Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/07/2022 dans Messages
-
Cela va vous paraitre évident, tous les indices sont exactes. Ce qui est sympa, c'est que l'on peut changer régulièrement la déco de chaque coté et il y a eu tellement de très beaux CD de pub ou de logiciels ou encore de musique. Le premier qui donne le nom exacte gagne (cela ne devrait pas tarder)

 5 points
5 points -
BRAVO @urzhi J'aurais préféré le terme de pot à crayons, mais c'est sympa que ce soit un jeune Breton qui gagne et qui puisse relever l'incroyable défi du Schlimachinechose (plutôt que tous ces vieux retraités et futurs retraités qui passent leur temps sur ce forum, même s'ils donnent de bons conseils et sont sympas) Voici le fichier STL en pièce jointe et en Step pour pouvoir le modifier. Pot CD v4.STL Pot CD v4.STEP4 points
-
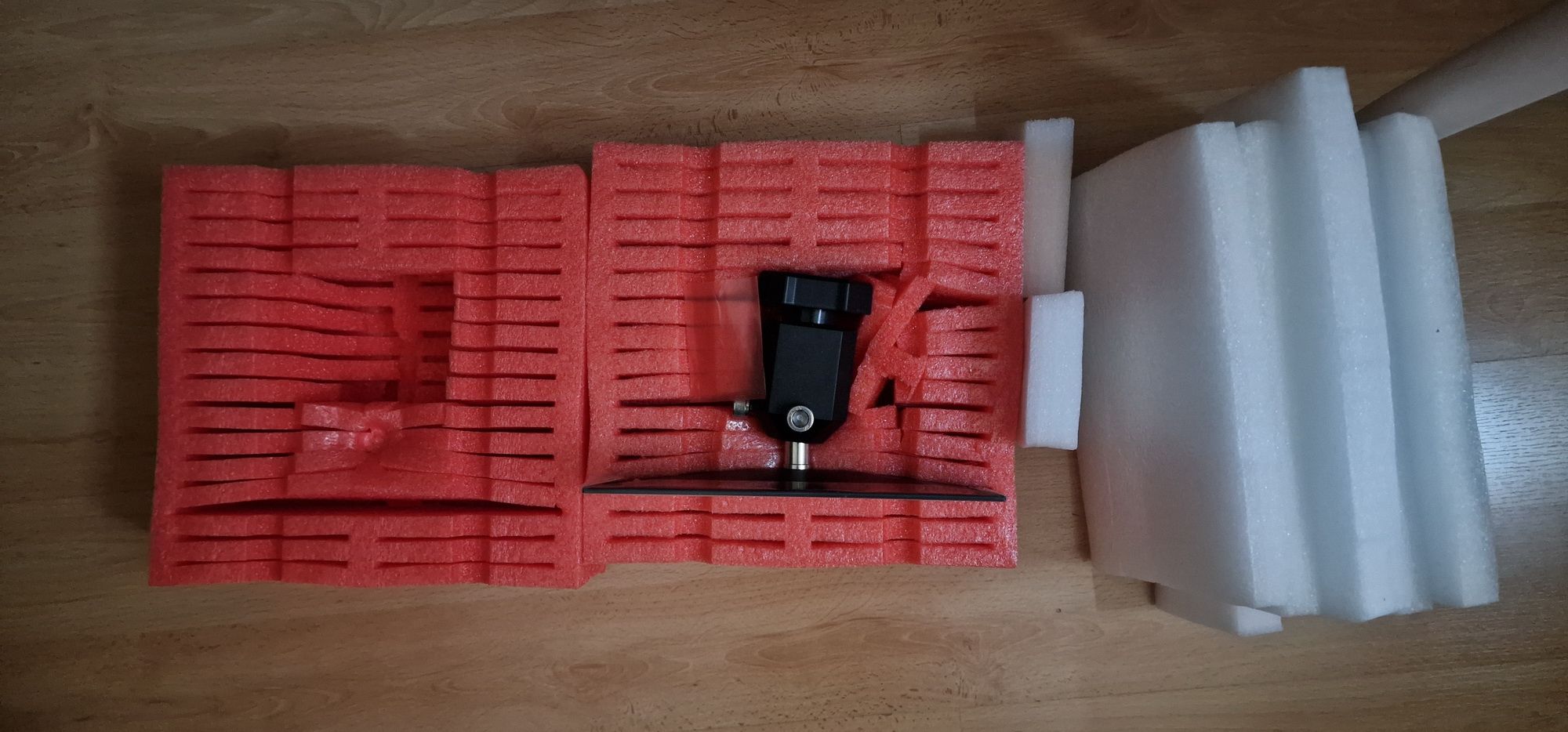
Support de viseur de Spitfire Mk1 ? Tu te montes la maquette échelle 1 dans ton garage et tu t'es aperçu qu'il manquait le viseur dans la boîte !
 2 points
2 points -
je vais tester avec des disquette 5"1/4 (peut être un peu trop souple) mais avec des 3"1/2 ça devrait être parfait2 points
-
Serait-ce une nouvelle espèce de mites qui se serait adaptée au PLA ? OK,

 2 points
2 points -
figure toi que je me suis fait la même réflexion, je me suis dit j'aurai du faire des nervures sur les cotés. Mais bon, honnêtement, je n'étais même pas certain d'arriver à un résultat viable.... je ferai peut être une version 2.0 cet hiver quant je ne roulerai pas _ voici le final sur la moto, avec la pièce verni (4 couches)

 2 points
2 points -
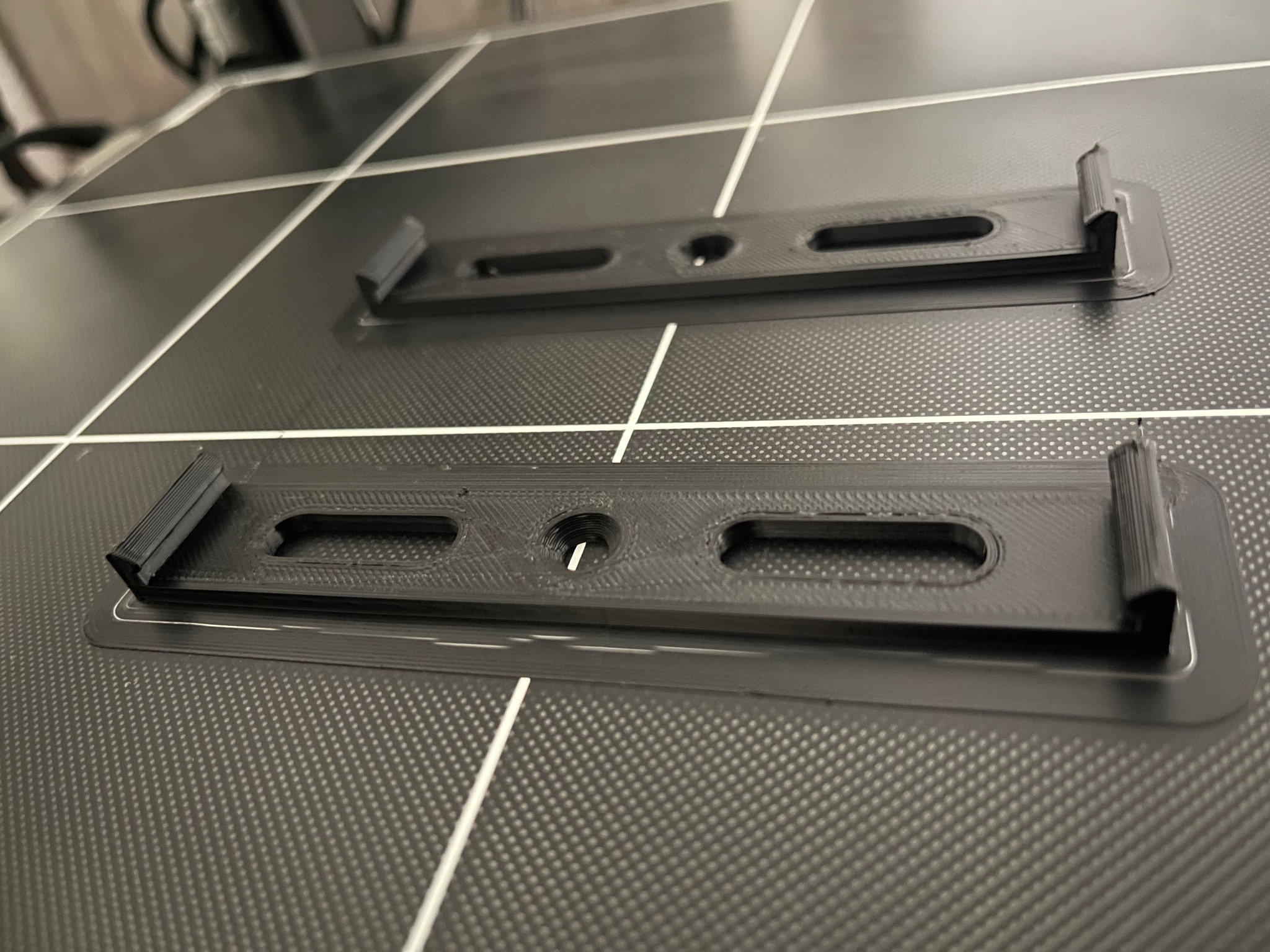
Pour compléter la suite, J’ai tenter d’imprimer des supports de plaque pour un ami, avec une bobine de noir ABS de chez grossiste 3D, et je dois dire que le résultat est plutôt satisfaisant imprimer sans réglage spécifique Donc forcément il y a un peu de retouches à faire niveau réglages mais franchement c’est plutôt propre… Pour le moment je n’ai eu aucun souci avec cette imprimante elle est vraiment parfaite surtout pour un débutant qui veut pas s’embêter.


 2 points
2 points -
Hello, Pour les impressions 3D, il y a des sites tels que Thingiverse, Cults3D et Etsy déjà bien connus. Pour la découpe laser, c'est moins bien référencé. Voici quelques sites à connaitre. https://www.o2creative.co.nz/laser/lightburn_engrave_image_power_generator.php pour calibrer son laser https://fr.makercase.com/#/ pour faire des boites https://www.festi.info/boxes.py/?language=fr pour faire d'autres boites https://www.etsy.com/fr/search?q=laser cut file&ref=auto-1&as_prefix=laser Etsy qui référence les sites qui proposent des objets tous prêts https://3axis.co/ pour des objets à réaliser en découpe laser (lien fourni par @Olitask) https://www.ameede.com/ Dans le style de Thingiverse, mais pour la cnc (lien fourni par @Chris1886) https://dobesv.com/1gam-LaserPuzzle/ pour passer le temps durant la gravure Si vous connaissez d'autres adresses, n'hésitez pas à les poster.1 point
-
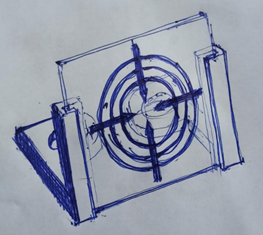
Bonjour, @icare @studiolab39 officiel @Julien Je réalise une étude d'implantation d'un laser sur une imprimante TLD3 Je souhaite graver et découper en profitant de la dimension confortable du BED de 300 x 300 mm. L'e montage nécessite de réaliser des supports reprenant la structure de la TLD3 avec la possibilité d'ajuster la distance focale avec précision. Je reviendrai vers pour vous donner des résultats après un montage final et des essais de gravures. L'opération est technique et demande de réaliser des supports qui sont déjà opérationnels. La laser box sera intégrée à la TLD3 pour la gestion du GRBL. a+

 1 point
1 point -
La ender 3 prometteuse ? elle existe depuis des années et a totalement fait ses preuves . Une CR10 ou CR10S dans ton budget ? je veux bien des liens stp1 point
-
Super choix ! N’oublie pas de passer un petit coup d’alcool après le lavage en wash and cure si tu veux un résultat encore meilleur. amuse toi bien avec1 point
-
Si le problème persiste je te propose un autre test sur une pièce type vase car rien a voir avec une pièce rectangle ou carré avec des lignes droites quoi ^^. Changes la position de ta jointure, choisis: utilisateur spécifié et mets 235 en X et Y, en mode 'masquer la jointure' et coches 'relatif à la jointure en Z'. Ensuite postes le résultat du print .1 point
-
Salut, Super intéressant le projet, je vais suivre cela de près. Charles1 point
-
non C fait drole de voir l'objet croqué par un autre, beau coup de crayon Pour la suite, dans l'idéal faut trouver le domaine où cette objet est utile pour trouver le terme exacte, sachant que l'objet est encore inconnu1 point
-
Oui il est possible d'utiliser une tête d'impression et l'autre en gravure; je t'en dirai plus quand j'aurai expérimenté le montage. pour les fumées c'est facile d'extraire avec une turbine d'un vieux sèche cheveux et un conduit souple en PVC pour évacuer les fumées vers l'extérieur. Regarde mon enclosure pour un laser qui comporte cette technique d'extraction des fumées.. a+
 1 point
1 point -
Salut à tous: Pour faire suite à mon soucis, ci-dessous la conclusion Reçu aujourd'hui la thermistance que m'a gentiment envoyé fran6p et en // la réponse de Creality 1- Creality: une personne m'a envoyer un lien avec une vidéo expliquant pas à pas les vérifications à suivre afin de trouver la panne. Mon multimètre n'étant pas assez précis pour trouver la résistance de la thermistance ... mais assez pour celle du circuit de l'imprimante, cela m'a permis de voir que le soucis venais soit de la dite coquine ou bien sa petite prise XT. 3- Montage de la thermistance après les vérifications de Creality, j'ai branché ta thermistance, et mis en chauffe. Même en bougeant ( légèrement) les fils et la prise, pas de faux contact. Déduction => C'est bien la sonde (ou bien son petit connecteur).1 point
-
oui mais ça peut être un porte crayon, ou il suffit de glisser le crayon dans les trous des deux objets en miroir oui je vais écrire 100 fois "je sors" -> Sinon l'encoche sert à glisser quelque chose ? une photo, un carton, un circuit imprimé, un miroir, une amende, une carte de visite, du papier alu contre les ondes de la 6G ?1 point
-
Je ne peux que te conseiller une imprimante SLA. Je possède la Elegoo mars 2 et franchement c’est génial pour ce qui est figurine , j’imprime du Star Wars legion en 27mm avec un rendu parfait. Comme toutes imprimantes tu auras des hauts et des bas, je suis actuellement dans le bas, mais avec des recherches et le forum tu arriveras à surmonter cela. Comme dit plus haut il faudra prévoir les frais annexes. La wash and cure, les Gants, les masques, les fep, le sopalin (c’est chère à la réunion) la résine qui a un certain coup et surtout lalcool iso si tu prends une résine traditionnelle. Perso j’ai la résine lavable à l’eau, un bain d’eau avec du liquide vaisselle dans la wash and cure puis un petit coup dans l’alcool dans un ancien pot de foie gras (pour éviter des traces blanches) histoire d’avoir un rendu parfait. je t’ai mis une photo du rendu, ce n’est pas parfait c’était à mes débuts et une photo de certains problèmes qui font rager haha. Pour finir il ne faut pas prendre à la légère les odeurs toxique, mettre dans une pièce à part lors de l’impression et si possible une pièce aéré, mais je suppose que pour une PLA c’est aussi conseillé Ps: tu remarqueras des traces blanches car a l’époque je ne connaissais pas la technique de l’alcool

 1 point
1 point -
Je n’ai fait aucune excuse, car je n’en avais pas à faire. PS: si maintenant les petits nouveaux prennent la mouche dés qu’on leur explique comment réfléchir, cela va devenir tristounet.1 point
-
De rien… Il en reste probablement encore quelques unes, je les laisse aux yeux experts Si / quand tu feras l'article pour le blog, n'hésite pas à m'interpeler avant la parution (après c'est parfois un peu plus compliqué si la procédure de mise en publication n'est pas respectée).1 point
-
Il devrait en rester un peu moins désormais après passage du correcteur "typographique" ®fran6p1 point
-
En fait les fichier format 3mf c'est un zip de tout se qu'il faut pour le projet ... donc si tu renomme le .zip en .3mf ... peut être que l'ouverture sera ok ... Mais pas top et pour corriger cela je ne sais pas . et peut etre un bug général si c'est lié a https://github.com/Ultimaker/Cura/issues/12818 Et moi j'ai ce bug là https://github.com/Ultimaker/Cura/issues/12659 encore moins pratique1 point
-
Bonjour à vous tous, Eurêka, le colis contenant le nouveau plateau vient juste d'arriver. Emballage vraiment très soigné et sécurisé. Impossible qu'il subisse un choc. Juste un peu surpris lors de son arrivé, il y avait des taxes douanières à régler. "M'enfin Vive La France", si cela peut servir à quelque chose (mais j'en doute) Je vais attendre encore un peu, pour faire des tests, que la température redescende car comme partout, ici on est toujours aux alentours de 30 de jour comme de nuit. A bientôt pour la suite,

 1 point
1 point -
Merci pour ta réponse. J'aurais besoin d'un éclaircissement de votre part. Est-ce à dire que tous les projets que des personnes font avec l'imprimante 3D ne peuvent pas servir un intérêt général => Création d'entreprise ? Je parcourais le site et j'ai trouvé un article où des personnes ont ouvert leur entreprise de "Fabrication de planche de surf avec une structure imprimée en 3D". Je trouve l'idée génial. Mais je parie que le seul fait d'imprimer cette structure coûterait énormément. D'autres pourrait dire que ce n'est pas une idée rentable car on peut trouver des planches de surf bien moins chers sur le marché et avec encore une élégance non discutable. Si nous nous positionnons sous cet angle, à quoi sert donc les projets que nous réalisons en 3D si on ne peut pas résoudre des problèmes que des personnes rencontres autour d'eux ?1 point
-
J'ai corrigé la valeur du babystep à 0,02mm et complété mon propos . Je me doute que tu le sais déjà, les pilotes moteurs peuvent être réglés à une autre valeur que 1/16. Un simple changement du moteur par un Nema17 à 0,9° permet une résolution de 0,02mm en utilisant les pas complets cas où le moteur donne sa pleine capacité, pas sûr que les μpas apportent quoi que ce soit Mon prénom, mon cher «pommeverte» n'est pas Bertrand il me semble. Le tien non plus, je ne le révélerai pas ici puisque ça semble te chagriner au vu des messages passés postés aux modérateurs. Concernant les vacances, je suis d'accord que tu devrais en prendre (moi j'y suis depuis plusieurs années déjà). Je reste persuadé qu'utiliser le système métrique international est bien plus simple, on peut mettre la valeur souhaitée sans avoir besoin de faire aucun calcul mais je comprends qu'on préfère la complexité à la simplicité, on est encore en démocratie où chacun est libre de faire comme il l'entend (dans la limite du respect de la liberté d'autrui évidemment).1 point
-
J'ai trouvé le problème j'ai simplement reformaté la carte sd Merci de votre aide1 point
-
Il n'a pas précisé avoir imprimé en mode vase .1 point
-
Salut @fran6p, Non, je ne suis pas idiot au point de régler le babystep à 0.2mm, le double du plus petit déplacement standard (0.1). Cela dit, le compte n'est pas bon mon cher Bertrand . Tu oublies de prendre en compte les micro-steps (= 16), ce qui donne 8/200/16 = 0.0025 = 2.5µm Calcul différent: sur une Ender 3, les pas/mm de l'axe Z sont de 400, soit une résolution de l'axe Z de 1/400 = 2.5µm. Donc mettre un BABYSTEP_MULTIPLICATOR_Z à 5 donne 12.5µm (validé à l'instant sur l'écran de mon imprimante) Là où je me suis emmêlé les pinceaux, c'est le BABYSTEP_MULTIPLICATOR_Z 20 alors que je voulais dire 10 (comme sur ma U20), ce qui revient à 25µm (0.025mm) et non 0.02 comme je l'ai écrit . Pour tout te dire, tu m'as embrouillé l'esprit depuis ce message et c'est vrai que je n'ai pas pris la peine de vérifier mes calculs. Conclusion, il est temps qu'on prenne des vacances! Pour résumer, @Bipsom je te conseille ceci: #define BABYSTEP_MULTIPLICATOR_Z 10 // déplacement en Z de 0.025mm1 point
-
@pommeverte Pour avoir réellement un «babystep» de 0,2mm 0,02mm : - soit on précise qu'on travaille en millimètres et on indique la valeur souhaitée : - soit on travaille en «mode pas», la première ligne ci-dessus est alors commentée. Connaissant la valeur en millimètres d'un pas complet, déduite (calculée plutôt) des caractéristiques du moteur (200 pas par tour pour un Nema17 1,8°) ET de la vis trapézoïdale (son avance) par exemple pour les plus communes, les T8/8 (diamètre de 8mm, avance de 8 mm pour un tour complet), ce qui nous donne 0,04 mm ( 8 / 200 ) pour des pas complets. Le pilotes moteurs sont capables d'interpoler des μpas, généralement 16 donc un tour complet du moteur nécessitera 3200 (16 x 200) μpas. La résolution en teant compte des μpas est alors de 0,0025 mm ( 8 / 3200 ) Pour obtenir alors un «babystep» de 0,02mm, il faudrait indiquer 0.5 comme valeur ( 0,5 x 0,04 = 0,02 mm)… pas sûr qu'une valeur décimale soit possible en ce cas . Avec 20, le babystep est de 0,8mm avec des pas moteur complets. Avec les μpas, la valeur pour obtenir 0,02mm si les μpas sont de 1/16 est de 8. Si on ne veut pas se prendre la tête avec des calculs (pas, μpas, …), le plus simple est d'indiquer dans Marlin qu'on travaille avec les unités du système métrique international en décommentant la ligne => define BABYSTEP_MILLIMETER_UNITS1 point
-
J’accepte vos excuses1 point
-
Je trouve l'idée géniale.... Tu aurais pu participer à un des récents concours de Prusa -> https://www.printables.com/contest/69-pen-cups @+ JC1 point
-
Je n'ai pas été "condescendant", savoir poser les bonnes questions permet d'obtenir les bonnes réponses, malgré que cela semble t'offusquer, désolé.1 point
-
Je l’avais vu avant de demander mais comme je l’ai dis il propose des super glu pour la sla et avec je n’obtiens pas de résultat. Peu être n’ai-je pas acheté la bonne super glu ou bien la résine lavable à l’eau est différente. L’humidité n’est pourtant pas un problème ou j’habite. Mais oui c’est un des rare article qui traite du sujet de la colle Sla Wha merci, je ne sais pas comment vous remercier tellement vous m’aidez. Laissez moi vous envoyez un chèque à la hauteur de votre condescendance. Je vais me renseigner pour la greenstuff et dans le pire des cas je collerais peu être avec de la résine. Merci pour, presque, toutes vos réponses1 point
-
Soit il te faut prévoir plus de marge sur les cotes, soit ta machine n'est pas tout a fait bien réglée (step extrudeur, flow...) et manque de précision ou c'est un peu des 21 point
-
Merci la famille. Vos suggestions encourage. Dans mon entourage, cette idée était perçu comme inutile car les gens ne voient le besoin d'un entonnoir du genre. Je partage le fichier avec vous des que possible. J'ai juste une petite question. avez vous une idée de où je peux vendre cette idée ?1 point
-
issu du groupe facebook (en accès public) donné par @PPAC C'est superbe. @PPAC l'ardoise pour la gravure est naturelle ou artificielle ?
 1 point
1 point -
Sur une pièce ronde/spirale cela me parait tout a fait plausible vérifies le comportement dans la simulation du slicer1 point
-
Ha cool ! J'hésitais a faire un sujet pour la nouvelle version 4.0.11 de Lychee Slicer. Mais donc c'est bon l'information est passé. Et merci de parler de mes essais de la FOKOOS Odin-5 F3 ( avec mes excuses pour les fautes d'orthographes ... il me faut trouver un relecteur / correcteur ... )1 point
-
pas besoins d'un truc très fiable c'est juste pour avoir un ordre d'idée de l'humidité dans ta boite de séchage / stockage pour ce dire "ha oui là il est temps de sécher/changer les sachet de disséquant ..." Mais la remarque de Idealnight reste valable, une rétraction mal ajusté peut créer des bulles d'aire ( exacerbé quand il y a de l'humidité dans le filament )1 point
-
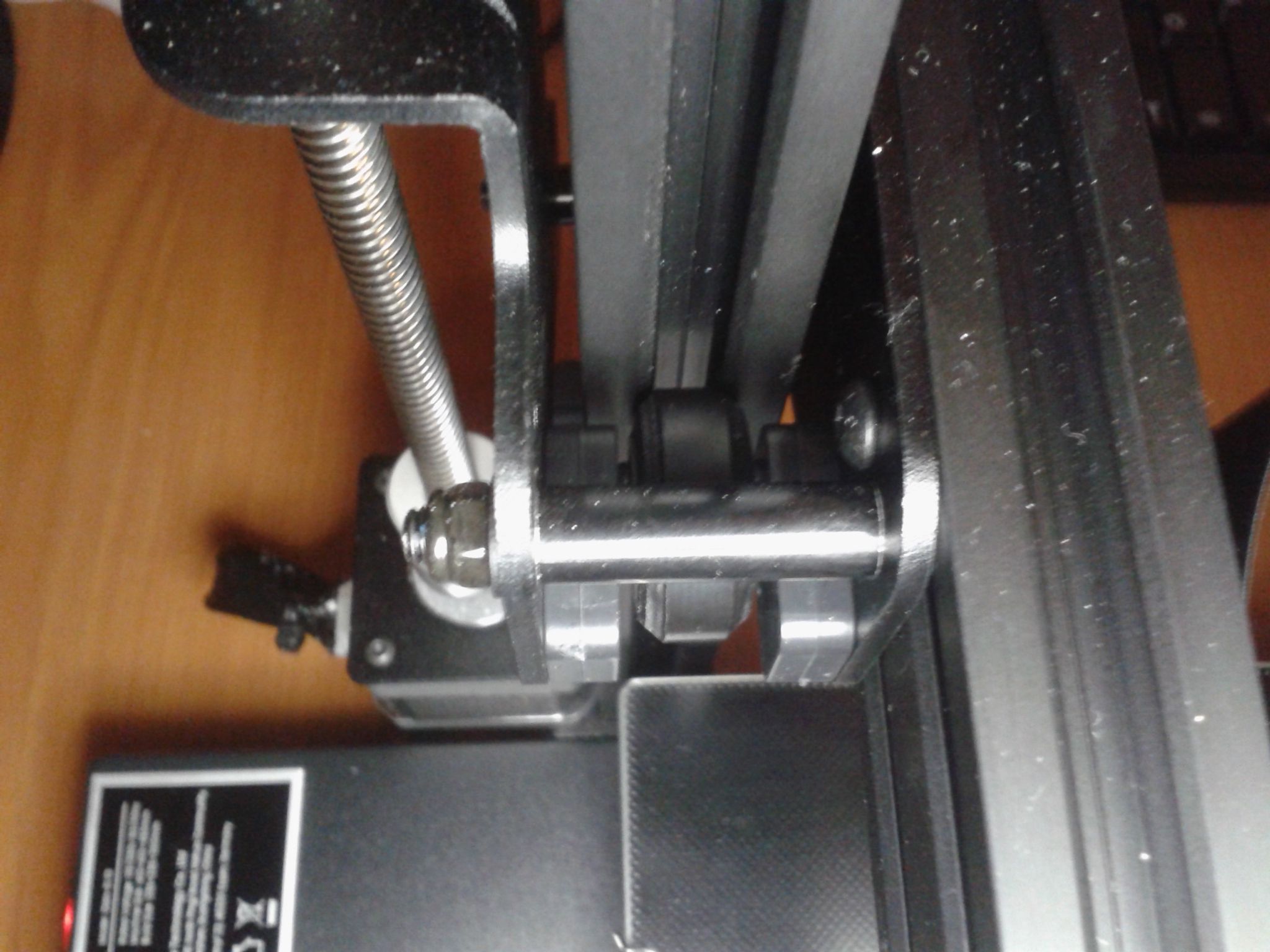
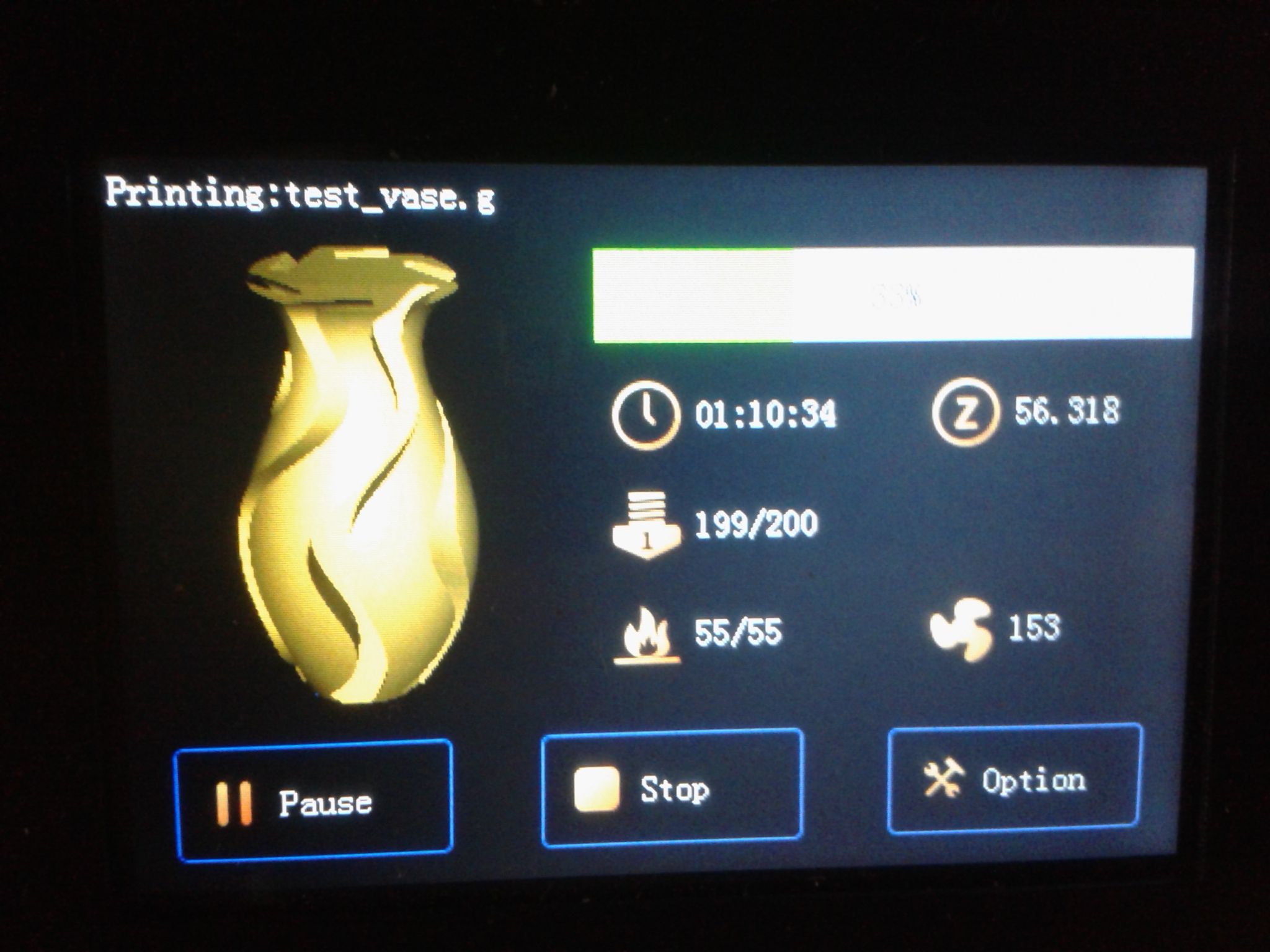
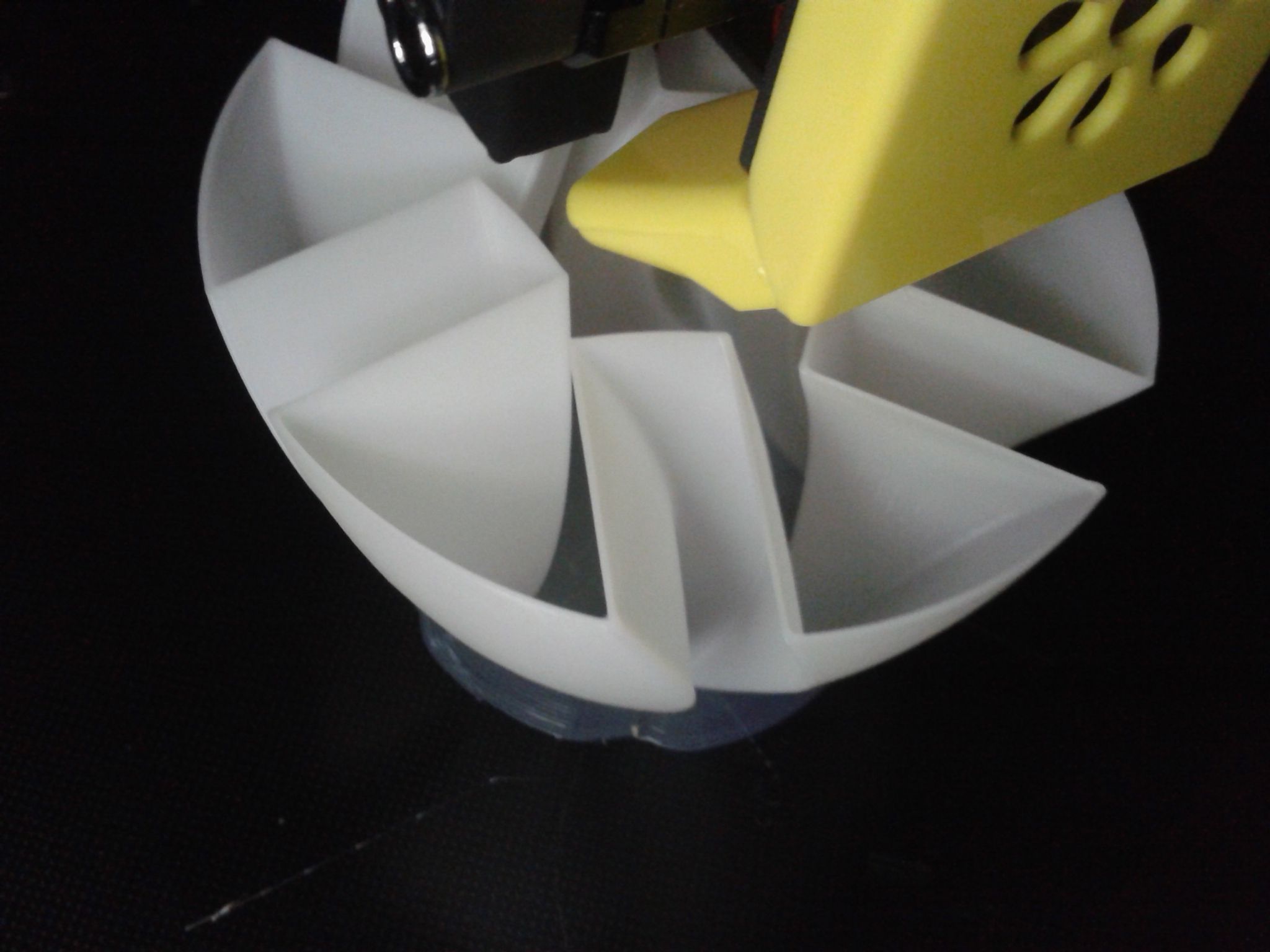
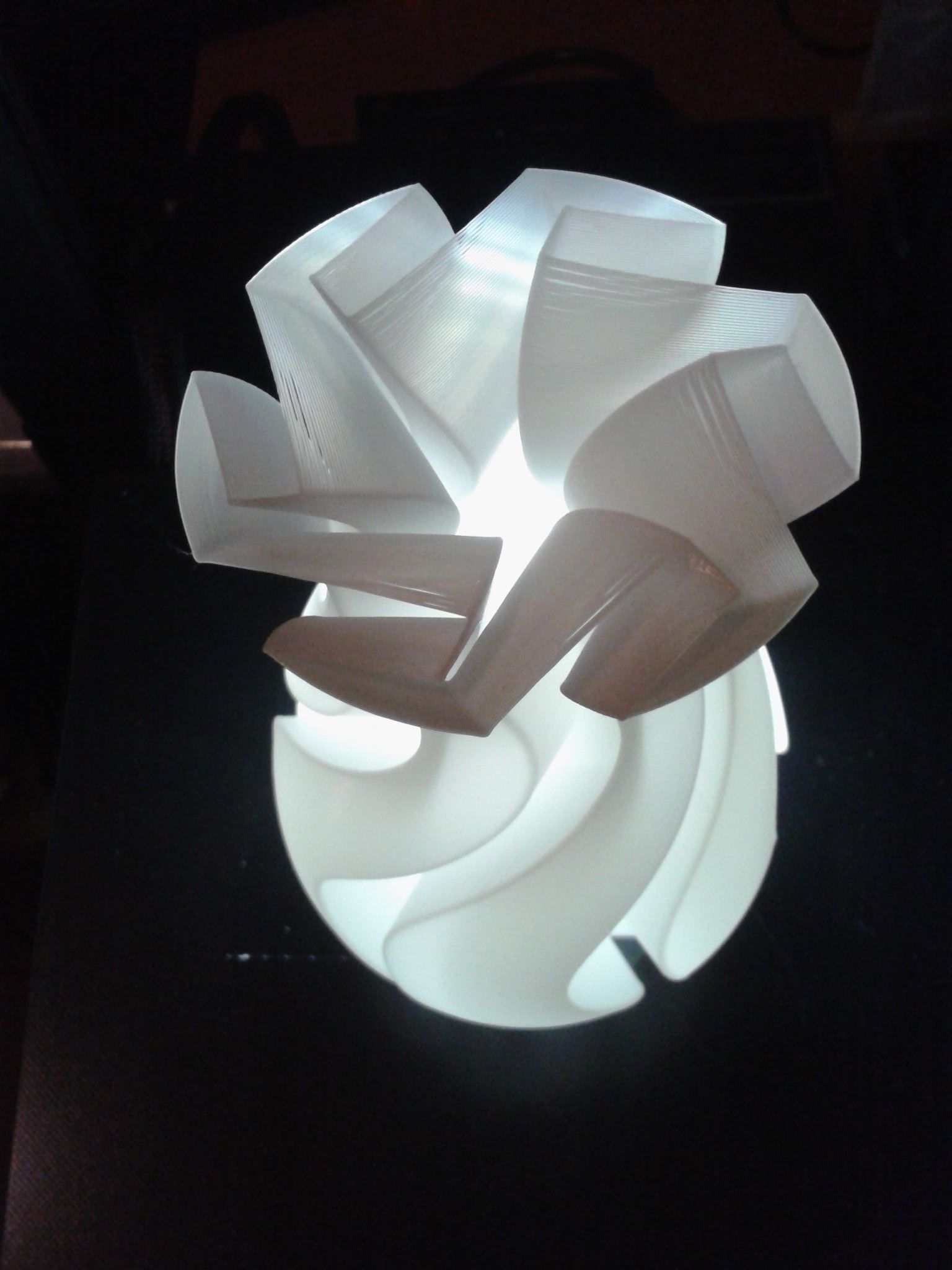
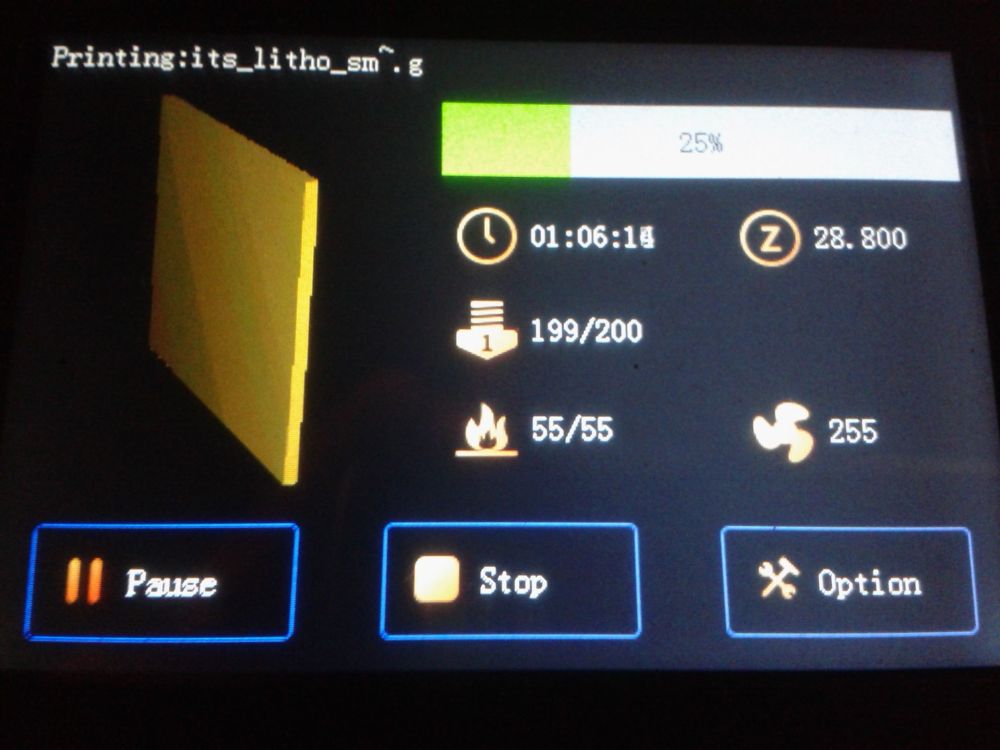
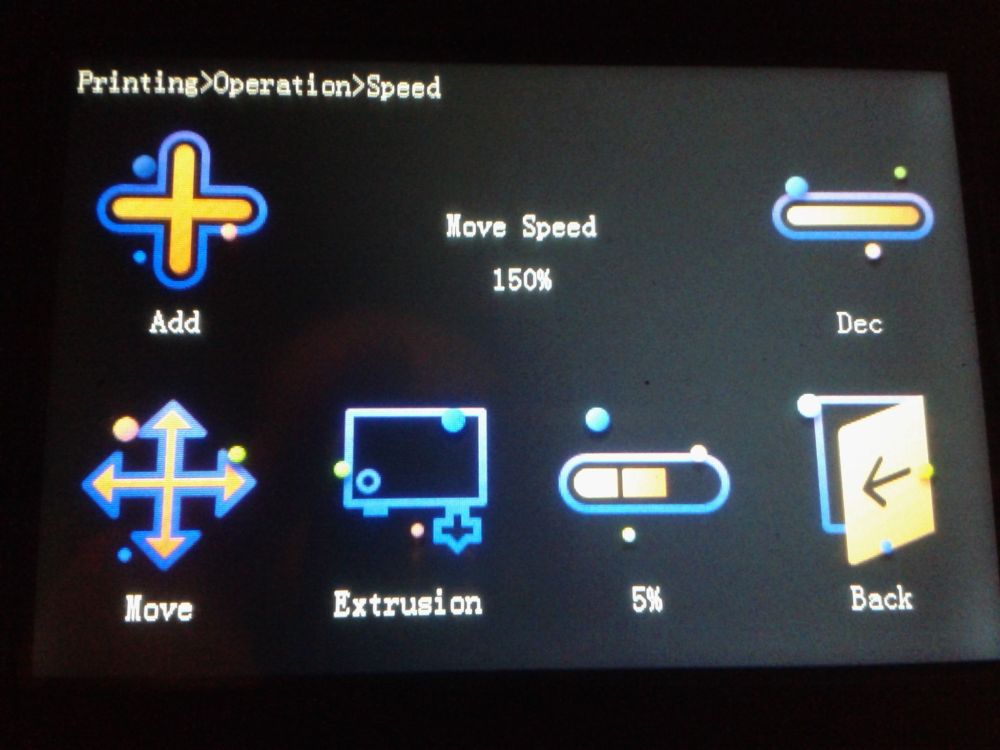
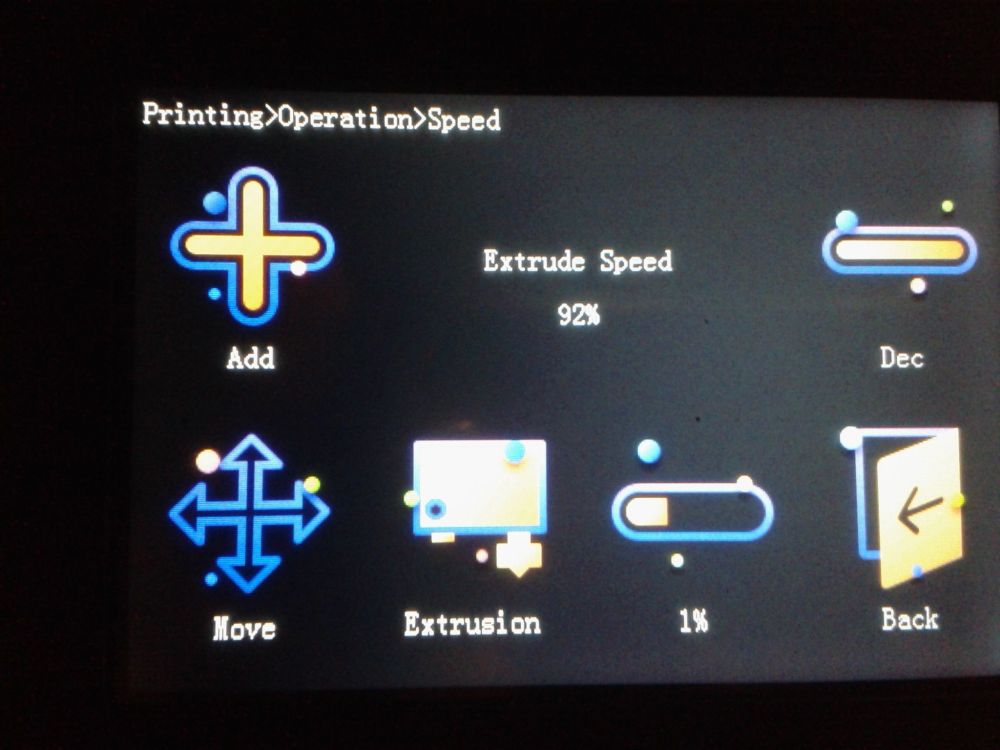
Détails du système de déplacement ou guidage sur les profilés de l'axe Z ( il n'y a pas d’écrous excentriques ) Pour les déplacements de la barre de l'axe X qui se déplace sur l'axe Z grâce aux deux tiges filetées, le guidage est garanti par des galets/roues ( trois pour chaque profilé extrudé de chaque coté de l'arche ) Et je n'avais pas de suite remarqué un système à ressort pour plaquer les roues intérieures aux profilés, ce qui remplace l’utilisation d'écrous excentriques pour ajuster le plaquage. Voici les photos vue de l’intérieur de l'arche, du coté droit. On peut voir le système démonté dans la vidéo Fideo28 - Guidance - Replace Z-axis wheels D'autre essais d'impressions Entre temps j'ai calibré l'extrudeur et au lieu des 94 ESteps/mm je trouve plutôt 96 ESteps/mm Et j'ai fait le PID de la tête pour 200°C. ( Le PID pour le plateau ne semble pas être activé dans firmware stock) Modèle 3D fait sur itslitho.com depuis l'image "smiling-face-with-hearts" de OpenMoji Paramétré à une vitesse de 40mm/s, hauteur de couche 0.2mm lors du tranchage sous Ultimaker Cura 5.0 Mais imprimé avec le pourcentage de vitesse mis a 150% lors de l'impression ... ( équivalent de M220: Set Feedrate Percentage ) Et j'avoue avoir été déstabilisé un instant par le "Extrude Speed", qui après avoir joué avec, se trouve être le pourcentage du débit ou "flow". ( équivalent de M221: Set Flow Percentage ) Et avec une touche de marqueur rouge à l'arrière pour les cœurs : ) Aussi, je me suis lancé dans l'impression d'un des éléments de LAMPE FANTÔME ( payant 2€41 ) de Brightboxdesign01 cette fois, paramétré à 60mm/s et imprimé à vitesse normale (100%) (on peut y remarquer un petit défaut, il manque quelques lignes sous un œil sur une couche, car j'ai encore été dans "Option" -> "Filament" lors de l'impression et la pause induite semble de temps en temps interférer avec l'impression et ici cela m'a sauté quelques instruction g-codes ... ) Là j'ai lancé https://cults3d.com/fr/modèle-3d/maison/test-vase en mode vase (spiraliser les contours extérieurs), à une vitesse de 60mm/s, largeur de ligne 0.6mm, hauteur de couche de 0.2mm ( histoire de voir si le débit tient avec cette buse type volcano de 0.4mm de diamètre ) et avec le plugin ArcWelder d'activé et la ventilation à 60%. Pour le moment cela semble en bonne voie. Edit : Et voila ... Donc une hauteur de couche de 0.2mm pour un évasement comme cela en haut, c'est un grand porte à faux et cela a raté à la fin ... et j'aurais dû forcer le débit et ou mettre plus de couches du dessous car il y a un trou au centre de la base Mais sinon je le trouve joli et encore plus avec une lumière derrière

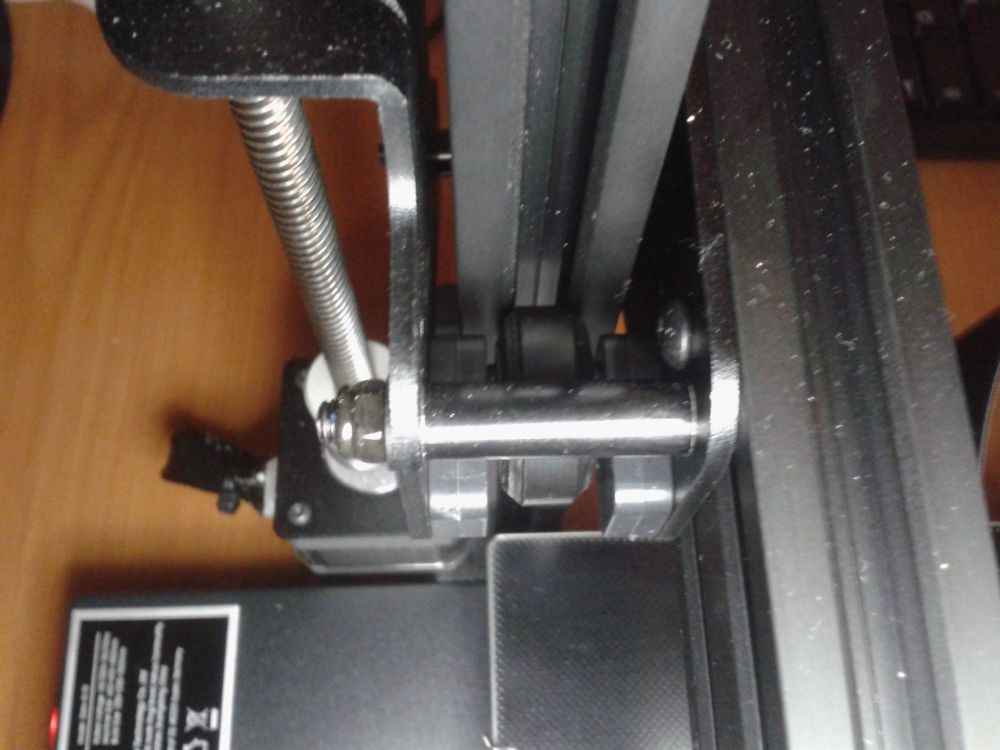



















 1 point
1 point -
Cela correspond à la jointure donc c'est lié a plusieurs choses comme la rétraction, la vitesse etc... En gros tu dois avoir une rétraction a chaque couche qui se fait et quand elle redémarre la couche suivante l'extrusion n'est pas suffisante pour suivre et cela te crée un trou. (mettre une valeur dans l'amorçage après rétraction n'est pas une solution en soi juste un palliatif qui ne sera pas parfait donc mieux vaut chercher ailleurs)1 point
-
En plus du contrôle du bras il faut procéder à la Titi's procédure (tuto épinglé dans la section creality du forum + lien présent dans le tuto de FRan6p posté par @PPAC)1 point
-
A froid ça fonctionne très bien pour la partie extrudeur -> haut de la tête. Comme il faut retirer l'ancien PTFE, c'est «préférable» de le faire à chaud. Puisque c'est chaud, tu dévisses un peu la buse ( 1/4 … 1/2 tour), tu remets un nouveau PTFE (Capricorn c'est bien) jusqu'au contact de la buse, tu revisses la buse afin qu'elle soit bien en contact et avec le PTFE et avec le heatbreak. Dernière étape, pas forcément la plus facile, tu coupes le PTFE au raz de la grosse vis en fer en haut du radiateur. Par magnétisme tu poses le magnet sur cette vis. Quand tu voudras désaccoupler le magnet de la base, tu retires le filament et en faisant glisser sur le côté le magnet ça devrait se «déboiter», si tu essaies en tirant vers le haut tu soulèveras probablement ton imprimante sans que la fixation magnétique ne lâche.1 point
-
oups désolé. il m'avait semblé que tu en avais parlé dans ton sujet sur la cr10v2 pour le magnet, c'est pour cela que je t'avais demandé. mea culpa. du coup j'en profite pour demander, je viens de recevoir le kit (envois trés rapide merci hotend.fr et fourmi) il vaut mieux monter à chaud ou pas?1 point
-
Comme @divers sur le net on trouve cela : https://blog.prusa3d.com/fr/le-grand-guide-du-collage-et-de-lassemblage-des-impressions-3d_44908/1 point
-
Oui possible ... Si tu a un truc qui mesure l'humidité il faudrait vérifier comment cela varie dans ton séchoir. (j'ai profité du gros et lourd soleil pour sécher mes sachets au soleil a midi et j'ai bien vue la différence niveau %d'humidité dans ma boite hermétique après cela grâce a un petit capteur d'humidité ... )1 point
-
Salutation ! Tester le même fichier d’impression avec une autre bobine et viens nous dire ... Car j'aurais dit humidité mais si tu a passé la bobine dans un séchoir ... Donc je sais pas trop.1 point
-
J'utilise la glue de chez greenstuff et jamais eu aucun soucis sur aucune résine. Je déconseille fortement l'utilisation de la résine + lampe. La lampe uv a quedal de puissance et n'agira pas à l'intérieur de la pièce. Faut se dire qu'une imprimante uv, selon les modèles, c'est 2 à 10 secondes d'exposition aux uv pour polymériser 0.05mm d'épaisseur. Alors, une goûte qui fait 1mm voir bien plus, quasi aucune chance de la polymériser à cœur. C'est donc un gros risque de voir sa pièce craquer avec le temps. C'est déjà arrivé à certains. Moi perso, j'ai testé et j'ai très vite abandonné. La résine garde une consistance poisseuse et comme expliqué plus haut, aucune confiance en ce qui se passe dedans.1 point
-
Salut à vous, j’ai le même problème avec ma Elegoo mars 2. En mettant à jour chitubox et l’imprimante j’ai vu une net amélioration des temps. Elle m’indique toujours un décalage d’une heure, pour trois heures d’impression, mais pas autant que le problème du sujet. Je te conseil donc de bien tout mettre à jour et pourquoi pas passer sur le slicer recommandé par le fabricant1 point
-
Tu as bien vu que pour tes attentes la résine est préférable mais elle exige un peu plus de place car il te faudra un wash and cure en plus et surtout tu ne peux pas le faire dans la pièce ou tu vis et dors cela plutôt toxique donc il faut une pièce qui puisse être aérée et non une pièce de vie . Pour les FDM tu pourras faire quelques figurines mais c'est plus "compliqué", les détails peuvent être réduits.. Une figurine est plus délicate a travailler en post traitement sur FDM a cause des détails mais si tu n'es pas ultra exigeant tu pourras y arriver après pas mal d'apprentissage1 point