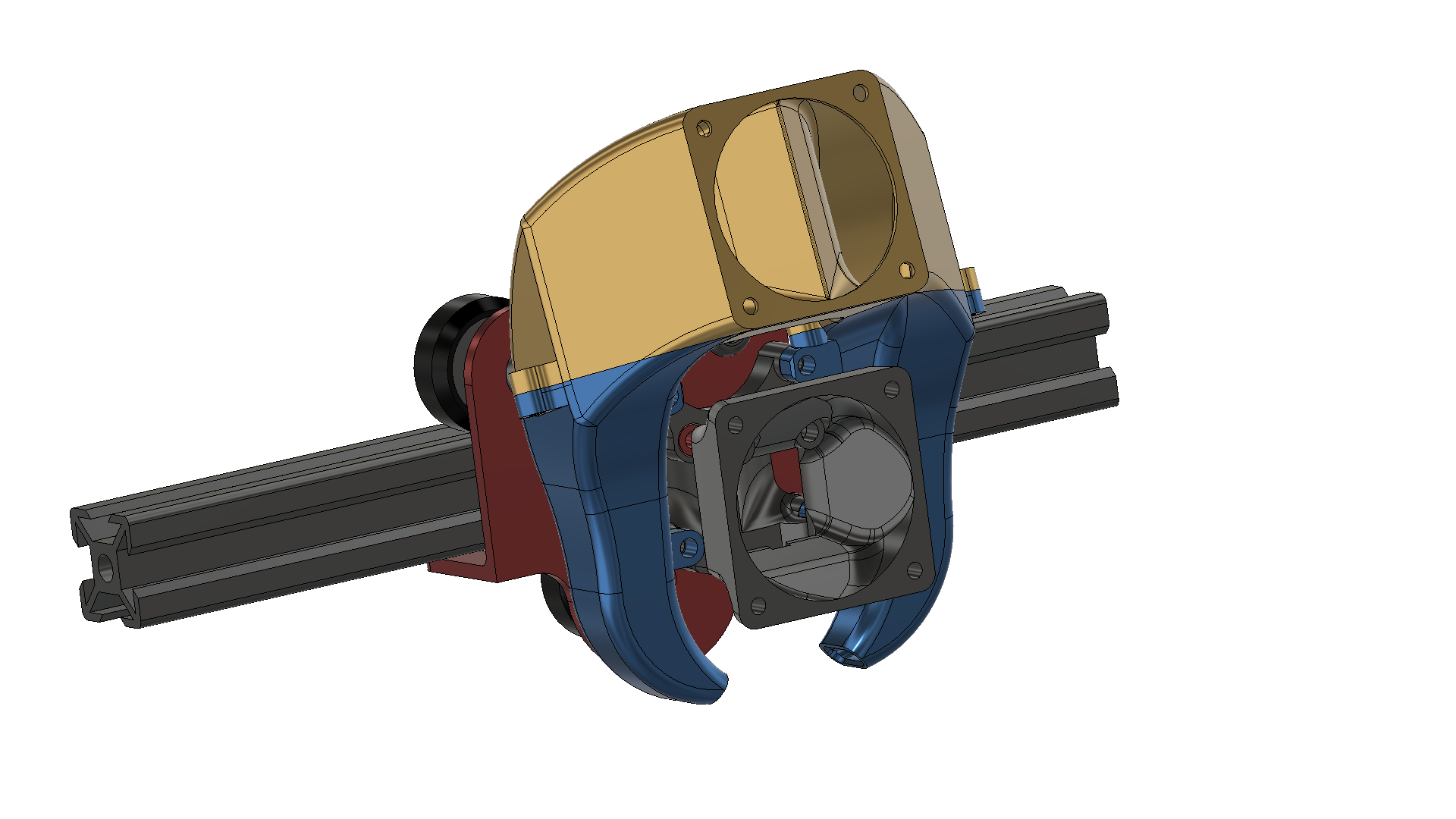
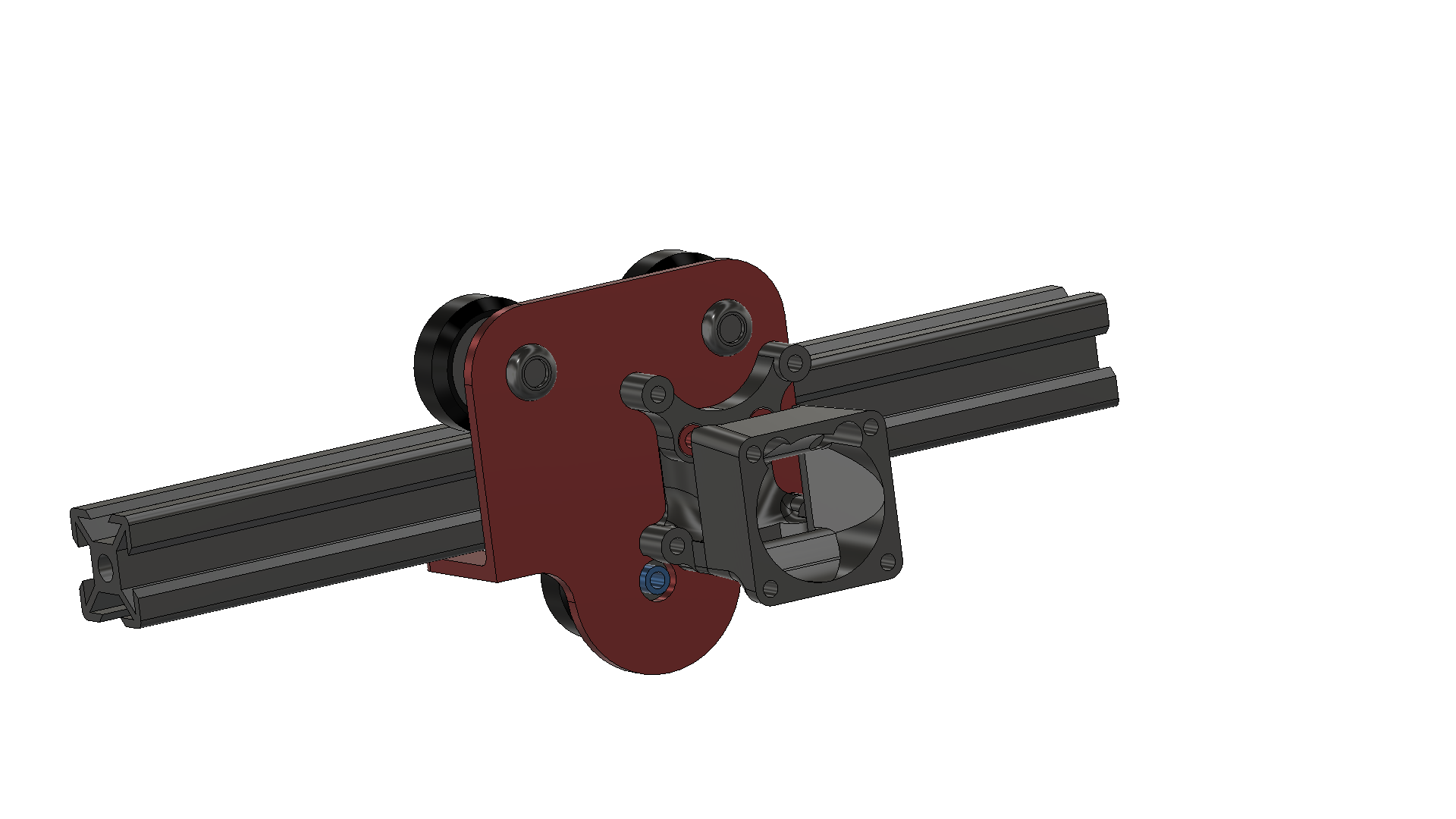
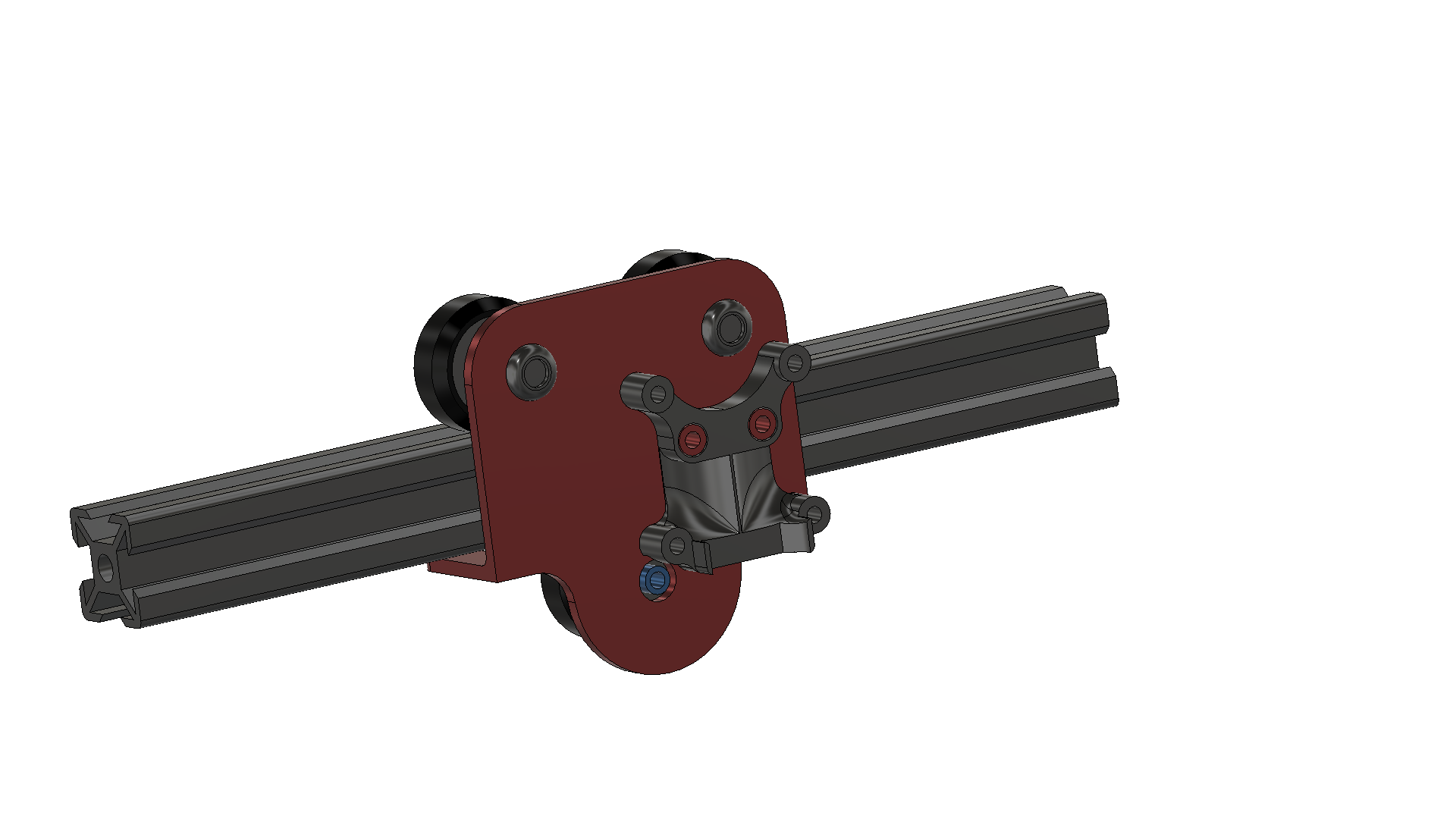
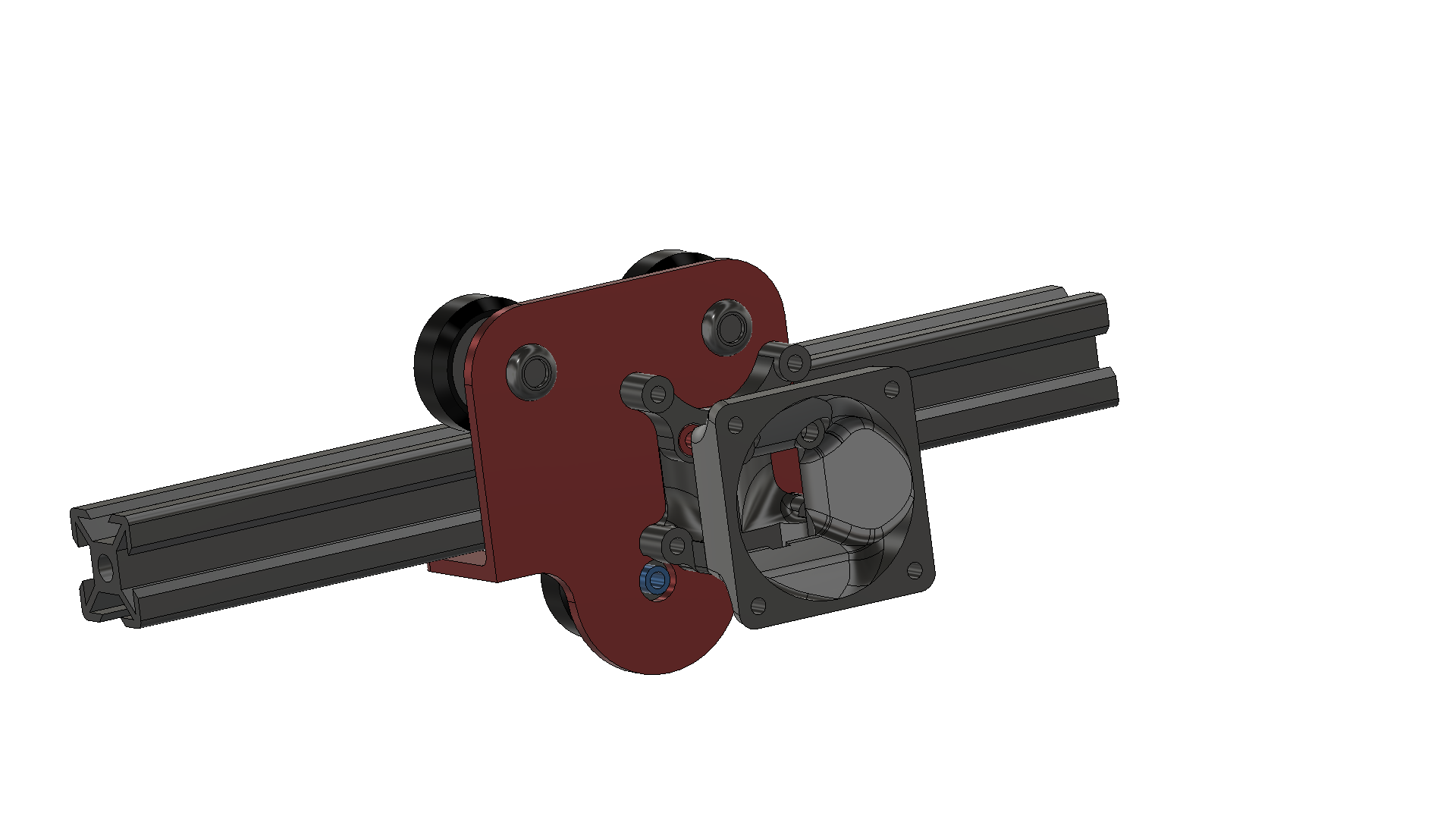
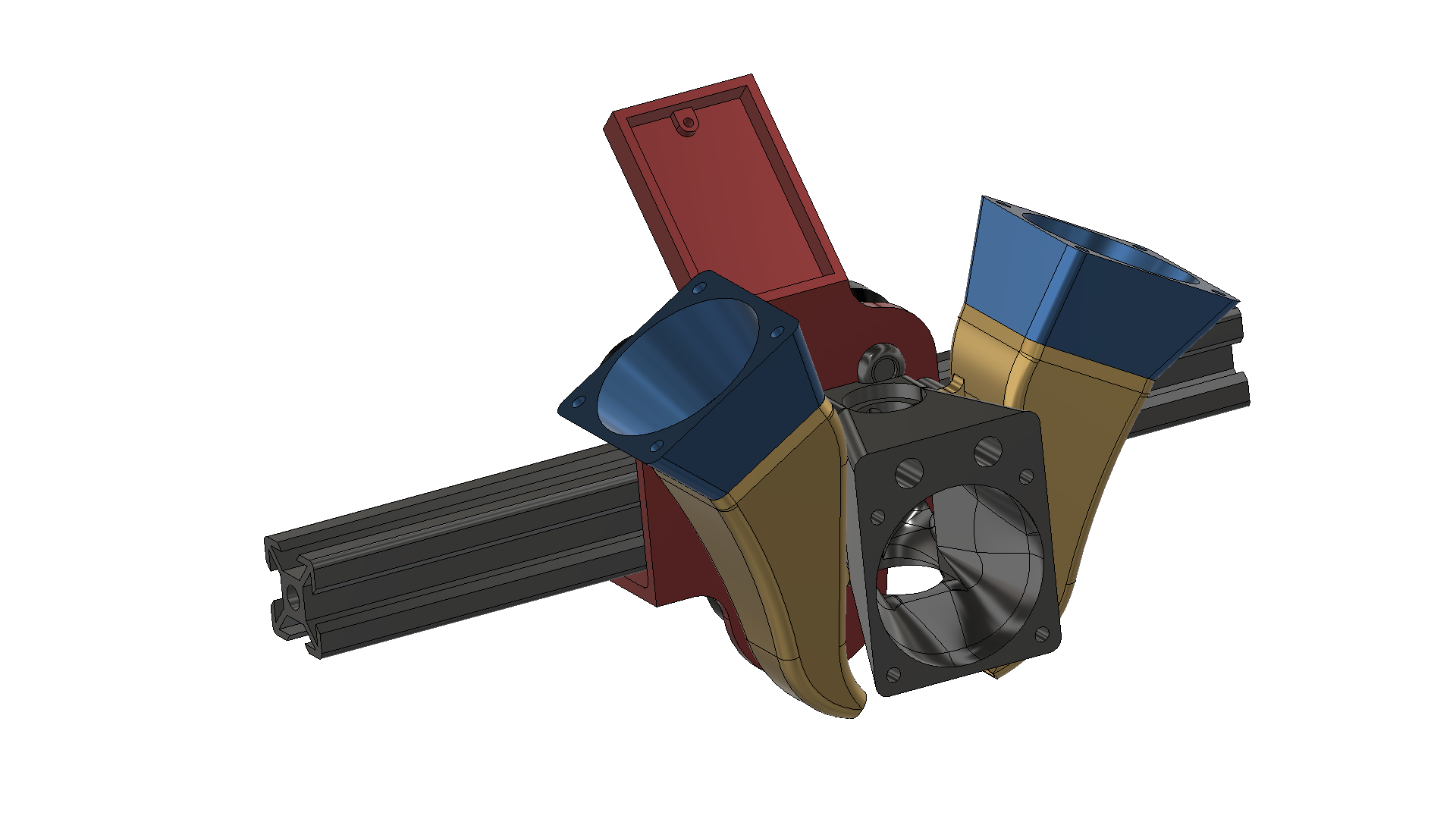
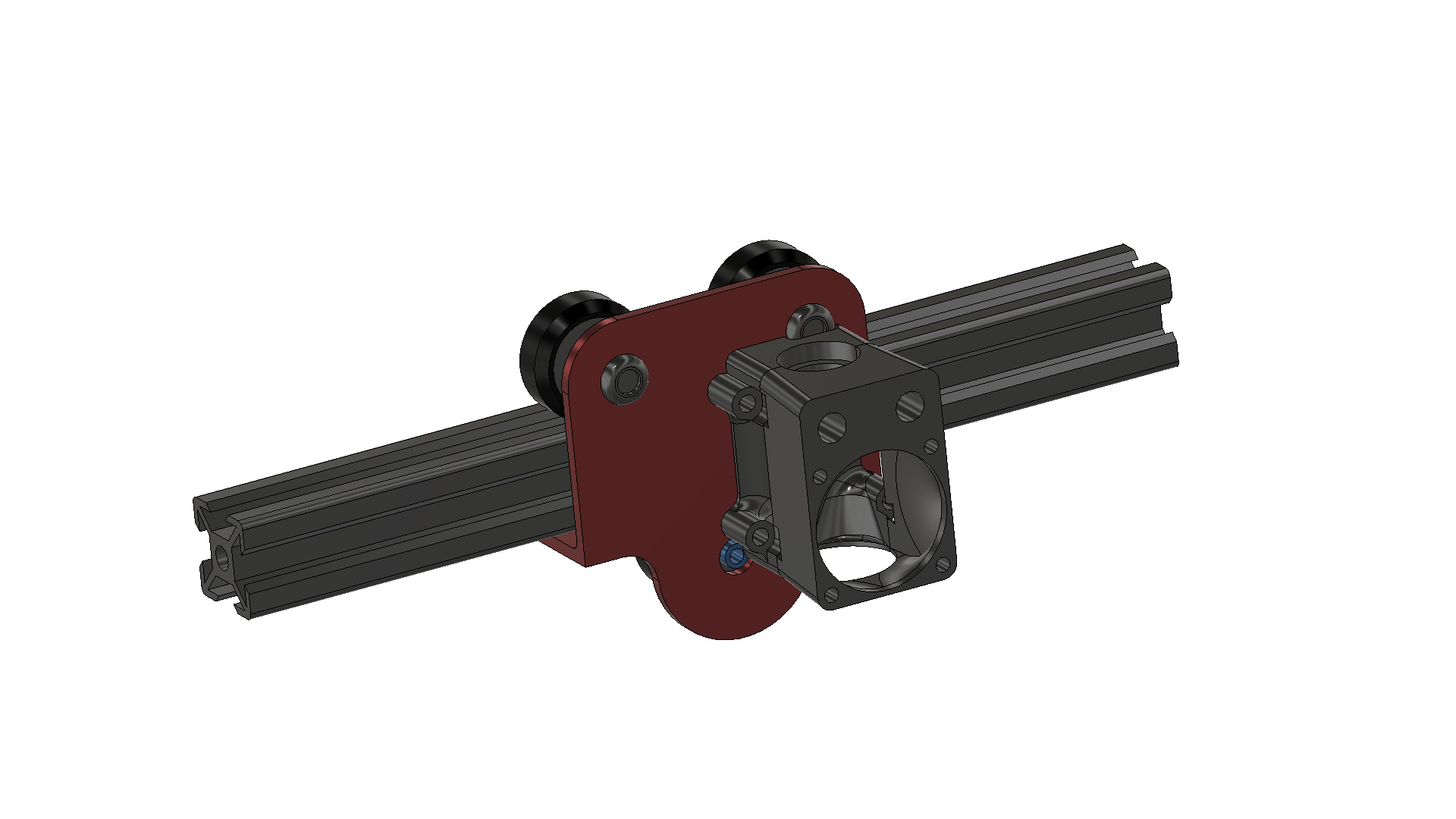
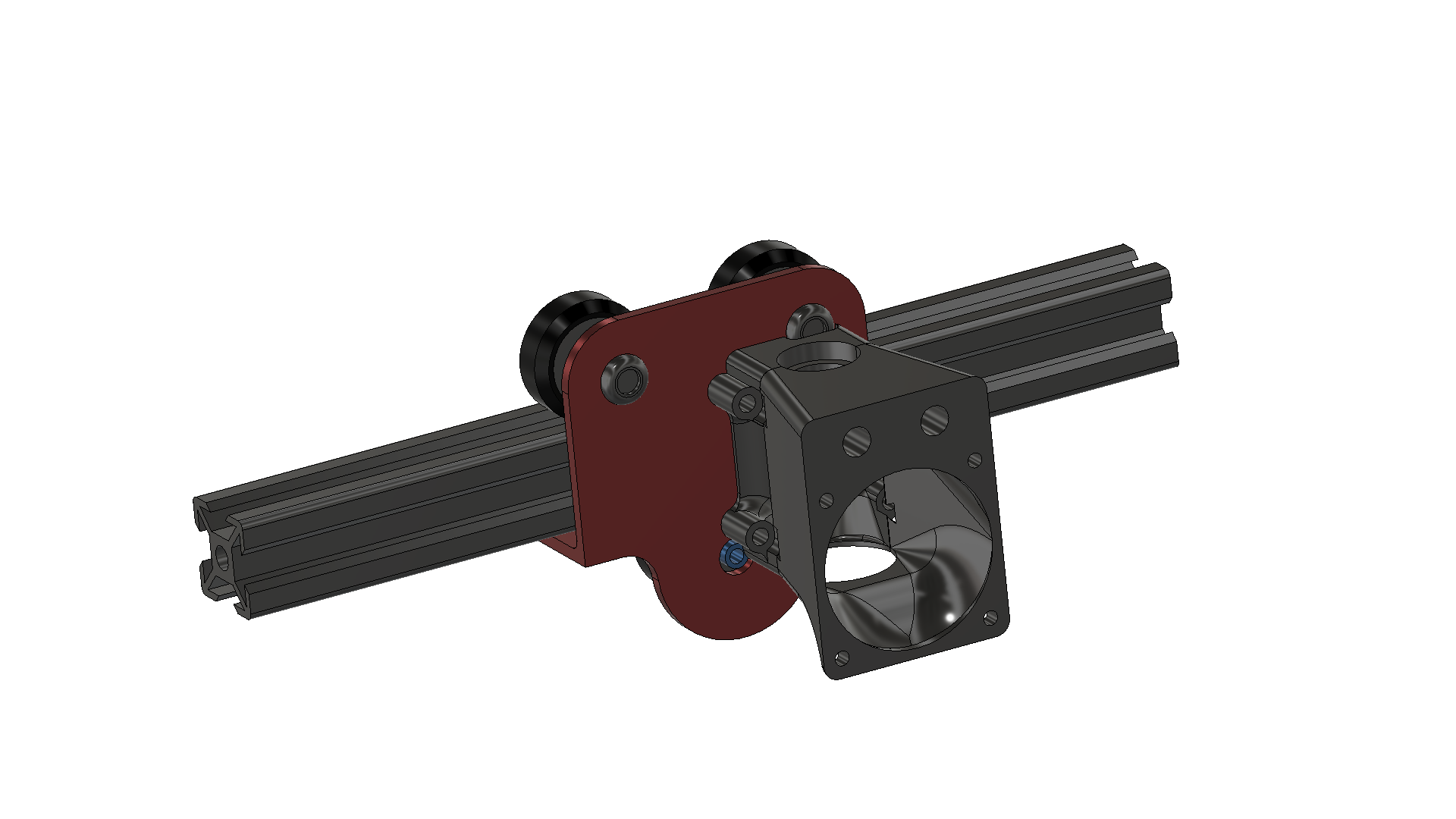
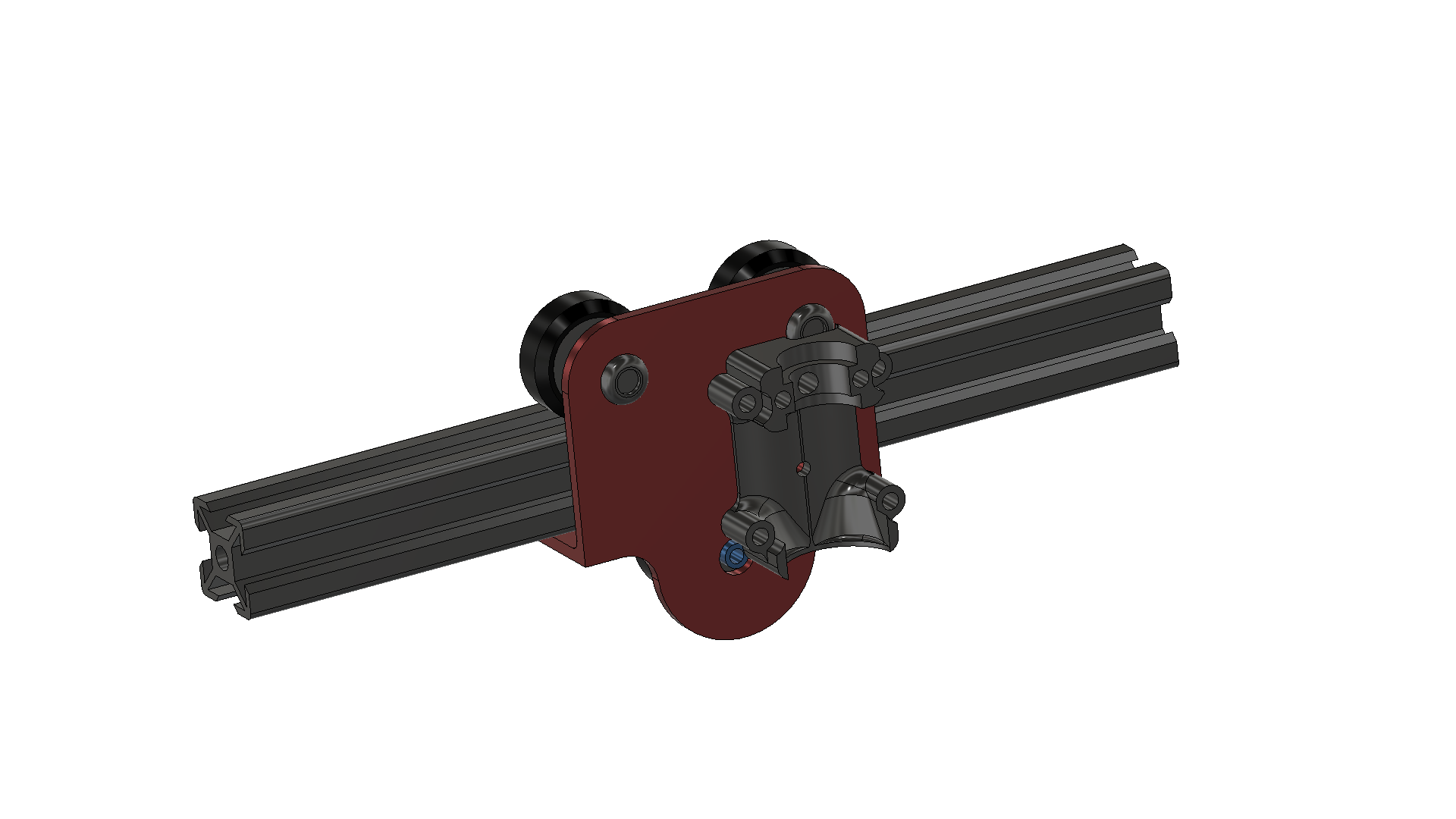
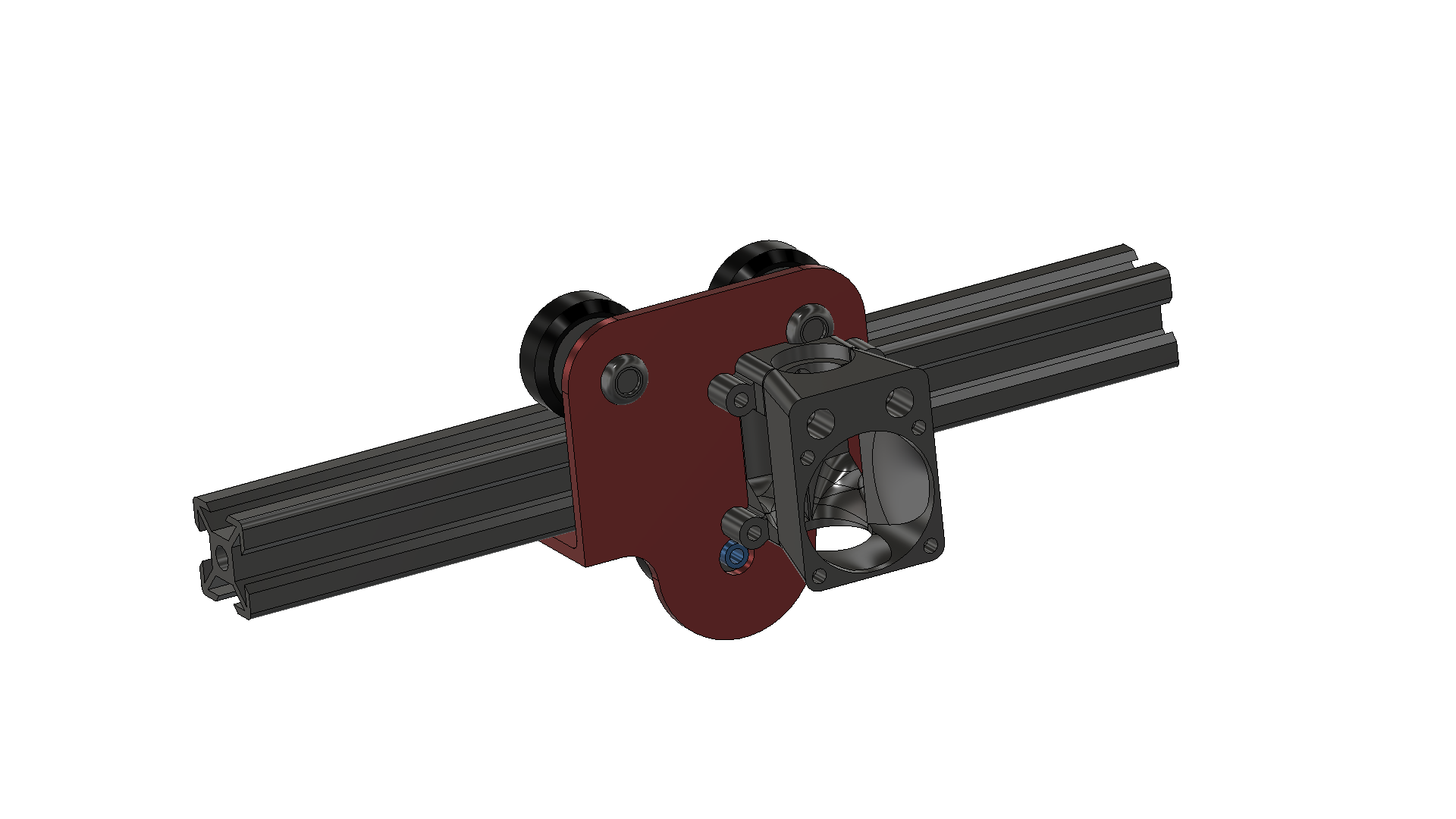
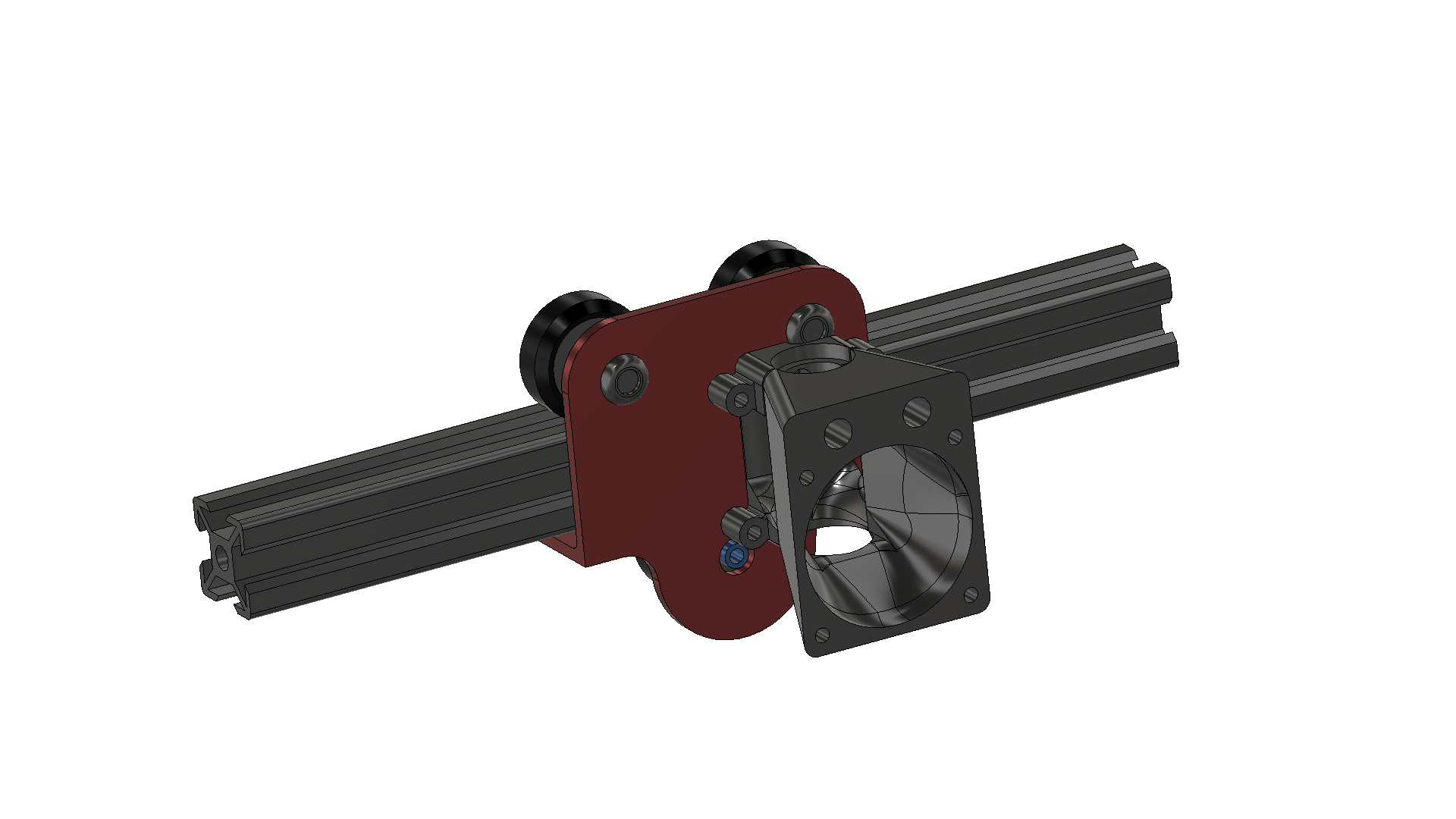
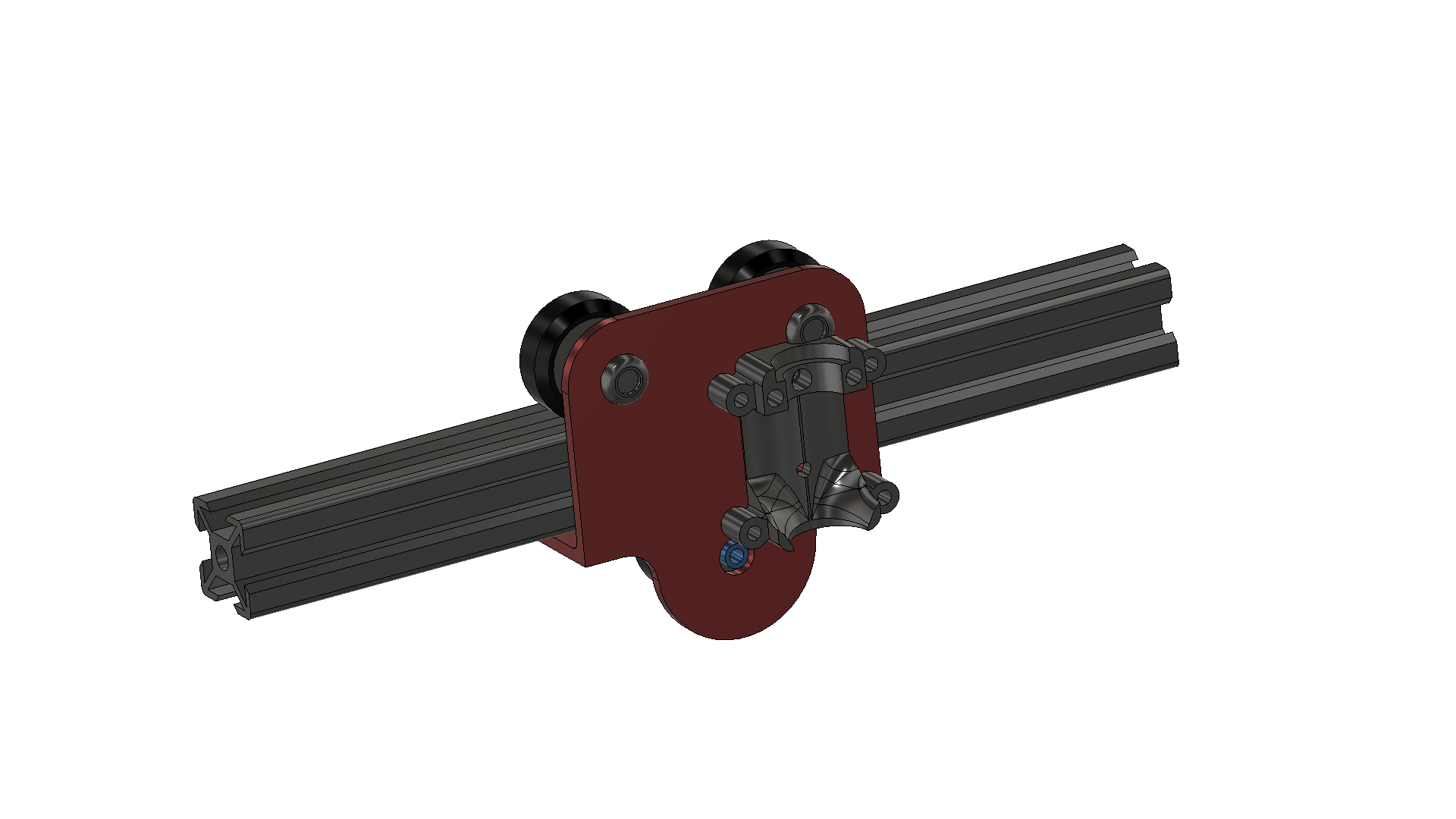
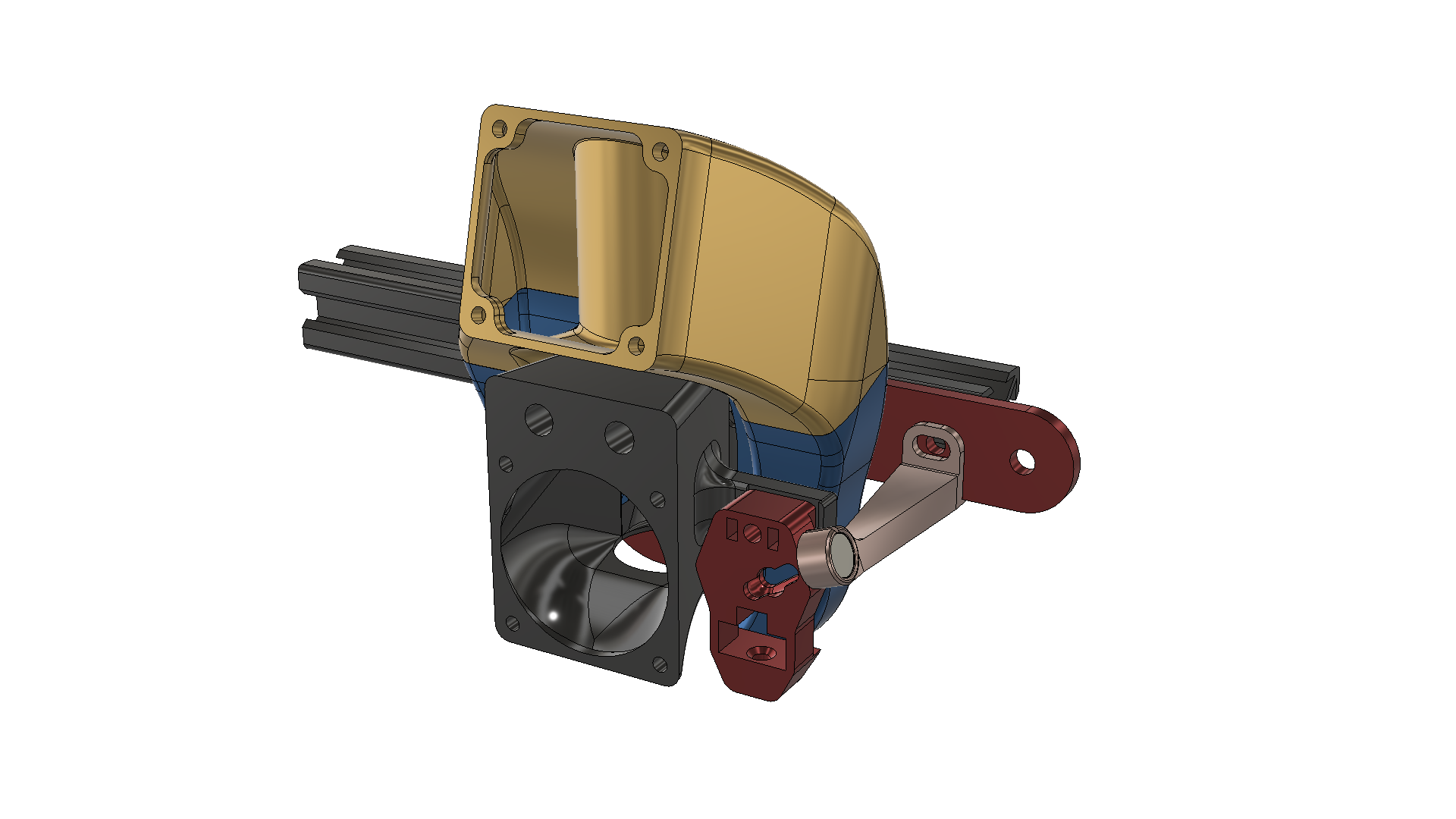
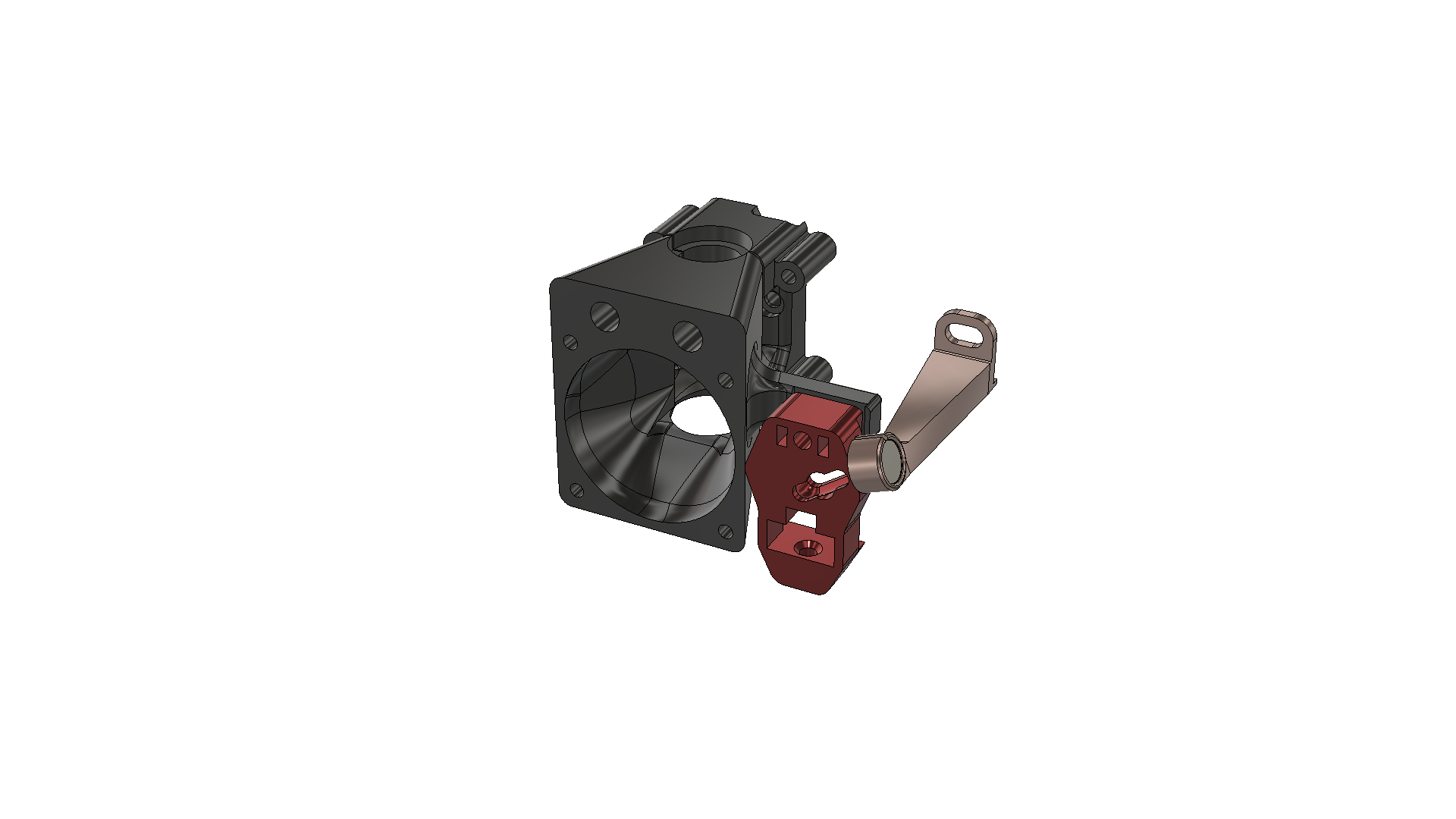
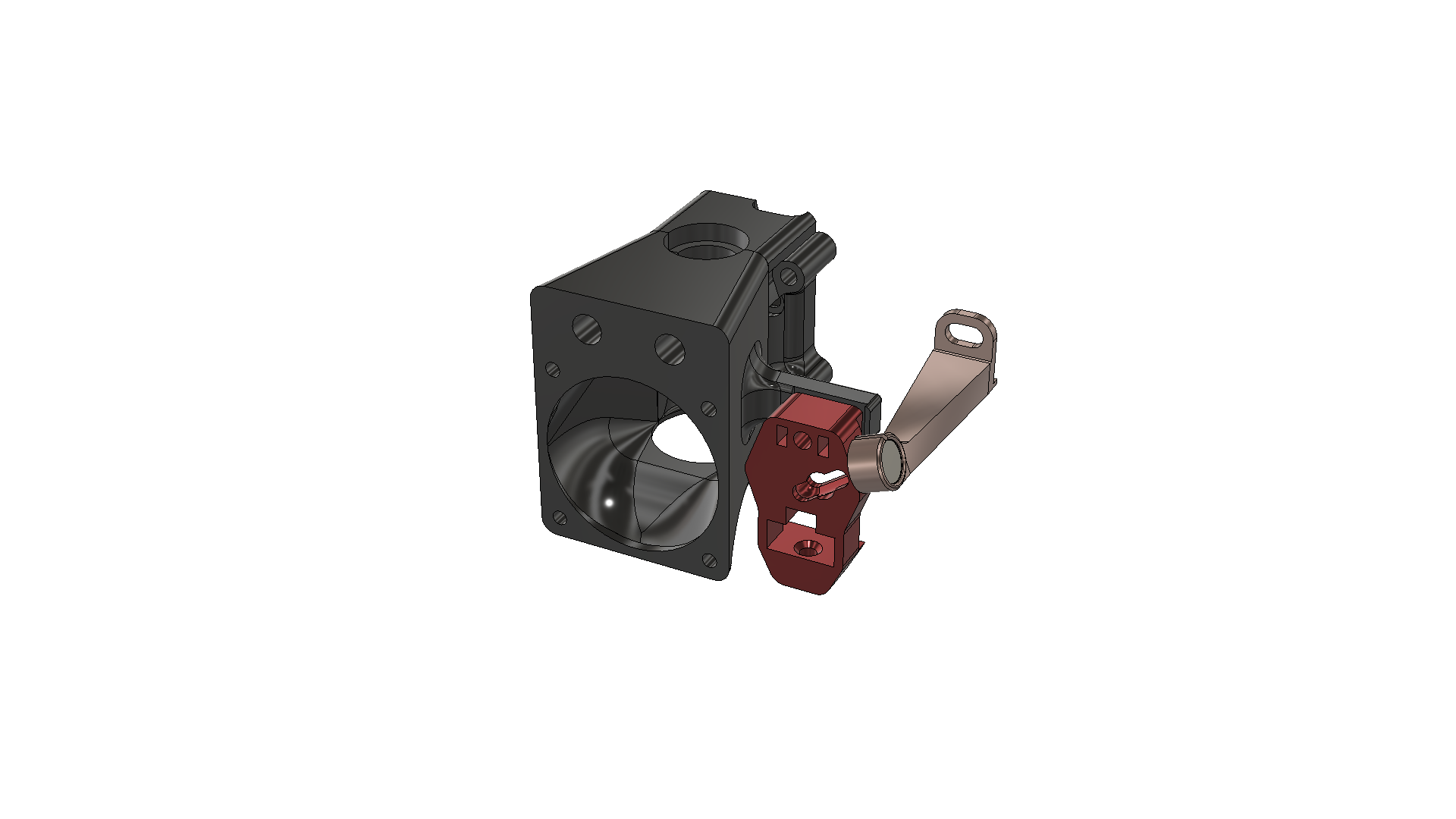
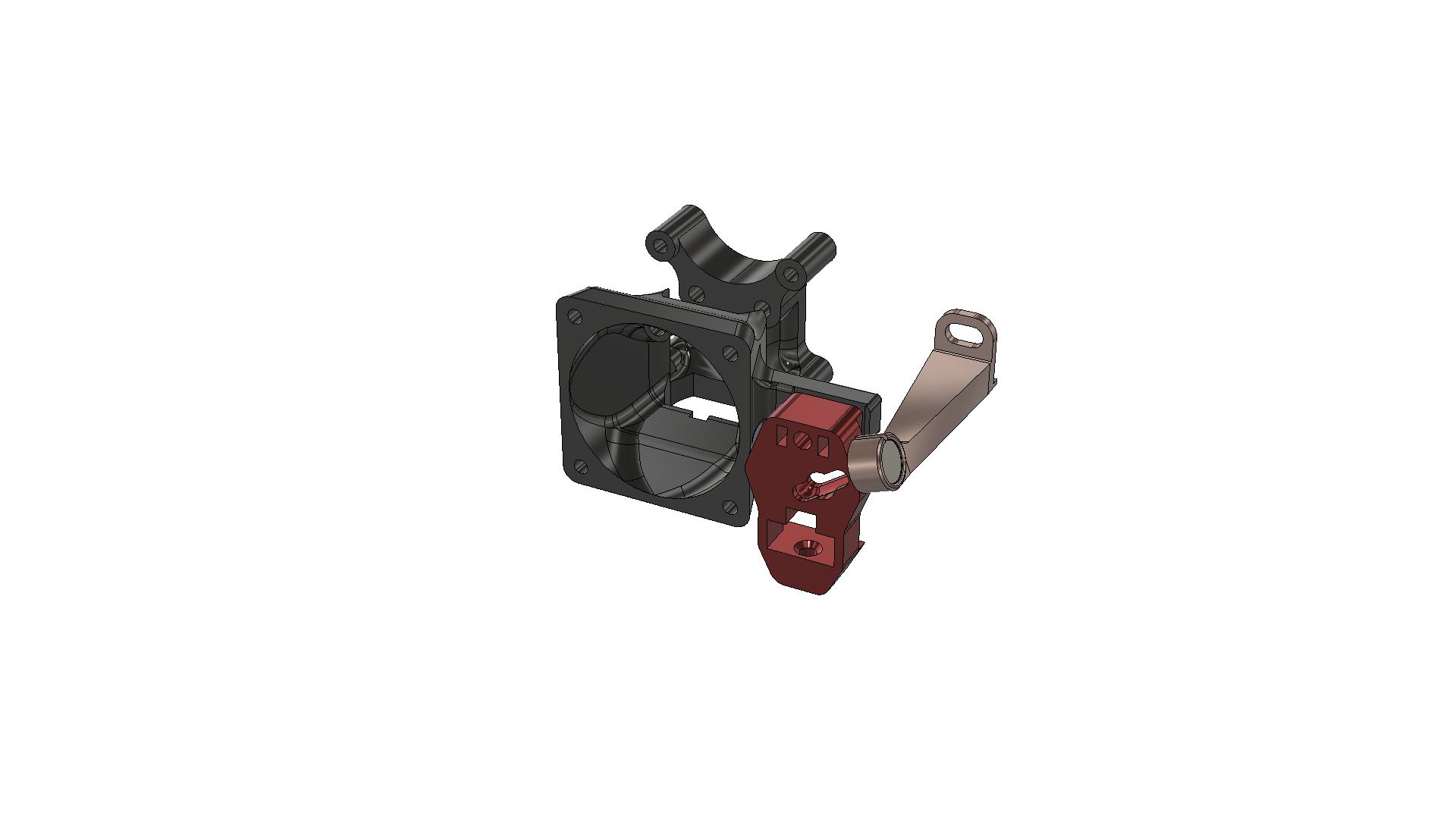
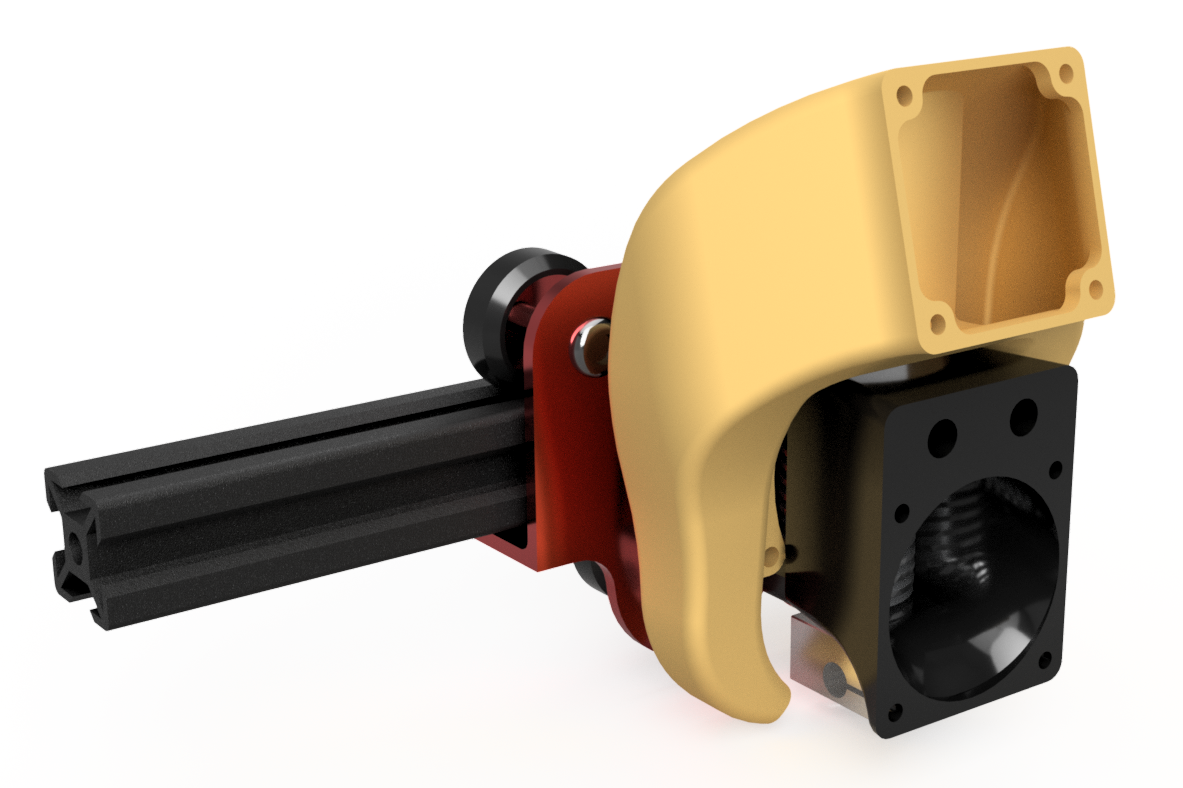
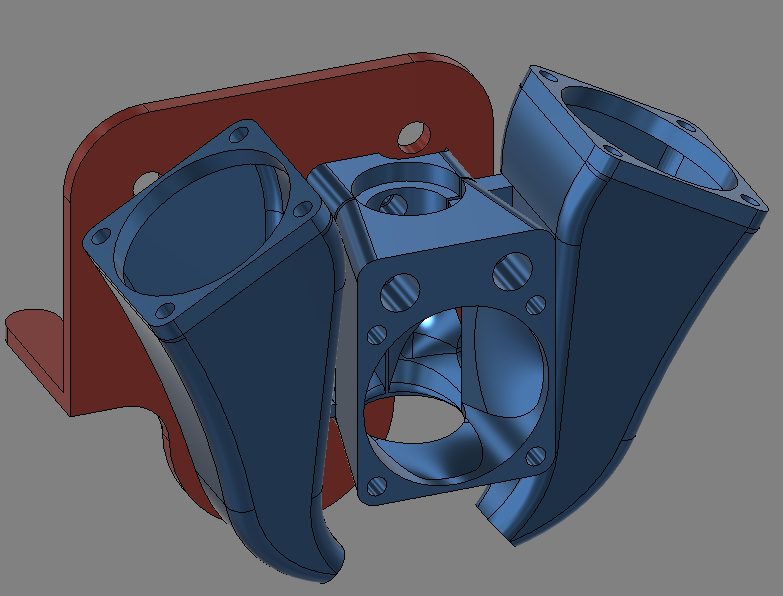
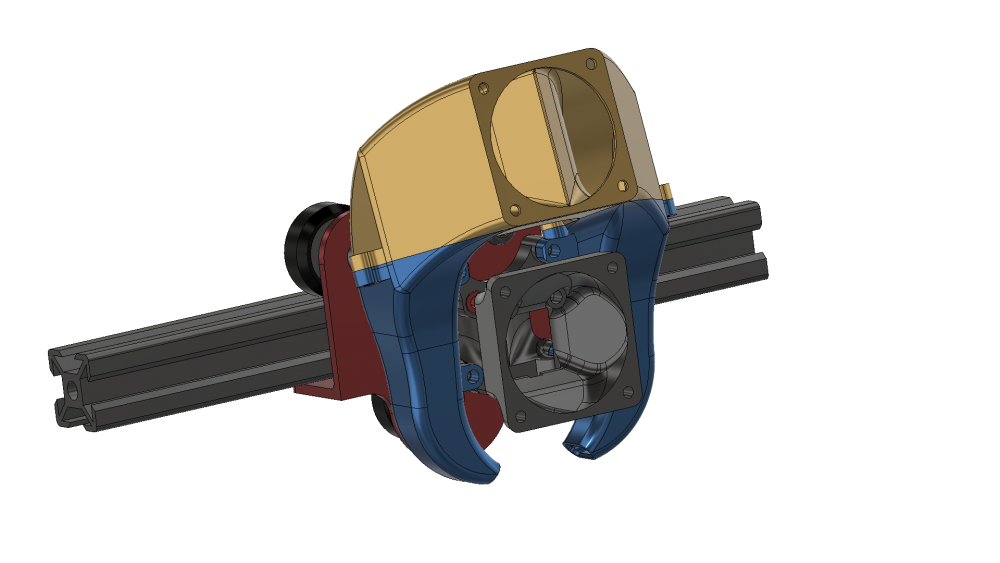
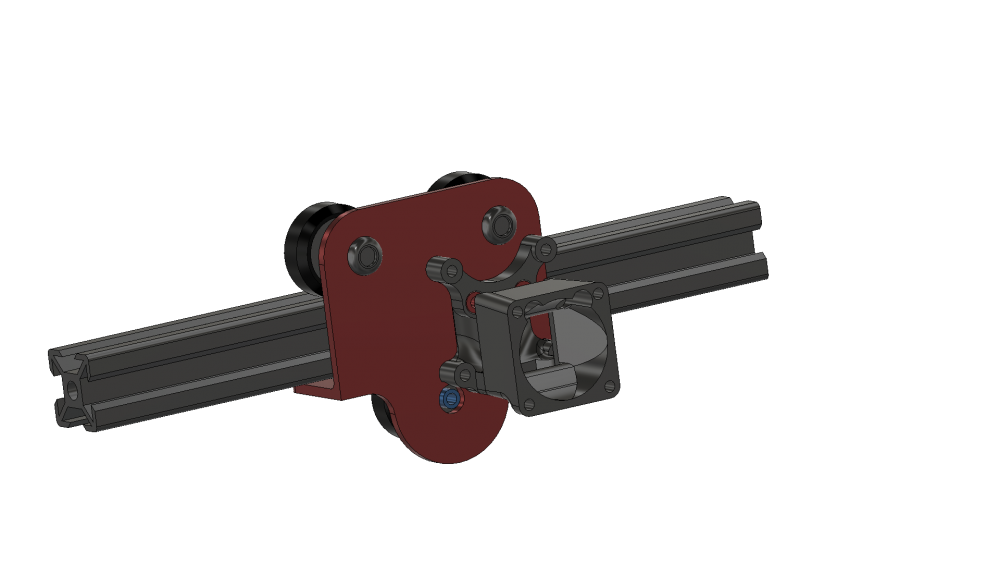
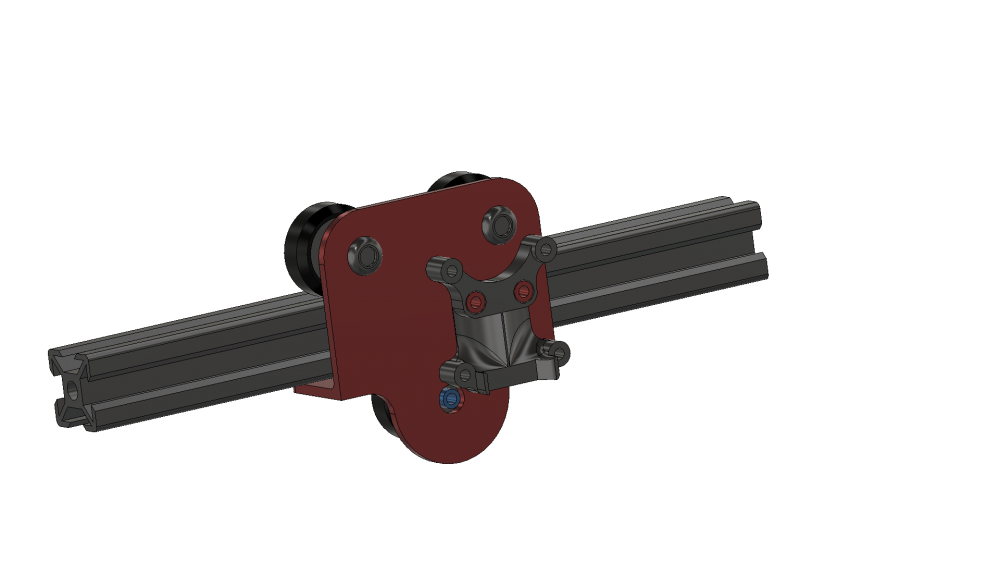
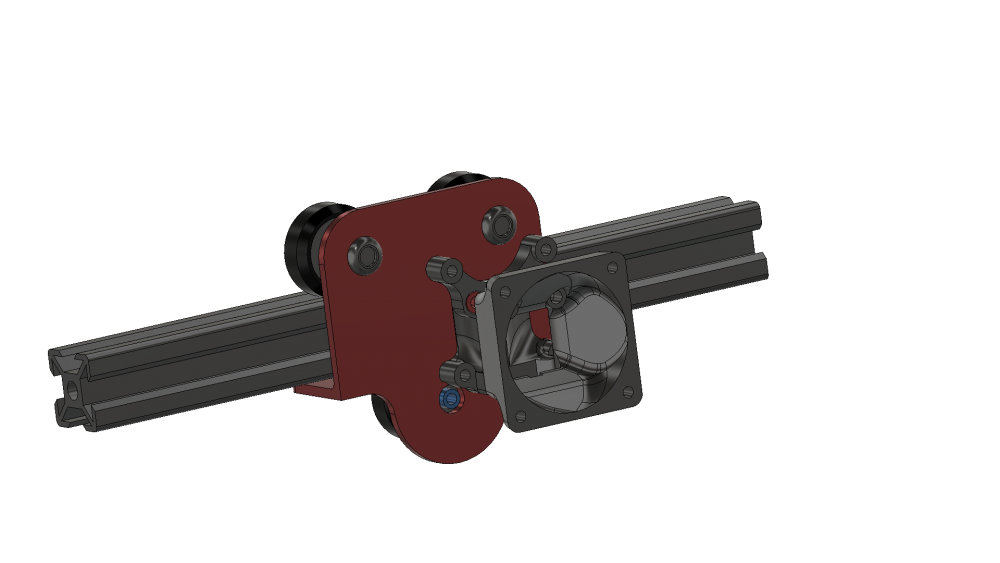
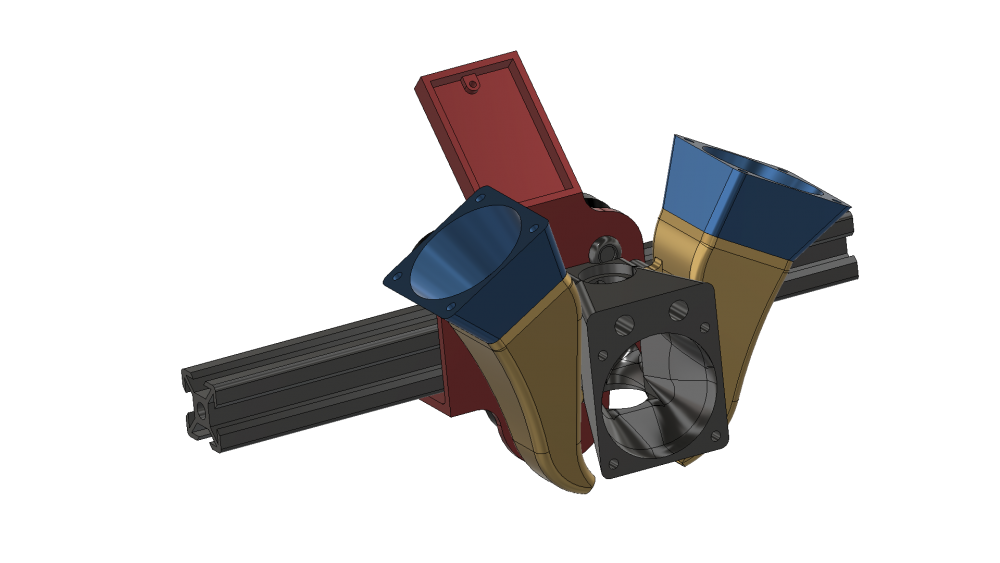
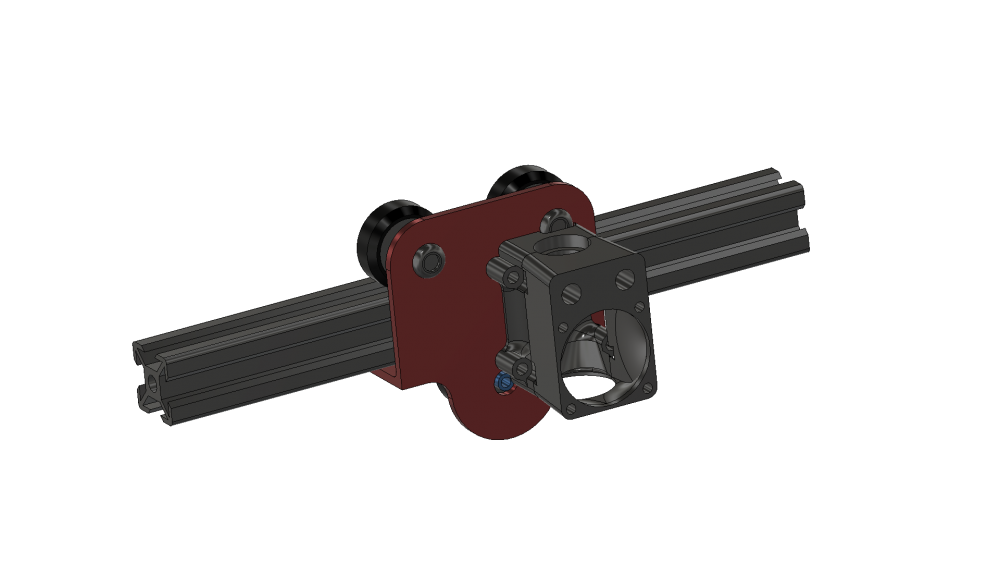
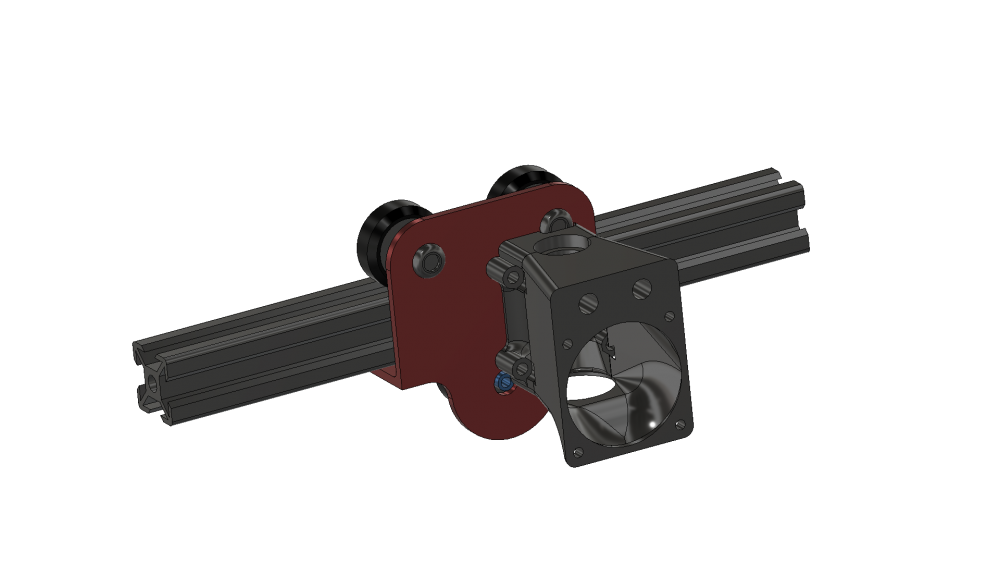
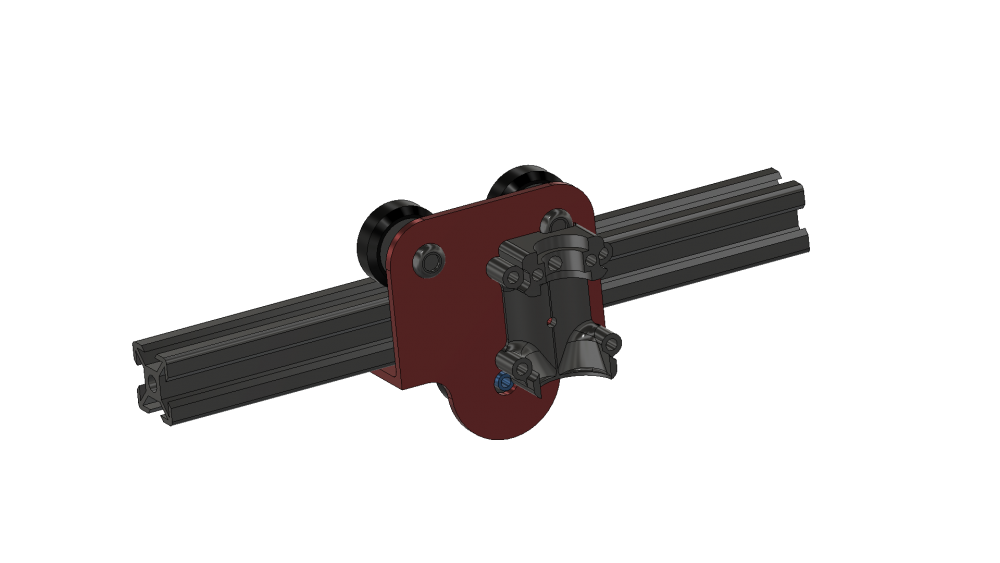
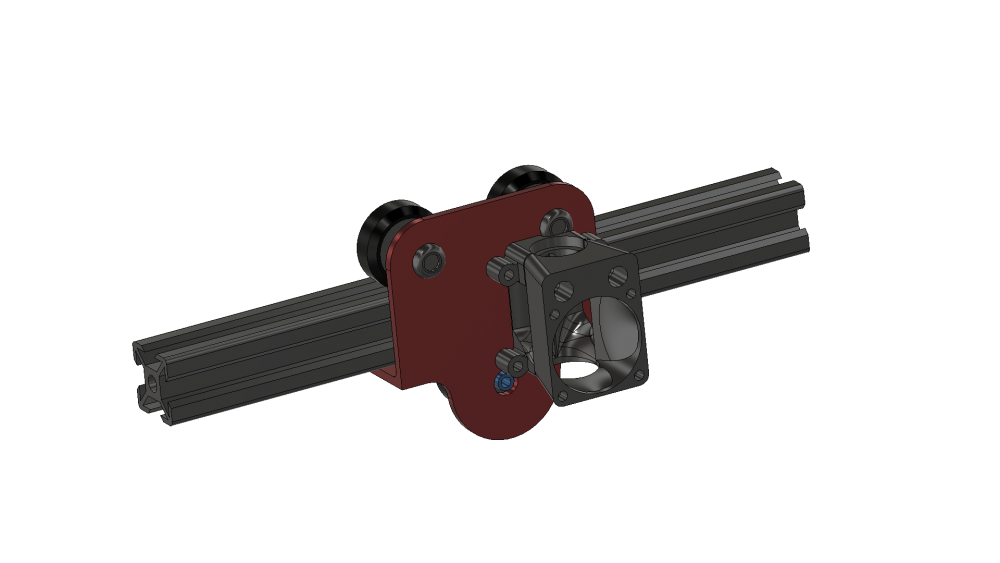
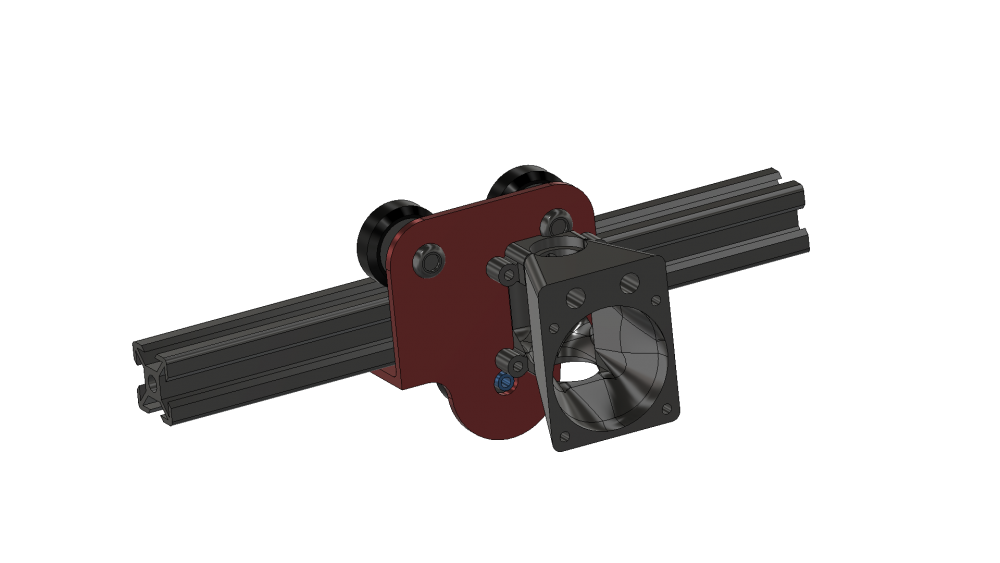
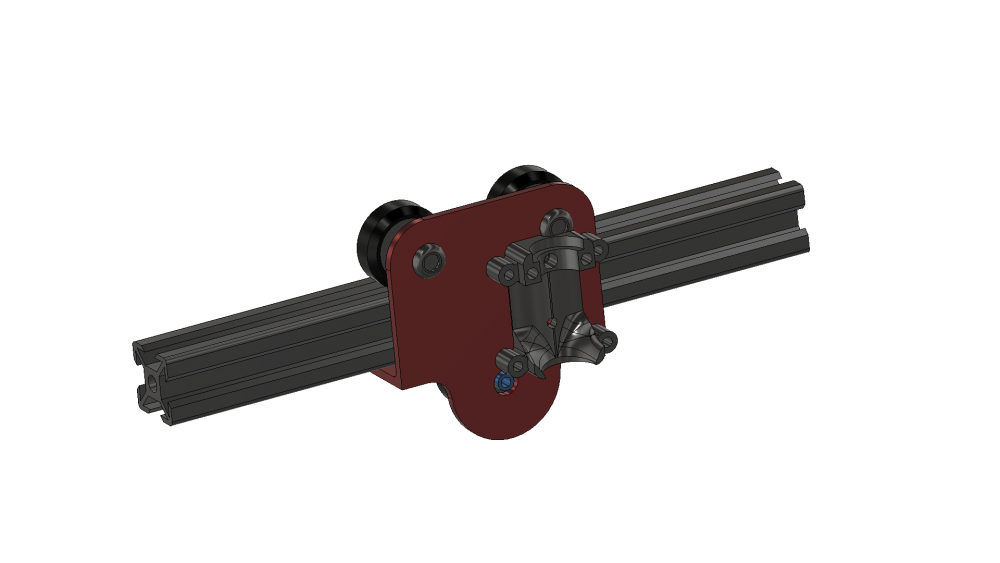
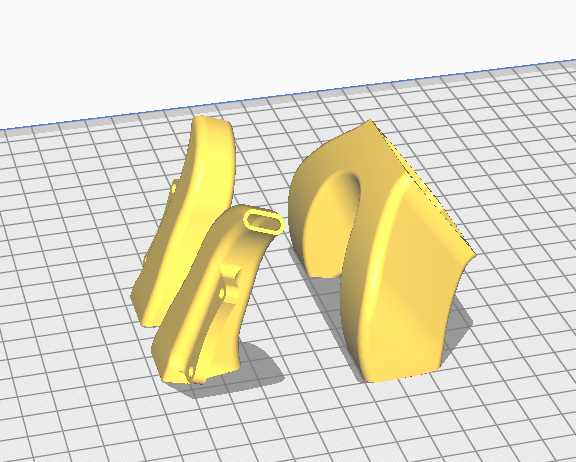
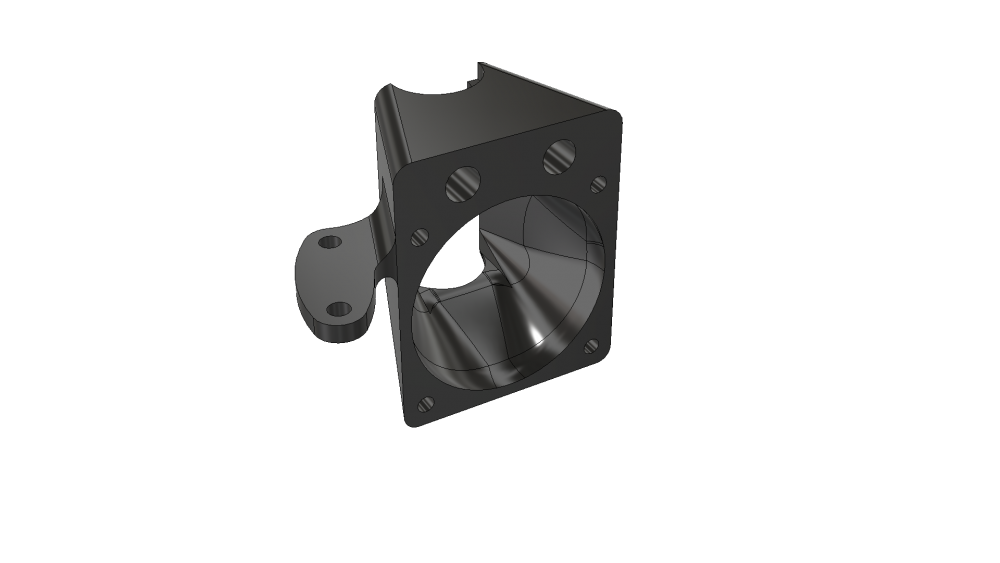
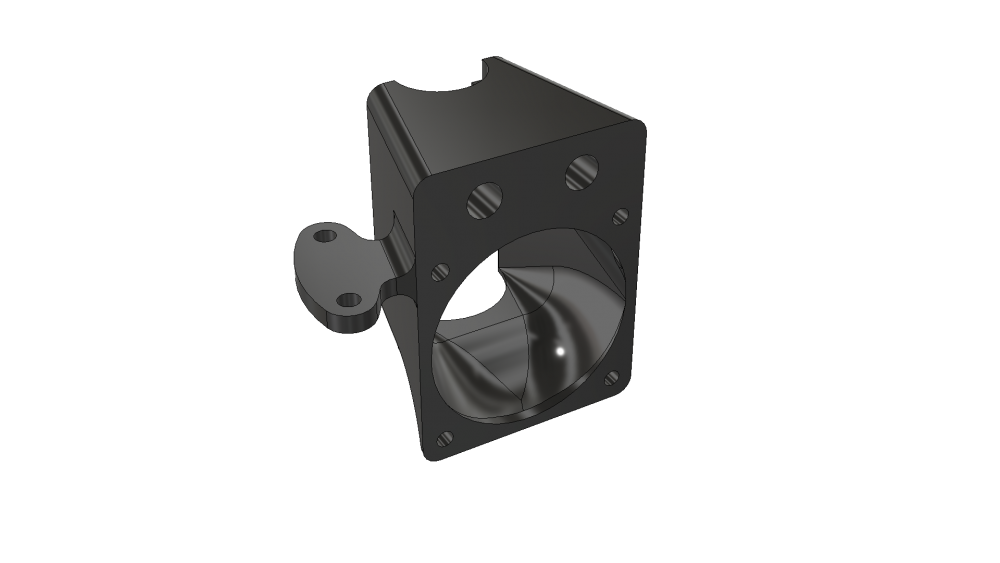
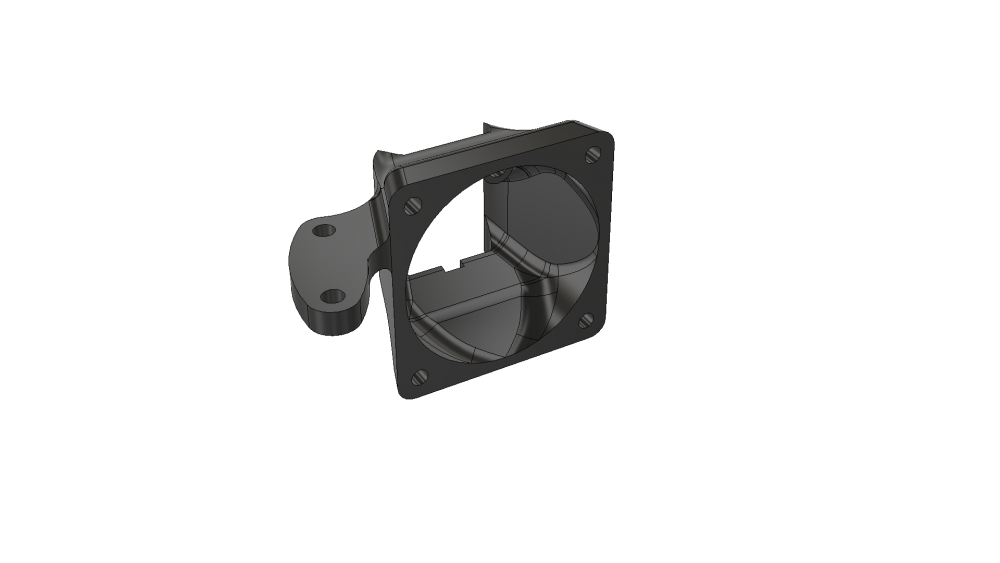
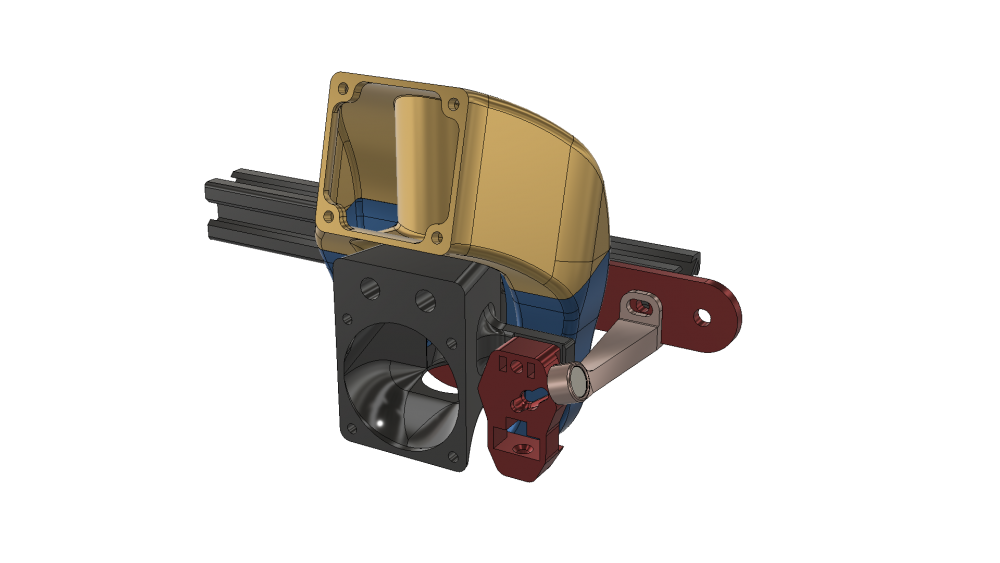
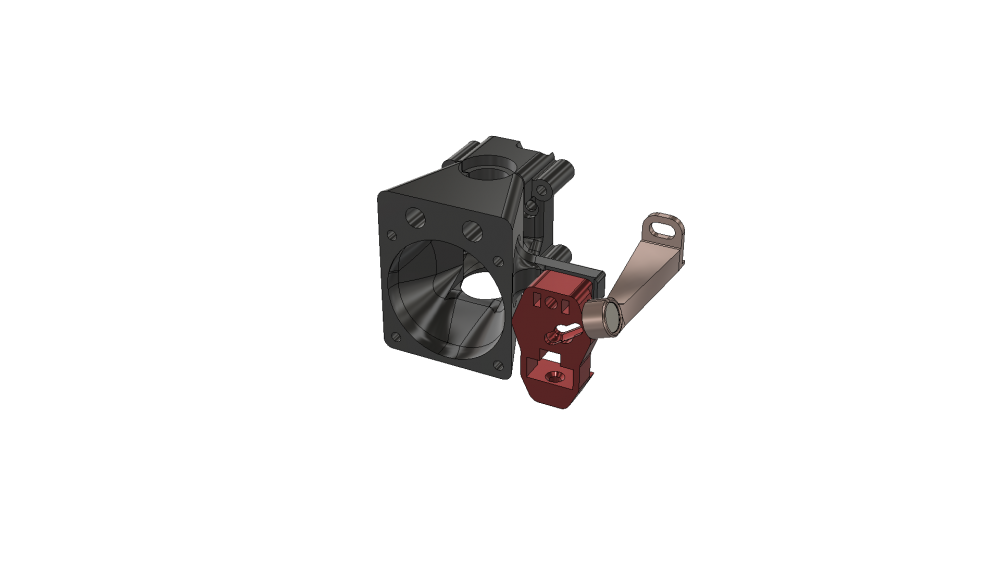
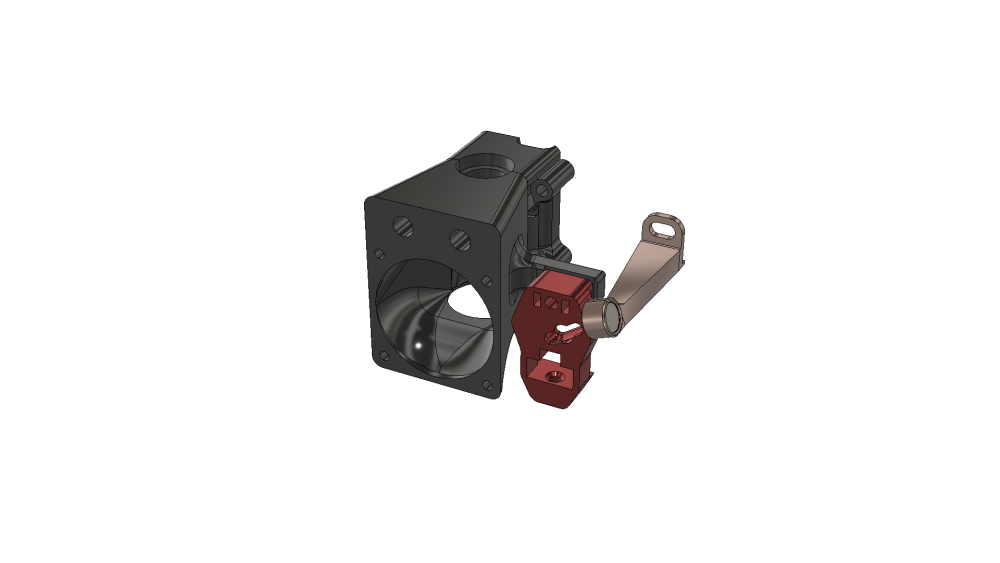
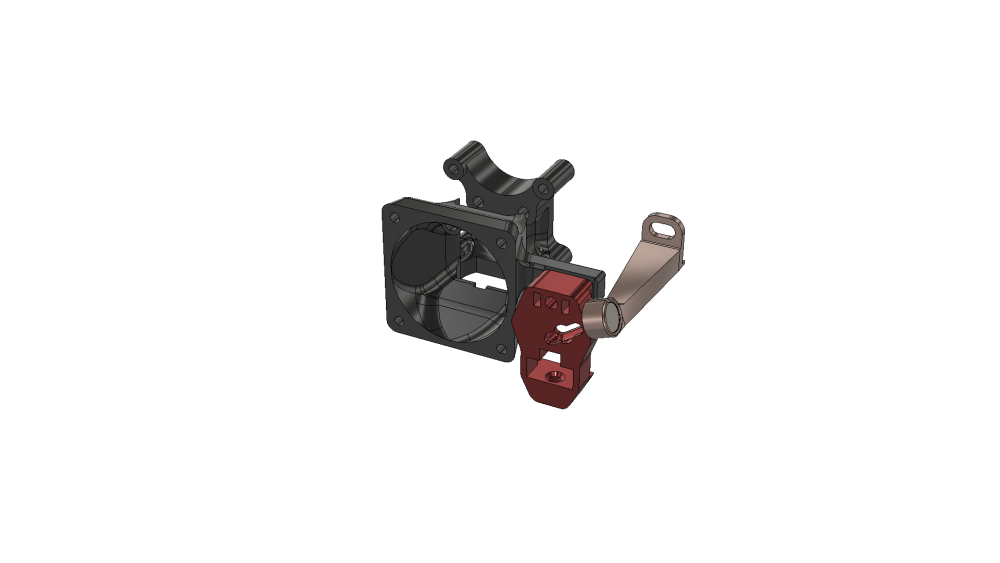
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
Maintenant que marlin 2.0.x est bien stable, je vais enfin faire l upgrade pour monter des drivers tmc 2208. Ca intéresse des imprimeurs ou pas? Fonction de vos “likes” je fais un dossier, ou pas...1 point
-
Si c'est le début de ta première couche sur la photo, je dirais qu'il n'y à pas que sur les ronds qu'il y à un souci, elle est vraiment pas belle. Commence déjà par avoir une belle première couche avant de trifouiller tout le reste.1 point
-
Salut, pour ne pas écraser ton filament dans le plateau, il faut que tu règles l'écart entre la buse et le plateau, après l'avoir chauffé. Une feuille de papier doit pouvoir passer en frottant trés légèrement.1 point
-
Ta 1ere couche est trop "haute" donc pas assez d'adhérence. Une bonne première couche est la base pour un print réussi. Commence par baisser la hauteur et n'imprime que la première couche jusqu'à ce que ce soit bon. Attention aussi à la taille de la pièce. Sur une delta les "bords" sont souvent plus difficiles => pièce "large" + 1ere couche pas top => print KO. Le "marvin" est une bonne pièce pour tester sa config (impression en ~20 minutes). Sans Raft ni support.1 point
-
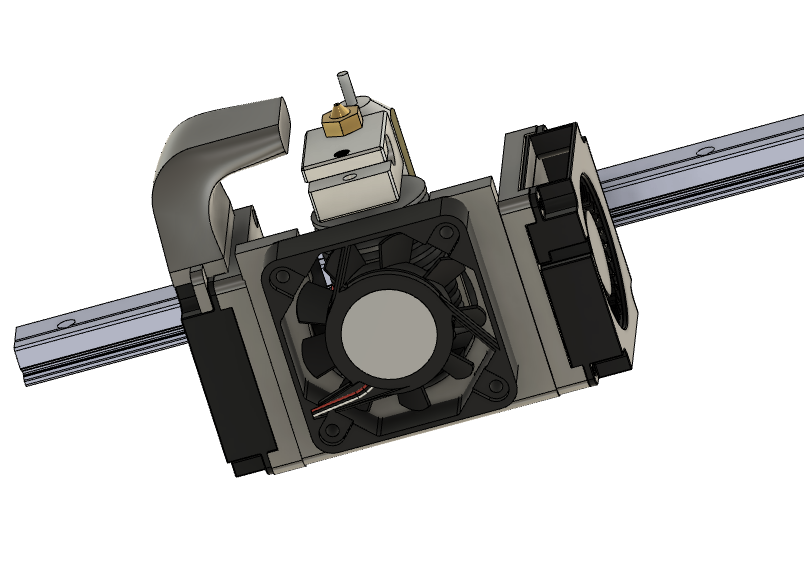
Youpiii, Fang imprime avec Cura 4.3.0 en monobloc, et ça marche plutôt bien! Instructions pour les supports dans cura suivies à la lettre. J'ai ma courroie du plateau a retendre, mais a part ca, nickel! Merci @deamoncrack
 1 point
1 point -
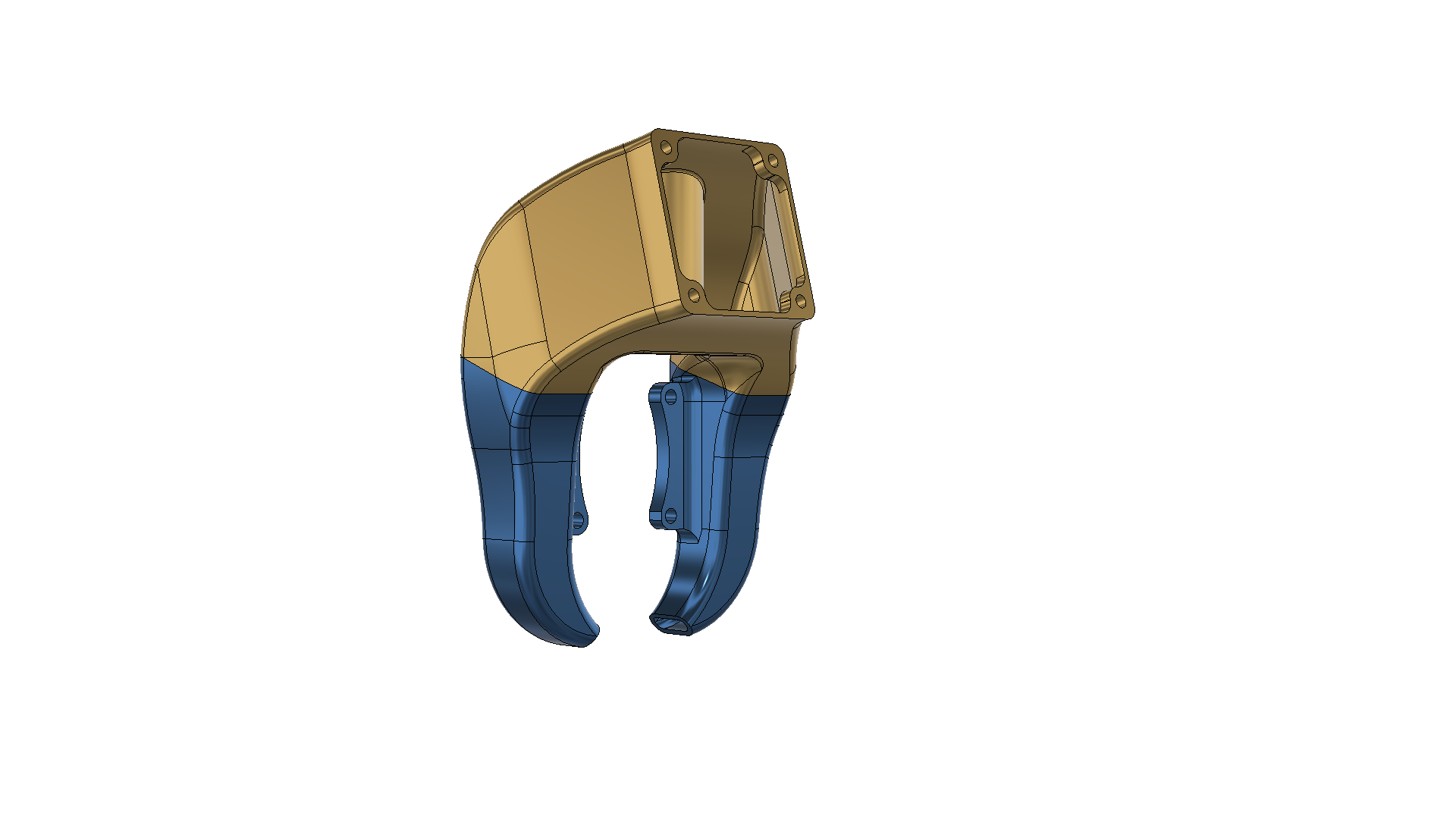
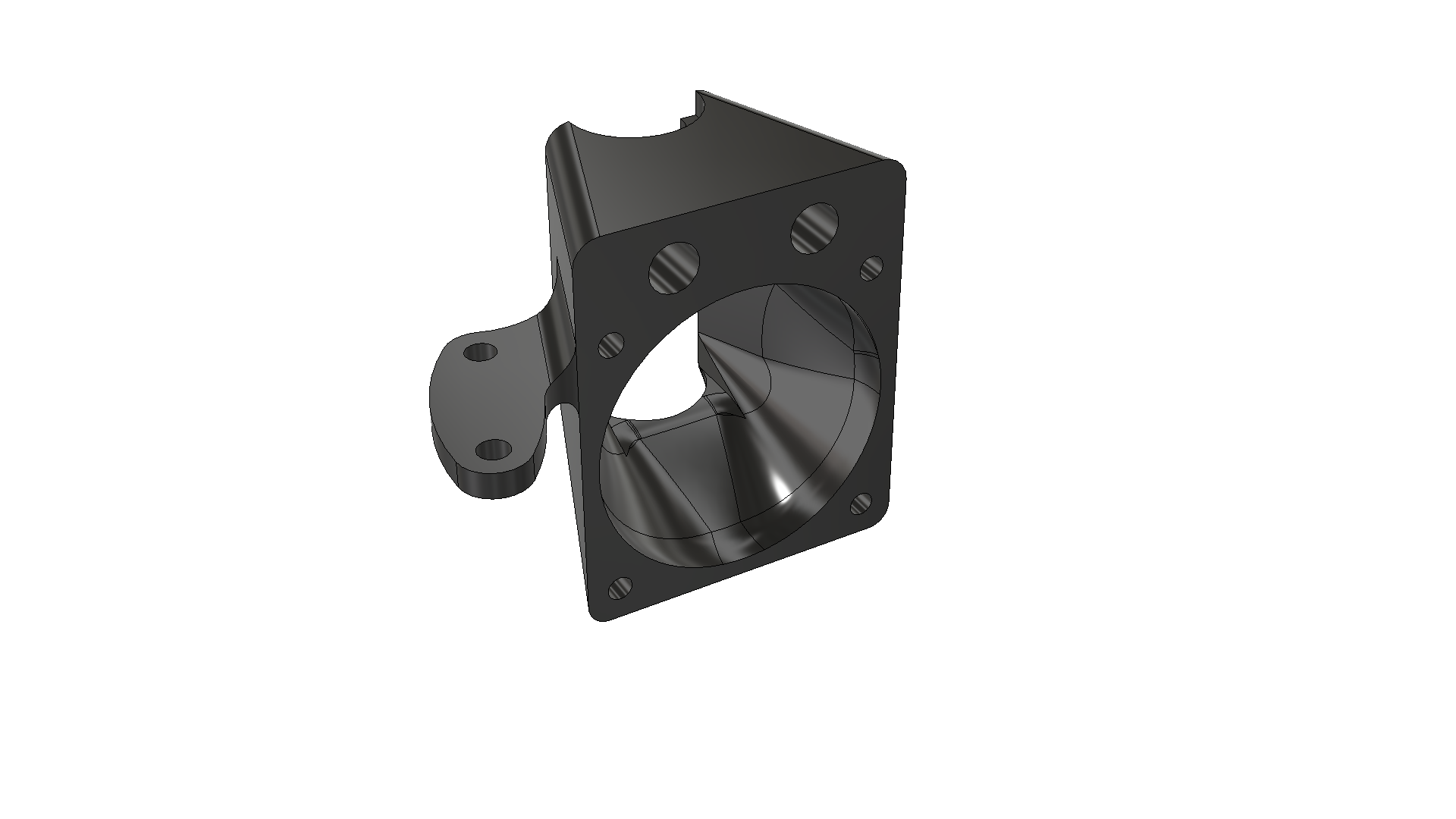
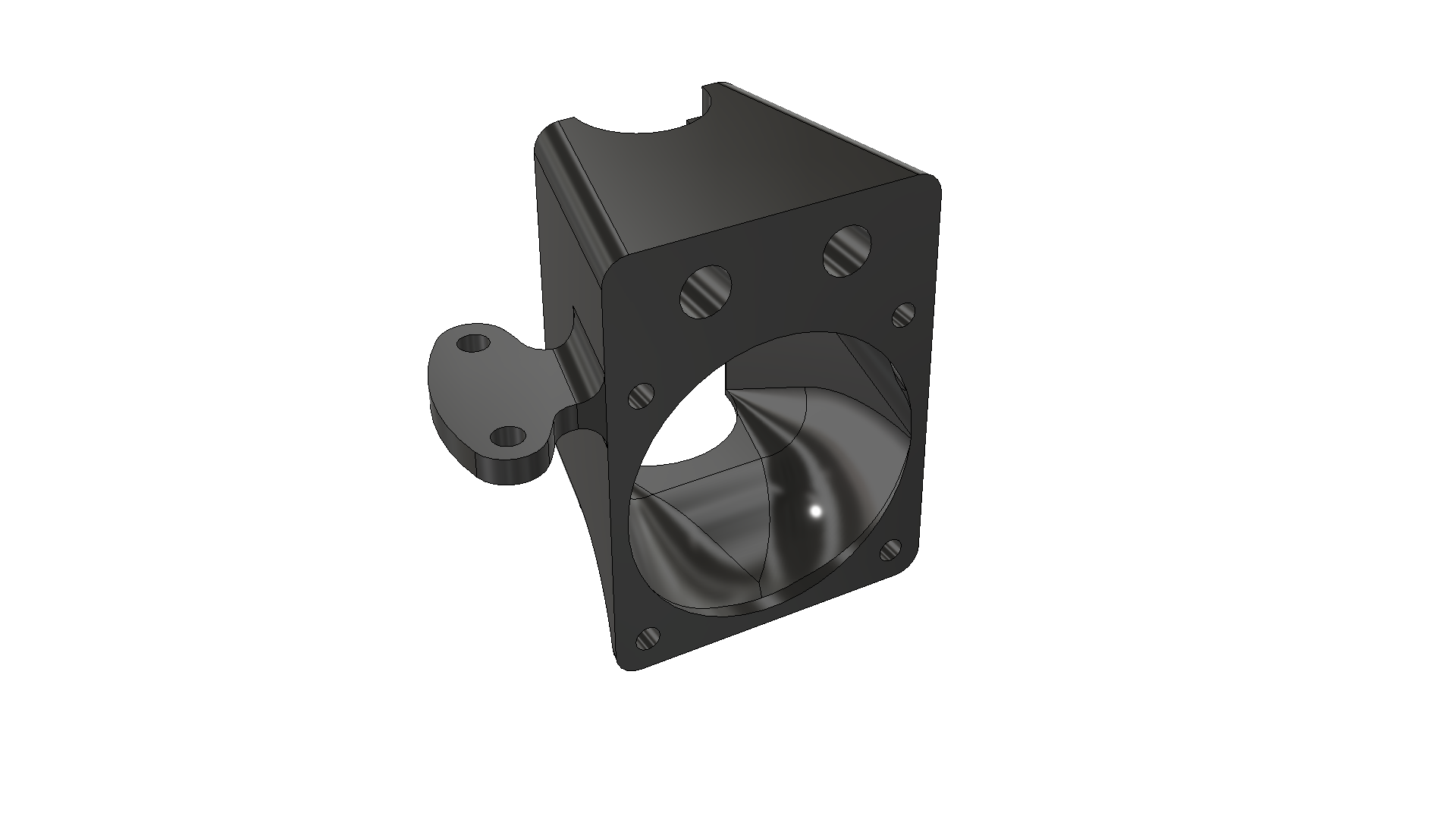
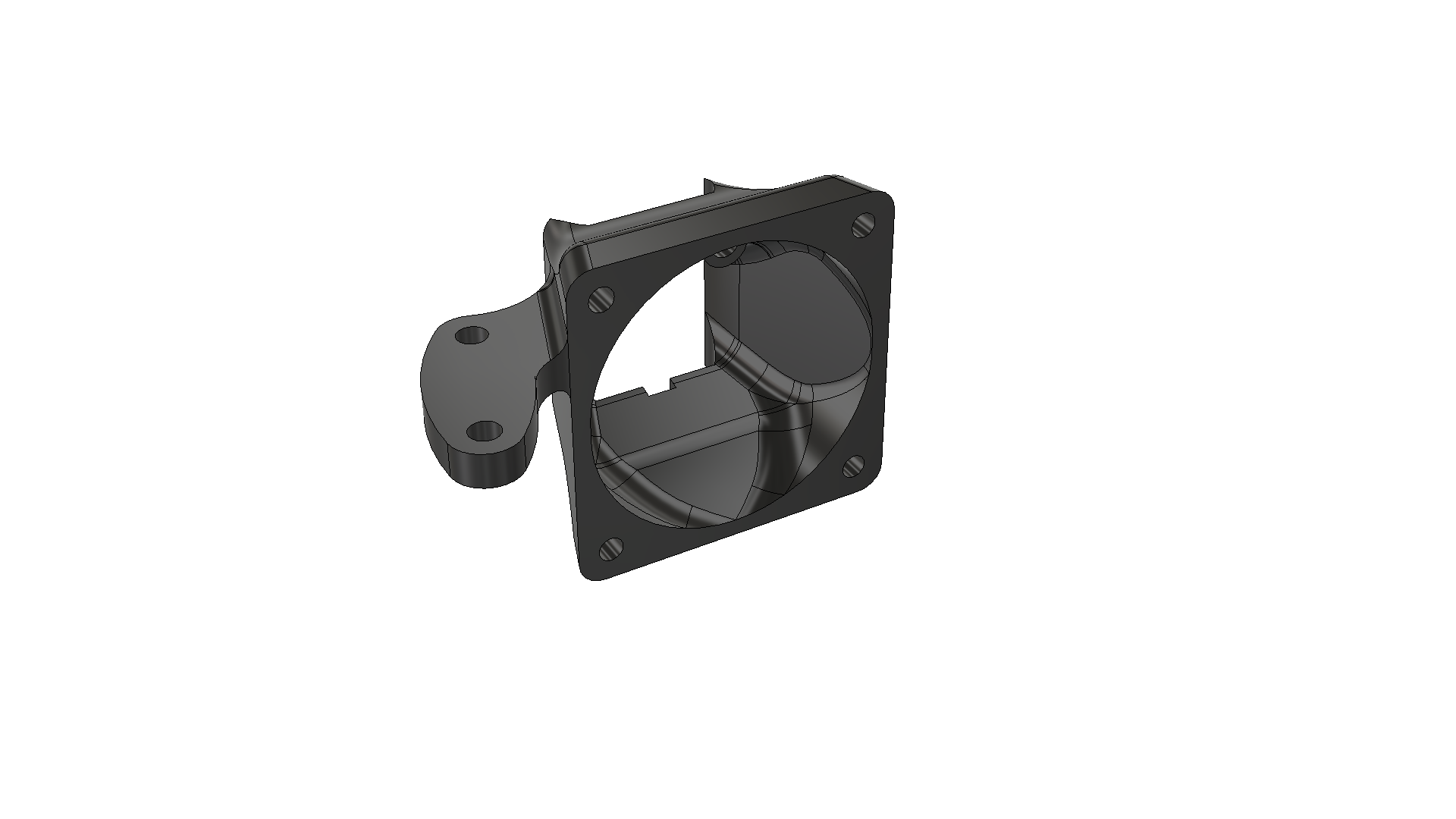
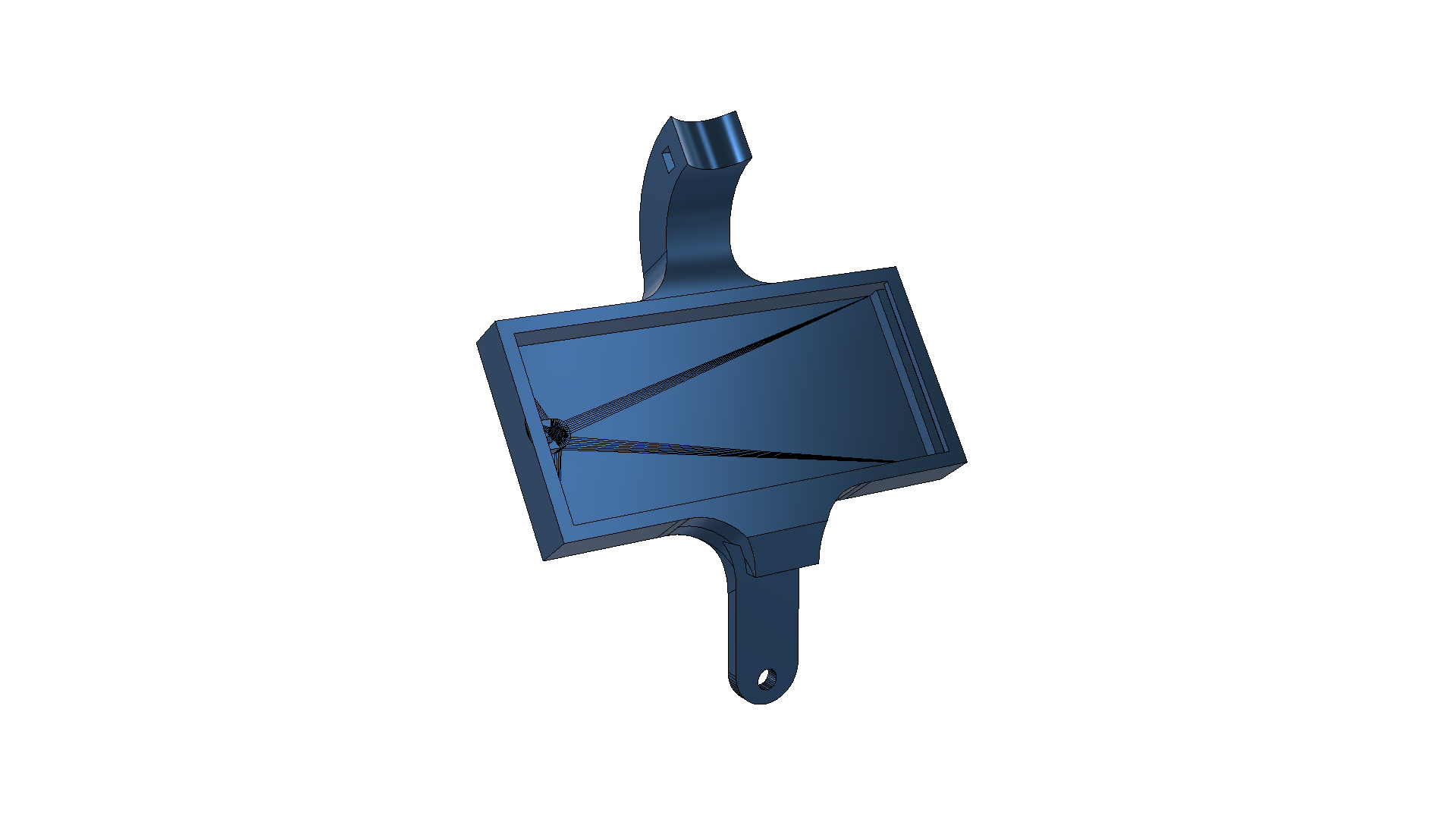
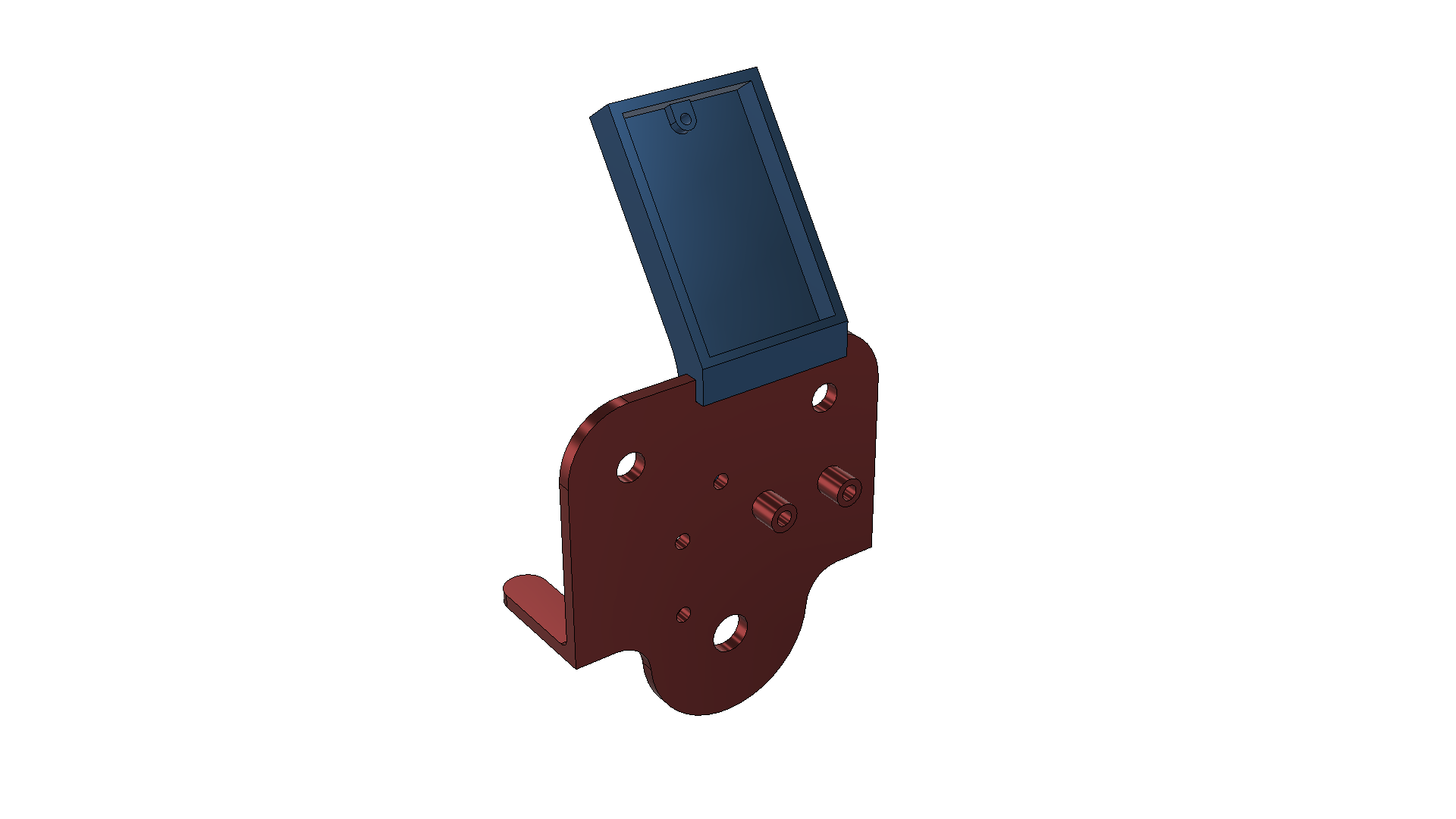
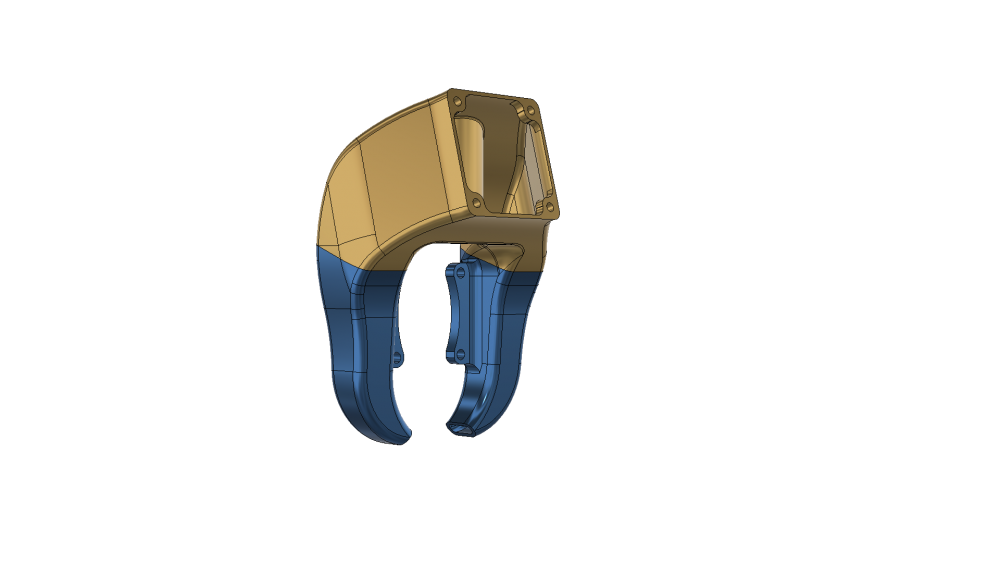
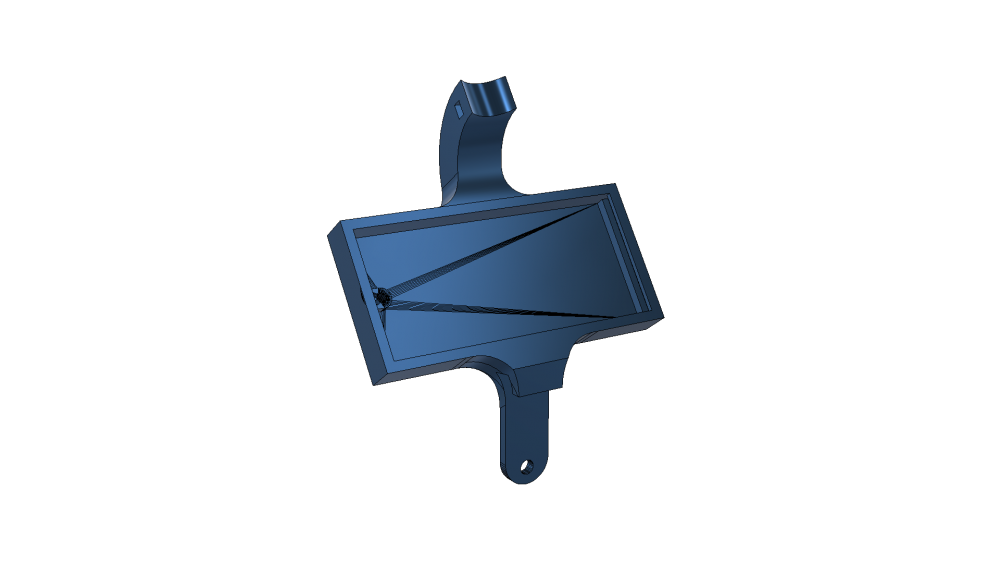
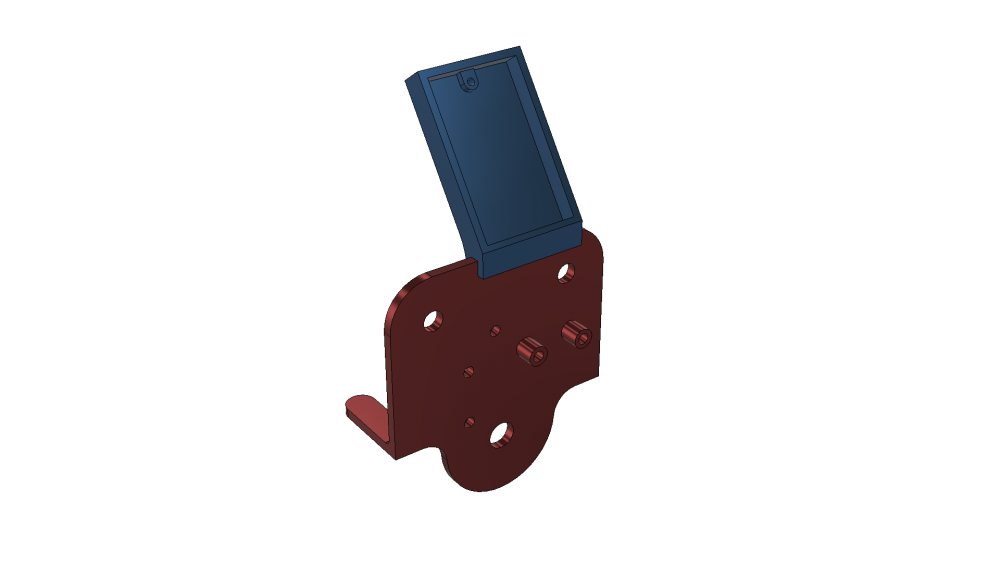
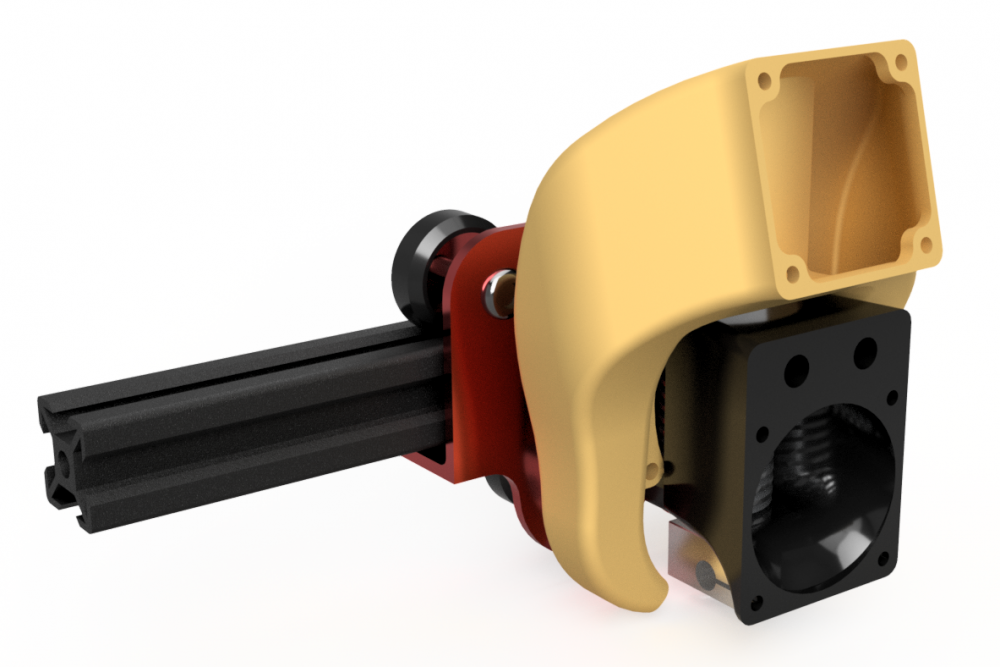
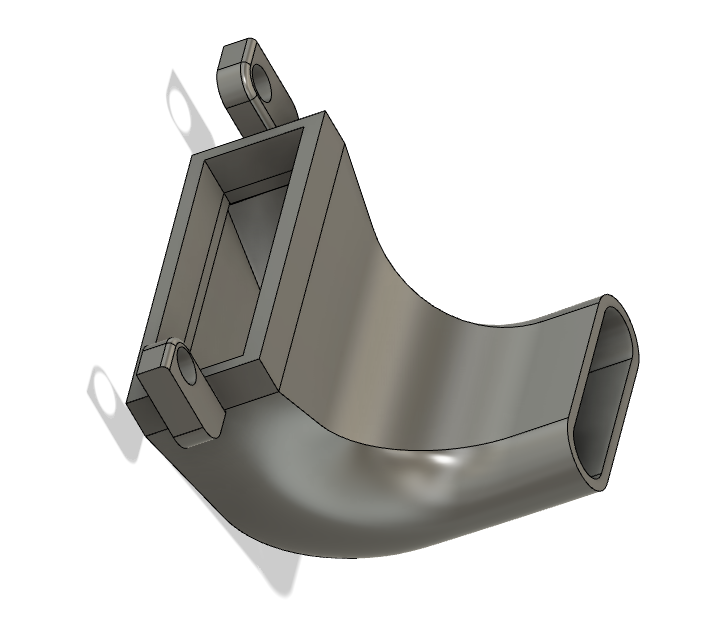
Bonjour, Voilà l'idée pour la buse de refroidissement des pièces, j'apprends a dompter la fonction loft , il me reste à incliner le flux d'air vers la pièces et à réduire la hauteur, je touche au but
 1 point
1 point -
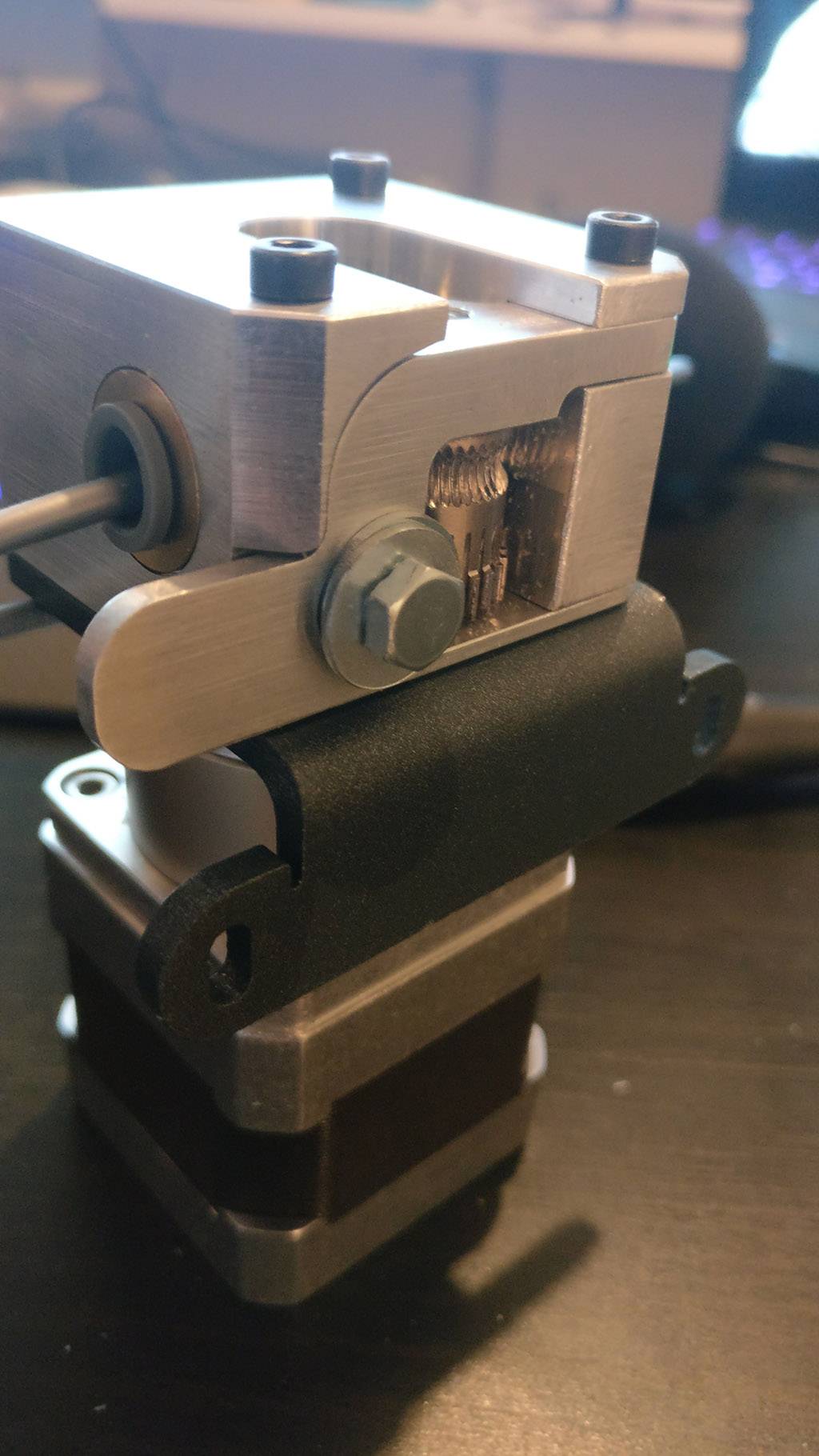
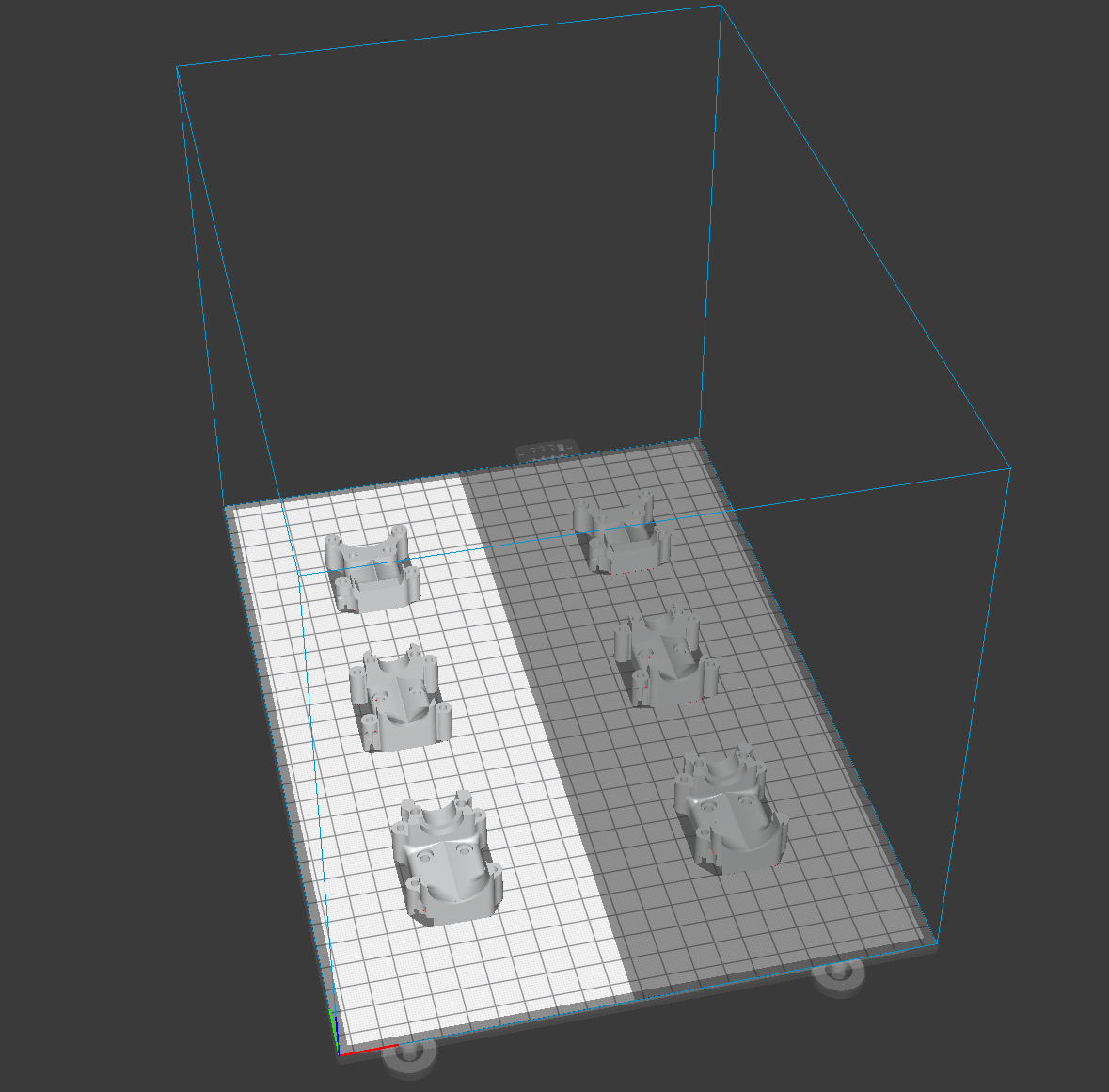
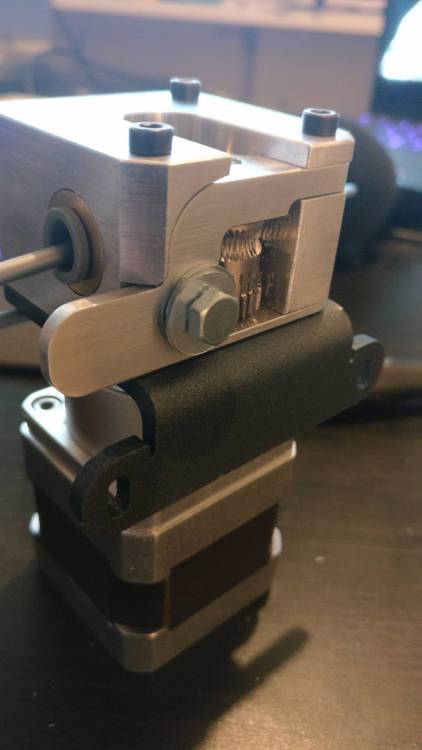
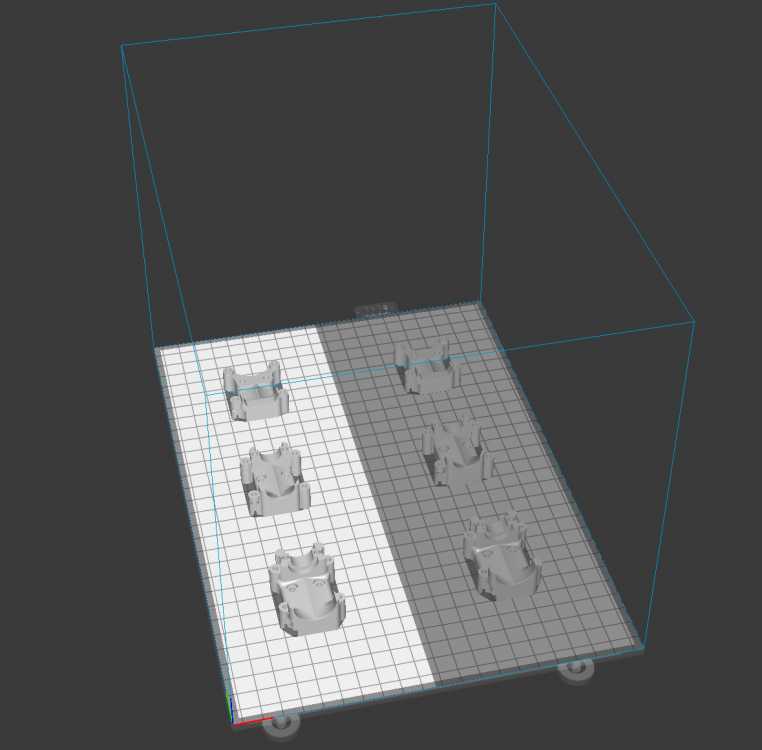
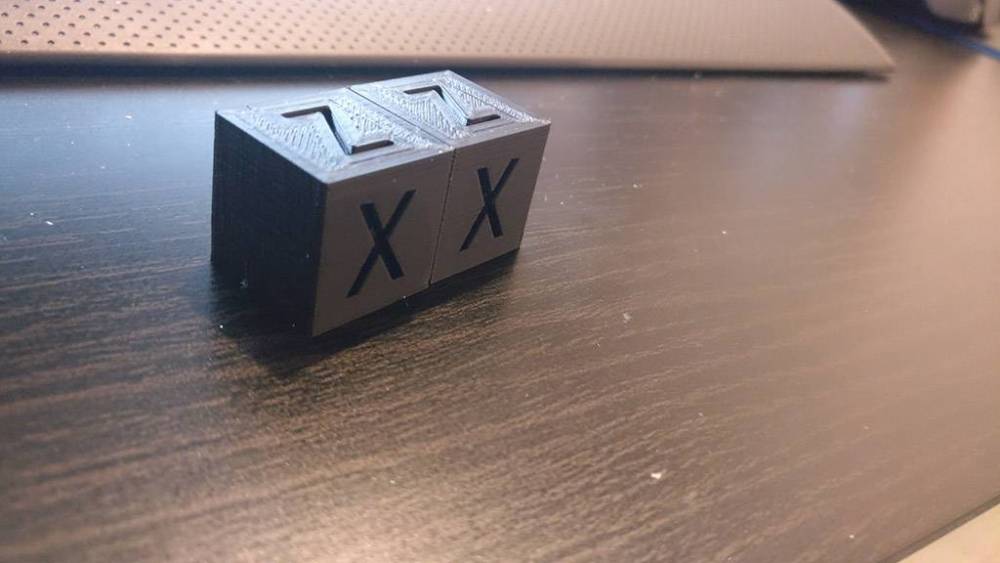
Bonjour, Après près d'un mois d'utilisation, et une centaine d'impressions voilà mon retour sur cette machine : - La machine s'utilise avec un Fork de Cura, optimisé et programmée pour les machines BCN3D, et heureusement ! Elle semble également pouvoir fonctionner avec Slic3r, et un peu plus empirique, Pronterface. Cette version de Cura, permet de grandement simplifier la double extrusion, et les différents modes proposées par la machine (Regular, Mirror, Duplication). Le manuel complet fournit par BCN3D est très bien fait, et il est vraiment facile de prendre en main ces environnements. Je vous conseil de garder une installation de Pronterface sous la main, car ce dernier vous sera bien utile pour les réglages avancés (commandes Gcode). L’interface LCD est simple et ergonomique, mais manque cruellement d'options avancées. - Les premières impressions sont relativement bonnes. La double tête avec deux couleurs est assez bluffante, mais ce serait mentir que de dire que ces impressions étaient parfaites. Au bout de quelques prints, l'extrudeur gauche commence à claquer. Après avoir tenté de régler plusieurs fois la tension exercée sur les pignons, j'ai fini par le démonter. Et là je m'aperçois que : 1. Les pignons ne sont pas alignés, car le bloc extrudeur n'est pas plaqué à son support ==> Le pas de vis d'une des vis est foutu (d'origine). Je remédie au problème en utilisant un boulon à son extrémité. 2. Je m'aperçois ensuite que la distance entre les deux pignons, qui doivent venir coincer le filament de façon optimale, est trop importante. Ce qui, avec les vitesses et distances de rétractation d’origine, fini par abîmer le filament et le faire patiner. J'ai donc ajouté deux rondelles à la visse de réglage à ressort de la tension. Je règle à la main et au jugé la pression sur le filament, en vissant plus ou moins. Remontage et tests, tout va bien, problème réglé. Je décide de tester le mode duplication, à grande échelle cette fois, en utilisant toute la surface du plateau. Pour mon test, je vais essayer d'imprimer les supports chariot du fang de @deamoncrack (pour E3D, MK8 et AiO). Sous CURA, voilà ce que ça donne : Je lance une calibration complète de la machine. Après la routine du niveau du bed, l'interface m'invite à installer des cales pour compenser le décalage de hauteur entre les deux hotends. Ici, on me demande d'en ajouter 4 sur la hotend de gauche. Chose faite, la machine passe aux étapes d'alignement X et Y. J'exporte donc mon Gcode et j'envoie... Et le début des galères commence... Dès la première couche, je m'aperçois que le coin supérieur gauche, est bien trop haut. La couche est donc très écrasée voir invisible. Le coin supérieur droit n'est pas terrible non plus, alors que la partie centrale et toute la moitié inférieur du plateau est plutôt bonne. Je tente donc de resserrer un peu l'unique point de serrage de la partie supérieure. Je passe manuellement mes gauges de calibration, et tout semble OK. Je relance la routine complète de calibration, et cette dernière me demande de tourner par mal de fois les deux vis de réglages de la partie inférieure. Je m’exécute. Je relance le print et... Exactement les mêmes défauts. Je comprend très vite que la machine a purement et simplement annihilé mes réglages, et ne mesure pas correctement le plateau. En creusant un peu, j'ai compris que la machine ne compense absolument pas les hauteurs Z, mais part simplement des offsets définits en usine, en partant du principe que le plateau est parfaitement droit. De plus, le plateau n'est mesuré que sur ses bords. Quand on lance la procédure de calibration, la machine utilise donc TOUJOURS les mêmes offsets de référence, peu importe les changements et déformations du plateau. Ce qui veut tout simplement dire que cette procédure ne sert tout simplement à rien, si jamais votre plateau à le moindre défaut. Le mode duplication demande un ajustement absolument parfait de toutes les zones du plateau. Sans quoi les objets seront vite déformés. Je décide donc de passer en mode entièrement manuel. Je lance un print lambda, et dès que le filament commence à sortir, je stop la machine. Ce qui me donne la hauteur maximale du plateau, et en principe le point de référence Z, moins la hauteur de couche d'impression en cours. On serait donc à Z 0.15 Toujours machine éteinte, je déplace la tête de gauche à différents points pour régler ma hauteur avec mes gauges, que je choisi comme référence, en partant du principe que les hauteurs des deux têtes sont bien compensées. Je règle alors à la main les vis inférieures de réglages. Ces réglages sont bien difficiles, car la partie supérieur ne comporte qu'un seul point de serrage centré, qui plus est, avec son ressort qui aura tendance à pencher vers la droite ou la gauche, créant de fait un décalage sur ces mêmes côtés. Cela étant, une fois que je considère les hauteurs OK, je redémarre la machine, et la connecte sous Pronterface pour tracer des données. Je lance alors une routine de calibration, mais uniquement pour voir sortir les données de hauteurs du bed, et donc des offsets, et donc SURTOUT pas en touchant aux vis de réglage comme demandé. Ces données ressortent dans Pronterface sous la forme de dZ2: x.xx et dZ3 y.yy Je rentre alors ces données dans la machine avec M531 L x.xx R y.yy puis M500. Je redémarre la machine, et lance des cubes de calibration sur 9 points de référence, à peu près aux emplacements de mes pièces en mode duplication précédemment lancé ce qui fini par me donner ça : Le cube de droite donne les impressions faites sur la partie gauche du plateau. Le cube de gauche, la partie droite. Sur cette photo, on voit apparaître quelques défauts de lignes sur le cube de droite, mais à l’œil nu ces défauts sont imperceptibles. pour moi la calibration est enfin OK. Je relance ma série de support de fang et là tout semble OK. (photos à venir). Première remarque : Cette procédure fastidieuse n'est pas envisageable pour de l'impression en production de séries, mais visiblement obligatoire, au moins pour le mode duplication. Alors que c'est clairement le but de cette machine... Deuxième remarque : à 2600€ la machine, on s'attend à un fonctionnement optimal et aux finitions parfaites ! Or, on s'aperçois en fouillant un peu, que beaucoup de personnes rencontrent le même problème, et aussi bien sur les Sigmax. Or, il sera plus simple de faire le niveau du bed sur une machine à 160€ ... Pour une qualité d'impression similaire... Troisième remarque : Une fois que les calibrations sont faites et quasi parfaites, la qualité d'impression est absolument divine. On peut aussi bien imprimer vite (150mm/s) sans perdre en qualité, qu'avec des hauteurs de couches très variées, jusqu'à 0.06mm. Le mode duplication est tout simplement impressionnant, et le bi-color tout autant. Les impressions sont tout simplement PARFAITES et de niveau PROFESSIONNEL. Conclusion : Il s'agit bien d'une imprimante professionnelle, qui est bien capable de faire des impressions... Impressionnantes ! De la production, du prototypage, du bi-matériaux ou bi-couleur. Quelques problèmes d'assemblage assez abusifs pour une machine à 2 600€ mais facilement corrigeables. Elle est cependant complètement plombée par son système de mise à niveau du bed, qui vient gâcher l'effet "wahouu" d'un revers de main. Imprécis voir complètement caduque. Ce problème rendra impossible toute production de série importante, tant la re-calibration sera longue et aléatoire. J'ai contacté le fabriquant à ce sujet, en espérant avoir des réponses intéressantes. En effet, un système de mise à niveau par BLTouch à une quarantaine d'euros sur nos bonnes vieilles machines chinoises, fait beaucoup, beaucoup mieux.

 1 point
1 point -
Si tu imprimes sur un miroir t'as première couche devrait être plus lisse (coin en bas à droite de la première photo). Essaie de descendre légèrement ton zéro. Est-ce que la première couche est uniforme, même épaisseur partout ? Combien de périmètres as-tu ? Je connais cette pièce, 0.2 devrait suffire, tu vas gagner 50% du temps !1 point
-
Bonjour à tous, Si cela intéresse quelqu'un j'ai trouvé ce tuto => vidéo +archive avec tous les fichiers et doc PDF pas à pas (en anglais par contre) pour la version 3.1 du BL touch. Le site https://pretendprusa.co.uk/index.php?action=downloads;sa=view;down=9 Pour télécharger le fichier c'est en haut du poste L'archive contient : Firmware - LCD Touchscreen => mise à jour de l'ecran Firmware - Main Board => Marlin 1.19 et 2.0 Firmware - Source (Experts only) => pour les bidouilleurs Prusa Slicer Config => tout est dans le nom ^^ STL Files => pièces à imprimer pour l’installation et la calibration du BLTouch Waggster Mod - BLTouch v1.0.pdf => documentation pas à pas en anglais. Pour information je n'ai pas encore l'imprimante qui est en cours de livraison (actuellement Alfawise U30 Pro et FLSUN QQS), j'ai juste préparé le terrain pour son arrivée. Je ne pourrais donc pas répondre à d'éventuelles question pour le moment. Bonne journée.1 point
-
Bonjour, Je n'ai pas eu le temps avant aujourd'hui. La lampe a été très appréciée
 1 point
1 point -
Pour ma part il est clair que je vais dans tous les recoins, fonction modo oblige... Je fais tous les jours le ménage car de nombreux posts ne sont pas (c'est juste mon avis) dans les bonnes sections, si des postes sont vraiment spécifiques à un type d'imprimante je n'hésite pas à les déplacer. Je ne pense pas qu'il y ait des sections où il y a plus de chance d'avoir une réponse car ils y a beaucoup de membres qui ne se cantonnent qu'à certaines sections et dont donc plus apte à répondre, j'en faisais parti avant d'être modo Pour les 2 sections citées plus haut si elles étaient respectées elles seraient bien différentes Discussion sur les imprimantes 3D Ici on parle des imprimantes 3D en général les mots "en général" veulent bien dire que l'on ne devrait pas exposer les problèmes de chacun dans cette section... Entraide : Questions/Réponses sur l'impression 3D Là par contre pas de soucis pour tous les problèmes demandant des réponses hors sujet spécifique sur un type d'imprimante1 point
-
@Miiras Il faut que le stl d'arrière plan soit dans le dossier d'installation de Cura (Ultimaker X.x.x\resources\meshes) Ensuite dans la définition de ton imprimante (resources\definitions), il faut modifier dans le fichier json en ajoutant une ligne dans la section «metadata» : exemple pour une CR10Spro Pour que ce soit pris en compte, il faudra certainement que tu ajoutes à Cura une nouvelle imprimante… Pour les Alfawise / Longer3D, il n'y a que deux fichiers «json» dans le dossier «definitions»: alfawise_u20.def.json et alfawise_u30.def.json, la section «metadata» est au tout début du fichier (la ligne «platform» est absente).1 point
-
Tiens cadeau avec support uniquement sur le lit et incliné à 90° suivant X fang_monobloc.rar1 point
-
Version finale chariots XY horizontale hypercube.rar1 point
-
Alors pour avoir tester le profil dans Cura U30 sur une U30 Pro et Ender 3 sur une U30 Pro, je trouve le profil Ender 3 plus "propre". Si ça peut t'aider ...1 point
-
Bon je commence a être satisfait de la qualité de mes prints sur mon hypercube Evo III Reste les moteurs a mettre en place.


 1 point
1 point -
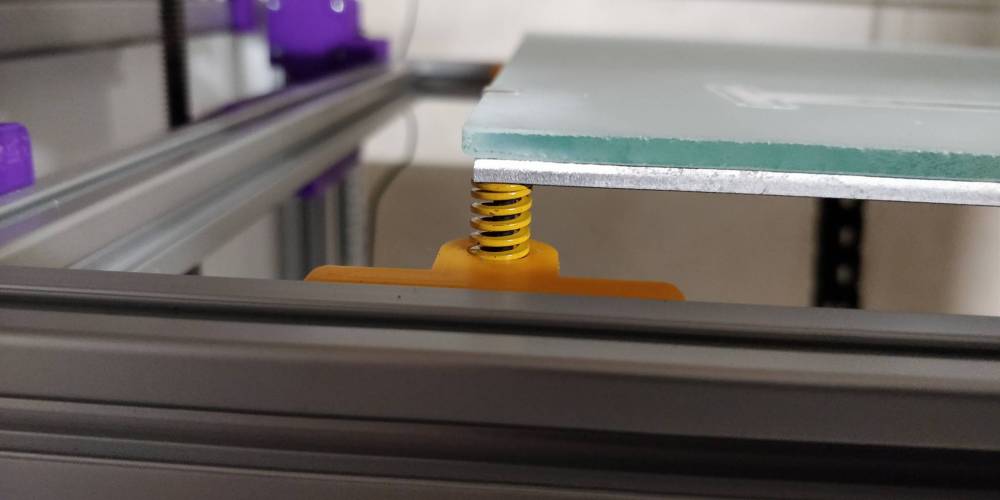
J'ai reçu mes nouveaux moteurs et remplacement des mes ressorts du plateau


 1 point
1 point -
L'extrudeur de triangle lab me donne entière satisfaction sur les essais que j'ai fait , maintenant a voir avec l'usure dans le temps. J'ai aussi ajouté un filtre pour le filament.

 1 point
1 point -
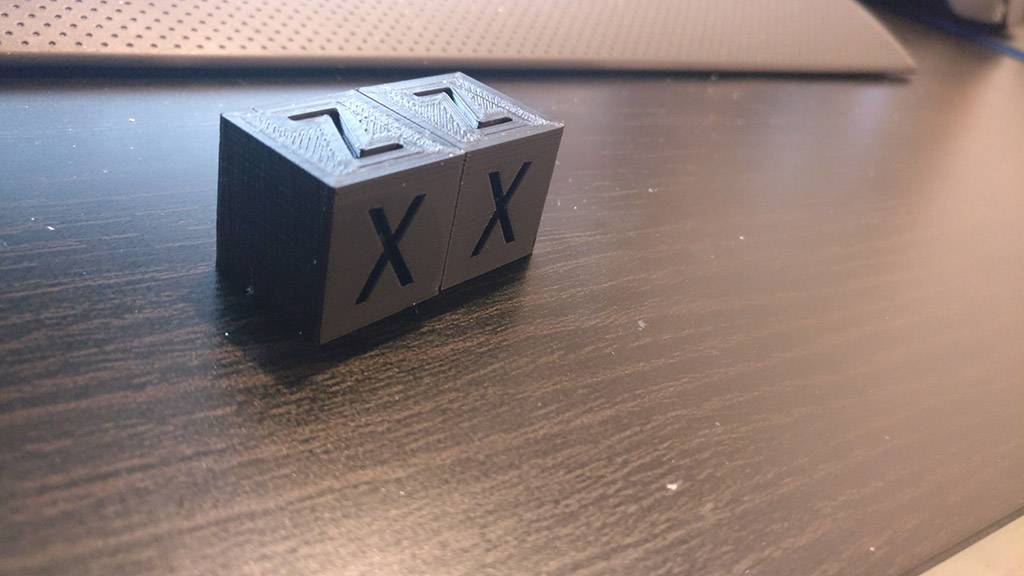
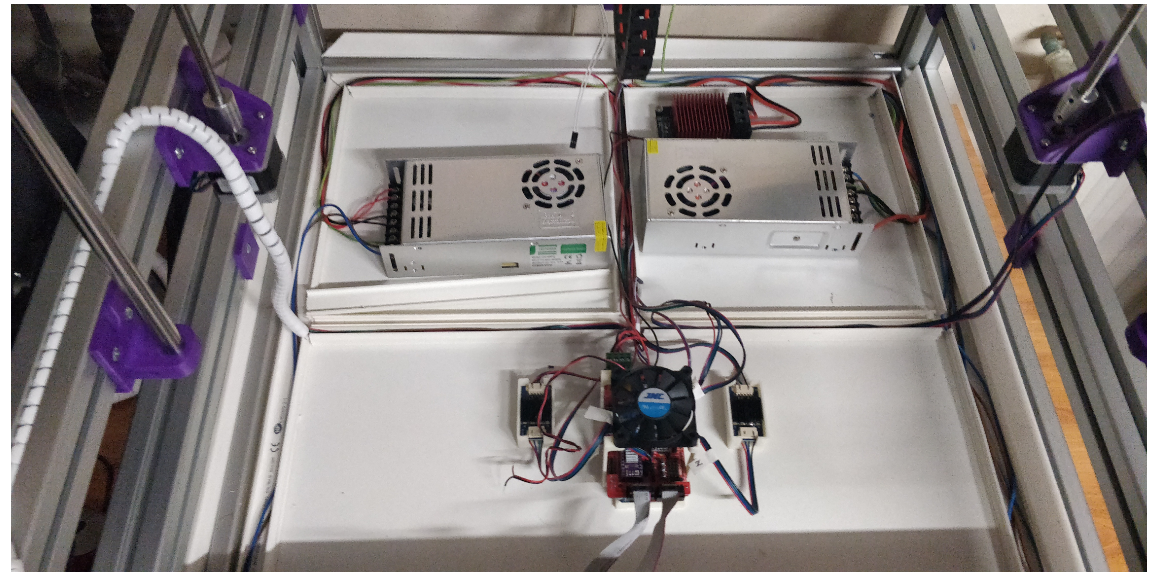
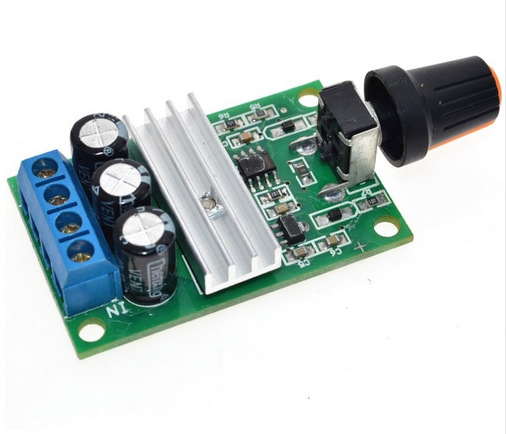
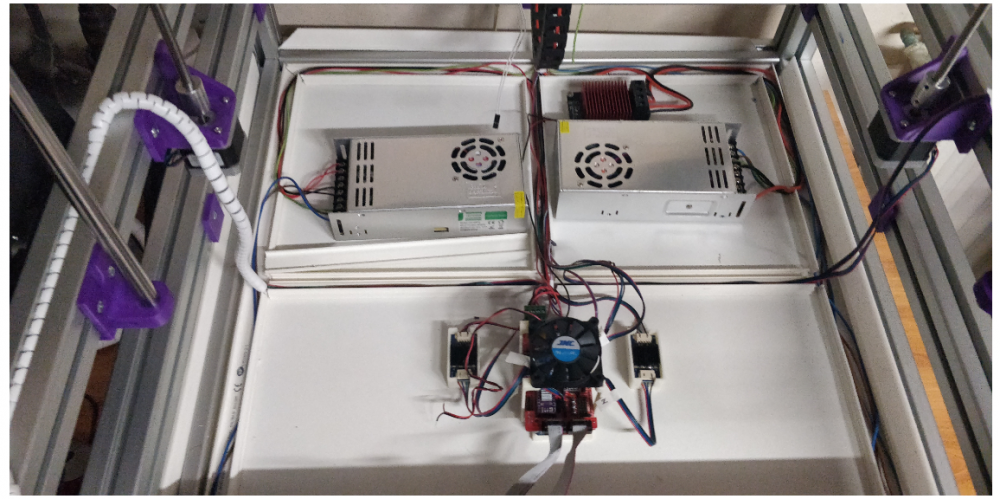
J'utilise deux modules de chez aliexpress, un module pour contrôler la température qui passe par un variateur de vitesse pwm, option pour regler la vitesse des ou du ventilateur. Des que la temperature de l'enceinte atteind la température max de consigne je mets en action le ventilateur qui se trouvera en haut de l'imprimante pour extraire l'air chaud via une gaine type VMC pas obligatoire si tu ne print pas en ABS.(pas encore en place) Idem pour refroidir le compartiment electronique mais avec 4 ventilateurs en test et ça fonctionne, reste le support sonde a faire

 1 point
1 point -
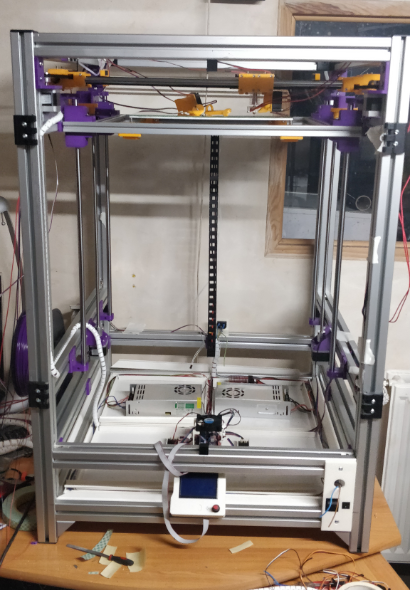
Des news de mon hypercube EVO III Maintenant je print avec ma carte bigtreetech pro v1.1 et TMC 2209 sous marlin 2.0 Prochaine amélioration a venir changement des vis trapézoïdales je repasse en lead 4mm actuellement en 2mm soit 1600 steps a 800 steps. Je vais essayer l'extrudeur trianglelab en Bowden et j'ai aussi commandé 5 moteurs 17HS84011-S de1.8A 52N


 1 point
1 point -
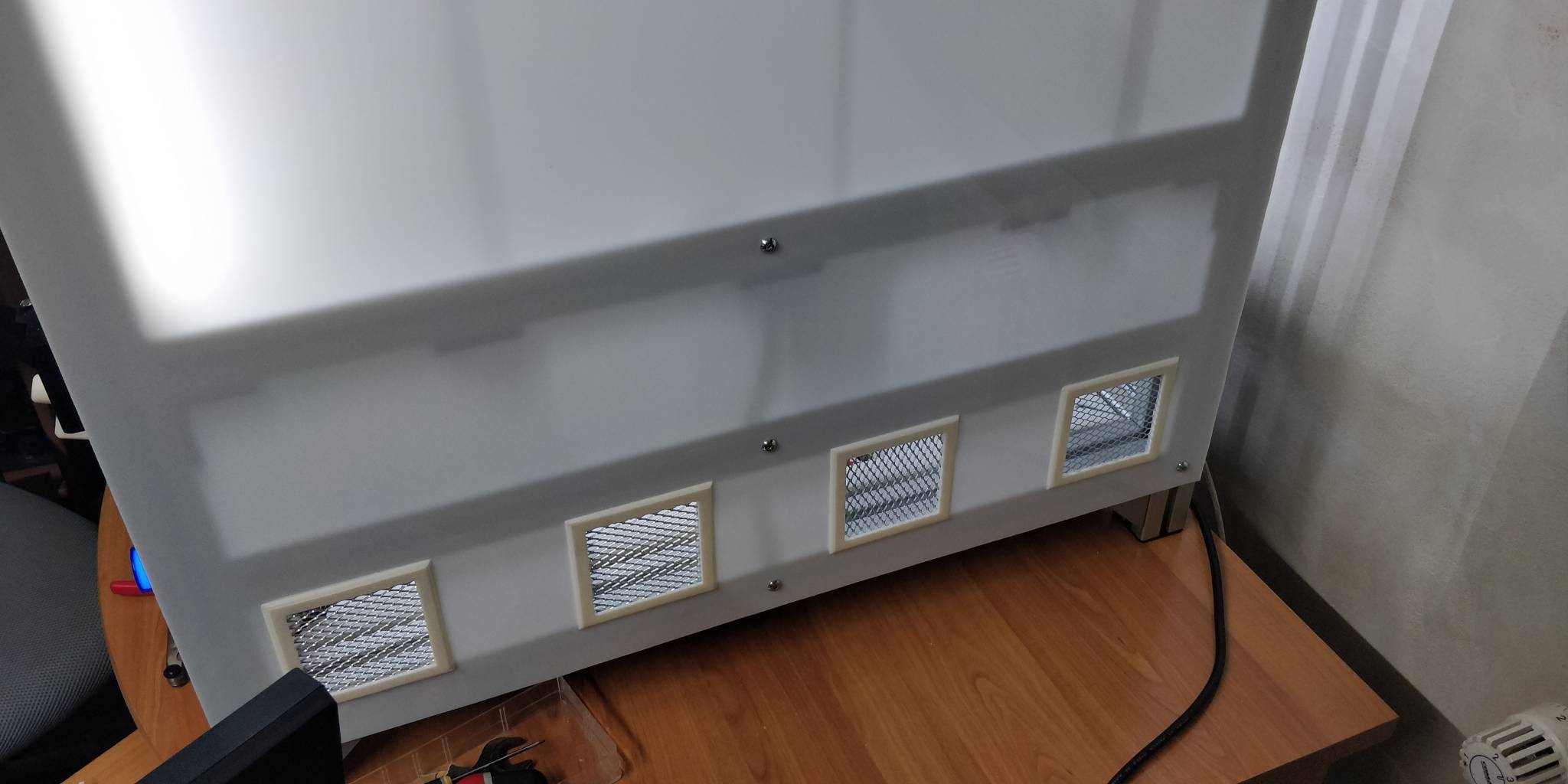
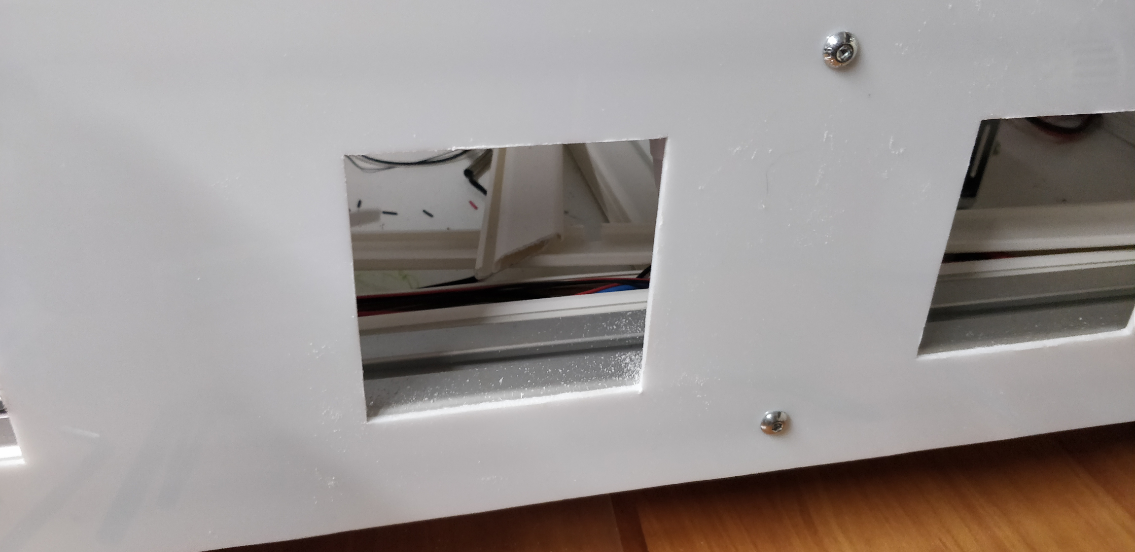
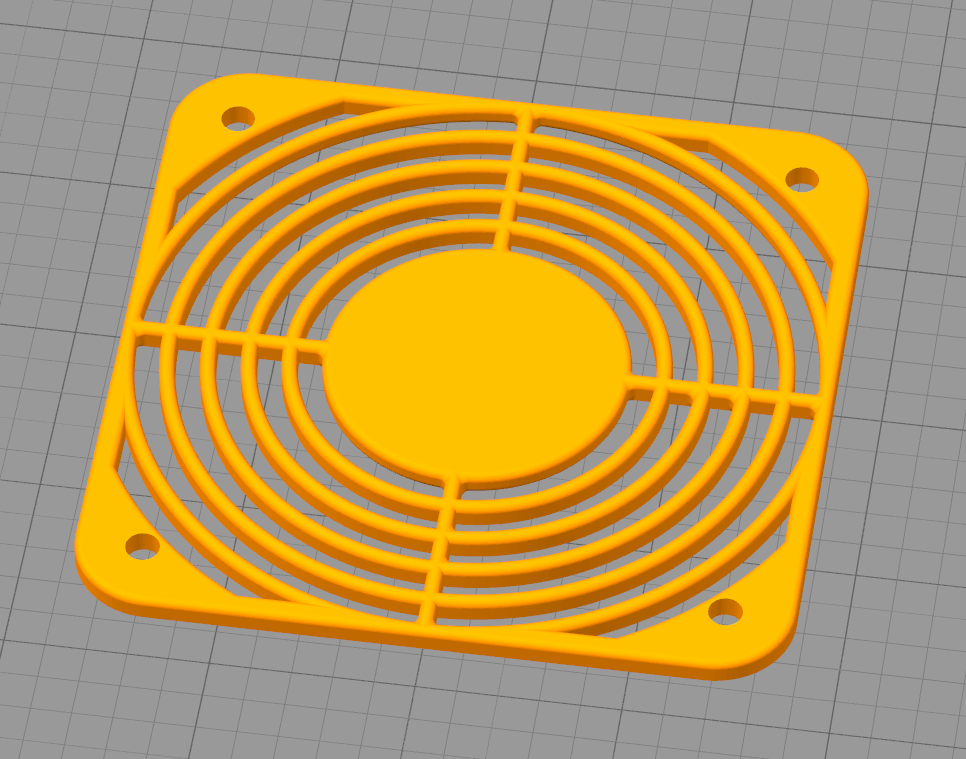
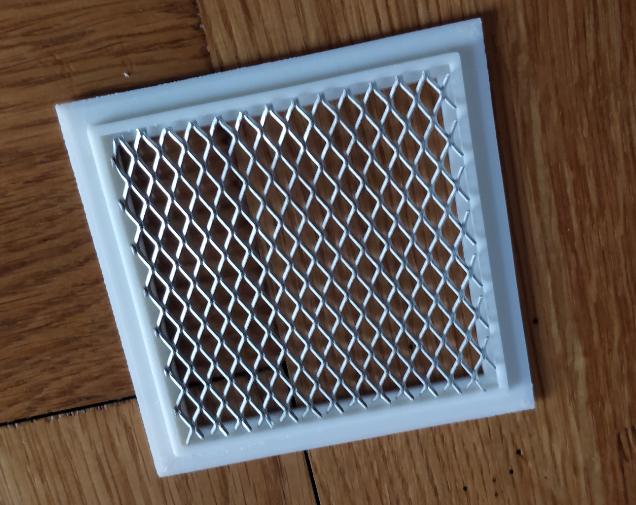
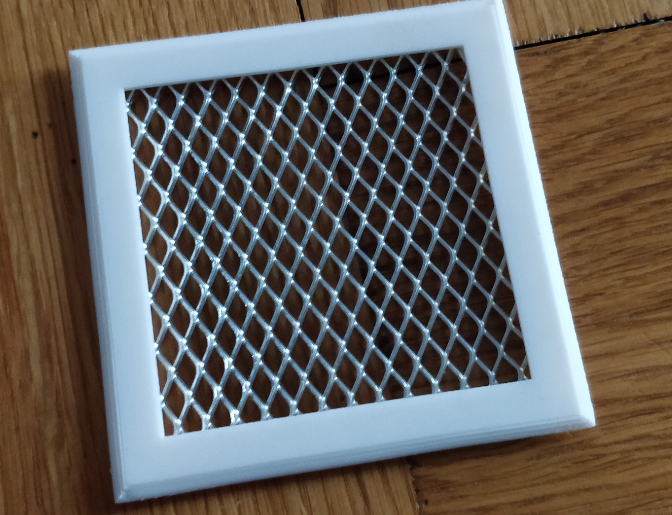
Bonsoir, Des nouvelles de mon EVO II, ajout de la deuxième plaque sur le coté droit avec entrée d'air pour le refroidissement du local technique. J'ai opté pour 4 grilles de 80X80 mm Collage de la grille avec pistolet a colle




 1 point
1 point -
Super travail bravo1 point
-
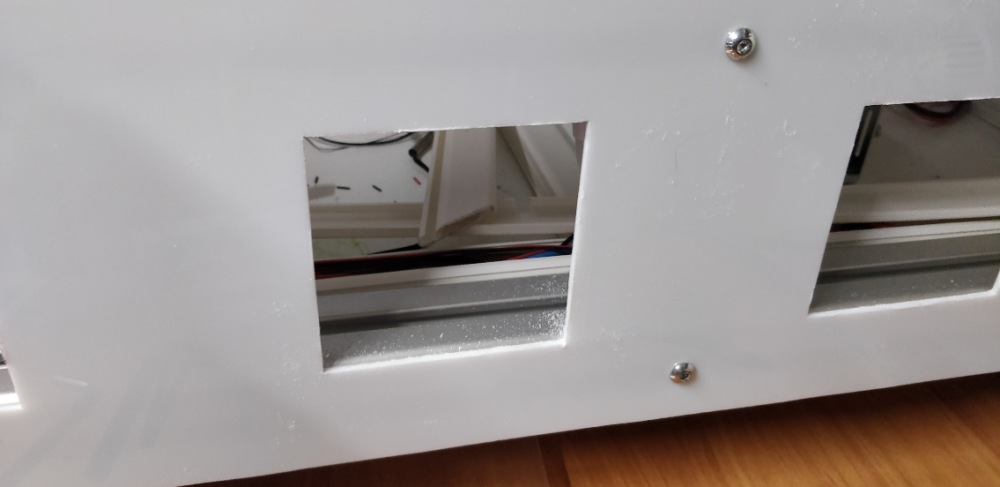
Bonsoir, Mon EVO III print pratiquement tous les jours et fonctionne a merveille J'ai commencé le carénage avec des plaques d'OPALIN BLANC en 2.5mm acheté chez CASTORAMA 100x100cm, découpe a la scie sauteuse La face avant est terminé avec les deux portes en plexy. Il me reste à faire les prints des grilles des ventilateurs de refroidissement de la partie électronique. restera a caréner le coté droite et derrière et réfléchir pour le dessus.



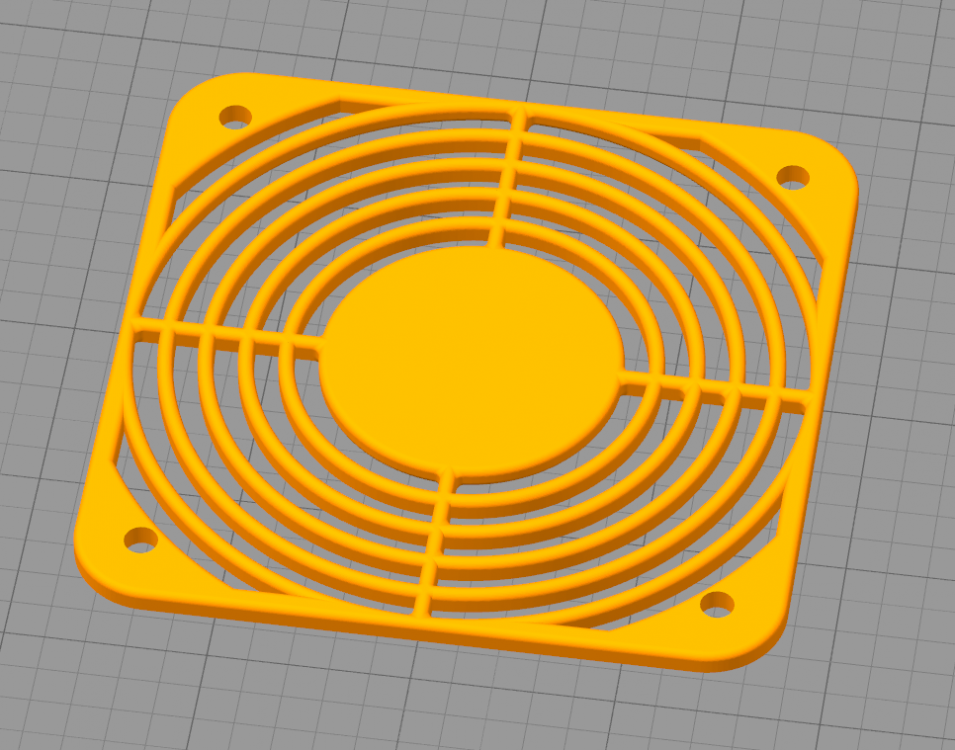 1 point
1 point -
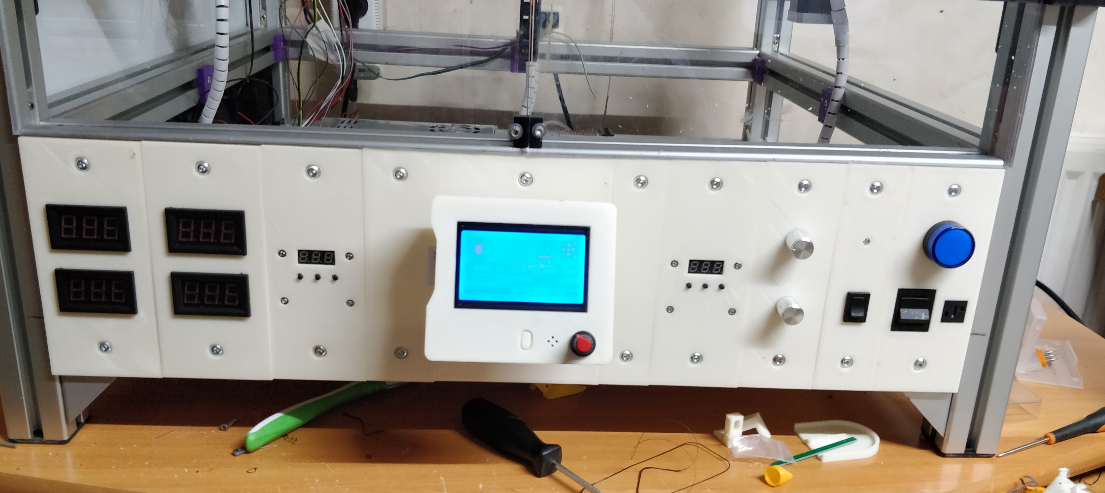
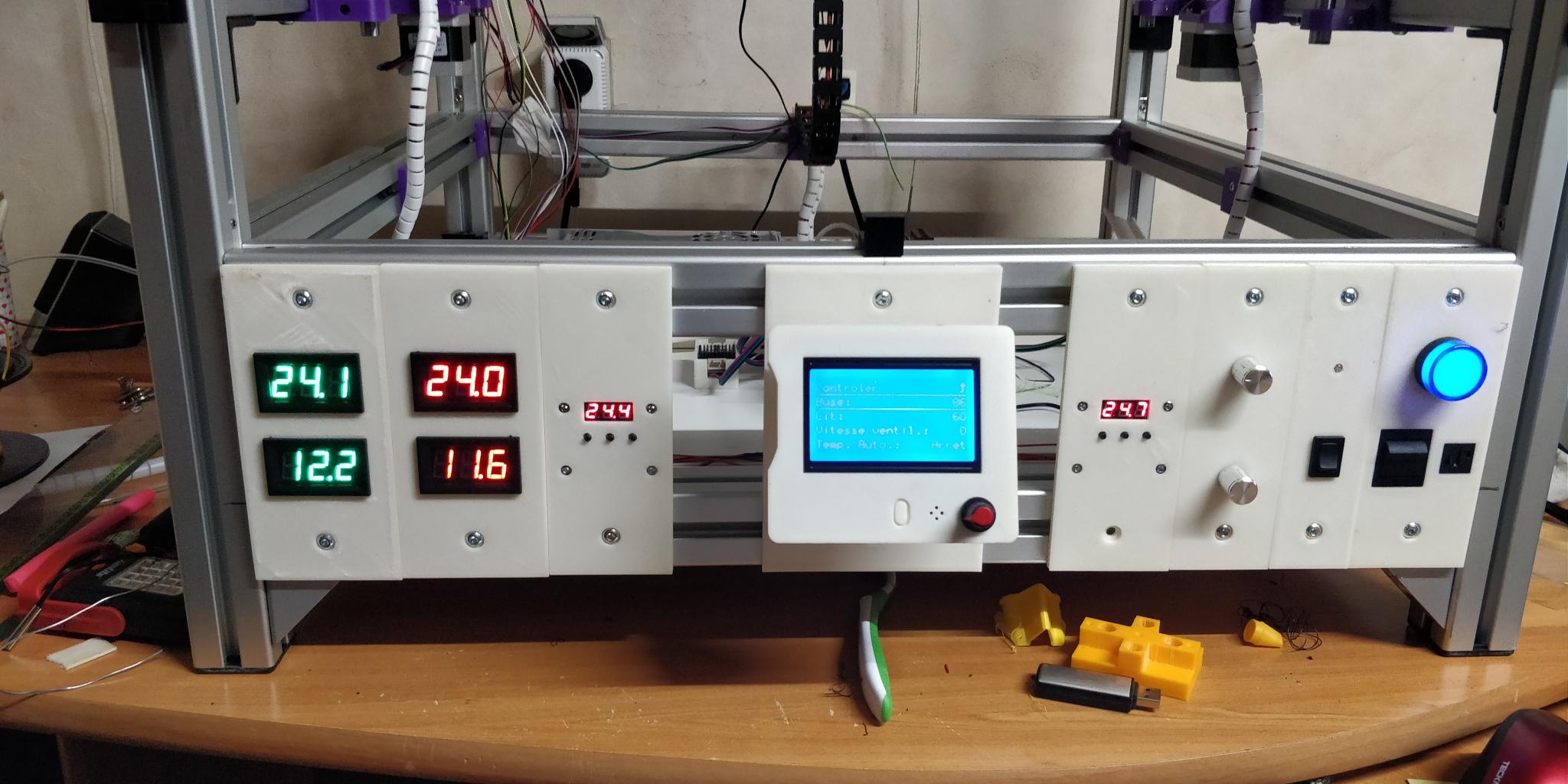
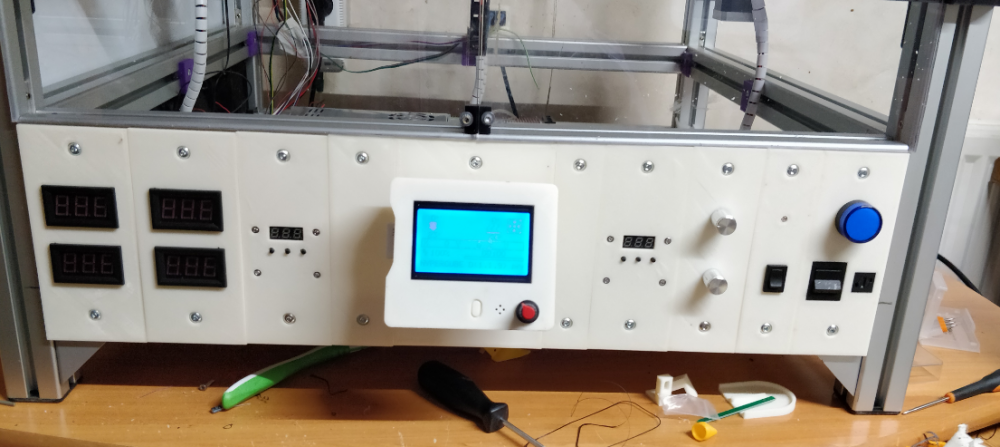
Voilà la face avant sous tension
 1 point
1 point -
Non pas vraiment obligatoire en ABS mais il faut un PLA avec des caractéristiques qui se rapprochent de l'ABS, voir avec les autres membres de ce forum, je ne suis pas un pro du PLA Jamais utilisé de PLA1 point
-
Bonsoir a tous, Bon le câblage à bien avancé par ce beau temps La carte ramps 1.4 est terminée Le 220V est opérationnel, il manque juste le voyant. Le système de façades multiples amovibles a l'air d'être fonctionnel Bon bientôt la mise sous tension ,j'attends encore des article de Chine. Voilà a bientôt



 1 point
1 point -
Javais trouvé ça Descriptif : Spécial aluminium Diamètre : 216 mm Angle d'inclinaison des dents : -5 °. Modèles : BLS820 Épaisseur : 2,2 mm
 1 point
1 point