Classement




Contenu populaire
Contenu avec la plus haute réputation dans 20/07/2023 dans Messages
-
Ma question est : est-ce que la qualité est vraiment supérieure à ce qu'on peut atteindre avec les anciennes méthodes de gitan ?

 3 points
3 points -
J'utilise aussi la méthode du poids. Il suffit d'indiquer sur chaque bobine son poids à vide. Si tu as besoin de vérifier si tu as assez de filament pour ta pièce, tu pèses ta bobine et tu calcules le métrage restant. Mais, au pire, tu utilises la fonction "Filament de secours" qui est pratiquement invisible sur ta pièce. J'avoue ne pas trop m'inquiéter du métrage restant ! Même sans l'utilisation de la fonction "Filament de secours", je recharge avec une bobine pleine et je "résume". Bien sûr, l'impression et suspendue jusqu'à l'intervention, d'où l'utilité de la fonction "Filament de secours", mais globalement, je procède comme cela sans me faire trop de "nœuds au cerveau" !2 points
-
Normalement des éléments de réponse bientôt (enfin ... il me faut trouver du temps pour jouer avec) car j'ai finalement acheté une licence pour usage perso. 12 USD qui avec ma carte de payement donne 10.72 € + 0.43 € de frais hors UE.
 2 points
2 points -
Sinon au niveau bobine, même si c'est low-level, il y a ce genre de trucs à imprimer : https://www.printables.com/model/211226-spool-gauge https://www.printables.com/model/88520-filament-spool-gauge (certains modèles se clipsent sur les spools, d'autres sont plus des "règlettes" à utiliser ponctuellement) (et il y a 36 modèles, du spécifique à clipser sur les filaments PRUSA, etc.) Et en effet difficile comme exposé ci-avant d'être 100% accurate (il y a même des cas en plus, comme le fait de respooler du filament sur une bobine Bambu officielle RFID, etc.). Mais celà dit, ce qui est dommage, c'est de ne pas déjà avoir l'info "brute" remontée / stockée dans l'imprimante sur la longueur de filament réel consommé par l'imprimante sur une impression (notamment avec les purges, etc.) : çà l'imprimante doit le savoir (nombre de tours de la roue d'entraînement du filament, etc.), et pourrait le remonter dans les données MQTT par ex. + serait affichable en fin d'impression. Ca ne permettrait pas de savoir "combien de filaments il reste dans chaque bobine" (çà c'est la partie vraiment pas simple) mais déjà au moins de savoir exactement "ce qui a été consommé" (on le sait / voit aussi dans le slicer en amont, mais c'est pas pratique à suivre).2 points
-
On en est parfaitement capable, par contre on est pas capable de savoir ce que l'utilisateur fait. Grâce au tag RFID des bobines Bambu Lab, on peut déjà avoir une info en plus, celle d'identifier précisément la bobine grâce à un identifiant unique, donc si tu utilises cette bobine neuve sur une seule imprimante avec l'AMS tu pourras avoir une estimation (assez précise j'imagine) de ce qu'il reste dans la bobine (ce que @yopla31 décrit). Par contre imaginons que tu as utilisé cette bobine soit directement à l'arrière de la machine soit ailleurs et donc qu'elle est déjà entamée, le logiciel et la machine ne sauront pas qu'elle est déjà entamée et encore moins à quel point. Et c'est encore pire dans le cas d'une bobine non Bambu Lab, car dans ce cas il n'y a aucun moyen d'identifier précisément les bobines (impossible pour la machine de différencier deux bobines du même fabricant, de même couleur et de même matériau) et le mieux reste encore de tenir une feuille Excel à jour avec ce qui est consommé tout en étiquetant les bobines avec des identifiants uniques. Par contre c'est vrai qu'ils ne proposent pas d'outils permettant d'améliorer cette gestion des bobines, mais je pense que tu dois pouvoir trouver des logiciels/applications qui le font (je crois que quelqu'un sur le forum avait fait une application permettant de gérer ça).2 points
-
Bonsoir, @gerardm Ouf,ça semble reparti. Je suis parti sur la re installation du firmware du 2.1.2 Ré flashage et installation. Ça semble ok,print cube en cour. Merci énormément pour ton suivi et soutien ,ainsi qu à @Lorenzo78. Une question. ,est tu sur le firmware 2.1.2 ou sur quelle machine. Merci encore à vous 2 Bonne soirée
 1 point
1 point -
Salut, Je n'ai jamais essayé, mais d'après ce tweet, ce serait possible. Si tu es sous Windows, d'après le fichier ini/native.ini, il faudrait installer et affecter la carte BOARD_SIMULATED à la constante MOTHERBOARD dans le fichier configuration.h Pour les autres systèmes d'exploitation ( linux et macOS), il faudrait suivre les instructions du fichier ini/native.ini1 point
-
Complément idéal d'une imprimante 3D résine (SLA, MSLA, DLP), le boitier Anycubic Wash & Cure Plus est en test par @PPAC sur notre site ! https://www.lesimprimantes3d.fr/test-anycubic-wash-cure-plus-20230720/1 point
-
Salut, Merci beaucoup Voici les liens : - Buddha : https://www.printables.com/fr/model/70232-thailand-buddha-repaired-and-flattened - Chewbacca Buddha : https://www.printables.com/fr/model/505292-chewbacca-the-original-pop-culture-buddha - L'androïde/Crâne : https://cults3d.com/en/3d-model/game/skulldroid - Le méca-gorille : https://cults3d.com/fr/modèle-3d/jeu/gorila-mecanico-flexi-do-not-support Belle fin de journée à toutes et tous1 point
-
Je viens apporter une réponse à ma propre question... car même sur le forum Autodesk, aucune réponse... SI cliquer sur un carré pour le cocher est habituel PARTOUT, il semble que Fusion fasse exception. Il faut cliquer sur le texte "Modifiable" ou "Lecture seule". Pas sur le carré à cocher. C'est la solution la plus idiote qu'il m'ait été donné de trouver. Mais maintenant, je peux mettre mes fichiers en lecture seule. (Par contre, je ne sais pas si on est limité en quantité pour ces fichiers en lecture seule) Bonne soirée à tous...1 point
-
Cool ! Merci beaucoup ! Le FabLab est déjà noté sur la carte (mais je ne sais pas qui est la personne derrière le pseudo à l'avoir créé) Deux sites internet (en cours de correction) https://www.espacemaisonmilon.fr/contact https://deltalabprototype.fr/ Et une page Facebook https://www.facebook.com/EspaceMaisonMilon Le FabLab est très bien équipé (cf quelques photos d'une grande partie des machines) mais étant complètement novice, je ne peux pas vous en dire beaucoup plus que : imprimantes 3D, imprimantes 3D résine, imprimante 3D céramique, découpeuse laser, découpeuse plasma, thermoformeues, découpeuse vinyl, matériel arduino, fraiseuse à commandes numériques...) Maintenant il ne manque plus qu'à trouver des bénévoles pour investir et profiter du lieu !!!
.thumb.jpg.9124f347d0a1f81b3dfc7e43d25a0fb4.jpg)
.thumb.jpg.5439a78cccfe2a8b2aabb9b64d147767.jpg)
.thumb.jpg.891b455ef2fc07b777374bc4a2a8d513.jpg)
.thumb.jpg.56d6899227ae80333a5dfda840008536.jpg)
.thumb.jpg.0095d21da1b001b81b5844bd69953c64.jpg)
.thumb.jpg.a34218c83cc7293deca14cf1a53e9a9f.jpg)
.thumb.jpg.5a3c0a3a3dc29514d04ede77569600b2.jpg)
.thumb.jpg.20e26d14685a9a49c4282e8f02fa0d6c.jpg)
.thumb.jpg.048b89d3bb3c59a6f0afeb5ad72249a1.jpg) 1 point
1 point -
Salut, J'imagine que vous avez vu cette vidéo qui présente une alternative, dont le logiciel est gratuit, au moins 1 mois (renouvelable? ), si j'ai bien compris. Cette version est peut-être un peu différente puisqu'elle est plus accès sur le rétro-éclairage de la lithophanie.1 point
-
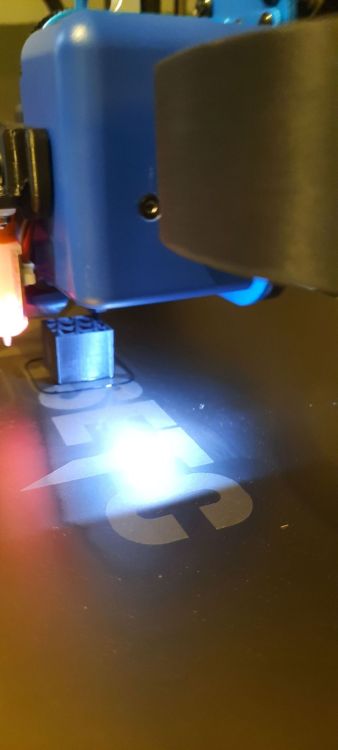
Bon j'ai réussi à générer quelque chose de plutôt intéressant je pense. Je ne pense pas que tu pourras voir correctement le G-code avec tout les Slicer. J'utilise SuperSlicer sur Windows pour ma part. J'ai donc crée une plaque de 100mm*100mm*3.2mm pour avoir 2couches de "non planaire". N'hésite pas si tu as un problème, je n'ai pas pu tester le print pour le moment je n'ai accès qu'à une imprimante demain voir la semaine pro. Et n'hésite pas non plus a partagé tes résultats merci ! Print-Plaque.gcode1 point
-
C'est super mais, à mon grand désespoir, je ne dispose pas d'espace aussi bien délimité que toi. Madame s'y oppose fermement. Je me suis déjà installé 3 cabanes (local technique piscine, jardinage et atelier) à l'extérieur et elle ne veut rien de plus dans la maison. Allez comprendre pourquoi. La SV06+ est sur un meuble de cuisine de récup dans mo garage et les bobines sont rangées en vrac dessous dans des sacs étanches. La SV04 elle est au grenier sur une table basse. Pour les bobines, j'en ai plus d'une vingtaine (peut-être 30), ça ferait beaucoup de place1 point
-
Côté place prise mes 2 imprimante Résines a savoir la M3 et la halot One Plus plus de W&C 2 de Anycubic qui est un 2 en 1 me prennent autant de place a eux 3 que ma Creality CR10s pro qui est une FDM 310x310, donc l'encombrement c'est pas si volumineux si si tu reste sur des machine inférieur a 8" comme la dit @isidon. Après en effet en appartement la place fait vite defaut je peux comprendre.1 point
-
Tu trouveras toutes les infos ici !1 point
-
Après le Super Wheelie hier, c'est au tour du Hunter de passer en transmission renforcée avec un idle gear metal... Le même ajustement que sur le Super Wheelie était nécessaire ce qui indique que je suis sur la bonne voie... Et cela devrait être la même chose sur le Big Bear qui partage gearbox et diff avec le Super Wheelie... J'ai fait un run rapide. Plus de craquement, et je peux ouvrir à fond sans peur. Pour la petite histoire, l'idle gear nylon est toujours en bon état avec une usure superficielle sur la petite partie de l'engrenage . C'est une bonne indication aussi car la partie en contact avec le moteur ne montre pas d'usure... Je suis maintenant très satisfait, car le Hunter et le Super Wheelie peuvent fonctionner avec des moteurs puissants1 point
-
Solutions: venir régulièrement sur le forum pour constater si la cloche contient un chiffre (un nombre si longue absence) ne pas poster ainsi aucune réponse à faire si post il y a eu, s'en souvenir et retour au point 11 point
-
Bonjour, je vois un lien entre cette impression non planaire et un autre sujet En particulier : un slicer non planaire permettrait de faire plus facilement certaines pièces multi couleur avec un seul extrudeur : par exemple, un texte en couleur sur une surface qui n'est pas parallèle au plan XY, typiquement un bouton de potentiomètre un peu bombé ou légèrement conique avec des inscriptions, un seul (ou deux) changements de filament seraient nécessaires, alors qu'un slicer planaire va demander deux changements de filament par couche. En plus le rendu du texte imprimée de façon non planaire sur une surface courbe sera meilleur. A bientôt1 point
-
Bonjour, Le principe de ce logiciel est intéressant, la vidéo donne une bonne idée de la chose. Moi qui ait pas mal bricolé dans mon coin pour générer des pièces 2D, 2.5D ou 3D à partir d'images, ça me donne envie de faire la même chose Mais attention, tout ce que j'ai fait jusqu'à maintenant c'est générer des formes géométriques soit pour les usiner en 2.5D, soit pour générer des formes 3D quelquonques en STL. Ici, il faut carrément générer du GCODE d'imprimante 3D - en gros faire son propre slicer - ce qui n'est pas une mince affaire. A partir d'une image couleur, le programme détermine la forme de différentes couches à imprimer les unes au dessus des autres avec différentes couleurs de filament. Il y a des subtilités, qui permettent plus de fidélité mais en même temps rendent la chose plus complexe : - il est possible d'utiliser des filaments de nombreuses couleurs différentes qui ne sont pas les couleurs RGB ou CMY classiques de nos écrans et de la quadrichromie - il faut tenir compte de la transparence de chaque filament (donc gros travail de test ou de calibrage des différents filaments de différentes marques, matières et couleurs à faire) En fait cela ressemble fortement à l'imprimerie traditionnelle sur papier. On utilise la quadrichromie (CMY + B) pour les photos, mais on peut imprimer les graphismes monochrome avec des encres d'autres couleurs (typiquement : encre dorée, argentée, ou fluo, ou d'une couleur spéciale pour respecter une charte graphique). Beaucoup de machines d'impression sont capables de gérer 6 couleurs ou plus. On se rend compte que cela rejoint un autre sujet du forum : de l'impression 3D non planaire. Car pour avoir des nuances de chaque couleur, chaque épaisseur de filament n'est pas plane, car composée elle même de plusieurs couches. Imaginons qu'on imprime en blanc, bleu et rouge La première épaisseur blanche aura un certain relief, avec une auteur comprise entre zéro (pas de blanc) et X fois la hauteur de couche Ensuite on imprime par dessus le bleu, mais l'épaisseur de bleu devra s'imprimer par dessus l'épaisseur blanche précédente qui n'est pas plane. Et ainsi de suite. Evidemment, l'épaisseur totale de la pièce devant rester faible pour transmettre la lumière, ça reste relativement plat (donc presque pas de problème de collision liée à l'impression non plane) Le programme devrait non seulement générer la forme des couches avec sa hauteur Z = f(X,Y) mais en plus générer le GCODE Ca serait plus facile si je pouvait seulement générer un STL pour chaque couleur, pour ensuite les empiler dans un slicer ; bien sûr il faudra paramétrer le changement de filament pour chaque STL dans le slicer, mais malheureusement un slicer classique ne va pas gérer le côté non planaire des couches. Générer du GCODE impose de gérer TOUS les paramètres subtils liés à l'impression 3D (rétraction du filament, accélérations limites, températures...) et bien sûr en tenant compte de son imprimante. Un slicer classique va vouloir imprimer mon empilement de STL de façon plane et donc obliger à changer autant de fois qu'il y a de couleurs de filament à chaque couche (quoique le résultat pourrait être meilleur avec cette approche, mais on perd l'intérêt de limiter les changements de filament et les purges). Un slicer non planaire permettrait de gérer mon empilement de STL. En fait un slicer non planaire permettrait de faire plus facilement certaines pièces multi couleur avec un seul extrudeur : par exemple, un texte en couleur sur une surface qui n'est pas parallèle au plan XY, typiquement un bouton de potentiomètre un peu bombé ou légèrement conique avec des inscriptions A bientôt1 point
-
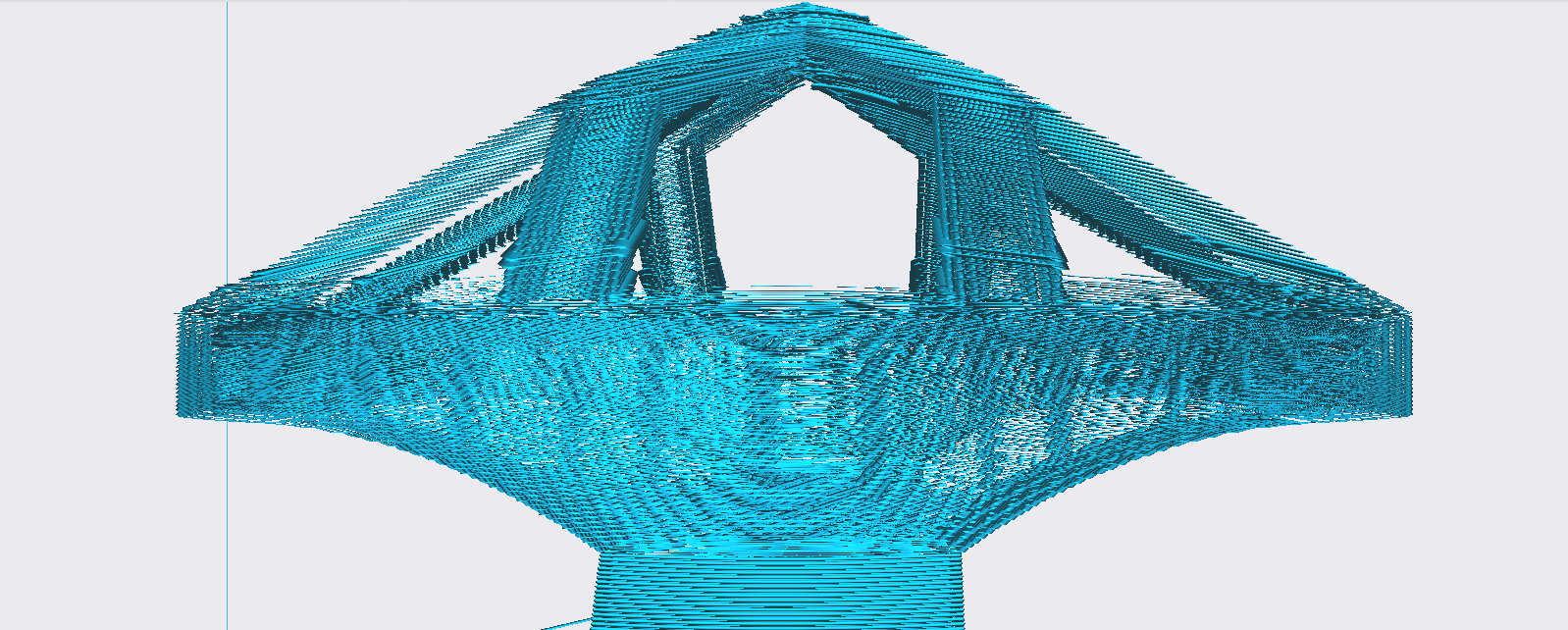
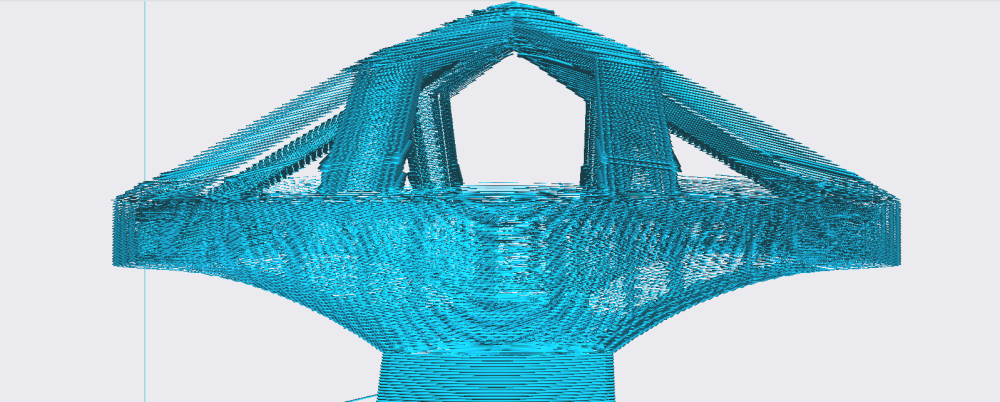
Merci fran6p. J'ai déjà étudié toutes ses recherches. En effet le Slicer est le principal frein au problème, c'est pour cela que j'étudie le domaine. L'objectif est de ne pas s'arrêter à ça mais de continuer l'étude et d'avoir des retours sur un possible avancé. D'où mon envie de répondre à de vrai demande pour avoir des retours intéressant. Autre petit exemple d'un découpage non planaire que j'ai réalisé.
 1 point
1 point -
@gisclace avait débuté un sujet, il y a déjà quelques temps : Sa conclusion, partielle, à l'époque, était que sans trancheur spécifique, il était pour le moins compliqué d'obtenir quelque chose de satisfaisant, CNCKitchen, youtubeur reconnu dans le domaine de l'impression 3D, a présenté quelques autres solutions: imprimante 4 axes et son «trancheur», sa propre implémentation de post traitement (vidéo) d'un fichier Gcode (article). Extrait de sa vidéo, quelques liens pour approfondir le sujet :1 point
-
Une solution possible : - Tu investis dans ce logiciel à 12 USD avec payement en quatre fois sans frais. - Tu fais des tests jusqu'en début septembre. - Tu publies ces tests et s'ils sont concluants je te rachète le logiciel en occas à 7,99 $ avec la notice que tu auras traduit dans un Français sans trop de photex. Si tu es d'accord, je t'envoie un contrat à dater et signer en trois exemplaires.1 point
-
Les clauses pour te protéger en cas de modification ou de mauvaise utilisation sont obligatoires... Mais je ne sais effectivement pas non plus ce qu'il en est des assurances en cas de souci. L'autre souci avec les assurances, c'est qu'en cas de problème tu auras en face de toi une bardée d'avocats spécialisés et pas forcément les moyens de t'en payer un aussi bon ... D'où des chances de succès limitées.1 point










.jpg.99f125136a072459f2a5175001f503d9.jpg)
.jpg.89de610cb04482ccd3473f841bf19960.jpg)
.jpg.c0148634a6c4bbf4f9b1235b5d6ab62c.jpg)
.jpg.68078bef80fef333855de7921c159825.jpg)
.jpg.e75b9086eae781fc26dfc1fb1adc3776.jpg)
.jpg.ebe059694a5fc10147463beb8498a881.jpg)
.jpg.d9138d6e494b757ba41c56deaa512d0c.jpg)
.jpg.08de467fb34f4c26d013c0a2bdadc35f.jpg)
.jpg.404e843b29b4e763324614971b05dd89.jpg)