Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/07/2020 Dans tous les contenus
-
Un test de Stefan de CNCKitchen, son seul réel reproche concerne le bruit émis par l'alimentation quand son ventilateur se déclenche (j'ai la même alimentation pour ma CR10V2 et j'acquiesce totalement) :2 points
-
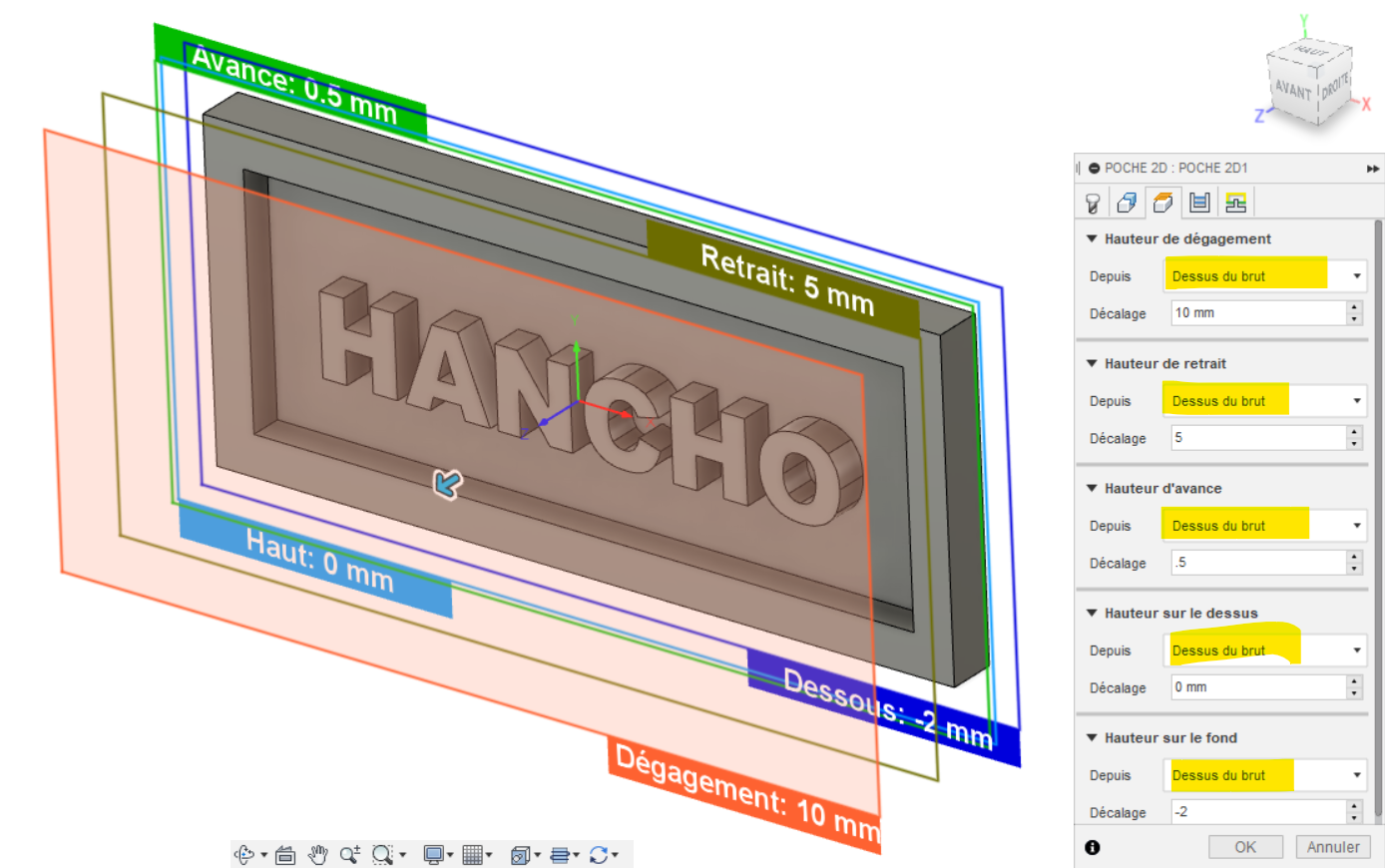
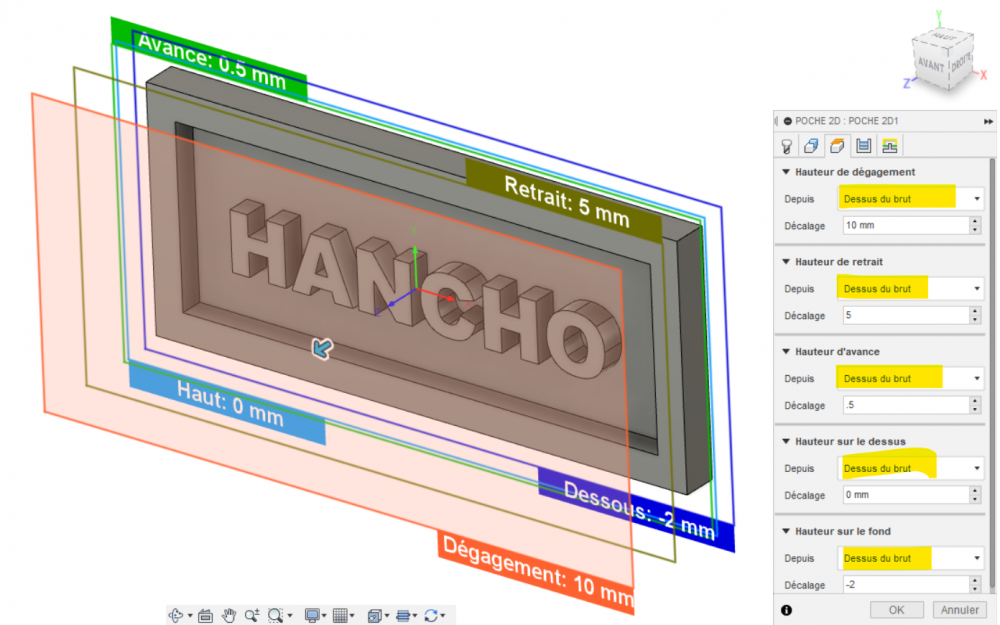
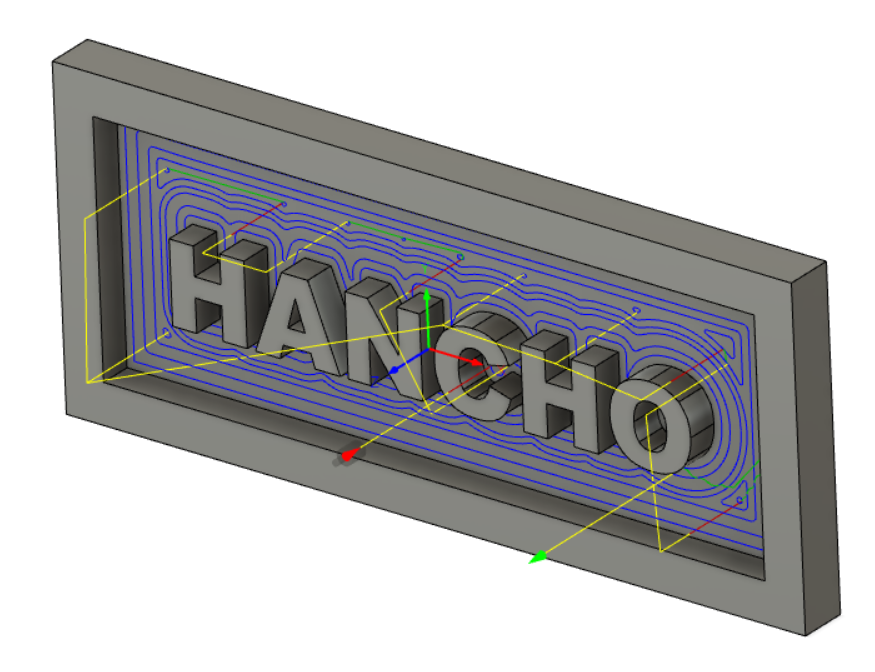
A quoi bon exporter en STL puisque tu n'as pas d'imprimante 3D ? D'autre part on "exporte pas" en Gcode, on prépare un programme qui dépend : - de l'opération à exécuter - de l'outil utilisé - de la matière à usiner (vitesse de rotation, avance...) - des prises de passes, ébauche avec surépaisseur éventuelle, fintion avec une stratégie éventuellement différente, toussa toussa C'est loin d'être juste un "export" qui vise à passer un format dans un autre format (comme tu dirais un texte Word que tu exportes en PDF) En ce qui concerne ta pièce, caisse que tu veux faire, au juste ? - contourner l'extérieur de la plaquette ? - creuser les lettres ? - creuser AUTOUR des lettres pour les garder en relief ? Quoi qu'il en soit une fois décidé de ton opération, il faut séléctionner les éléments à usiner, choisir un outil, déterminer des hauteurs de sécurité, de dégagement, de profondeur, bref ça se fait pas avec une baguette magique. J'avais en son temps fait un p'tit topo au kitesurfeur @mikebzh44 pour éviter de rabâcher je te mets le lien (va direct à la dernière page c'est là que ça se passe)2 points
-
Bonjour à tous, Utilisateur du logiciel Octoprint et certaines extensions pour sa facilité d’utilisation et pour ses nombreuses possibilités à gérer son imprimante, vous trouverez dans ce post, les extensions que j’ai traduites en Fr(*) et que j’ai ajoutées à mon Octoprint. OctoPrint-PSUControl (mis à jour le 26/07/2021) OctoPrint-PSUControl-master_V1.0.6_FR.zip OctoPrint-NavbarTemp (mis à jour le 20/08/2022) OctoPrint-NavbarTemp-devel_V0.15_FR.zip OctoPrint-PrintTimeGenius (mis à jour le 23/07/2023) OctoPrint-PrintTimeGenius-master_V2.3.1_FR.zip Octoprint-Display-ETA (mis à jour le 28/04/2022) Octoprint-Display-ETA-master_V2.2.0_FR.zip LayerDisplay layerdisplay-master_V0.4.3_FR.zip OctoPrint-DetailedProgress (mis à jour le 27/10/2020) OctoPrint-DetailedProgress-master_V0.2.6_FR.zip Octoprint-Filament-Reloaded (Ajouté le 10/01/2021) Octoprint-Filament-Reloaded-master_V1.3.4_FR.zip Pour les installer ou réinstaller sur une version anglaise (sans perdre les paramètres), voici un petit tuto : Télécharger l’extension dans le dossier de votre choix. Aller dans les "Paramètres" Aller dans "Gestionnaire des extensions" Cliquer sur "Obtenir plus" en haut à droite Faire descendre la fenêtre avec l’ascenseur de droite et cliquer sur "Parcourir..." en dessous "...à partir d'un fichier téléchargé" Et enfin cliquer sur "Installation" Pour finaliser, suivre les instructions d’Octoprint. Si de votre côté vous avez traduit des extensions, n’hésitez pas à les partager. Ce post vient en complément du post => OCTOPRINT Pack Fr (*Les traductions sont loin d'être parfaites, toutes les observations constructives sont les bienvenues pour améliorer la traduction.)1 point
-
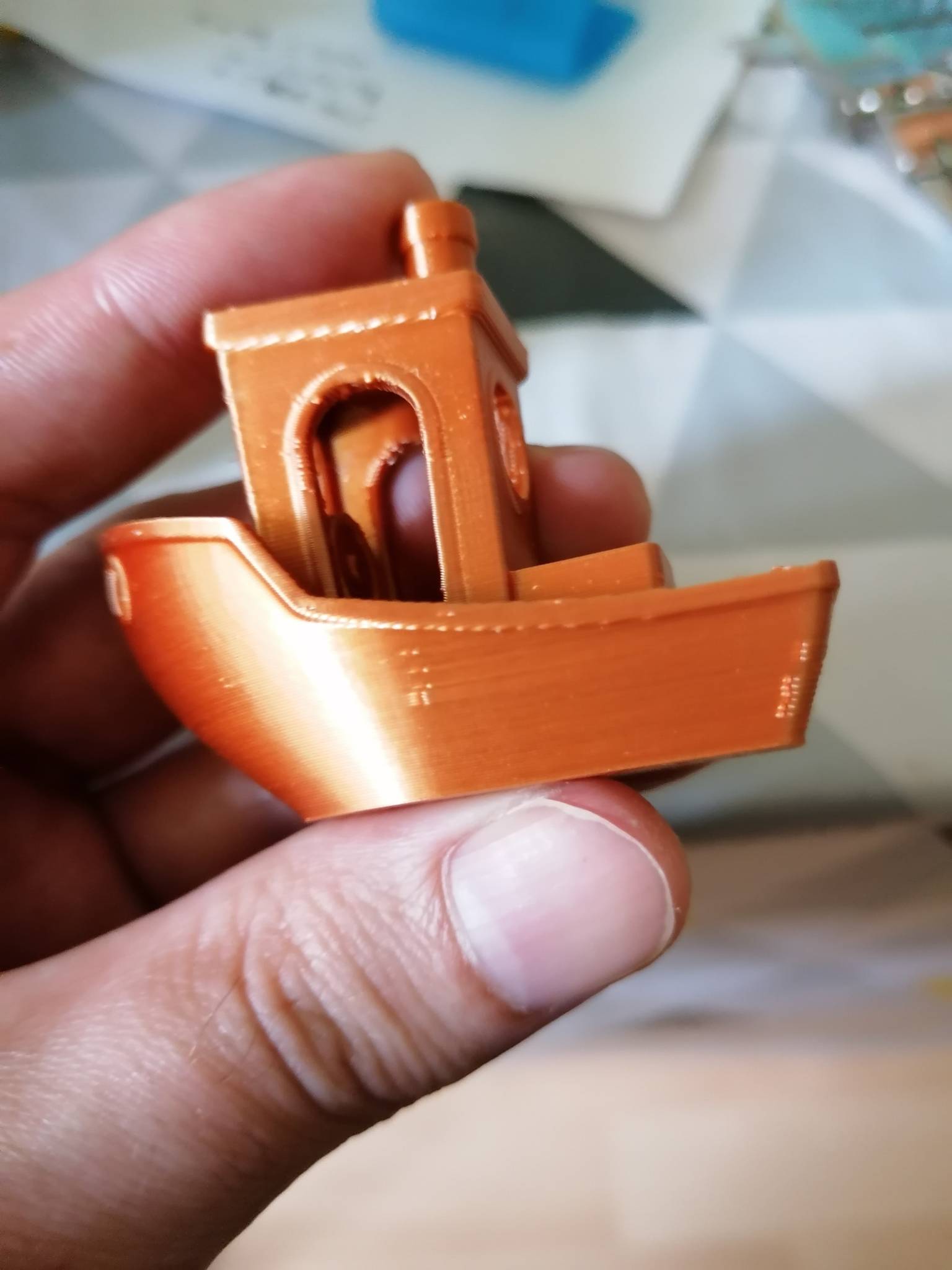
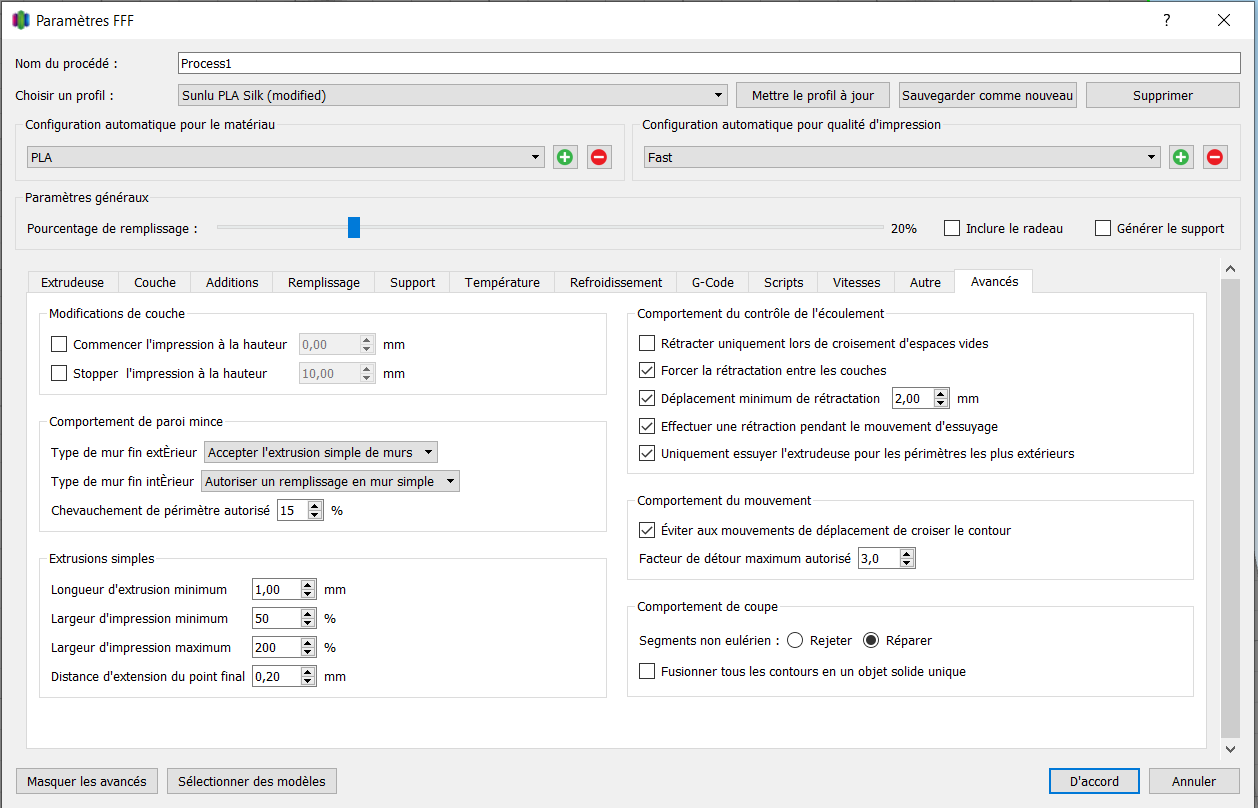
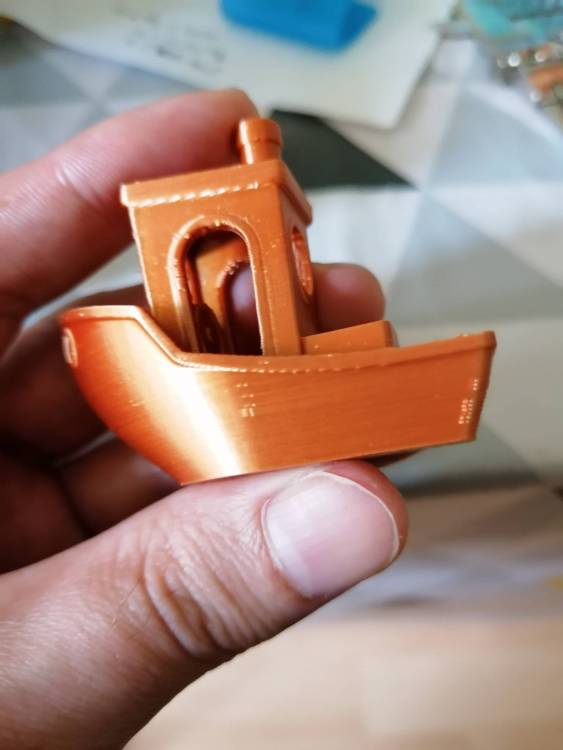
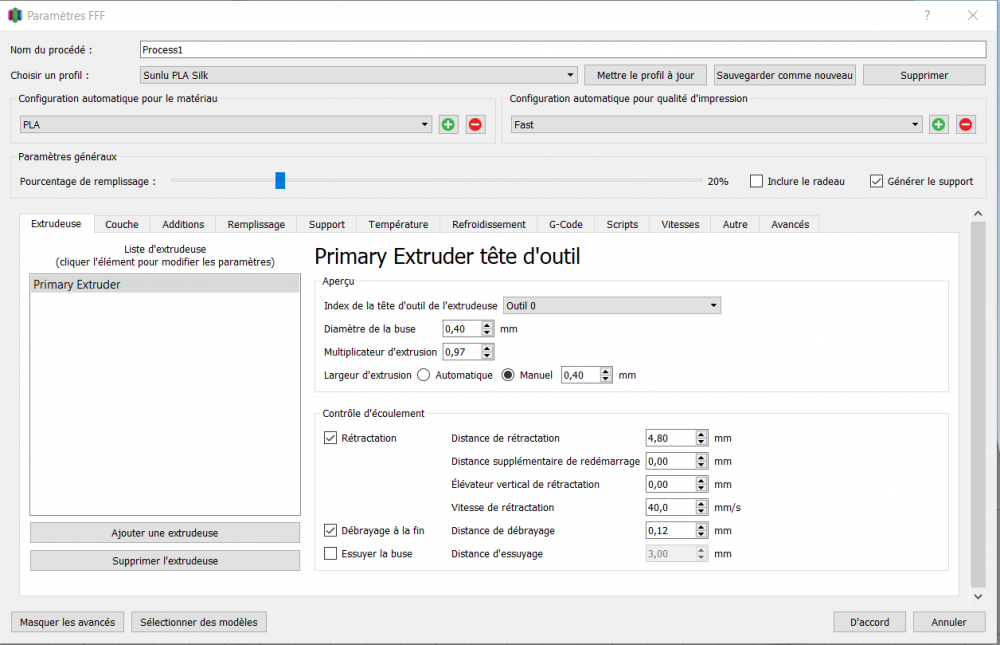
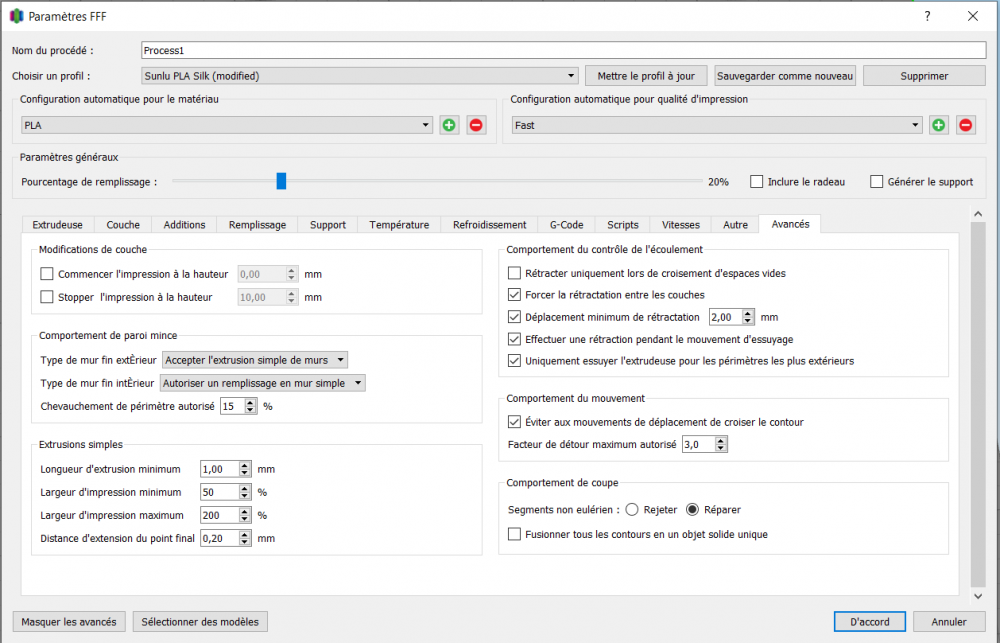
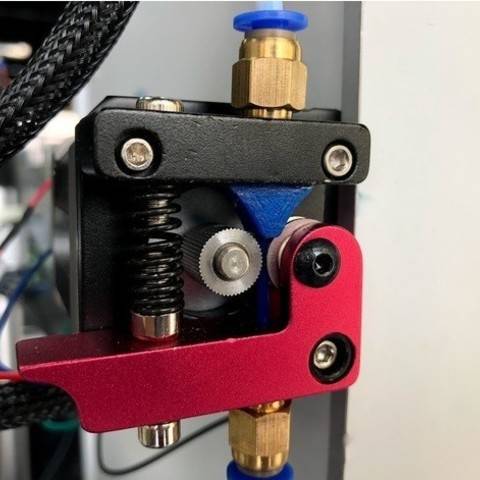
Bonjour à tous. C'est avec humilité que je viens partager les réglages de mon U30 pro pour simplify3d. Tout ce que j'ai pu lire ici m'a énormément aidé, donc c'est avec grand plaisir que je tente d'apporter en retour quelque chose. Si ça peut éviter à des personnes de galérer comme j'ai galéré alors c'est top. Alors évidement ce ne sont pas des réglages ultimes et magiques qui vont tout solutionner, chaque imprimante est différente et il y a encore moyen de les affiner je pense, mais ça peut être une bonne base de départ. D'autant que je suis loin d'être un expert, ça fait seulement un peu plus d'un mois que j'imprime. Mais le rendu que j'ai actuellement me plait pas mal donc je partage. Petite mise en contexte, mon imprimante est stock, j'ai juste ajouté un Bltouch (c'est mon côté un peu feignant) et changé le hotend pour celui ci après avoir cassé le heatbreak en serrant ça comme un âne (c'est arrivé aux meilleurs d'entre nous, du moins je l'espère maintenant ! ). Avant tout, j'ai bien calibré mon extrudeur en suivant ce tuto très bien fait et très simple, faites le on peu avoir une grosse surprise moi j'étais en sous extrusion de 7mm. Je suis parti du profil de l'Ender3 et j'ai bidouillé au fur et à mesure de mes tests. J'utilise du PLA silk et du PLA+ de chez Sunlu, j'ai fait le choix d'imprimer à 205° plateau à 60° pour le silk et 215° plateau à 65° pour le PLA+. J'ai un très léger stringing pas méchant mais plus de brillance à cette température, c'est mon choix ! Petites photos avant/après réglages. Ainsi que les screens de simplify3d. Je n'ai jamais utilisé Cura, je pourrais donc pas donner d'équivalence pour ce logiciel. Voilà j'espère que ça pourra être utile à certains d'entre vous. A bientôt.






 1 point
1 point -
Merci au grand chef @Motard Geek. Comme ça toutes les traductions seront dans le même poste. Cool.1 point
-
nouveau support sonde fixe, les autres pièces sont inchangées. nouveau_support_sonde_fixe.stl
 1 point
1 point -
Pour creuser autour des lettres, il faut d'abord extruder en sélectionnant le contour ET les lettres

 1 point
1 point -
Si tu le fais, n'oublie pas rajouter dans le gcode de démarrage son contraire afin d'avoir du filament à extruder ou alors pousse le filament à chaque fois à la main avant de lancer l'impression (mais c'est moins «fun»). C'est que je fais sur la CR10 (l'antique). Ça permet en plus de changer / remplacer le filament sans devoir faire chauffer la buse (changement de bobine à froid). Je crois me souvenir que @Titi78 le fait aussi (mais là il est occupé avec son vaisseau spatial Startrékien ). Pour le retrait dans le gcode de fin, le faire en deux étapes (une rapide et courte 1-2mm à 50mm/s puis une plus lente 20mm/s et la distance correspondant au heatbreak (30-35mm)): cela permet d'affiner la «pointe» du filament.1 point
-
C'est vrai que je me pose jamais la question puisque je vais les chercher sur place. En revanche je ne vois pas les 15€ de port dont tu parles, à 8.41€ tu as un chronopost relais 24h pour une bobine de 1kg. Soit a peu près l'équivalent d'un colissimo <2kg... 12€ pour 5 bobines. Je comprends pourquoi certains marchands montent le prix de leurs produits, pour afficher une livraison moins chère, ça passe mieux psychologiquement. Dans l'exemple précédent, si on te dit 5 bobines à 15€ et 12€ de port, ou 5 bobines à 17.40€ et port gratuit, tu choisis quoi ?1 point
-
non bien sur voici la cale de porte . J'ai laissé la poignée où elle était. Petite question pour le porte sonde de température veux tu juste dans un angle (2 parois) ou dans un coin (3 parois)? cale.stl1 point
-
Salut ! Bienvenue sur le forum ! Bon... je te cite et je te corrige : Bon... je t'invite à regarder ici pour connaitre le noms des pièces... car appeler un chien une tortue... on va vite se tromper pour te répondre : Ce que tu appel "Bloc D'extrusion", c'est la carrosserie de ta tête d'impression. On appel cela Hotend ou Fan Duct selon la pièce souhaité. Stop ! On s'arrête ! Regarde le guide du débutant... s'il te plaît. Ce que tu appel Extrudeur E3D V6... c'est la HOTEND ! C'est une Hotend E3D V6 dans ton cas ! L'extrudeur... c'est soit un BMG, soit un alu, soit un Titan, etc... et soit en Direct Drive soit en Bowden. Dans ton cas : il est en BOWDEN (c'est une supposition) Il y a donc un tube Teflon qui envoi le filament jusque dans la Tête d'impression. Dans ton cas... de ton MK7... il doit ressembler à quelque chose comme cela : Sache que : Des photos sont toujours plus explicite que des longs discours. Stop ! C'est moi où il manque une info hyper importante pour te donner des liens ?! Sans être méchant... je vais te dire une info hyper importante : A chaque modèle d'imprimante, son chariot, sur lequel se fixera sa Hotend et son fanduct. Il serait donc super utile de nous dire qu'elle imprimante tu possède... tu ne crois pas ? Ou au moins... savoir si il s'agit d'une imprimante 3D Delta ou d'une Cartésienne... Bon... ceci étant dit... avec les noms des pièces... tu devrais pouvoir trouver facilement chaussure à ton pied, maintenant.
 1 point
1 point -
Bonjour, Je tiens à vous préciser que les pièces demandées ici sont celles dont j'ai besoin rapidement, c'est pourquoi je demande à Gerard qui a la gentillesse de me les faire. Sinon je vous assure que j'apprends , doucement certes, de mon coté fusion. J'ai réussi à créer 2 petites pièces. Je vais doucement. Mais pour l'instant suis pas mal prise à la réalisation de mon caisson. Et comme vous le savez, une femme à toujours des choses à faire à la maison. Voila, merci1 point
-
Bonjour, Pour répondre à @Forthman je sais qu'il existe un proverbe chinois qui dit: A quelqu'un qui à faim , plutôt que de lui donner un poisson apprend lui à pécher. Tu as raison. Il est dommage que @moi51 ne teste pas son apprentissage sur certaines de ses pièces qui sont très simples à dessiner. Et il aurait une grande satisfaction à la réalisation d'une pièce qu'il aurait dessinée. Ce que je fais ne l’encourage pas à s’entraîner au logiciel de dessin, j'en ai conscience, cependant je sais que quelque fois quand on est pris par un projet on n'a pas le temps ou la volonté de faire autre chose. C'est pourquoi je l'aide. Mais comme tu le dis je ne serai pas toujours disponible.1 point
-
Une alternative légère (et moins efficace) mais rapide à mettre en place pour le renfort de l'axe Z: https://www.myminifactory.com/object/3d-print-sidewinder-x1-the-better-than-nothing-btn-z-axis-brace-111063?fbclid=IwAR14-iyqgpe3nSF2XibX1ZFNXbQlaBRFTDjehMKR7nRgkinFCkV_LhS9wpg Vous avez des kits de visseries à recommander compatible avec la plupart des améliorations à imprimer? (Amazon et/ou sites chinois)1 point
-
quand on est doué pas besoins d'imprimante haute gamme ou d'un super scanner https://youtu.be/6hW_FbsEG4A1 point
-
ci-joint 2 fichiers pour l’imprimante : Manuel CR-6Se Slicer1 point
-
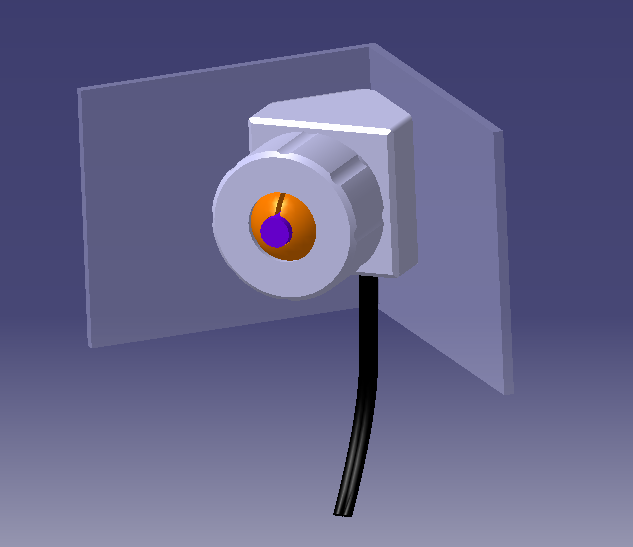
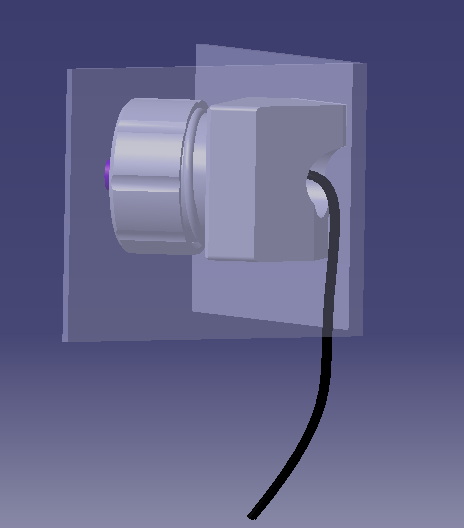
je suis occuper a remodelée une nouvelle tete pour ma machine , proto en test1 point
-
Bienvenue sur le forum !1 point
-
Me revoici, avec mon imprimante enfin réparer et fonctionnel (Bon je dois de nouveau la recalibrer mais ça marche !). Le problème reste toujours un peu bizarre sur comment et pourquoi mon flashing à totalement foiré (je pense juste que le fichier Hex doit être juste mauvais ...) le bootloader de la carte mère était HS par déduction vue qu'elle était fonctionnel en usb mais inaccessible par tout les logiciel de controle (Simplify 3D , pronterface , PrusaSlicer ...) et je suis tomber sur le formidable poste de stef_ladefense sur le forum (Un gros gros merci à toi et ton tuto super bien expliquée) J'ai réussi donc à remettre le bootloader en place puis reflash et tout fonctionne ! Par acquit de conscience pour comprendre pourquoi cela ne fonctionne pas j'ai essayé de nouveau de reflashe ma carte avec le système (Le Fulament _ Marlin 2, donc celui-ci ==> https://forum.fulament.com/t/m1hyn1l) qui m'intéressait à l'origine et .... replantage ! (Bon ça va heureusement j'ai la solution) finalement je suis sur le 3d-nexus Marlin 1.1.9 de Earl Miller et tout marche. Du coup je pense que si une solution est à présenter sur le site à mon avis c'est de rediriger vers le poste de Stef_Ladefense ^^ Merci pour avoir essayer de m'aider ^^ en tout cas.1 point
-
Bonjour à tous, Je viens faire un petit update de mes essais. Alors j'ai fait ces pièces après révision complète de la bête, visserie, équerrage, poulies, courroies et tout le tintouin. Tout y est passé et elle en avait grand besoin car j'ai eu des jolies surprises . Niveau logiciel, j'ai juste désactivé "forcer la rétraction entre les couches" pour limiter les effets de points de couture à la rétraction. Ci joint des photos. Le cube à été imprimé en 0.20 pour 40mm/s de vitesse. Les côtes sont parfaites, vérifiées au pied à coulisse. Le Pokemon en 0.15 pour 40mm/s sans support. Je suis globalement content du résultat, mon oeil de débutant trouve le cube parfait par contre le Pokemon s'est fait attraper une poignée de fois on dirait bien !! Et vous qu'en pensez vous ? Si vous avez des idées pour améliorer le rendu, je suis clairement preneur et ça pourrait aider d'autres personnes.






 1 point
1 point -
le 1) on est parfaitement d'accord le 2) ce n'est pas de ça que je parlais, mais ce n'est pas très important Le mesh n'est pas le soucis (j'ai pu le vérifier, j'y viens après) Sinon oui tu as raison sur le fait qu'on commence avec une base et qu'on évolue après je cherchais surtout, pour l'exercice, la méthode "théorique" pour comprendre le fonctionnement et avoir la base de départ la plus sûre. Maintenant je parle clairement de précision au micromètre alors que... la feuille de papier avec grattage et tout.. la précision va plutôt taper dans le dixième/centième de millimètre et sans parler du jeu dans la machine etc. Donc soyons clair: je cherche la méthode théorique la plus précise. Mais c'est pas pour ça qu'elle sera meilleure que la méthode pratique que tu utilises vu qu'il y aura de toute façon des défauts à compenser "à vue de pif" @zeldoi5 ( et du coup ça peut aussi t'intéresser @Idealnight, pour la curiosité ) j'ai pu tester massivement hier soir mon bltouch, sans toucher à la partie mécanique. Uniquement le firmware. Donc déjà les conditions: plateau chauffé pendant 20min avant de lancer un quelconque test (pour la forme j'ai fait plusieurs mesh pendant la chauffe, les diffs sont assez impressionnantes ) et c'est pas parce que la température du plateau vient d'atteindre la température cible que c'est stabilisé niveau déformation, loin de là. firmware modifié pour que le autoleveling bilinear se fasse avec 3 touches (puis je suis passé à 5, mais pas de grosse différence) par point sur 9 points (3x3) firmware modifié également pour ajouter la fonction de test de répétabilité du bltouch (M48 en Gcode) J'ai donc évidemment fait ce test: Déviation standard : 0.003 et l'écart max entre les dizaines de mesures effectuées consécutivement sur le même point: 0.01mm. donc niveau précision le BLTouch est au taquet pas de soucis de ce coté là: Recv: Finished! Recv: Mean: -0.007165 Min: -0.012 Max: -0.002 Range: 0.010 Recv: Standard Deviation: 0.003123 ensuite j'ai lancé 4 fois (bon en vrai BEAUCOUP plus de fois que ça, mais je ne parle que des tests significatifs ) la génération du mesh avec 3x3 points touchés 5 fois. les écarts entre 2 valeurs des points du plateau sont au max de 0.004mm (et encore, pour un seul point, les autres étaient dans une fourchette de 0.002) C'est ridiculement faible comme différence! alors bien sûr ce sont des moyennes des 5mesures effectuées sur chaque point. Mais si la moyenne est stable sur les 4 essais... c'est qu'elle est fiable. Alors pourquoi, si mon mesh est précis au poil, que mon offset est correctement réglé (sisi, quand je fais le autohome, règle le offset, puis refait un autohome et envoie une commande ensuite "G0 Z0.1", j'ai juste la feuillle de papier qui passe) pourquoi est ce que ça s'approche dangereusement du plateau à gauche, et pourquoi c'est trop large à droite? J'ai donc poussé l'investigation... et l'explication qu'on avait intuité est confirmée: ça vient du jeu dans l'axe Z / le bras X. méthode utilisée pour le vérifier: je fais le autohome, la buse est au milieu du plateau (le offset est réglé). je mets Z = 0.1, et je vérifie avec la feuille de papier que c'est bon -> impeccable. Ensuite je fais le G29 (génération du mesh) en 3x3 points 5 touches. puis je ramène la buse au centre. On revient à Z = 0.1 -> toujours nickel niveau feuille de papier. Je vérifie ensuite via M420 que le bed levelling est bien actif, c'est OK. par acquis de conscience et parce que j'ai lu qu'il était potentiellement bugué, je désactive le Fade Height (la fonctionnalité qui va réduire l'intensité de la compensation d'autoleveling au fur et à mesure qu'on s'éloigne du plateau, jusqu'à ne plus compenser a Z = 10mm par défaut) Et là, donc en partant de la position centre du plateau, Z=0.1, j'envoie "G0 X 50 Y 117 Z0.1" sachant que quand il est chaud mon plateau est plus haut à gauche qu'a droite centre (il a une forme de fer à cheval) résultat: la buse est TRES proche du plateau. la feuille ne passe pas, même en forçant. Mais je sais que le autoleveling s'est activé, sinon j'aurais tapé le plateau (et en étant attentif on entend un peu le moteur en Z) Ensuite j'envoie "G0 X220 Y117 Z0.1" et là la buse flotte au dessus du plateau. la feuille passe largement. Rien de très neuf sous le soleil jusqu'à présent. Ensuite je ne touches à rien (je refais pas le mesh, ni de autohome ni rien) Et j'envoie juste "G0 X50 Y117 Z1" PUIS, une fois que la buse est en X50 Y117, j'envoie "G0 Z0.1" Et là... la buse est parfaitement au bon niveau. la feuille gratte juste ce qu'il faut. Même procédure pour l'autre coté du plateau : G0 X220 Y117 Z1 puis G0 Z0.1 -> pareil, pas de flottement, la buse est pile à la bonne hauteur, le papier gratte comme il faut etc. donc le résumé de tout ça c'est quoi? Quand on fait le mesh, on le fait avec une buse qui descend de plutôt haut (Z=5 ou 10 selon le firmware) vers le plateau dans un mouvement linéaire puis, remonte haut, et redescend. Bref ce sont des mouvements de plusieurs millimètres. Le jeu est donc rattrapé à chaque mouvement. En revanche, quand on fait l'impression, ou un mouvement à Z théorique constant (ce qui est le cas lors d'une impression) l'autoleveling doit compenser les écarts de quelques centième/millième de mm vers le haut ET vers le bas. et c'est là que le jeu de l'axe Z rentre en compte... ce sont des petits mouvements ératiques, si il y a du jeu dans l'axe Z... on ne les rattrape pas. C'est ce que j'ai pu vérifier en allant vers un point avec Z constant -> erreur de hauteur. puis en retournant au même point mais en partant de Z = 1mm pour ensuite redescendre Je n'ai pas encore essayé en faisant le mouvement en une seule fois (monter vers Z = 1, puis aller au point XY choisi en descendant en même temps vers Z=0.1) mais je suis assez convaincu que la hauteur finale sera bonne dans ce cas. Avec la méthode de monter ver Z=1 puis descendre, TOUS les points que j'ai essayé étaient parfait niveau hauteur. Du coup... bah c'est ni le bltouch, ni le firmware, ni le offset qui sont problématiques chez moi -> c'est l'axe Z qui a du jeu. la méthode utilisée pour les réglages offset/mesh est quand à elle parfaite. Même pas besoin d'ajuster quoique ce soit au jugé ensuite une fois le offset déterminé avec la feuille de papier au point de contact du bltouch (donc en décalant la buse après le autohome) pfiou, désolé pour le roman mais j'espère que ça servira ! nota bene: j'ai testé aussi les fonctions du firmware permettant de désactiver les ventilos et les heaters pendant les mesures pour éviter les parasitages électriques qui peuvent affecter le senseur à effet hall du bltouch. ça a déclenché des erreurs de chauffe sur l'imprimante pendant la génération du mesh et l'imprimante reboot du coup, généralement au 3ème ou 4ème point de mesure. J'ai pas trop investigué d'où ça venait, du coup j'ai juste laissé l'option de désactiver le ventilo pendant les mesures. mais bon... comme il y a le ventilo permanent de la buse qui ne s'arrête jamais... pas convaincu de l'utilité. et surtout la démonstration est faite que le bltouch est précis même avec le heater activé.
 1 point
1 point