Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/04/2020 dans Messages
-
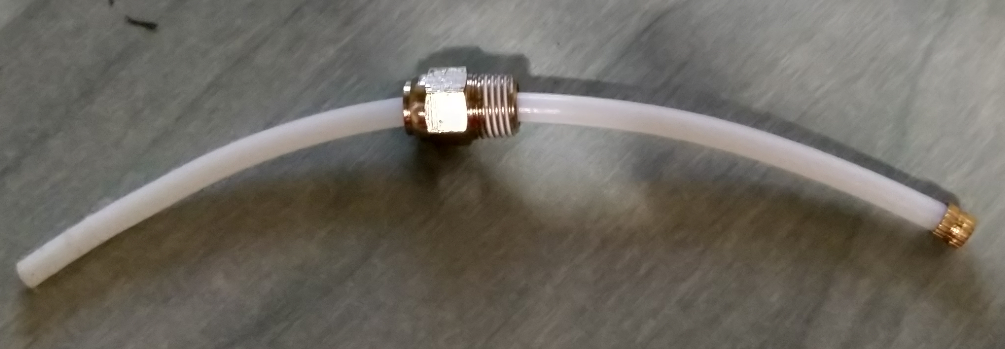
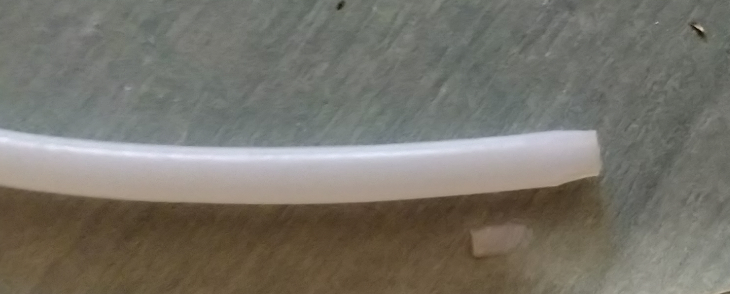
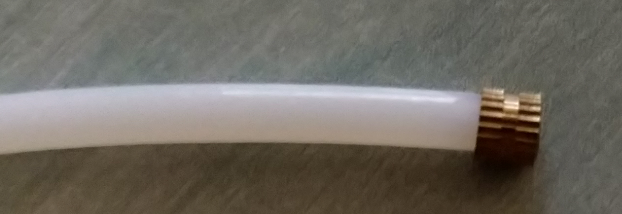
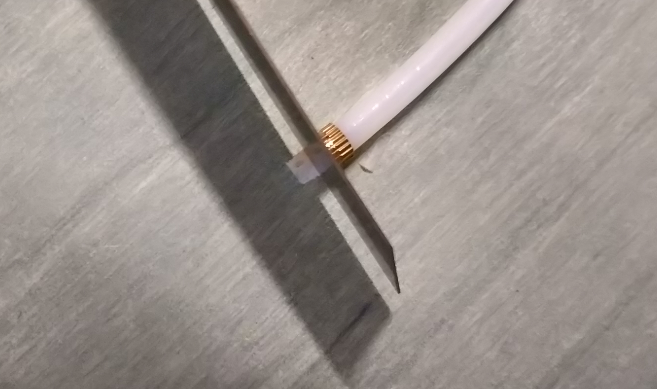
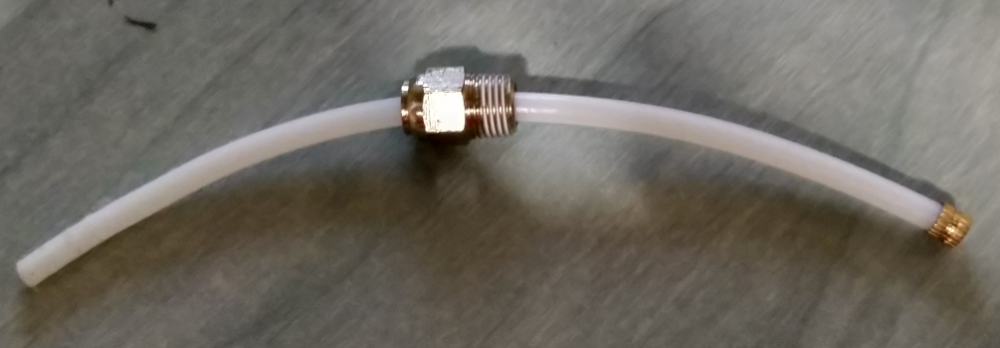
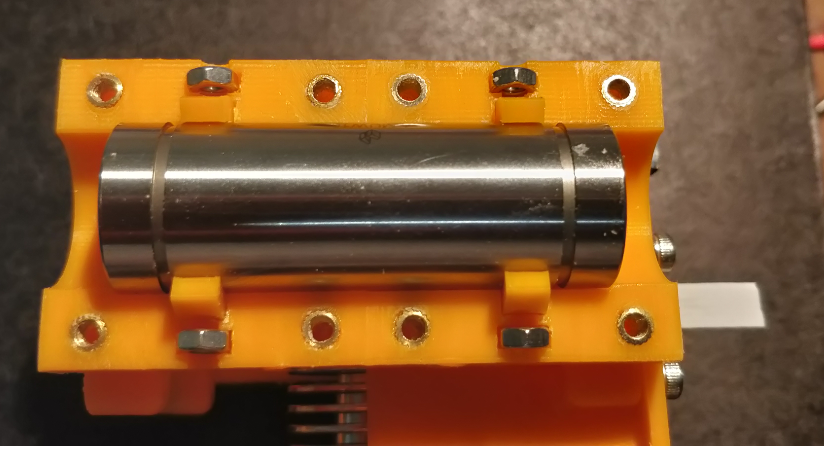
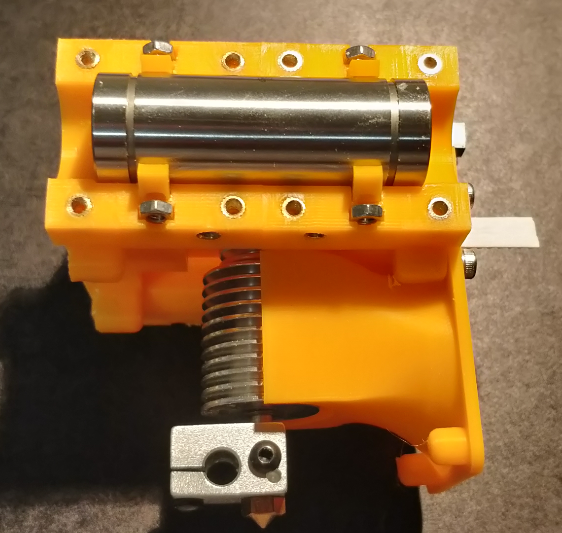
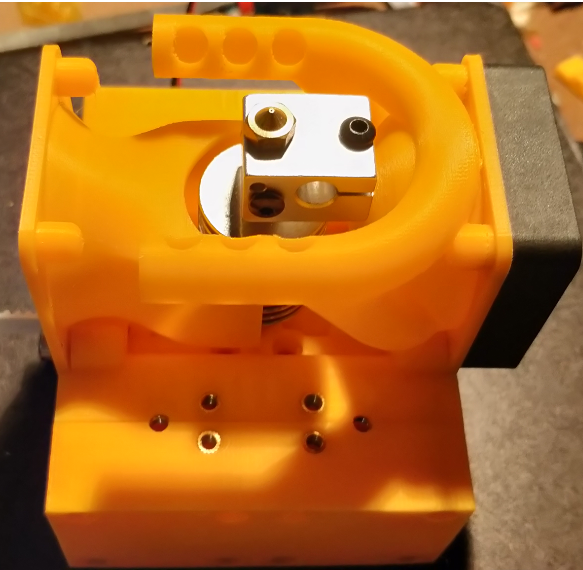
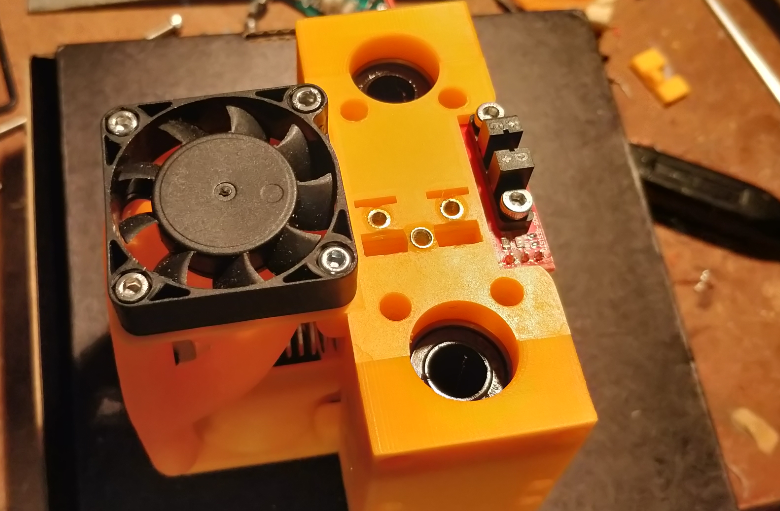
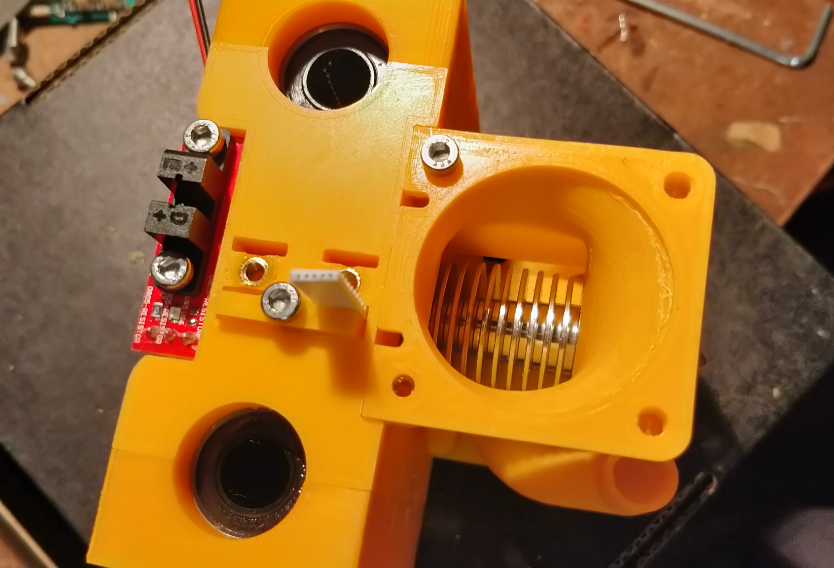
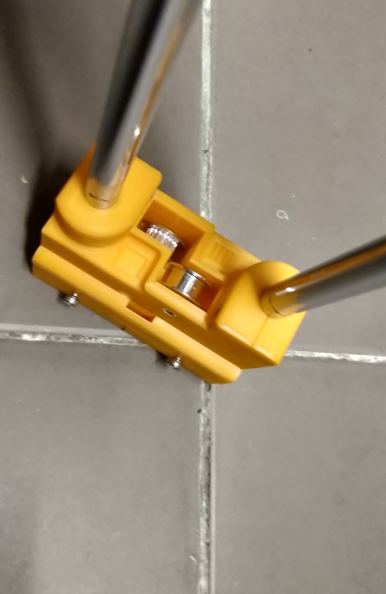
Bonjour, Ça arrive peut être jus a moi mais en bowden placé au des su de la tête qui se déplace le tube PTFE se sectionne régulièrement. J'ai trouvé une solution et si ça peut aider voir ci dessous. 1) besoin Un tube PTFE effectivement Un insert M4 ou autre, le principal diamètre filetage 4 MM, diamètre extérieur max 5mm et hauteur 4mm max. UN raccord pneumatique NOIR, pas fait l'essai avec les bleus. 2) Enlever le poussoir noir du raccord en forçant avec une pince. 3) En lever la bague métallique qui coupe le PTFE à l'aide d'une pince brucelles 4) Biseauter le bout du PTFE pour faciliter le filetage avec l'insert 4mm 5) Visser l'insert sur 10mm pour passer le biseau et avoir une bonne tenue.(Longueur de dépassement en fonction des besoins de votre système) 6) Couper la partie biseauter au ras de l'insert dans mon cas ou longueur de dépassement en fonction des besoins de votre système. 7) Mettre en place le tube PTFE dans le raccord modifié Remettre le poussoir noir qui ne sert plus a grand chose plus esthétique Suite à la remarque de @fran6p que je remercie au passage j'ajoute cette étape à l'aide d'un forêt de 2mm pour garantir le passage du filament, le tube PTFE pourrait être légèrement réduit avec le filetage. Et voilà, bon confinement à tous et bon print






 2 points
2 points -
très bonne idée ! moi qui ne trouvais plus que 5 ou 6 résultats pour une recherche, ça fonctionne de nouveau avec ce système, de plus on a une case "adaptatif" sur Firefox et donc on peut définir un affichage normal comme celui que j'avais sur mon pc portable . bravo pour l'astuce mais les programmeurs de chez Thingiverse c'est des... humm... edit: en fait ça donne un peu plus de résultats mais pas comme avant pfff c'est naze ce changement !2 points
-
@Daniel Arbisa Cura (4.5.0) indique que les deux fichiers ne sont pas «étanches» (comme Michel blanc dans Marche à l'ombre ). Vu la petite taille de ces modèle, ils sont plutôt prévus pour des imprimantes SLA. Sur ma CR10V2, si je devais essayer de les imprimer, il faudrait prendre une hauteur de couche fine (0.1 ou moins), imprimer lentement 40 mm/s max et avant de tenter de les trancher, les réparer. Comme l'a dit @pafpaf, le radeau n'est pas utile. La CR10V2 est une très bonne machine mais elle n'est pas vraiment prévue pour imprimer ce genre de figurines2 points
-
Non. Il est généralement fortement recommandé de faire un reset de l'EEPROM (M502) puis de récupérer les données du firmware (M501) et de stocker le tout via M500. Vérification via M503 (paramètres en cours par forcément ceux du Marlin tant qu'un M500 n'a pas été réalisé).2 points
-
Si je puis me permettre de partager cette vidéo, je sais pas trop si j'ai le droit ou non... Les Modérateurs effaceront mon poste à leur convenance ! Une thématique qui nous est chère actuellement !2 points
-
Si comme moi, vous en avez marre de démonter tout l'écran à chaque fois pour faire les mises à jours LCD https://www.thingiverse.com/thing:4297621 U30_Pro_LCD_mount v3.stl2 points
-
après l'Ender 3 si le budget dest de 400€ le choix ne sera pas vaste et ne pourra être qu'un plateau chauffant chinois un peu plus grand soit 30x30. avec l'aide des promos et des machines d'occasion : Cr10, Alfawise, longer, etc.....2 points
-
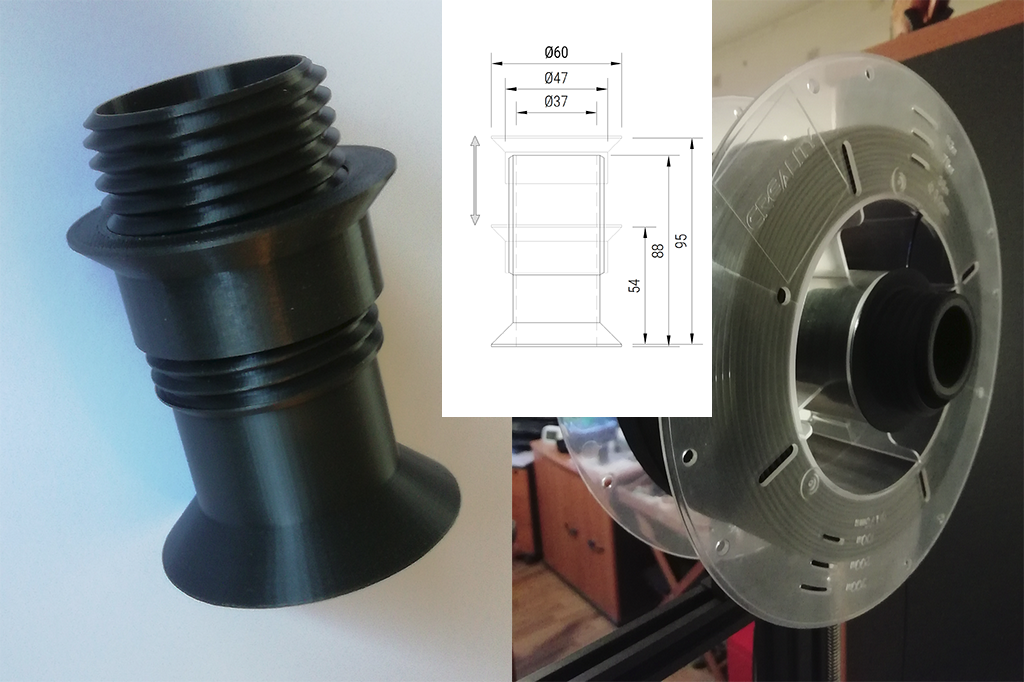
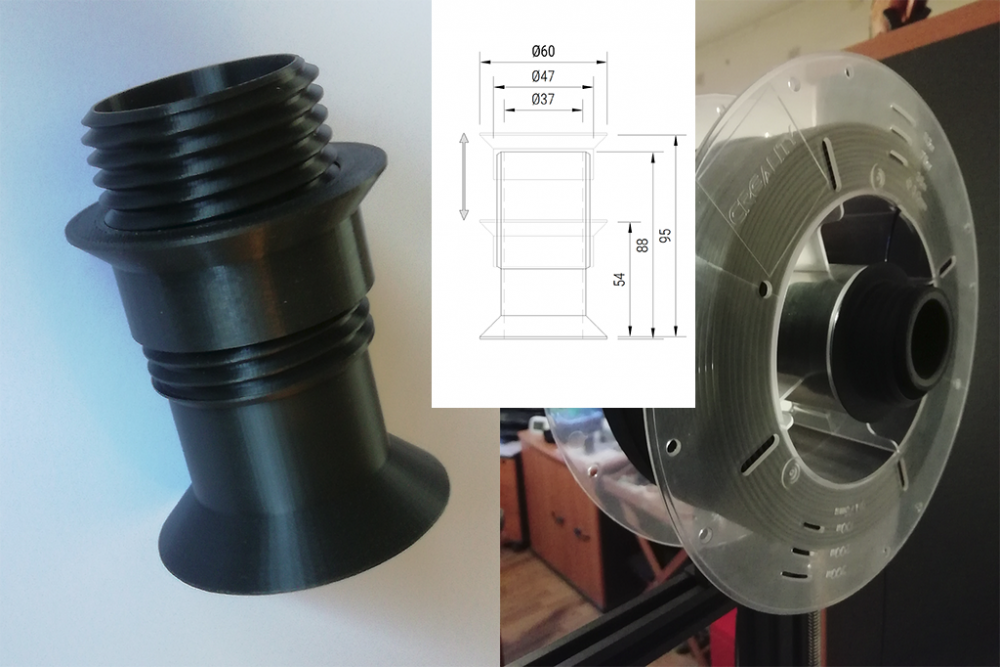
Salut, Petite amélioration que j'ai fait pour ma Ender 3 Pro (certainement compatible avec d'autres imprimantes). Permet de recentrer le plus possible les bobines sur le support d'origine, en facilitant grandement la rotation de celle-ci, donc beaucoup moins d'effort au niveau de l'extrudeur et moins de tension sur le fil (s'adapte directement sur le support de l'imprimante sans démontage, sans modification ni remplacement de ce dernier). Par contre, n'est peut-être pas compatible avec toutes les bobines... J'ai d'autres petites choses comme ça que je partagerai aussi. Si ça peut aider... Centreur_Bobine.zip
 1 point
1 point -
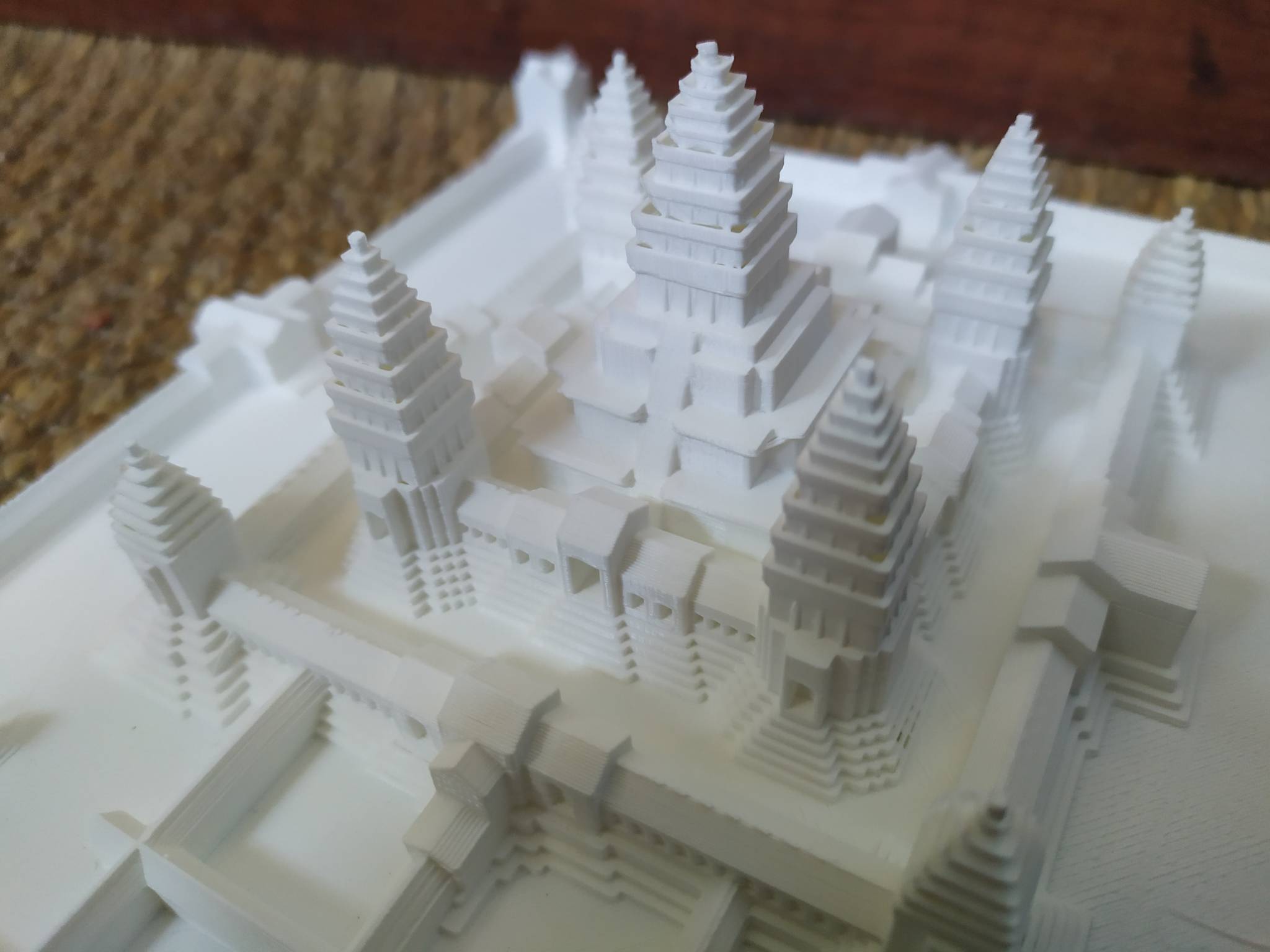
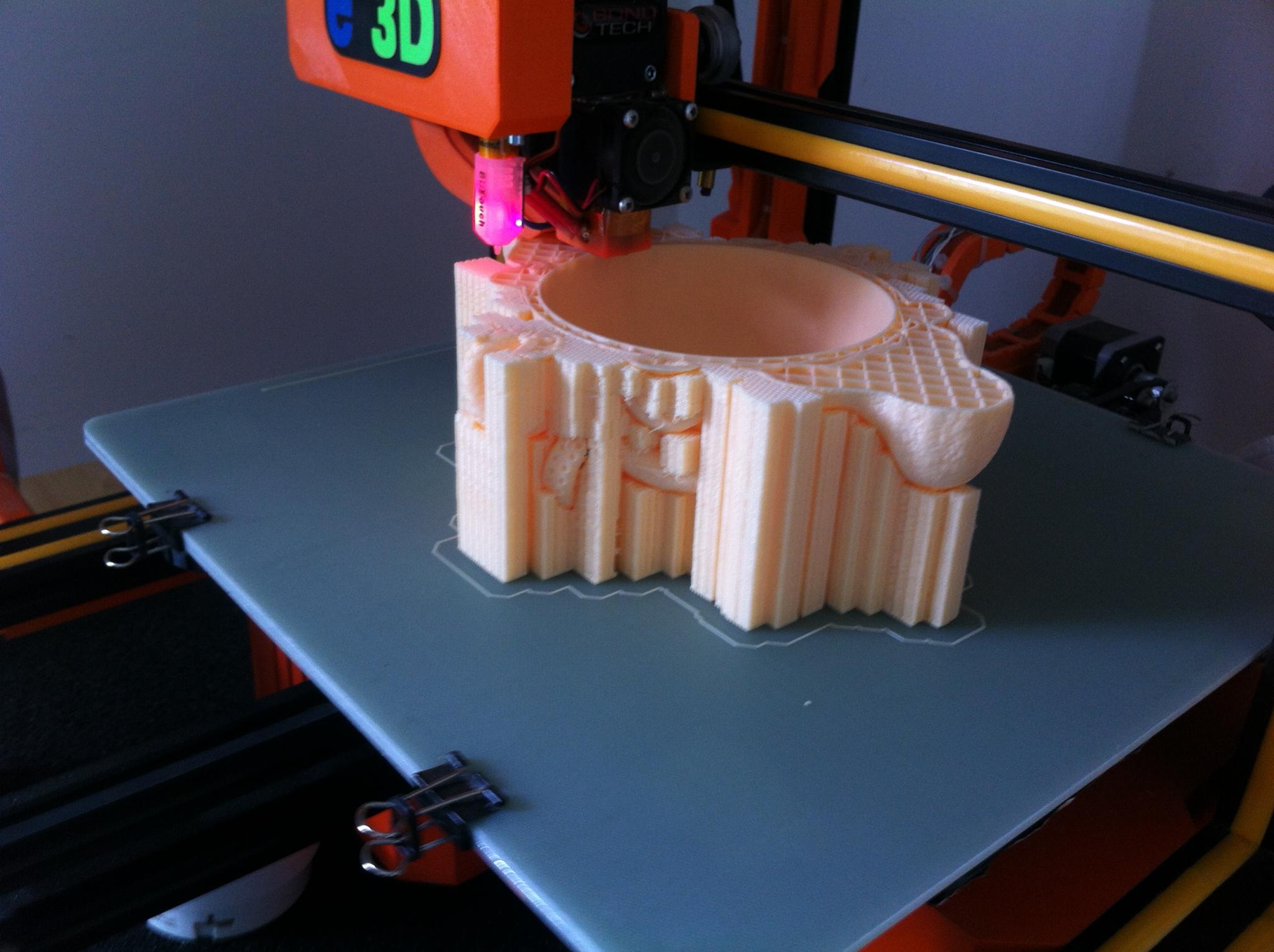
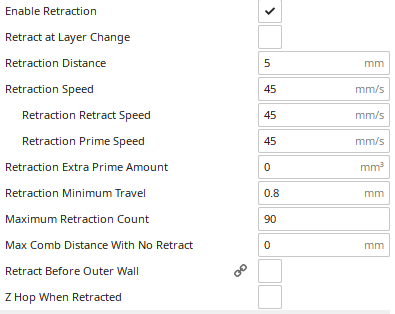
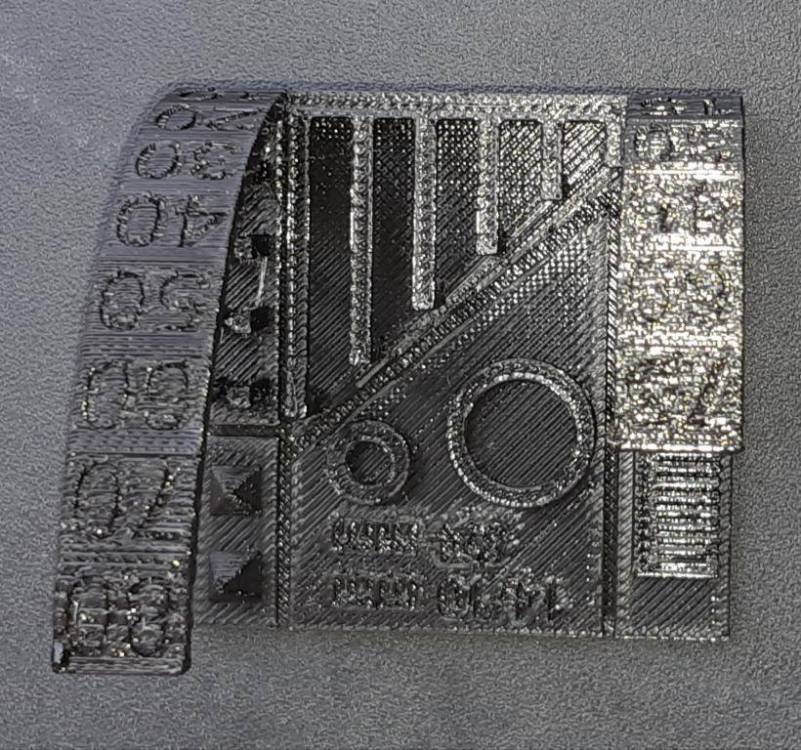
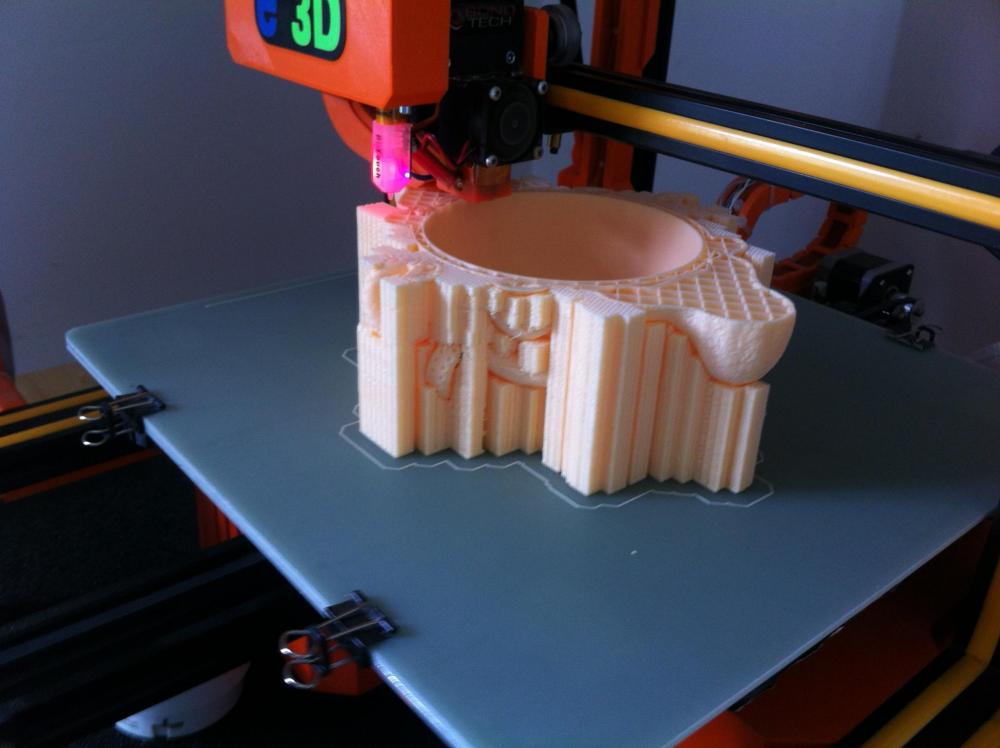
Bonjour, J'ouvre ce post car j'ai un petit soucis et je voudrai connaître le meilleur moyen de le régler : manque de matière après rétractation. Voir l'image jointe, plus précisément sur la tour centrale, au niveau du dôme. Sur le coin gauche vous pouvez voir des manques matières qui sont alignés et visibles, après investigation et comparaison avec d'autres impression 3D il s'avère que le problème n'est pas récent mais moins visibles sur d'autres impressions (ici il y a eu beaucoup de rétractations une fois arrivé au niveau des 5 tours notamment). Sur ce modèle, à la limite, j'aime bien le style que ça donne... mon temple a comme subi les affres du temps ! Mais il faut que je règle ce défaut. Mes paramètres de rétractation actuels: J'hésite entre : Diminuer la distance de rétractation mais je suis en bowden drive (Alfawise U30), je n'ai pas de stringing aujourd'hui mais ma valeur me semble déjà faible pour du bowden donc je ne souhaite pas jouer avec le feu Augmenter ma Retractation prime speed Augmenter ma Retractation extra prime amount Avez vous déjà eu ce soucis et comment l'avez vous réglé ? Vous en remerciant par avance ! Romain. EDIT : Comme souvent les réponses apparaissent sur le net après que la question soit posée... Donc il semble que je doive jouer sur : Retractation extra prime amount et pour calculer la valeur : REPA = (π x r²) * x * h(layer) avec r : rayon de ma buse, h(layer) : hauteur de mes couches, x : coefficient multiplicateur à adapter en fonction des résultats obtenus (trop = blob...) Je vais donc essayer une valeur de REPA de 0.02mm3 pour r = .02, h =.15 et x = 1

 1 point
1 point -
pour l’extrudeur tu fait juste le test des 100 mm sans passer par la buse en de-clipsant le tube ptfe coté extrudeur (surtout pas coté tete) pour la tension des courroie je confire l’utilisation du pifomètre. si cest trop lâche c est pas top et si c est trop pendu cela force sur l'axe moteur . juste un peut de réflexion sur la mécanique pour bien comprendre et un peut de lecture des tutos (y compris la notice de l'imprimante pour le réglage des excentriques etc..) et c'est tout bon Edit :1 point
-
1 verifier le calibrage de l'extrudeur et régler ses step 2 régler la tension des courroies X et Y et les galets 3 refaire un print sur 5 mm de haut (genre un carré de 50x50x5 4 régler les step des X et Y. pour le Z pas besoin car System Vis écrou1 point
-
@pouxirateo je ne voie pas l'intérêt de ta demande pour supprimer le rapport d'erreur.1 point
-
Je suis loin d'être un expert de l'impression 3D, mais le corps de chauffe de l'A20M possède un bout de PTFE qui, chauffé à +250°, finit par fondre. En clair, c'est pas une bonne idée de pousser la température aussi haut sur une A20M avec la tête d'origine. De plus pour modifier les réglages, il y a une sécurité pour empêcher de faire monter la température trop haut et risquer un incendie. Pour téléverser le firmware du pc vers l'imprimante, ce n'est pas W10 le problème (en tout cas je suis sous W10 et j'ai réussi). As-tu rajouté la bibliothèque U8glib ? Je me suis fait avoir par ça au début. Il faut télécharger le zip sur le github, et puis dans Arduino cliquer sur Croquis, Inclure une bibliothèque, et aller chercher le zip. Enfin, je ne saurai que trop te recommander de regarder la chaine YT du Guero Loco, c'est un canadien qui s'est spécialisé dans les imprimantes 3D, il a fait beaucoup de vidéos mais elles sont toutes très instructives. Il y a d'ailleurs quelques épisodes sur l'A20M.1 point
-
Elle ne tousse pas, j'espère OK,
 1 point
1 point -
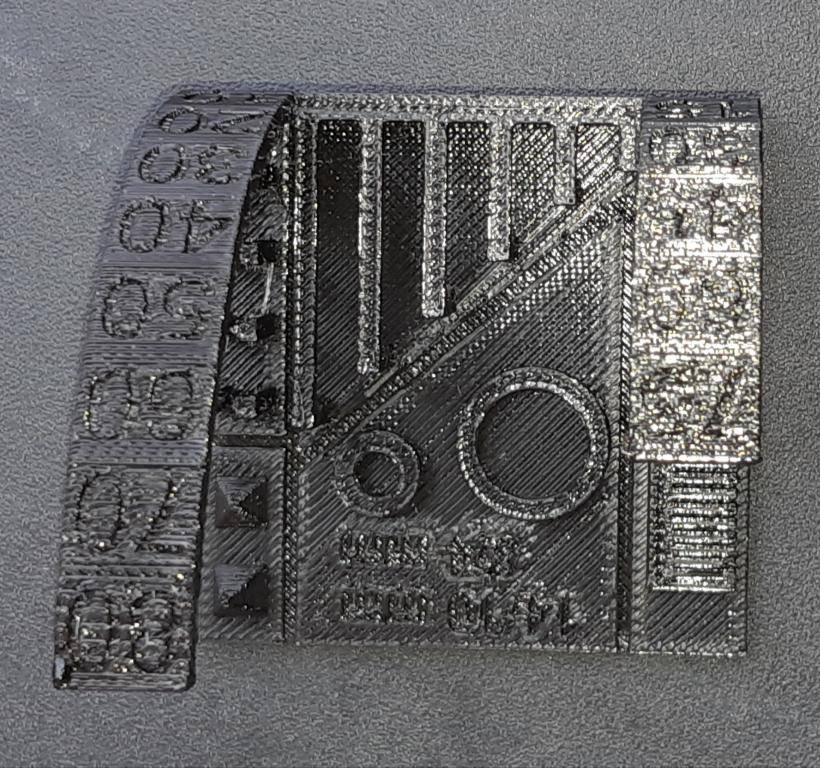
Me revoilà après un test crash pour les impressions des surplombs et des ponts et dimensions. Largeur du socle 49.97 pour 50mm autre coté 50.02 mm c'est parfait diamètre 13.94 pour Ø14 autre rond 7.95 pour Ø8 c'est ok rien à toucher. J'avais peur du résultats pour les ponts c'est très correct les surplombs passent bien je dirai que jusqu'à 75° c'est bien au delà pas de perte de filaments. la gravure du lettrage 80 est moins précise sans toutefois de débordements du filament en extérieurs ou en dessus du support. Le test est passé sans difficulté c'est formidable même avec un filament bas de gamme rien à dire sur la géométrie de l'ensemble. Le minis pyramides restent bien symétriques avec des faces bien planes... un peu de cheveux d'ange c'est correct car je n'ai rien changé dans le paramétrage de IDEAMKER (réglage par défaut)


 1 point
1 point -
si c'est bon1 point
-
étant entendu que le Z Offset ne se fait qu'une seule fois, quand bien même tu fais souvent des G29. la seule raison de refaire un Z Offset qui était bon jusque là, c'est lors de changement de buse ou travaux/démontage de la tête1 point
-
Et bien, si tu veux un nouveau Bed leveling avant chaque print alors tu mets G28 puis G29 dans ton Gcode Start Si tu veux gagner du temps et ne faire le Bed leveling que de temps en temps, alors tu mets G28 puis M420 S1 dans ton Gcode Start1 point
-
Pour ma part j'ai commandé chez Ama... ici1 point
-
pas de soucis, on est là, y'a que ça a faire1 point
-
en tout cas grâce à vous j'apprend pleins de truc sur les g-code, je vais essayer de me faire celui de fin maintenant1 point
-
Il faut mettre : G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M190 S[first_layer_bed_temperature] M104 S[first_layer_temperature] G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F60 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E20 ;extrude 20mm of feed stock G4 S5 ; pause de 5 secondes G92 E0 ;zero the extruded length again et ne met pas de valeurs à la place de [first_layer_bed_temperature] et [first_layer_temperature], ça sera remplacé par celles de ton filament1 point
-
oui soit patient @Ironblue, regarde les chiffres monter, ça me rappelle la contemplation d'une defrag de Windows 98, mais en moins long1 point
-
Ce genre là devrait fonctionner G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M190 S[first_layer_bed_temperature] M109 [first_layer_temperature] G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F60 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E20 ;extrude 20mm of feed stock G92 E0 ;zero the extruded length again M117 Printing...1 point
-
Il faut que tu fasses un controle de tes VREF. Regarde la video de Gueroloco. Cela a permis pour moi de résoudre le problème1 point
-
Tout à fait, mais si je change des paramètres genre neutraliser le détecteur de fin de filament ou modifier le sens d'un moteur, je peux me passer du M500 et M502.1 point
-
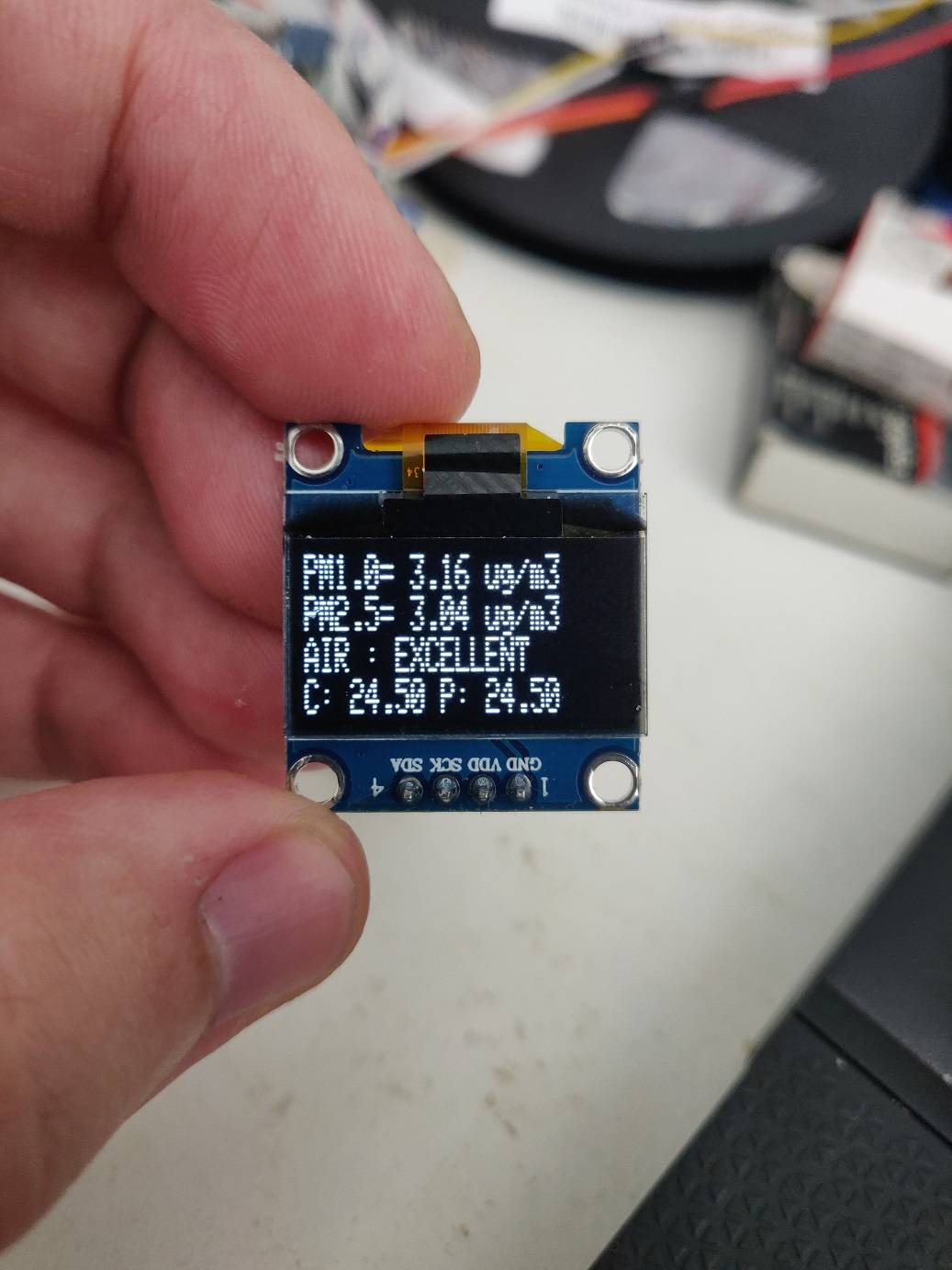
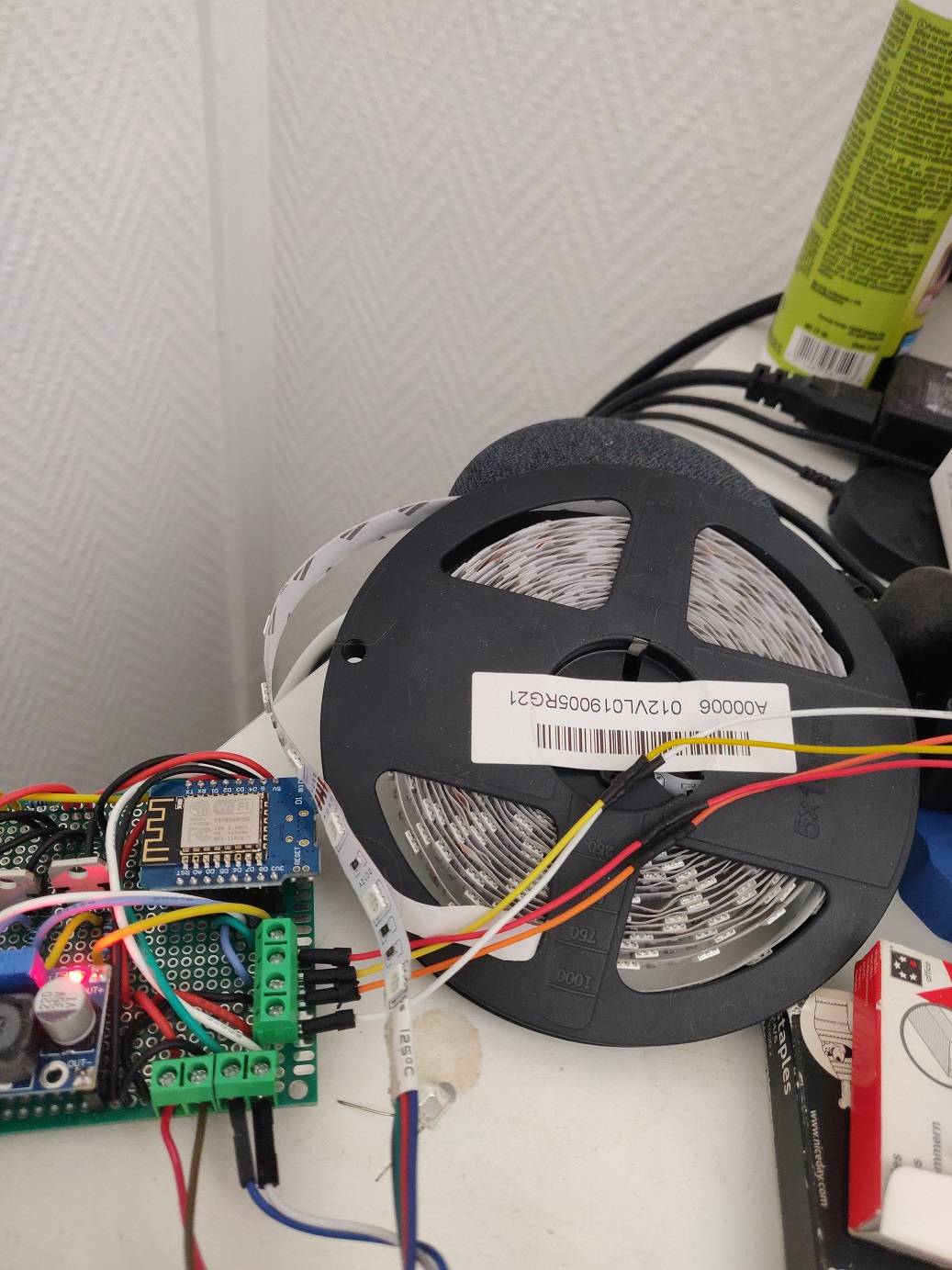
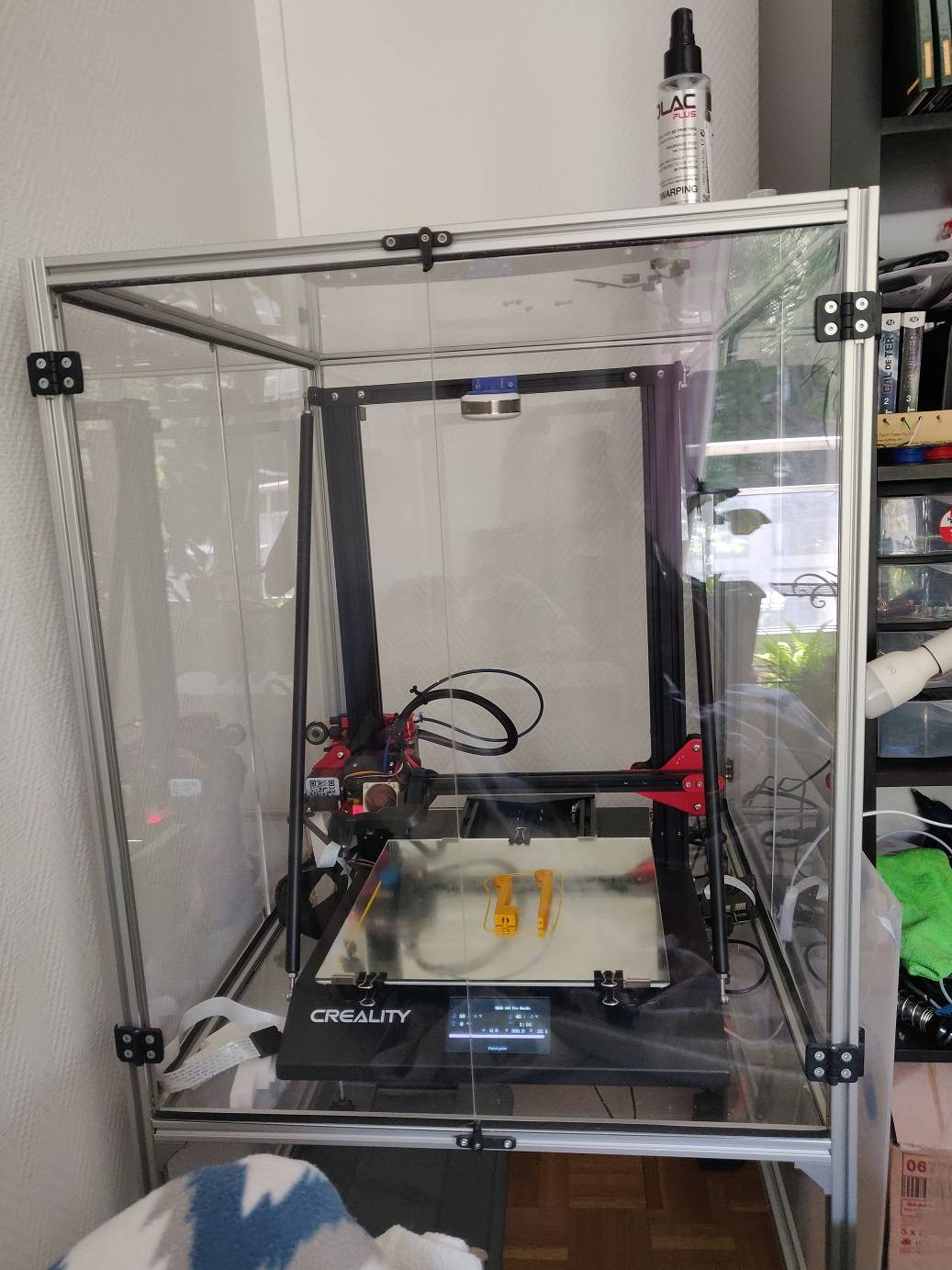
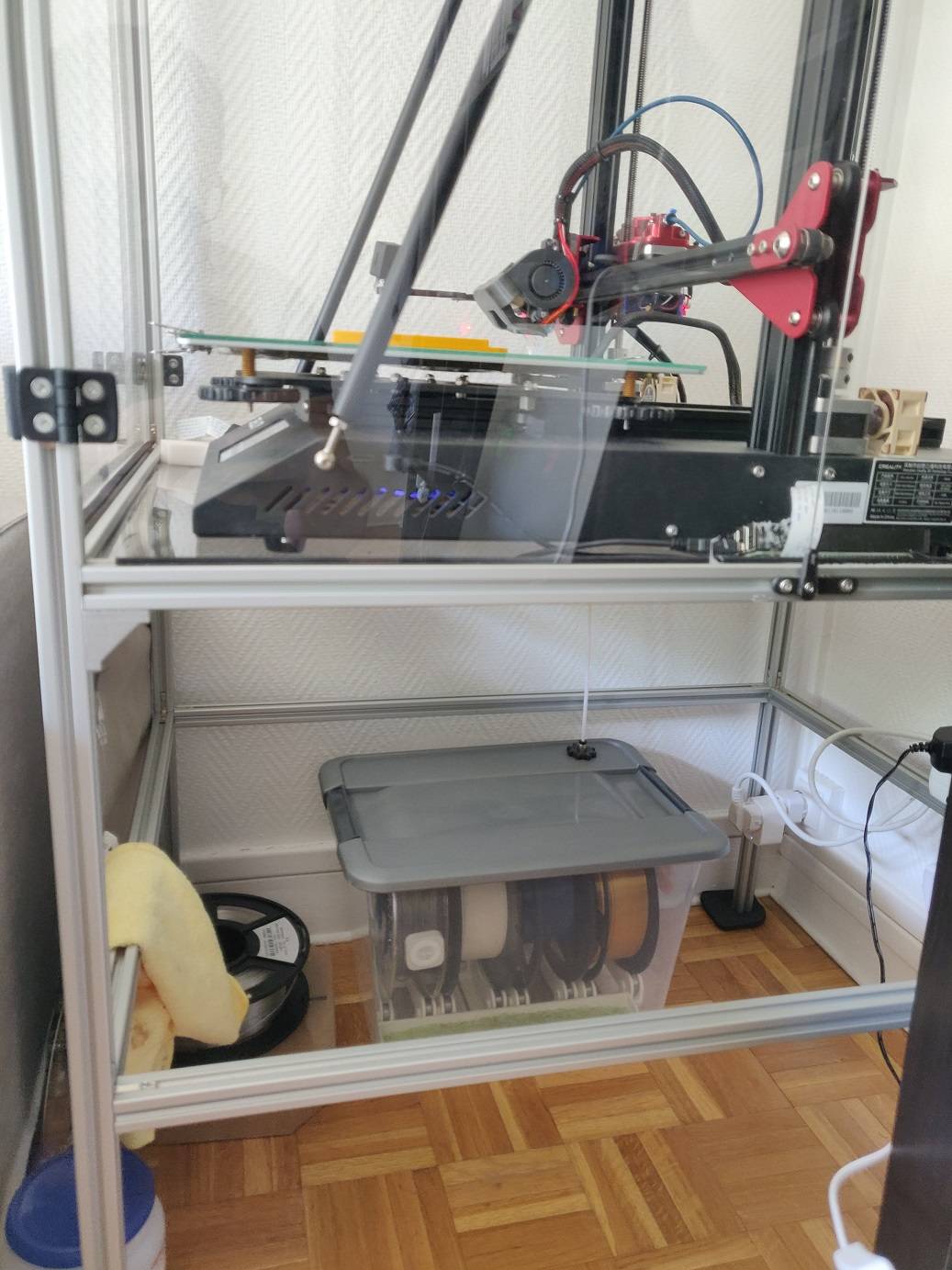
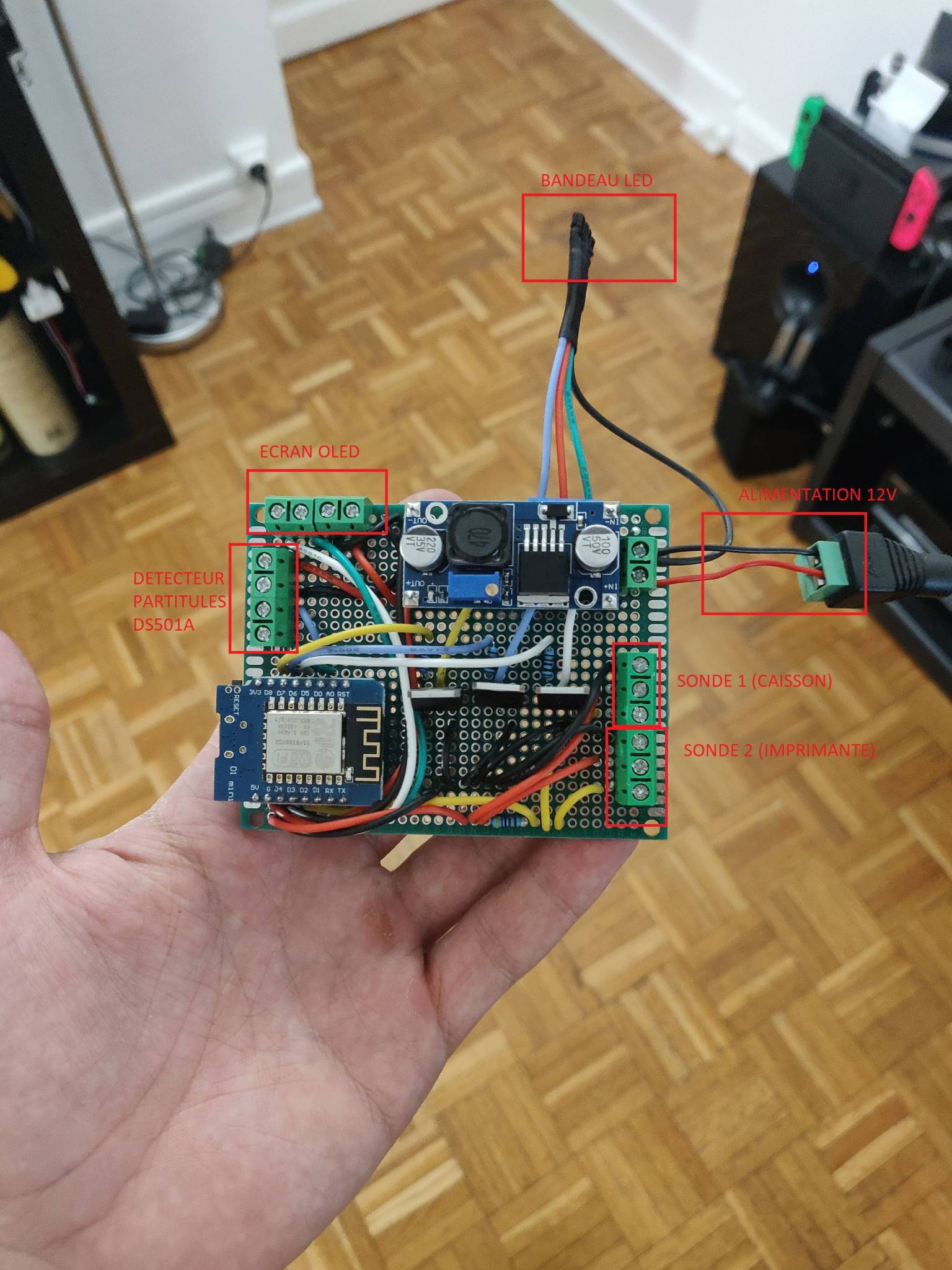
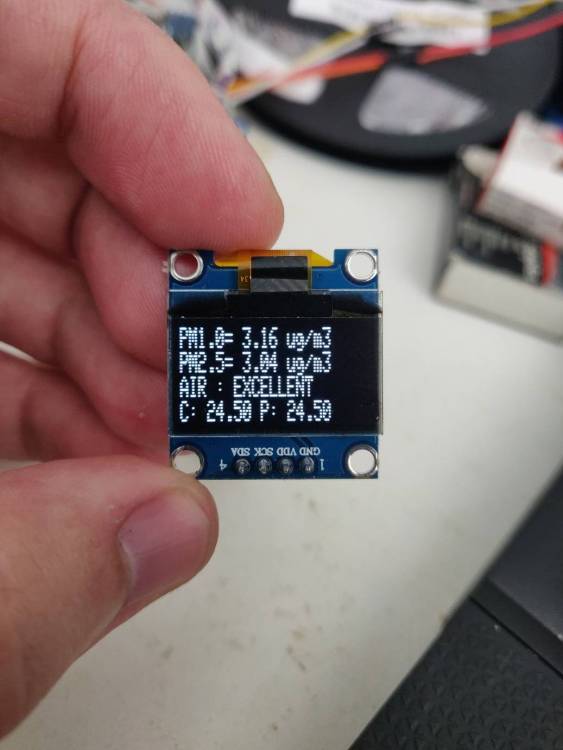
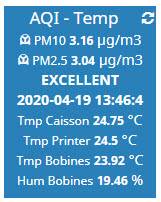
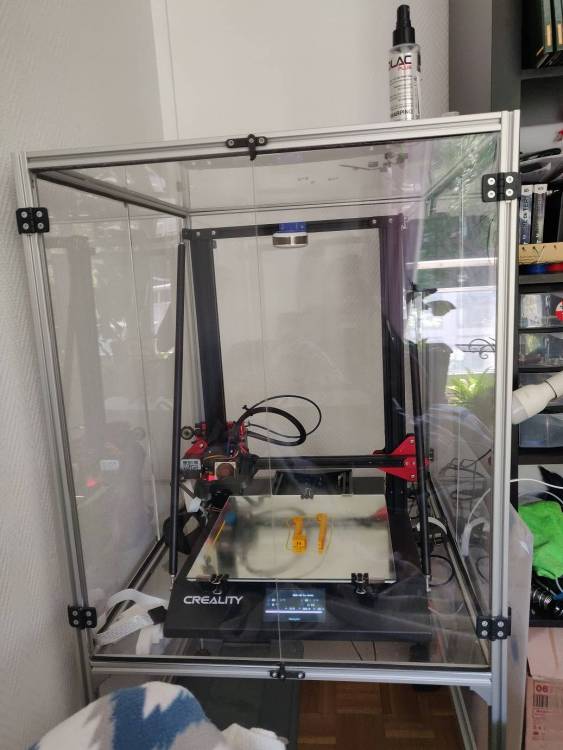
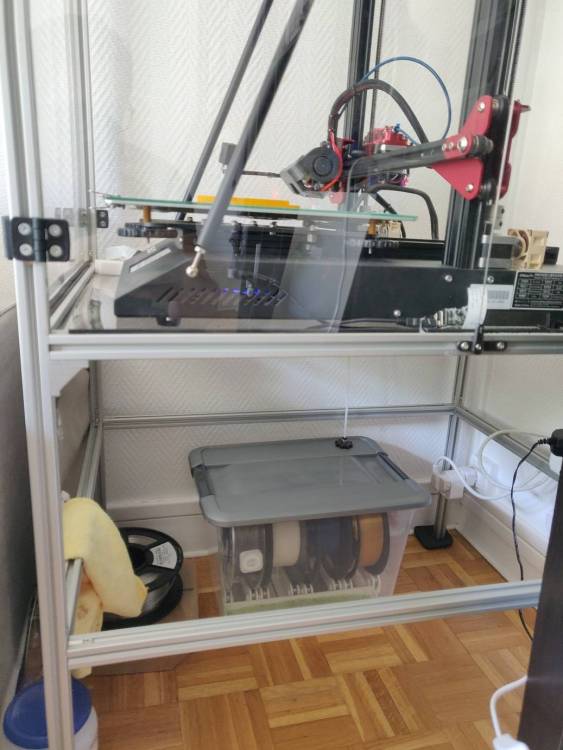
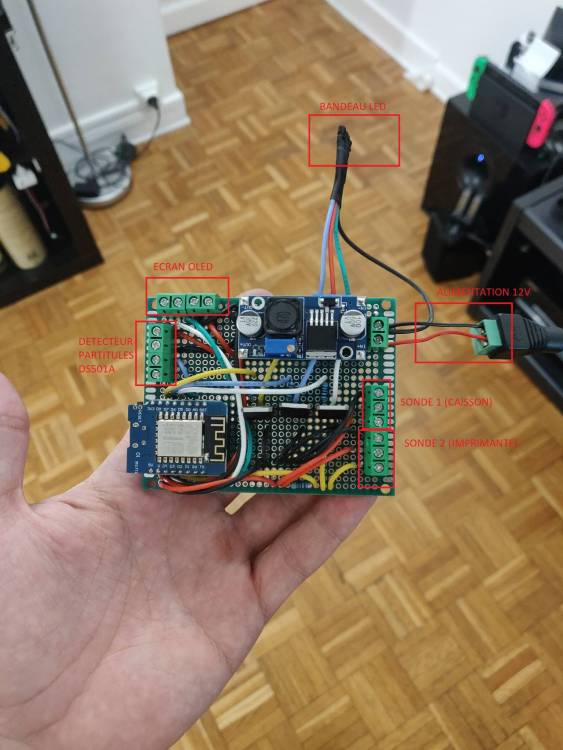
Yep, Je ne l'ai pas encore totalement fini, pour l'instant dans ma check-list j'ai : Caisson monté Plexi mis en place Circuit à base d'un Wemos D1 mini de récupération des températures intérieures "imprimante + intérieur caisson" avec des DS18B20 / Contrôle des particules DS501A / Bandeau led RGB / Affichage sur écran OLED fini. (je met les photos en bas) Le tout remonte dans ma domotique Jeedom à intervalle régulier et affiche les 2 températures avec les 2 niveaux de particule sur l'écran OLED. il me reste : La mise en place des ouvertures sur les côtés pour que l'imprimante s'aère un peu avec quelque chose de basé sûrement sur ce que m'a donné @ixi. Le boitier pour mon circuit que je fixerais sur le côté droit de l'imprimante. Un boitier pour le détecteur de particules + Un boitier pour l'écran du circuit que je mettrais en haut de l'imprimante à côté du détecteur de fumées qui lui déclenche la coupure de la prise électrique s'il sonne. Un autre circuit pour gérer l'ouverture des futures aérations sur le côté gauche (genre Iris avec une combinaison de ces 2 designs : https://www.thingiverse.com/thing:3885945 + https://www.thingiverse.com/thing:3563742) avec déclenchement du ventilateur et déclenchement du ventilateur/filtre en haut à droite dès que le niveau de particules est trop élevé dans le caisson (par exemple pour de l'ABS). Stabiliser le caisson, ça bouge trop pour moi même avec les barres de renforcement que j'ai mis au niveau des pieds, je pense que je vais m'imprimer des grosses équerres pour voir si ça me stabilise mieux le tout. J'ai regardé la consommation de mon circuit et je consomme 2.3w sur du 12v donc environ du 200mA ^^.


 1 point
1 point -
Généralement cela indique qu'il y a un problème (y'en a qu'on essayé, y zont eu un problème ). En persistant le tranchage avec ces paramètres, gros risque d'échec voire de désillusion. Google translate est efficace quand je doute sur mes capacités . J'utilise principalement Deepl (le programme) CTRL+C sur un texte sélectionné , CTRL+V dans la zone de texte à traduire (droite) et la traduction s'affiche à gauche.1 point
-
donc @Loak si je comprends bien, tu injectes ton firmware avec les valeurs modifiées puis tu fais M502 pour les charger et M500 pour les enregistrer?1 point
-
Salut @biquet et @pouxirate, Et inversement j'ajouterai que si tu injectes un marlin modifié mais que les paramètres que tu as modifiés ne sont pas à stocker en EEPROM pour être pris en compte, tu n'es pas obligé de reseter l'EEPROM et tes anciennes valeurs resteront actives. Tu peux avoir la liste des valeurs mises dans l'EEPROM avec un M503. Perso, je préfère avoir un code source "à jour", pourvoir travailler dessus off-line avec les valeurs en cours affichées et faire un M502-M500 après un téléversement.1 point
-
@stefone Dans mon post dédié à l'installation d'un Marlin2 sur ma CR10V2, j'aborde rapidement le sujet de la rétraction (point 12) en donnant le lien vers un «test tout-en-un» pratique à mettre en oeuvre et qui n'utilise que très peu de filament. Par contre contrairement aux photos de son blog, il a modifié les lignes de rétractions qui se font maintenant à l'extérieur du «cube vide». Plus d'infos (en anglais) en suivant ce lien : il faut compléter quelques données dans sa feuille de calcul, puis copier le gcode généré et finalement lancer l'impression pour tester. En observant le résultat final on obtient des valeurs à utiliser comme paramètres de rétraction. Dernier point, un PTFE un peu vieux, un filament ayant pris un peu l'humidité peuvent aussi engendrer plus de «cheveux d'anges» (stringing / oozing). PS: je l'ai modifié la feuille de calcul pour des «francophones» (réfractaires ou «mal comprenant» l'anglais) et j'ai ajouté une option (o/n) pour ceux ayant un ABL (ça évite de devoir ajouter un G29 ou M420 S1 dans le gcode copié), c'est au format LibreOffice : Retraction-fr.ods1 point
-
bonjour biquet Tes réglages de P.I.D que tu vas faire et enregistrer avec repetier-host seront enregistrés dans ton imprimante mais pas dans marlin. Donc le jour ou tu injectes un nouveau firmware et que tu fait un reset de ton eeprom, il ne restera que les réglages de ton firmware (marlin). J'espère avoir été assez clair!1 point
-
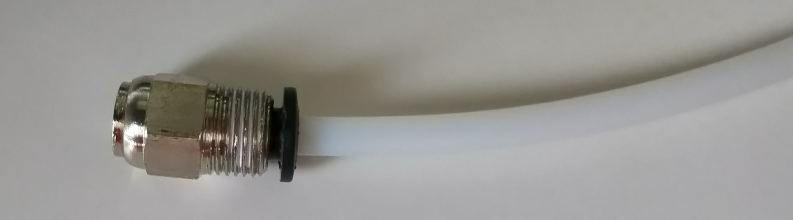
@lion02 Excellente idée Après mise en place de l'insert sur le PTFE, tu ne passes pas un petit coup de foret de 2 mm à l'intérieur ? Le système de @Fourmi (hotends.fr), Magnet-FIT ou Magnet_MK10 utilise aussi le maintien du PTFE via vissage. Pour le Magnet-FIT, il recommande de vérifier que le filament glisse / coulisse correctement :
 1 point
1 point -
si tu as de la place , je te propose de faire un truc comme ça : bon ok c'est pas un tapis roulant ,mais dans le principe ça se rejoint : impression a 45° par contre ne pas oublier de commander du filament en masse1 point
-
Qui fait partie de la trilogie classique de tout hacker / maker / …: Hardware, software et …1 point
-
Quand je parlais de valeurs hautes j'incluais la vitesse pour 20/25/30 c'est bien 40mm/s me parait être un max au delà j'estime qu'il y'a un autre réglage a revoir. 175° me parait très faible ta pièce ne sera pas solide, il faudrait au moins 190°. Quel type de filament utilises tu ?1 point
-
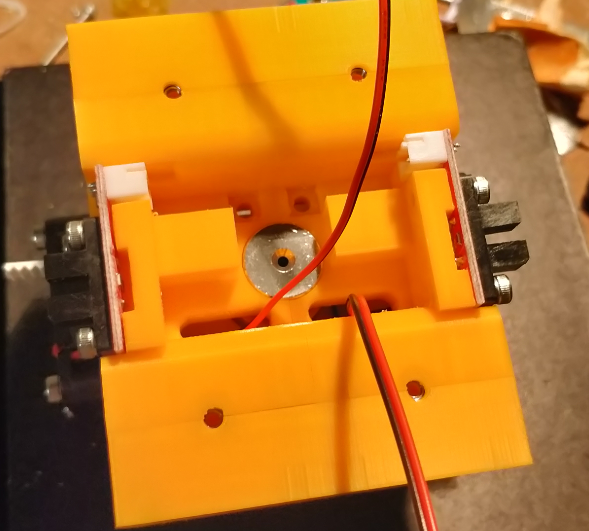
@Deflora : regarde au niveau de l'écrou qui relie l'axe Z au moteur, car c'est infime, mais avec cette pièce tu te rend bien compte qu'il bouge en temps réel voila les photos, j'ai donc rien d'extravagant, on voit bien mon plateau maruribot qui c'est fait défoncer par la compensation foireuse, oui je vois bien Z bouger, et c'est parce qu'il bouge qu'il fout la merde, d'un coup allez hop j'enfonce la buse un peu plus...

 1 point
1 point -
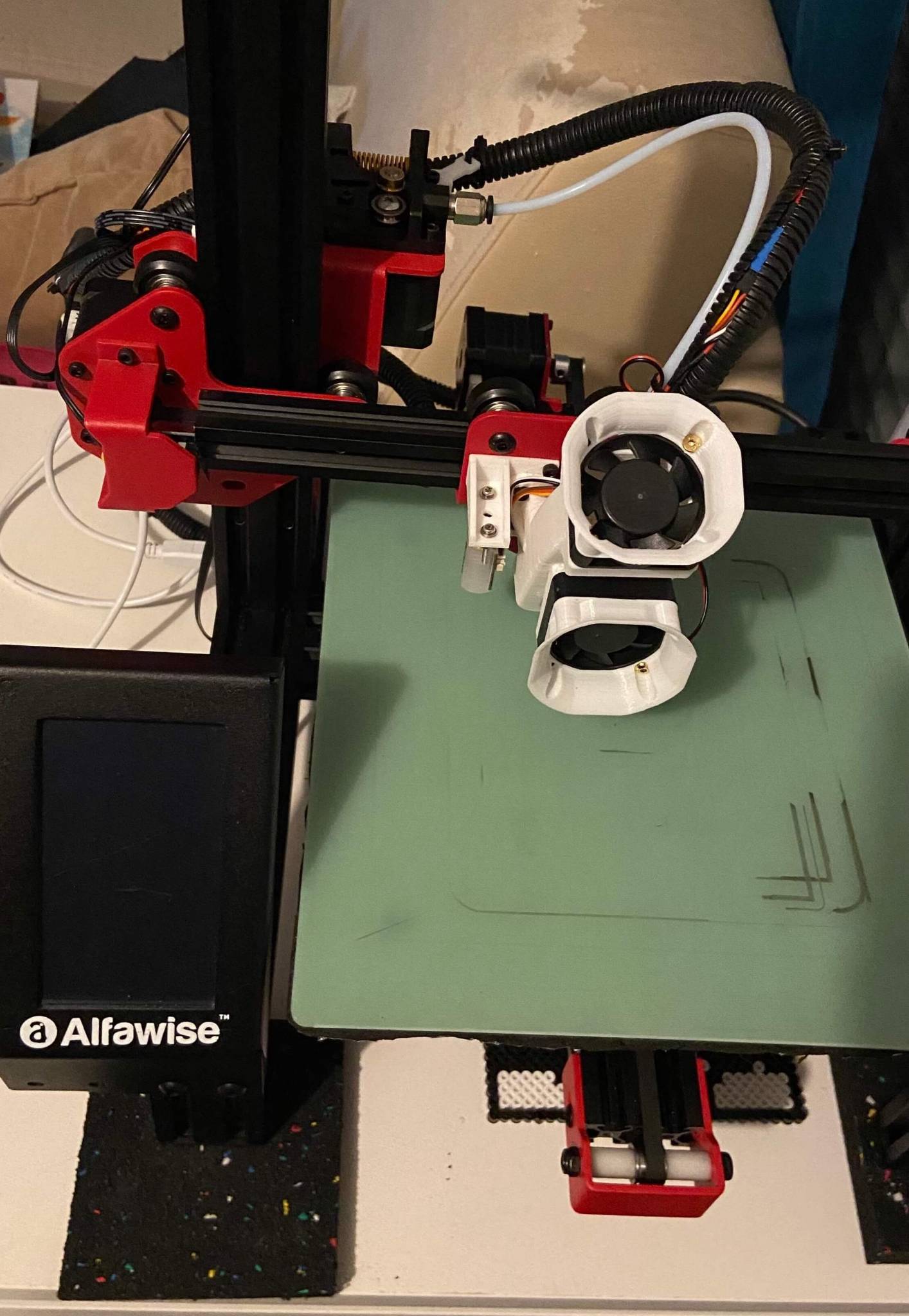
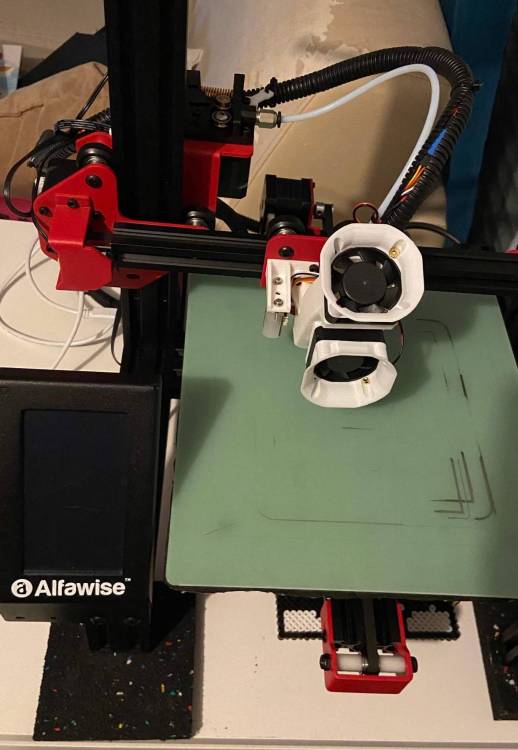
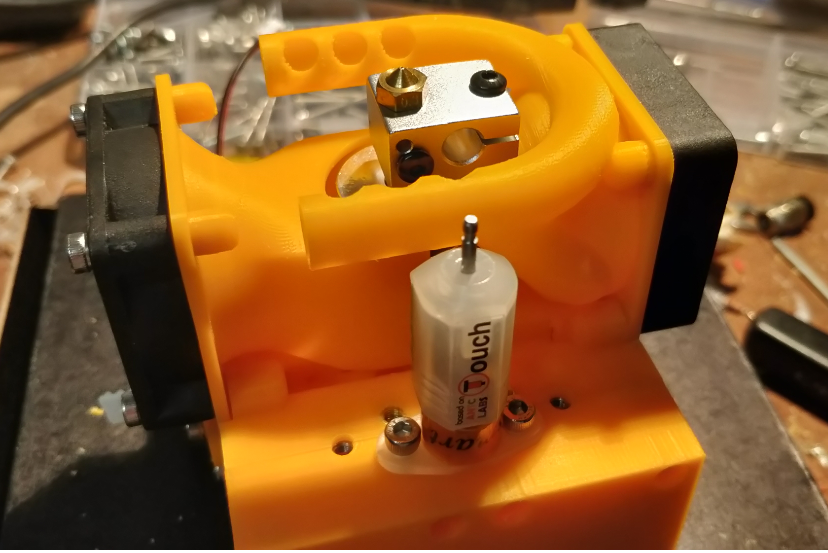
/!\ MISE A JOUR /!\ 18/04/2020 OK Tout fonctionne, j'ai refait le câble management et j'ai imprimé ma première pièce ( Protection de ventilateur pour la buse ). Elle imprime en somme c'est fonctionnel. J'ai cependant 2-3 choses a configurer si vous savez sinon c'est pas grave : - Problème de home et position d'axe ( Axe Z a positionner a la main avant de faire un HOME_POS / Une fois le print terminé refaire un HOME_POS et les axes ne reviennent pas du tout en 0 0 0 initial ) Je met en lien pour ceux qui veulent ou en ont besoin mon fichier Configuration.h (configuré pour la XYZ DA VINCI JR 1.0) Je tenais à remercier @pafpaf et @doby02 pour leur aide et leur savoir précieux. Bonne soirée à tous ! Configuration.h1 point
-
En effet, on a un antispam payant qui fonctionne généralement très bien mais qui nous a fait défaut 2 fois cette semaine... On a ajouté des sécurités en plus ce matin, notamment un filtre sur certains caractères chinois (je ne peux malheureusement pas tous les mettre), on va voir si y'a du mieux. C'est un énorme travail vu la quantité de posts et ça ralentirait la dynamique du forum :s Il y a un reCaptcha V2 à l'inscription sur le forum déjà, bypassé par les derniers bots justement Je pense qu'on va ajouter quelques questions à l'inscription en plus de ce captcha1 point
-
Voilà pourquoi j'insistai pour respecter le process de Titi's en page d'accueil. Si tu as un bout de PTFE de côté tu peux chauffer ta tête a 250° et avec le bout de ptfe tenter de racler les bords et le faire ressortir côté buse (que tu auras bien sur retiré). Une fois bien nettoyé, on remet l’écrou metal, on enfonce le ptfe jusque dans le filetage de la buse, on visse la buse un peu, on remet la bague pour bloqué le ptfe depassant de 1mm puis on finit de serrer la buse des 1mm restant qui va écraser le ptfe bon en fait c'est la procédure de Titi's1 point
-
Non, juste part expérience, j'ai toujours été emmerdé en retirant le fil a la main vers le haut, c'est peut être que chez moi, extrudeur de m******?1 point
-
Pourquoi? Tu aurais des liens, des informations? C'est pourtant la méthode recommandée pour faire un nettoyage «atomique» par exemple sur les Ultimaker (méthode utilisable sur d'autres modèles). Pour pouvoir utiliser le changement de filament la buse doit être au minimum à 170° (c'est une sécurité dans configuration.h) donc la buse est chaude pour pouvoir tirer le filament. @Colinette Quand tu as retiré le PTFE, si tu as suivi la procédure de @Titi78, il est indiqué de nettoyer le «heatbreak» car généralement un reste de filament s'y trouve. S'il n'est pas enlevé, au remontage de ton PTFE recoupé, il ne sera pas en contact avec la buse et un nouveau colmatage se produira (ce qui semble être ton cas). Bon courage (après avoir réalisé cette opération une centaine de fois, tu devrais être aguerrie )1 point
-
Bonjour, j'avais oublié de préciser qu'il faut enlever les pinces en laiton à chaque extrémités et remplacer par deux pièce sen plastiques imprimées. remplissage à 100% la longueur est très juste mais çà le fait ! https://www.thingiverse.com/thing:28148511 point
-
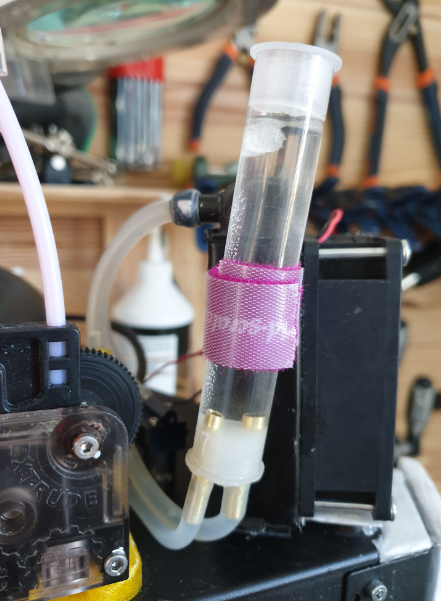
Plus une petite reprise de mon réservoir de liquide de refroidissement : initialement il se remplissait par le dessus et se vidait par le dessous. Sauf qu'à chaque fois que je devais le remplir (le liquide a tendance à s'évaporer), je faisais rentrer des bulles d'air dans le circuit, et la pompe se mettait à patiner si la bulle lui parvenait. Là plus de soucis (sauf au remplissage initial, mais ça n'arrive qu'une fois n'est-ce-pas ?) Le réservoir est fait d'un tube contenant initialement de la brasure. J'ai raccourci le tube, percé un des bouchons pour y entrer les deux morceaux de tube laiton en force, puis noyé le tout de colle chaude. La version précédente était étanche depuis 6 mois au moins sans fuite, ce devrait être toujours bon.
 1 point
1 point -
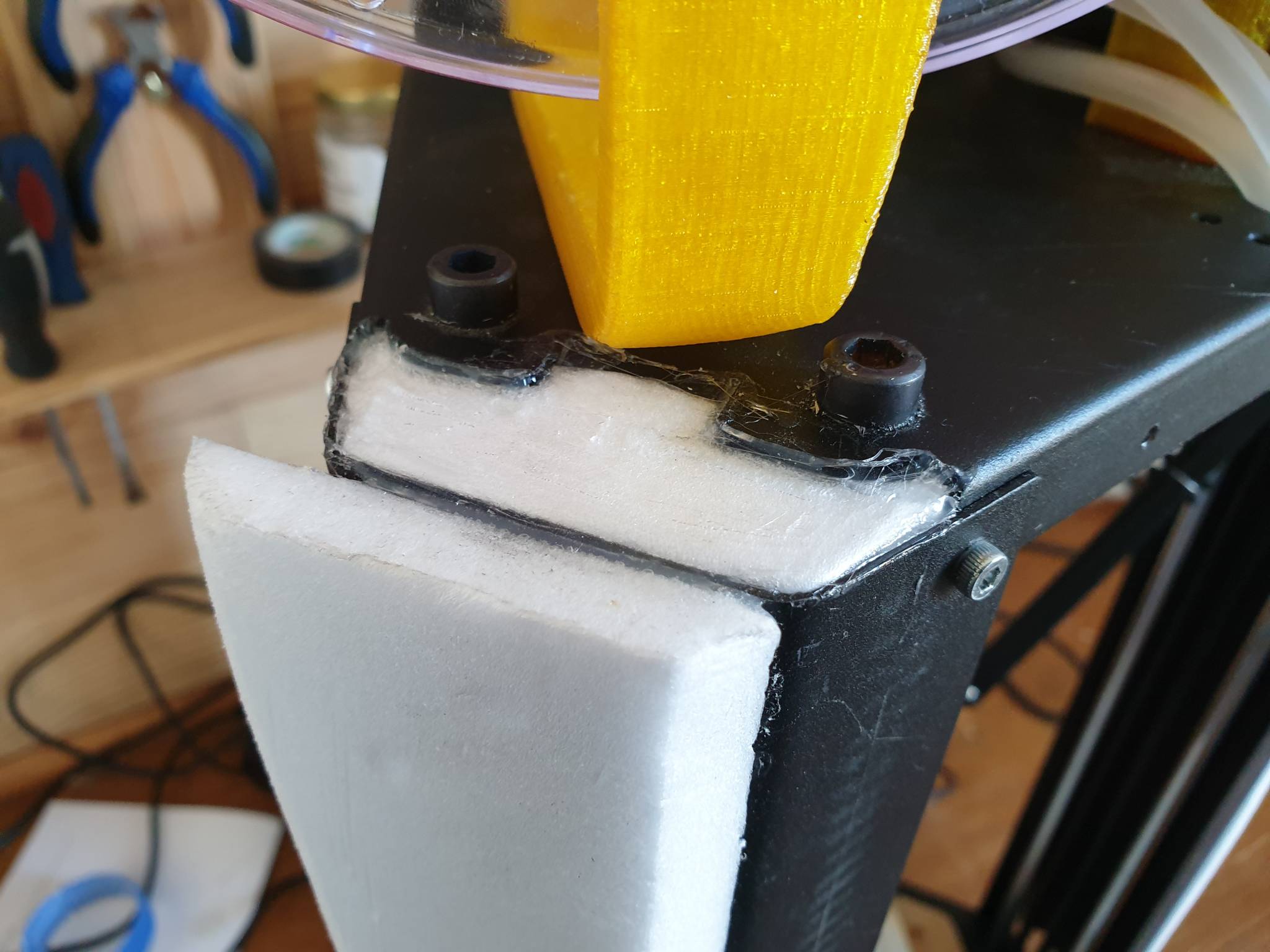
Bon moi je continue dans mon extrême, en isolant un peu mieux ma machine : le capot supérieur a reçu une belle dalle de mousse (Dépron 9mm, pour les modélistes), ainsi que les trous qu'il me restait en haut des colonnes.

 1 point
1 point -
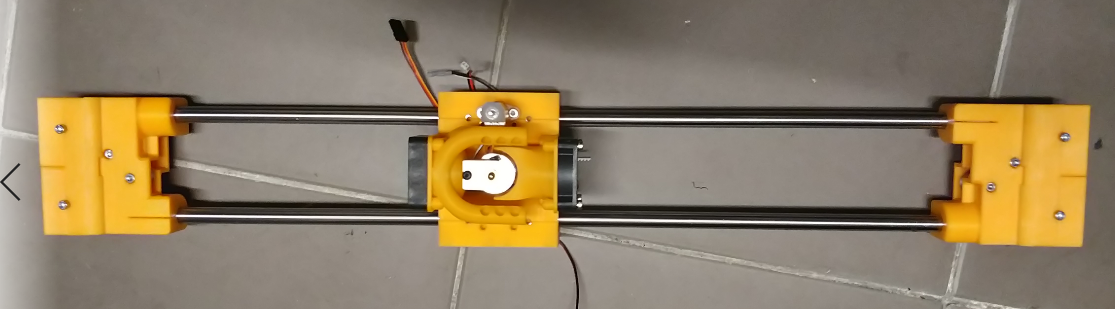
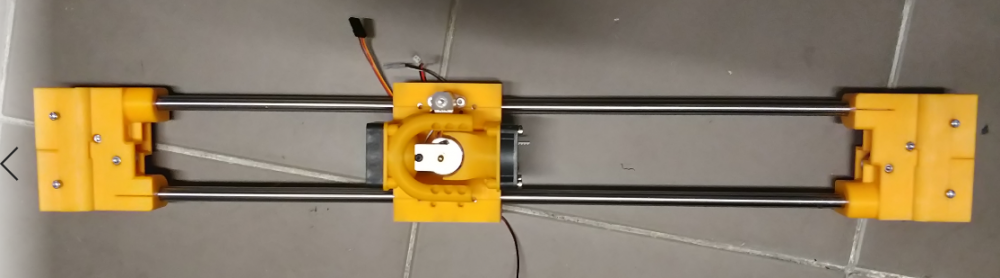
Chariot x et y avec LM10LUU Misumi terminés pour mon hypercube EVO II Reste à faire le remplacement sur mon EVO II
 1 point
1 point -
Bonjour à tous et à toutes ! Je suis de plus en plus sollicité pour de la Photogrammétrie... sur des explications, des conseils, etc... Et je vous l'avoue... c'est dur de devoir répétés 3... puis 4... puis 5... etc... les mêmes conseils et explications. Donc sur les sages conseils de @Aruka_Alka (qui à son rythme va me dépasser dans moins de temps qu'il n'en faut pour l'écrire ), voici un tutoriel, dont je ne suis pas l'auteur pour être honnête, mais qui lui a permis d'apprendre très rapidement. Il a été réalisé pour que n'importe quel débutant puisse se lancer dans la Photogrammétrie, et en comprenant les bases de la photogrammétrie et la méthode pour réussir rapidement. Ce tutoriel a permis à @Aruka_Alka d'assimiler les bases rapidement et de saisir la méthode pour réussir... alors pourquoi pas vous autres. Je vous met ce tutoriel en "pièces jointes à ce message" ici : Tutoriel La Photogrammétrie.pdf Le tutoriel original, est visible ici : https://www.photo18.fr/tutos/photogrammetrie/ Et voici 2 autres tutoriels, si cela vous intéresse d'en apprendre encore plus : http://site.ac-martinique.fr/svt/wp-content/uploads/2018/06/Photogrammetrie-un-tutoriel-pour-debute-r.pdf https://www.helicomicro.com/2014/03/09/la-photogrammetrie-en-pratique/ ______________________________________________________________________________________________________________________________________________________________ Ces tutoriels s'adresse avant tout au débutant cherchant à se faire une idée sur le fonctionnement d'un logiciel de photogrammétrie. Pour suivre ces tutoriels un ordinateur classique suffira, mais pour vous lancez en photogrammétrie "plus poussée", je vous recommande fortement d'avoir un ordinateur suffisamment puissant (un i5 ou équivalent avec 16go de RAM et une carte graphique GTX sont un strict minimum). Les logiciels tel que Metashape sont excessivement gourmands en puissance processeur et RAM. Je reste disponible pour répondre à vos éventuelles questions. Sur cela... bonne lecture... et amusez-vous bien !1 point
-
ça avance, bientôt une version fonctionnelle de Marlin 2.0 avec l’écran d'origine de la LK4 Pro
 1 point
1 point -
Bon, il est temps que je prenne 5 minutes pour faire un post qui explique ça clairement. Avant tout : le mesh bed leveling manuel permet de faire enregistrer dans la mémoire de l'imprimante la topologie du plateau. L'idée est le même qu'avec un BLTouch (ou 3DTouch) sauf qu'ici la procédure de mesure est faite manuellement. Pour pouvoir la réaliser, vous avez besoin : D'une imprimante sous marlin avec l'option MESH_BED_LEVELING activée dans le firmware. (Sinon va falloir recompiler le firmware et reflasher). D'un ordinateur avec un port USB connecté à l'imprimante. D'une feuille de papier. Une fois l'imprimante allumé et connecté en USB à l'ordinateur, téléchargez et exécutez le logiciel Termite. Une fois démarré, vous cliquez sur le bouton "settings" puis mettez le "baud rate" sur 115200. Ne touchez pas au reste sauf si vous savez ce que vous faites. Puis cliquez sur "OK". Puis appuyez sur le bouton a gauche pour vous connecter. Vous devriez voir ecrit sur le bouton "COMX 115200 bps, 8N1, no handshake". Si ca ne fonctionne pas, c'est certainement que le nom du "port" n'est pas le bon. Sélectionnez en un autre dans les settings. Si la liste "Port" est vide, vérifiez la connexion USB avec votre imprimante. Ok, maintenant, on va pouvoir taper les commandes G29 - Bed Leveling (Manual). D'abord, on commence par taper la commande "G29 S0" pour vérifier que le MBL (Mesh Bed Leveling) est activé. Ensuite on tape la commande "G29 S1". Là, l'imprimante va faire un home XYZ puis se positionner à un 1er point. Avec l’écran de l'imprimante, jouez sur le Z par pas de 0.1mm pour faire gratter la buse contre la feuille de papier posé sur le plateau. Une fois que vous êtes satisfait, tapez la commande "G29 S2". La buse va aller se positionner au point suivant. Recommencez à jouer avec Z par pas de 0.1mm jusqu’à ce que la buse gratte contre la feuille de papier posé sur le plateau. Recommencez avec la commande "G29 S2" jusqu'a ce que vous soyez arrivé à l'autre extrémité du plateau. Quand c'est terminé, tapez la commande "M500" pour enregistrer dans la mémoire de l'imprimante les nouveaux paramètres du MBL. Vous pouvez également retaper la commande "G29 S0" pour afficher les paramètres enregistrés. Vous devriez voir une sorte de tableau qui ressemble à ça : Copiez ce tableau, et collez le dans le champ texte de ce site : http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/ Il vous permettra de voir en 3D la planéité de votre plateau. Maintenant, ajoutez la commande "M420 S" à la fin de votre GCODE de démarrage pour demander à l'imprimante d'activer son MBL puis lancez une impression. Have fun1 point
-
j ai commencé impression de mon vase octopus , je l ai déposé sur cult gratuitement ----> https://cults3d.com/fr/modèle-3d/art/octopus-vase , il suffit juste de faire un j aime sur cette page ,merci

 1 point
1 point