Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/08/2021 Dans tous les contenus
-
bonjour @Fabien08160, oui c'est la résine résiduelle en interne non durcie qui provoque ce défaut. Il faut pour des pièces en exemple comme une jambe réaliser un évent en haut et en bas du modèle trous de Ø2.5mm à3mm . les éventes permettent un rinçage interne de la résine résiduelle. Ainsi les pièces internes ne seront pas altérées chimiquement par les petites quantité de résine restées à l'intérieur. Le placement des évents ne sont pas toujours évident à placer pour éviter de dégrader l'esthétique de la pièce; il faut dans tous les cas un évent haut et bas pour le rinçage par gravité et de l'écoulement de la résine résiduelle.3 points
-
Bonjour, effectivement j'ai eût un souci qui aurait pu s'avérer grave, un objet en cours d'impression s'est détaché du Bed et est donc tombé sur l'écran, le problème est qu'il n'y à pas de sécurité permettant de stopper automatiquement l'impression et donc l'imprimante continue son cycle et lors de l'impression de la couche suivante, celle-ci cherche à rejoindre la hauteur programmée pour la prochaine couche, malheureusement selon la pièce il peut arriver que la hauteur de l'objet une fois tombé soit supérieure à celle en mémoire dans le logiciel et donc le Bed continue de descendre pour tenter de rejoindre cette hauteur, d'où un risque important de détruire le LCD, cela vient de m'arriver, heureusement le LCD à tenu le choc, seul le Fep à trinqué, mais il me semblait important de signaler ce fait1 point
-
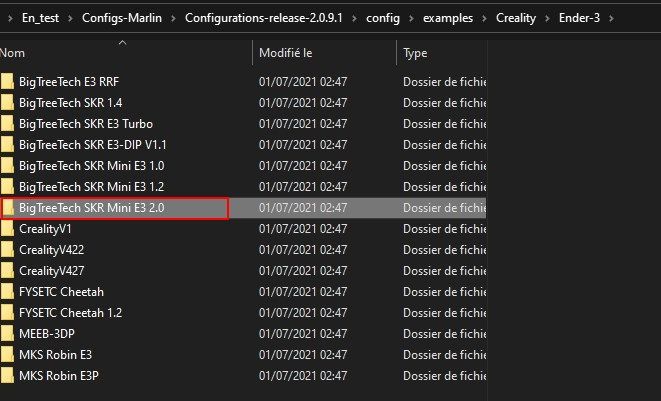
Quatrième solution (à mon avis la plus simple) : Récupérer la dernière version stable de Marlin (à ce jour: 2.0.9.1) : https://github.com/MarlinFirmware/Marlin Les développeurs de Marlin mettent à disposition un bon nombre de fichiers de configurations pour de nombreux fabricants et leurs modèles à récupérer => https://github.com/MarlinFirmware/Marlin/tree/2.0.x/config Pour une Creality, le dossier Ender3 propose de nombreuses configurations en fonction de la carte mère installée, par exemple la carte BTT SKR miniE3 v2.0 est recensée : Recopier les fichiers exemples fournis dans le dossier correspondant à la carte installé dans le dossier Marlin pour remplacer les configuration.h et configuration_adv.h par défaut (où il faudrait tout paramétrer ). Reste à modifier ensuite les quelques paramètres différents de la configuration de base (nombre de pas de l'extrudeur si ce n'est pas celui de base, paramétrage d'un ABL si ajouté, …). Le plus «dur» dans cette affaire sera probablement l'installation de Visual Studio Code + extension «Auto Build Marlin» (et Platformio IDE si ABM ne l'a pas installé en dépendance).
 1 point
1 point -
Ah bon mais comment il faut la mettre je mettez pas pencher dessus1 point
-
Une Raspberry Pi est la carte la plus souvent utilisée pour gérer le firmware Kilpper mais ce n'est pas la seule possibilité Ensuite pour piloter le tout, on peut prendre Octoprint mais là encore il existe d'autres interfaces de pilotage: Moonraker+Fluidd, Moonraker+Mainsail, Duet Web control, Moonraker+Klipperscreen, … Klipper en lui même n'apportera pas plus de «vitesse», c'est surtout la possibilité de modifier rapidement les paramètres du firmware (un simple fichier .cfg) pour différents tests et également la possibilité de piloter plusieurs cartes en les associant (plus assez de pilotes moteurs sur la carte de départ n'implique plus de changer la carte par une plus «grosse» ). Pour augmenter la vitesse d'impression de son imprimante, @Yo'a réalisé un excellent test :1 point
-
Quel que soit le système d'exploitation de l'ordinateur (MacOS, Windows, Linux, …) s'il possède un navigateur récent, il est alors possible d'utiliser un trancheur «agnostique» comme Kiri-Moto qui ne nécessite aucune installation sur l'ordinateur Je l'avais découvert lors du test de la Creality 3DPrintMill pour laquelle il faut un trancheur «particulier» :1 point
-
Oui, Octoprint (ou autre comme Fluidd) et un Pi. Tu as des tutos d'installation sur le Forum.1 point
-
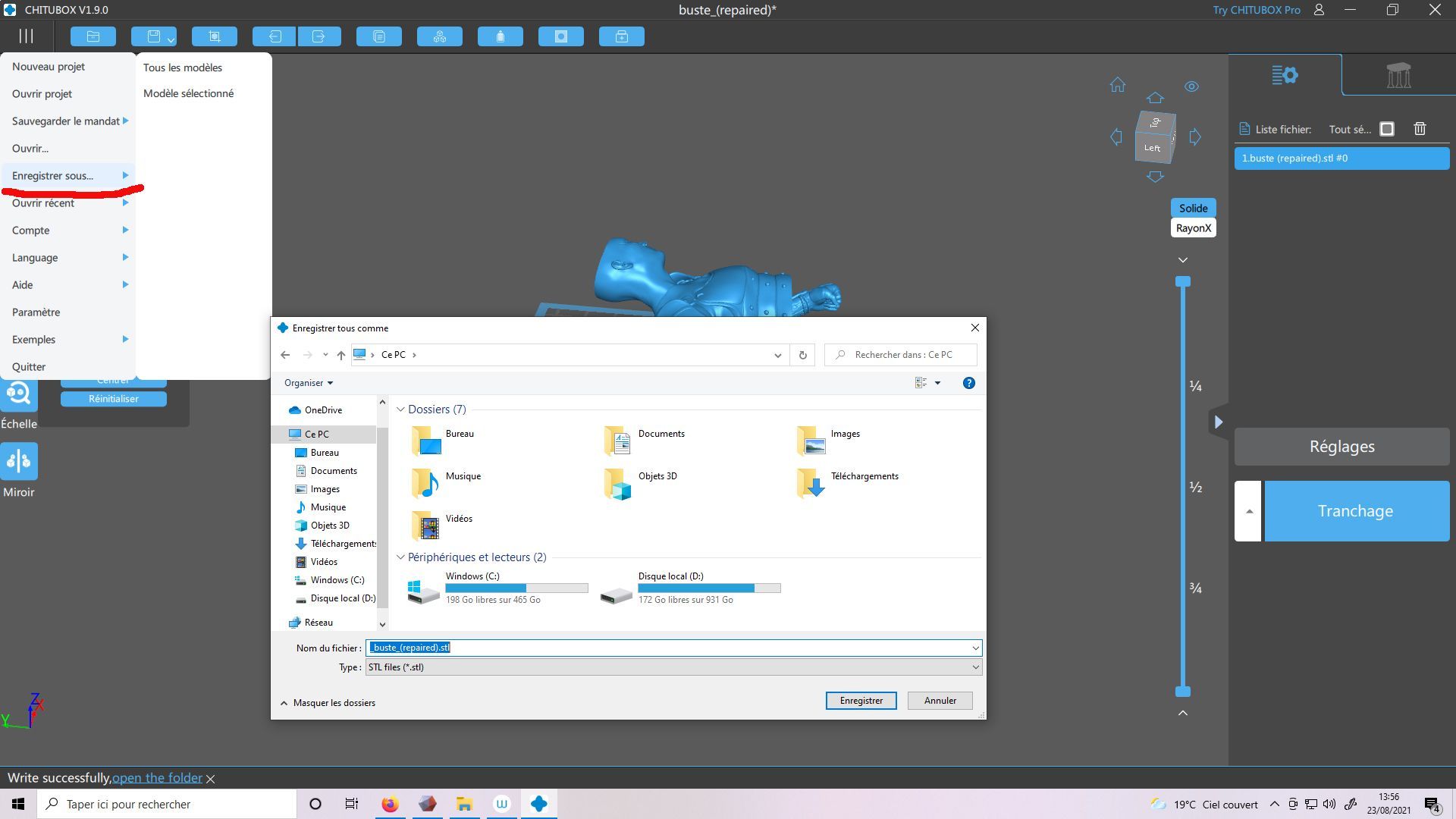
bonjour , c'est tout a fait possible il faut ouvrir ton fichier avec l’extension ".chitubox" dans chitubox ,ensuite tu enregistres sous :le modèle sélectionné au format STL
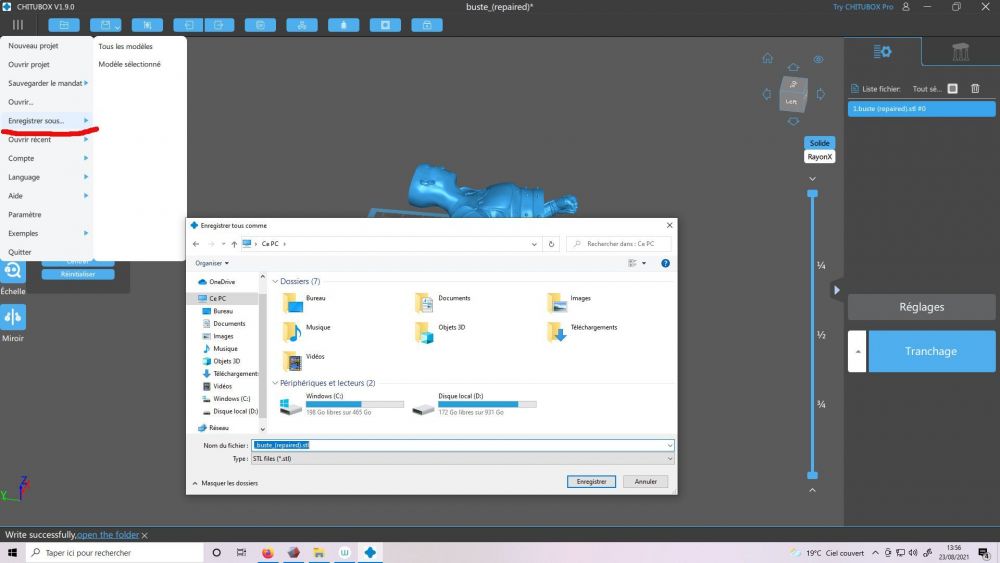 1 point
1 point -
Dites moi je vient de me poser la question et t'il possible que ma machine ne prenne pas en compte les réglages cura car j'ai essayé plein de réglage différents rien j'ai comme une impression que rien ne change je me pose quand même des questions la Je revient vers vous car je vient de rentrer l'impression c'est fini entièrement alors ma pièces et beaucoup mieux même nettement mieux il n'y a pas l'air d'avoir de manque mais juste beaucoup de fil je ne sais pas pour quoi autant car j'ai toujours eu les mêmes réglages de rétraction

 1 point
1 point -
D'un point de vue purement théorique : Une distance est en mètre. Une vitesse correspond au temps (s) que l'on passe pour parcourir une distance (m) -> m/s Une accélération (ou décélération si la valeur est négative) est le temps (s) que l'on met pour atteindre une vitesse (m/s) -> m/s² Le "Jerk" bien moins connu, est donc le temps (s) que l'on met pour atteindre une accélération donnée (m/s²) -> m/s³ C'est donc une notion moins commune à définir, mais je te dirais que c'est principalement (sur nos imprimantes) ce qui détermine les changements de direction (et donc les à coup). Dans le système SI bien entendu (je vois déjà des petits rigolos me parler de galion, de pouce et de pied !).1 point
-
A cet endroit là, ton filament est déjà pâteux car dans le bloc de chauffe donc l'excentricité ne doit pas avoir beaucoup d'impact. L'important c'est que l'étanchéité se fasse bien entre le tube et la buse. Le plus important est donc que la coupe soit franche, plane et perpendiculaire à l'axe du tube pour assurer un contact parfait sur le dessus de la buse.1 point
-
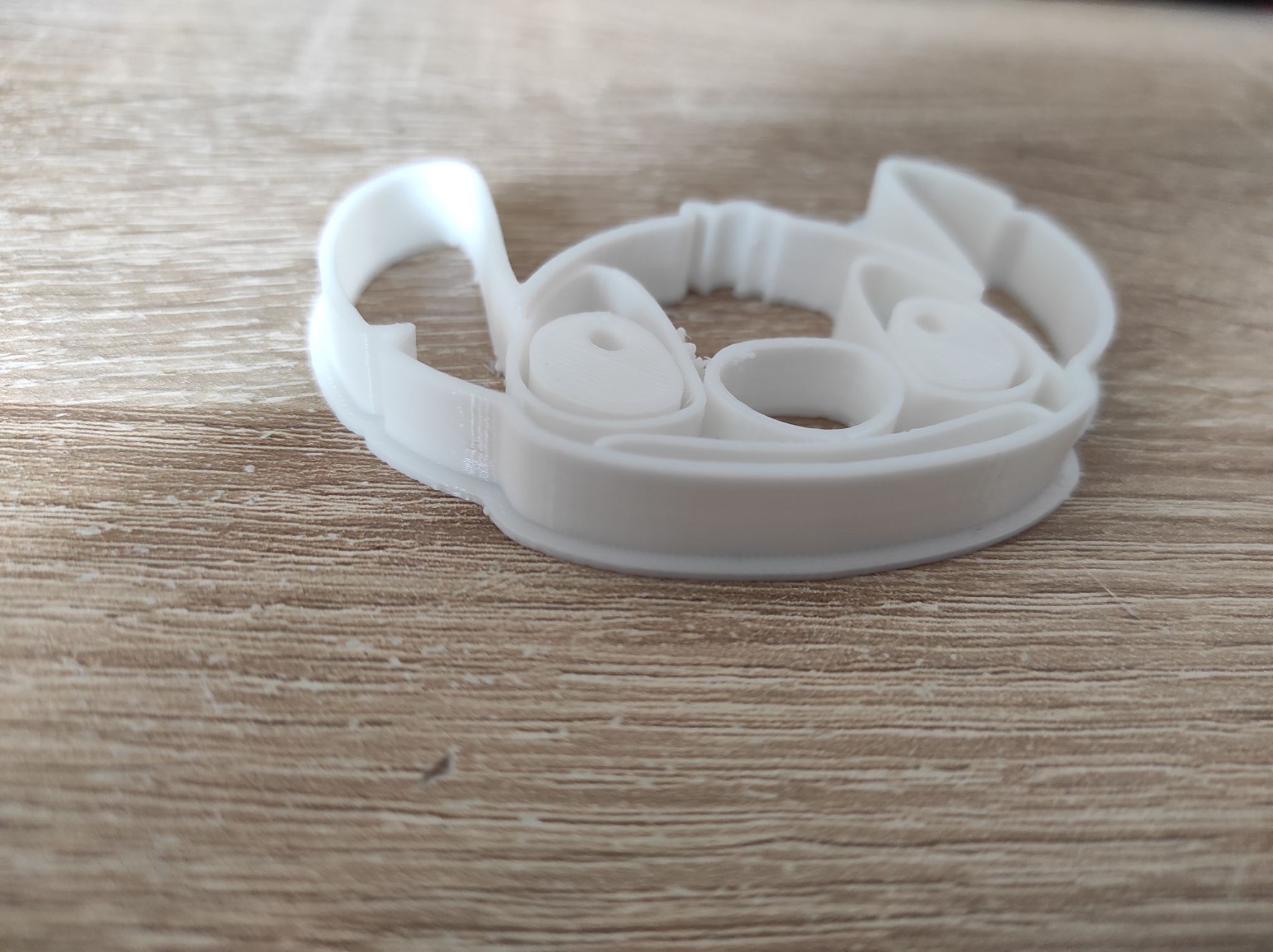
Non je n'ai modifier aucun paramètre car j'ai déjà imprimer avec le capricorn sans aucun souci je n'ai pas toucher a la cartouche de chauffe n'y a la sonde mais elle se peut que c'est ai bouger malgré tout mes réglages de rétraction distance 6 vitesse 45 déplacement minimal 0.7 de plus du coup j'ai pu imprimer le visage stich mais j'ai voulu essaye d'en faire un autre que je fesait avant et la le fil c'est rebloquer de nouveau claquement je comprend pas comment cela peut être aléatoire par tout hasard ci quelqu'un peut m'aider via vidéo ou audio cela resterait plus simple pour moi je suis jour et nuit sur la machine sans trouver de solution1 point
-
réponse @hyoti non cette anomalie est due à une résine résiduelle resté incluse dans le modèle rien à voir avec un quelconque effet mécanique explosif La chimie de la résine quand elle n'est pas durcie engendre deux phénomènes chimiques un développement des gaz interne et une corrosion des surfaces en contact. Le problème est bien connu par les utilisateurs d'imprimante résine quand le modèle est évidé uniquement Les tensions mécaniques internes provoquent un éclatement de la pièce par attaque chimique. Donc il faut des évents d'évidements dans le cas d'un objet évidé. a+1 point
-
Jerk, c'est la gestion des "saccades", la variation d'accélération (mm/s). Quand tu augmentes la vitesse d'impression, tu augmentes aussi la période d'accélération/décélération de la tête pour passer d'une vitesse à une autre, ce qui génère en général un défaut de surplus de matière dans les angles et prend aussi du temps d'impression. Sur mon firmware d'origine le jerk est à 8 mm/s, j'ai testé jusqu'à 20 mm/s et le meilleur compromis que j'ai trouvé, c'est 12 mm/s. Au delà de 40 mm/s, tu peux commencer à générer des problèmes de tenue mécanique des composants.1 point
-
merci de ta réponse je vais approfondir tout surtout au niveau logiciel car je dois reconnaitre avoir un peu de mal à comprendre de quoi il parle, et le jerk alors ça on m'a souvent dit "touche pas à ça p'tit con" LOL du coups j'ai pas cherché1 point
-
De la sous-extrusion, et comme te la dit @Yellow T-pot cela ressemble fortement à un bouchage de buse : Si l'extrudeur est bien serré (le ressort sur la photo, tu as un extrudeur métallique donc cela à l'air bon) Est-ce que la roue crantée et la roue poulie sur l'extrudeur sont bien serrées (je vois par ailleurs du filament rongé, j'aurais tendance à dire qu'elles sont trop serrées, voir le ressort également) Etanchéité du PTFE sur la buse (Titi's Procédure) Température d'extrusion trop basse ? On t'a dit de l'augmenter, tu as répondu en disant que tu l'avais baissé ? A combien extrudes-tu ? As-tu calibré ton extrudeur (step/mm) et le débit (flow) de ce dernier dans le trancheur Quels sont tes paramètres de réctraction N'aurais-tu pas du jeu au niveau du pneufit de la tête d'impression Quand tu as coupé le tube ptfe, est-ce que celui-ci était bien net et surtout d'équerre Je parierai quand même sur une fuite légère, tu en as tous les symptômes. Maintenant, tu n'es pas nouveau sur le forum, et tu devrais savoir que le multi-post est interdit, surtout quand on peut éditer ses messages au lieu d'en faire deux (voir trois) à la suite. Je vais donc invoquer le maître absolu de l'anti-multi-post, j'ai cité @fran6p .1 point
-
Bonjour Mel2211, Sauf erreur de ma part, au regard de ce que tu expliques, j'ai l'impression que le support en X qui supporte le plateau chauffant a été voilé. Le fait que tu sois obligé de serrer au max des vis d'un côté et les desserrer au max de l'autre côté me donne l'impression que ton plateau n'est plus positionné bien horizontal sur les axes des X et Y par rapport au point de référence de réglage en hauteur (axe Z) dans les 4 coins du plateau. Est-ce que l'1 ou 2 des 4 bras en X du support plateau serait (seraient) tordu(s) suite à un choc pendant le transport. Pour vérifier, il faudrait (après avoir débranché l'imprimante du secteur 220V) démonter le plateau chauffant et mesurer au pied à coulisse les extrêmités des 4 bras en X du support plateau chauffant et profiter de vérifier les 4 ressorts si l'un d'entre-eux ne serait pas déformé. Ou autrement pour vérifier le support en X, le démonter puis le poser sur une plaque bien plane et rigide (par exemple : plaque en marbre ou en granit) puis avec le doigt appuyer sur les extrémités des bras les unes après les autres pour voir si la pièce est bien plane (elle ne se soulèvera pas à l'opposé) et si elle n'est pas plane, elle se soulèvera au niveau de l'un des autres bras ce qui prouvera qu'il est bien voilé donc à redresser: opération de contrôle à faire Recto/Verso. Voilà mon ressenti et ce que je ferai si je rencontrai ce type d'incident. Par contre vu que c'est un retour SVA, je pense que c'est à eux de prendre en charge ce type de réparation vu qu'il est responsable de son transporteur. Le carton était t'il abîmé ou déformé à réception?, l'imprimante était bien emballée ?1 point
-
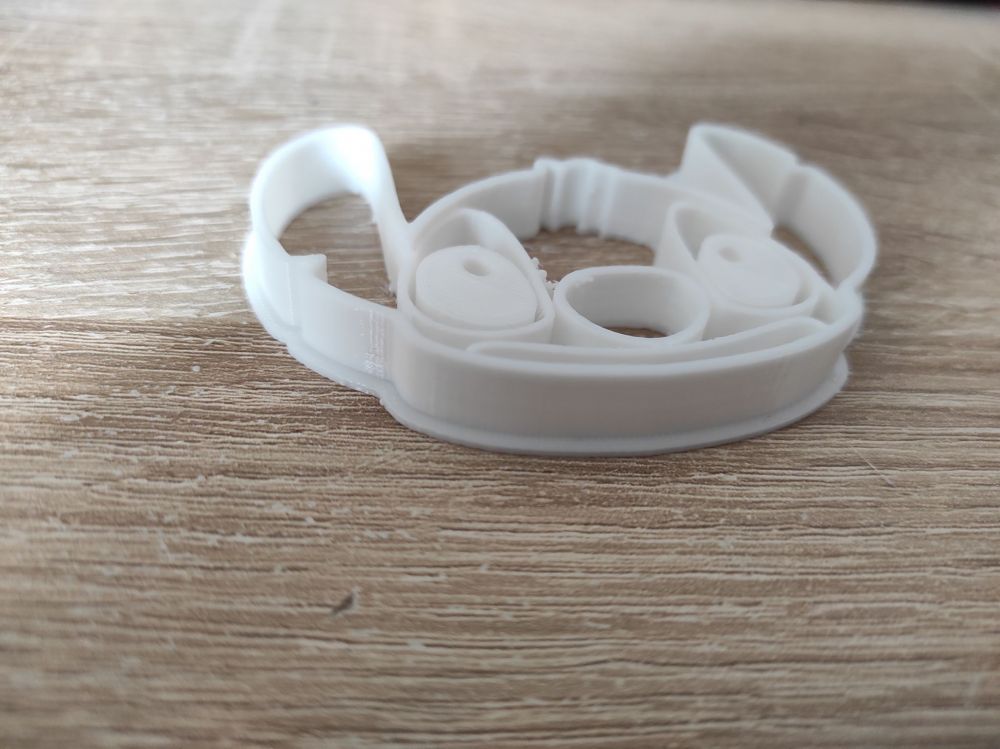
Bonjour à tous, voici mes prints récemment sorti, sur Ender3 ainsi que sur Anycubic 4pro max V1, juste pour le plaisir du partage ( merci à @Ironblue pour ses réglages Anycubic) Smile en ABS Ariane PLast, Bonheur lumineu bleu PLA BASF, blanc PLA Creality, love PLA Arianeplast métallic rouge, ZEN PETG Arianeplast support camera PI ABS Arianeplast, dont't Worry... PLA Arianeplast couleur métallic argenté. avis perso: le PLA et ABS Arianeplast sont plutôt de bonne qualité je trouve
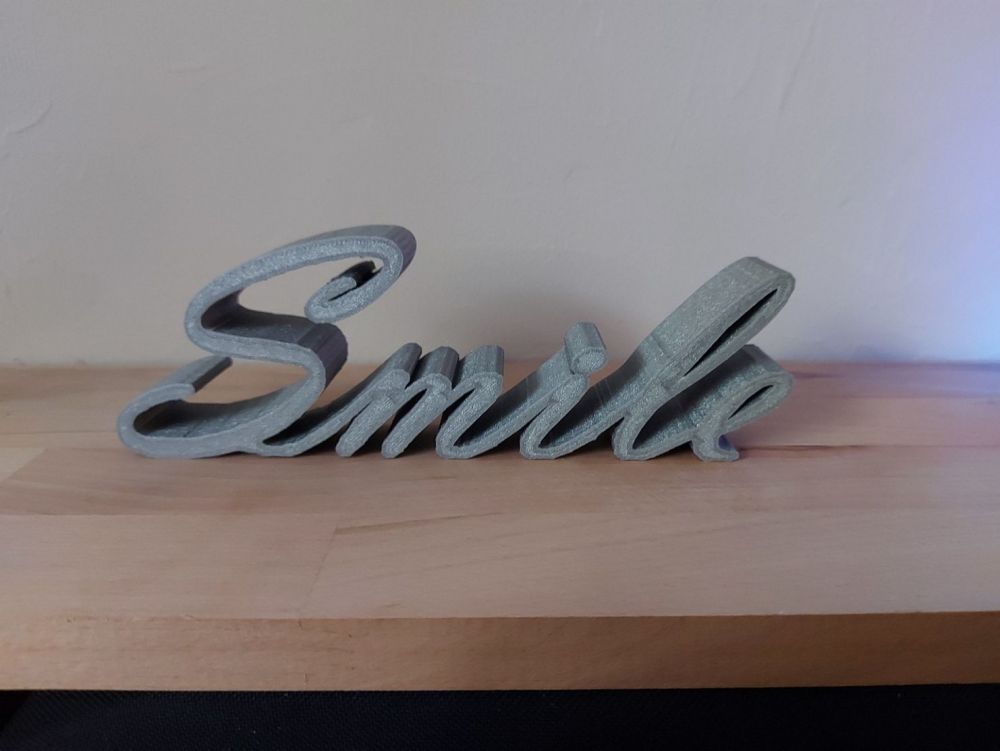


 1 point
1 point -
Salut, Tu devrais essayer de légèrement remonter le Endstop Z. Tu ne sera surement plus en buté sur les ressorts qui le sont. Ça ne règle pas définitivement le problème mais ca peut améliorer tes conditions d'impression temporairement. Bon courage1 point
-
Salut @FBR39120, j'ai une Ender-3 simple dans son état d'origine (carte 1.1.4. 8 bits) et l'impression à 80 voire 90 mm/s ne pose pas de gros problème, donc coté mécanique, en dehors de l'extrudeur plastique qui effectivement sera le maillon faible, il n'y a rien qui empêche de passer les 100 mm/s. Pour plus de perfo, une tête d'extrusion haut débit peut être une bonne option tout en restant en buse 0,4 mm voire 0,6. Le reste c'est du réglage des paramètres vitesses/accel/jerk de ta machine plus une bonne connaissance des réglages de ton trancheur (le plus gros gain est souvent là). Du coté firmware, un Marlin perso optimisé peut aussi aider ou passer sous Klipper pour encore plus de vitesse.1 point
-
Salut @Mel2211il te faudra démonter ton plateau et son support et la regarde bien ton support ci il est bien monter sur support ou ci il n'est pas voiler1 point
-
Salut @jerem59120 Je ne connais pas le PLA HT de Grossiste 3D, Mais un petit tableau récapitulatif des caractéristiques des différents filaments te permettra de choisir https://www.stalder.fr/fabrication-additive-3d-industrielle/prototype-reservoir-liquide-de-frein-pour-validation-dimensionnelle/#main1 point
-
Bienvenue sur le forum et bon courage. Sans vouloir te décourager, acheter une Anet A8 en 2021 pour apprendre l'impression 3D, c'est comme acheter une 2CV de 1973 sans freins pour apprendre à conduire. C'est dépassé, dangereux, et tu vas devoir apprendre la mécanique avant de faire tes premiers tours de roue.1 point
-
J'ai mis à jour le premier post en tenant compte de ces modifications de Marlin. Ça devrait permettre à d'autres utilisateurs de faire leur propre firmware Le dépôt Git de la configuration de Marlin n'est pas encore totalement à jour, il est «légèrement» différent de la version accessible via https://marlinfw.org/docs/configuration/configuration.html1 point
-
L'information la plus importante n'est pas la «fiche technique» mais plutôt le modèle de la carte mère dans ton imprimante. En l'occurrence, une Makerbase Robin Nano (v1.2.004). Tu peux utiliser une partie du fichier printer.cfg fourni par @Greg²sans prendre en compte ses ajouts/ modifications (pas de Bltouch, pas d'accéléromètre ni mcu dédié via RPi (sinon il faut effectuer une étape supplémentaire non décrite dans son tutoriel ), pas d'extrudeur Orbiter, pas d'«input_shaper» (pour le moment), plus d'écran, …). Par exemple un début de fichier printer.cfg pourrait être (sous toute réserve car je n'ai pas cette imprimante donc je décline toute irresponsabilité) : A partir de ce fichier, il faudra voir avec des utilisateurs / possesseurs de cette imprimante quelques paramètres que je n'ai pas complétés (les valeurs en ???) car ne possédant pas cette imprimante et n'ayant pas toutes ses caractéristiques (par exemple le modèle originel de l'extrudeur).1 point
-
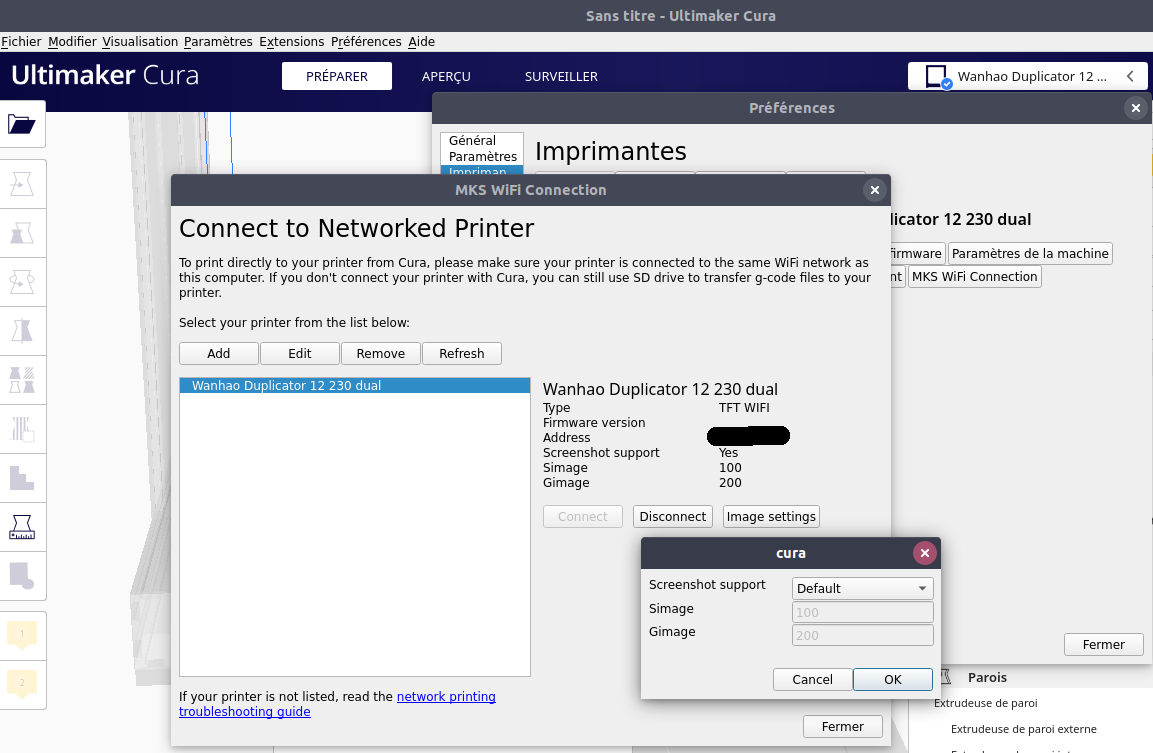
Merci pour l'astuce ! Sous linux pour l'étape 2 : Vous rendre dans le répertoire « ~/.local/share/cura/4.10/plugins/MKSWifiPlugin/MKSWifiPlugin » Aussi, il me semble que le "Save as TFT", n'embarque l'image, que si l'on passe par le paramétrage de "Image settings" pour y définir le "Screenshot support" dans "MKS WiFi Connection" des préférences de l'imprimante ou que l'on édite le fichier d'instance d'extension .cfg des préférence de l’imprimante ( sous linux dans le répertoire "~/.local/share/cura/4.10/machine_instances/" ) pour y ajouter [metadata] ... mks_simage = 100 mks_gimage = 200
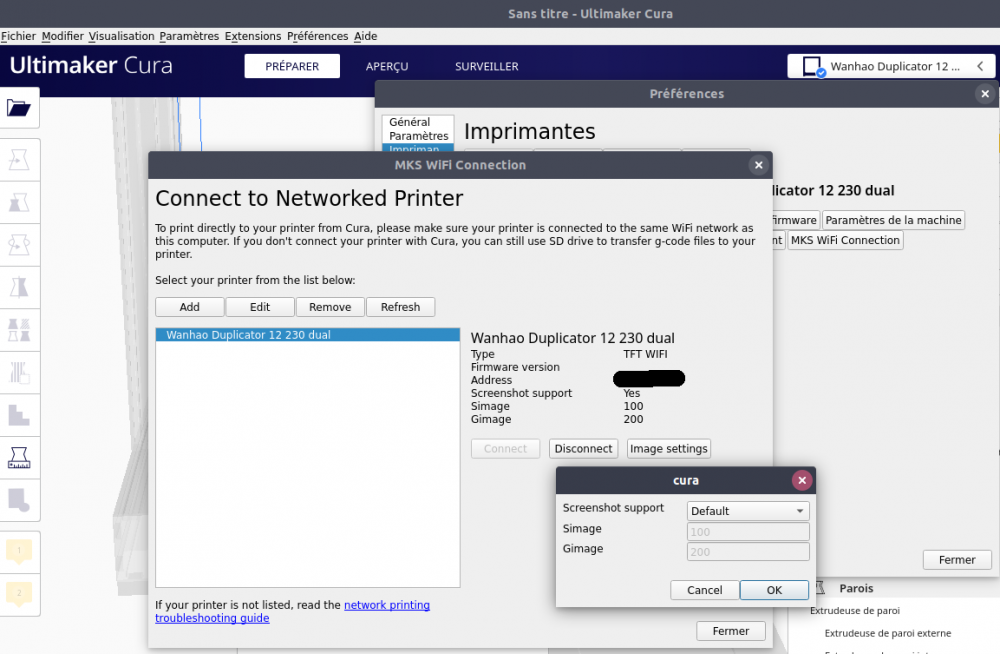 1 point
1 point