Classement


Contenu populaire
Contenu avec la plus haute réputation dans 20/08/2021 Dans tous les contenus
-
Non. Il ne sert qu'à effectuer une topographie (un maillage) du plateau d'impression. Une fois celui-ci réalisé, le logiciel connaitra les compensations à faire en fonction de l'endroit où sera la tête d'impression.2 points
-
Vu la taille et le niveau de détail du modèle, le temps d'impression ne me choque pas. Mais il ne faut pas se fier à l'estimation de Cura. Ça reste une estimation. Tu peux peut être réduire à 2 lignes de paroi. En général c'est suffisant si ce n'est pas une pièce structurelle.1 point
-
Logiquement c'est l'inverse, c'est en comprimant le ressort qu'on libère la pression. Justement tu es sur que tout est bien monté au niveau de ton extrudeur ? je trouve que le ressort fait une sale tête ^^, le filament fait une courbure très prononcée.1 point
-
Tant qu'elle est inférieure à 32 Go ça doit fonctionner (taille maximale pour laquelle Windows veut bien formater en FAT32).1 point
-
@section extras, configuration.h : Et @section temperature, Controller fan, configuration_adv.h :1 point
-
Comme ça : Configuration.h : Activer PWM haute fréquence : #define FAST_PWM_FAN Configuration_adv.h : Si ça ne fonctionne pas, ajuster la fréquence avec : #define FAST_PWM_FAN_FREQUENCY Bande audible (20Hz-20'000Hz) (20'000hz pour les jeunes, 10'000hz max pour moi .. à 30ans ) Définir la valeur minimum (0-255) pour que le ventilateur puisse tourner à 1% de ventilation : #define FAN_MIN_PWM Et s'il y a des soucis de mise en route à basse vitesse, activer : #define FAN_KICKSTART_TIME 1001 point
-
oups j'avais compris qu'il voulait passer à cura 4.10 pour vérifier si ça imprimait mieux1 point
-
Vous êtes au top! J ai refais le réglage de première couche et c'est reparti! Merci a tous1 point
-
Le BL Touch s'utilise avec le bed level.1 point
-
 Finalement, j'ai acheté un large couteau de peintre et un peu de diluant cellulosique (diluant à peinture). Avec le couteau, je suis parvenu à détacher sans difficulté le support magnétique du plateau. Ensuite, pour éliminer la colle, j'ai versé un peu du diluant sur la surface du support magnétique, ce qui a ramolli la colle. J'ai à nouveau utilisé le couteau pour enlever la colle. Et voilà.1 point
Finalement, j'ai acheté un large couteau de peintre et un peu de diluant cellulosique (diluant à peinture). Avec le couteau, je suis parvenu à détacher sans difficulté le support magnétique du plateau. Ensuite, pour éliminer la colle, j'ai versé un peu du diluant sur la surface du support magnétique, ce qui a ramolli la colle. J'ai à nouveau utilisé le couteau pour enlever la colle. Et voilà.1 point -
Salut @Yellow T-pot merci pour la vidéo ça me donne envie de fabriquer un hélico j'ai déjà imprimé un P38 liightning de 1m40 d'envergure a+1 point
-
Perso, je fais un bed level à chaque impression en l'incluant dans Start Gcode du slicer.1 point
-
une photo de ton extrudeur ? Et si ton extrudeur ne donne pas la distance demandée il faut le régler mais après être sur que la pression exercée sur le filament soit la bonne.1 point
-
Sinon tu aurais pu intégrer des supports a l'intérieur de tes cavernes, simple et rapide a mettre en place1 point
-
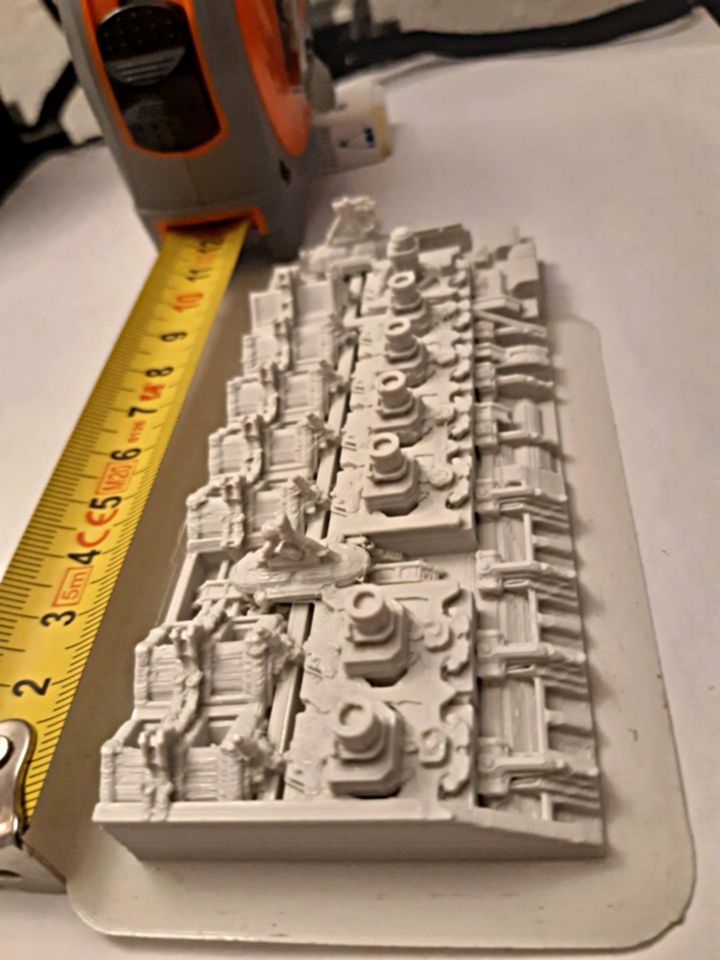
merci beaucoup, ma toute première impression 3D s'est bien passée ^^ j'ai réussis a enlever tout ces trous, plus que 31 pièces, aller
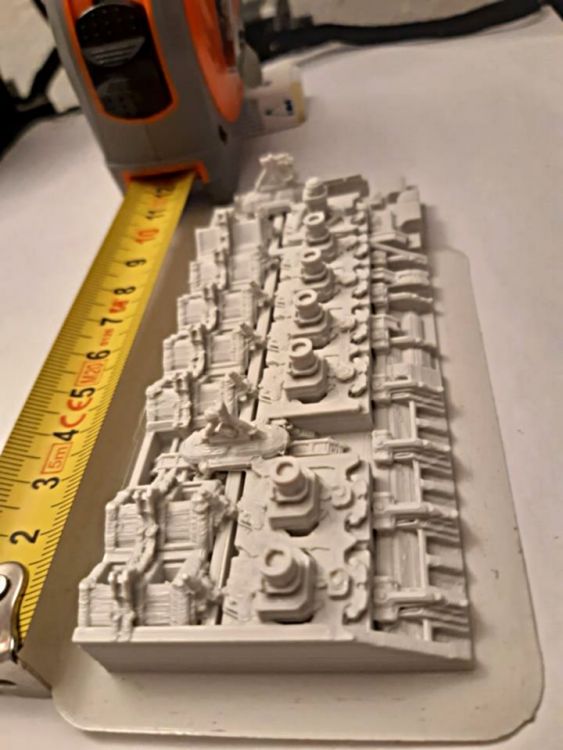 1 point
1 point -
Le seul souci à mon avis, c'est que le PLA est poreux, donc pour l'hygiène c'est pas top. Le PETG est préférable, de plus il est alimentaire, pour un gobelet c'est mieux.1 point
-
Sans oublier le petit truc si tu as la version 4,10 de Cura https://www.lesimprimantes3d.fr/forum/topic/43325-wanhao-d12-cura-410-et-le-wifi/?tab=comments#comment-4540051 point
-
Le problème ici, c'est que le modèle de départ est creux par endroit, il n'y a donc pas d'erreurs de modélisation. Pour avoir un modèle plein il faut comme tu l'a fait remplir les creux manuellement, mais au risque d'alourdir ton stl et de créer des erreurs ou, si le modèle s'y prête, dans 3d builder, masquer le modèle complètement dans un cube, puis le soustraire. Tu auras en sorte un moule (un négatif en 3d) de ton modèle et tu pourras supprimer les creux qui sont maintenant des parties pleines dans celui-ci (toujours en insérant un objet et en le soustrayant pour éliminer les pleins). Quand ton moule sera vide, tu recommences l'opération en plaçant celui-ci dans un nouveau cube légèrement plus petit, puis tu soustrais le moule, tu trouveras ton modèle plein.1 point
-
 Moi j'en ai bin une mais vu "que j'y connais que dalle" tu vas pas la trouver bien crédible Il faut être prudent avec les "ons" ..... Du fil de pêche chuis pas sûr que ça irait, pour qu'il soit solide il faudrait qu'il soit gros et s'il est gros bin y passera pas. Je pensais plutôt à de la corde à piano genre 0.3mm de diamètre, tendue comme un string entre deux points fixes Plateau démonté, lui faire faire avec précaution des mouvements de "sciage".... Autre possibilité, faire passer du courant dans la corde à piano pour la chauffer, comme on fait la découpe de polystyrène au fil chaud..... Attention, du 12 ou 24V, pas du 230 hein Enfin bon, c'est un peu l'idée quoi....1 point
Moi j'en ai bin une mais vu "que j'y connais que dalle" tu vas pas la trouver bien crédible Il faut être prudent avec les "ons" ..... Du fil de pêche chuis pas sûr que ça irait, pour qu'il soit solide il faudrait qu'il soit gros et s'il est gros bin y passera pas. Je pensais plutôt à de la corde à piano genre 0.3mm de diamètre, tendue comme un string entre deux points fixes Plateau démonté, lui faire faire avec précaution des mouvements de "sciage".... Autre possibilité, faire passer du courant dans la corde à piano pour la chauffer, comme on fait la découpe de polystyrène au fil chaud..... Attention, du 12 ou 24V, pas du 230 hein Enfin bon, c'est un peu l'idée quoi....1 point -
 Pas de suggestion Bon courage pour décoller la base magnétique avec son film collant 3M du plateau Je ne l'ai jamais fait pour la base magnétique mais pour enlever puis remplacer une feuille de PEI sur sa tôle métallique. Je peux te dire que ce n'est pas simple surtout à froid. En chauffant vers 60/70° c'est légèrement plus facile à l'aide d'une spatule. Par contre le film collant de 3M est ensuite inutilisable (ainsi que mon ancienne feuille de PEI). Donc si tu arrives à enlever la base magnétique sans la détériorer, tu devras retirer toute trace de l'ancien film avant d'en remettre un nouveau (idem pour le plateau chauffant) afin de recoller la base magnétique.1 point
Pas de suggestion Bon courage pour décoller la base magnétique avec son film collant 3M du plateau Je ne l'ai jamais fait pour la base magnétique mais pour enlever puis remplacer une feuille de PEI sur sa tôle métallique. Je peux te dire que ce n'est pas simple surtout à froid. En chauffant vers 60/70° c'est légèrement plus facile à l'aide d'une spatule. Par contre le film collant de 3M est ensuite inutilisable (ainsi que mon ancienne feuille de PEI). Donc si tu arrives à enlever la base magnétique sans la détériorer, tu devras retirer toute trace de l'ancien film avant d'en remettre un nouveau (idem pour le plateau chauffant) afin de recoller la base magnétique.1 point -
Salut ! Je te conseille d'utiliser PrusaSlicer avec le profil de la creality ender 3 en modifiant simplement la taille du plateau, c'est beaucoup plus efficace que cura. Bonne soirée.1 point
-
Vous le prix que ça coûte je te conseille de prendre du M2.5 et du M3 ça sert toujours. Pour la longueur moi j'ai pris les plus courts. Je ne sais pas de quelle angle tu parles... Tout peut d'imprimer en pla sauf peut être les deux mandibules. Mais tu peux essayer, moi je l'ai imprimé en abs.1 point
-
Hello @methylene67 voici le lien les véhicules RC COX, RANGE ROVER tous les pièces sont imprimables en PLA. Il existe plusieurs modèles selon son besoin tous les fichiers STL sont disponibles en planches imprimables. La réalisation technique est bien expliquée avec des documents de montages en PDF. La construction est très intéressante et demande déjà de bonnes connaissances de son imprimante. pour la partie électronique le ESC régulateur moteur Le kit complet moteur et ESC module éclairage Kit éclairage 4 sources a+1 point
-
Bonjour a tous, je me permet de créer ce post car j'ai remarqué que le site n'a aucun tchat vocal, du coup je me disais que j'allais proposé d'en créer un sur discord (en plus c'est gratuit), comme ça la communauté pourrais s’aider les uns les autres, posté leur photo d'impression, partager leur *.STL, faire des projets commun, et même se conseiller sur les filaments ou imprimantes. sinon j'en est déjà un perso, donc si il faut je peut aidez a le créer. j’attends les retour de tout le monde avec impatience , n’hésitè pas a mettre un commentaire afin de donné votre avis et apporté votre soutien a fin que ce projet voie le jour rapidement. Merci a tous1 point
-
je me dit que même avec #define SINGLENOZZLE si il y a un offset sur l'extrudeur le firmware le prend en compte ... il faudrait faire des tests sur une release de marlin pour avoir plus de certitudes car quand je regarde la déclaration sur marlin 2.0.9.1 cela ne ressemble pas vraiment a se qu'a mi @Azzedesign en capture d’écran ... (Edit arf je viens de comprendre c'est le fichier .ini ou .cfg de config ... et pas le Configuration.h ...) // Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing). // The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder). // For the other hotends it is their distance from the extruder 0 hotend. //#define HOTEND_OFFSET_X { 0.0, 20.00 } // (mm) relative X-offset for each nozzle //#define HOTEND_OFFSET_Y { 0.0, 5.00 } // (mm) relative Y-offset for each nozzle //#define HOTEND_OFFSET_Z { 0.0, 0.00 } // (mm) relative Z-offset for each nozzle0 points