Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/12/2022 dans Messages
-
Couleur sympa, corps lisse prêt à être extrudé, étiquette sans colle, rinçage inutile car ne contient que de l'eau. Les bouteilles de Perrier ont tout pour plaire Vase de 20x20x10 mm - buse de 0.8
 6 points
6 points -
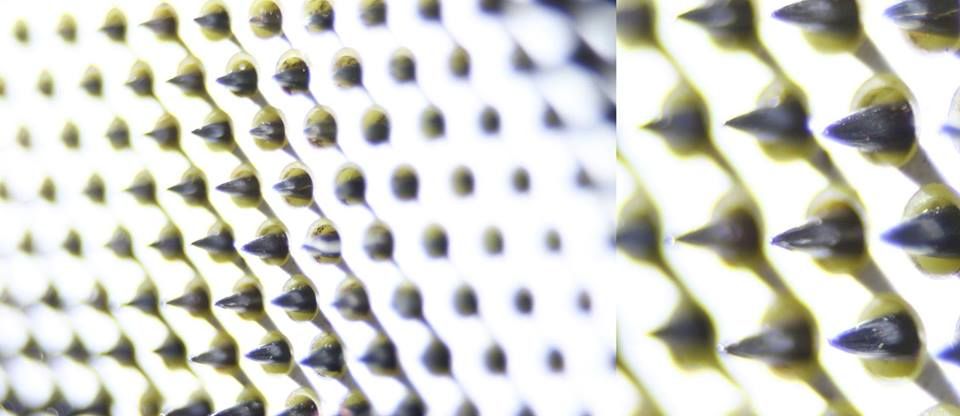
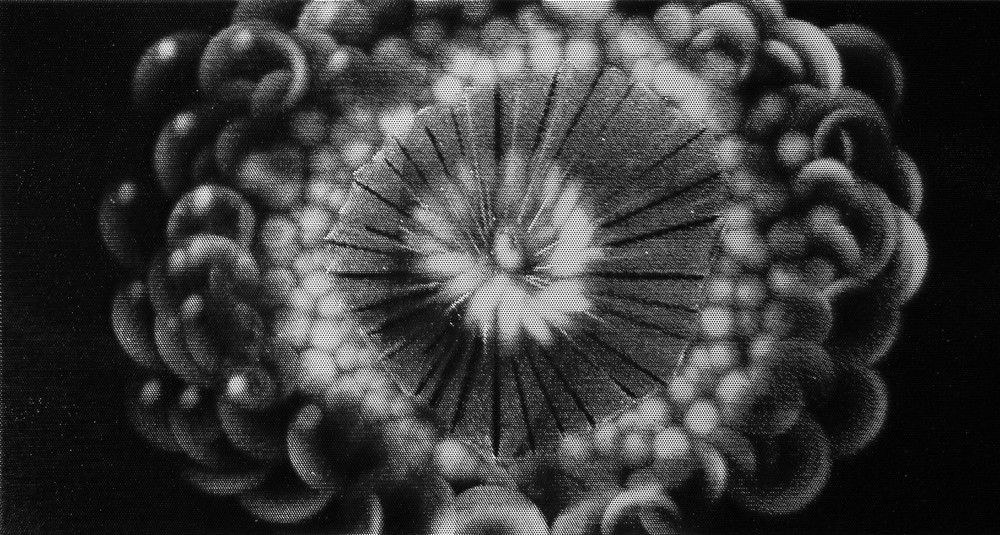
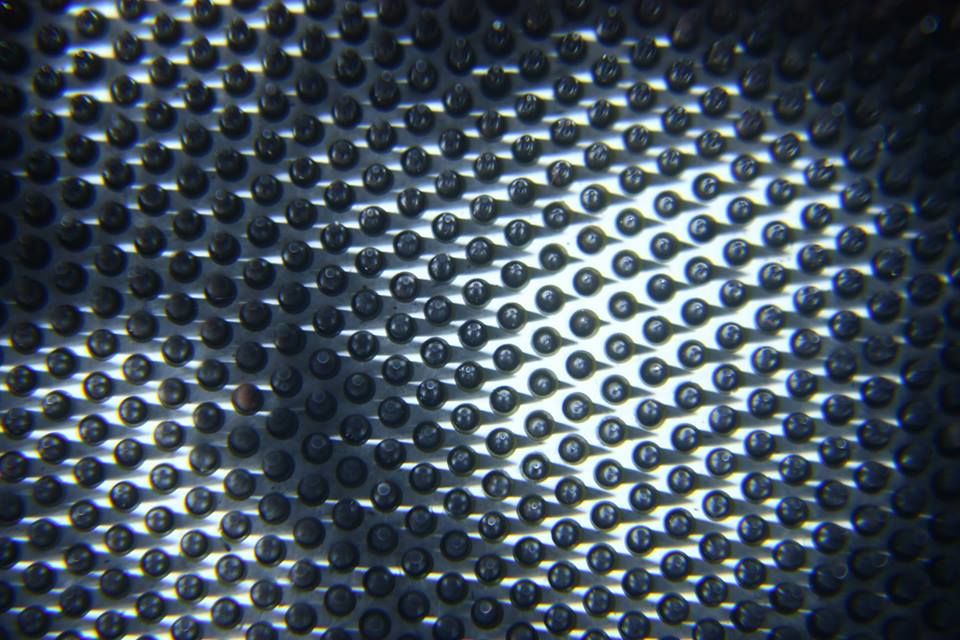
Hello j'ai découvert l'impression 3D en fablab il y a 7 ou 8 ans puis je me suis acheté une imprimante en kit à l'époque (une prussa (anet) ) qui a fonctionné jusqu'à ce qu'elle n'extrude plus. je m'y suis remis cette année avec un ender 3 V2 dans le but de me fabriquer des outils pour me simplifier la tache dans la fabrication d'un autre objet. je fabrique des écrans d'épingles , une ancienne technique d'animation en stop motion avec des ombres et lumière grâce à des épingles qui coulissent dans un écran percé de milliers de petits trous je vous met mon site si vous voulez en savoir plus https://alextronique.com/



 3 points
3 points -
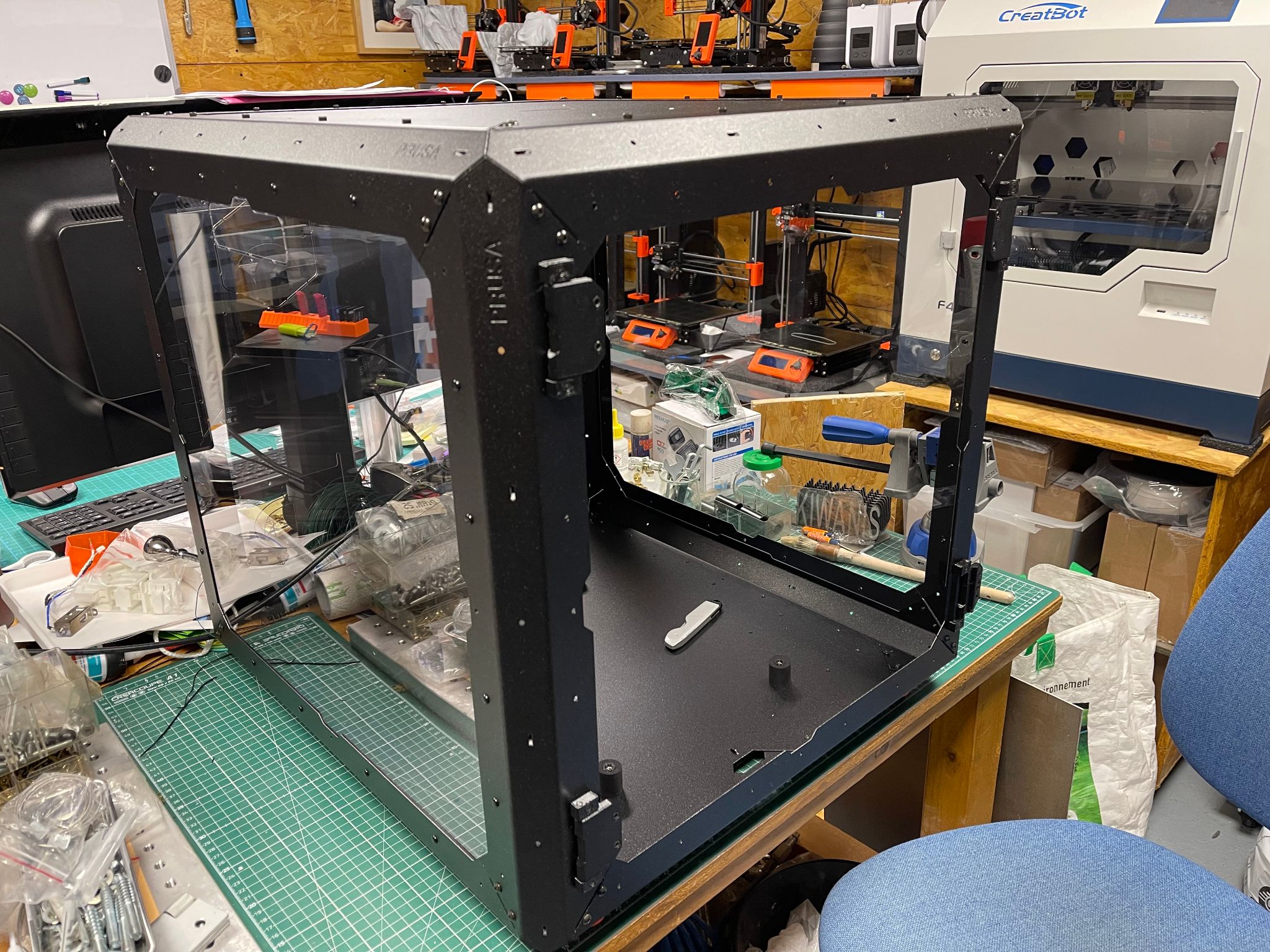
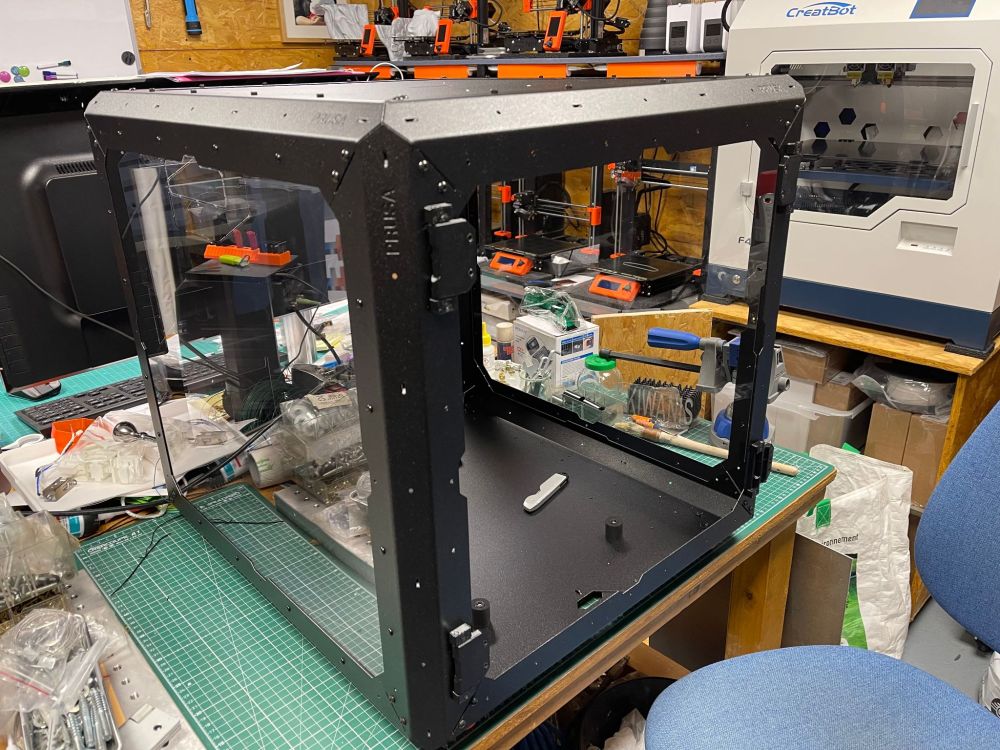
Je viens de recevoir l'Original Prusa Enclosure (la boiboite de Josef pour @Yellow T-pot) Premier constat: très bon emballage ( et heureusement car une fourche de chariot élévateur a défoncé les épaisseurs de carton et le gentil livreur de DHL a pris la précaution de poser le carton sur la face abimée ainsi mon épouse a signé le bon de livraison sens le voir, merci à ce livreur indélicat). Montage de la structure: Rien à dire c'est du Prusa. La notice est en français sur le site, elle est très précise et facile à suivre, chaque type de vis est dans un sachet identifié. Tous les trous trouvent leur vis-à-vis (et il y en a un grand nombre de fixation) Les panneaux transparents latéraux sont fins, mais comme ils sont maintenus chacun par seize rivets nylon, le résultat est correcte. Il me reste les accessoires à assembler, cela va prendre peu de temps. Petite déception: le sachet Haribo a fortement rétréci, il n'a pas résisté à la première partie du montage (il n'y a que mon diabète qui s'en réjouisse). GROS Problème: Je n'ai reçu aucune des options que j'avais commandées (bien qu'elles figurent sur le B.L.), donc je ne vais pas finaliser le montage. Je viens d'envoyer un message chez Prusa pour le signaler. (suite bientôt, j'espère).
 3 points
3 points -
Ohh l'autre comment il se la joue ! Si c'est pas être sponsorisé ça !3 points
-
Dans une petite bouteille de Badoit j'ai trouvé 2 autres couches, qui bien heureusement, s’enlèvent facilement. je me demande à quoi elles servent... Par contre il n'y en à pas dans une grande Badoit Autrement concernant l'impression, mes premiers essais furent laborieux, surtout pour l’adhérence de la première couche... Faut dire que jusque là je n'avais jamais imprimé avec du PETG et encore moins du PET. De plus, j'ai attaqué direct sur une nouvelle bécane que je n'avais encore jamais utilisé. J'ai pas encore osé imprimé sur le bed à sec de peur d'un fusionnement; Le plus efficace que j'ai expérimenté c'est de la colle bâton avec un coup de laque par dessus, une vitesse mega lente à 10 pour la première et en tâtonnant l'off-set Z. J'ai qu'une buse de 0.8 alors je me rends pas encore trop compte pour les détails, et si quelqu’un à des conseils à me donné je suis preneur merci Imprimé à la Cristaline sur Sidewinde x2, slicé sur PrusaSlicer. hauteur de 1ère couche : 0.3 - temp buse : 260° - plateau : 90° - diam buse 0.8 - chevauchement : 35% - rétraction : 1,9 - multiplicateur d'extrusion : 1,5 - vitesse : 30 - ventilateur à 20% à la 3eme couche


 3 points
3 points -
Bonjour, Voici une réalisation le calendrier de l'Avent avec une crèche incorporée. Bien entendu nous avons 25 case pour placer des papillotes et friandises diverses ! C'est un challenge car les pièces sont nombreuses à découper. L'ensemble est assemblé avec des tenons et très peu de colle à bois. L'arrière-plan de la créché est éclairé avec un ruban de Leds. Ce travaille demande beaucoup de patience et d'ajustements méticuleux. Le laser TS2 est précis et facilite l'assemblage des différentes pièces. Les découpes sont propres et sans retouche c'est parfait. A+ Francis
 2 points
2 points -
Félicitation pour pour ce projet, du fait maison comme je les aime , et merci pour le partage bonne continuation...2 points
-
Salut Si dans les options commandées il y a une Prusa XL c'est normal que tu ne l'ai pas reçue En tous cas belle "boiboite" @+ JC2 points
-
@divers C'est le calendrier de l'avent made in Prusa, tu recevras une option par jour (ou un morceau d'option) et ta XL le 24/12 (je sais que ce n'est pas possible c'est juste pour que l'histoire soit belle). Tu avais commandé quelles options ?2 points
-
Ils ont mal visé alors, je ne bois ni vin ni café2 points
-
Limite pot de vin je dirais non ?2 points
-
C'est "chaud" et c'est "maker", c'est donc un "coffee maker" Creality ! Oui, c'est original et non attendu, je ne vous en veux pas de ne pas avoir trouvé le contenu du colis !
 2 points
2 points -
Bonjour, Voici la crèche version éclairage LED.
 2 points
2 points -
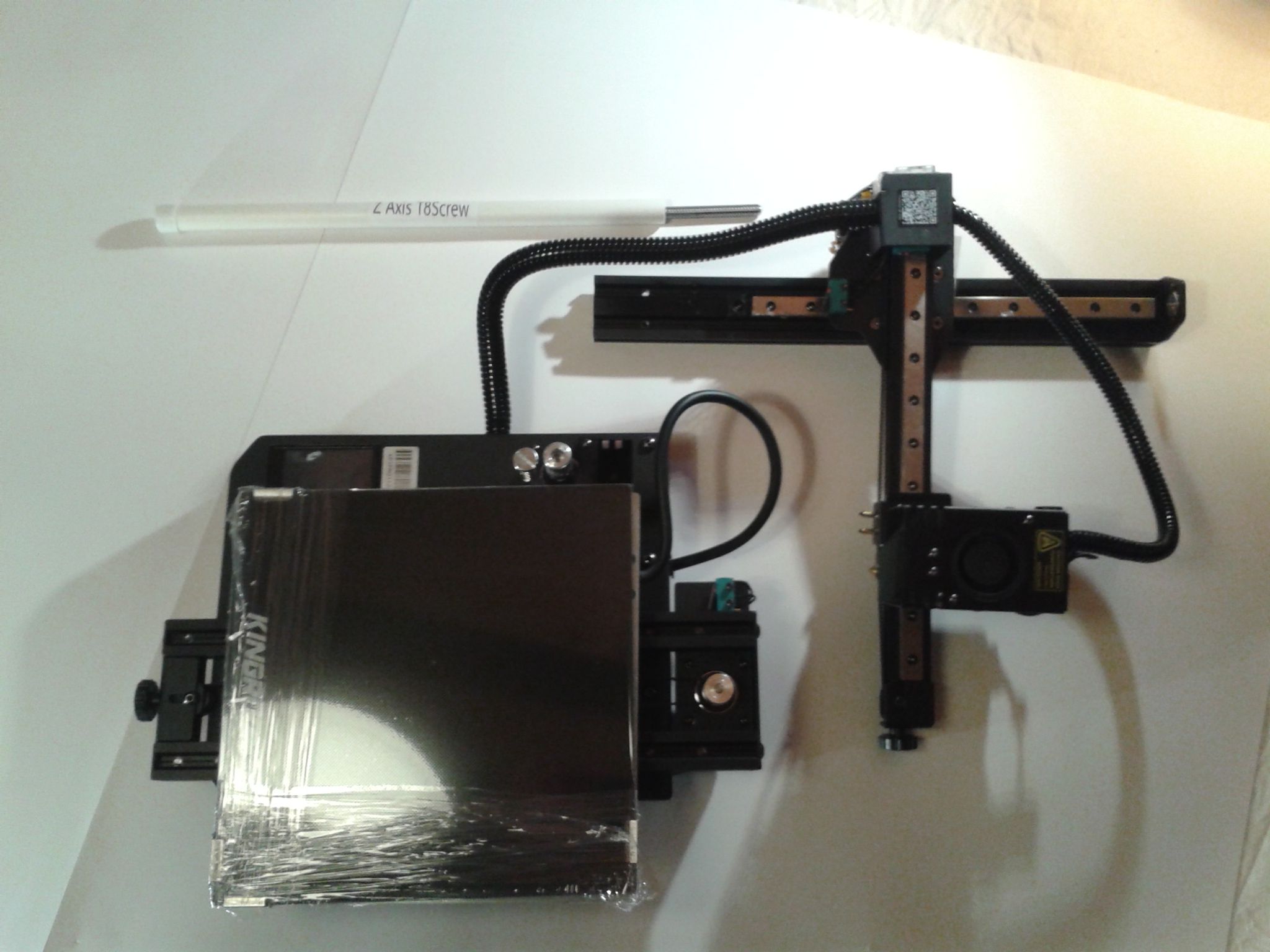
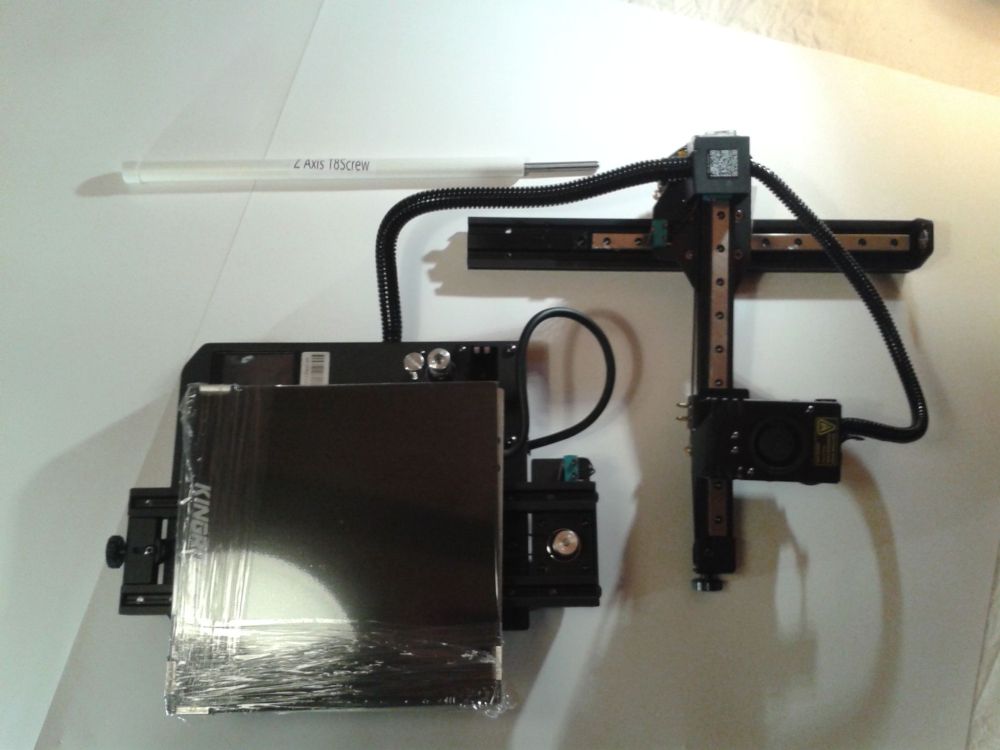
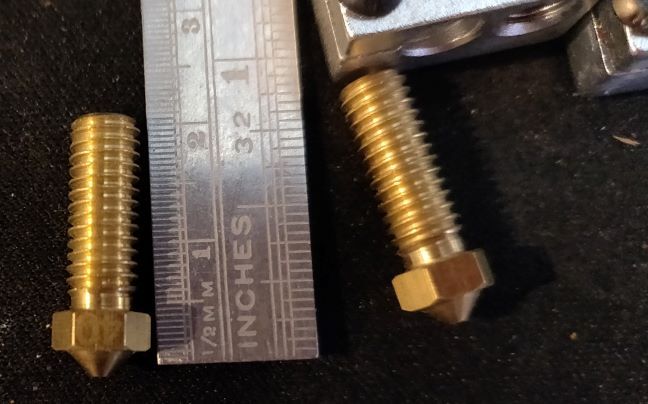
Salutation ! J'ai le plaisir d'avoir reçu gracieusement une "Kingroon KP3S Pro 3D Printer" ( imprimante FDM ) avec en prime, les options "plateau flexible PEI" et "rails linéaire pour l'axe Y" ) afin de réaliser un article de test de cette machine. Félicitation à @Yellow T-pot pour l'avoir rapidement identifié lors du "Quoi qu'est-ce ?" Lien vers l'article de test sur le blog https://www.lesimprimantes3d.fr/test-kingroon-kp3s-pro-20230115/ Lien vers la fiche de la "Kingroon KP3S Pro" sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/kingroon/kp3s-pro/ Lien vers la fiche produit de la "Kingroon KP3S Pro" sur le site du constructeur "Kingroon" https://kingroon.com/products/official-kingroon-kp3s-pro-3d-printer Réception J'ai reçu (le 28/11/2022, France, livraison effectuée par la Poste, contre signature) en même temps, dans un carton épais, le carton de l'imprimante "Kingroon KP3S Pro", et ses options "plateau PEI", et "rail linéaire Y". (Comme je n'étais pas l'auteur de la commande (qui semble avoir eu lieu vers le 4/11/2022, numéro de tracking transmis par MP le 25/11/2022), je ne connais pas le délai de livraison exacte. Mais, il faut noter que j'ai été informé, que les "options" provenant de Chine, ajoutés forcément un délai.) Emballage (packaging) de la "Kingroon KP3S Pro" de qualité. L'imprimante, bien protégée dans un carton épais, est bien calée dans de la mousse expansée découpée sur mesure. (juste le tube qui contient la tige filetée, qui a perdu un bouchon lors du transport, mais le tube étant bien calé et la tige filetée était bien resté là où il faut pour ne rien abîmer lors du transport.) Déballage sans difficultés. Contenu / inventaire du carton de la "Kingroon KP3S Pro" Globalement, comme annoncé. L'imprimante "Kingroon KP3s Pro" (avec le plateau en verre (210 x 210 x 4 mm) + 4 clips de fixation plateau + un coupleur souple (pas exactement comme celui annoncé) déjà couplé à l'arbre du moteur Z) Un tube avec la tige filetée de l'axe Z ( "Z Axis T8 Screw" de ~28 cm, 8 mm de diamètre, double? pas de ? mm ). Un livret, de 8 pages recto-verso, en anglais. (que l'on retrouve au format PDF sur la carte micro SD fournie KP3SPRO说明书-EN-修订版-改(1).pdf ) Le cordon d'alimentation (Prise UE Phase, Neutre, Terre) d'environ 120 cm (prises et connecteur inclus) dans un sachet ZIP. 10 mètres de filament PLA blanc de 1.75 mm de diamètre (dans un sachet sous vide). Une petite boîte en carton à oreilles contenant Un petit sachet zip avec Un adaptateur de carte micro SD vers USB Une carte micro SD de 8 GB (formaté en FAT32 avec des tailles d'unités de 4096 octets) Si comme moi, vos compétences en Chinois simplifié sont inexistantes, voici quelques traductions google et une capture d’écran des vignettes des fichiers .stl fournis Un petit sachet zip avec 3 vis M3 x 10 mm (2 seront utilisées pour la fixation du portique par le dessous de la machine) 3 Vis M3 x 30 mm (2 seront utilisées pour la fixation du portique par l’arrière de la machine) Un autre petit sachet zip avec 2 vis M2.5 de ? mm + 2 écrous marteaux M2.5 (pour la fixation du portique) Un sachet zip moyen avec 4 clés hexagonales ayant d'un côté une tête cylindrique ( taille des clés M3, M2.5, M2 et M1.5 ) Une buse en laiton MK8 de 0.4 mm de diamètre de rechange. 2 clés plate ( une clé plate à double tête (10 mm (pour ajuster les écrous excentriques) et 8 mm (pour ?)), et une petite clé plate de 6 mm (pour les buses)) Une pince coupe fil avec un embout de protection Un câble USB (Type B mâle, Type A mâle) de environ 53 cm (extrémités USB inclus dans la mesure) Un tube PTFE de ~42 cm (pour le guidage du filament, bien noter qu'il ne s'agit pas d'un extrudeur déporté de type bowden mais bien d'un extrudeur direct drive, il n'y a donc pas de fixation pneufit pour ce tube PTFE. Dans mon cas, le tube fournis semble légèrement trop long de 2 ou 3 centimètres ... a voir si il me faut le couper) 3 petits rubans velcros ( pour lier la gaine du faisceau de câbles de la tête et le tube PTFE) Une sorte de tube à essai en plastique avec un bouchon qui contient, 1 aiguille de ~0.36 mm de diamètre (a utiliser en cas de buse bouché). Un porte-bobine (Filament Holder) en deux parties. ! il n'y a pas de thermistance ou de cartouche de chauffe de remplacement (comme annoncée sur la photo de la fiche produit) ! ! il n'y a pas de chaussette en silicone pour le bloc de chauffe (E3D v5) !










 1 point
1 point -
C'est vraiment beau et original comme technique . Chapeau l'Atritist !1 point
-
Voila une Bonne chose ! Bonne continuation pour ton projet @mac_gyver1 point
-
Diminue le paramètre "Déplacement minimal de rétraction" de la rubrique "Déplacement" pour que sa valeur soit inférieur à la distance entre les 2 rainures Je pense que c'est ca qui fait que le filament ne se rétracte pas entre les 21 point
-
Salutation et bienvenue sur le forum. Merci tu me fait découvrir cet art de fabrication d'écrans d'épingles ... (Donc, un art qui semble demander patience, dextérité et précision. Chapeau bas.) Au plaisir et bonne continuation.1 point
-
j'ai eu la même chose et c'était une soudure défectueuse sur la carte écran au niveau du bouton. le truc c'est que moi en plus elle bipait comme quand ou appuis sur le bouton.1 point
-
Bravo, très beau le vert Perrier1 point
-
Je ne sais pas si c’est la photo mais par contre les angles ne sont pas réguliers sur la hauteur.1 point
-
En creusant un peu, ce forum est plein de pépites1 point
-
C’est plus une pelle là que tu as sortis mais le bulldozer . Ça m’a tout de même permis de voir un beau projet.1 point
-
Bonjour. Une seule idée me vient en tête. Les vis du coupleur entre le moteur Z et la vis trapézoïdale qui sont desserrées.1 point
-
Bonjour, Pour information la greffe d'écran a bien fonctionnée!!1 point
-
Bonjour une question après avoir flash le firmware Marlin il faut uniquement faire un"Reset Eeprom " dans le menu du TFT la fonction " Restore Eeprom " c'est remettre en configuration "usine" c'est cela ? après avoir flashé le firmware Marlin 2.0.9.3 et le TFTBTT avec la version V4 tout fonctionne les premières impressions ce sont bien passées bravo MrMagounet et merci pour le support c'est tellement rare sur des forums français quelqu'un qui passe autant de temps pour aider les autres cordialement1 point
-
La structure (cornières et plateaux) est en tôle pliée poinçonnée, puis laquée en noire pailletée (donc pas de poussière). je mesurerais l'épaisseur des panneaux ce midi. @Savate, je n'ai eu qu'une partie de mon cadeau de Noël, l'équivalent d'une poupée sans la tête (bon, je l'aurais appelée Marie Antoinette).1 point
-
à défaut de XL, tu as quand même eu un cadeau de Noël 'made by Josef' finalement1 point
-
La vidéo est intéressante, je ne connaissais pas cette chaine (il y en a tant), cependant quelques petits point à préciser : Il dit que le PETG est imprimable sur toute imprimante ce qui est faux (sans heatbreack full métal, je ne donne pas cher du tube PTFE après plusieurs heures d'impression avec un heatbreack de type bore à 237 °C comme indiqué) Les paramètres de rétraction donnés sont pour du bowden (et surement pas pour du direct drive), ce qu'il n'indique pas La température plateau de 70/75 °C est un peu élevé selon mon expérience (55 à 65 °C est largement suffisant, surtout vu le prix de l'électricité de nos jours) Il ne précise pas que le PETG est très peu impacté par les UVs (contrairement au PLA et l'ABS), ce qui en fait un excellent candidat pour tout ce qui va dehors (comme l'ASA mais plus compliqué à imprimer) Pour les vitesses d'impressions, on peut monter relativement plus vite que 30/45 mm/s (forcément si la tête se déplace plus vite le matériau a moins le temps de couler, cependant cela nécessite une gestion des rétractions en conséquence). Excellent avec des support PLA en cas de double extrusion (pas besoin d'aller acheter du M-PVA qui coûte les yeux de la tête sauf besoin spécifique - support s intérieurs notamment) Enfin, comme tout, il y a différente qualité de PETG (marques, mais aussi coloris), certains couleront très peu d'autres seront un cauchemar à imprimer. Par exemple, j'avais du PETG Sakata 3D rubis, un cauchemar à imprimer j'avais trop de matériau qui coulait (très difficile à solutionner). De la même marque, j'ai du PETG blanc qui se comporte complètement différemment.1 point
-
Bonjour "Savate", OK, mais le but était de comparer les matériaux entre eux mécaniquement. Je veux croire que si je suis tes paramètres, les pièces seront mécaniquement plus résistantes. En revanche, sauf erreur de ma part, cela ne me fera pas plus ressortir les caractéristiques individuelles. J'ai bon ? Aaahhh, ça c'est le type de réponse que je recherchais ;-))) Pour le PLA+, je verrai plus tard ; idem pour l'ABS/ASA et le PC-CF dont tu me parles. Effectivement, la capacité à se déformer de façon élastique avant de rompre est une bonne chose. Je regarderai (après). Je n'ai pas fini d'essayer ; ça fait partie du plaisir de découvrir à condition d'avancer Effectivement, mes matériaux ont été achetés sur "A-(la)-Maison", donc sans qualité garantie... Il se peut que l'additif soit de la poussière... Pour le sens des couches, je l'ai déjà intégré de fait : voir le cas de mes 2 pièces PLA sorties dans les axes XY et XZ la pièce réalisée en XZ a lâché très facilement car les couches ne sont pas assez solides entre-elles. Le reste étant logique ; plus il y a de gruyère, moins il y a de gruyère. Pour la température, c'est le point le plus important : je vais essayer très vite pour comparer. Mon "enceinte", c'est un gros sac plastique qui emballe le tout... Je vais peut-être mettre une 2ième voir une 3ième couche... Merci encore. Je redonne des infos dès que j'en ai des nouvelles. Laurent. PS hors sujet : C'est cool comme coin
 1 point
1 point -
Complètement à côté de la plaque notre @Titouvol . Ce qui a été dit est globalement vrai, comme l'a précisé @Titouvol juste avant, en réduisant la température, tu réduis la viscosité et donc la possibilité que ça coule et fasse des fils. Cependant, en diminuant la température, et pour le coup 190 °C quand le filament est donné pour 240 °C environ reste surprenant (chez moi les températures préconisées sont toujours bonnes à +/- 5°C), tu diminues également la cohésion/fusions des couches et donc la résistance mécanique de ta pièce. En effet, la ventilation et la rétraction sont des paramètres importants pour le PETG et le stringing, la ventilation doit être au minimum nécessaire, car c'est avant tout elle qui fait des fils. Le PETG n'est pas le plus simple des matériaux à imprimer, mais ce n'est pas non plus le plus compliqué.1 point
-
@MrMagounetca a marché merci, FAT32 4096Mo je suis a jour !1 point
-
@zigzag84, tu notes un point important, que le refroidissement a un impact important sur le stringing dans notre cas.. Du coup de mon côté, j'ai mis en pause les impressions le temps de fabriquer mon nouveau refroidissement de type berdair je suis en train de dessiner le caisson anti bruit des pompes.. La suite je pense d'ici janvier...1 point
-
Ha oui ... là ... forcement, je n'aurais jamais trouvé. Même si, j'ai déjà dus évoquer le fait que nos imprimantes 3D ne font pas encore le café ... on y arrive donc bientôt. Car pour moi, là c'est l'étape 1 Sinon, pour la blague, Si tu as un problème "de filtration" et si tu as "le percolateur" en plastique, il te faudra le démonter pour vérifier qu'il n'est pas fendu. En cas d’arrêt ou gèle "de filtration", pense a tester avec "des filtres a café" de qualités (formaté en FAT32 grains fin)1 point
-
tu la rentre une fois et le M500 sauvegarde en Eeprom tant que tu reinstall pas un nouveau firmware ou fait un reset Eeprom elle sera conservé.1 point
-
Bonjour @chacha007 Si c'est ça que tu cherches, contactes moi par MP J'ai que ça
 1 point
1 point -
Suffit de regarder lors de l'impression Si la roue dentée tourne mais que le filament n'avance pas c'est que le ressort de l'extrudeur est trop mou. Si la roue crantée et l'axe moteur ne tourne pas c'est que c'est un problème électronique ou électrique Si la roue crantée ne tourne pas mais que l'axe moteur tourne c'est que la roue crantée n'est pas correctement vissé sur le meplat de l'axe moteur. Fais un repère au feutre sur la roue crantée et l'axe. Si c'est mal serré ça va se décaler1 point
-
Ô grand capitalisme, Accepte mes remerciements pour ta générosité sans limite. J'adore faire les poubelles à la recherche de trésors cachés, et là, j'avoue que ce nouveau jeu m'amuse bien Lors de ma prospection j'ai eu une pensée pour toi @pat30 en tombant sur un filon de Sanpellegrino, j'espère que les habitués du conteneur ou je l'ai est trouvés sont de fidèles consommateurs de la marque et qu'à nouveau ils me feront grâce de leurs précieux déchets Avec en prime un échantillon bleu-nocturne et néon-émeraude: Pas sûr que ce soit du PET... Ma x2 me regarde de travers, anticipant déjà une intoxication alimentaire. D'ailleurs, il n'y a pas qu'elle à la maison qui me regarde de travers hum hum


 1 point
1 point -
Concernant le PET des bouteilles jetables, les producteurs de préformes n'utilisent que deux références de matière, 100% compatibles. Cela permet lors du tri de pourvoir mélanger toutes les bouteilles pour le recyclage.1 point
-
Si tu as besoin de pièce assez solide il te faudra peut être voir sur des matériaux comme ABS et ASA voir même Nylon, pour des matériaux souple te faut de préférence un direct drive. Dans ce cas si le Nylon peut être une option utilise pour toi alors le meilleur choix actuelle semble être la Ender3 S1 Pro dans ton budget actuel. Si l'ABS et la ASA suffise et donc pas besoin de PA12 (nylon) par exemple, alors il y a pas mal de modèle possible : Chez Creality : - Ender3 S1 - Ender3 S1 Plus - Ender 5 S1 Chez Sovol : - SV01 Pro - SV05 Pro - SV06 Chez Anycubic : - Les modèle de la gamme Kobra - la 4Max pro V2 (que tu trouvera d'occasion elle est plus produite, mais imprimante close c'est impératif pour de l'ABS) Chez Elegoo : - Les nouvelles Neptune 3Pro en différente taille. Prendre en compte que pour l'ABS et le ASA un caisson fermé est impératif soit tu le fabrique soi tu en prend un souple chez Creality par exemple, et il faut prévoir une filtration Hepa pour ce prémunir des particules nocive. Apres tu as plein d'autre modèles chez Kywoo, Artillery, Flsun (la SR après modification pour passage en DirectDrive par exemple) etc......1 point
-
Bonjour, C'est une bonne idée pour recycler les bouteilles de plastiques le projet m'intéresse à suivre1 point
-
Alors les DLP ont pour avantage d'avoir une durée de vide de 20.000h pour le système laser DLP contre 2.000h pour un LCD mono mais elles sont bien plus chers et taille bien plus réduite que celle LCD. Ensuite les DLP sont en 720P a prix pas trop elever mais c'est incomparable a ce que tu as en LCD car le DLP n'utilise pas un ecran de pixel mais des laser très précis, pour faire simple un DLP 720p fait au moins aussi bien qu'un bon 4k lcd au minimum. La Mono 4k est souvent en promo a moins de 200€ la mars 3 Pro (6.9") est intéressante car plateau plus grand que la mono 4k (6.1"), sinon tu as aussi l'excellente Photon M3 Ici le test que j'ai écrit pour le blog, la M3 offre pour un prix pile entre ceux de la Mono 4K et de la Mars 3 Pro un plateau de 7.6" et un écran LCD mono 4k+, l'imprimante est plutot silencieuse surtout si l'on compare a la Mars 3 pro et sont rail lineaire Z hyper large est très rigide et bien adapter.1 point
-
Test d'une DLP : https://www.lesimprimantes3d.fr/test-anycubic-photon-d2-20220906/1 point
-
C'est ce qu'on appelle un miracle Belle réalisation @vap38comme d'habitude1 point
-
Superbe réalisation ! ( Y a t'il de quoi mettre des Mars, Twix, ... dans chaque cases ou juste un M&Ms ) Pour la blague > Il est trop fort le petit Jesus ! car il est déjà sortie avant le jours J !1 point
-
1 point
-
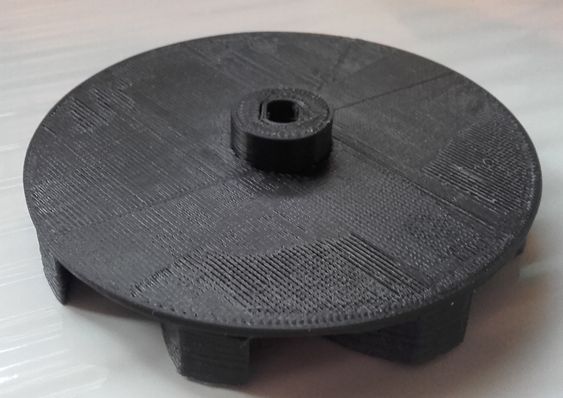
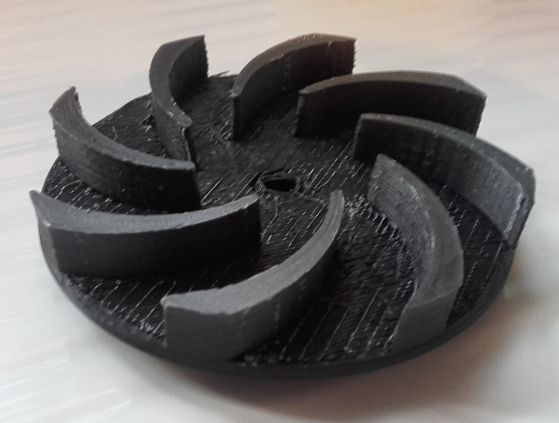
Hier j'ai testé Simplify3d, histoire de voir s'il est vraiment aussi bien que ce qu'il ce dit, au premier abord quelques points diffèrent de Répetier sur les réglages en plus c'est tout en Anglais, donc je me suis pas pris le tête, j'ai laissé les réglages d'origine et lancer l'impression. Les supports sont vraiment bien fait et ce détache facilement, ils fait un vrai infill à 100%, alors que Slic3R malgré un réglage sur 100% me faisait un 80% (environ) après pour le reste je ne suis pas suffisamment un expert pour en dire plus mais je reconnais qu'il me plait pas mal: une turbine de pompe d'arrosage en couche de 0.2, infill 100%
 1 point
1 point -
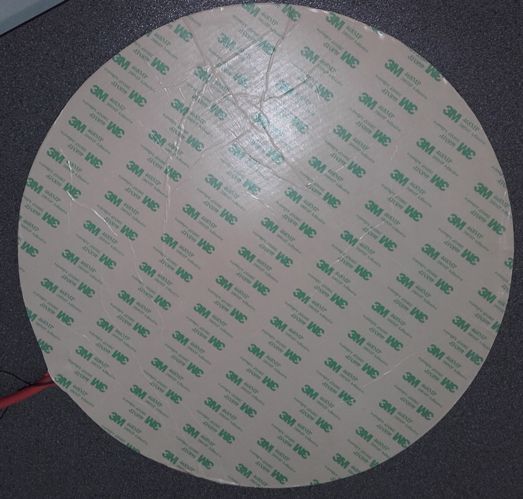
ça fait longtemps que je n'ai pas mis de photo, donc voici celle du pad en 220 Volts/ 600 watts qui chauffe le bed: la face qui vient ce collé à la vitre avec sont adhésif 3M, attention ça colle fort, il faut donc être sur de sont coup !!!! la face arrière, on voit bien les fils de la thermistance au centre et le relais SSR 30 AMP récupéré sur un convecteur, comme vous pouvez le voir c'est pas compliqué à fabriquer, 6 composants pas plus. Je n'ai toujours pas réussi à faire fonctionner l'autolevel, une fois le palpage fini, la buse ne ce déplace plus en parallèle avec le Bed ???? J'ai aussi un nouveau problème mais mécanique cette fois, nous arrivons aux beaux jours, la machine ayant était construite durant cet hiver très humide, le bois sèche, il m'a donc fallu régler les chariots car les roulettes avaient un jeu d'un bon millimètre. j'ai aussi remplacer le Bowden par un modèle chinois, il est bien plus petit que mon précédent (nema 17 vs nema 23) mais l'ancien était plus pratique, donc à voir si je vais le garder. Pour le reste je suis encore en apprentissage des réglages des trancheurs et ça, c'est plus délicat mais progressivement on y arrive. J'en suis encore à ma première bobine de filament et je soupçonne que les résultat seront meilleur avec un de bonne qualité car celui ci est plein d'air (d’ailleurs ont voit un trou au centre du fil) et la marge de température est assez faible, mini 220° en dessous ça ce décolle maxi 235° en dessus ça bouche (il doit carboniser) mais bon j'arrive à imprimer des couches de 0.05 à 200/mms donc je ne vais pas me plaindre.

 1 point
1 point -
effectivement c'est là que je verrais si tout est correct. Je viens de faire les comptes et pour le moment j'en suis à 106 € donc c'est autant du lowcost que du home made1 point