Classement


Contenu populaire
Contenu avec la plus haute réputation dans 13/06/2022 dans Messages
-
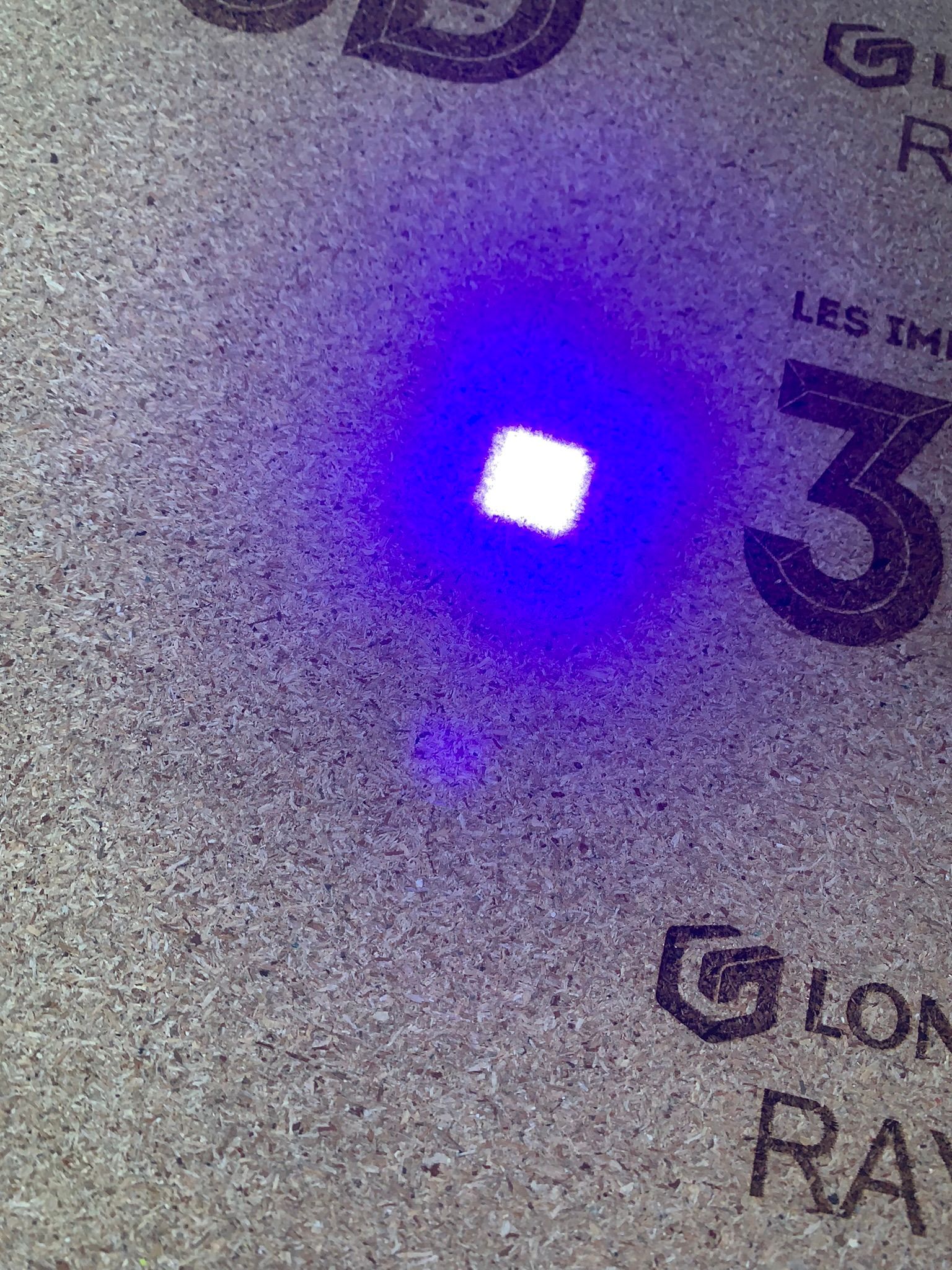
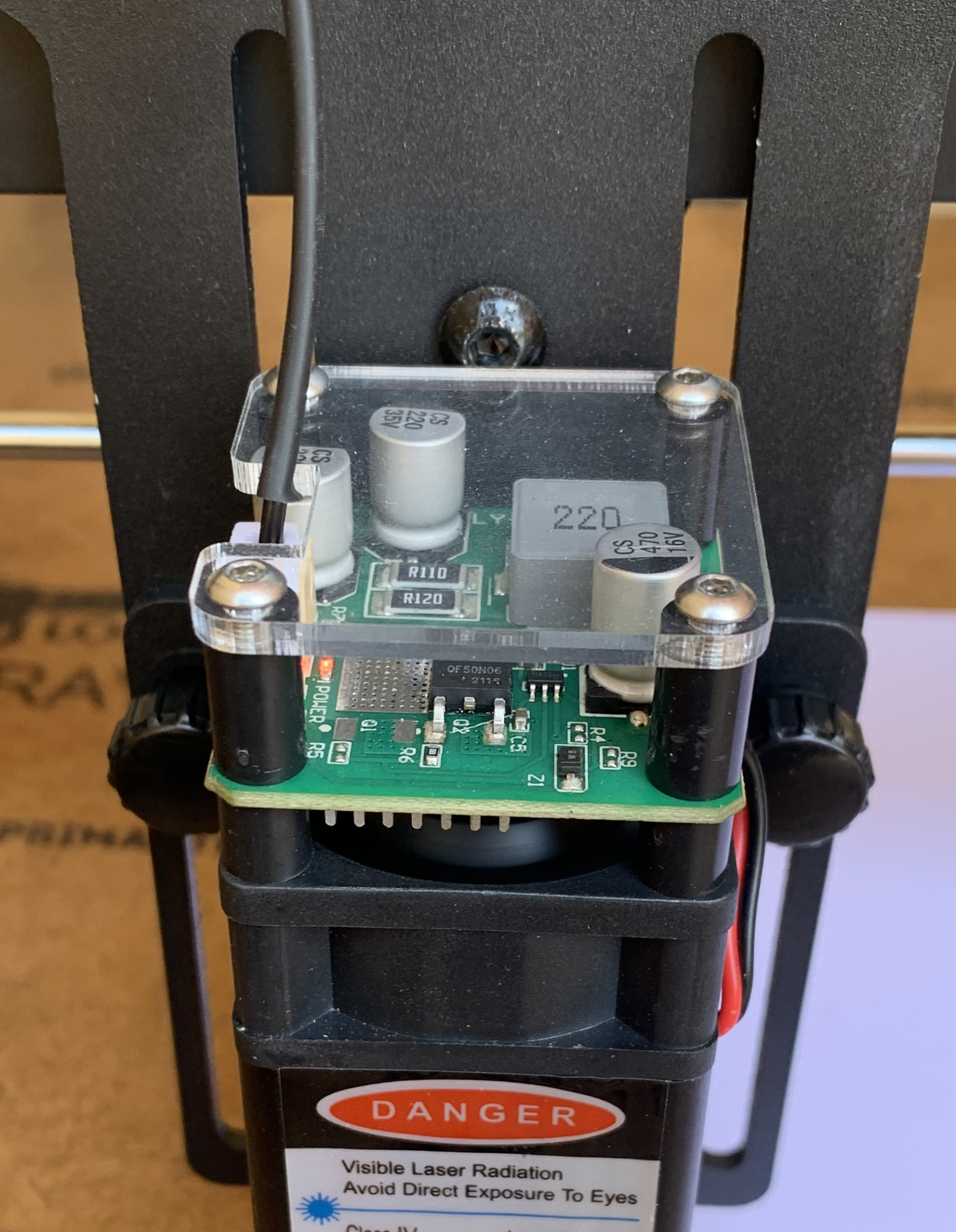
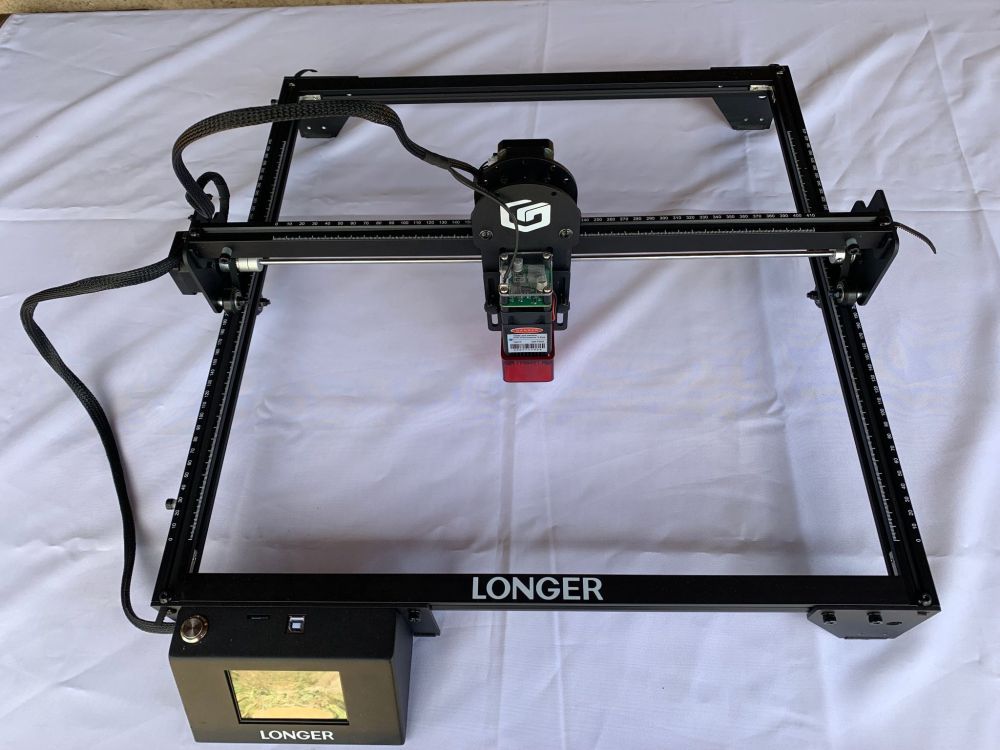
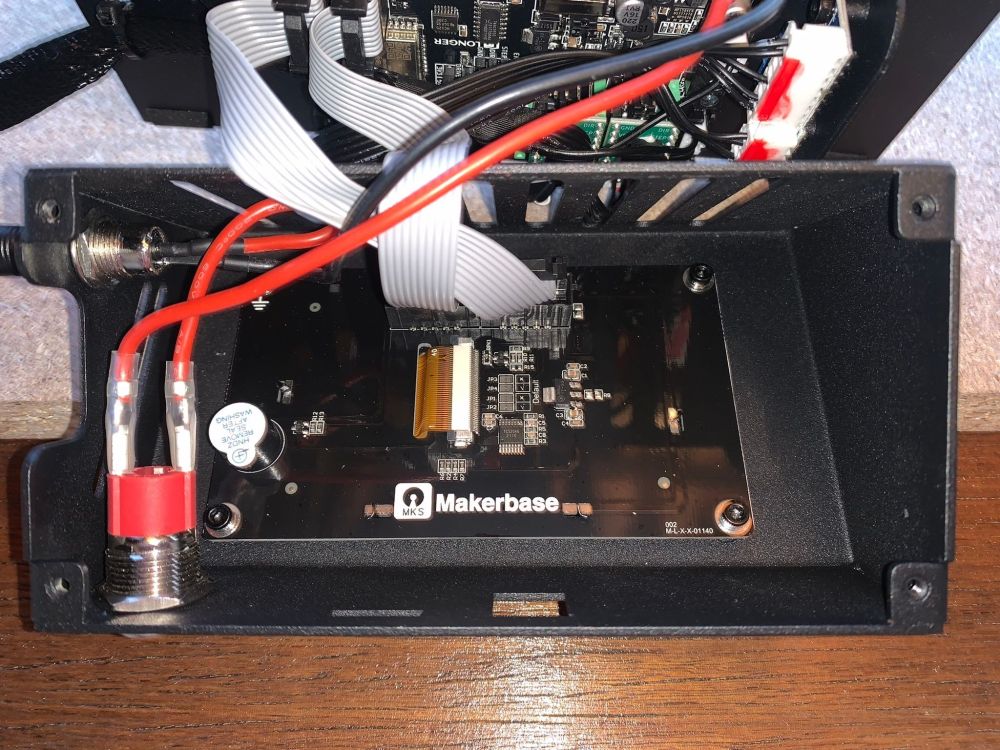
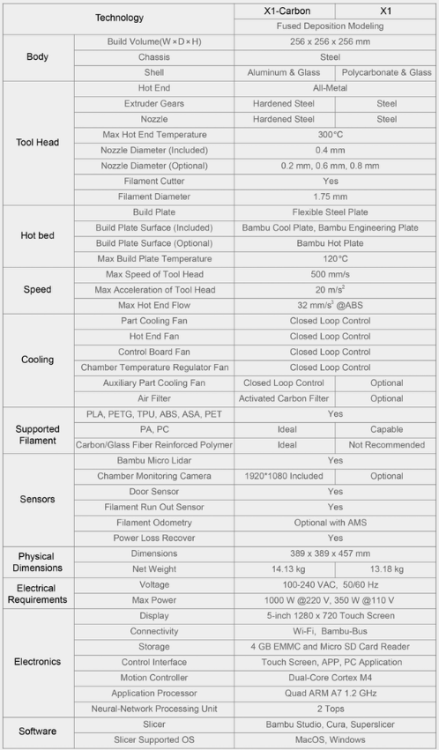
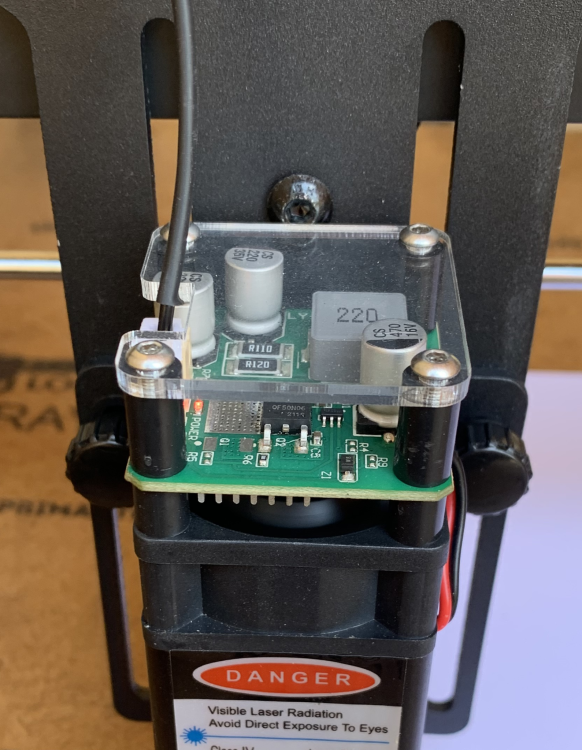
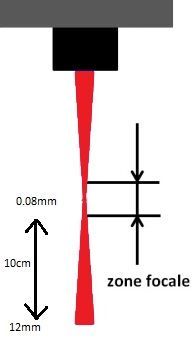
Le graveur en détails Voici quelques caractéristiques fournies par le constructeur Longueur d'onde : 450 nm <-- indispensable pour acheter les lunettes de protection Mise au point fixe Taille du carré projeté : 0,08 x 0,08 mm Puissance de sortie optique : 5 W Vitesse : 40-10 000 mm/min --> 0.67 à 166 mm/s Lorsqu'il est monté, le graveur mesure 64 cm x 58 cm x 23 cm pour une surface de gravure de 40 cm x 40 cm. Dans le boitier de commande, on trouve une carte maison (LGT RAY V1.2) Possédant 2 drivers Et une carte MKS pour l'affichage. Concernant le rayon laser, à l'optimum, le point carré mesure 0.08 mm * 0.08 mm. Lorsqu'il est écarté de 10 cm de plus par rapport au plateau, il mesure environ 12 mm par 12 mm, et ça a toute son importance.


 2 points
2 points -
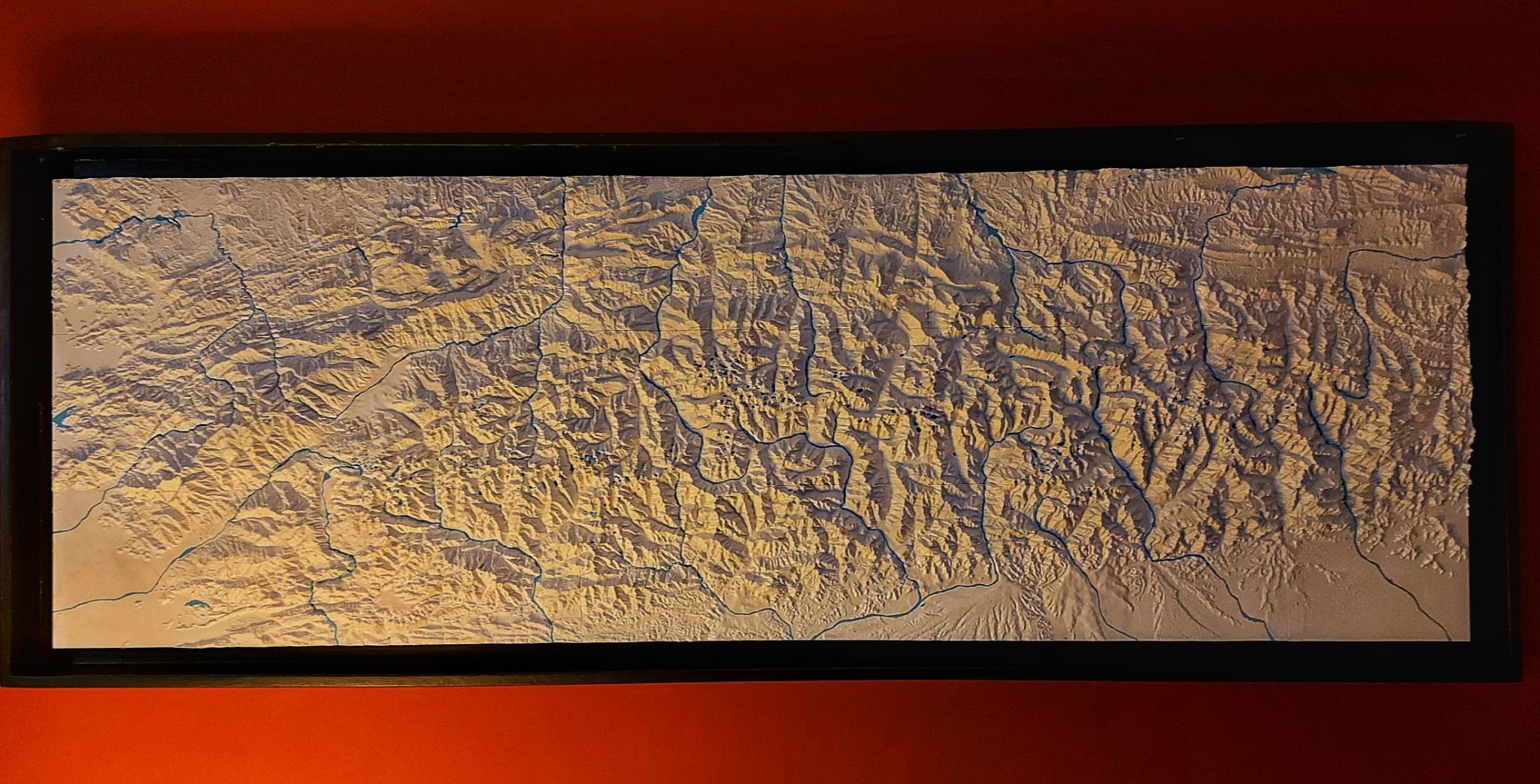
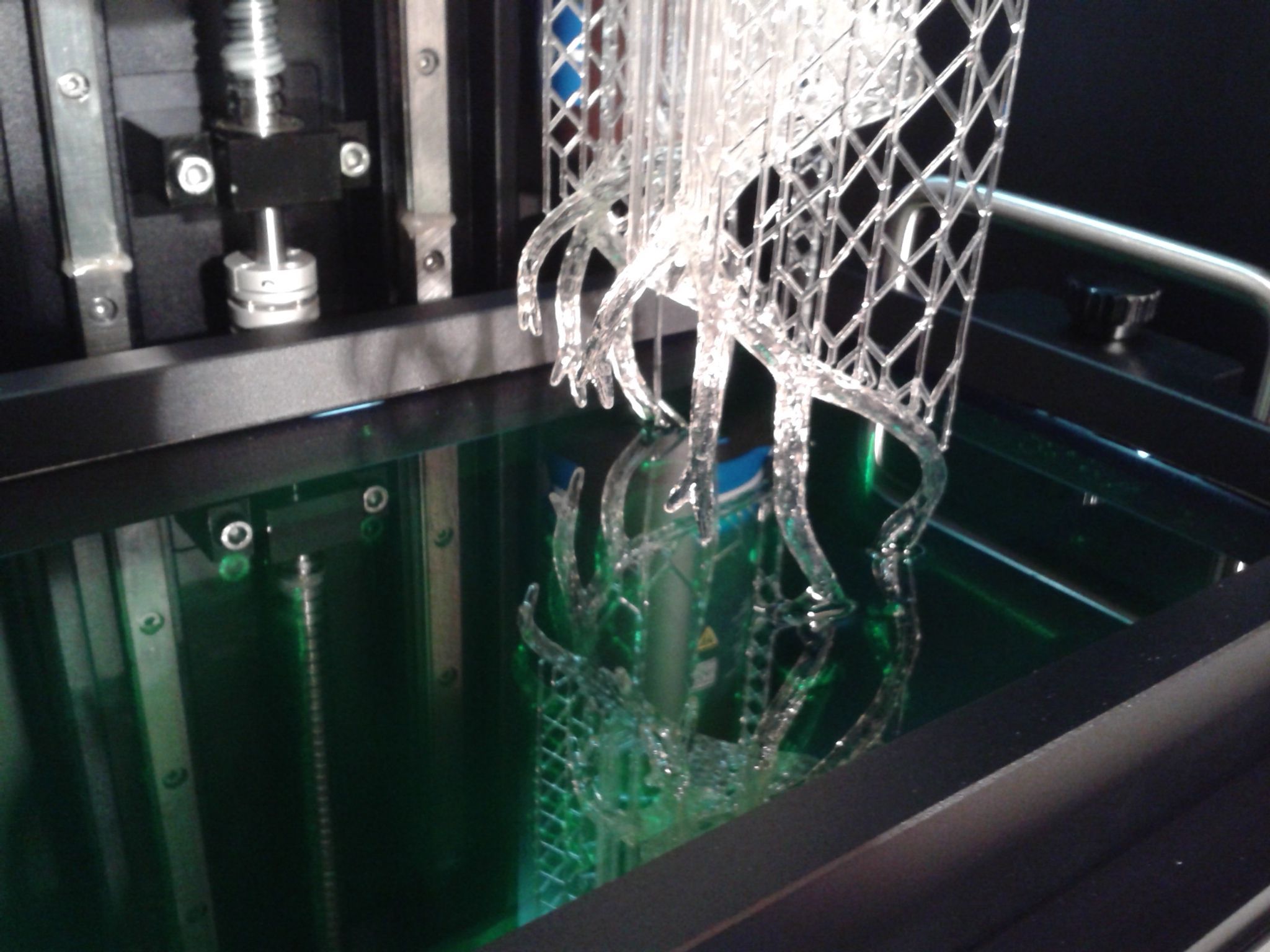
Bonjour, je viens vous donner quelques nouvelles du projet de carte 3D, dont j'avais parlé ici. La voici terminée, orientée Nord en bas,comme je les vois depuis chez moi. Ça n'a pas été sans difficulté. Une carte de montagne en 3D est finalement très exigeante pour une imprimante. Beaucoup d'allers/retours avec le stringing qui peut devenir problématique, les moteurs qui n'arrêtent pas d'accélérer et ralentir, l'extrudeur qui est constamment en extrusion/ rétraction. Et ceci pendant une durée d'environ 450 heures. En gros, avec les impressions qui se termine la nuit, l'imprimante a été occupée pendant 1 mois. Un peu moins de 2kg de filament, pour une carte de 1m20 par 40cm En post-traitement : grattage du stringing à la brosse douce métallique puis passage au souffleur chaud. Collage des 24 plaques sur fond MDF à la colle contact. Passage à la bombe blanche (j'avais 2 plaques en noir et 2 blancs qui n'était pas du même bain). J'ai vu que pas mal de monde conseillait les bombes Action. Je me suis laissé tenté, vu le prix, mais pas de résultat satisfaisant. Du coup j'ai pris une bombe MTN 94 que j'avais déjà utilisée sur un autre projet. Y'a pas photo, c'est incomparable, pouvoir couvrant supérieur. Pour finir, j'ai tracé les rivières et les lacs au Posca bleu (c'est pas nickel). Je voulais tracer les routes, marquer les principaux cols, sommets et villes. Mais après plusieurs essais je trouvais que c'était trop chargé. J'ai mis le tout dans une boîte américaine sur laquelle j'avais mis un ruban de LED sur la partie supérieure mais ça ne me plaisait pas, je l'ai enlevé (d'où les traces blanches sur le cadre s'il faut que je repasse au noir). La lampe qui est dessous le cadre suffit largement pour donner du relief à la carte. J'espère que ça vous donnera envie d'essayer.


 2 points
2 points -
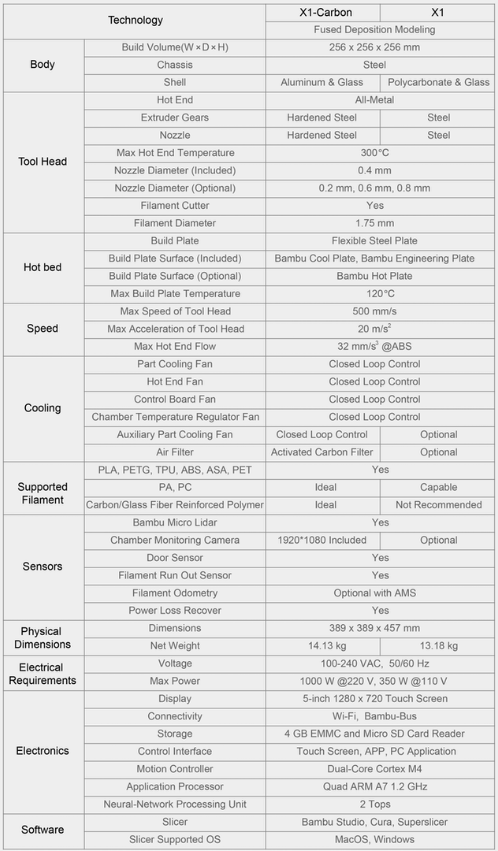
Après le succès et la fin de la campagne de l'Anker A5 qui avait affolé Kickstarter début avril, une nouvelle campagne a débuté pour une nouvelle imprimante au moins tout aussi prometteuse, la BambuLab X1 que vous pouvez aussi découvrir sur le site officiel. Étant donné que j'ai craqué pour le pack le plus complet, je vais essayer de détailler les spécifications de la machine et le suivi du projet ici, en espérant que ça ne se finisse pas en Zatsit et avec moins de délais que l'Elegoo Jupiter. Tout ce qui va être dit plus bas n'est que ce qu'ils annoncent/présentent sur via leurs moyens de communication ainsi que ce qui est présenté sur les nombreuses vidéos Youtube qui sont sorties à son sujet, donc actuellement je n'ai rien pour confirmer/infirmer ce qu'ils racontent. 1. Bambu Lab Il s'agit d'une société qui a été créée par 5 anciens chef ingénieurs et responsables produit de la marque de drones DJI. Ils travaillent sur le projet depuis bientôt 2 ans et ont pour but de simplifier l'accès à l'impression 3D en simplifiant au maximum son utilisation. Ils sont basés en Chine à Shenzhen et Shanghai ainsi qu'à Austin aux USA. La question de la légitimité de proposer ce projet sur Kickstarter peut se poser étant donné qu'ils emploient déjà 150 personnes, j'imagine que c'est avant tout pour la notoriété du site et les contraintes nulles en cas de délais (ou pire). 2. L'imprimante 3D Pendant la campagne Kickstarter, ils proposent 3 packs différents : La X1 La X1 - Carbon (la X1 avec quelques améliorations) La X1 - Carbon avec AMS (Automatic Material System) La machine est une Core XY avec un volume d'impression de 256 * 256 * 256 mm fermé et chauffé passivement lors de l'impression. La hotend est propriétaire peut monter à 300°C et le lit à 120°C. Ils proposent un plateau flexible avec deux faces distinctes : une pour le PLA/PETG/ABS et une autre pour tout ce qui est PA/TPU/PC. La vitesse d'impression est un des éléments les plus mis en avant avec une vitesse maximale d'impression de 500 mm/s, une accélération maximale de 20 m/s² et un débit maximal de 32 mm/s³. Avec ça, un benchy boat classique prend environ 17 minutes à s'imprimer au déballage de la machine (lien vidéo). Pour cela ils utilisent : Un châssis en acier soudé (lien vidéo) Un axe X en carbone pesant 184 grammes et une tête d'impression pesant 574 grammes Une cartouche chauffante de 40W Un ventilateur de 12W placé sur le côté du plateau qui vient souffler sur la pièce imprimée pour la refroidir (à la manière de certaines VORON modifiées) Pour compenser les vibrations liées à ces vitesses/accélérations, ils ont développé un algorithme qui permet de mesurer (la machine fait des tests de vibration) puis de compenser les vibrations pendant l'impression (voir GIF ci-dessous). Ils utilisent également un plateau supporté en 3 points et un système de contrôle de débit pour rendre l'impression des angles, des coutures et du remplissage plus propre. Une autre technologie mise en avant est le système d'auto leveling du plateau, qui utilise un capteur de contrôle de force via la buse et un micro-LIDAR avec une précision annoncé de 7 µm. En plus de l'auto leveling, ces capteurs servent à analyser la première couche en mesurant le débit des lignes déposées lors de la première couche (voir GIF ci-dessous). Si l'imprimante détecte un problème, elle continue l'impression mais indique à l'utilisateur qu'un problème a été détecté (l'utilisateur peut alors continuer ou arrêter l'impression). Et enfin, une liste des autres fonctionnalités de l'imprimante et certaines différences XI / X1-Carbon : Buse en acier pour la X1, en acier trempé pour la X1-Carbon (mêmes différences pour les engrenages de l'extrudeur) Filtre à air à charbon actif pour la X1-Carbon, en option pour la X1 Caméra Full HD pour détection des spaghettis et suivi en direct de l'impression (uniquement pour la X1-Carbon, en option sur la X1) Les traditionnels capteur de filament et récupération après coupure de courant Connectivité en Wifi/filaire pour communiquer avec la machine ou simple carte SD Utilisable avec les autres slicers que le leur, même si certaines fonctionnalités ne seront pas disponibles (analyse de la première couche, bed leveling, ...) Liste de toutes les spécifications : 3. L'AMS (Automatic Material System) L'AMS est un second produit en option qui permet l'impression multicolore avec jusqu'à 4 filament par AMS. Ils annoncent qu'il est possible d'en utiliser 4 en parallèle pour avoir jusqu'à 16 couleurs en tout (lien vers la seule photo de ce montage). Difficile d'expliquer correctement son fonctionnement, donc voici la vidéo qui sera plus claire. Pour résumer, l'AMS se branche sur l'imprimante X1 ou X1-Carbon et va sélectionner telle ou telle bobine à utiliser pour imprimer. Lors d'un changement, l'AMS rebobine la bobine qui n'est plus utilisée et va reprendre du filament dans la nouvelle bobine à utiliser, ce qui élimine l'utilisation du TPU avec l'AMS. Pour la purge, trois choix possibles et paramétrables dans leur slicer : Le bloc de purge classique La purge automatique, où l'imprimante va extruder du filament jusqu'au changement de couleur puis essuyer la buse sur un petit rouleau (en silicone je crois). Le filament extrudé est expulsé à l'arrière de la machine Un mix des deux, c'est à dire une purge externe de la plus grosse partie du filament puis l'impression d'un petit bloc de purge A noter que l'AMS est doté d'un système RFID permettant de lire des informations supplémentaires uniquement dans le cas de leurs bobines. Cependant pas de panique, c'est ouvert aux marques tierces, les fonctionnalités liées au RFID ne seront justes pas disponibles. Pas d'informations sur le prix de leur gamme de filaments pour le moment, seulement les couleurs et types de matériau (voir ici) 4. Le prix ! Kickstarter oblige, les prix sont plus faibles que le prix de vente conseillé quand elle sortira, donc je vais indiquer les prix de vente conseillés et le prix Kickstarter qui correspond (les prix les moins chers sont déjà partis) : Imprimante X1 avec 250g de PLA : 999$ (Kickstarter : 799$/751€) Imprimante X1-Carbon avec 250g de PLA : 1199$ (Kickstarter : 949$/892€) Imprimante X1-Carbon avec AMS, 2 * 250g de PLA, 250g de filament support, 250g de PA-CF : 1449$ (Kickstarter : 1199$/1126€, attention il n'en reste qu'une centaine au moment où j'écris ce message) Acheter au meilleur prix la X1, X1 Carbon et X1E. 5. La suite ! Je vais essayer de faire suivre ce fil s'il y a plus d'informations à partager que ce soit sur la campagne Kickstarter ou sur l'imprimante/l'AMS, en attendant je croise les doigts pour la recevoir un jour !
 1 point
1 point -
C'est pas parce qu'il n'y a que 3 caractèrs ? Avec "Mini" ça marche https://www.lesimprimantes3d.fr/forum/search/?q=Mini&quick=1 @+ JC1 point
-
Oh ben non sinon sa serai pas drole ! Apres ouai aussi j'avoue avoir lu rapidement, et ne pas avoir vu ladifference ! Alors non d'exterieur elle y ressembler encore ! l'interieur un peu moins1 point
-
salut bienvenue a toi et ta famille d 'imprimante !!1 point
-
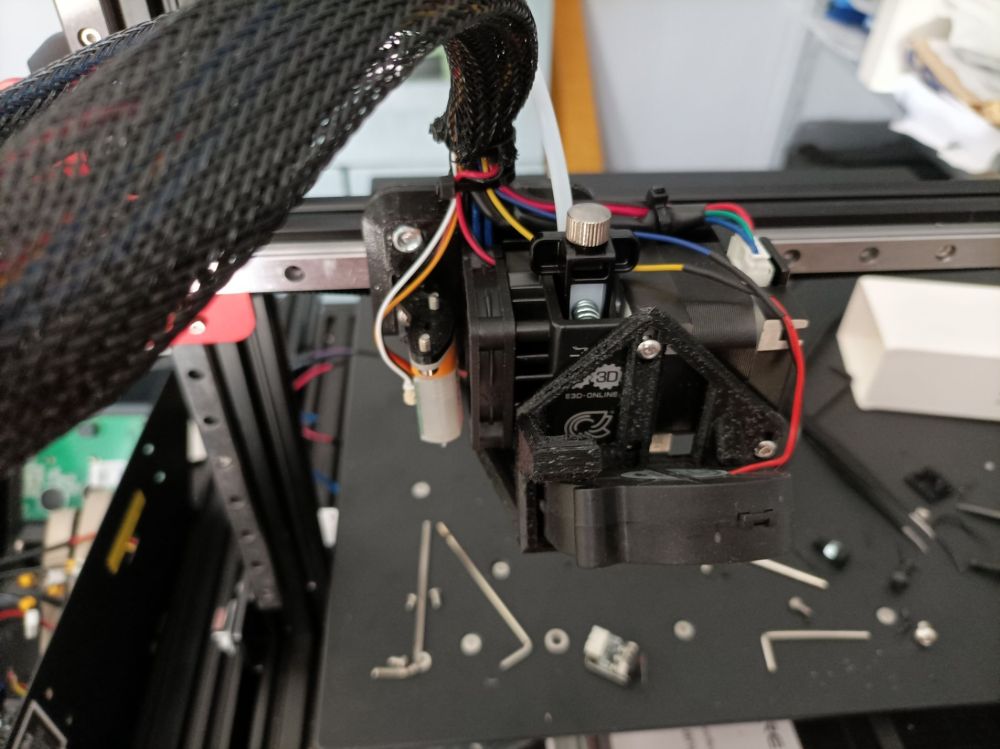
hello j'ai ouvert la tête et je me suis rendu compte que j'avais pas mal de pla au niveau de l'entraiment (je suis en directe drive) comme de la limaille de pla ensuite plus bas un défaut d' étanchéité de la buse du caramel au niveau de la résistance chauffante j'ai suivie la (titi procédure) et remis tous cela en ordre affaire a suivre1 point
-
c-a-d ? si tu veux de l'aide, il faut bien détailler. Là je ne sais pas si par exemple tu a fait la titi's procédure ? distance et vitesse de rétraction, la bobine se déroule t'elle bien , pas de noeud ? l'entré de l'extrudeur accroche t'il bobine neuve ? quelle température et que matière imprimé ... si c'est du PLA si tu plie le filament avec un angle de 45° il casse net ? entend tu des crépitement au niveau de la buse quand cela extrude ? a tu un extrudeur en plastique ? a tu ajusté le la pression du bras de l'extrudeur ? si tu pousse le filament a la main cela passe ? a tu un beau boudin extrudé ? ... en gros si tu ne prend pas le temps de dire exactement ce que tu a fait, testé ... on ne peux pas vraiment aider.1 point
-
Hello, pas de panique, on en est pas là, juste à comprendre ce qui peut expliquer le défaut. Il se peut que ce ne soit que 3 fois rien. Déjà, ça peut être un problème au niveau du trancheur. Quel trancheur utilises tu et as tu essayé d'imprimer un .stl venant d'un autre trancheur ? Pour le software, @fred5976a raison, il est possible que le passage à la dernière version dispo supprime aussi le défaut.1 point
-
Si tu extrudes dans le vide sans passer par la buse ça passe ? Je jetterais un oeil au PTFE perso, c'est de la merde ce truc là1 point
-
Je confirme que l'option rétracter avant paroi externe est mieux en désactivée car souvent source de défauts. Je suis d'accord la rétraction me parait élevée, as-tu fais des tests d'impression de rétraction ? Une impression en mode vase n'aura pas le même effet qu'un impression classique en cas de point dur a un endroit précis. (mais si tu compares 2 impressions classiques dont 1 qui ne le fait pas là ok)1 point
-
Bien le capteur est vendue avant tous car présent sur d'origine sur la X1, Artillery permet juste l'implémentation en faisant en sorte que tous soit prévue mécaniquement. Après ils comptent sur la communauté pour proposé des alternatives comme je le fait , ils sont malins. Seule soucis quand je leur demande avec 3DKMaker de m'envoyé une machine Genius pro ou X2 pour pouvoir travaillé avec la machine a côté et proposé plus de solution a la communauté, Artillery nous répond non désolé pourquoi car car ins ont déjà un contact avec le Forum et que je n'ai ni blog que je gère ni de chaine Youtube. Sauf que le problème n'est pas la j'aide et support la communauté Artillery depuis 1 an et demi et même mon ami 3DKmaker utilise mes travaux pour les vidéo qu'ils propose sur sa chaine, donc ils ne veulent pas me soutenir dans l'aide que je vous apporte, mais on envoyé une Genius pro a a 3DKmaker pour qu'il publie une vidéo sa explique tout, mais attention Artillery ne fait rien de plus ou moins que tous les fabriquant chinois classique en FDM. Heureusement, que bon nombres de membre ainsi que mon amis 3DKMaker font des test pour validé mes travaux car cela serait encore plus compliqué.1 point
-
Le module laser est monté sur une sorte de glissière. La distance se règle avec un gabarit qui est fourni.
 1 point
1 point -
oui donc c'est bien un déplacement en hauteur et plus il est large moins il grave puisque l'énergie du laser est dispersée, dans la pratique il faut toujours se rapprocher au max du 0,08x0,08. C'est vrai qu'avec un 'vrai' laser ce genre de problème n'est pas censé exister, mais ils ont rajouté une lentille pour concentrer un peu plus le faisceau et c'est elle qui met le boxon1 point
-
@jcjames_13009 @Savate Plus j'éloigne la partie le laser de ce que je veux graver, plus le carré projeté sera large.
 1 point
1 point -
Super retour @Daniel U10. A priori, si tu as un menu en francais, c'est que tu as un firmware marlin. (tu peux changer la couleur des thèmes, tous les menus sont en français, et tu as une barre de chargement au démarrage). Si c'est bien le cas, tu peux paramétrer, et calibrer directement via repetier en usb, dans "Configuration", "Configuration EEPROM du Firmware". Bien sur il faudra avoir connecté la machine sur ordi. Penses à vérifier la version du firmware, les derniers en date sont les 2.11 et sont accessibles ici Marlin Firmware Download for Tronxy 3D Printer. Il existe encore quelques bugs sur la version 2.11, mais moins que sur la 2.06. Pour l'alimentation et le câblage, c'est assez souvent qu'il y ai des soucis. Pour l'alim, il faut vérifier qu'elle sort bien 24V (avec +/- quelques volts). Je confirme aussi que leur SAV est plutot performant. Il faut savoir qu'ils ont un dépot en Tchéquie pour les machines, par contre les pièces détachées viennent de Chine, c'est pour ça que tu as un écart dans les délai de livraison. Comme le dit souvent @Yellow T-pot, Bienvenu chez les Tronxistes1 point
-
OK. Même si à priori, le soucis ne vient pas du trancheur, à tout hasard, as-tu essayé de ne "pas rétracter avant la paroi extérieure" et/ou inverser le paramètre "Extérieur avant les parois intérieures " ? Remarque: ta distance de rétraction de 7mm me parait un peu élevée . En général, c'est plutôt autour de 5mm...1 point
-
Salut, Tu utilises quelle version de Cura? As-tu essayé un autre trancheur?1 point
-
Sujet mis à jour.1 point
-
c'est une solution en effet pour éviter les interférences ne branche qu'une seule des 2 masse GND du BLtouch la marron utilise pas la masse noir (d'après les test effectués cela évite les interférences)1 point
-
salut, merci à tous pour ces infos. je vais regarder de plus près Lychee du coup et regarder aussi Chitubox, afin de comparer.1 point
-
une plaque PEI magnétique sera le meilleur choix. De préférence du Energetic3D (aliexpress) qui est de très bonne qualité (prendre le modèle avec deux faces une lisse et une granulée pour le petg) Sinon il faudra aussi que tu changes deux autres petites choses pour pouvoir imprimer de l'ABS/ASA : Caisson et heatbreak bimetal de bonne qualité Triangle Labs ou BIQU. Comme c'est ta première imprimante je te conseille de te faire la main avec quelques kilos de PLA pour commencer : il est plus simple à imprimer.1 point
-
Bonjour, Perso je n'utilise que Lychee en version gratos. - la configuration de l'imprimante est automatique (taille bac, élévation, résolution.) Juste à choisir son imprimante - les fonctions gratuites ne sont pas indispensable. le Hollow "standard" est disponible, la gestion des supports et la détection des iles aussi. - l'interface est vraiment sympa et intuitif. (la ou chitubox me pique les yeux....) - Possibilité d'avoir une vue de référence. (via un modèle échèle 1:1 d'une canette) - accès à la configuration résine d'autre utilisateur (perso je l'utilise beaucoup pour trouver la bonne conf pour de nouvelles résine) Pour les options payante : - Optimisation de la forme des supports. - Hollow 3D (qui est une version amélioré du Hollow de base) - détection avancé des iles (perso je ne vois pas la différences... car je vérifie toujours a la main les supports) - enlever les 20 pub lors de la génération du fichier slice - et tout un tas d'autre truc que je ne me sert pas.1 point
-
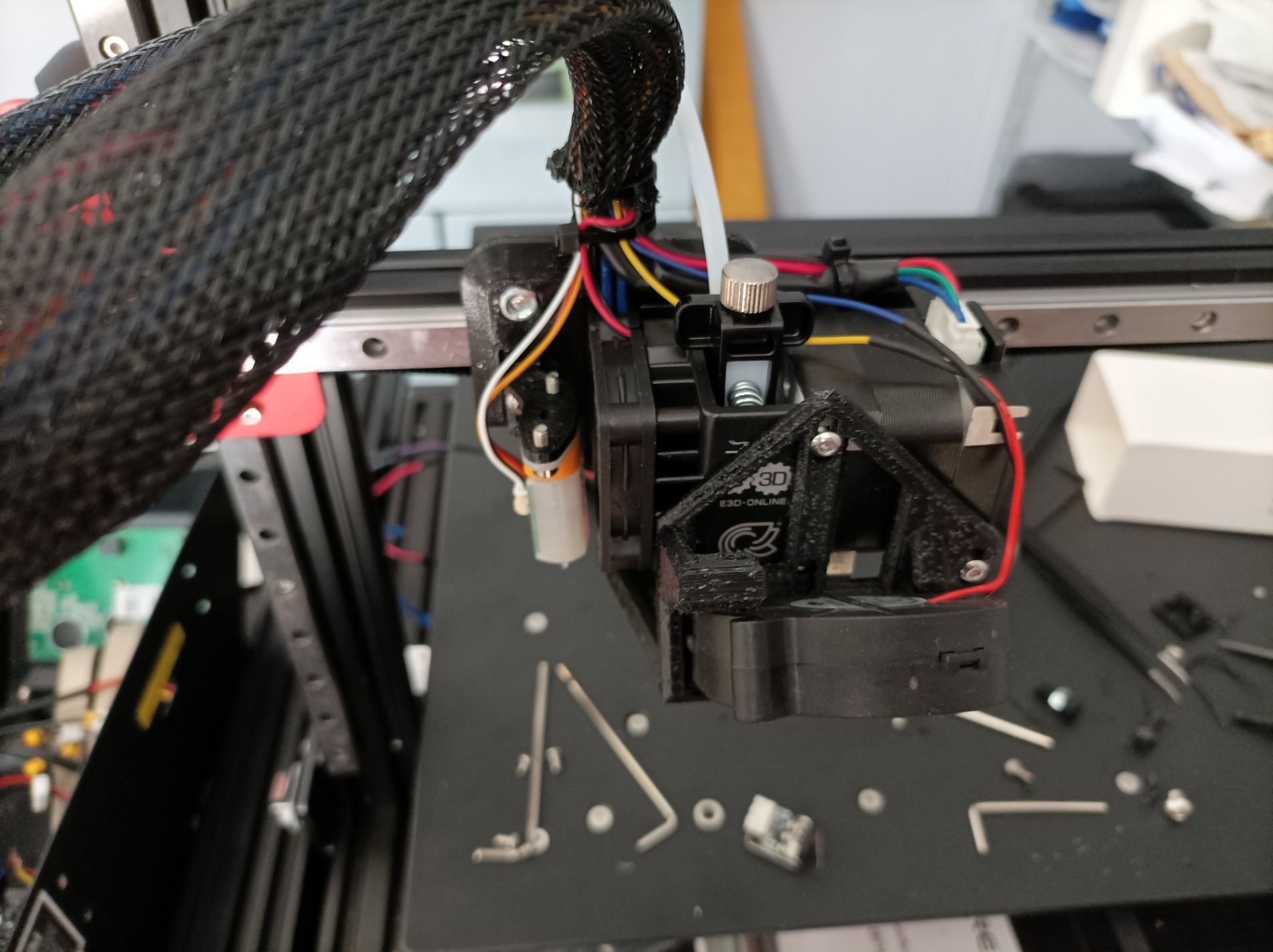
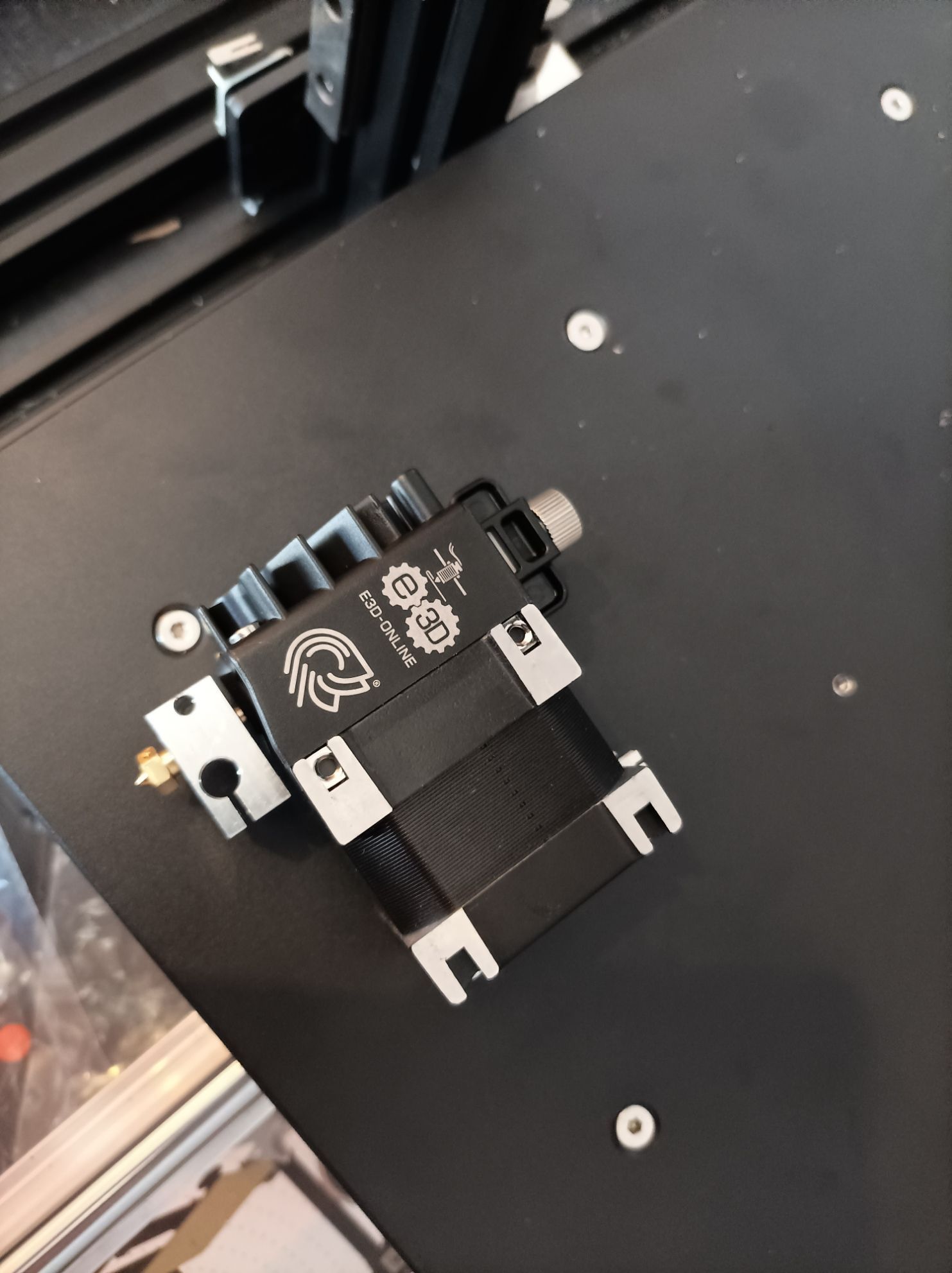
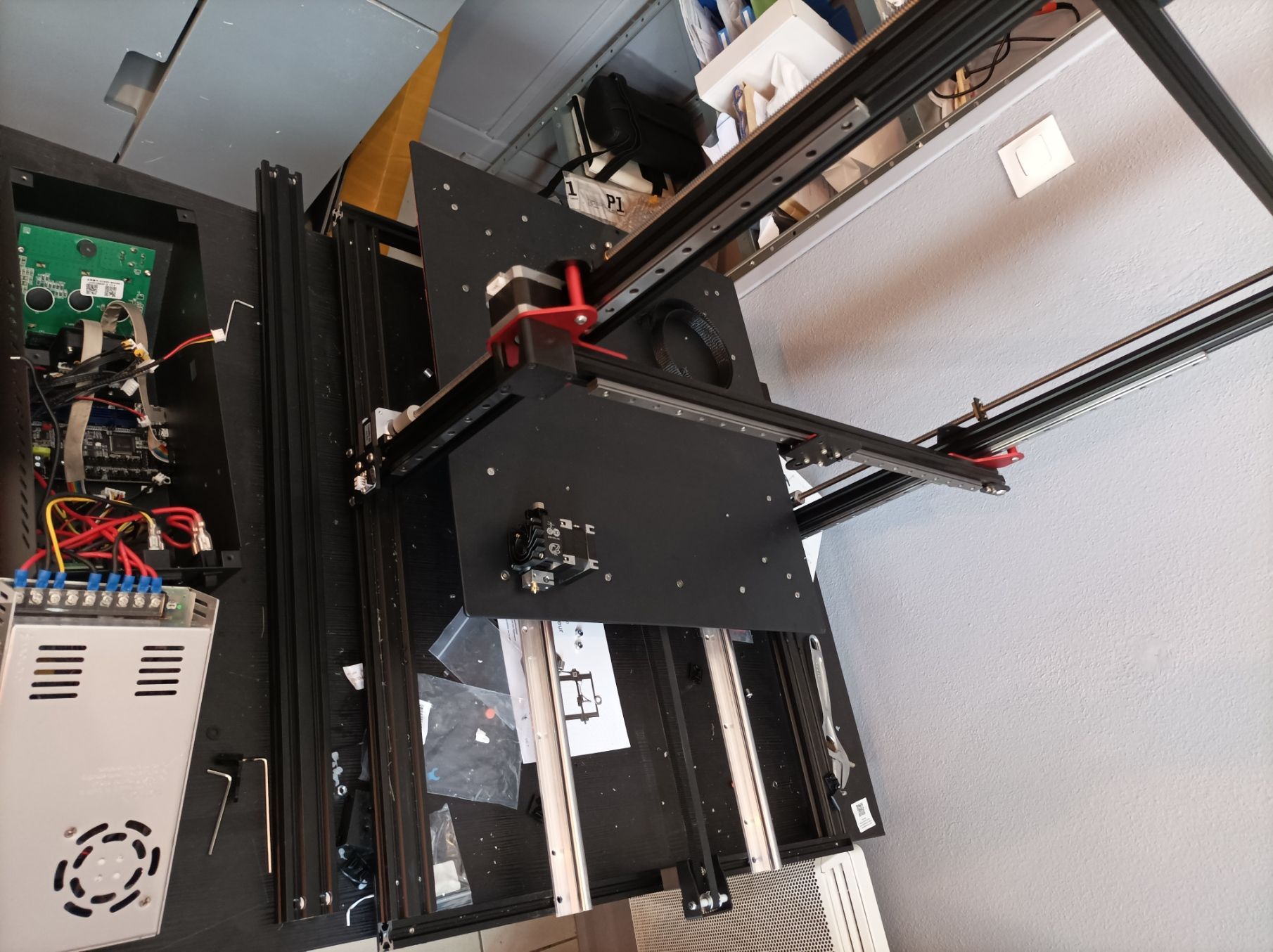
Bonsoir, j'ai récemment fais l'acquisition d'une S5, achetée à prix très intéressant sur un grand site connu des makers. J'ai vite compris ce prix, le firmware plantait tout le temps, mauvaise qualité d'impression, ... bref, je savais très bien qu'en achetant cette machine, je ne la laisserai pas à sa config d'origine... J'ai tout d'abord commencé par des rails linéaires en Z et en X type MGN, mais aussi 2 rails linéaires en Y, mais directement sur des rails rond diamètre 12 avec 4 douilles ( je viens du monde industriels, et on bossait avec ça !!), en Z je ne suis pas monté jusqu'aux 50 CM de la machine, car j'en ai clairement pas besoin, mais également, je ne couple pas mes axes, et du coup, je vais faire venir en butées haute la traverse Z pour avoir un niveau égal sur chaque axe ( idée piquée sur mes E2 raise qui ont ce principe là) Pour le bed, j'ai remplacé le plateau de base en 30 30 par un système complet collé sur l'ensemble du bed, qui fait quand meme 1000 W en 230 V, pour avoir une chauffe homogène sur le plateau. En ce qu'il concerne l'extrudeur, je suis passé sur un Héméra de chez E3D, avec un bloc de chauffe en volcano ( j'ai dejà ce montage sur d'autres machine, et j'en suis ultra satisfait. j'en ai profité pour coller un BL Touch j'avais un detecteur de filament de chez SKR, qui detecte non seulement les casses, mais aussi les arrêts de filament en cas de bouchage par exemple (je l'avais acheté pour une autre machine, mais une programmation trop complexe pour celle ci) Et pour la carte, je suis passé sur une SKR E3 rrf, qui a l'avantage d'etre en wifi, et de pouvoir la passer en rep rap, et qui va tres bien avec mon detecteur ( je m'en suis aperçu au moment du branchement de la carte. actuellement, je planche sur l'emplacement de la carte a cause de la tete embarquée qui disons le à pas mal de cables, mais qui hélas ne sont pas super longs, et je vais en profiter d'avoir récupéré les profilés en Y pour doubler mon axe Z une fois coupés et couplés pour avoir une meilleure rigidité de l'ensemble. voilà qq photos de ma machine en cours de modif
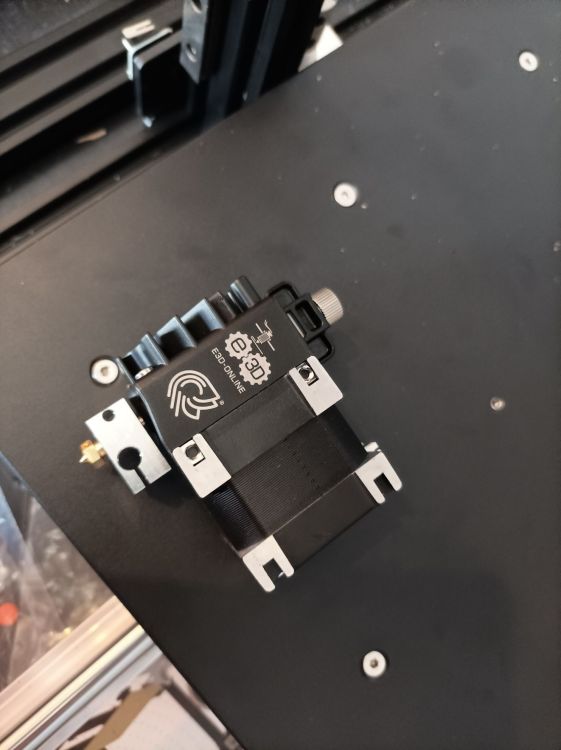
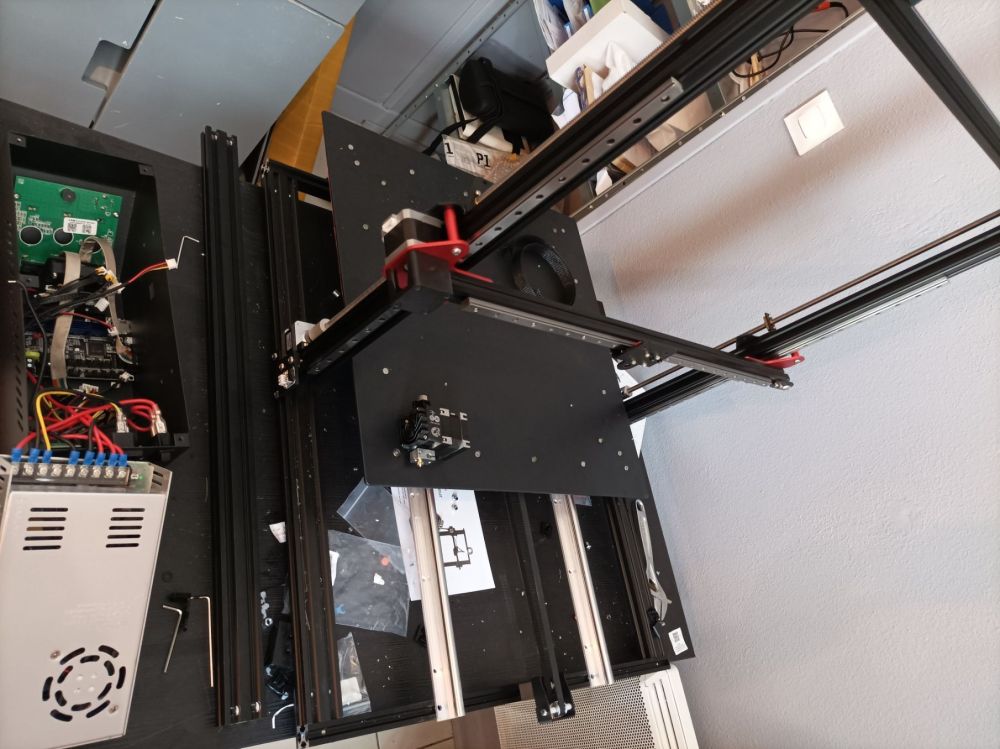 1 point
1 point -
Bonjour à tous et à toutes. Ce petit message pour vous signaler que le logiciel de cao fao Mastercam est disponible gratuitement en version Demo Learnig Édition. Accès à toutes les fonctions de Cao avec export en Stl Seul la partie Fao est limitée car elle ne permet pas de générer le code iso pour les tours fraiseuse. Tout est ici https://signup.mastercam.com/demo-hle1 point
-
Faut pas t'énerver, si tu veux, j't'en débarrasse de ta saleté! c'est ma tournée (de ramassage des encombrants )1 point
-
Un grand merci, C'est exactement ce qu'il me faut1 point
-
bonjour c'est tout a fait normal . l’extension .photon est pour la première imprimante photon uniquement ,si tu as une mono x l'extension est pwmx uniquement . il faut que tu trouves ces fichiers en stl pour faire le tranchage avec chitubox. sinon tu peux essayer de convertir le fichier . photon en pwmx avec uvtools ( file>convert to ) le problème du phénomène pied d'éléphant est bien connu , tu trouveras tout un tas d'infos ici ou sur le net1 point
-
Salut @pierre80 Pour Fusion 360 tu trouveras un excellent TUTO sur le forum -> Il y a aussi la chaîne officielle d'Autodesk sur Youtube avec de très bon tutos en Français -> https://www.youtube.com/channel/UC2FNUcKh_ZfJkemWcttF-ZA Bon apprentissage JC1 point
-
un possible warping qui se corrige au fur et a mesure des couches. Un point dur sur le Z, la tige filetée trop contrainte dans la noix laiton.1 point
-
on en parle en MP? Edit: @PPAC va pas lui donner de mauvaises idées ... il a dit qu'elle marche pas bien!!!1 point
-
désolé, mon banquier refuse catégoriquement. Elle m'a dit que si je craque, ce sera patates à tous les repas pendant 1 an . Quand je lui ai rétorqué que ça changera pas de d'habitude, elle m'a tatoué ses doigts potelés non, non, pardon, euh...fins... vite vite un synonyme... élégants? gracieux? sur ma joue en me rappelant que le canapé était très confortable (comme si j'avais oublié la dernière fois... )1 point
-
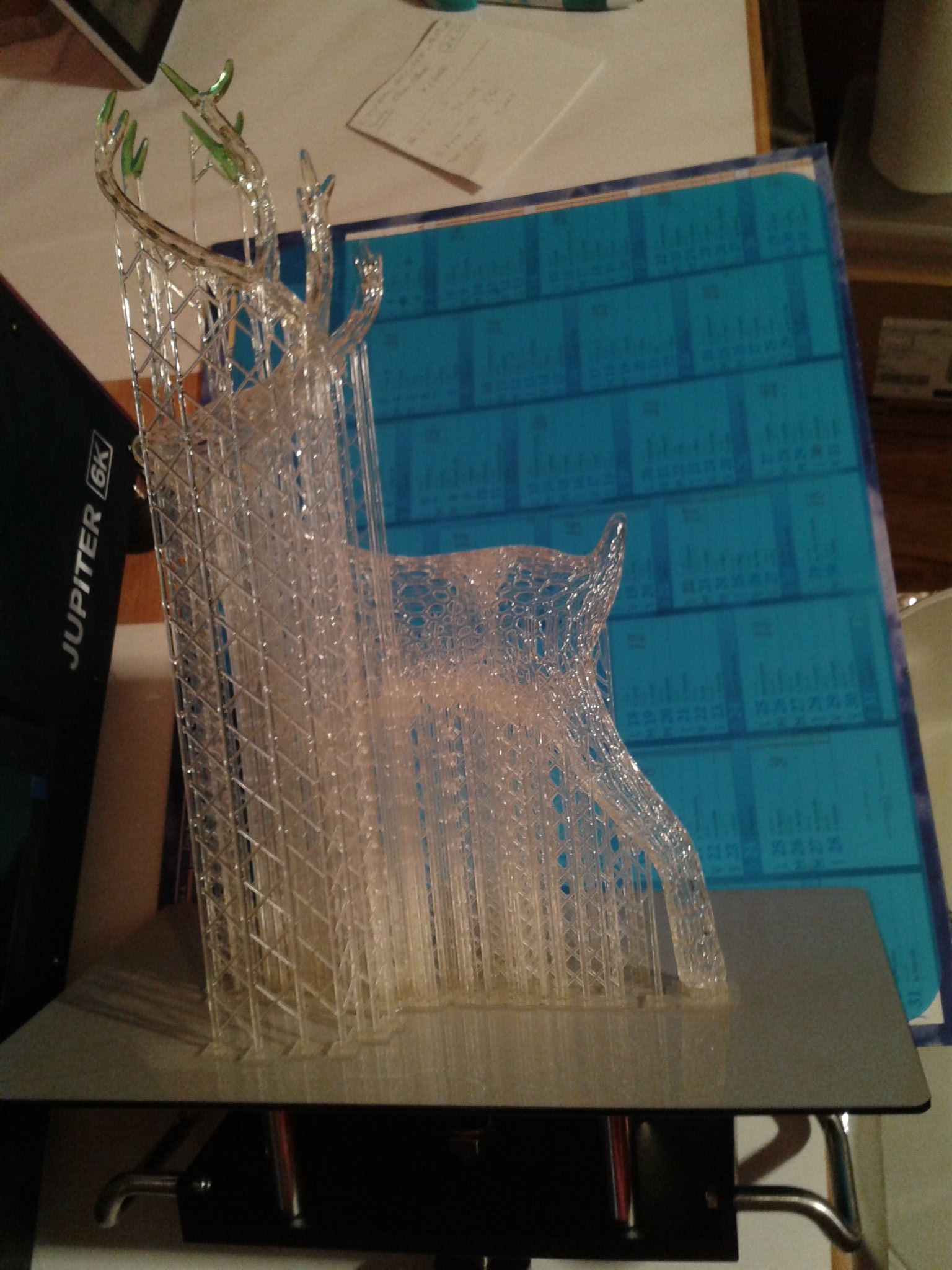
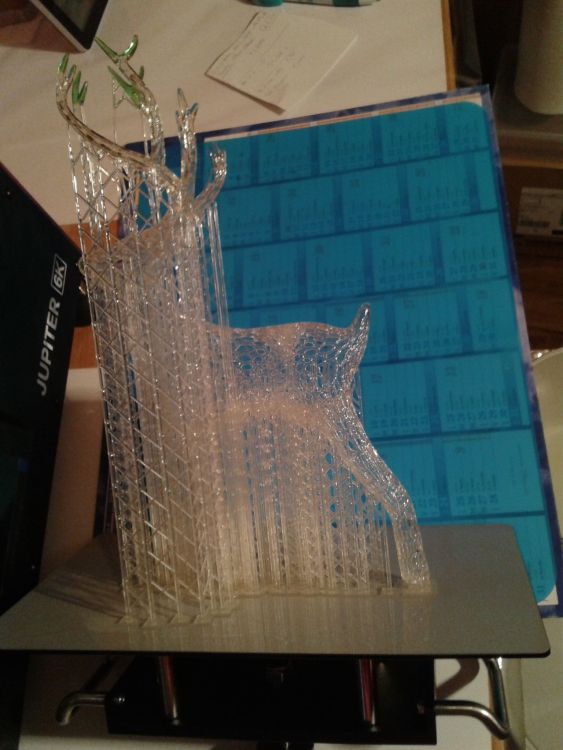
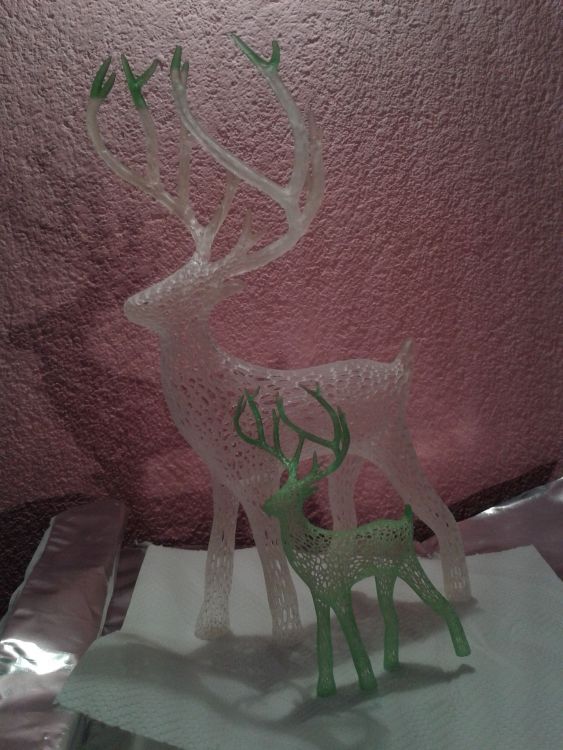
alors utiliser le code d'affiliation "PPAC" ( non je rigole j'ai pas de code d'affiliation ) Et navré j'en rajoute une couche ! Alors oui, imprimer un truc qui utilise les 30 cm de hauteur d'impression c'est risquer de ne pas pouvoir le sortir facilement. Là j'ai eu de la chance. Après la fin d'impression j'ai fait un +10mm ( qui a du faire monter le plateau de 5mm puis c'est mis a forcer en butée ... ) et j'ai délicatement libéré le plateau tout en le soutenant pour ne pas flinguer le FEP et magie des volumes et d'un petit angle de bascule, j'ai réussie a sortir le truc qui était encore partiellement dans le bac ( et cela en ne mettant qu'une goûte de résine sur la machine ) . ( N.B. Acheter une spatule plus longue que celle fournis, pour faciliter le décollage du plateau ... ) Après avoir enlevé les supports ( avec un cure dents pour ceux qui étaient dans le corps ... cela ma bien pris 15 minutes ... clairement il y en avais bien trop ) Trempage dans mon "sceau d'IPA", le voila en train de sécher avec a coté de lui la même version imprimé au max de volume sur la Photon Ultra.



 1 point
1 point -
C'est souvent répété sur le forum, le gros nettoyage eau tiède + liquide vaisselle + un bon rinçage, le nettoyage courant alcool isopropylique. Et ne jamais poser ses doigts sur le bed.1 point
-
Avec un filament neuf, juste sorti de son emballage, le phénomène est identique ? Un filament qui casse est souvent l'indication qu'il a pris l'humidité1 point
-
Salutation et bienvenus sur le forum. Sans plus d'informations ( calibrage de l'extrudeur et ajustement du débit effectué ou pas, matériaux imprimé, température d'impression ... ) pour des pistes regarder Tiens nous au jus !1 point
-
Salutation et bienvenus sur le forum ! Pour moi, la modélisation 3d ( https://www.google.com/search?q=modélisation+3d ) c'est la création d'un modèle 3D pour arriver a un fichier .stl ( définition de points dans l'espace et de facettes) et cela peut se faire (liste non exhaustive) sous Fusion 360, FreeCAD, Blender, ZBrush , OpenSCAD, 3D builder, SketchUp ... ( et tu trouvera des tutos pour la création / modification de modèle 3D adapté a l'impression 3D avec "l'ami" google pour chacun ) PrusaSlicer c'est un trancheur / slicer ( il permet de passer du model 3D a un fichier d'impression spécifique a une imprimantes ) ( il embarque des petites fonctions de modélisation 3D mais très très sommaire ... ) Donc là tu semble parler de PrusaSlicer pour modéliser et forcement tu ne va pas pouvoir aller très loin en modélisation 3D avec un logiciel de tranchage pour impression 3D ... ( sauf si tu fait plein de petite formes de base comme des cubes et que tu les placent pour créer un modèle complexe ... mais alors tu n'a pas fini. )1 point
-
salut a tous et merci pour toute ses info donc si j'ai bien compris idéalement on règle le plateau avec une cale de 0.2 puis en lance un auto level et on fini par regler le z offset avec aussi une cale de 0.2 et la normalement tout et nickel merci a tous et surtout a @MrMagounet pour sont firmware et tout le suivi derrière pour aider tt le monde1 point
-
C'est pas la politique de la maison, d'où les rubriques CNC, domotique, etc. On préfère parler de communauté de makers plutôt que d'utilisateurs d'imprimantes 3D exclusivement Heliox ? En dehors de ses projets souvent très intéressants, je trouve pas ses reviews et infos techniques très pertinentes Mais bref, ce n'est pas le sujet et que mon avis. En tout cas si on peut améliorer la structure et le contenu du forum faut pas hésiter1 point