Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/04/2024 Dans tous les contenus
-
Bonjour, Je viens de voir qu'il y avait une nouvelle version de QIDI Slicer sur Github, la v1.1.3 et dans la note de version, il présente la Q Family Il y a donc la Q1 Pro et maintenant une Q1 https://github.com/QIDITECH/QIDISlicer/releases Il n'y a pas encore d'informations sur le site.2 points
-
A voir, si c'est des trucs qui peuvent m’être utiles pourquoi pas. J'ai pas spécialement envie d'imprimer/utiliser de l'ABS juste pour vérifier si cela fait mieux ou moins bien qu'une autre machine. (L'odeur et le fait que le test soit publié, ... . Oui là je manque de dévouement )2 points
-

From the album: Pixel Art
https://www.crealitycloud.com/model-detail/660e70b60c8bfd186f9920d7 https://www.makeronline.com/model/super-mushroom,-with-3-filament-changes/933.html2 points -

From the album: Pixel Art
https://www.crealitycloud.com/model-detail/660e70770c8bfd186f992027 https://www.makeronline.com/model/pikachu,-with-3-filament-changes/934.html2 points -
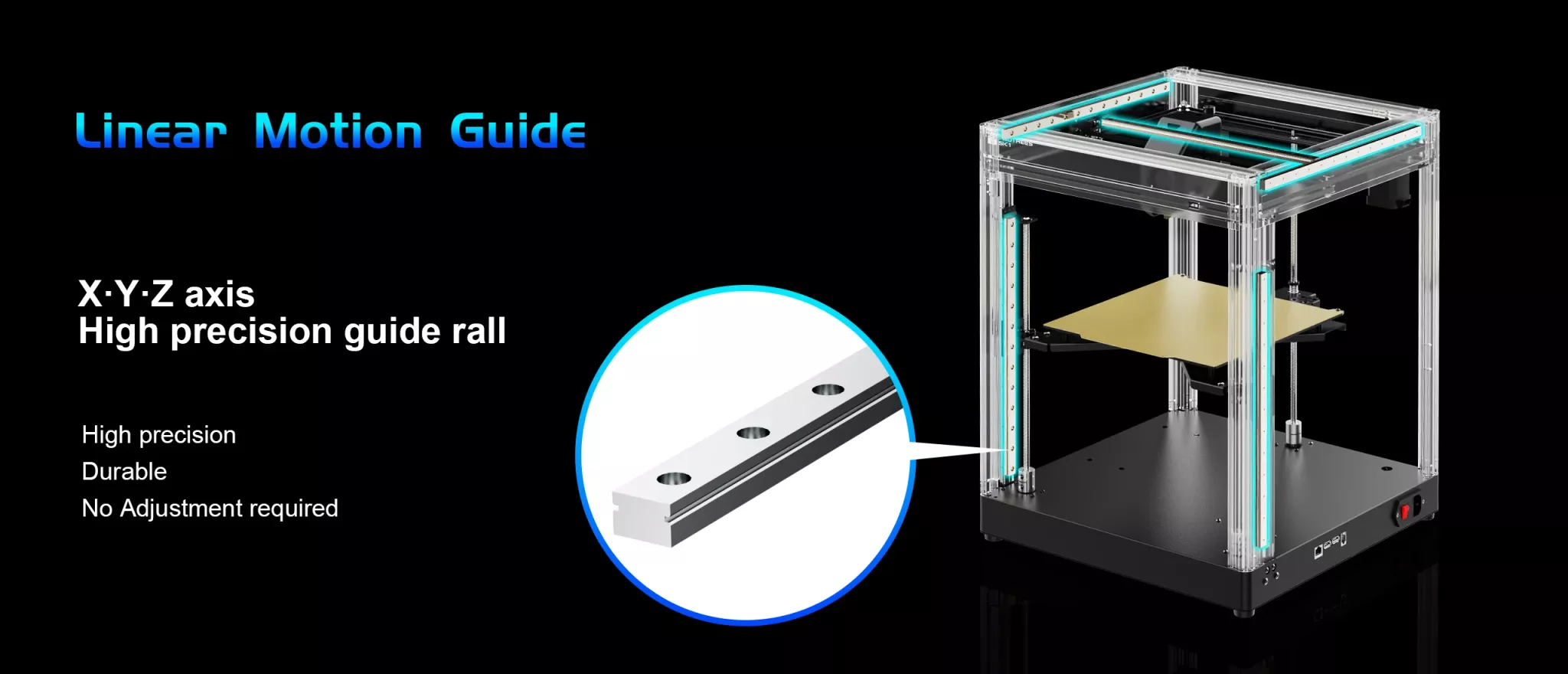
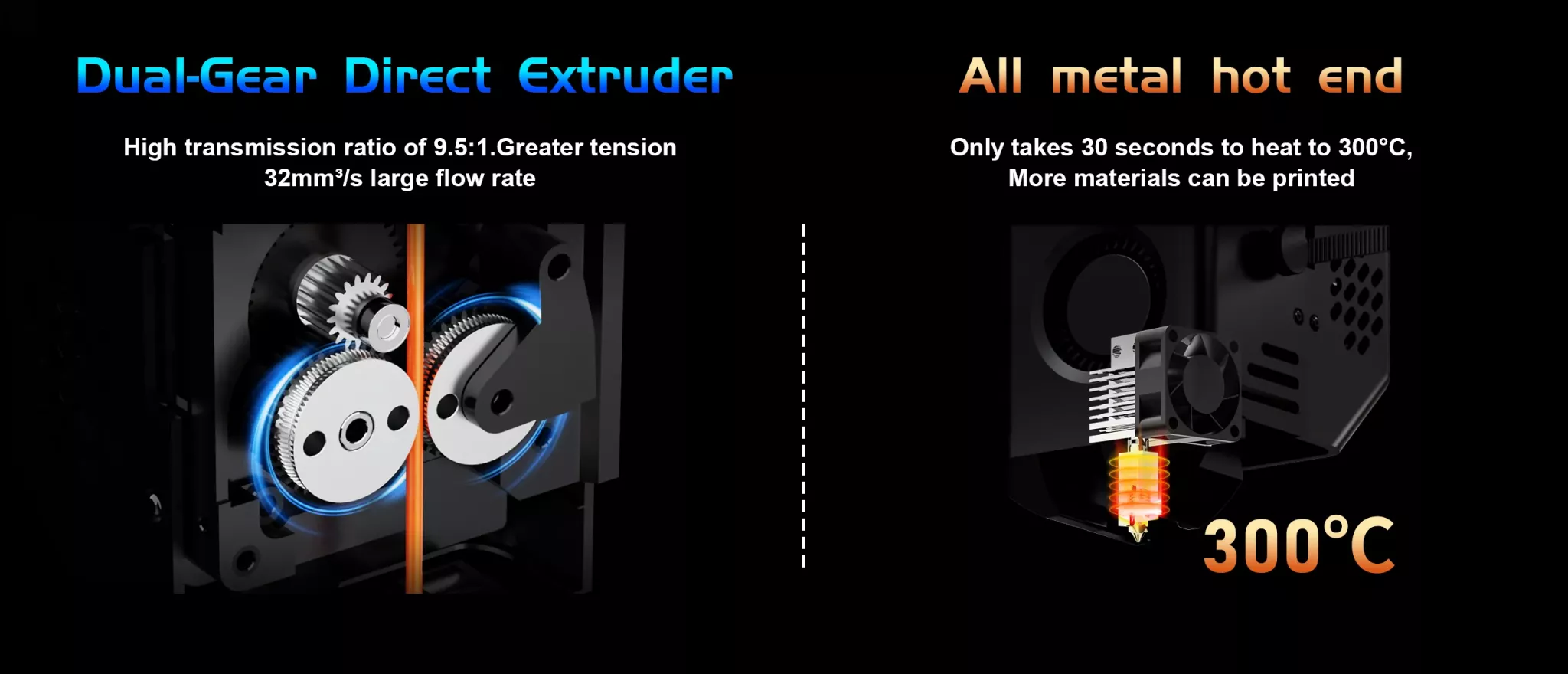
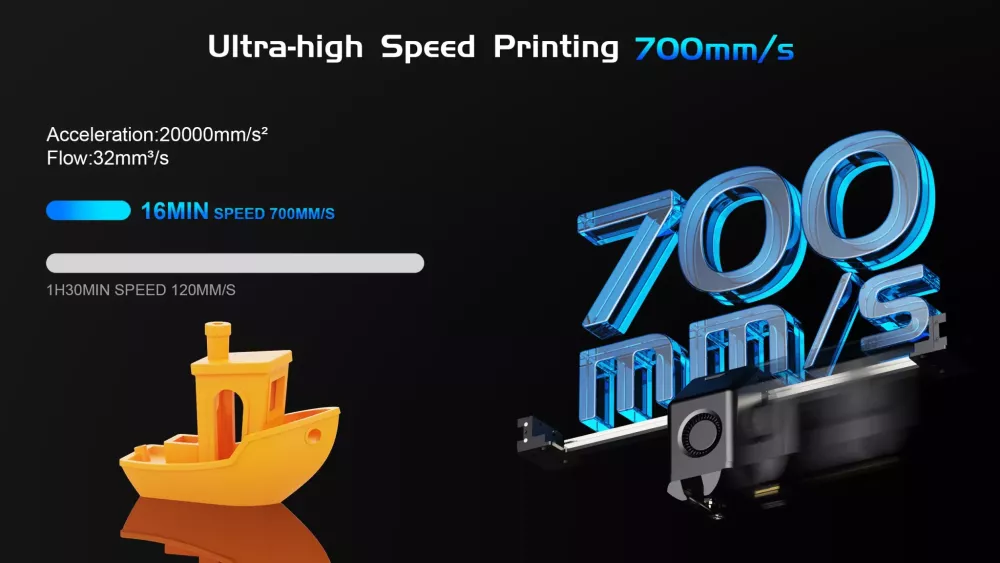
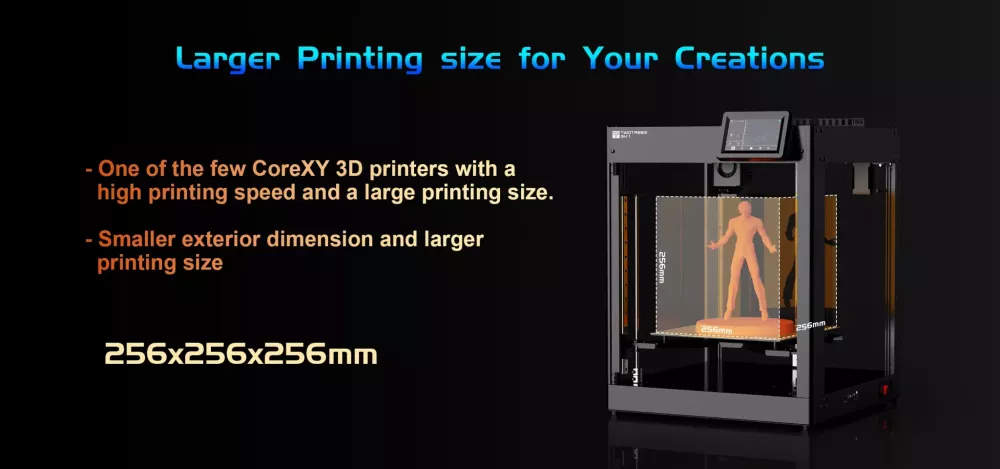
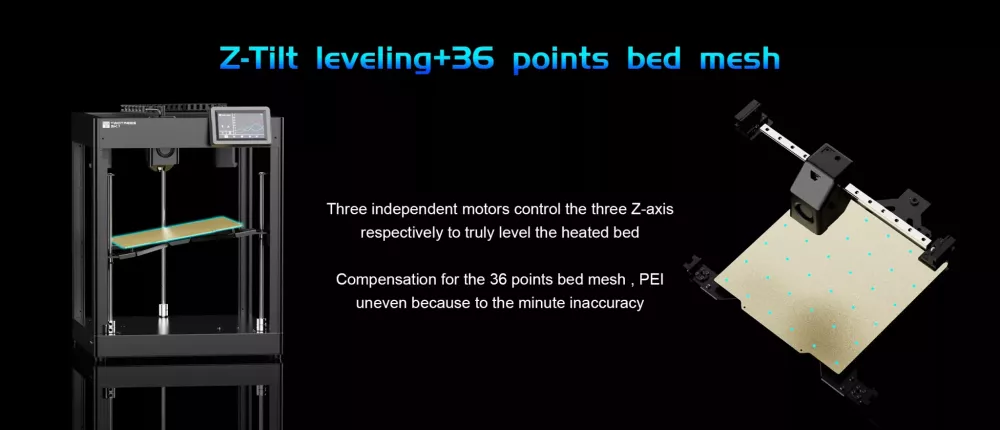
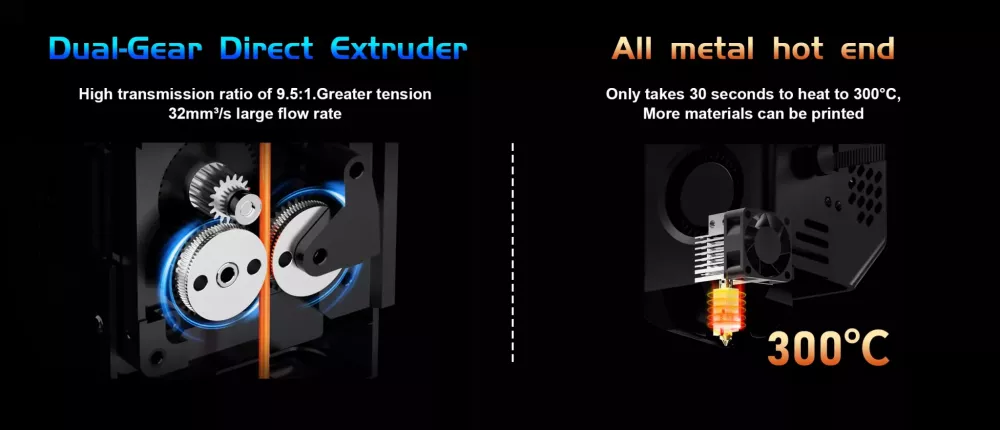
Ce matin, j'ai reçu pour test la SK1 de Two Trees Cette machine est une core XY avec une surface d'impression de 256x256x256 fonctionnant sous Klipper https://www.lesimprimantes3d.fr/comparateur/imprimante3d/two-trees/sk1/ Voici sa présentation en image : Après ces images alléchantes, nous allons voir maintenant si la SK1 tiens ces promesses Le déballage de la SK1 ne pose pas de problème elle est très bien protégé, les axes X et Y sont bloqués par des morceaux de plastique et vis, sauf que sur celle que j'ai reçu les plastiques ont glissé d'un coté mais comme l'autre coté était encore en place rien n'a bougé. Une fois ces protections enlevées, il reste l'écran à monter et l'antenne du Wifi à visser et c'est fini, elle est prête à "démarrer". Une fois sous tension on doit faire le calibrage de la machine, tout est automatique, excepté le Zoffset ou il faudra sortir la feuille de papier. Après le calibrage, l'impression, j'ai lancé le fameux Benchy qui était sur la clé USB fournie avec la machine et là c'est très rapide, en 18m et 2s nous avons un Benchy de bonne qualité, un comme ça il y a quelques années à 50mm/s j'aurai été à genou prêt à croire au miracle. Après ce premier test (je sais j'ai mis la charrue avant les bœufs mais j'étais pressé de lancer une impression ) , je vais revenir sur la calibration de la SK1, il y a 4 étapes : Le Leveling C'est une procédure automatique qui va jouer sur les trois tiges hélicoïdales qui soutiennent le lit, le capteur inductif de la tête d'impression va parcourir le lit en trois points, klipper va ainsi ajuster la hauteur du lit sur ces 3 tiges en plusieurs passes jusqu'à ce que le nivellement soit optimal et va sauvegarder les valeurs. Le bed mesh Automatiquement, le capteur inductif va parcourir le lit en 36 points et enregistrer les valeurs, ce système est maintenant connu sur bon nombres d'imprimantes. Zoffset Là le réglage est également connu et consiste à régler l'écart entre la buse et le lit avec une feuille de papier. L'Input Shaping Ce réglage va se faire automatiquement et sans rentrer dans les détails le système va calculer la résonance de l'imprimante en faisant vibrer les axes et va corriger les vibrations parasites qui faisait apparaitre sur nos pièces des traces "fantômes". Une fois la calibration effectué on peut lancer les impressions, j'ai imprimé les 2 autres fichiers présents sur la clé USB, ce sont 2 cubes identiques mais les réglages de vitesses ne sont pas les mêmes enfin si, la seule différence c'est la vitesse des couches extérieurs l'un des cubes est à 200mm/s et l'autre 300mm/s et franchement je ne vois pas de différence.




 1 point
1 point -
Après avoir passé en revue la X4 Pro, @MrMagounet s'est occupé de l'imprimante Artillery Sidewinder X4 Plus pour la comparer à sa petite soeur. https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x4-plus-20240405/1 point
-
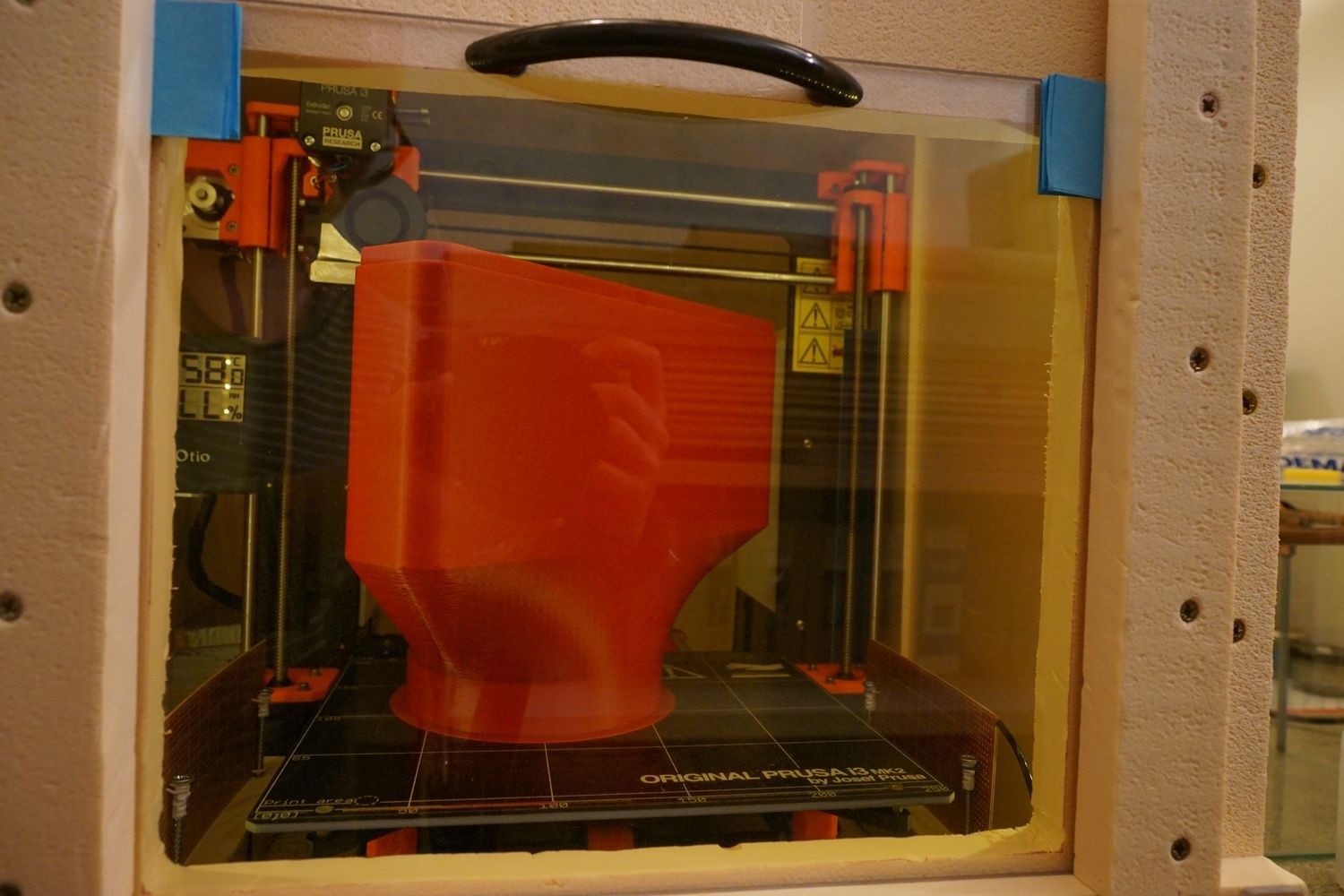
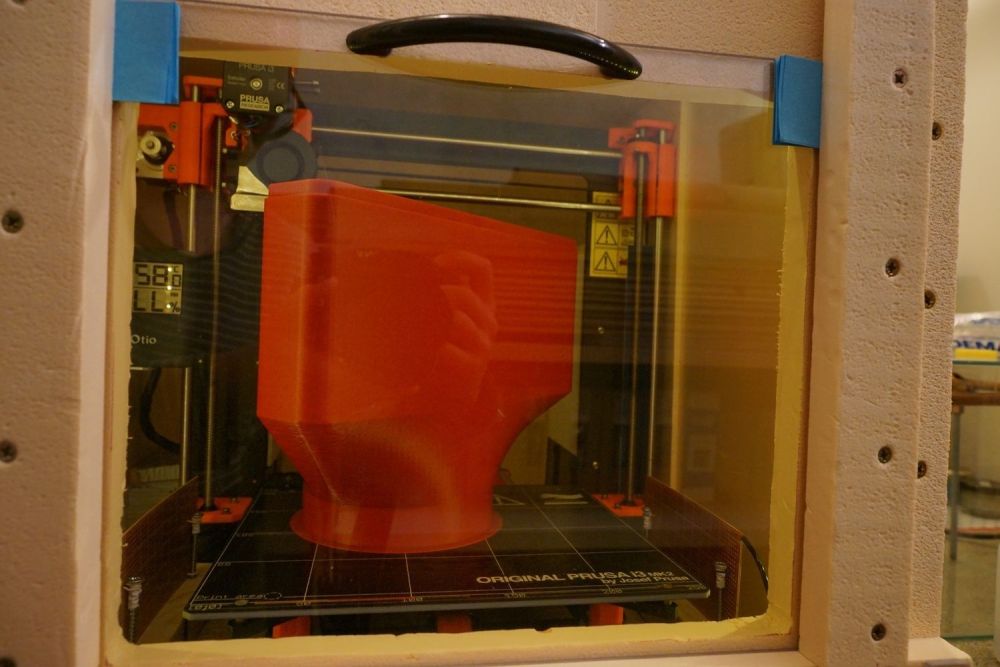
Voici des pièces imprimées avec succès avec ma I3 MK2s original + caisson chauffé à 60°C Les pièces ne sont pas parfaites elles ont des défauts de surface. Il aurait été intéressant de voir si une imprimante "dernière génération" fait mieux Après... je ne sais pas si ces pièces vont t'intéresser Mon adaptateur "passage plat" pour VMC (très grande pièce, en deux parties, chacune utilise tout le volume d'impression, que j'ai réussi à imprimer correctement mais l'état de surface la partie en pente en porte-à-faux n'était pas terrible) Et aussi des abats-jours lithophanie avec des... magical girls







 1 point
1 point -
Bonsoir, oui désolé j'ai mal fait la manip. Avec l'aide d'une troisième main j'ai refait le test Cette fois j'ai bien 3,3V en R3 et si je set la température de l'extruder à 200°C au bout de quelques secondes je passe bien a 0.3V. Je vais donc tenter le remplacement du U2. Je vous donnerai des nouvelles dès que je l'aurai reçu. Merci encore.1 point
-
en première page 2 eme de ce post tu retrouvera les profils de la X4 Pro et X4 Plus que j'ai crée pour orca slicer, mais attention la SW X4 peux imprimer plus vite et avec de plus grosse accélération ce profile sera pas adapter a une X3 pour moi dans l'état, et la SW X4 est sous klipper donc ne pas utiliser les Start Gcode End Gcode que ces machines sur la X3.1 point
-
@JHX Il est probable que tu as une section [mcu rpi] dans ton fichier de configuration printer.cfg Après flashage de ta carte mère «récalcitrante», il faudrait peut-être que tu refasse la procédure pour prendre en compte le RPi comme contrôleur secondaire. En gros. en ssh sur le RPi : installer le script de démarrage construire le code (make menuconfig) make Sinon, tu peux aussi commenter toute la section [mcu rpi] de ton printer.cfg dans un premier temps pour voir si cela résout l'erreur remontée.1 point
-
Donc en 1 test sans caisson et après on verra !! Mais elle a l'air sympa.1 point
-
Bonjour, C'est à toi de voir mais tu ne seras jamais seul dans le mesure où des sites tels que celui-ci t'aideront. Quant au CPF, si tu n'as pas de besoin de formation, pourquoi pas le consommer sur ce sujet à condition que le stage soit bien adapté. Perso, on apprend plus en cherchant pas soi même qu'en essayant de reproduire plus ou moins bien et cantonné dans une voie ce que dit un expert qui n'en est parfois pas un.1 point
-
Perso je pourrais faire ça avec Home Assistant mais sans solution externe je ne vois pas trop C'est expliqué dans le wiki : Suffisait de regarder dans tous les menus C'est dans paramètres, général et il faut cliquer sur "Device Info" Je crois avoir vu passer ce "problème" sur les réseaux mais comme je n'ai jamais sortir la SD de l'imprimante je ne peux pas te dire Peut-être un filament de mauvaise qualité ou humide, ça ne m'est jamais arrivé perso en plus de 500 heures de print mais j'ai vu ça à plusieurs reprises sur les réseaux.* Quand ça commence à ne plus coller Pour la colle j'en remets pas tout le temps et j'utilise de la 3DLac en stick (trop pratique !). Tu refais une mise à niveau quand tu passes d'une plaque à l'autre ? Avec du PLA ça tient normalement très bien sur le texturé ! Si c'est pas fait, avec ce type de plastique, pense à laisser le capot ou la porte ouverte. Après tu peux aussi mettre de la 3DLac en stick, ça passe bien sur le texturé contrairement à la colle type UHU. Tu veux dire dans l'AMS ? Les bobines Bambu ne posent aucun problème. Les autres ça merdent parfois, je mets une grosse pile dedans. Tu ne peux pas modifier la liste côté firmware. Il faut mettre générique s'il n'y a pas la marque. Ce n'est pas gênant, c'est le profil côté slicer qui est important. J'imagine que tu voulais dire PETG. Encore une fois, il faut suivre les recommandations du constructeur, le guide des filaments n'a pas été publié pour rien La cool plate porte bien son nom, elle n'est pas faite pour être chauffée très haut. Il faut utiliser la Engineering Plate, High-Temperature Plate ou Textured PEI Plate. Le mode LAN porte bien son nom, c'est pour avoir accès à la caméra sans passer par le cloud. J'ai aucun souci avec le Wi-Fi de mon côté mais la machine est dans la même pièce que le routeur Je vais radoter un peu, mais le Wiki est une superbe source d'infos1 point
-
En effet J'ai oublié de Mettre le Wifi 2.4ghz bin vue @PPAC. @Julien du coup faut modifier la ficher technique désolé de l'oublie. Le SSH est en effet actif et utilise le login mot de passe par défaut des cartes MKS SKIPR donc en effet si on connecte son imprimante a web pour un accès extérieur il est préférable de modifié le mot de passe par defaut, pour ma part il est sur un reseau fermé .1 point
-
Bonjour, Comme tu me l'avais conseillé lorsque je débutais en résine, j'utilise les outils J3DTech. Je fabrique majoritairement des pièces fonctionnelles, cette méthode est parfaite pour la précision. Grâce à cela, j'ai pu obtenir des supports opérationnels avec une précision au 1/100e en deux essais. Encore merci pour ce conseil.1 point
-
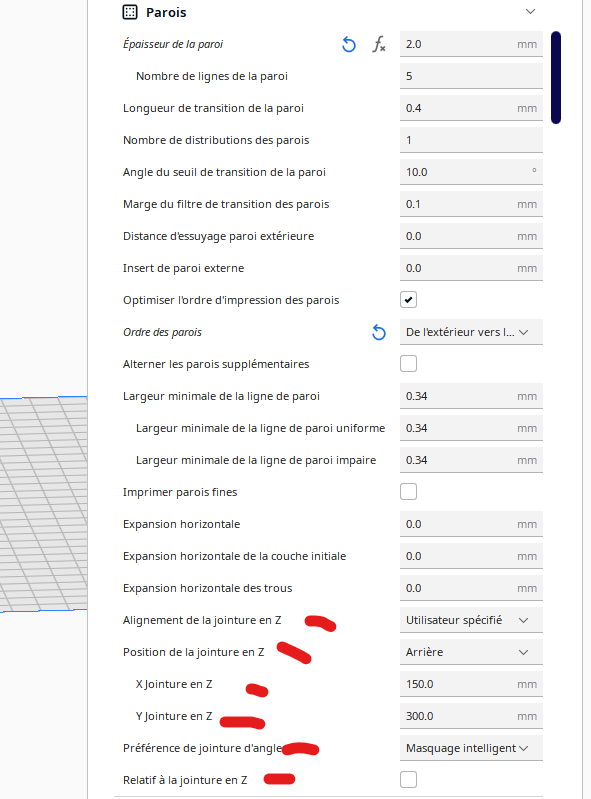
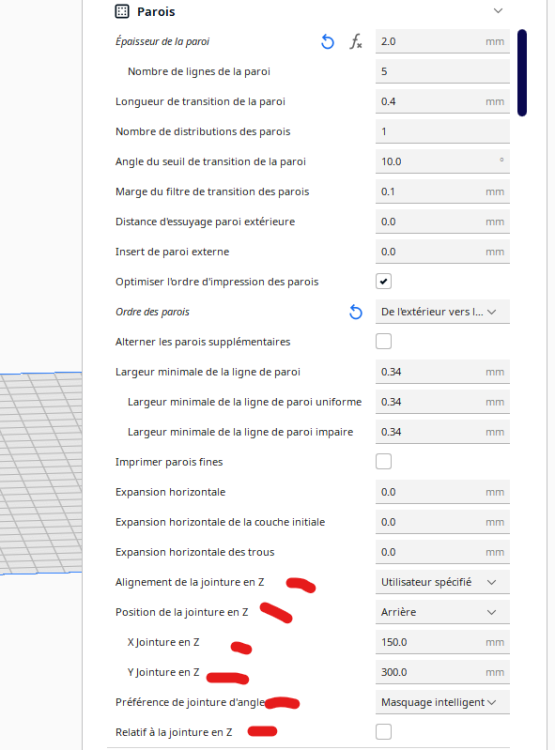
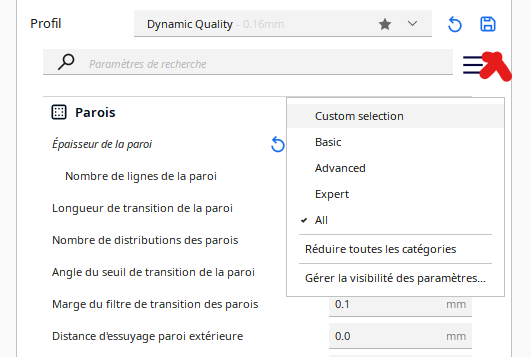
Pour la couture dans Cura c'est là : Si tu ne vois pas toutes les cases passe en mode expert ou all. en cliquant sur la croix (hamburger)
 1 point
1 point -
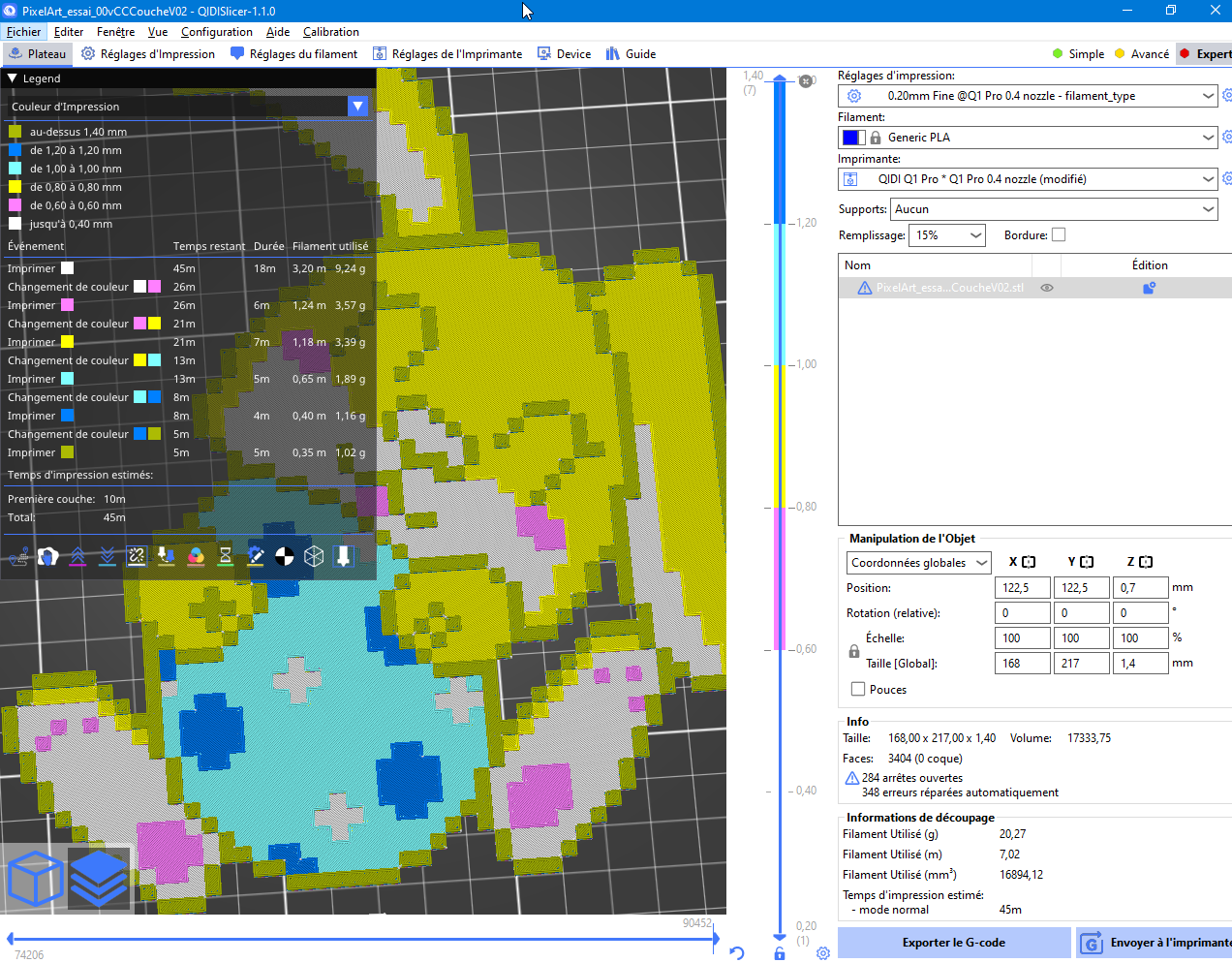
Merci. C'est une chose que j'aurais dû mettre dans les points négatifs. (Mais sur le moment je n'y avais pas pensé.) Car oui, sur cette Q1 Pro, ce n'est pas le plus pratique a l'usage si l'on a plusieurs changements de filament a faire, avec ce tube PTFE qui guide le filament jusqu’à l’extrudeur direct drive, et le fait qu'il n'y a pas de levier pour débrayer le mordant de l’extrudeur. ( Actuellement je fais des impressions de PixelArt avec changement de filament (en manuel car je n'ai pas de machine avec MMU ou AMS, ni de "Palettes".) et définitivement même si cela donne un légèrement moins bon résultat que sur la Q1 Pro, je les imprime sur la E3V3SE ou KE, plutôt que sur la Q1 Pro. Car l'extrudeur "Sprite" direct-drive avec levier et sans tube PTFE de guidage du filament sur les E3V3SE et KE, facilite grandement le changement de filament manuel. Par contre coté trancheurs, QIDISlicer (v1.1.2) dérivé de PrusaSlicer permet facilement l'ajout d'une demande de changement de filament a une couche (et donne un aperçu qui en rend compte ) Alors que, Creality Print dans sa version actuelle (v4.3.8), ne permet pas cela (Je n'ai pas trouvé si c'est possible, ni comment on demande sous Creality Print, un changement de filament ... ). Et cela m'oblige a ajouter a la main la/les lignes avec le g-code de demande de changement de filament dans le fichier d'impression. )
 1 point
1 point -
Salut, L'article du test de la SW X4 plus est disponible sur le site https://www.lesimprimantes3d.fr/test-artillery-sidewinder-x4-plus-20240405/ je complèterais a mon retour avec une petite vidéo comparative avec la X4 Pro.1 point
-
Oui FDM et FFF c'est pareil ce sont des synonymes Il faut suivre les conseils donnés (flow supérieur à 100%, peu ou pas de refroidissement), et la transparence, qui ne sera jamais aussi bonne que du verre, ne sera obtenue qu'après les post traitement qui demandent pas mal de patience. Il faudra aussi bien nettoyer l'imprimante avant et après. Pour le choix du filament ou de la résine, essaye d'avoir le retour des clients en ayant déjà acheté avec des photos. Car si on veut du transparent "blanc" (comme le verre non teinté) attention certaines matières ont un rendu jaune ou jaunissent avec le temps. Après pas de miracle, on restera assez loin des pièces vraiment transparentes obtenues par moulage. Si tu veux une belle figurine, faudrait voir dans les magasins de maquette si tu ne peux pas trouver une visière qui s'approche de ce que tu as besoin, quitte à adapter l'échelle et la forme de ta figurine imprimée en 3D. Pour des vitres (fenêtres de wagons de trains...) c'est plus simple on peut découper des morceaux de feuilles plastiques transparentes. A voir si la technique de thermoformage ne permettrait pas d'obtenir, avec des moyens raisonnables, une vitre transparente bombée à partir d'un film plastique. Les emballages thermoformés que l'on trouve dans le commerce ont un rendu pas mal. Ceux qui font du modélisme auront sûrement de meilleurs conseils1 point
-
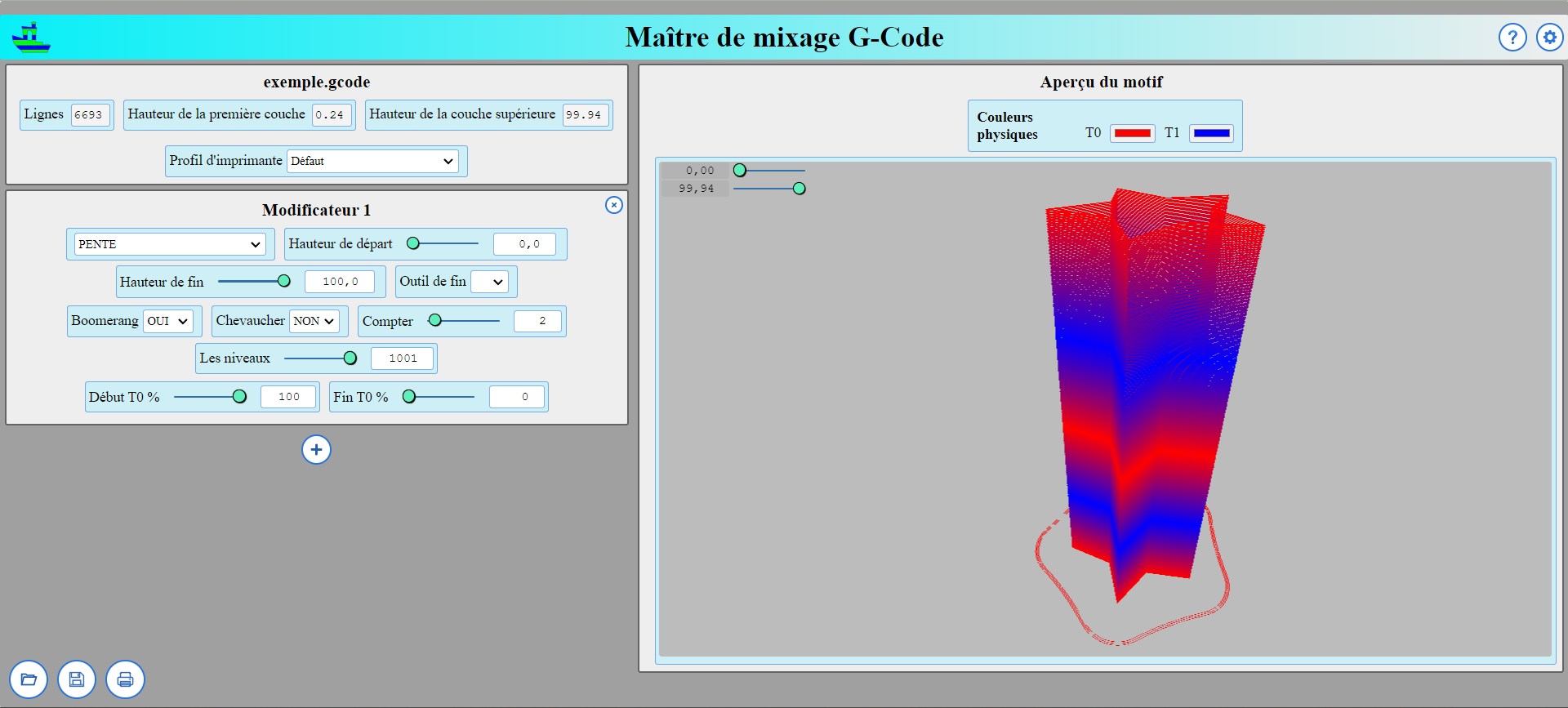
pour les mélange couleur la A20T peut le faire facilement en partant du pupitre mais pour figer un dégradé dans un Gcode pour le reprendre plus tard 0 moi j'utilise le site sur la toile >>>>>> https://gcodemixmaster.com/ il y a des centaines de motif de dégradés et mélanges possibles en changeant seulement le compteur de répétition
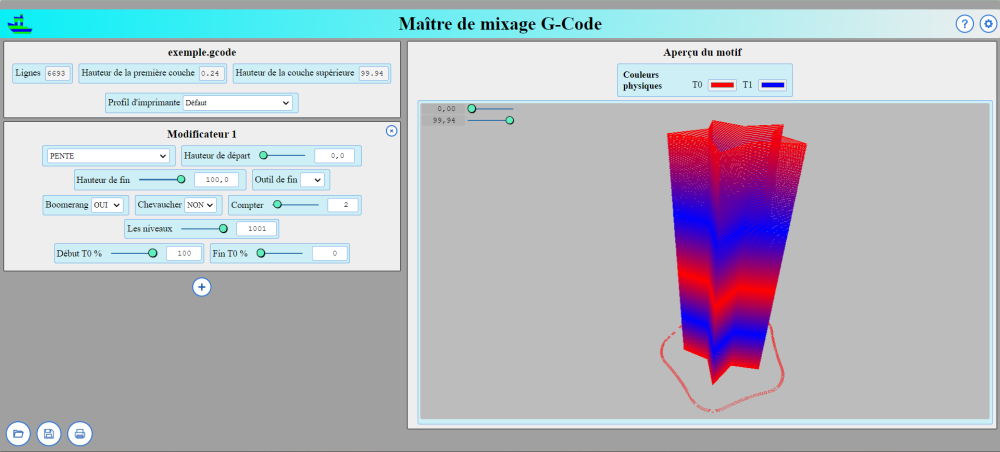
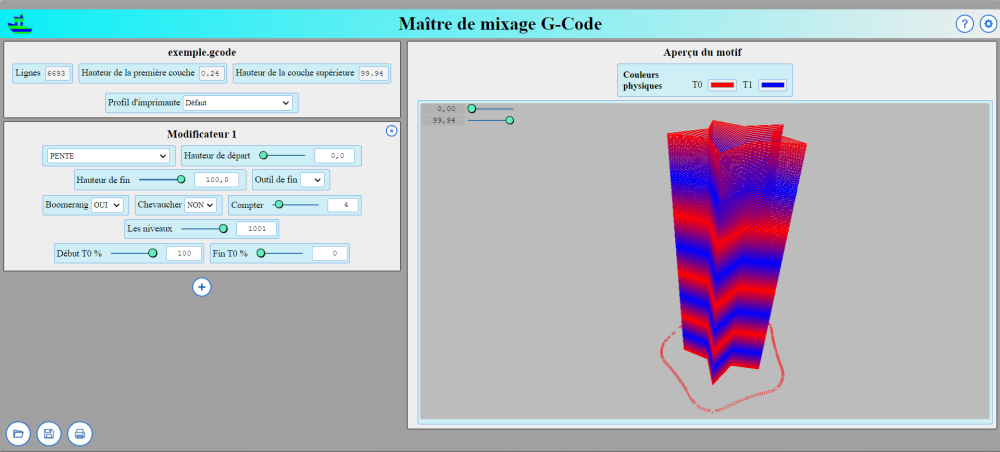 1 point
1 point -
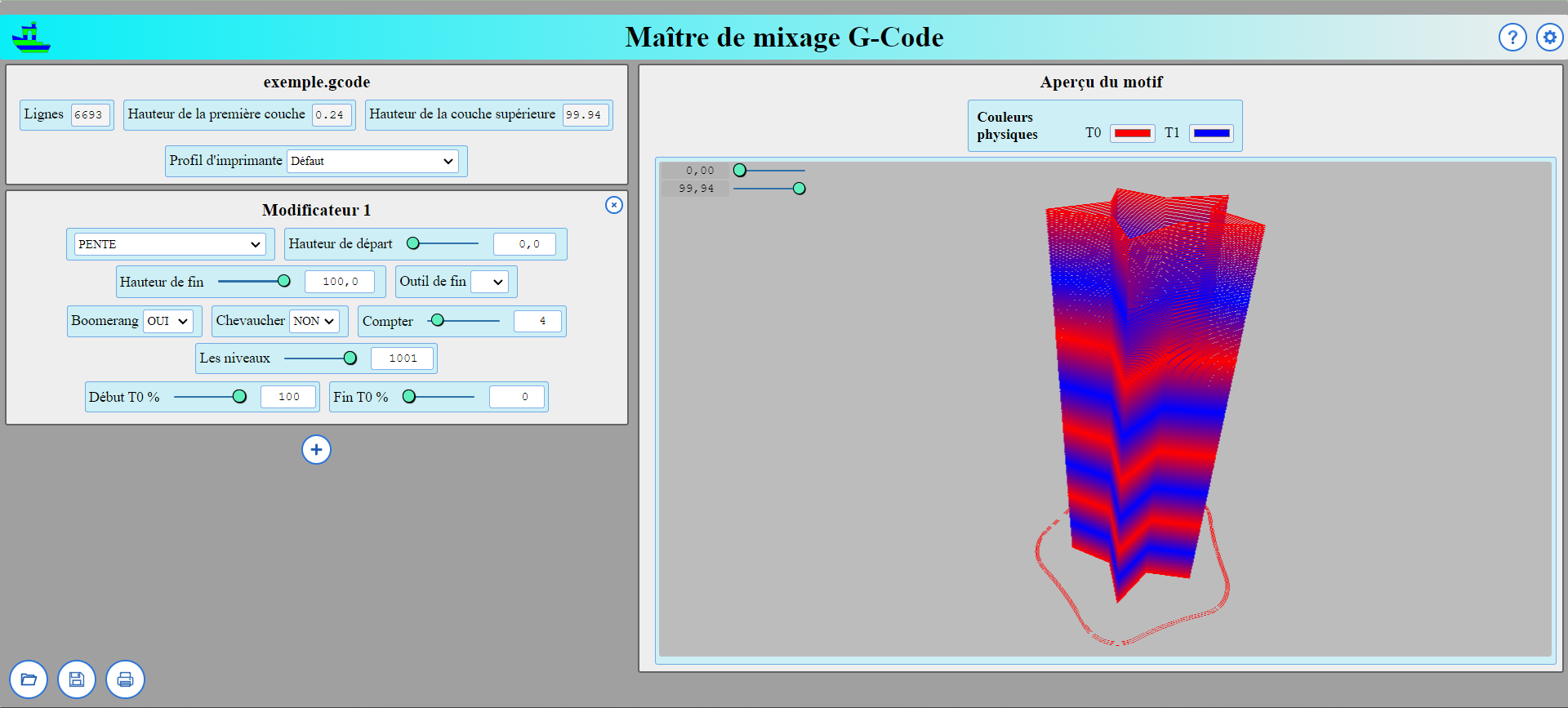
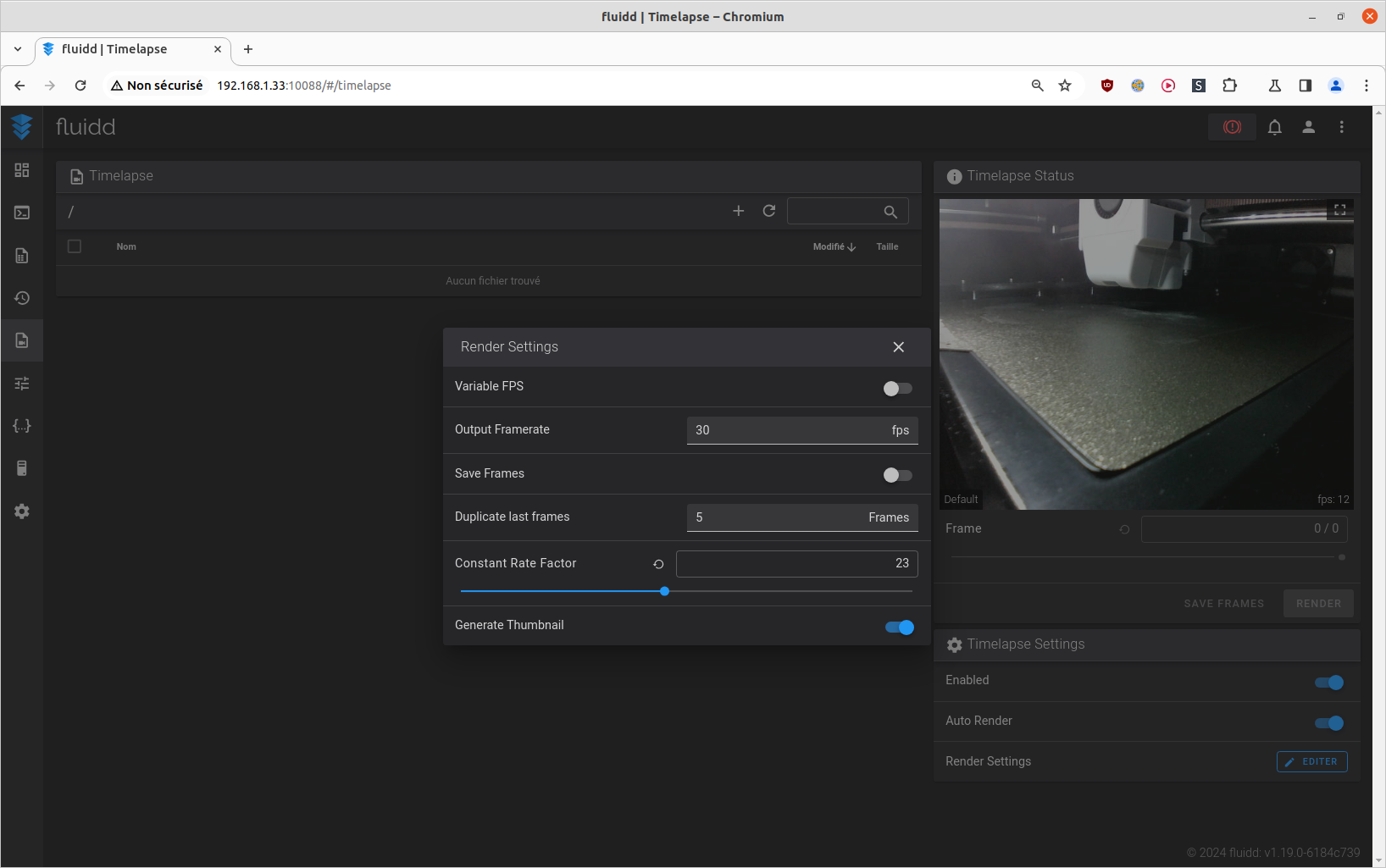
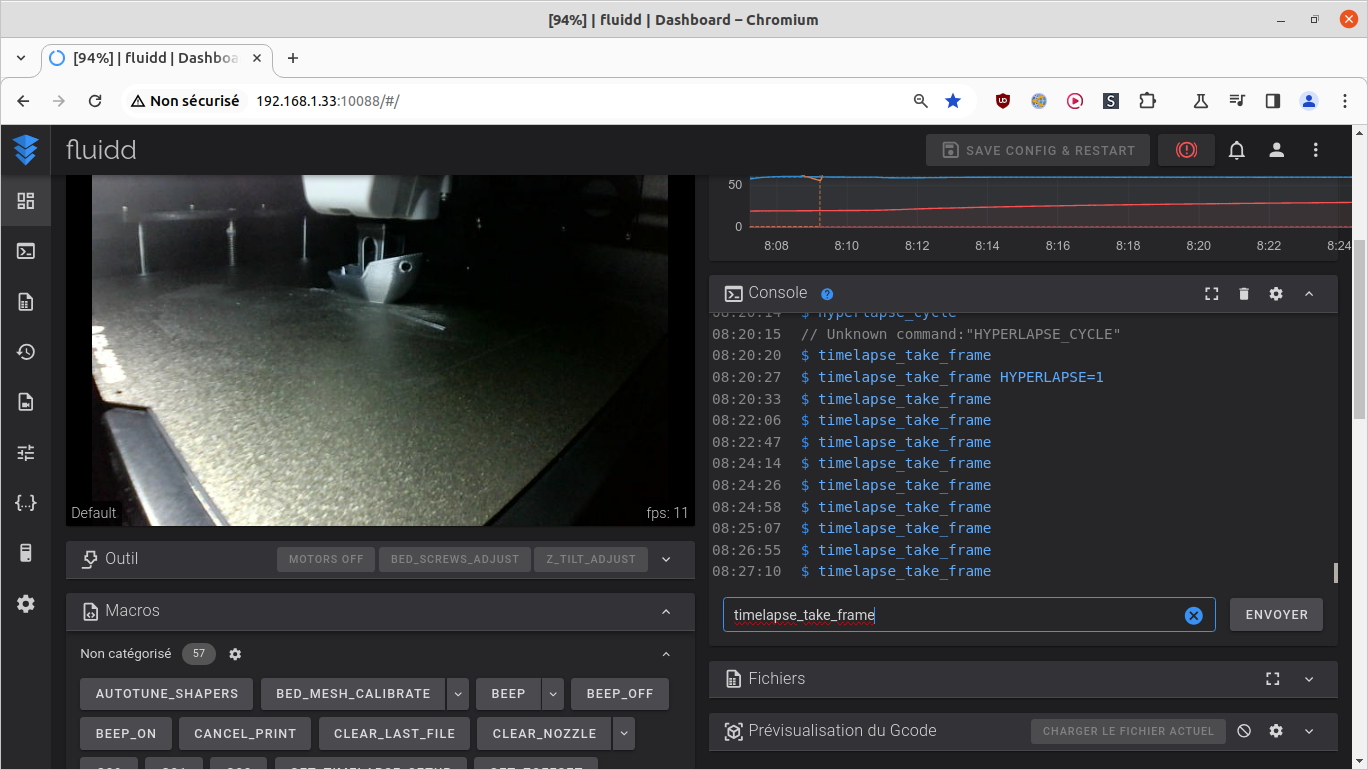
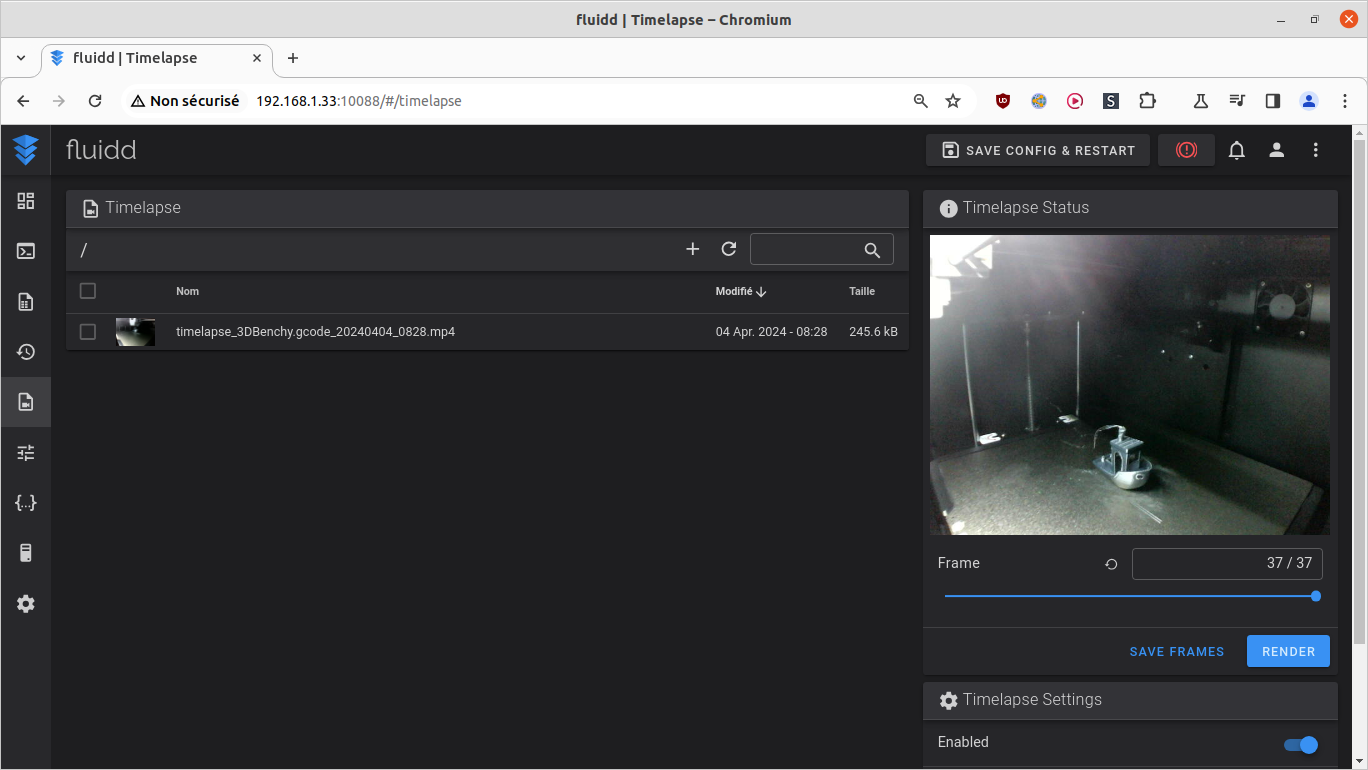
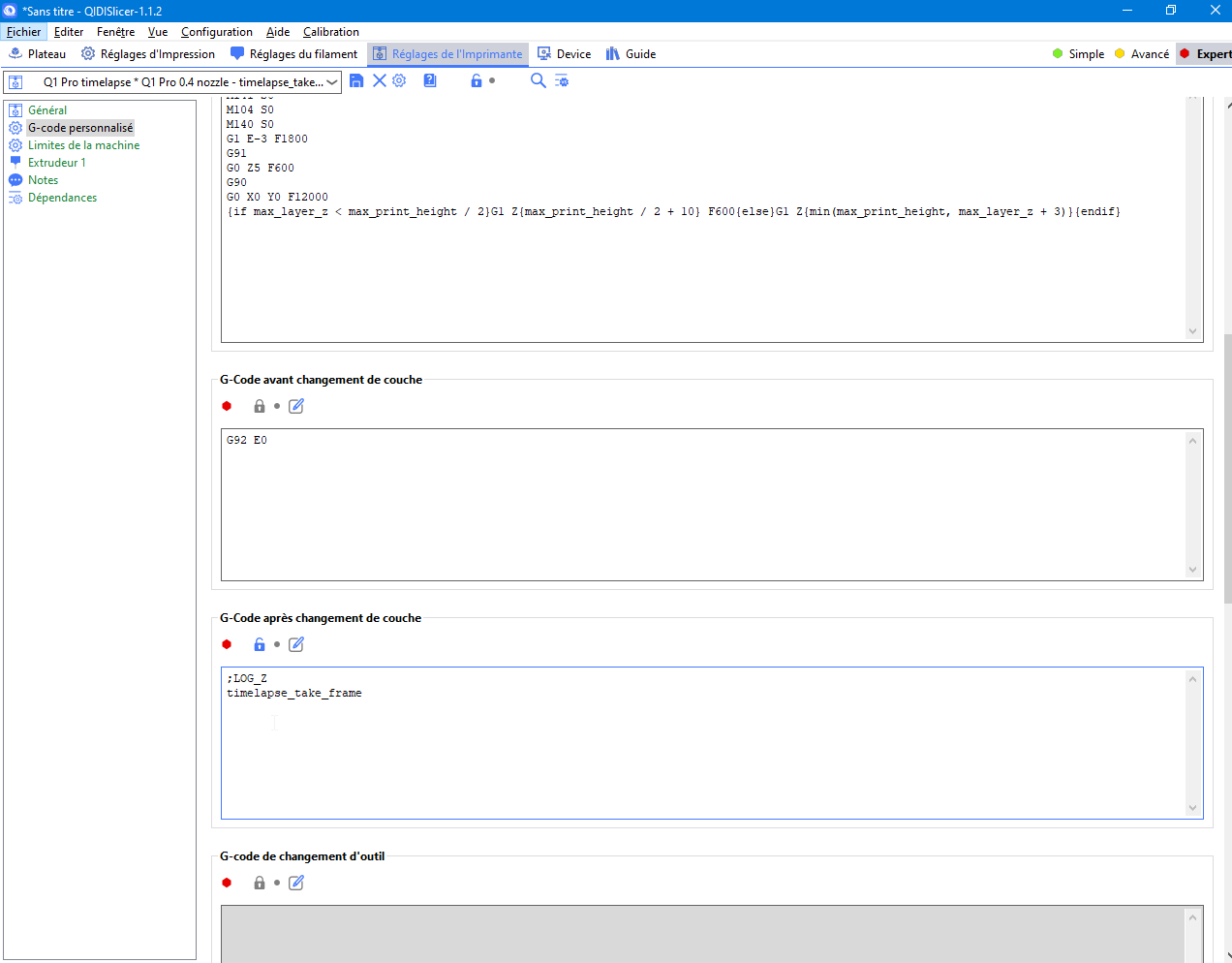
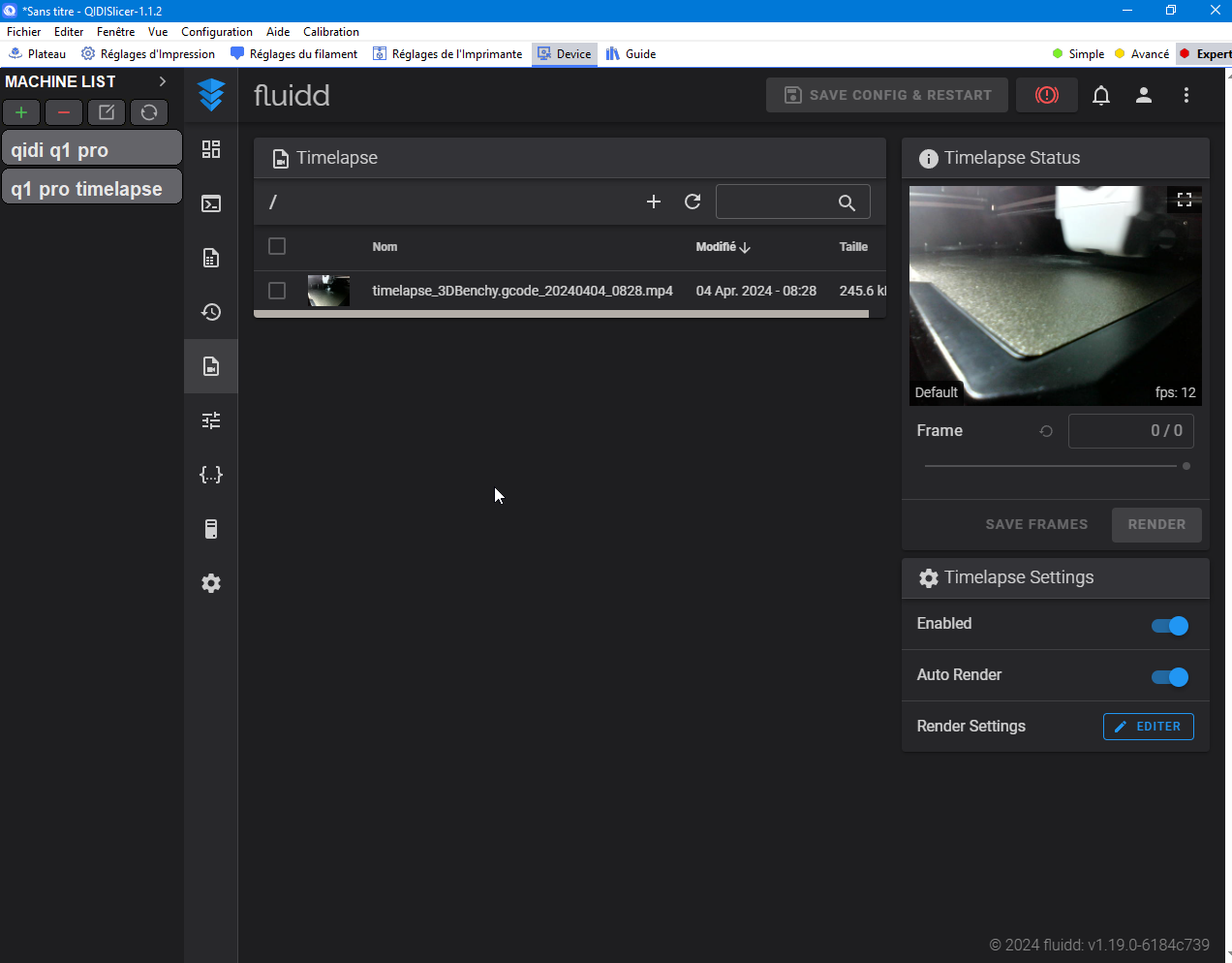
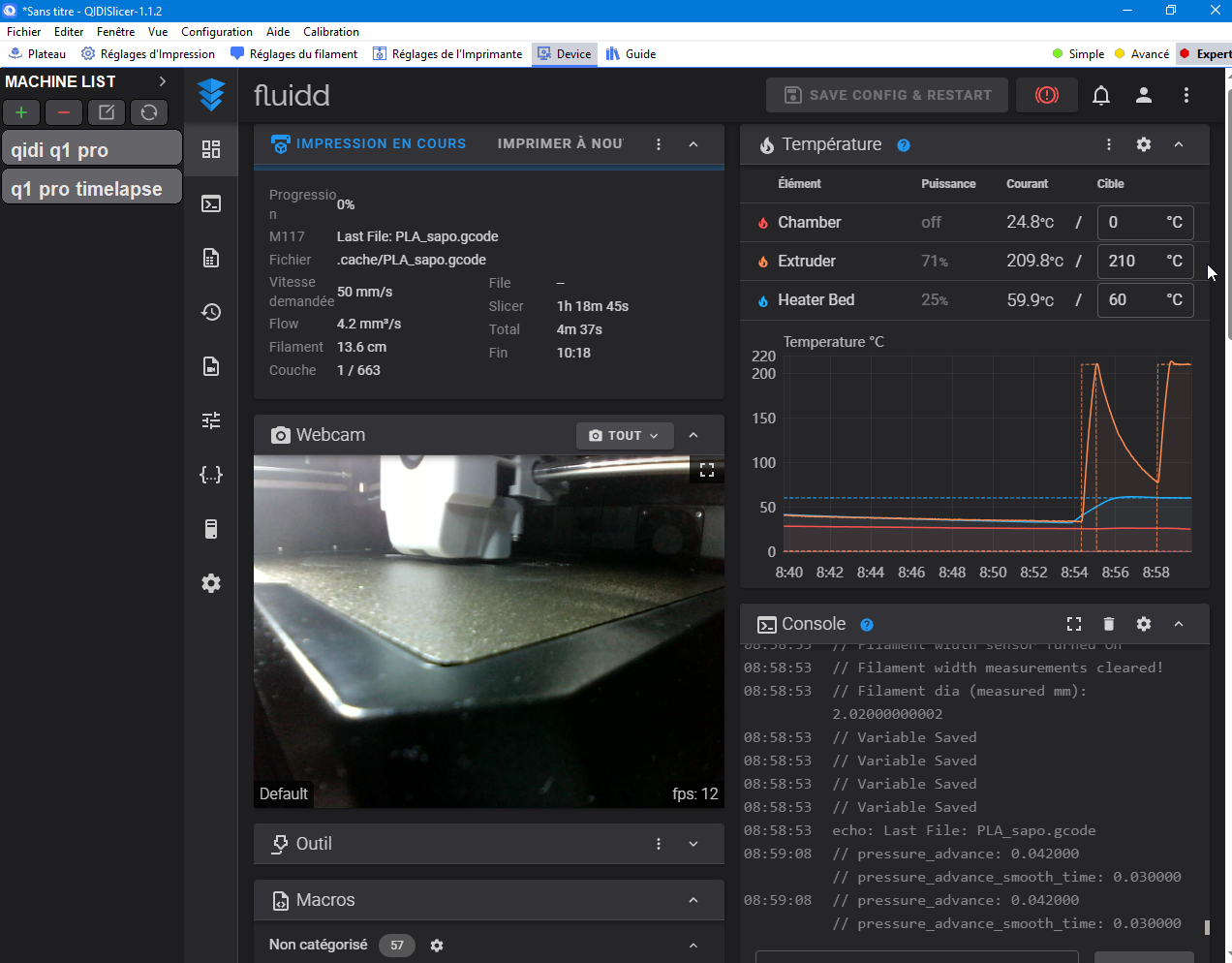
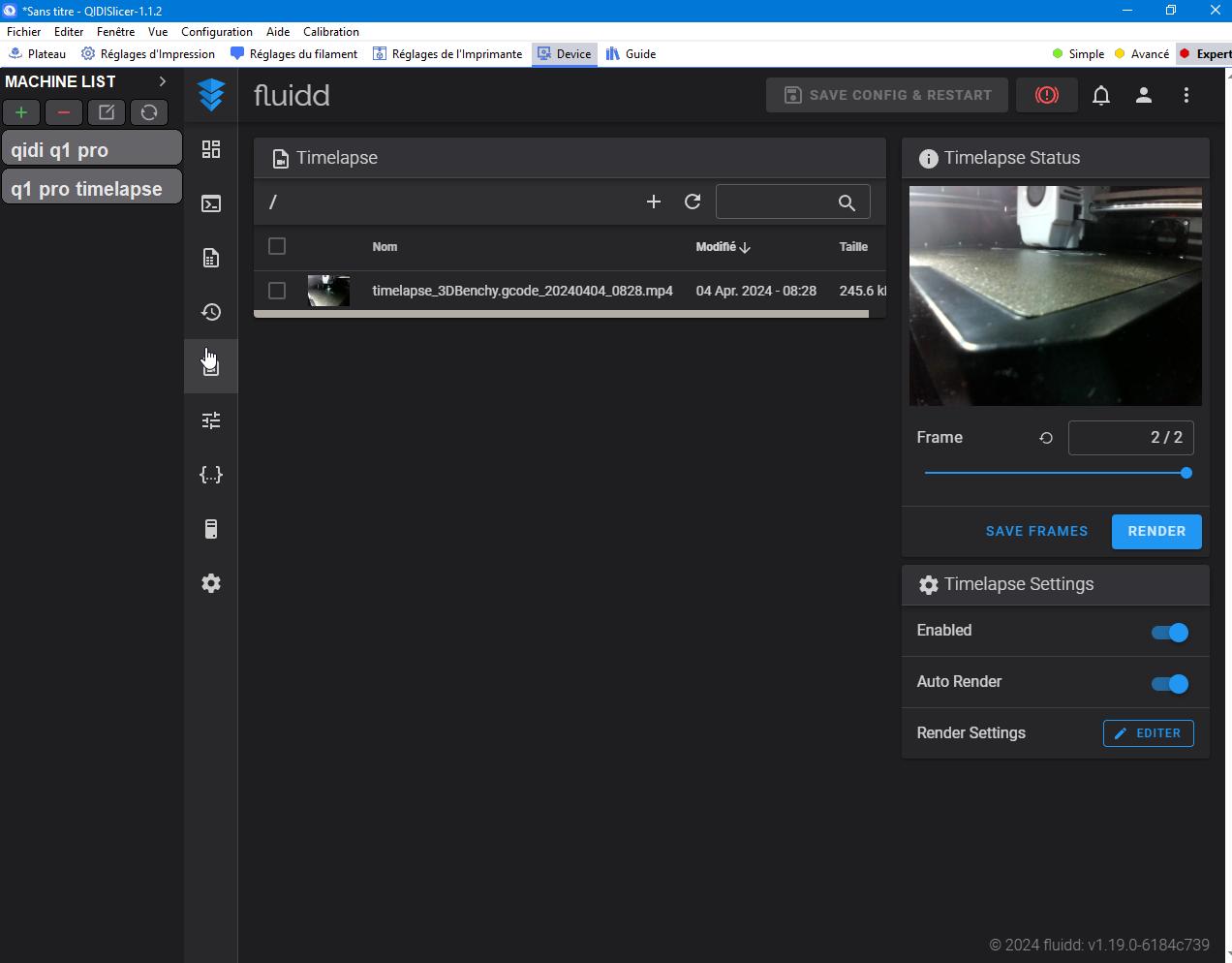
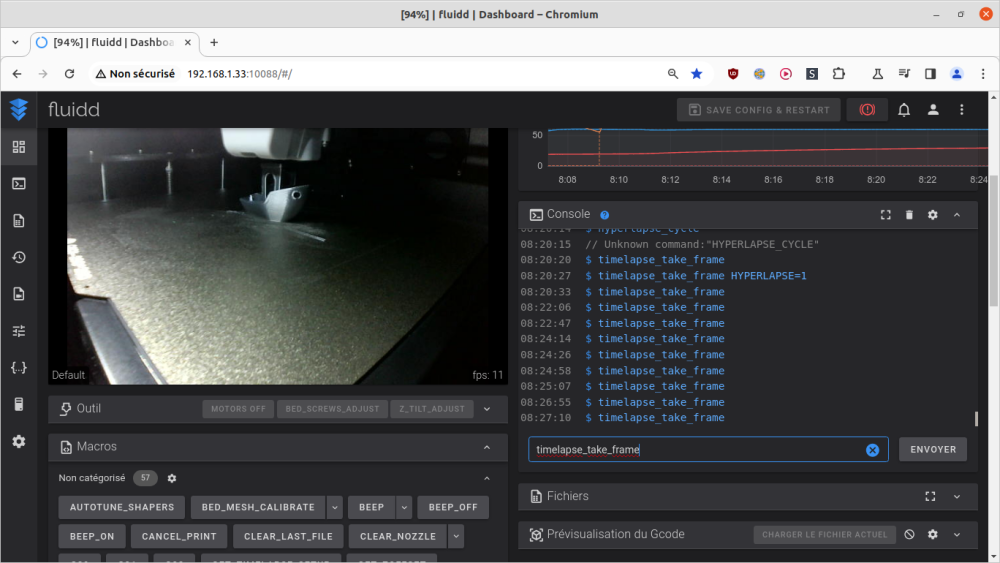
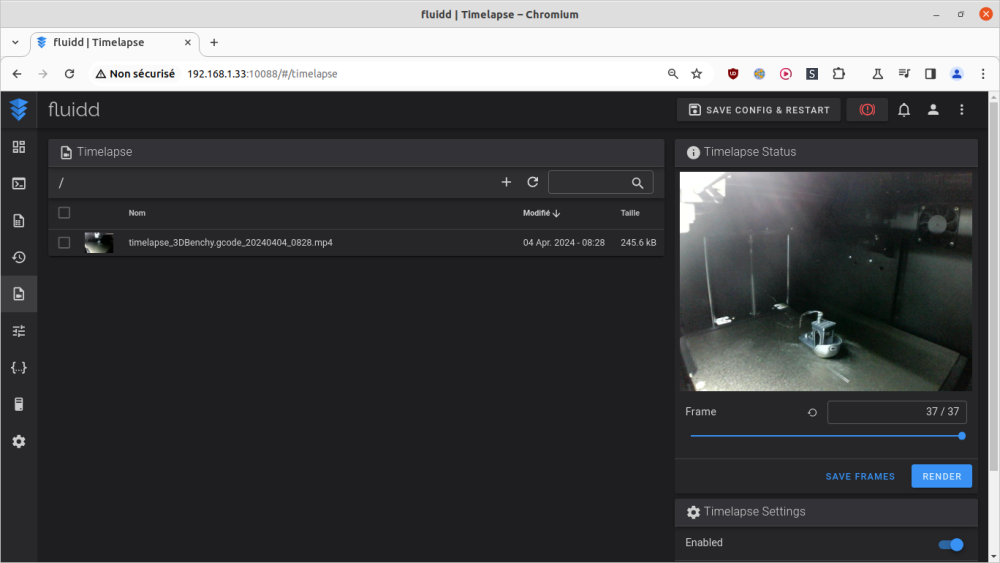
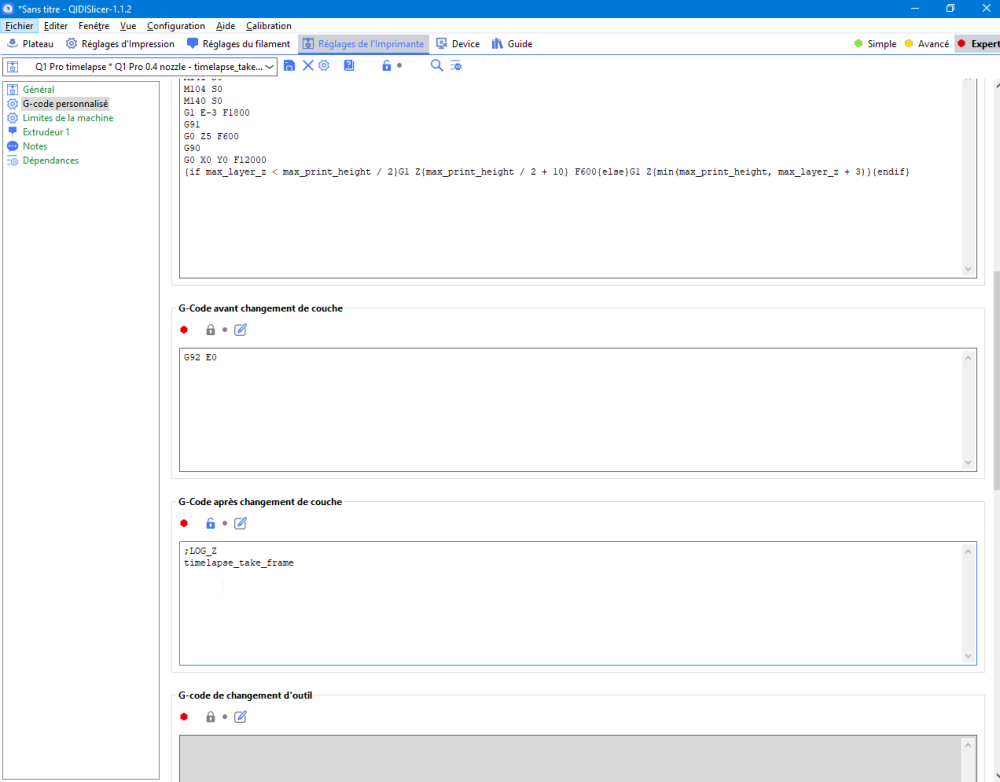
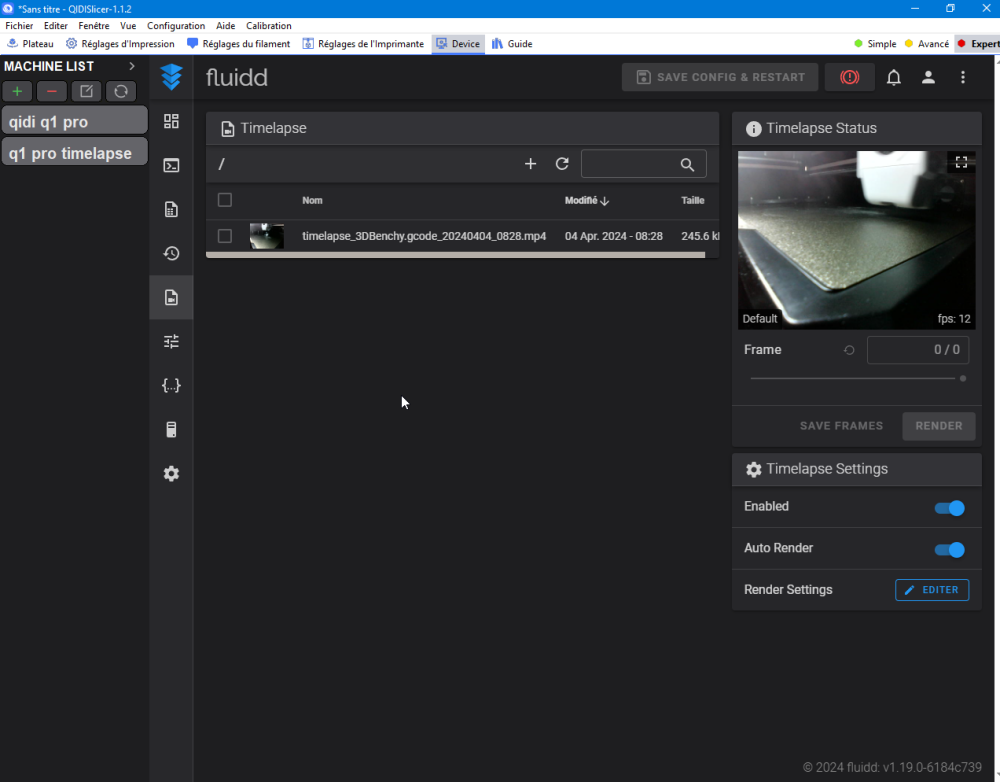
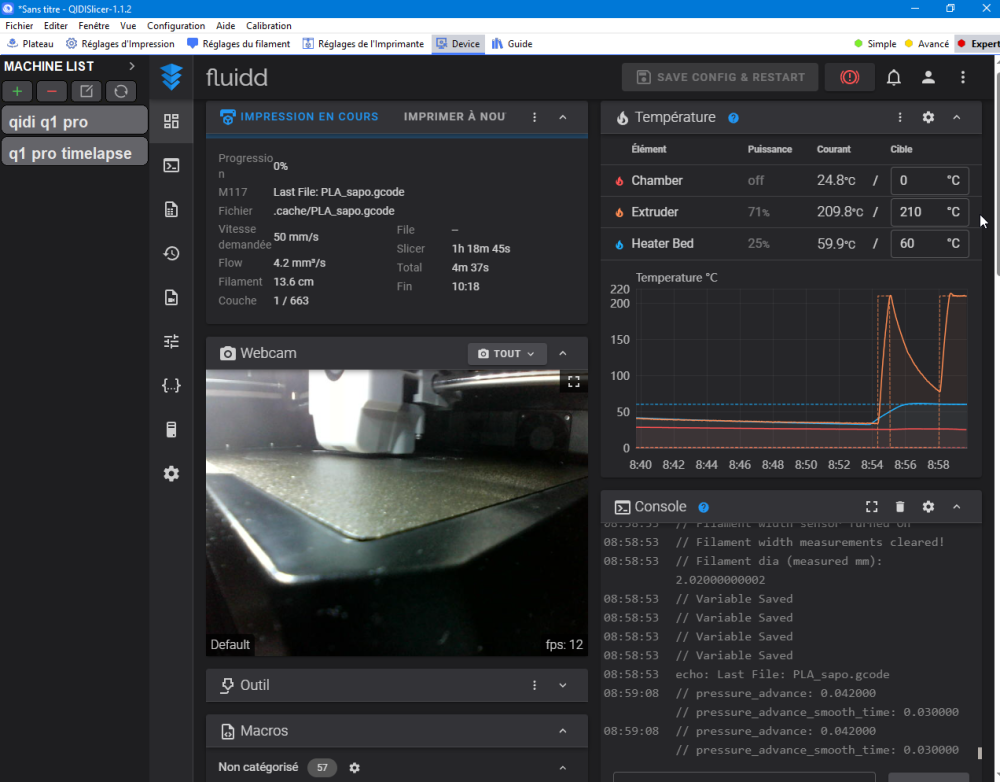
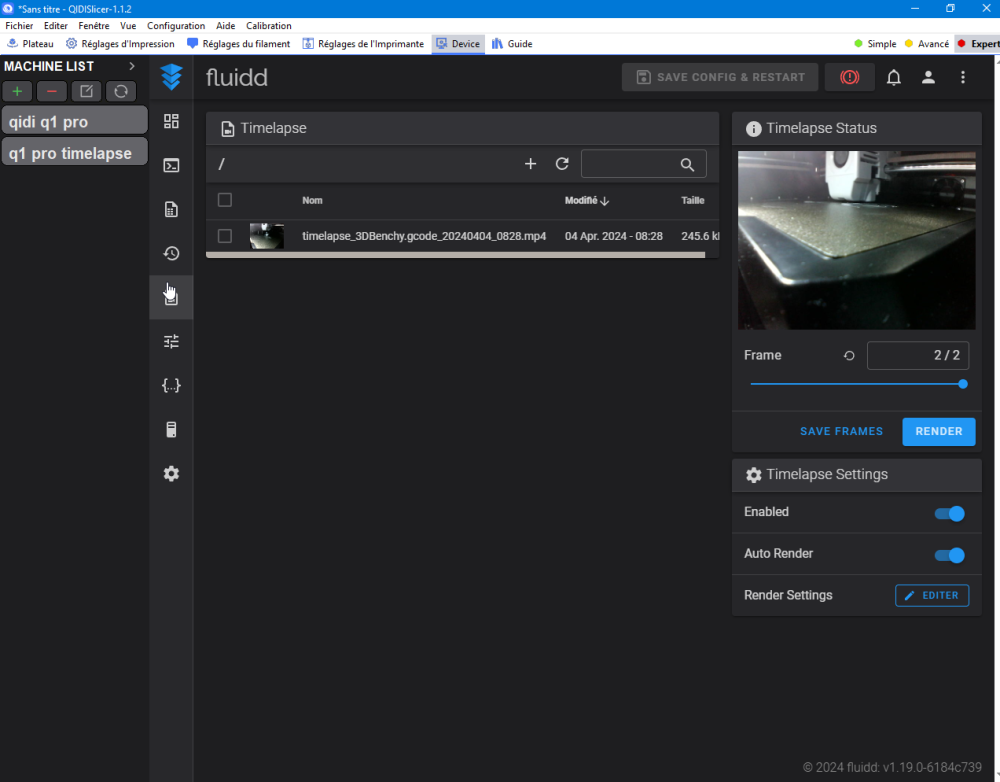
Je n'avais pas pris le temps de faire d'essais de timelapses Un premier essai, qui m'a permis de voir qu'il faut activer timelapse sous l'interface web de fluidd et ajouter une ligne "timelapse_take_frame" dans par exemple le champ "G-code après changement de couche" dans les "Réglage de l'imprimante", "G-code personnalisé" sous QIDISlicer. Là c'est moi qui ai de temps en temps envoyé le g-code "timelapse_take_frame" via l'interface web Comme là je ne fais pas de "park" pour avoir un timelapses où la tête se trouve toujours en même position lors de la prise de l'image, cela n'a pas (a-priori) d'influence sur le temps et la qualité du résultat de l'impression. Un tranchage de "Frog keeps jewelry (not support)" de "Aslan3D" ( Payant ~1.48 USD, gratuit si Creality Coud Premium ) https://www.crealitycloud.com/model-detail/644ef30cf603cb162543a2d1 avec une ligne "timelapse_take_frame" ajouté dans le champ "G-code après changement de couche" dans les "Réglage de l'imprimante", "G-code personnalisé" sous QIDISlicer, sans oublier de vérifier que sous fluidd l'option de timelapse est activée. on lance l'impression et on peut voir que cela fait des prises de vus sur l’écran timelapses et voila le résultat --- J'ai rapidement vérifié et oui cela semble être les mêmes cotes pour les pieds sur la Q1 Pro. (ça colle pour les deux diamètres extérieurs. Pour la hauteur je n'ai pas fait la mesure mais cela ressemble à quelque chose de l'ordre de 1 cm. Donc probablement les "12.4 mm" mesuré par fran6p)
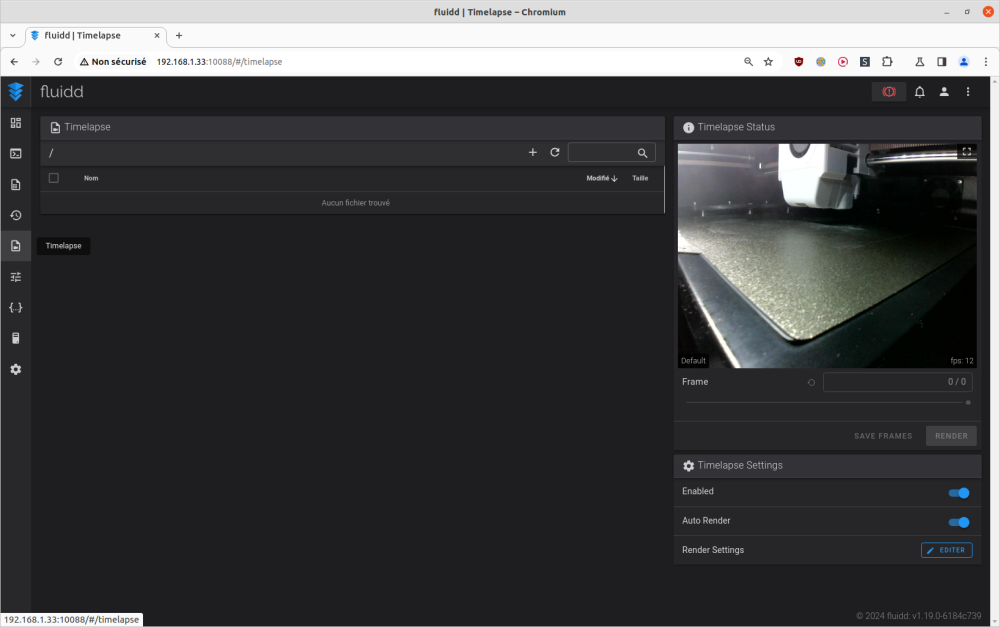
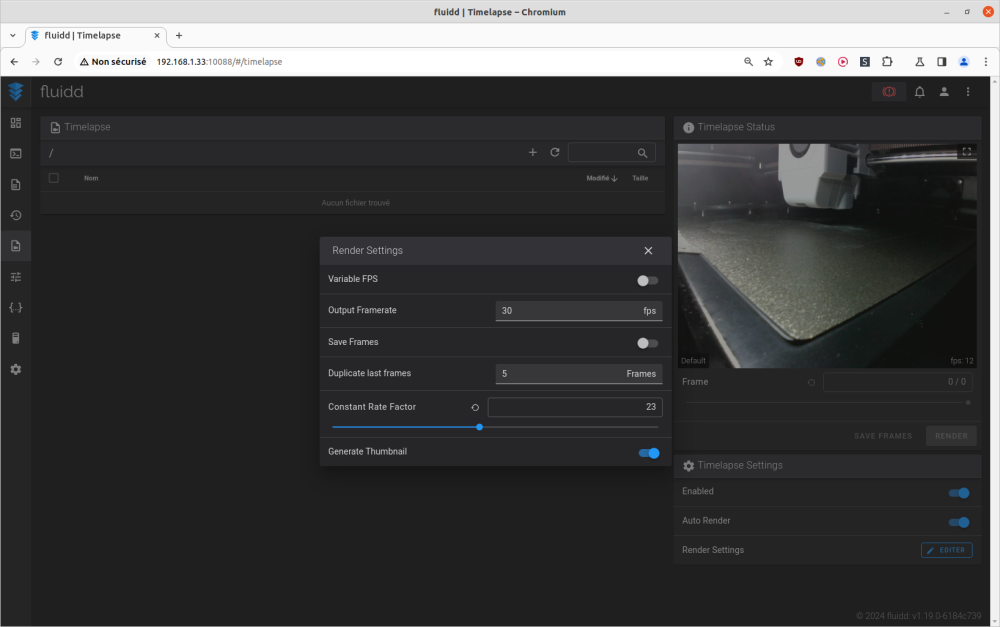
 1 point
1 point -
"X-Max 3/X-Plus 3 Rubber Feet Bumpers (4pcs)" https://qidi3d.com/products/x-max-3-x-plus-3-rubber-stopper-4pcs Pour l'instant, je ne sais pas. Quand je regarde les pieds de la Q1 Pro, Je me dis que les "X-Max 3/X-Plus 3 Rubber Feet Bumpers (4pcs)" sont probablement utilisable avec la Q1 Pro. ( mais a vérifier.)





 1 point
1 point -
From the album: Pixel Art
https://www.crealitycloud.com/model-detail/660e6fef0c8bfd186f991e8c https://www.makeronline.com/model/yoshi's-egg,-with-2-filament-changes/932.html1 point -

From the album: Pixel Art
https://www.crealitycloud.com/model-detail/660e702f0c8bfd186f991f53 https://www.makeronline.com/model/pacman,-with-1-filament-changes/935.html1 point -
Salut, Si ce sont les dernières lignes d'impression, tu peux aussi décaler la pièce vers le bas ("dans" le plateau), comme quand tu étais petit et que tu appuyais sur la tête de tes copains pour essayer de les noyer, à la piscine . Edit: grillé par @pascal_lb . Ça m'apprendra à essayer d'être drôle1 point
-
sinon tu peux descendre ta pièce sur le Z, par exemple -3 comme sur l'image ci dessous
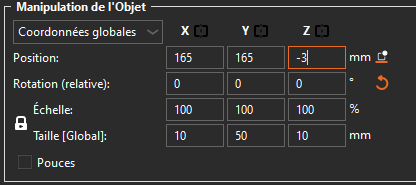 1 point
1 point -

From the album: Pixel Art
https://www.makeronline.com/model/pokemon-rondoudou%2C-with-2-filament-changes/842.html1 point