
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 19/11/2022 dans Messages
-
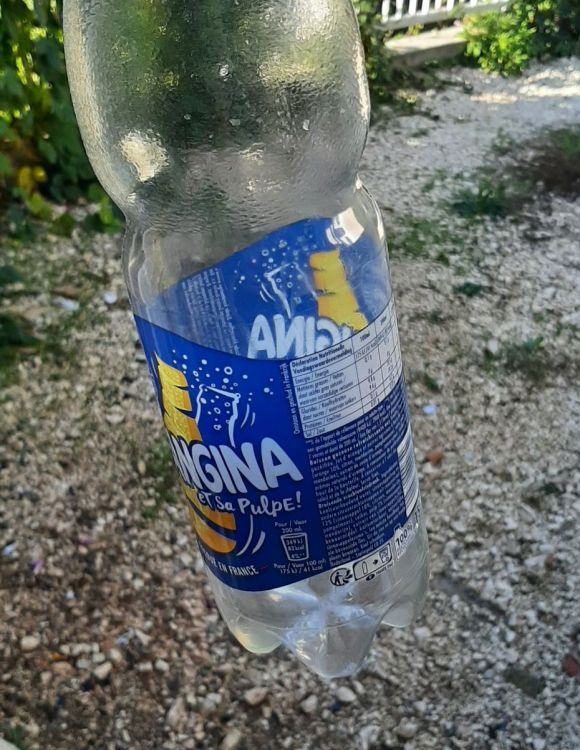
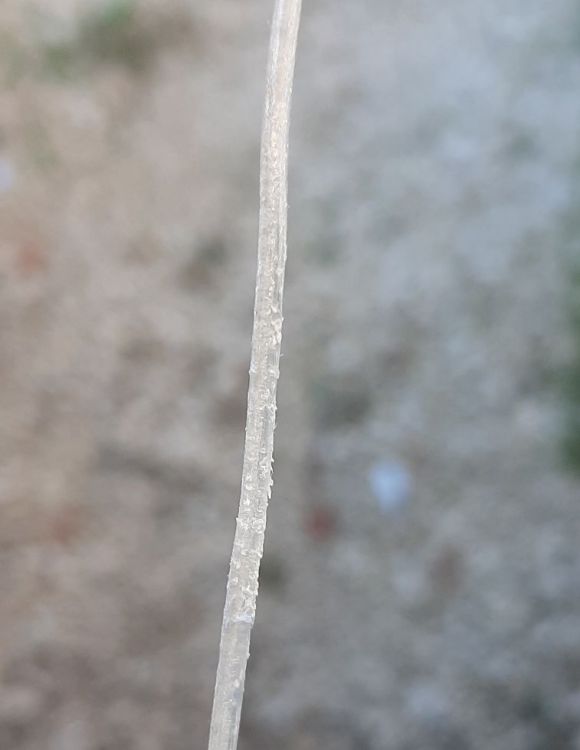
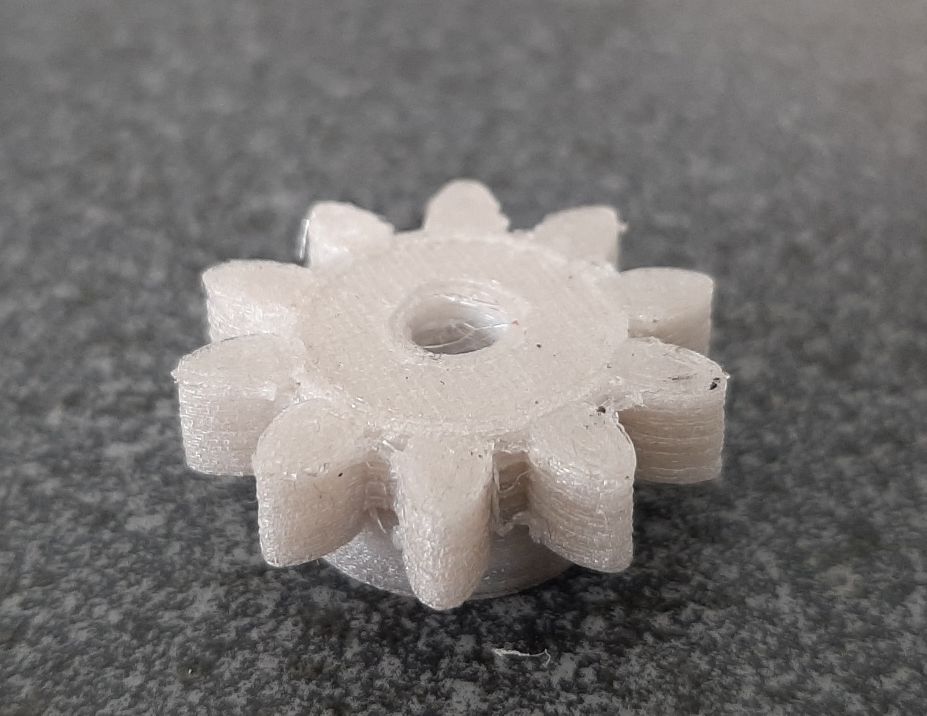
Salut à tous, Ma nouvelle machine n'est même pas fini (99%) qu'un nouveau projet demarre... A force de voir toutes ces vidéos sur la transformation de bouteille en filament, j'ai voulu tester. Avant de démarrer la construction d'une belle machine, un petit test en mode "A l'arrache": 1-la matiere: 2- la decoupeuse, réalisé suivant le modèle de JP Gleyzes sur ce lien: 3- la buse, une simple tête E3dv6 dont la buse est percée à un diametre de 1.5mm 4-les bandes, le système de découpe demande quand même une petite prise en main pour faire des bandes correctes, mais au bout de 3 bouteilles ça part seul: 5- Le résultat, la buse a été branché sur une alim régulée sans thermostat ( j'ai bien dis "A l'arrache") donc je pense avoir été bien trop chaud, pour tirer le fil j'ai utilisé un outil de fou... ma main, je voulais pouvoir sentir la force de traction nécessaire pour la suite, et il va falloir du costaud. À la sortie j'avais un fil pas très beau et qui oscillait entre 1.6 et 2 mm, donc inutilisables. Pour corriger ce problème, j'ai baissé le courant pour faire descendre la température de la buse et j'ai repassé le fil mais en sens inverse (la buse a servi de rabot), résultat un fil de 1.6 mm sur toute sa longueur, toujours pas jolie mais pour tester par envie de me prendre la tête Et voilà ma première pièce imprimée sur la base d'une bouteille: Pour l'impression j'étais à 265°C, 60 mm/s et une compensation du flux pour compenser le diamètre du fil, aucun problème d'impression, l'accroche au plateau est très bonne à 90°C. Maintenant, que j'ai testé et approuvé en version rapide, je peux partir sur la construction d'une petite machine à recycler les bouteilles.




 5 points
5 points -
L'avantage de la sidewinder c'est son plateau 230V la montée à 100 - 110 ne posera pas de problèmes. Pour la limite à 260° (toutes les imprimantes 'grand public' ou presque sont limtées dans le firmware à 260°, mais il suffit de changer de firmware pour faire sauter la limitation ... Par contre il faut impérativement : * une enceinte fermé (qui permette une montée de t° entre 45° à 60°) * un heatbreak fullmetal * un plateau pei magnetique de très bonne qualité * isoler au maximum les élément électroniques de la t° de l'enceinte Dans la pratique il vaut mieux partir sur une base de delta ou de corexy pour ce genre d'imprimante : * plus faciles à fermer * électronique déjà bien séparée de l'enceinte * potentiel de vitesse plus élevé (et pas de plateau qui se ballade d'avant en arrière en secouant la pièce en cours d'impression) Avec une température d'enceinte de 55° un plateau à 100° et une pei magnétique energetic 3d (lisse ou texturé) l'adhérence ne pose pas de soucis sans additifs (en plus les plateaux en pei sont allergiques le jus d'abs ) .3 points
-
Pour moi, il faut comprendre "début janvier on vous dira, probablement, qu'il y a ... du retard. Mais on espère que non." ( mais je suis peut-être pessimiste sur ce coup la ...) Il fallait aller au Formnext pour se menotter a l'artisan utilisé en démo et demander de repartir avec3 points
-
Le #BlackFriday, c'est parti chez Anycubic Notre sélection des meilleures #promo pour #imprimante3D #FDM, #SLA et #DLP en faisant le tour des boutiques https://www.lesimprimantes3d.fr/black-friday-2022-anycubic-20221119/2 points
-
J'ai vu passer des modèles comme ça sur Printables : tu as celui là qui ajoute deux boites pour mettre des sachets de silicate entre les plots des 4 bobines et celui là qui se place à la place de ceux déjà fournis. Pas certain mais tu peux tester, soit en lançant une calibration avant soit en lançant une impression, tu devrais vite avoir un message d'erreur si il y a un problème. De toute façon normalement il n'y a aucun risque de casse ou de dommage, ça ne sert qu'à aider l'utilisateur pour que son impression se passe bien. Attention avec les bobines en carton, je sais que certaines s'abiment à forcer de tourner et lâchent des particules de carton un peu partout qui peuvent rentrer dans les mécanismes via le filament. Ce que font certains c'est qu'ils impriment un anneau à mettre autour de la bobine pour éviter ça (il y a un modèle paramétrique ici). Si tu parles des imprimantes, aucune n'est en stock pour le moment, tout est en précommande. Pour le pack X1-Carbon Combo l'estimation de livraison est actuellement à mi-décembre, fin janvier pour la X1 classique et pour la X1-Carbon il est indiqué un délai de 2 semaines (mais l'affichage n'est pas le même que les deux autres ce n'est pas clair). Pour le reste de la boutique c'est indiqué sur l'image du produit, il est indiqué "Sold out" si ce n'est pas en stock.
 2 points
2 points -
Elle ne commence pas vraiment bien quand même ... Est-ce que ton plateau est parfaitement propre ? Sur la photo il semblerait que le buse soit un peu trop loin du plateau (mais ce n'est peut-être qu'une impression, car la photo est un peu floue) Comme tu as changé la buse as tu vérifé qu'elle est bien serrée à chaud et qu'elle ne fuit pas ? Je suis aussi sur L'île mais ça va faire loin2 points
-
non, les bouses dépassent rarement les 37° je sors -> Après si ton plateau n'a pas une température uniforme ou n'atteint pas la 'vraie' température ce n'est pas la fin du monde. Si tu imprimes du pla avec un plateau qui indique 60° et que tu n'as pas de problèmes ... il n'y a pas de problème2 points
-
bonjour, j utilise le PLA de SOVB3D ,un peut de toutes les couleurs, j'ai pris des bobines de 500G a 8€ , j'imprime sur une MicroDelta Rework et je doit dire que les impressions sont magnifique,vraiment très surpris de la qualité du fil.1 point
-
Je ferai directement une installation en Windows 10 sur le ssd via un téléchargement de Windows 10 sur une clé usb . Normalement le numéro de licence de Windows 8 qui est sur l'autocollant Microsoft dans le compartiment batterie permet d'activer Windows 10. Cela te permettra de garder ton vieux dd Windows 8 intact et de le remettre si besoin. Ensuite migrer en Windows 11 si ton pc est compatible (souvent une mise à jour du bios suffit)1 point
-
D'autres retours sur le SOVB3D ? J'ai trouvé un peu tous les avis sur ces filaments dont quelques uns assez mitigés, mais ce n'est pas tjs évident de savoir si c'est vraiment des soucis liés au filaments ou bien à l'imprimante. Le prix et le format 500g et le fait que ça soit Français me tentent bien pour varier un peu les couleurs.1 point
-
Bonjour, je n'ai pas de sidewinder, donc je ne peux pas te confirmer le bridage en température. Par contre, j'imprime presque exclusivement de l'ABS. Pour imprimer, je monte à 240° maxi pour imprimer à 100mm/s, à priori c'est 250° (260° max) pour les nylon de type PA-6 En upgrade plus que recommandé: Une enceinte, isolée ou chauffée, pour avoir une température ambiante constante (idéalement au dessus de 35-40°). Heatbraker full métal ou idéalement bi métal. Un bed pouvant monté facilement à 100-110°. Un bon plateau en verre (j'ai essayé 3 plateaux magnétiques, mais les surfaces d'adhérence se sont toutes décollées de la plaque métallique). Ensuite quelques conseils sur l'ABS: Pour l'adhérence sur le bed, je fais du jus d'ABS, j'ai 3 pots (un pour les couleurs sombres, un pour les couleurs blanche à rouge, et un pour les vert à bleu). Si tu fais un bed leveling à chaque print, il faudra que tu étales ton jus d'ABS après, mais gare aux émanations d'acétone si ton bed est chaud. Il supporte très mal les variations de température, donc il faut éviter d'ouvrir ton enceinte pendant un print. Il faut compenser la rétraction des pièces, je change l'échelle des modèles et la passe à 100.62%. Ne jamais essayer de décoller une pièce tant que le bed est au dessus de 50°. Il faut laissé tout le monde refroidir à son rythme. J'oubliai, il faut aussi améliorer le refroidissement des composants électroniques ou mieux tout sortir de l'enceinte pour éviter la surchauffe Et pour prévenir de tout claquage de carte mère, piloter le bed avec un mosfet.1 point
-
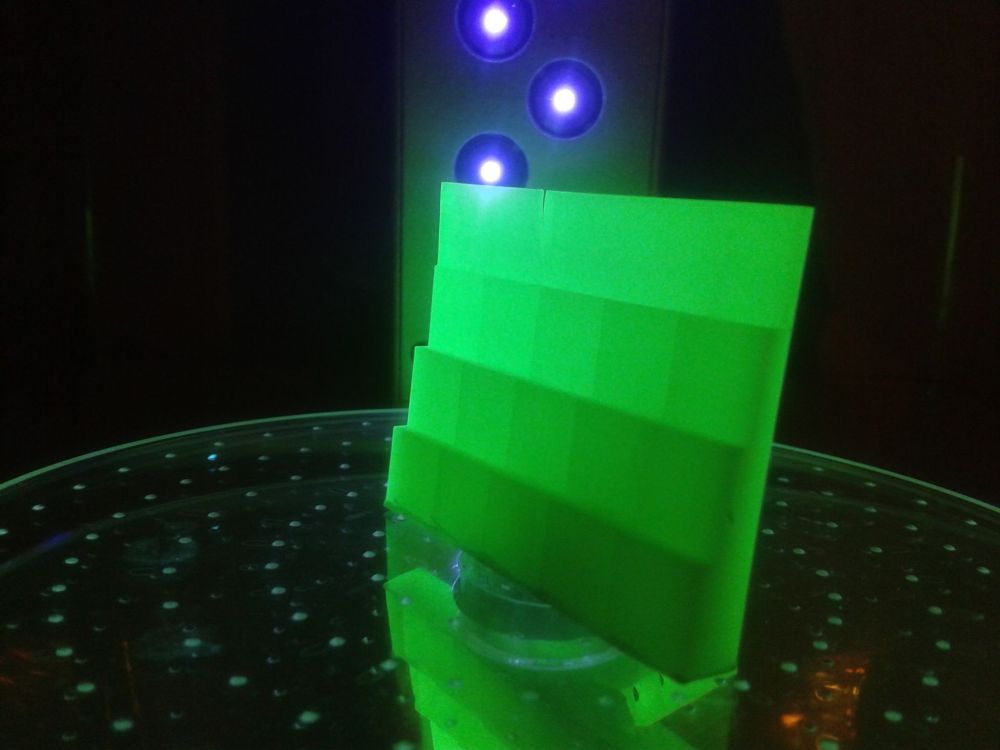
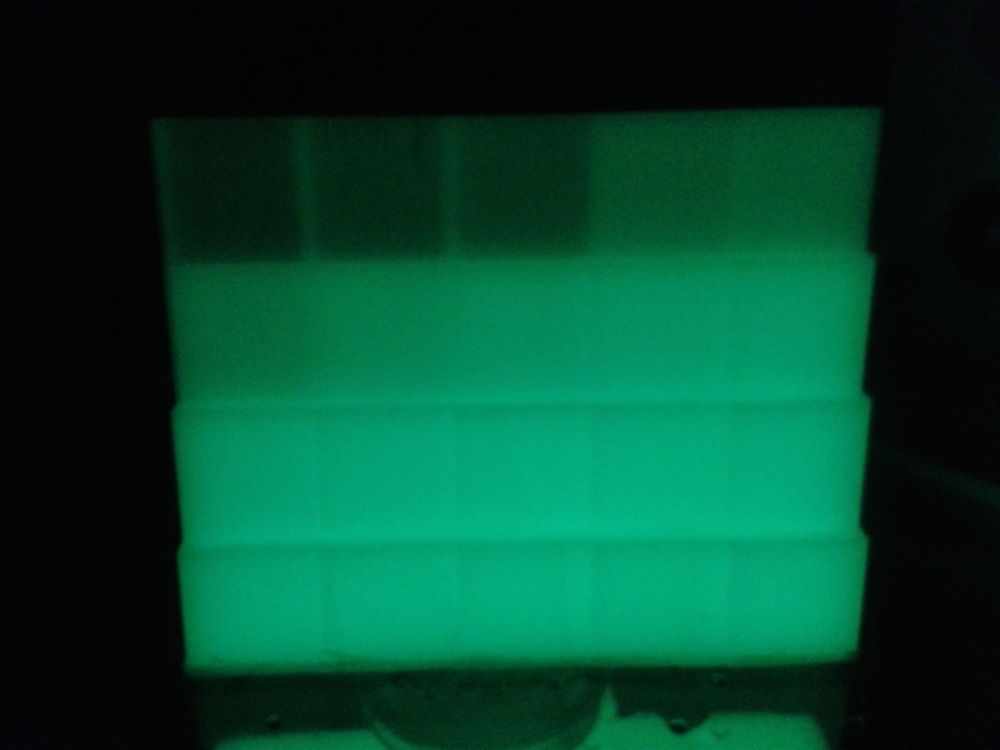
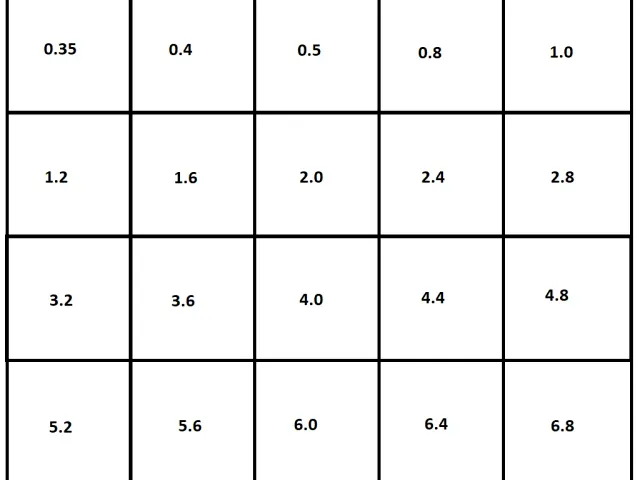
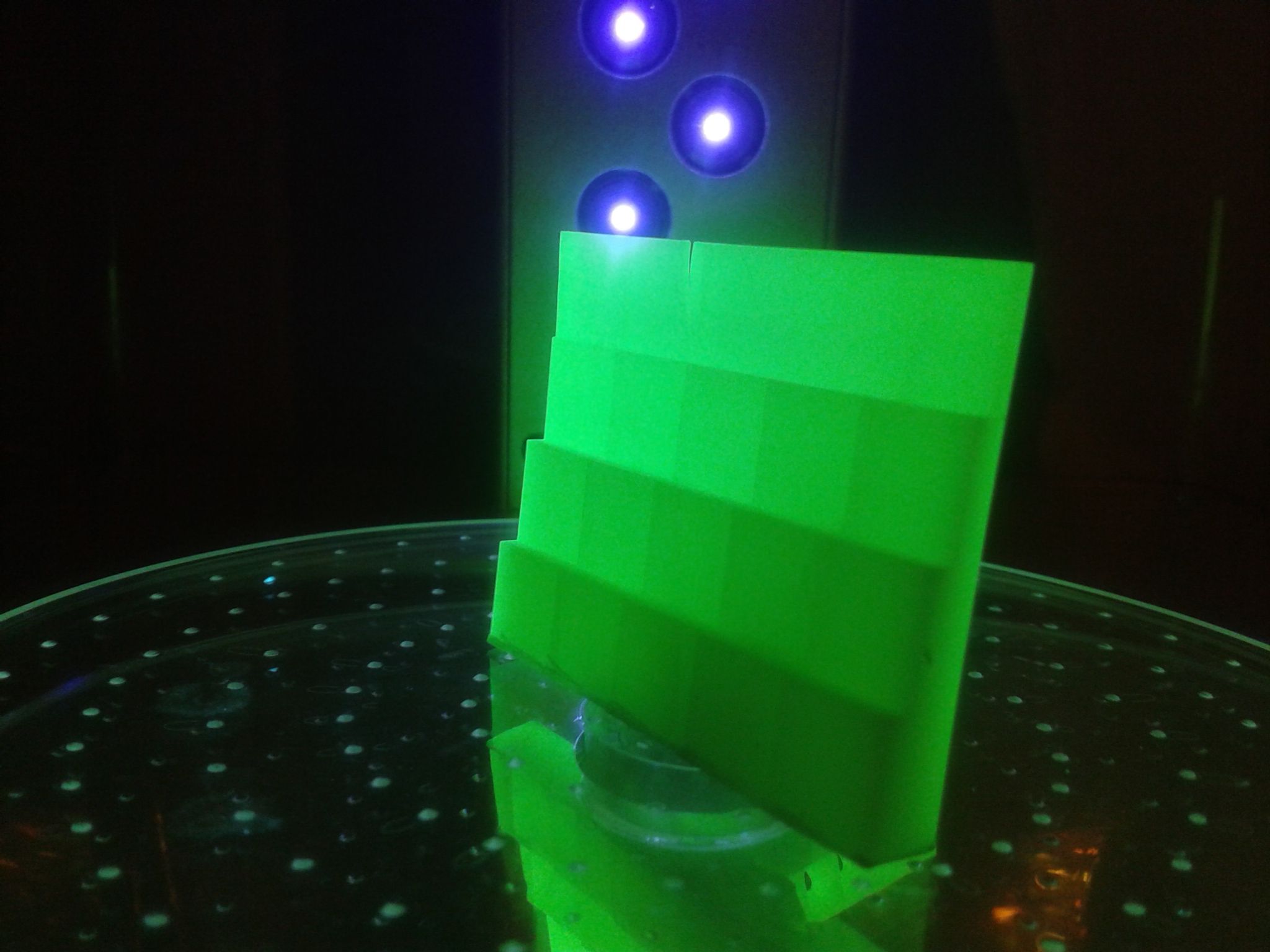
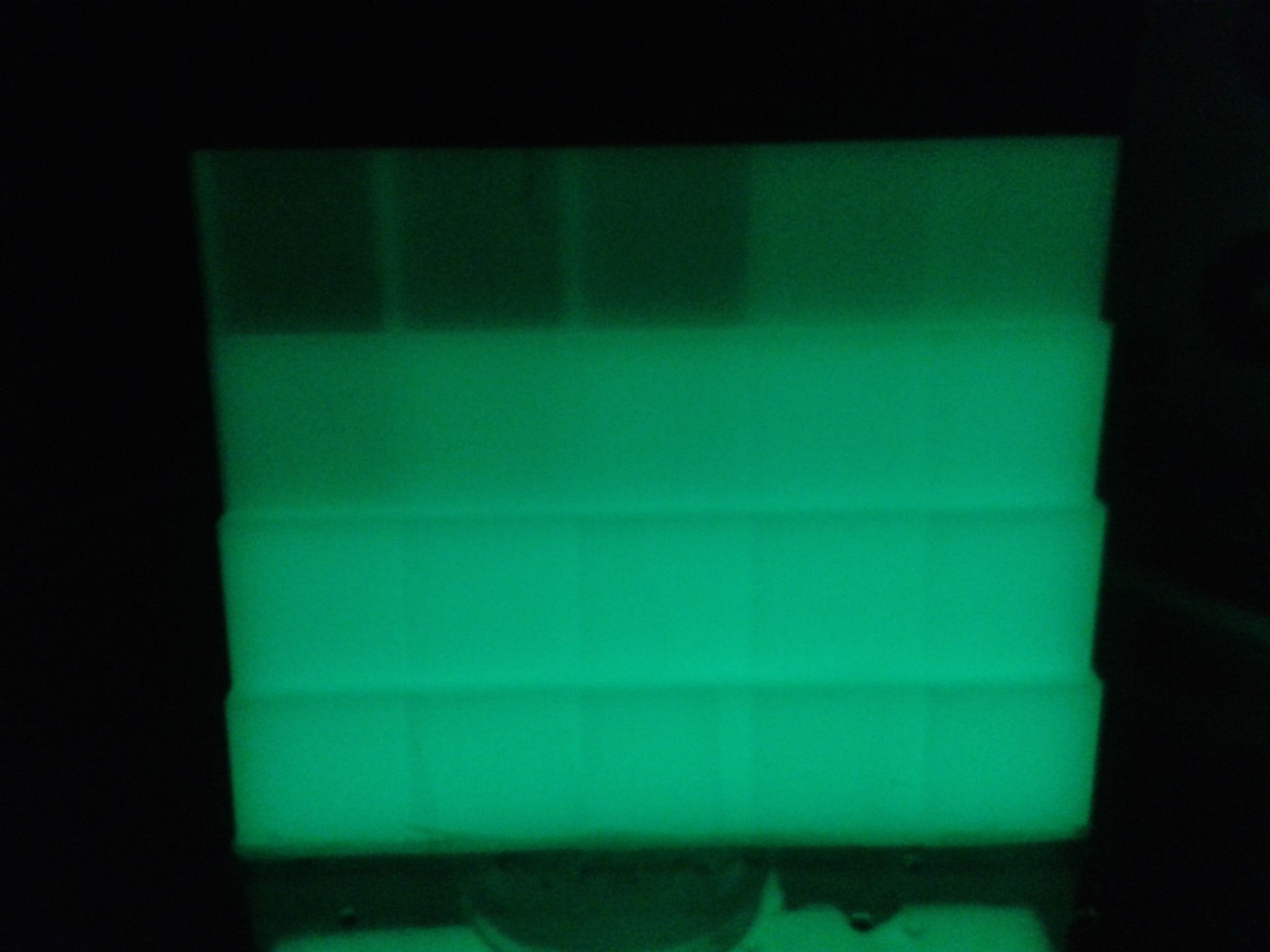
Salutation ! Un essai d'impression de https://www.printables.com/fr/model/269940-lithophane-calibration-tower-035-68mm-thickness avec la résine "Siraya Tech Glow in the dark" Cela permet de bien voir que si il n'y a pas suffisamment d'épaisseur, il n'y a pas vraiment de luminescence. (a noter que certains défauts sont dus au fait de l'avoir recollé, car j'ai fait l'erreur de l'imprimer directement sur le plateau orienté comme sur les photos est de l'avoir cassé lors du décollement du plateau d'impression ...) Edit : Aussi il y a définitivement une sédimentation au fond du VAT, si on laisse cette résine dans le VAT plus de 12h-24h et alors il faut bien re-mélanger.

 1 point
1 point -
et négocier aussi le prix, ça devient de l'occas dans ce cas là !1 point
-
Je viens d'avoir le meme message suite a l'impression d'un petit objet qui faisait vibrer pas mal la tête et en remettant comme vous les microstep a 16 ca passe maintenant , merci a vous1 point
-
Je dois dire que c'est l'imprimante qui me donne le plus de fil à retordre. Réglages effectués : - Extruder - hauteur 1ere couche - Flow - Pressure Advance Il reste à régler Input Shaper et la Retract, pour l'instant je suis à 0.5mm@30mm/s et pas de soucis à noter de ce côté là. Le premier soucis est l'accroche du PEI lisse, les coins des pièces se décollent dès 25% d'impression, hotend à 240°C plateau à 110°C. (que ce soit avec une première couche parfaite ou écrasée) Lavage du PEI au liquide vaisselle ou alcool iso, même problème. Je vais devoir gratter le PEI avec une éponge abrasive pour retrouver un minimum adhérence. Le second est le "Z Banding", il faut que je fasse un cube simple sans motif pour lever le doute si cela vient de la mécanique. J'espère simplement que cela vienne des différentes vitesses/accélérations spécifiques entres couches, c'est plus simple à régler. Le troisième sont les VFA, après tests c'est bien confirmé cela vient des moteurs LDO-35STH48-1684AH. Pour ceux qui veulent plus d'infos, voir tout en bas de la section "Repeating VFAs With Non-2mm Spacing" Les moteurs Moons sont déjà en transit1 point
-
nouveau billet sur le blog SnapMaker: https://blog.snapmaker.com/artisan-latest-update-5-wrapping-up-pilot-run-2/ Une seule chose à retenir, la dernière phrase "The current mass production stage will last from Nov 3 to Dec 23. We expect to ship out the first batch around early January 2023. Stay tuned!" J'en comprends que la livraison au plus tôt sera pour début janvier. Les US étant bien souvent prioritaires, on va dire pas avant fin Janvier pour l'Europe ?1 point
-
Bonjour à tous, Petites news suite à la réception et changement du bloc complet @MrMagounet : plus aucun soucis!!! Mes impressions n'ont jamais été aussi bonne! Clairement la différence est là, donc que du positif! La bidouille niveau électronique pour les driver attendra, ouf ^^. Je pense clairement que le moteur / pignons étaient un peu rincé + le levier d'extrudeur cassé ne devait pas arranger les choses. Si ca peut aider ceux qui ont des soucis de ce genre Par contre, en cherchant aussi d'où pouvait venir les problèmes, je me suis aperçu d'un truc : suivant la bobine du filaments (souvent lorsqu'elle est en bois), parfois, elle "bloque / frotte" sur les rouleaux, et l'alimentation du fil ne ce fait pas (d'où aussi mon prob initial) J'ai donc déporté la bobine sur un support à part avec juste un axe et là, plus aucun prob. Fallait y penser mais clairement les rouleaux d'origines sont à modifier. Je vais regarder de plus prêt En tt cas, encore merci pour l'aide et les astuces! Le forum est top A+1 point
-
C'est si compliqué ? C'est quoi le problème, faut deviner avec la photo ?
 1 point
1 point -
Impression en mode Ludicrous d'un réceptacle de scories de purge, modifié pour mes aimants en stock (le même que @SR-G). Ca envoie du lourd et la qualité semble très bonne ! Première couche à 0.3 pour éviter les incidents de 1ère couche, et le reste en hauteur de couche variable. Il va mettre un peu moins de 2h en PETG ! Evidemment à cette vitesse, le ghosting est inévitable, mais il reste contenu. Et globalement, la pièce est très convenable, d'autant que les emplacement pour les aimants sont masqués ! Ce qui m'agace un peu, c'est de ne pas avoir les coordonnées XYZ !! Impossible de vérifier où en est l'impression et surveiller l'impression d'une zone délicate, par exemple ! Impressions test ABS (TitanX de Formfutura et M-ABS de Neofil3D) avec support en "Support Smartfil" de Smart Materials, HIPS amélioré soluble dans le Limonène (très cher) et dans l'essence de térébinthine, bien plus abordable : Résultat parfait ! Je n'ai même pas renouvelé la colle pour les 3 impressions. @Aezio L'AMS fonctionne très bien en usage 2 matériaux. Mes impressions avec mes vielles bobines de PETG Giantarm avait le filament un peu collé par les passages au déshydrateur, et le filament était tellement collé par endroit qu'il s'est cassé sous le tirage de l'ASM. La X1-C m'a notifié une erreur, j'ai décollé tant bien que mal le filament restant sur la bobine, réengager le filament en validant le message, et c'est reparti. L'incident s'est produit 3 fois, et à chaque fois, l'impression a repris sans que se soit vraiment visible sur la pièce (cf ci-dessus). Il reste à tester des impressions 4 couleurs, mais en 2 couleurs/matériaux ça va très bien. Tout est bien contrôlé. On produit du déchet dû à la purge, c'est inévitable, mais sent que ça était mûrement mis au point ! Il faut également évaluer sa capacité à garder les bobines à l'abri de l'humidité. J'ai 6 boites étanches avec hygromètre, fabriquées maison avec chacune un réceptacle contenant du silicate qui change de couleur en fonction de sa charge hygrométrique. Quand celle-ci a atteint la limite, je dévisse ces réceptacles et je les passe au déshydrateur. Pour l'AMS, je vais modélisé (ou trouver si quelqu'un l'a déjà modélisé) des réceptacles qui se logeront à la place des sachets de silicate fournis, en appliquant le même principe. So l'AMS isole bien les filaments, j'en mettrais bien un deuxième, histoire d'avoir tous mes filaments les plus utilisés directement utilisables en sélectionnant simplement dans le slicer ! J'ai abandonné la laque depuis longtemps, la 3DLac se trouve à des prix raisonnables. Pour les cas difficiles, j'ai du Dimafix en stick. Pour le plateau, j'ai pris un double face texturé/lisse. J'avais bien compris que les modes de vérif du débit ne seront pas utilisable sur le PEI texturé. Mais sur la face lisse, ça devrait fonctionner ?! Pour être complet avec l'AMS, les bobines incompatible sont un problème quand même. Celles en carton de format standard fonctionne, ma bobine de TitanX était en carton. Mais j'ai une bobine d'1 kg de rTitan qui ne passe pas. Il va me falloir la vider dans une bobine compatible ! https://youtu.be/qtWr1y889Do https://youtu.be/FZhlWQeRVdo
.thumb.jpg.d4faa5678381e5edd9cf61d2ce056d58.jpg)
.thumb.jpg.b809bda98f21b1c6ba4b2281c94bfcfc.jpg) 1 point
1 point -
Les nouveautés de HP, AnkerMake, Snapmaker et Meltio, l'impression 3D de lunettes de vue et une nouvelle réalisation de @Ironblue️ https://www.lesimprimantes3d.fr/semaine-impression-3d-358-20221118/1 point
-
Oh oui, erreur de ma part, pas une PT100 mais une CTN 100k Milles excuses et merci de ce correctif @Savate1 point
-
Sur la photo de ton print raté, on vois que la bordure est trop ecrasée, donc Z offset mal reglé. Ton cube de calibration ressemble a un filet de peche sur le Z, manifestement tu es en sous extrusion. Dans l'ordre il te faut: - Regler le nivelage de ton bed - Regler ton Z offset - Regler ton flow1 point
-
ok, je test de suite. Merci à toi ! Edit : C'est bon c'est passé !!! Merci !!!1 point
-
C'est très intéressant et ça correspond à une chose que j'avais envie de faire. Surtout la buse pour faire des dégradés maison qui est pas mal du tout !!! Néanmoins, avec cette technologie, il faudra beaucoup de purge à chaque changement de couleur "net", même si les slicers peuvent utiliser le remplissage interne pour la purge ce qui limite la taille de la tour de purge. Entre cette technologie, les mulitplexeurs de filament, les IDEX, les systèmes de changement de buse avec magasin de buse, ou même de changement d'extrudeur, il existe maintenant pas mal de système différents pour avoir des pièces multicolores. Soyons fous : imaginons une buse pour faire des dégradés avec 5 filaments : blanc, noir, rouge, jaune, bleu et on a une imprimante quadrichromique Il y avait également un système avec des cartouches d'encre pour teinter le filament au fur et à mesure de l'impression mais la consommation d'encre était énorme. J'ai hâte de voir arriver la prochaine innovation dans le domaine, et surtout les retours d'expérience !1 point
-
J'aime beaucoup la qualité du PLA (mais aussi de l'ABS) chez SOVB3D. Et en plus c'est un fabricant français (à l'origine spécialisé dans les brosses mécaniques !). Il y a toujours des promos très intéressantes. Les plastiques "alumine" sont excellents.1 point
-
Merci Juste besoin d'un "Gros-minet" en plus est je me dis que ce sera envisagé par l'équipe des administrateurs et modérateurs1 point
-
S'il s'avérait que cette personne, née le 5/11/2022 apparaissait comme déjà inscrite sous un autre pseudo, il subira les foudres, à juste titre, de la modération Pour info, autant je comprends la «surprise» d' @Idealnightautant les autres, il faudrait vous réveiller et ouvrir les yeux, @PPACest dans le groupe des modérateurs globaux depuis déjà un certain temps (voire un temps certain). A quoi reconnait-on qu'un membre est modérateur ? Au moins trois indicateurs le permettent : l'écusson en haut à droite sur l'avatar le groupe d'appartenance le badge (étoiles + mention «staff»)
 1 point
1 point -
Je suis plié de rire ! Merci à la personne qui vient juste de s'inscrire avec le pseudo @moderation1 point
-
Salut, J'y connais rien en octoprint , mais sur cette page, tu as des solutions pour avoir un signal sonore (M300Player ou octopod et peut-être printoid pour les smartphones)1 point















.jpg.179c8468b8fd54571ca286532e08ec2e.jpg)
.jpg.089376ea3cd03f4d93027dea8e7c168e.jpg)






