Classement




Contenu populaire
Contenu avec la plus haute réputation dans 15/03/2022 dans Messages
-
5 points
-
Là moi je schmilbloque !3 points
-
Ca y est j'ai trouvé, il fallait regarder en haut de la photo ! C'était juste de la déco ! en fait ça sert à rien ! c'est juste pour faire joli! et perso je trouve ça vachement beau !
 3 points
3 points -
Comme @Yellow T-pot en parle, je déconseille fortement aux fumeurs de rester dans la pièce ou ils fument, il est préférable qu'ils aillent dans la pièce voisine.3 points
-
Je propose un cylindre en PLA percé et jaune ?3 points
-
un bout de valise ? ah je sais : le carton est plaqué par les machin jaunes et quand tu veux l'ouvrir tu arraches tout (ou tu dévisses à peine les trucs jaunes pour libérer le carton, mais de suite c'est moins viril )2 points
-
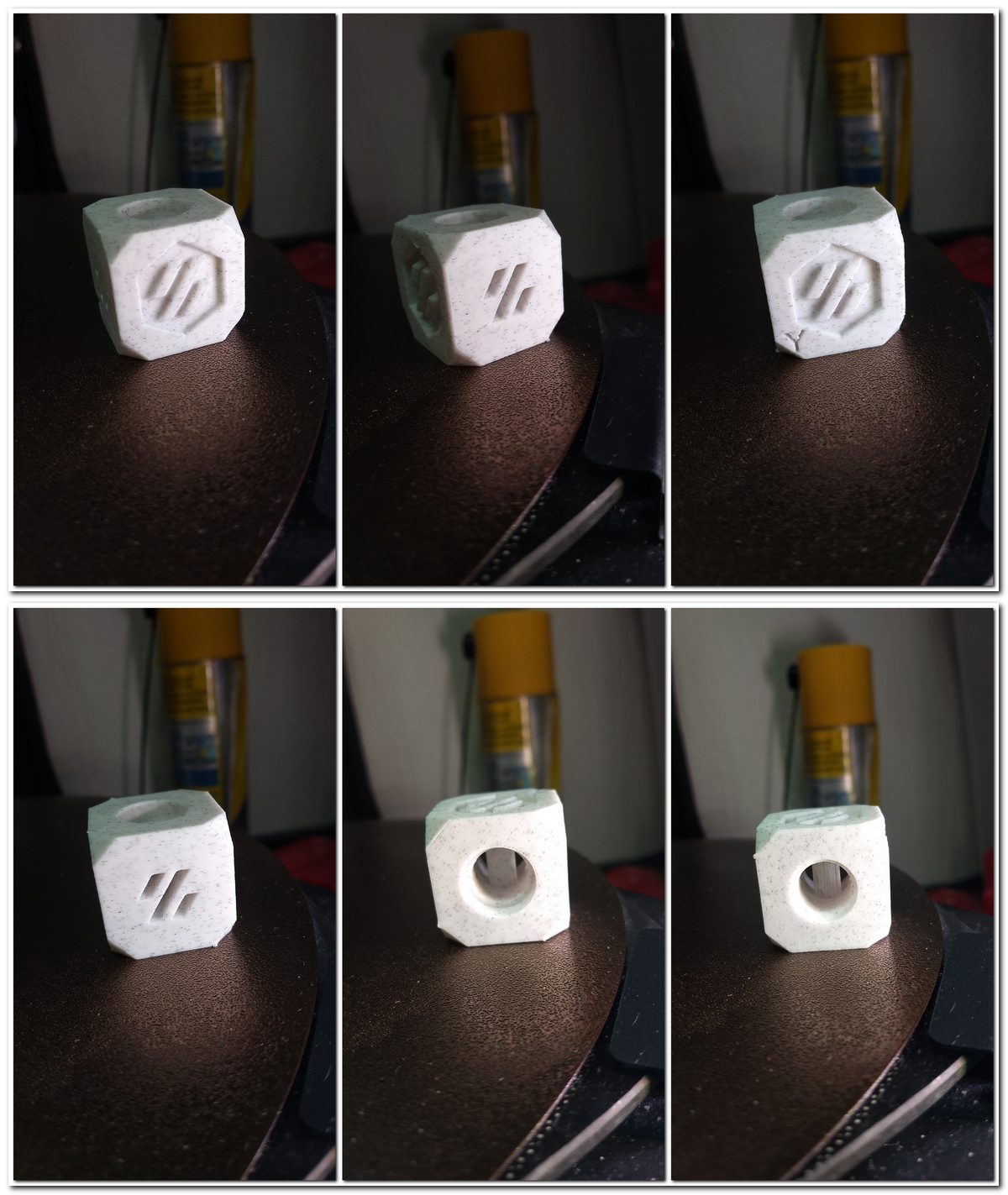
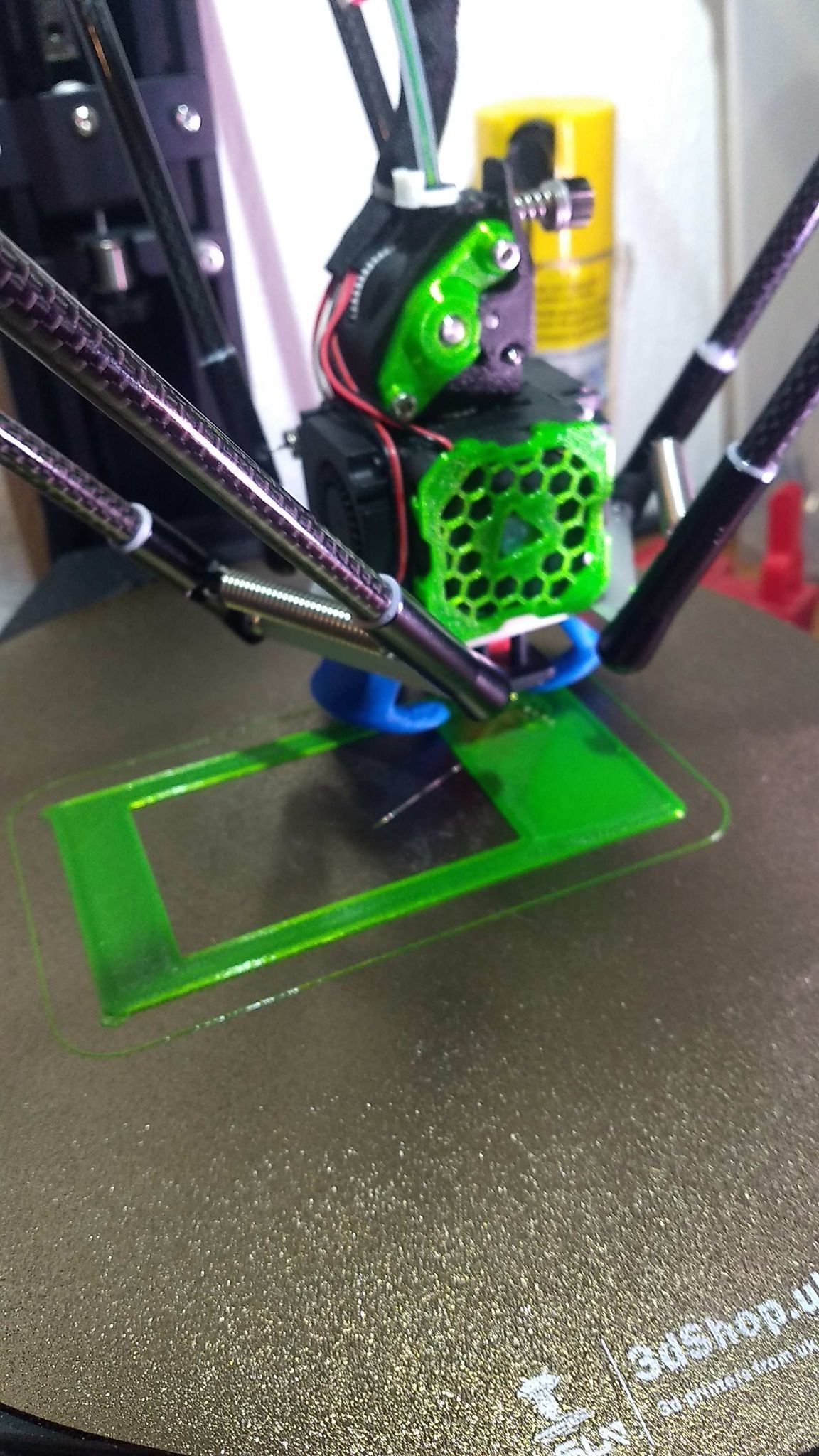
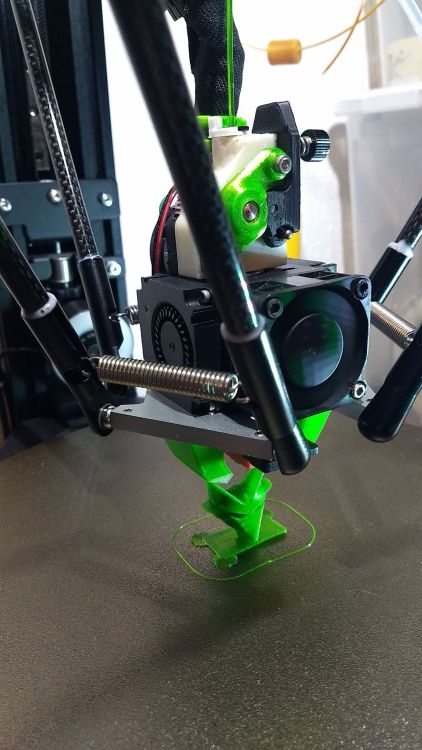
Merci à @Yellow T-pot, @fran6p et @Kalamiit. Grâce à vous j'ai résolu mon problème, je suis donc passé sur CURA et j'ai imprimé la pièce sans support (résultat ci-dessous)
 2 points
2 points -
non ça ça nécessite un truc rouge pour fonctionner : "tire la chevillette, la bobinette cherra" (et en plus ça ne marche qu'avec les grand-mère ou les loups ) Oups je n'avais pas tout lu et @Yellow T-pot m'a grillé de 17 heures je sors à pas de loup ->2 points
-
pfffffff, j'ai l'impression d'être dans le conte de père Yo "le petit schmilblick rouge" (enfin jaune...heu, je me comprends !) Le loup dit "tire la chevillette à bois qui tient le schmilblick et la bobinette (8 kg quand même la bobinette...) cherra et la porte tu ouvriras ! Yo, t'as pas un indice en plus parce que là, on patauge !2 points
-
Bon, on cherche midi à 14 heure les gars... Quelqu'un pour m'aider à chatouiller Yo', qu'on lui tire les vers hors du nez ?2 points
-
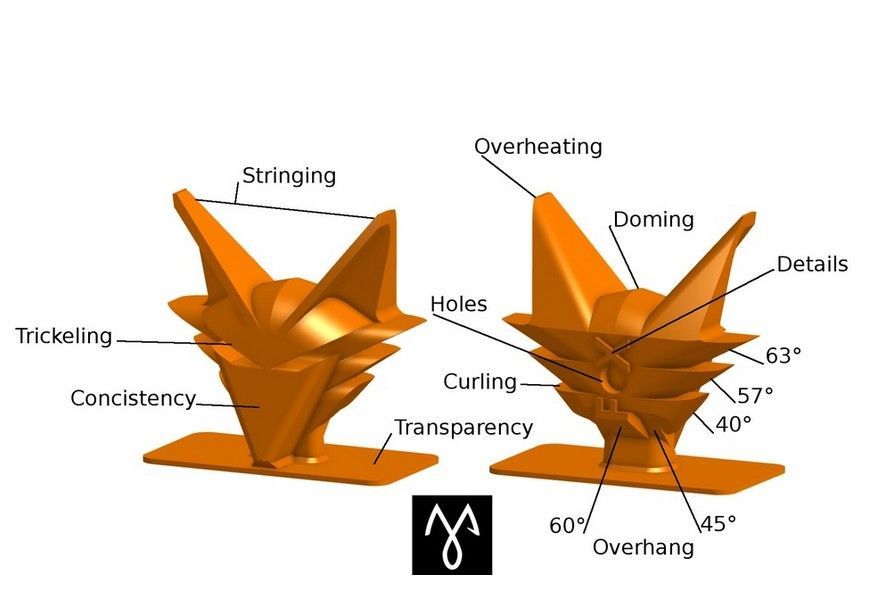
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 1 point
1 point -
Oui, mais le carton est un excellent isolant thermique!!!1 point
-
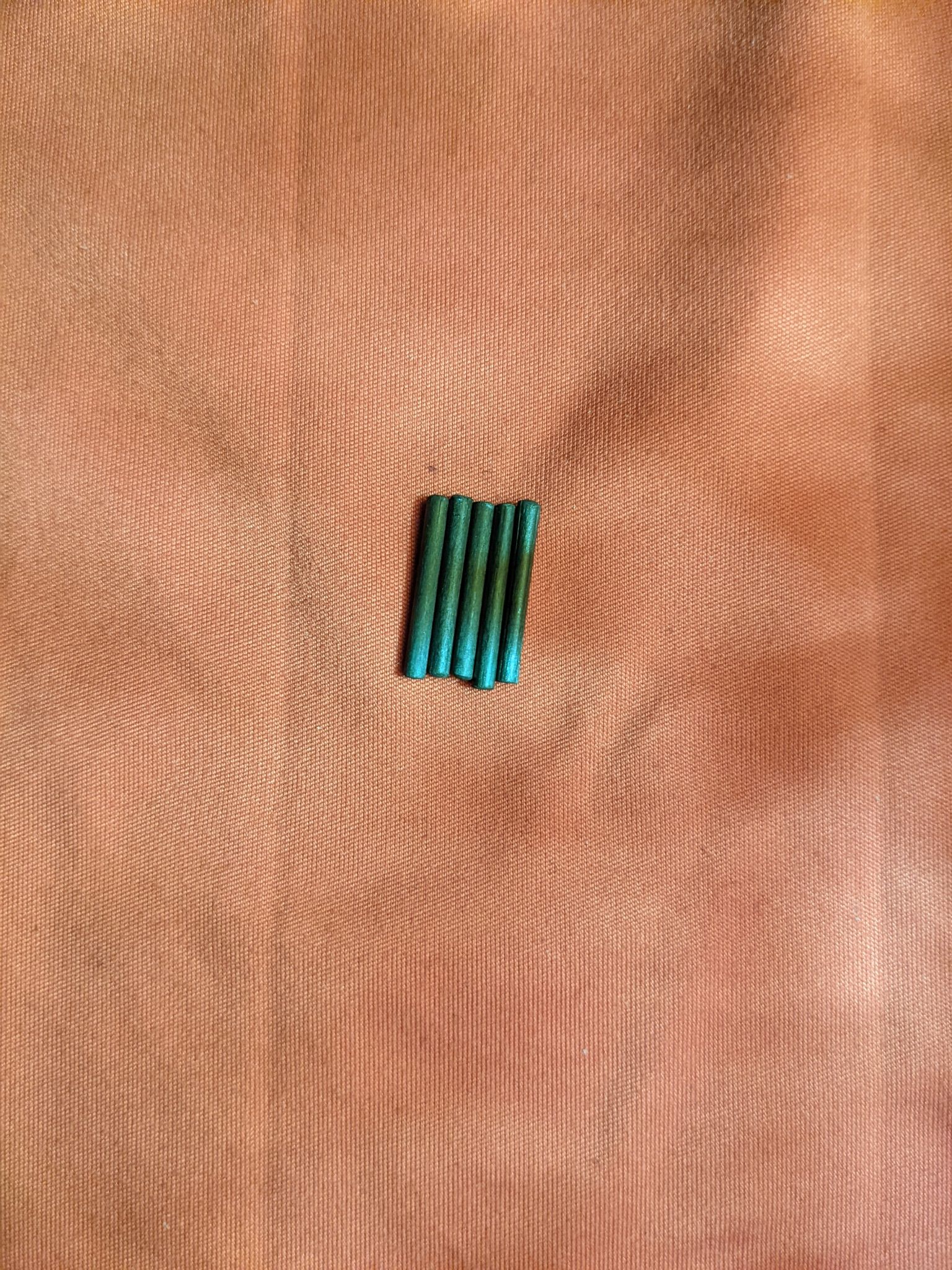
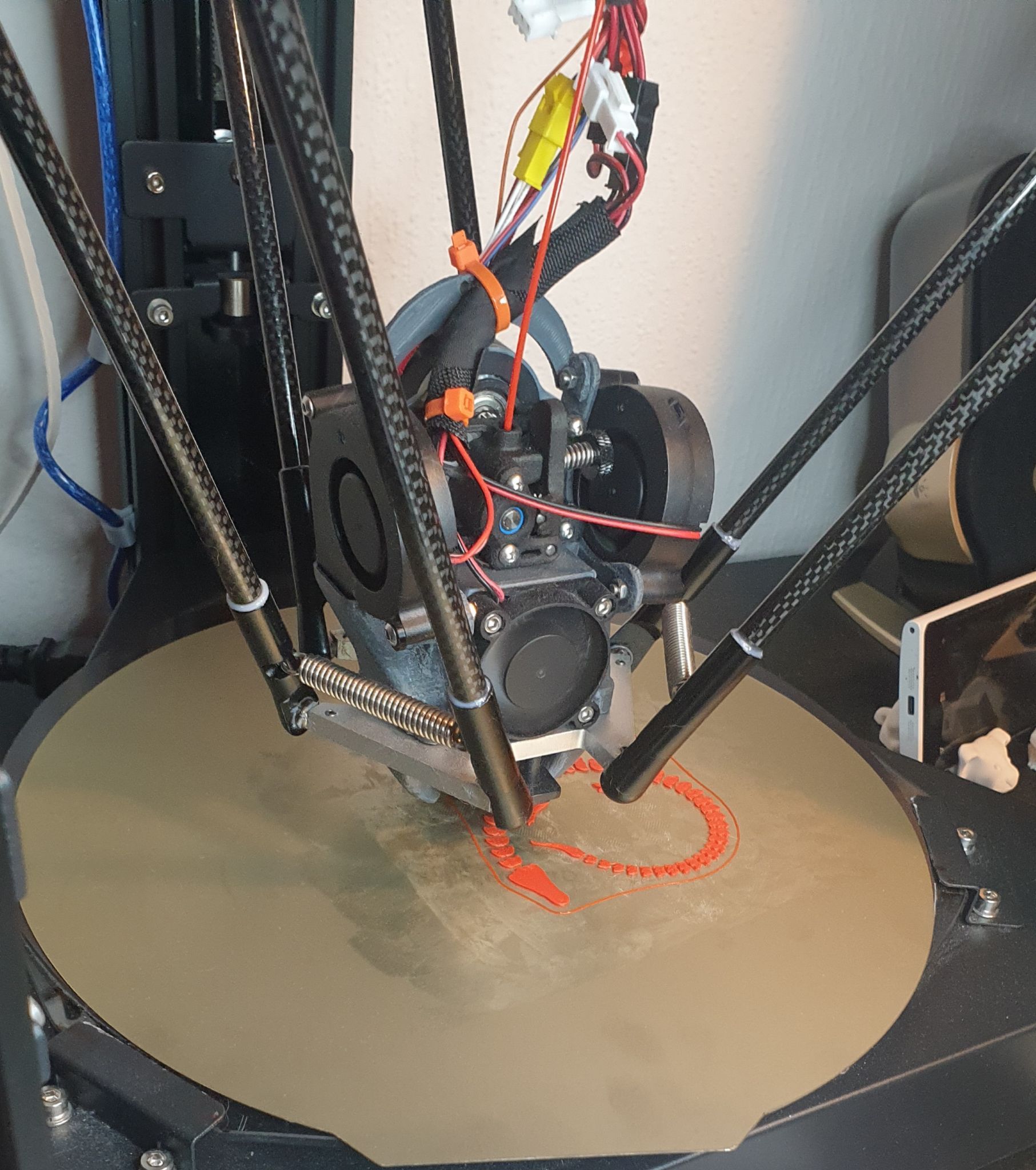
Bonjour à tous, j’en avais marre de me retrouver avec la tige de mon palpeur toute tordu au bout d’un rien de temps (j’en suis au troisième, palpeur envoyé par le sav) (photo Ou il y a 1 tige) j’ai donc acheté des tiges de carbon de 2mm d’épaisseur et de 50 cm de long. Je les ai coupé à un peu moins que 16 mm (photo où il y a 5 tiges) donc si cela intéresse du monde je peux en couper (coupe manuel) je ferais les 5 tiges pour 1€ plus frais de port. l’avantage c’est qu’elle ne se torde pas et s’use très peux même avec un plateau structuré. sachant que moi je palpe à chaque impression.

 1 point
1 point -
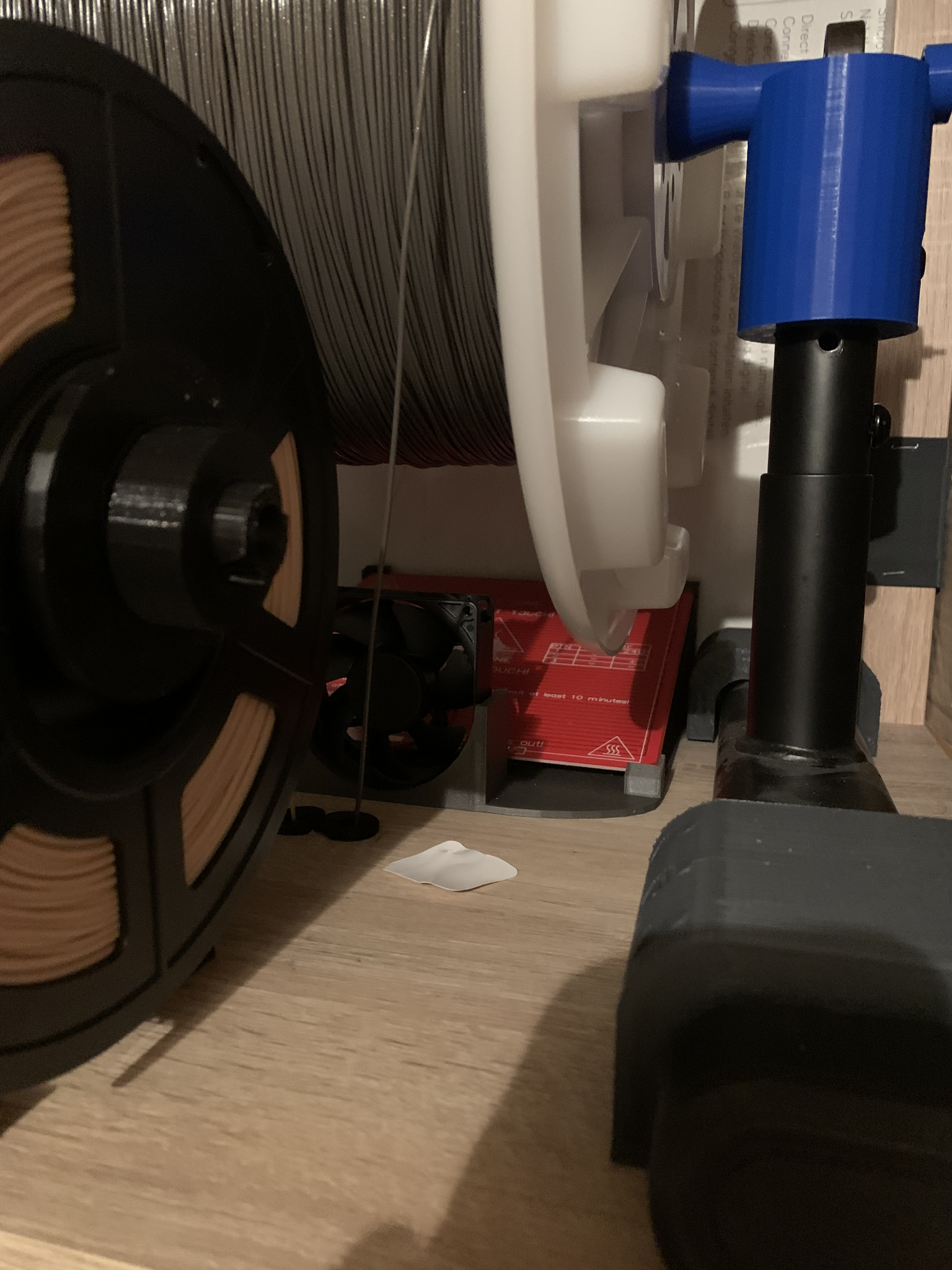
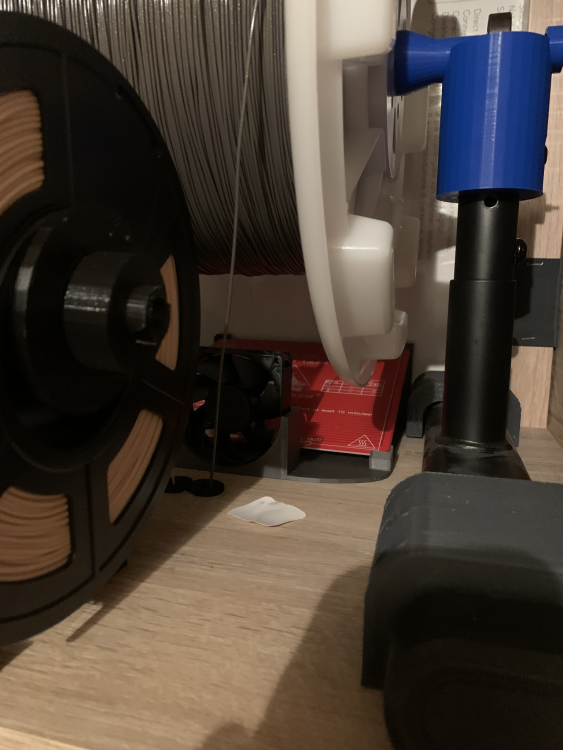
@Savate est le gagnant. Les schmilblick sont simplement de grosses rondelles dans lesquelles j'y ai vissé une vis pour ne pas avoir à utiliser de tournevis pour les serrer et éviter de traverser le carton avec la tête de vis. Lors du serrage, lorsque la friction vis/(faux)bois est supérieure à la friction vis/PLA, les rondelles se desserrent et viennent plaquer la porte sur les montants. L'ensemble sert à fermer le caisson dans lequel il y a un système de chauffage (plateau chauffant avec un ventilo pour disperser la chaleur). Voici le système de régulation, doublé au cas ou une sonde défaille (les sondes sont scotchées sur le plateau). A toi @Savate Vos réponses ont été excellentes ! Merci pour le moment !


 1 point
1 point -
Est-ce que le schmilblick a une vis traversante qui elle même ferait un trou dan un carton (je dis ça au hasard, hein ..;) ?1 point
-
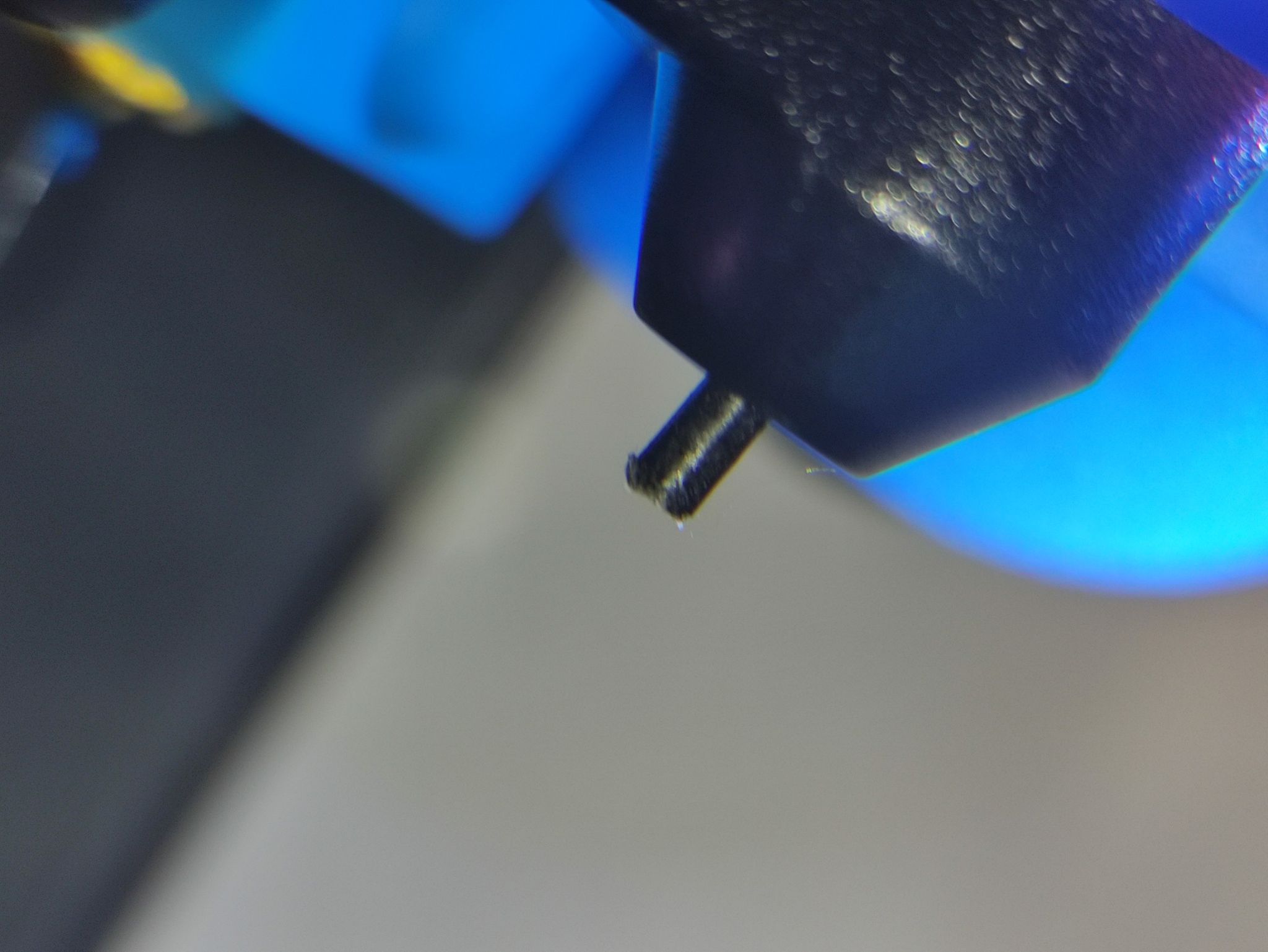
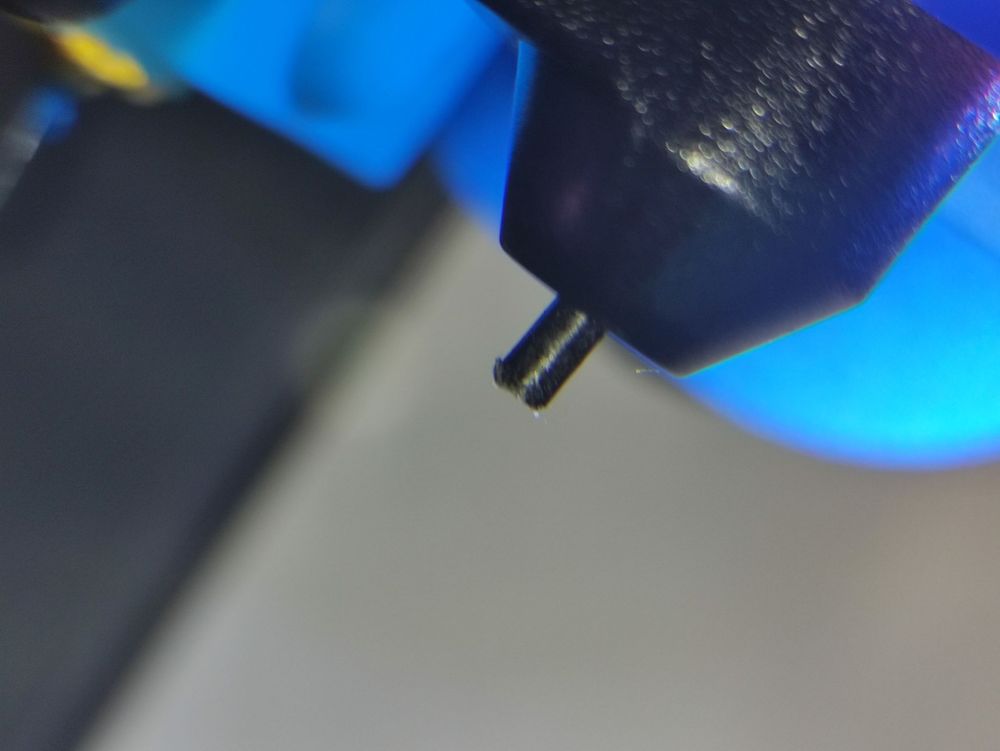
Voici le tête de la tige. J'ai utilisé une loupe pour zoomer avec le téléphone c'est assez pratique pour du macro). On peut voir qu'il est un peu fatigué. En attendant que j'imprime les pièces pour l'autre 3d touch, j'utiliserai celles envoyées par @P_tite_tete.
 1 point
1 point -
Bon, allez pour une porte en carton... C'est tout de suite moins sexy
 1 point
1 point -
No idea Dans le dossier des bibliothèques, les GigaDrive ne sont pas répertoriées . Ça fonctionne peut-être en utilisant STM32F103 lors du «menuconfig» mais honnêtement je n'en sais rien. Un utilisateur a une PR pour les μcontrôleurs des machines Voxelab (un autre fabricant de contrôleurs proches de ceux de STMicroelectronics).1 point
-
Bonne nouvelle et y'a pas de soucis avec ça. Je fais déjà le support de Marlin pour les QQS/Q5 ;-). Je n'ai pas de Lgx (trop lourd/trop cher) mais je tourne aussi en directdrive. Pour info j'ai 1397.78 (je t'expliquerai pourquoi) sur E donc pas trop comme toi1 point
-
Salut, désolé un peu trop occupé en ce moment ^^. Oui j'ai finis depuis un moment le montage et j'an suis très content ca marche nikel! Je l'utilise avec Klipper si vous avez des questions n'hésitez pas j'essaierais de répondre sans autant de latence que maintenant
 1 point
1 point -
Bon ben, finalement su Firefox cela fonctionne... Merci à tous.1 point
-
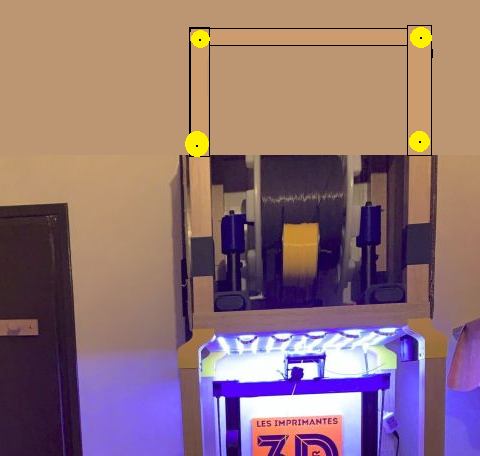
Mais à mon avis t'es pas loin, du moins pour l'implantation : La porte supérieure doit pouvoir monter et elle est guidée par ces petits cylindres placés justement là où tu les as mis mais la partie de la porte mobile est moins large (ce qui fait qu'ils tournent d'où l'usure de la vis) Quand la porte est en bas, le caisson est fermé ce qui permet d'éviter l'humidité et donc de dégrader le filament, ça permet éventuellement aussi de chauffer un peu pour "sécher" le filament Et il y a besoin d'ouvrir la porte pour sortir la petite bobine (enfin pas si petite) Les petits cylindres servent de guide mais il se peut aussi que deux d'entre-eux soient montés sur une glissière horizontale avec un rappel élastique ce qui permet de maintenir la porte une fois ouverte1 point
-
Pas de problème, les gens qui ne fument pas, doivent également aller dans la pièce voisine.1 point
-
Sur klipper c'est encore plus simple ... [heater_fan hotend_fan] pin: à remplacer par le bon pin max_power: 1.0 kick_start_time: 0.5 heater: extruder heater_temp: 50.01 point
-
C'est dommage car tu as une bête de course. Aprés si c'est vraiment le volume, je comprends.1 point
-
@Kalamiit en fait, il trouve cela trop bon marché! "Pas assez cher mon fils"1 point
-
160/180 mm/s ? Jamais vu ça sur la SR à part pour les Travelling, tu arrives à avoir 160/180 pour les remplissages/murs en Bowden tout d’origine ?? Ça me parait impossible surtout d’origine à part pour les moments où la tête va se déplacer d’un point à un autre haha Si tu parles bien de remplissages/murs à cette vitesse, c’est un vraiment très beau parametrage haha Personnellement j’ai fait des print de plus de 10h avec le filament sunlu, (en terme de modifs j’ai juste le LGX Lite et les ventilos 5015) et 100 mm/s pour les murs et 150 pour le remplissage (dans mes souvenirs), à 230 degrés pour la buse et 65 pour le plateau et les prints sont nickels avec une ventilation à environ 70%! (avec les 5015) Essaie d’augmenter la température pour voir1 point
-
C'est commandé merci beaucoup.1 point
-
Il va falloir en dire plus ... par exemple : quel firmware pour cette imprimante (et il sort d'ou) ? Sur quoi est branché quoi ? (avec photos si possible), ... à quoi ça peut bien servir de changer le type de thermistance (qui donne une température) si ça ne chauffe pas ?1 point
-
Merci à tous pour votre aide. J'ai eu un début d'explication sur le groupe FB Zonestar par quelqu'un qui avait eu le même soucis. En fait il y avait une inversion de câblage sur la carte contrôleur. Le moteur Z gauche était associé avec le capteur Z droit et vice versa. Une fois le câblage fait correctement tout fonctionne. Merci encore.1 point
-
Pas exactement : le "tube thermique" = heatbreak remplace le PTFE dans la dernière partie du hotend, juste avant la buse. Mais il faut toujours un PTFE pour amener le filamant jusqu'à l'entrée de la tête. Un heatbreak bi-metal comme celui que tu montres offre plusieurs avantage : le PTFE n'est plus exposé aux hautes températures du bloc de chauffe, il n'y a plus d'ajustement à faire pour assurer l'étanchéité du PTFE sur la buse, la dissipation thermique est meilleure dans le radiateur de la tête, la partie chaude qui vitrifie le filament est mieux définie ce qui rend la circulation du filament plus sure et le contrôle de température plus précis... Tout ça rend le changement de buse plus facile, réduit les risques de bouchon et permet de monter plus haut en température pour les filaments les plus exigeants (ABS, carbone,...) Si tu montes ce heatbreak, je te conseille de prendre aussi un Capricorn qui est un PTFE amélioré : c'est la cerise sur le gâteau1 point
-
Ce sont des cales d'épaisseur pour surélever le support de bobines 8kg et pouvoir y placer des 10kg... Pour nous faire baver encore un peu plus1 point
-
C'est juste qu'il a du faire un truc alambiqué alors qu'il y avait plus simple, du coup on cherche, on cherche, et on ne trouve pas .1 point
-
Prusaslicer donne le temps exacte d'impression sans la moindre erreur sur les machines de la marque.1 point
-
Bon, alors va falloir être sérieux ici : ça fait six jours (6 !) qu'il nous tient la jambe avec son schmilblick le petit @Yo' Un record ! Il faut en être conscient, les chatouilles ça ne va pas marcher (inrockuptible le petit Yo' )... @akoirium tu tenais le bon bout... lâche les poissons (des pirhanas ?) qu'ils croquent le schmilblick et n'en fassent qu'une bouchée que diable !1 point
-
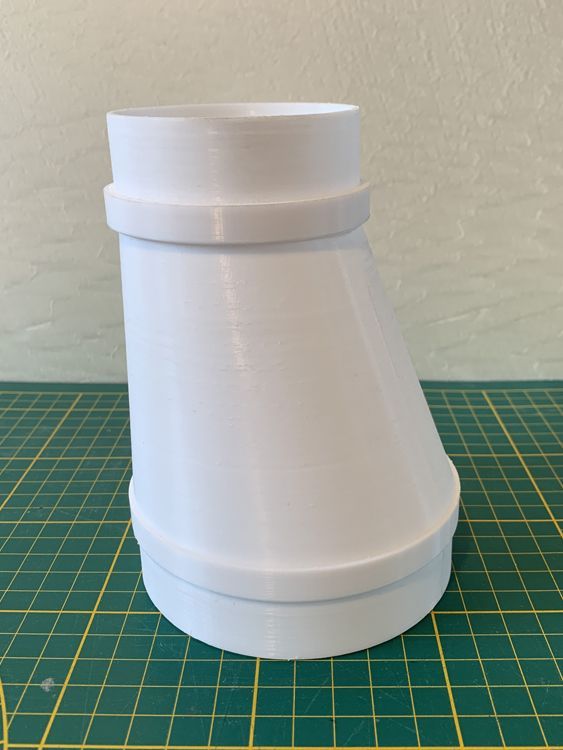
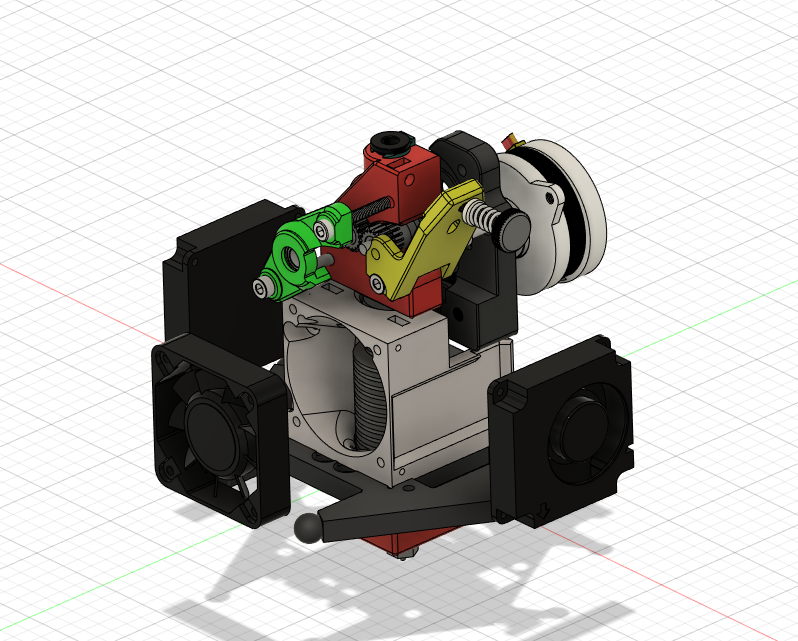
+1 pour le Directdrive sur SR sans fantomes Test PLA du cube Voron en 30mn. 4ème itération avec support cables. Nouveau test de torture sympa (avec d'autres conduits d'air et un nouveau radiateur E3Dv6+ Brise chaleur bi-métal). Bref, en cours de finalisation (supports cable/sonde, conduit ventillos, etc) car la partie extudeur fonctionne bien (voir mes dernieres impressions) mais je dois effectuer d'autres tests avec des 5015 modifiés. Bonne semaine


 1 point
1 point -
Bonjour pour les commander allez ici : https://www.ptitetete.com/product/5-tiges-de-palpeur-en-fibre-de-carbone-pour-sidewinder-x2/ Je les vends au travers de mon association. Par contre je déposerai les colis que mardi (le jour ou je vais a la ville, avec le prix du carburant et faisant cela pour l'association, je ne fais qu'un voyage par semaine).1 point
-
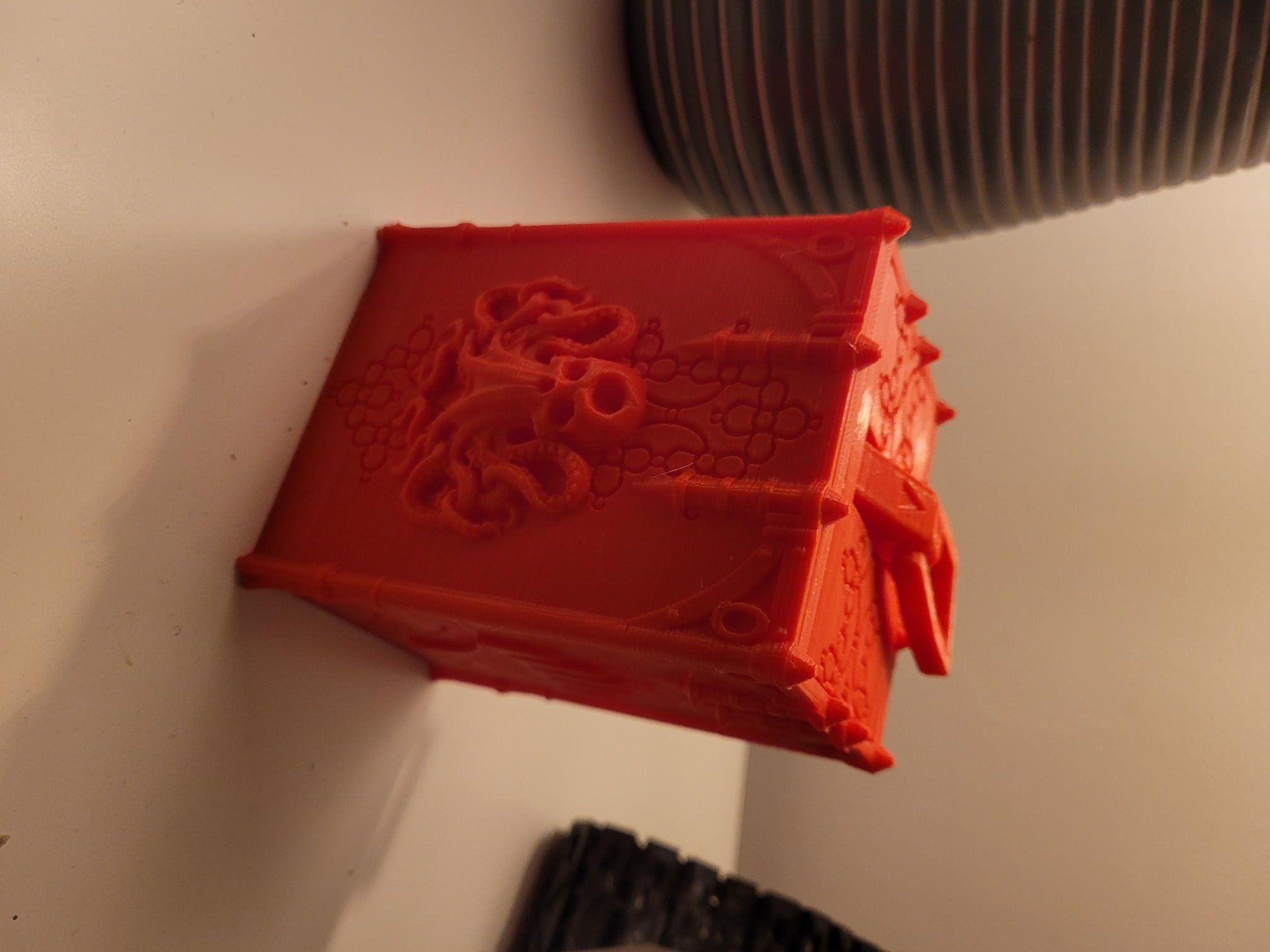
Bonsoir à tous, Impression d'une boîte pour que mon fils puisse ranger son deck Magic. Design super bien fait de l'auteur, impression quasiment sans supports et système ingénieux pour avec un élastique pour maintenir la clanche en position fermée. Trading Card Game Deck Box (80 or 110 cards) by Taffi - Thingiverse (désolé je n'arrive toujours pas à contrôler l'orientation des photos sur le forum...) @+ Jeff
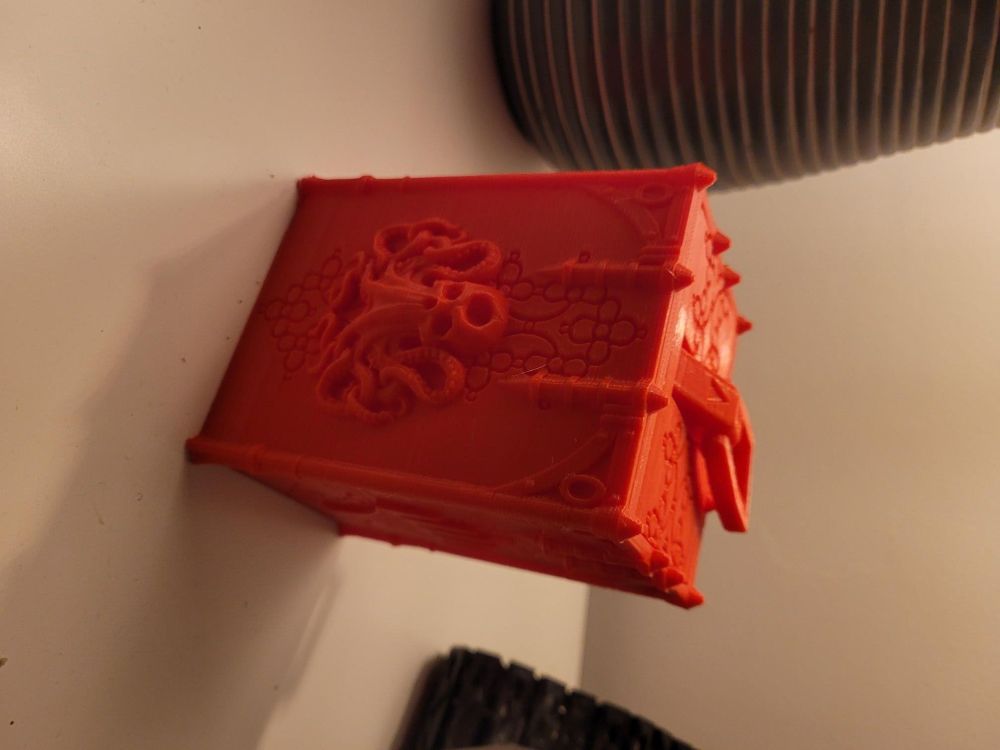
 1 point
1 point -
Hello, une jolie vidéo publiée par Artillery aujourd'hui :1 point
-
Il faut qu'il soit pile à la bonne taille, bien calé entre la buse et l'extrudeur sans quoi il va remonter à chaque rétraction et du filament va se coincer entre lui et la buse...1 point
-
@dureiken il n'y a aucun firmware dispo pour la X2 a leur actuel, je vais regarder pour en faire un porche de ma version pour X1 mais adapté à la X2. Un peu de patience car il faut un peu de temps et normalement l'imprimante pour testé le tout, après je devrais m'en sortir sur la X2 a l'aveugle car elle est très proche de la X1 il me faut juste bien définir et gérer la Ruby dans marlin. Je reviens vers vous avec le marlin dès que possible.1 point