Classement



Contenu populaire
Contenu avec la plus haute réputation dans 13/07/2024 Dans tous les contenus
-
Essai un chose a l'avenir quand tu veux retirer un bobine et en mettre un nouvelle tu coupe le filament a ras de l'extrudeur, tu extrude le filament et place le nouveau et réextrude. Pourquoi je te dit cela l'une des raisons pour qu'il y ai du filament qui ce bloque ici c'est au retrait d'une bobine, la technique que je te donne est le processus qu'utilise les imprimantes récente que ce soit les Flashforge ou les Bambulab elles font ainsi pour le changement de filament, pourquoi car quand tu retire du filament la matière est chaude et en tirant de la matière pour rester dans le conduit ou ce placer dans l'extrudeur.3 points
-
Oui ! Bingo ! Le colis est arrivé plus vite que je ne pensais Normalement, il a une bonne avance. Donc, je ne pense pas. Et je prends mon temps... pour le moment, j'ai juste déballé, mais rien de branché et je veux démonter afin de voir les composant comme la carte mère…


 2 points
2 points -
Du polystyrène ?2 points
-
Salut reax alos voila mon analyse de ces améliorations : Le lit magnétique est pour moi très sympa ma genius y etait passer très vite c'est tellement plus confortable, les tampons silicone aussi cela evite que ton lit ce dérègle c'est top perso j'avais besoin de faire un ajustement de mon lit 1 fois par an maxi, Le heatbreak bi metal est utile si l'on souhaite imprimer du PETG qui demande 240°c par exemple (mais si tu change de tête par exemple il est préférable d'attendre). Pour les coupleurs Araignées bien perso j'y jamais vue d'amélioration a les utiliser, et le kit complet extrudeur métal seule la roue libre d'entrainement est réellement si on est soigneux mais si tu souhaite une meilleur précision et possibilité de l'extrudeur il est préférable de passer sur un Biqu H2 ou un TriangleLab Matrix par exemple.2 points
-
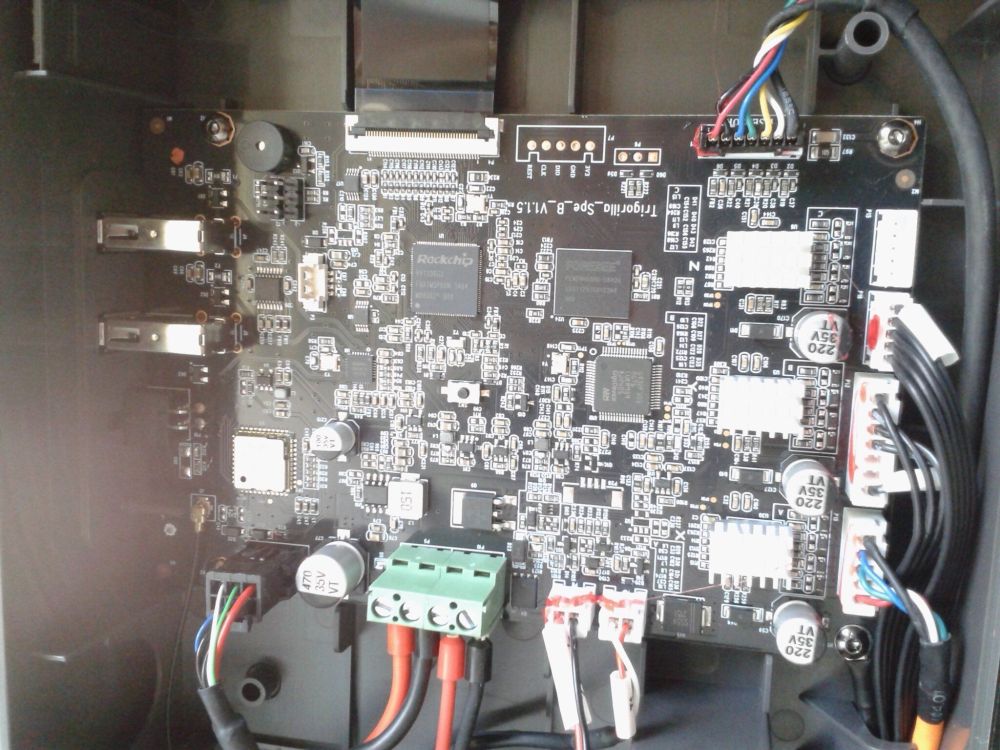
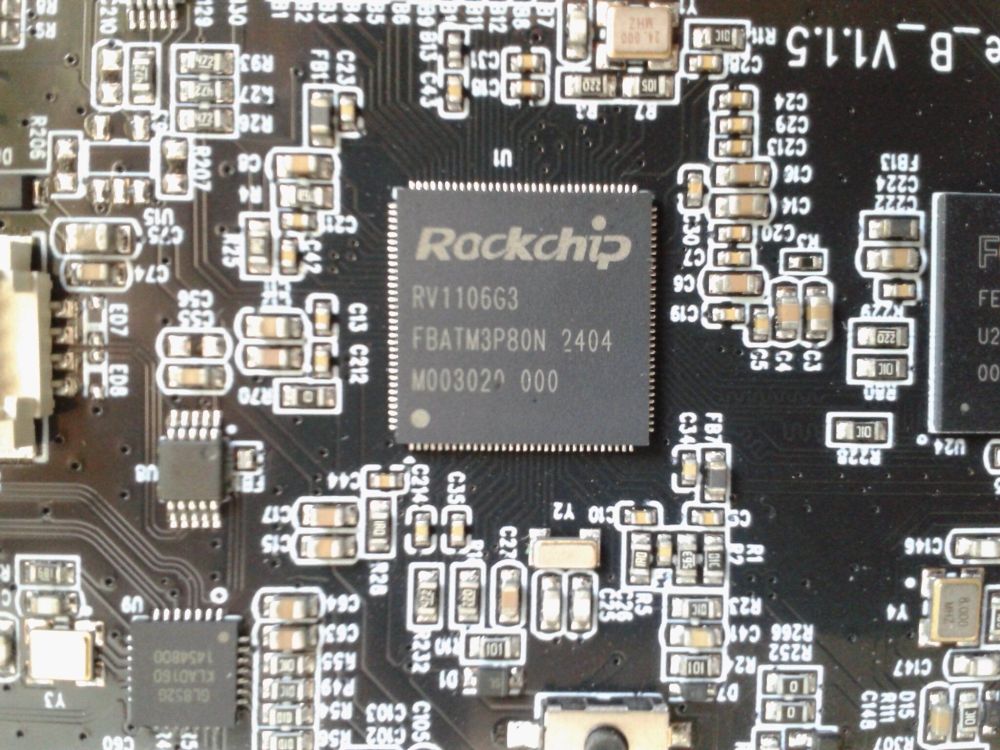
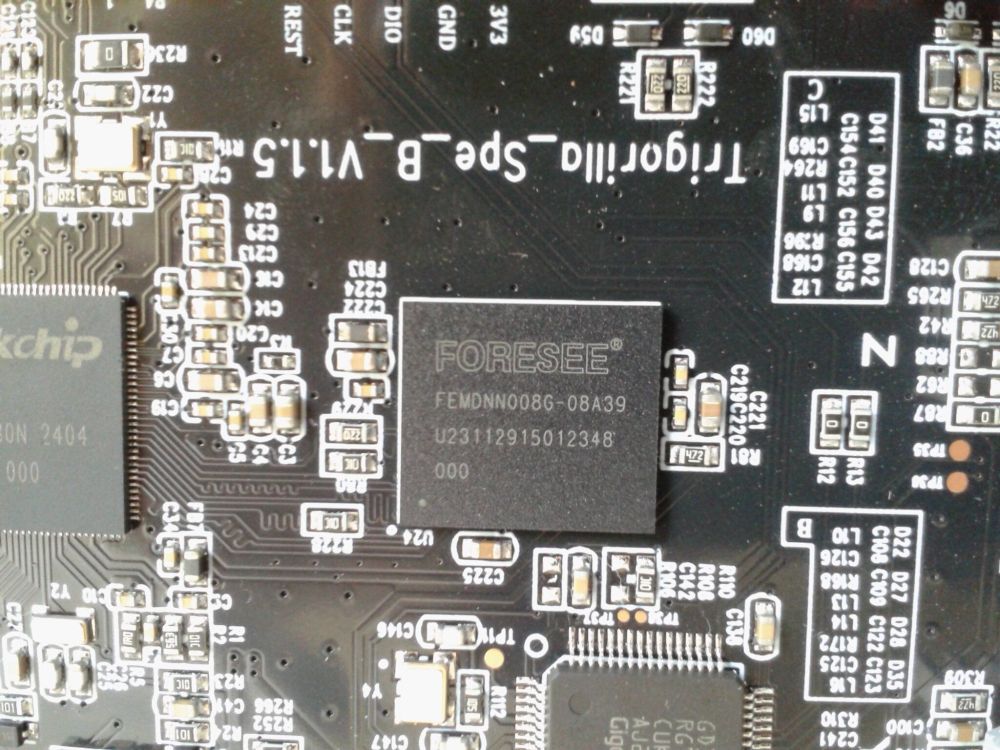
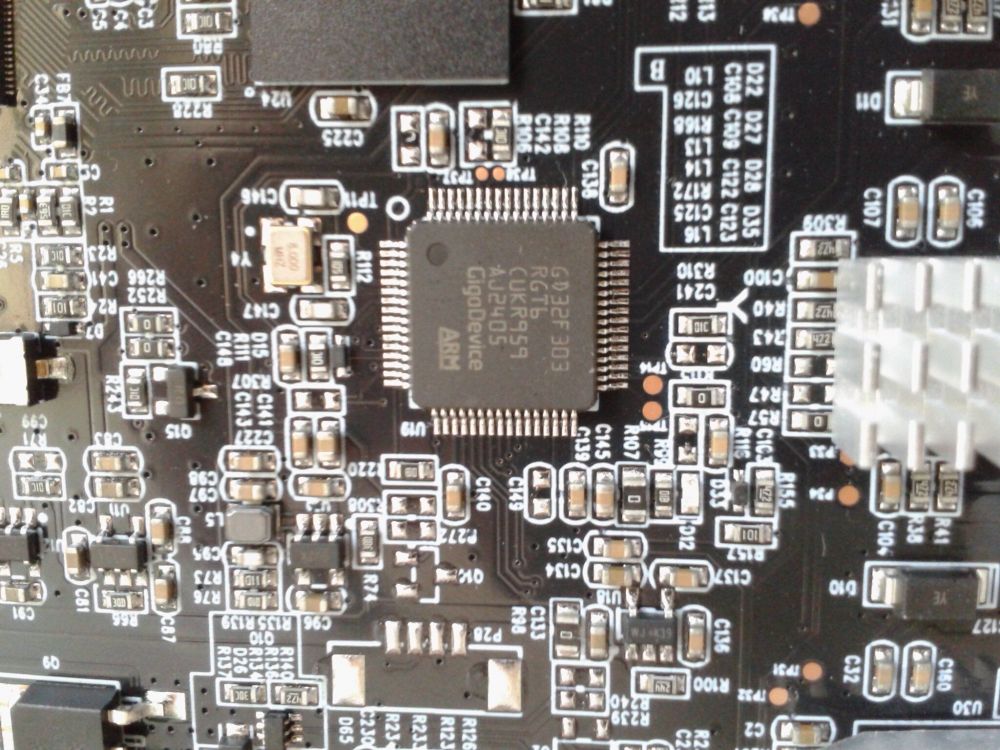
Non, pas de risques... j'ai pris le plus petit marteau ! Et donc là, je comprends pourquoi il peut y avoir une histoire de message d'erreur comme quoi la carte mère est trop chaude… ils n'ont pas mis de radiateur de refroidissement sur le microprocesseur principal

 1 point
1 point -
va pas tout casser avant de l'avoir branché1 point
-
Hou, anycubic kobra 3 combo ? vas-tu doubler Isidon ?1 point
-
Un watch and cure ? Parce que on a pas dit si c'était une résine ou une FDM1 point
-
Problème résolu : certains éléments de syntaxe du .cfg (tabulations et retour à la ligne) ont été altérés lors du copier-coller depuis le pdf. Merci @Darkos pour le coup de main1 point
-
Cool que tu aie utilisé le pdf, ça me fera des retours sur sa qualité. Je te contacte en MP , pour ne pas polluer le fil on va arranger ça1 point
-
Anycubic est plus rapide à envoyer une imprimante que du filament Me doutant du contenu du colis (tu avais montré le mail de prise en charge par le transporteur ), je laisse les autres deviner le contenu de ce carton1 point
-
Les 2 Extrudeurs H2V2 et Matrix sont très bon perso j'ai eu le Matrix qui est un clone du E3D Hemera c'etait un super extrudeur, les 2 imposeront un adaptation l'impression d'un support adaptateur pour fixer l'extrudeur sur le chariot que tu devra imprimer en PETG ou ABS de préférence, de legère modification cote firmware comme le sens de rotation moteur. Pour le H2V2 tu as un tuto complet bien expliqué sur le forum fait une recherche tu le trouvera pour le Matrix je pourrais de conseillé a toi de faire un choix. Le matrix qu'il me restait a déjà ete vendu sinon je te l'aurai volontier proposer. Ce que propose @jphi35 est aussi l'une des solutions possible mais demande un peu plus de travail sur l'assemblage1 point
-
Fraichement reçu !

 1 point
1 point -
Bonjour, Je viens d'aquérir une X1 d'occasion, mes upgrades : - une carte SKR pico (vendue avec l'imprimante) - plateau en PEI (vendu avec l'imprimante) - un clone de BL Touch (vendu avec l'imprimante) - un extrudeur triangle lab BMG 20€ sur Aliexpress https://fr.aliexpress.com/item/1005003092239261.html?spm=a2g0o.order_list.order_list_main.91.5faa5e5b5J4PQD&gatewayAdapt=glo2fra - une tête d'impression TZ2 20€ https://fr.aliexpress.com/item/1005006870831272.html?spm=a2g0o.order_list.order_list_main.100.5faa5e5b5J4PQD&gatewayAdapt=glo2fra -une support de ventilateur (javais déjà le ventilateur) https://fr.aliexpress.com/item/1005002760202729.html?spm=a2g0o.order_list.order_list_main.106.5faa5e5b5J4PQD&gatewayAdapt=glo2fra - une courroie GT2 Gate pour le plateau (une légère amélioration sur la résonnance du plateau) - un ventilateur 5015 pour le refroidissement de la hotend via amazon cette fois étant sous klipper, j'ai également ajouté un capteur ADXL345 (cela m'a permis de grandement améliorer mes impressions après réglage) J'ai imprimé les roues de réglage du plateau, et je ne connaissais pas les tampons silione Je n'imprime que du PETG, et les résultats sont corrects à 90mm/s J'ai même réussi à imprimer des calages pour MakPac avec une buse en 0.8mm et les supports se sont retiré sans soucis (enfin pour la 2e moitiée ) vue le prix des options pour la tête que tu as choisi, je préfère mon choix qui me parait moins onéreux et qui dans mon cas seront réutilisés sur ma prochaine imprimante1 point
-
Pas grand chose de mieux que @pascal_lb Pour que ça marche sans (trop) boucher : filament obligatoire dans les deux (ou 3) arrivées, sinon le filament fondu remonte et bouche tout Oublie la partie mélange, ça sort plutôt façon dentifrice 'bi couleur' : la couleur de droite à droite et celle de gauche à gauche (ça permet d'imprimer des pièces bleues à gauche et jaunes à droite ... mais pas beaucoup de vert Si tu veux du multicouleur (sans mélange), il vaut mieux partir sur du mmu / ercf1 point
-
J'ai testé il y a longtemps les 3 premiers modèles et je dit à oublier, ça se bouche tout le temps, sur le papier ça a l'air sympa mais à utiliser c'est une vraie galère Il n'y a que le dernier que je n'ai pas testé1 point
-
C'est très étonnant... Mais cela semble marcher a la perfection. J'ai fais la modification, relancer une calibration complète et magie la première couche est parfaite J'aurais pu chercher des années... Je vais relancer des prints demain pour confirmer1 point
-
Test par @pascal_lb du kit Enclosure et Caméra AI pour la Two Trees SK1 : un caisson pour en faire une imprimante fermée et une caméra pas si intelligente que ça... https://www.lesimprimantes3d.fr/test-enclosure-et-camera-two-trees-sk1-20240712/1 point
-
@playzir je déplace dans la bonne section1 point
-
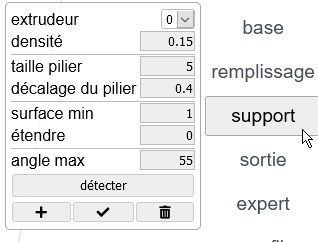
Tu peux essayer les supports arborescents qui normalement laissent moins de traces. Onglet support : de Normaux à Arborescent (automatique) selon ta pièce aussi uniquement support sur plateau. Après tu as des filaments spéciaux du type hydrosoluble (mais pas donné) et d'autres regarde sur le store de bambu. Des makers utilisent le couple PLA-PETG, mais je ne sais pas si cela se prête à toute les configurations. Fais une recherche sur google (support PETG PLA). Je n'ai pas de Bambu donc pas de retour d'expérience.1 point
-
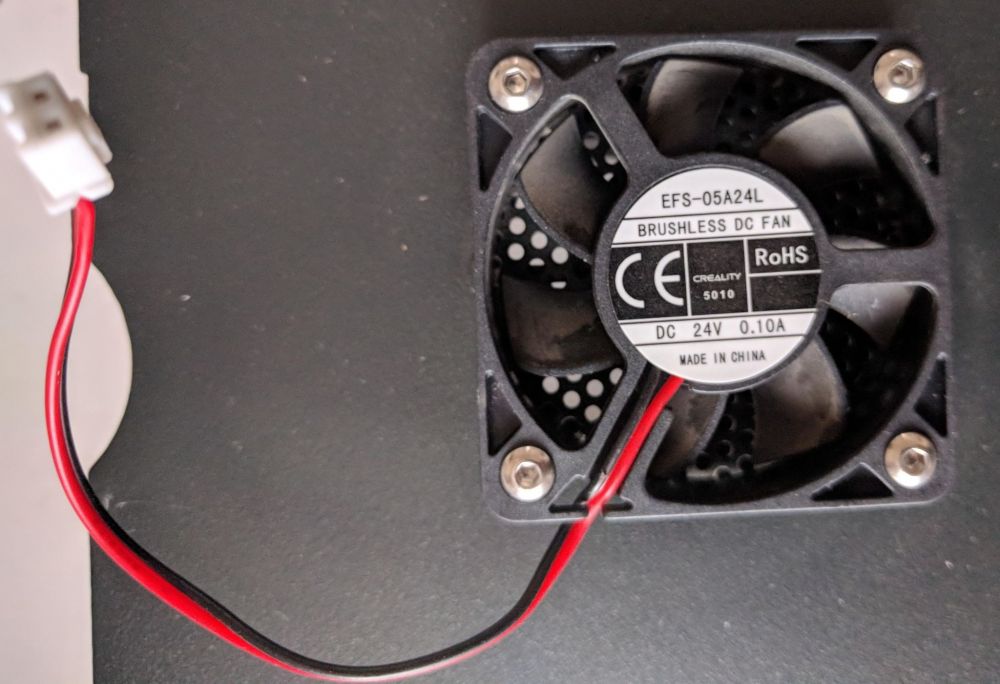
Après mon test "à vide" où il n'y avait pas eu de soucis, j'ai relancé en soirée le job. Une heure après, à nouveau un shutdown pour avoir dépassé la température de la tête d'impression. J'ai regardé à nouveau le ventilateur et il avait "serré" avec la chaleur de l'impression hier soir et ne tournait presque plus. Donc échange avec celui de l'autre X Max 3 et le job est relancé. A voir si ça tient tout le job. La température de la tête est pour l'instant de l'ordre de 65°C. J'ai noté que les ventilateurs n'étaient pas les mêmes d'une machine à l'autre Sur celle qui pose problème, c'est un qx-cn 2006. Pas de spécifications sur internet Sur la petite dernière c'est un Ruiapple 20*20*6. On a les spécifications sur leur site et c'est un 1 CFM. Vu les délais sur AliExpress, j'ai commandé des Sunon 20*20*8 en 5V ref MF20080V1-1000U-A99 chez RS. Arrivée mardi prochain et montage dans la foulée. Même puissance consommée, mais un débit de 1.6 CFM. Donc 60% de plus en ventilation. Ils sont 1,5 mm plus épais que ceux d'origine, mais en retirant les rondelles, ca devrait passer. L'entraxe est légèrement différent (3/10emes) mais pareil ça devrait rentrer. Vendus sans connecteurs, donc un peu de sertissage à prévoir.

 1 point
1 point -
Sinon pour la carte tu as la MKS-SKIPR qui accepte 7 drivers et tu as klipper directement dessus sans autre carte1 point
-
Bonjour, plus que la taille des profilés, c'est le système d'attache des profilés entre eux qui doit être très rigide. les petites équerres représentés sur les dessins sont limites. il faut opter pour des plaques sur les cotés , ou des équerres plus grandes , avec plus de vis. A+1 point
-
Pour ce problème de courroie bombée, peut-être qu'une courroie métal règlerait ce soucis, comme celles proposées par RobotFactory (kit pour transformer des imprimantes type Ender, CR10, Sidewinder etc en imprimantes à la chaine) ? Il y a un plateau en métal à l'endroit où ça imprime, une feuille de métal en guise de courroie, donc bien plate et un revêtement par dessus : Il y aurait peut-être moyen de bricoler une courroie de ce type pour corriger le problème sur la CR30 ? Je vais recevoir ma CR30 prochainement. Je te remercie pour ce guide très complet en tout cas.1 point
-
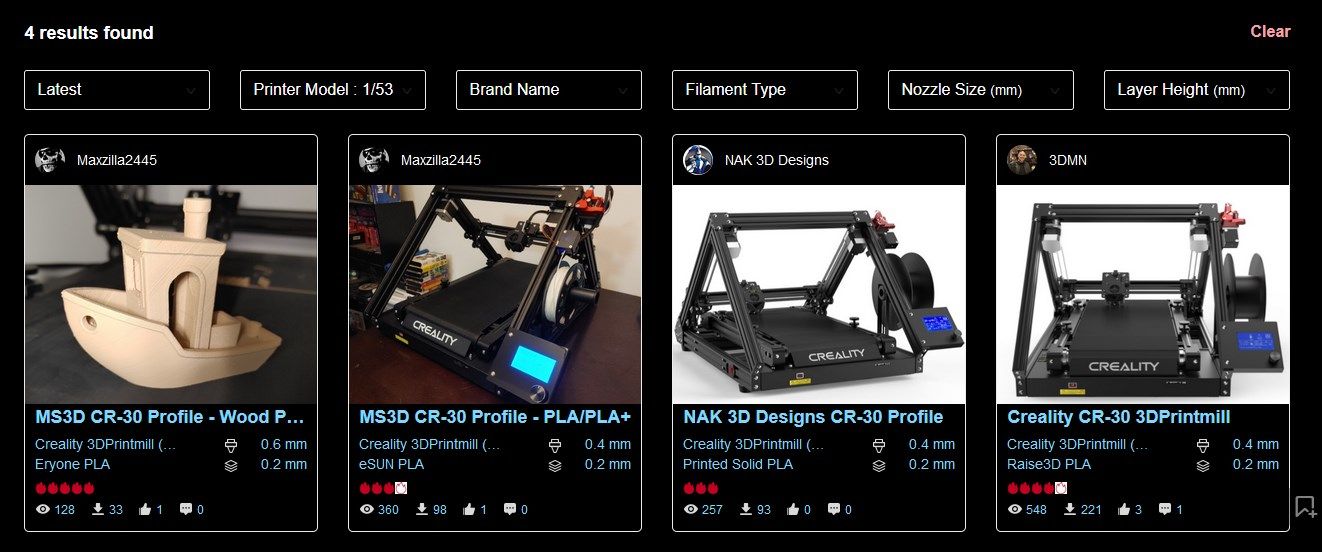
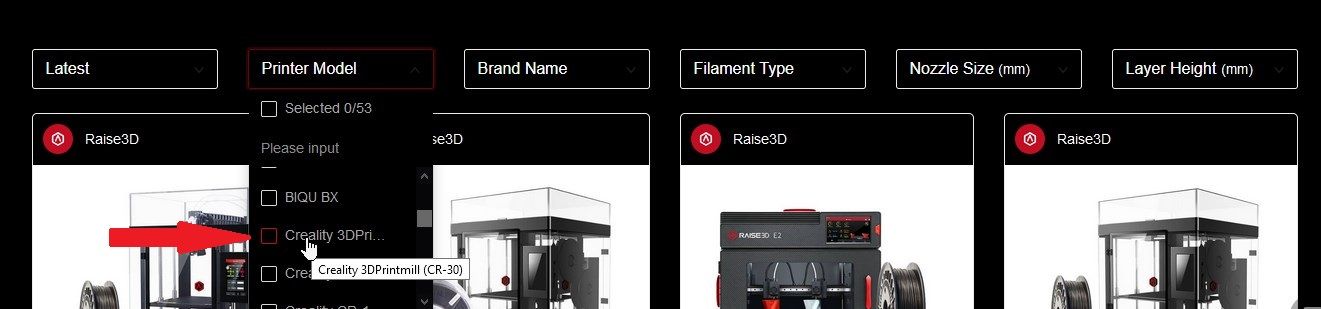
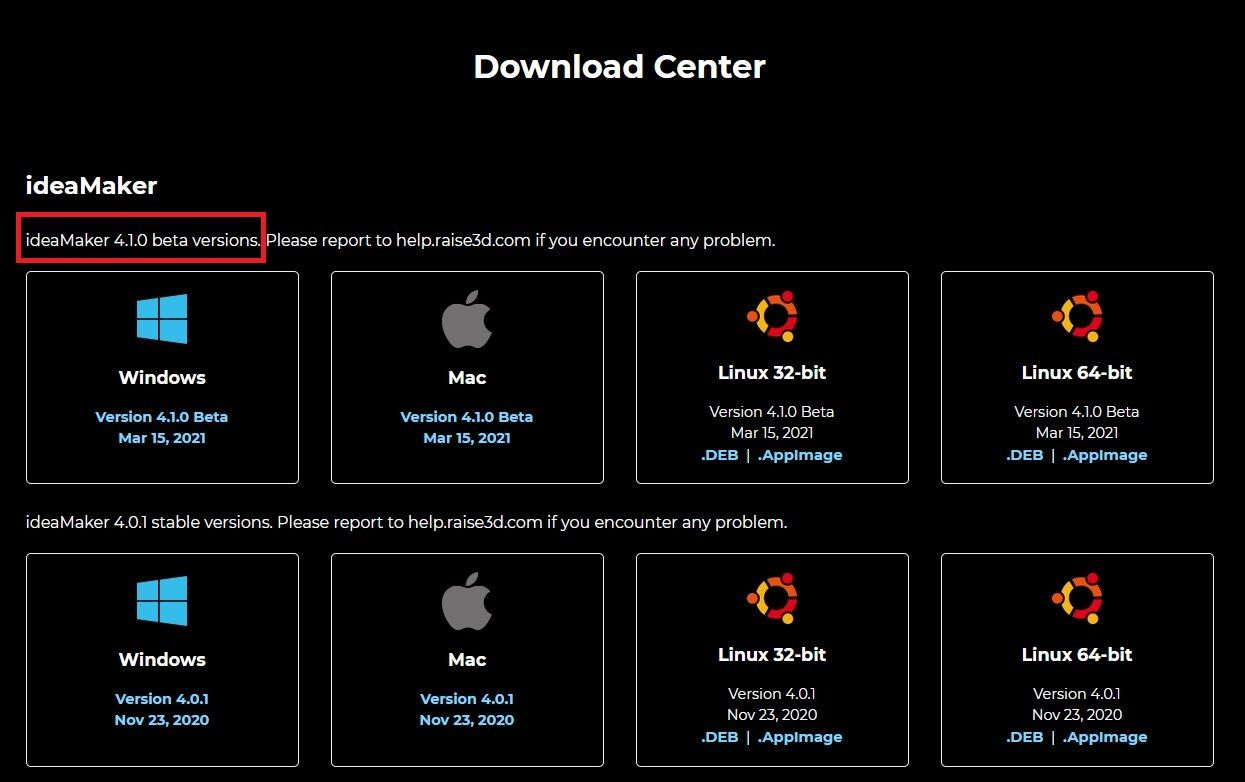
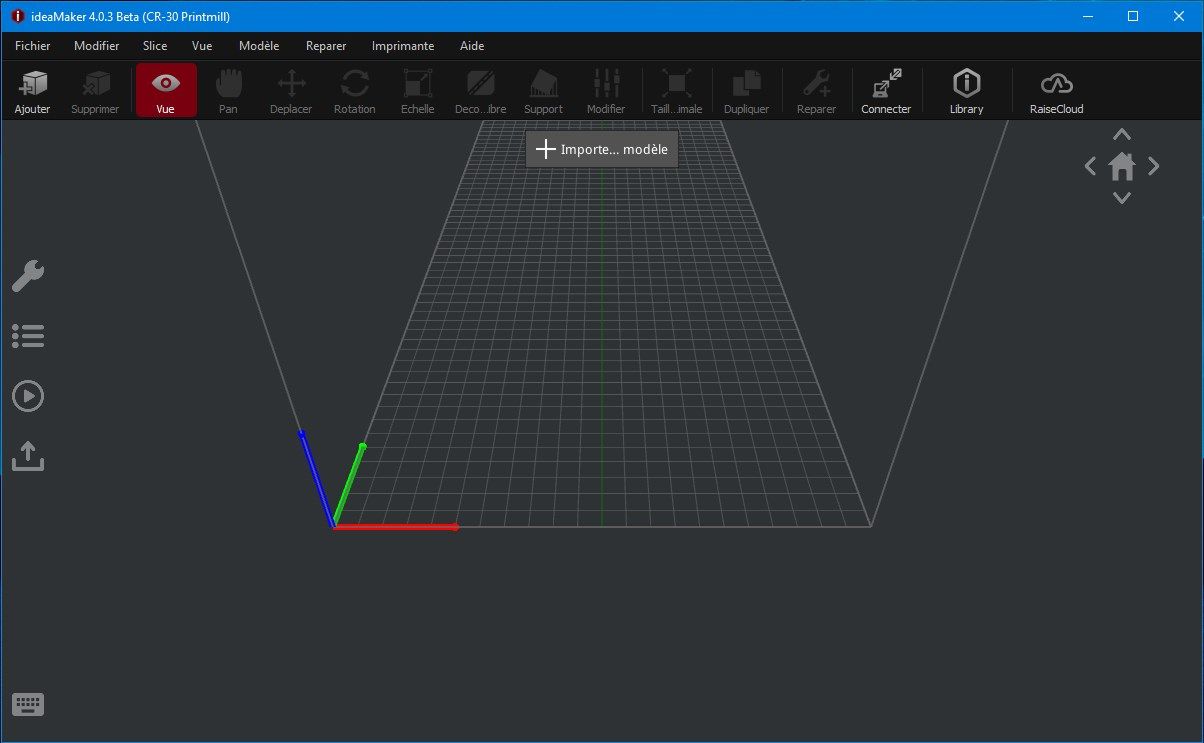
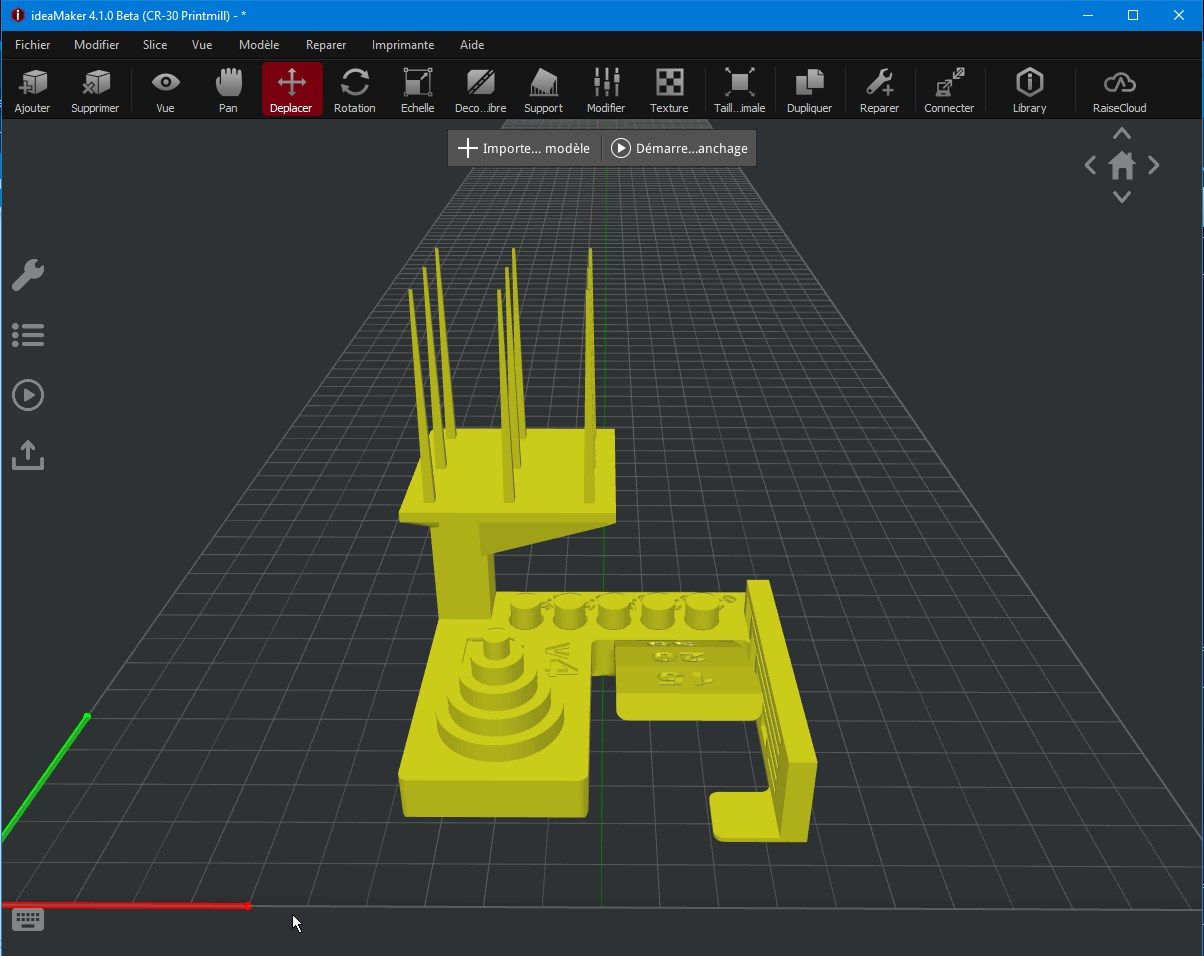
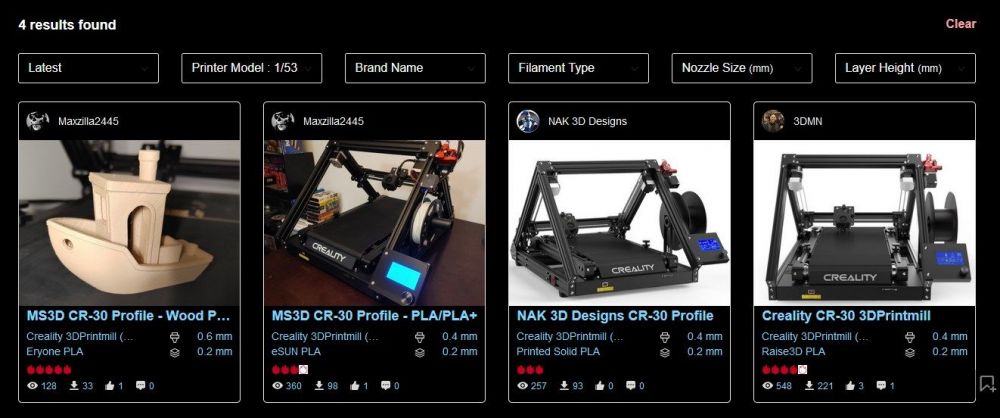
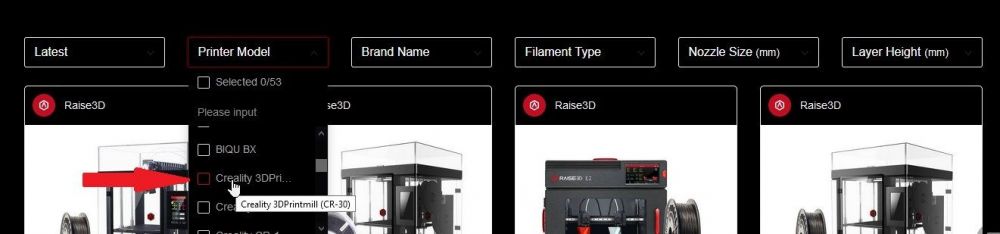
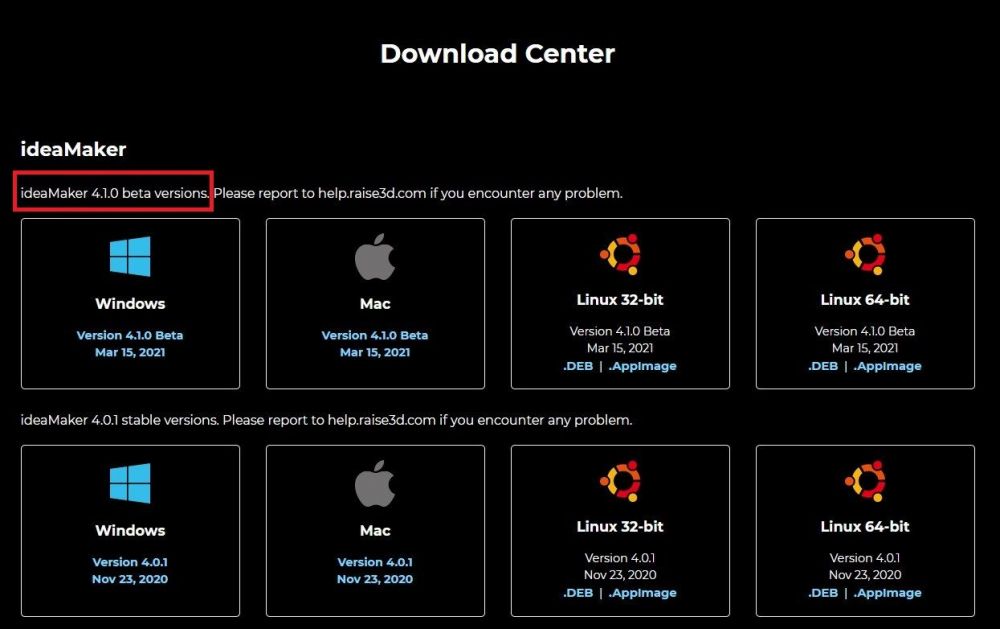
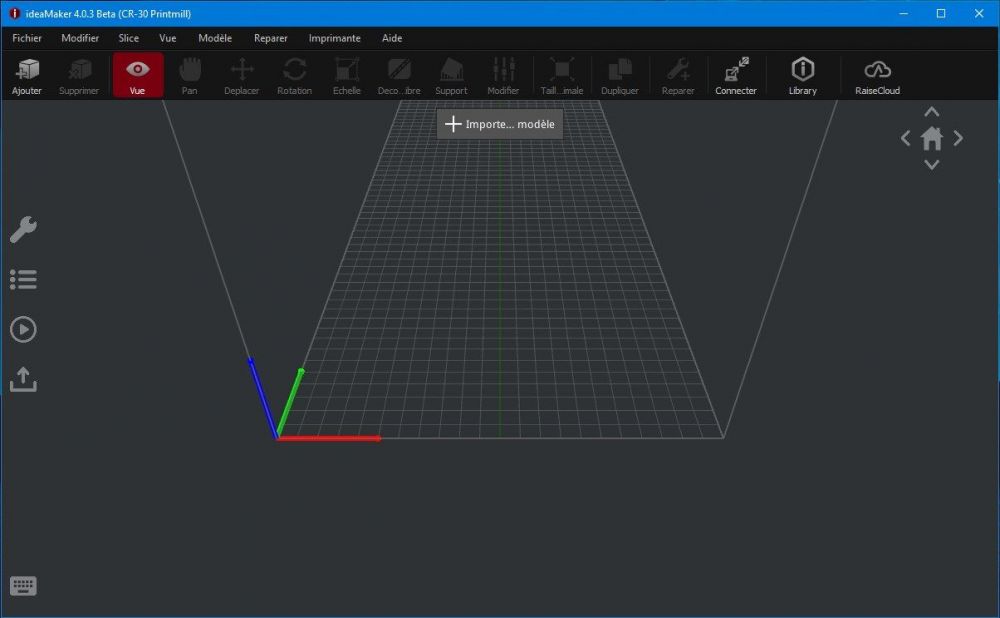
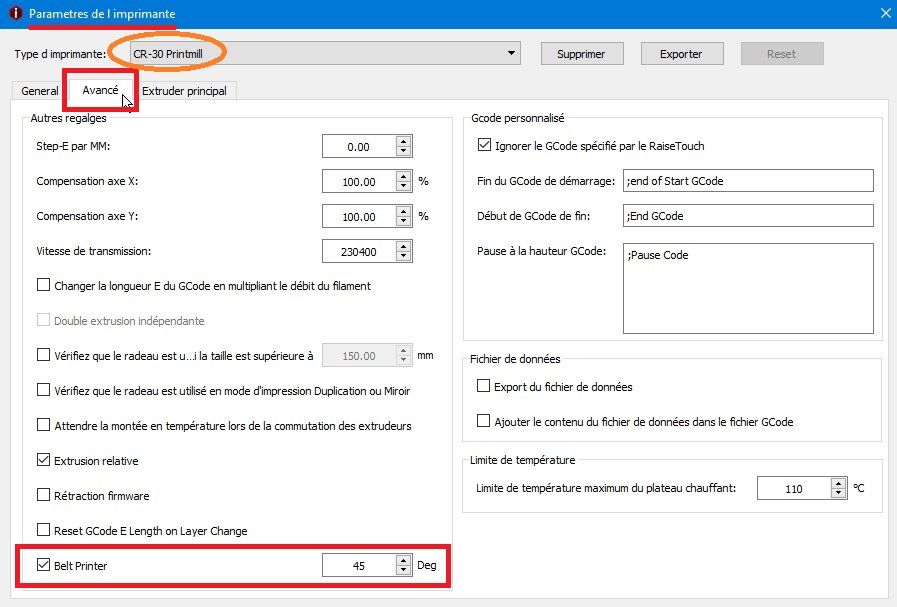
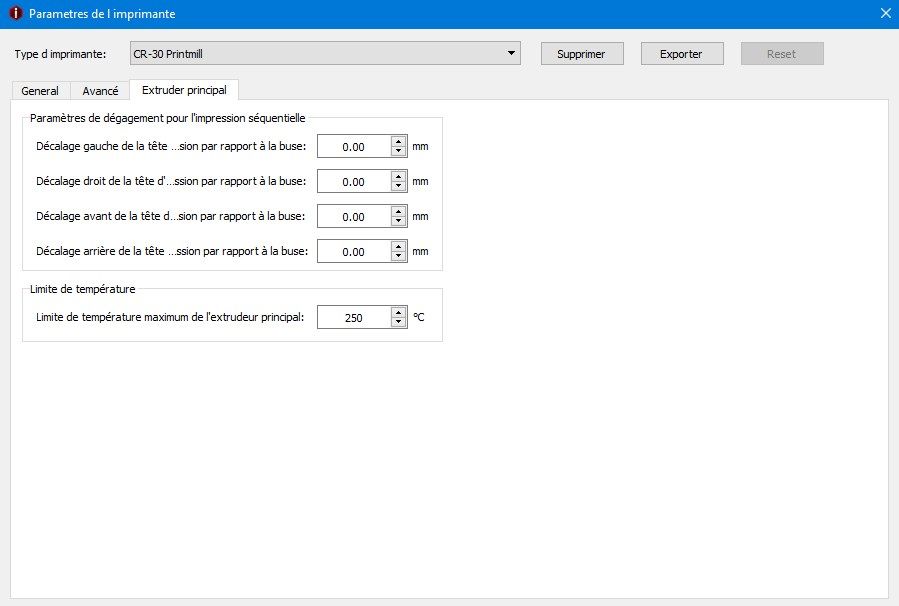
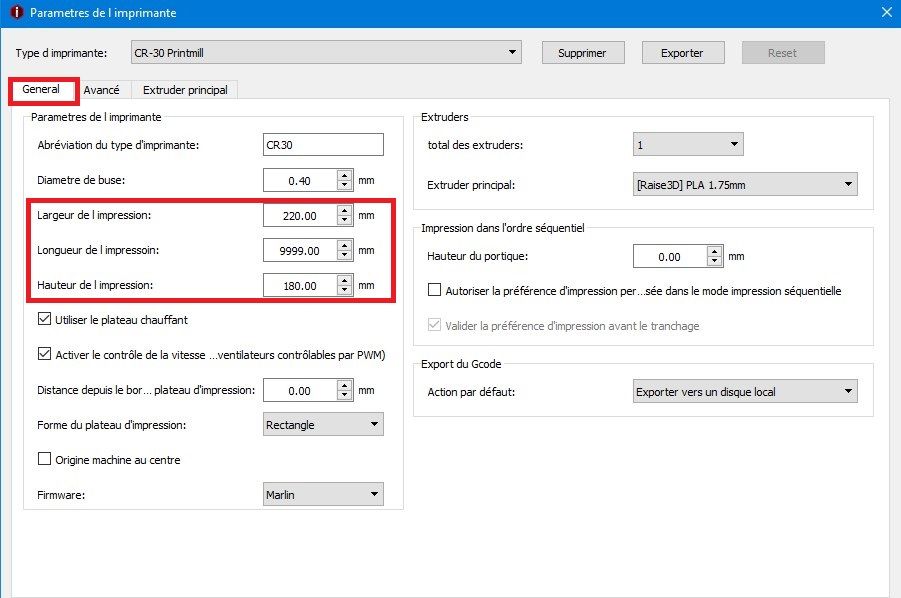
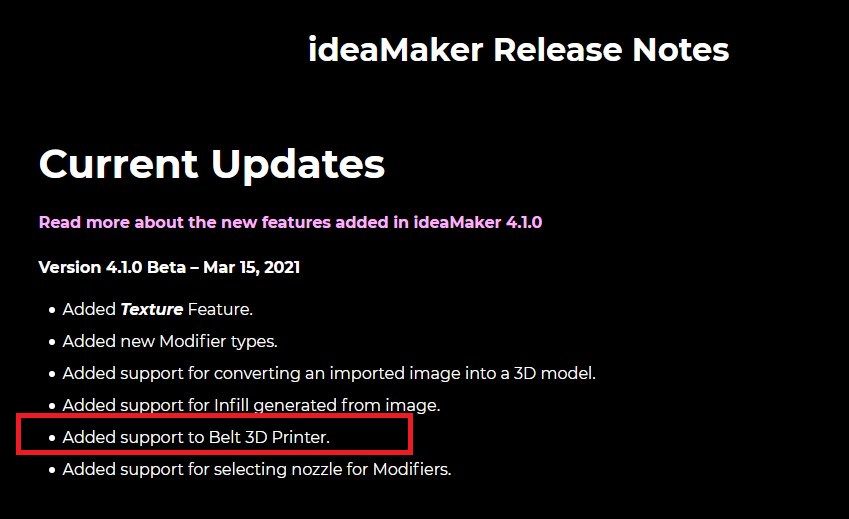
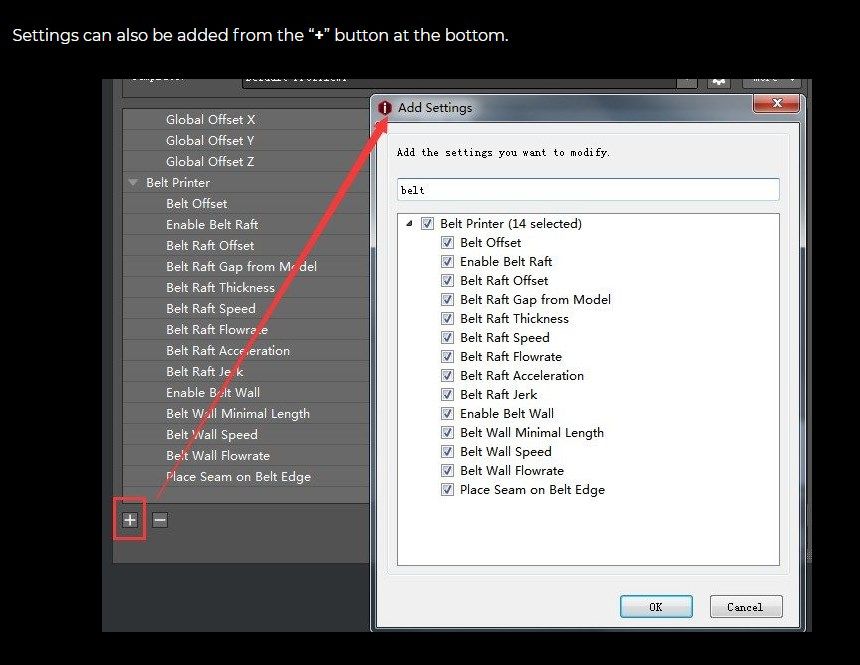
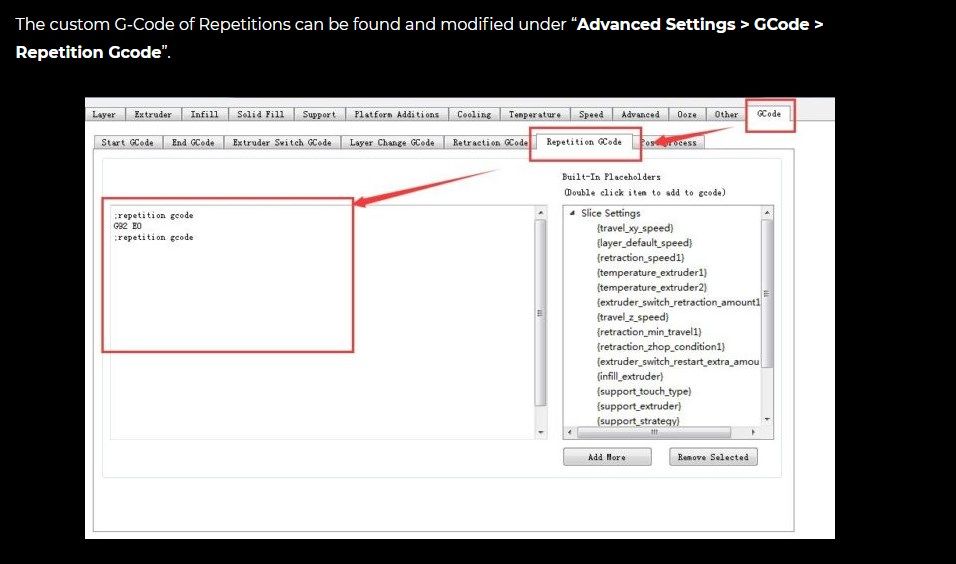
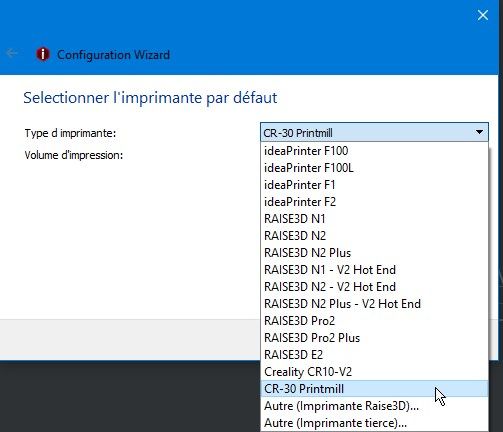
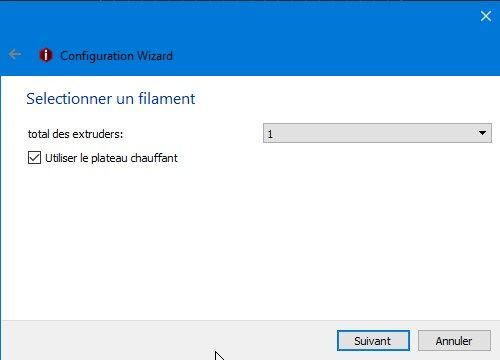
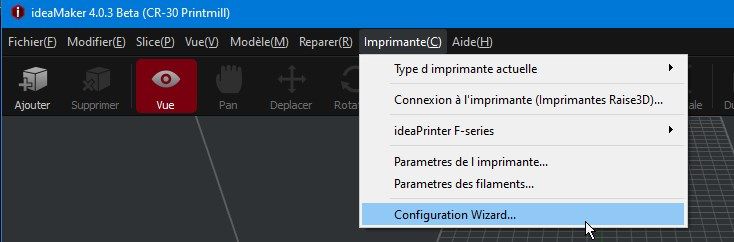
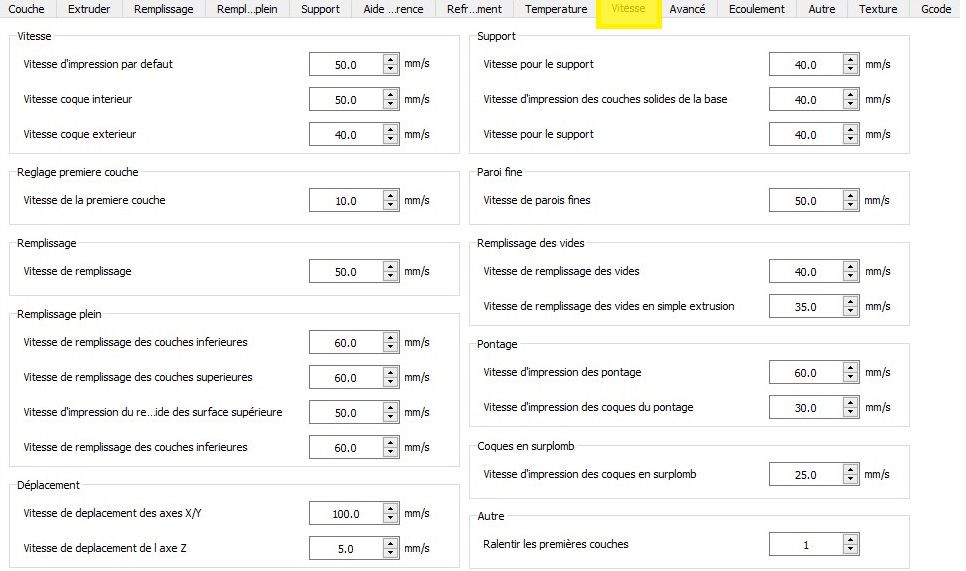
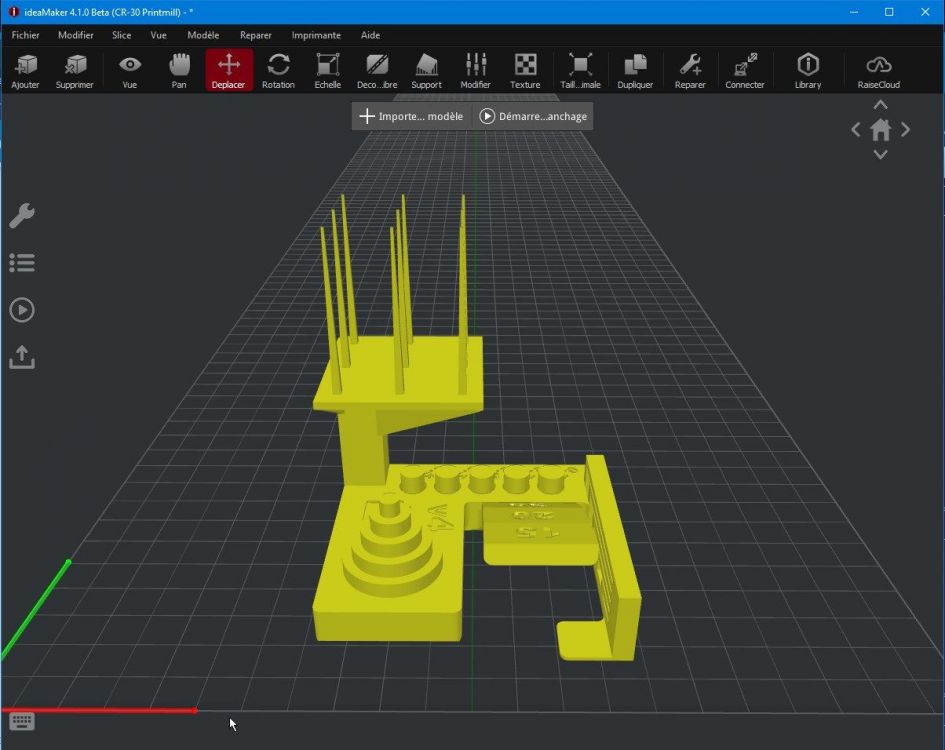
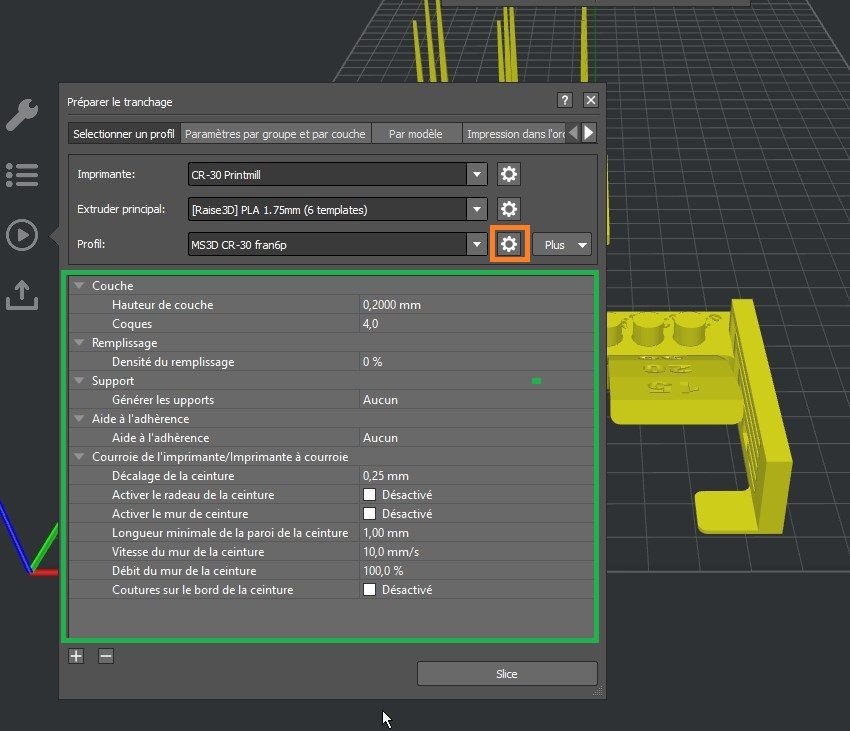
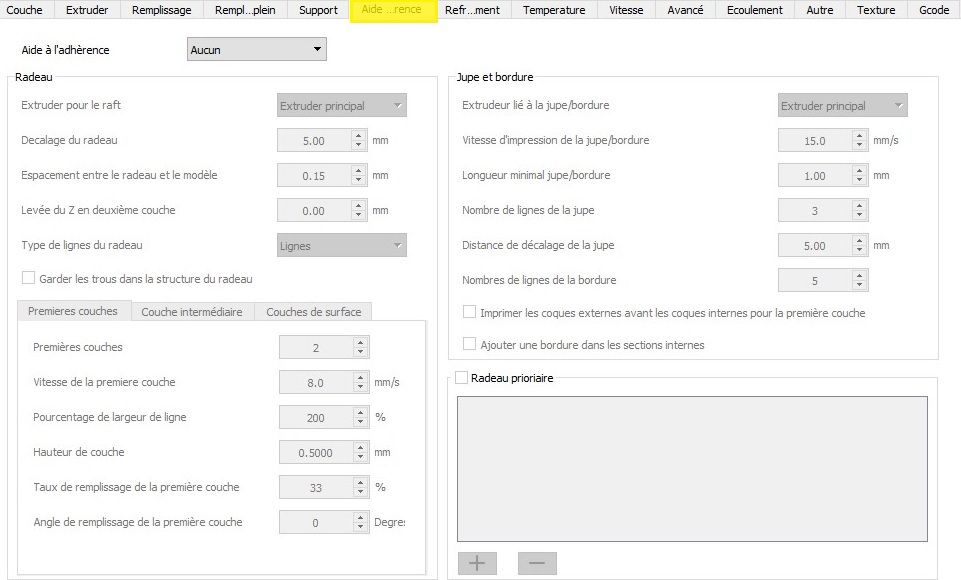
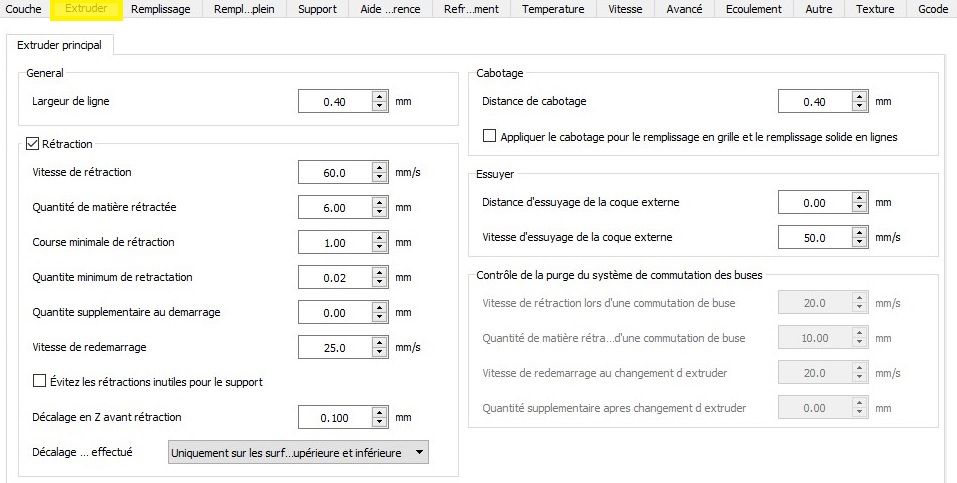
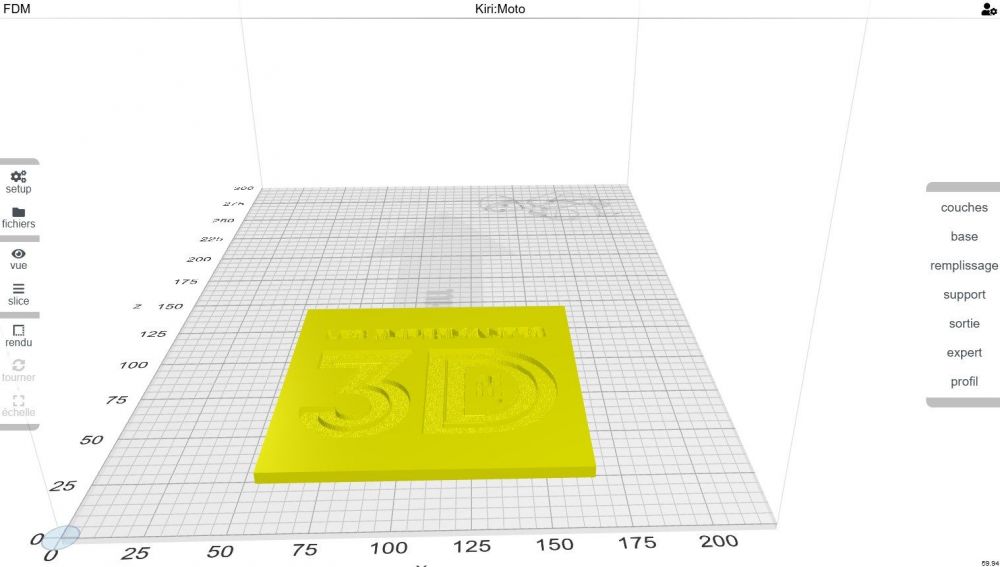
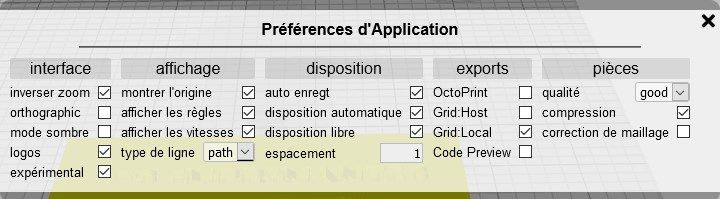
3) Ideamaker : Le constructeur de machines Raise3D prend en charge la 3DPrintMill dans la version «beta» de son trancheur (4.0.3 au moment du test) et continue d'améliorer celle-ci puisque qu'une version récente a été mise en ligne le 15/03/21 (4.1.0) . La page de téléchargement permet de choisir la version adaptée au système d'exploitation de son matériel informatique : La prise en charge des imprimantes à bande est aussi complète que dans les versions Cura du post précédent (la version beta est passée en 4.1 depuis mi mars) : Une fois le programme téléchargé et installé, la première étape est de paramétrer son imprimante en passant par l'option du menu «configuration wizard» : Une fois l'imprimante sélectionnée et validée, on peut vérifier quels paramètres sont utilisés : Ceux qui ont déjà pratiqué ce trancheur ne verront pas de différences au niveau de l'interface entre la version stable et la beta: Quelques profils peuvent être ajoutés à celui par défaut d'Ideamaker en les récupérant ici : Comme pour tous les trancheurs, on choisit la pièce à trancher (sélection via Fichier / ouvrir ou dépôt de la pièce sur la surface de travail), exemple avec le test de validation de Kickstarter : Pour lancer le tranchage, un appui sur l'icone «Lecture» affiche les paramètres essentiels (choix de l'imprimante, de l'extrudeur et du profil). Chacun de ces paramètres peut être modifié en fonction des contraintes d'impression. Pour cela, soit on ajoute ceux qui serviront fréquemment dans la zone en vert ci-dessous en cliquant sur le bouton «+» puis en les sélectionnant dans la liste, soit en cliquant sur la roue dentée en orange : La liste de tous les paramètres modifiables est présentée sous forme d'onglets (Cura utilise des sections) : Une fois les paramètres choisis, un appui sur «Slice» et le tranchage se réalise. Un clic sur «Aperçu» permet d'analyser le tranchage couche après couche et permet surtout de voir s'il faut réorienter la pièce sur la bande afin d'éviter des impressions en l'air, comme ci-dessous : En tournant cette pièce de 180°, cette fois-ci l'impression sera correcte : 4) Kiri-Moto : Mon coup de cœur Ce trancheur ne nécessite aucune installation puisqu’il fonctionne dans votre navigateur (testé via Chrome et Firefox). Il est accessible à cette adresse : grid.space/kiri Tout le processus de découpe se déroule au sein du navigateur, les données restent en local pas chez un fournisseur «nuagique». L'intérêt principal est qu'il est toujours à jour (au moins tant que son principal développeur s'en occupe, ses sources sont disponibles dans un dépôt Github), les nouvelles fonctionnalités, corrections de bogues et les mises à jour sont régulièrement mises en place. On peut choisir la version avec laquelle on souhaite trancher (stable / développement). Cerise sur le gâteau, il est entièrement Open Source. De plus ce trancheur n'est pas réservé qu'aux imprimantes 3D (FDM / SLA) mais peut également être utilisé avec des CNC, des graveurs Laser, des matériels de découpe (n'ayant pas ce type de matériel, je n'ai pas testé). J'ai découvert ce trancheur via le discord des testeurs de la 3DPrintMill. Son développeur est Stewart Allen. J'ai participé à sa localisation (qu'il va falloir que je peaufine encore un peu), au départ il ne proposait que deux langues: Anglais, Danois. Désormais, il est aussi en Français, Allemand. L'accès au site, après validation de l'acceptation des cookies, affiche l'interface suivante (j'ai sélectionné le français, étonnant non ) : En haut à droite de la fenêtre en cliquant sur l'icone du personnage les options disponibles permettent de choisir la langue d'affichage, d'accéder à de l'aide quant au fonctionnement et manipulations accessibles au clavier, de sélectionner la version de travail (anciennes, stable, développement) et également en cas de bug d'exporter un fichier qui permettra à Stewart Allen de déboguer plus facilement: Les icones à gauche de l'écran permettent d'abord de choisir quel matériel (FDM, SLA, CNC, graveur) on va utiliser puis quel modèle «Setup» ainsi que les préférences générales : Ensuite «Fichiers» permet comme tout bon trancheur de sélectionner la(les) pièce(s) à trancher ou récupérer des pièces déjà utilisées : L'option «Rendu» permet de modifier l'affichage de la pièce sur le plan de travail (plein, fil, transparent, caché) : Les options «Tourner» (orientation de la pièce sur le plan de travail) et «Échelle» ne sont activables que si la pièce est préalablement sélectionnée : La dernière option est celle qui permet de trancher la pièce après avoir choisi les paramètres d'impression dans le menu de droite de l'écran puis de prévisualiser l'impression et finalement d'exporter le G-code (directement sur Octoprint si l'option a été indiquée dans Setup / préfs ) : Les options de droite concernant les paramètres de tranchage sont celles classiques que l'on retrouve dans tous les trancheurs : Cette dernière concerne la 3DPrintMill plus particulièrement (Base) : Deux options dans cette dernière sont uniques: ancrage et taille de bordure. On ne peut utiliser ni jupe, ni bordure avec une imprimante à Z infini. Ancrage permet d'ajouter à l'avant de la pièce tranchée l'équivalent d'une bordure, de même avec «taille de bordure» qui elle sera ajouté de chaque côté de la pièce avec même la possibilité de ne l'ajouter que si la longueur du filament déposé sur la bande est plus petit que la valeur indiquée dans «seuil». Ce sont deux options, absentes des autres trancheurs (Cura, Ideamaker) qui facilitent la vie d'un utilisateur de 3DPrintMill : l'accroche /adhérence sur la bande étant parfois un peu capricieuse Stewart Allen met à disposition sur sa chaine Youtube de nombreuses vidéos (en anglais) pour tous ceux qui souhaiteraient approfondir l'utilisation de Kiri-Moto. Exemple de l'aperçu après tranchage : Le même en mode «prévisualiser», les couleurs indiquent les vitesses d'impression : Je recommande d'essayer ce trancheur, il est simple d'utilisation. Certes de nombreuses options ne sont pas disponibles comme avec les trancheurs habituels mais ça a un avantage pour des débutants : éviter de se perdre dans certains paramètres. Les pièces imprimées sont aussi bonnes qu'avec Cura, Ideamaker. Son seul défaut est que pour certaines pièces, le temps de tranchage peut sembler long (le travail se fait totalement dans le navigateur de votre ordinateur). … prochaine étape, le test final sur le Blog, à bientôt …










 1 point
1 point -
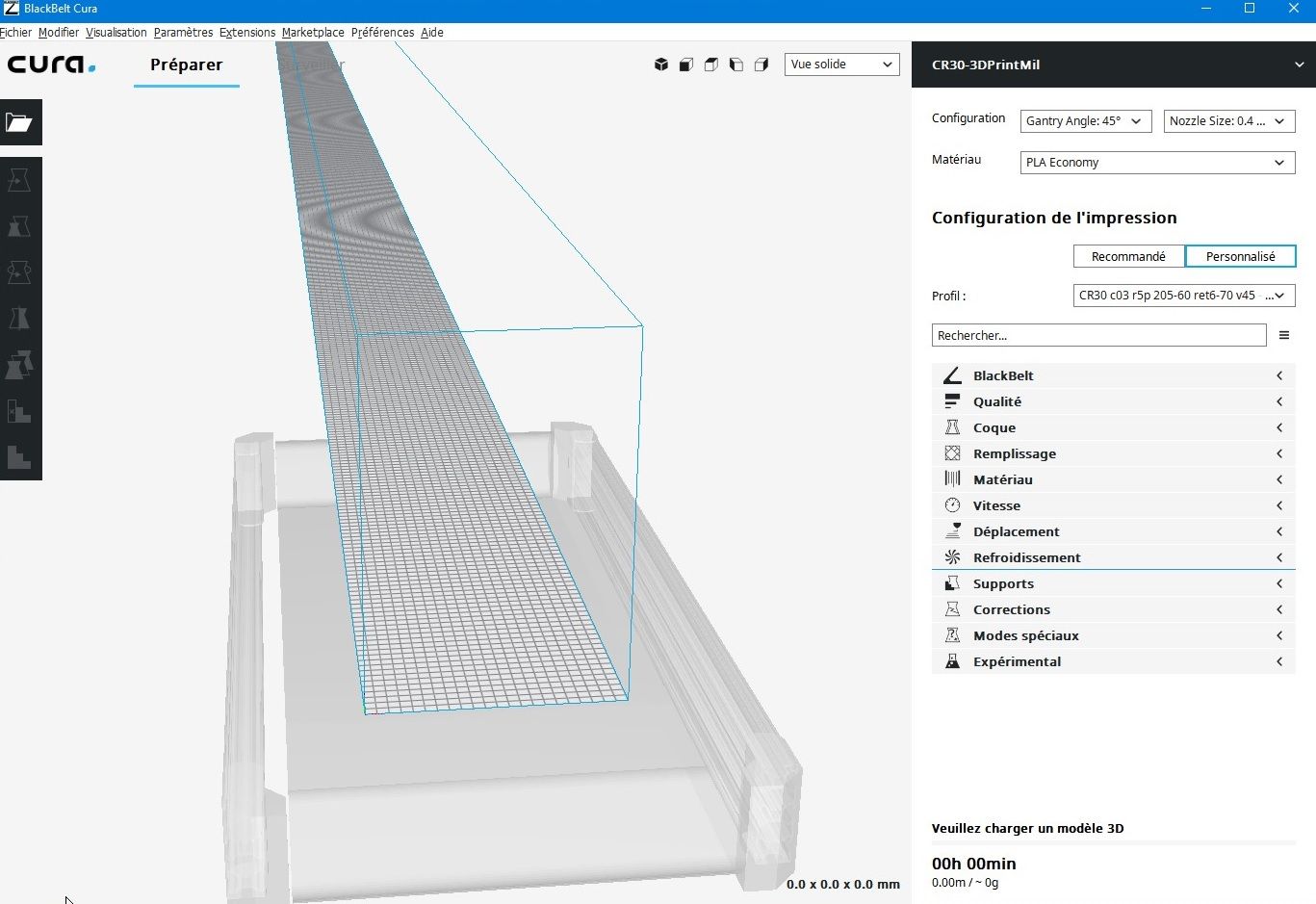
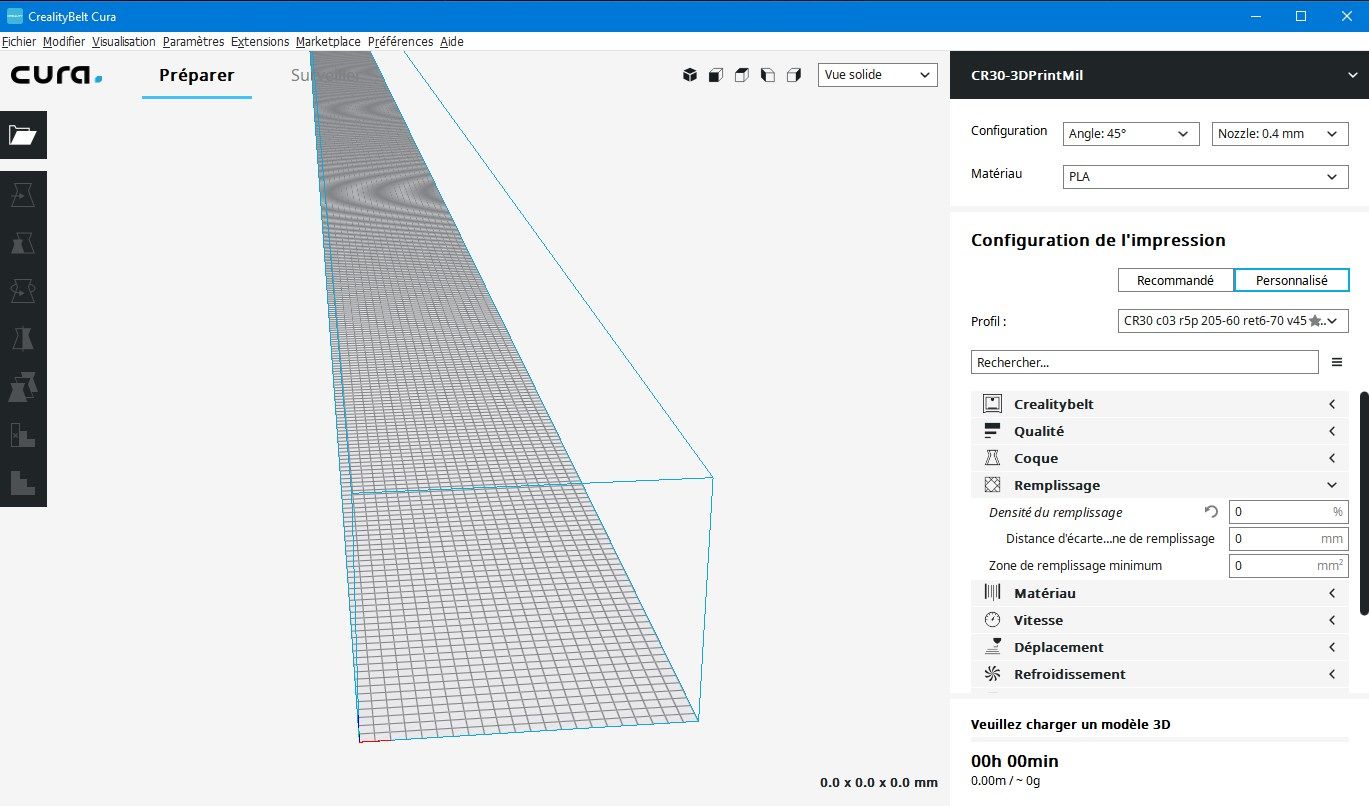
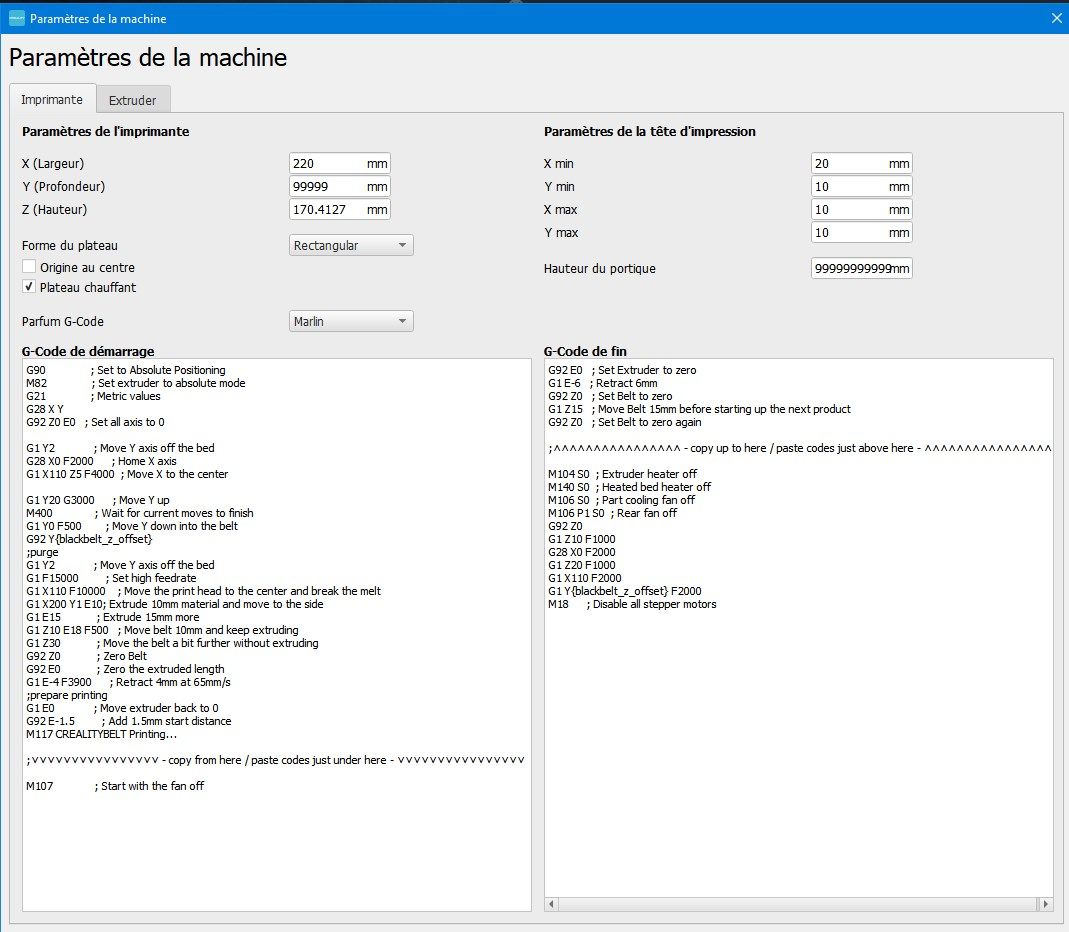
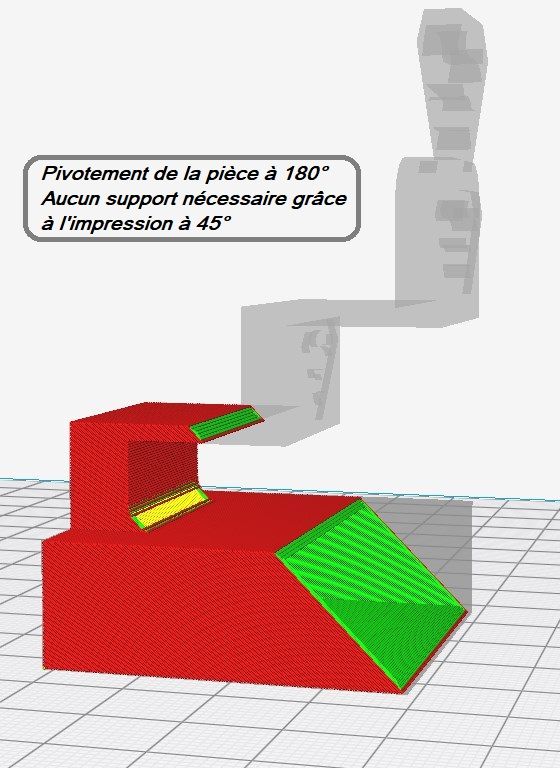
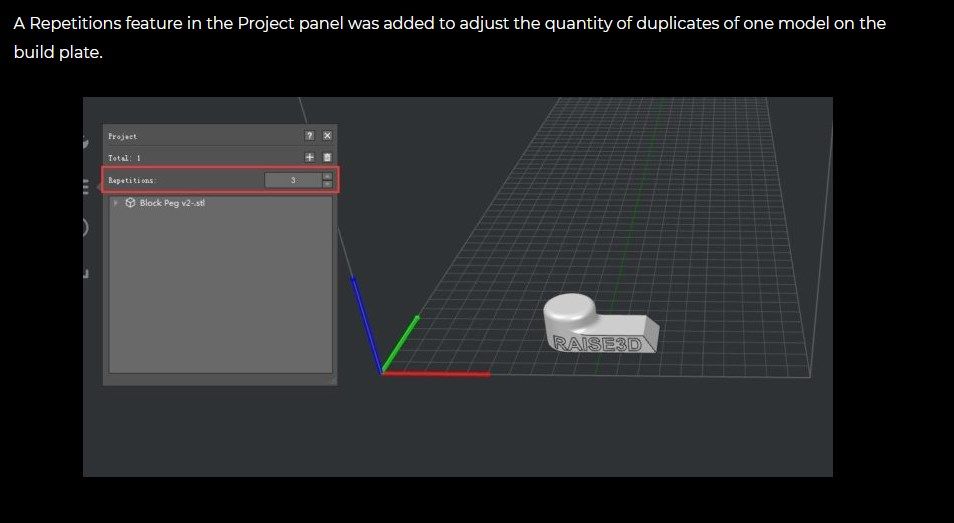
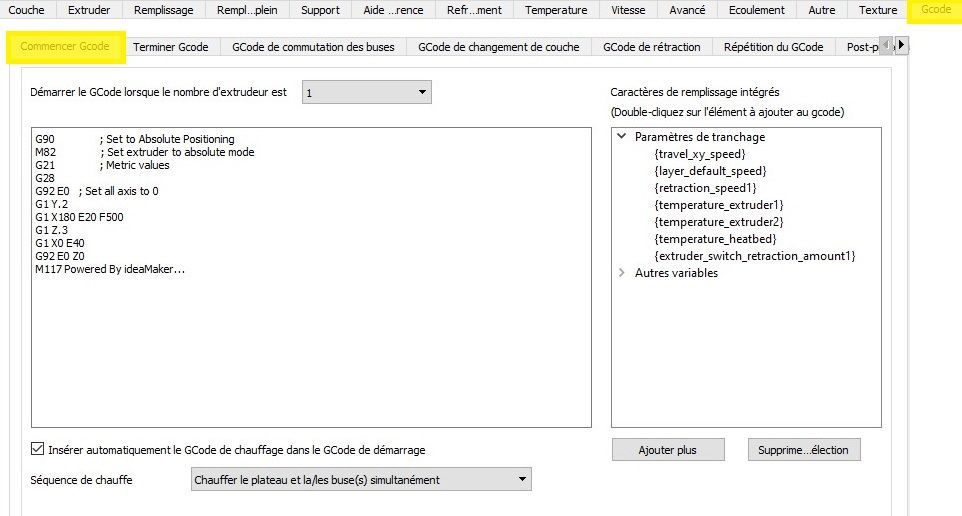
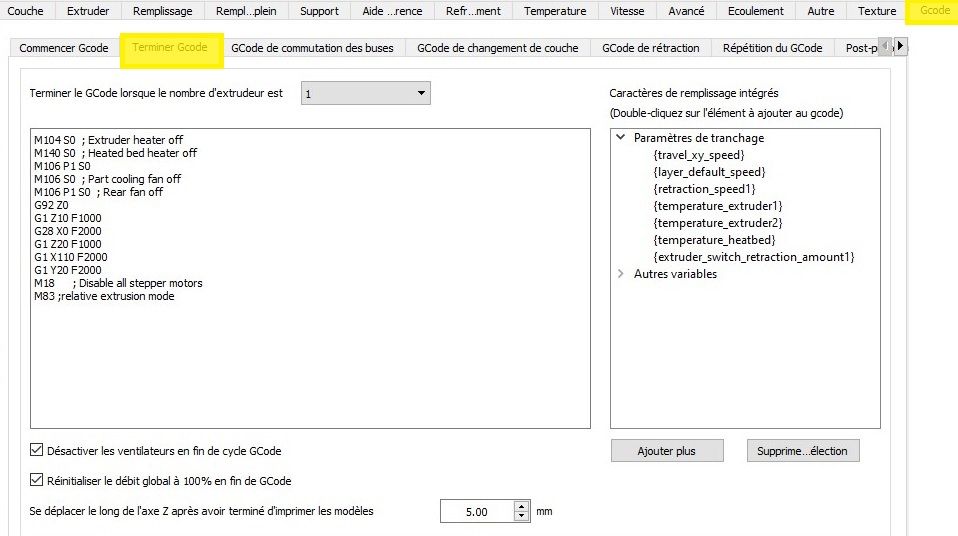
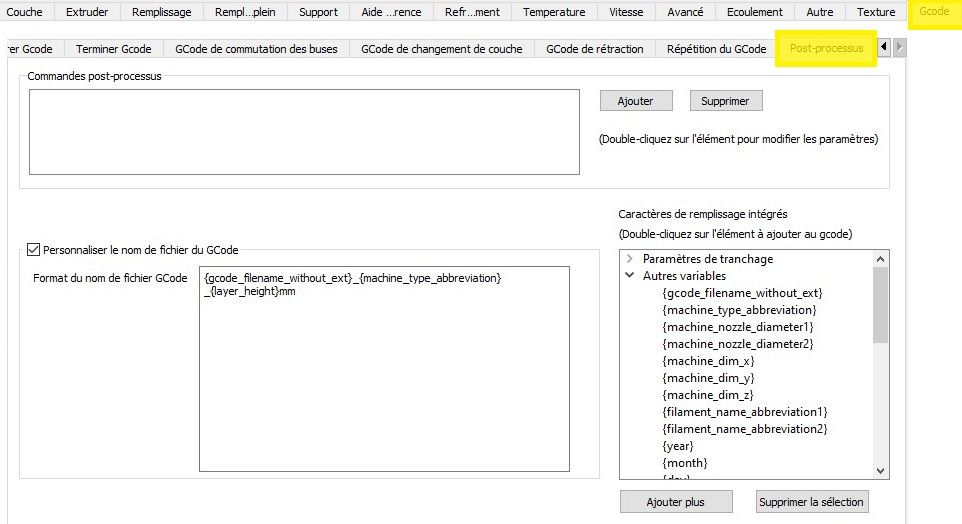
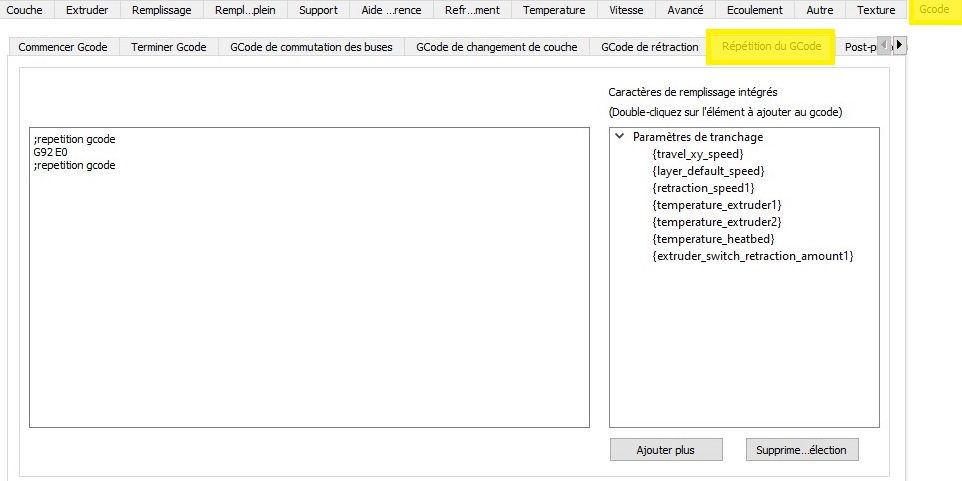
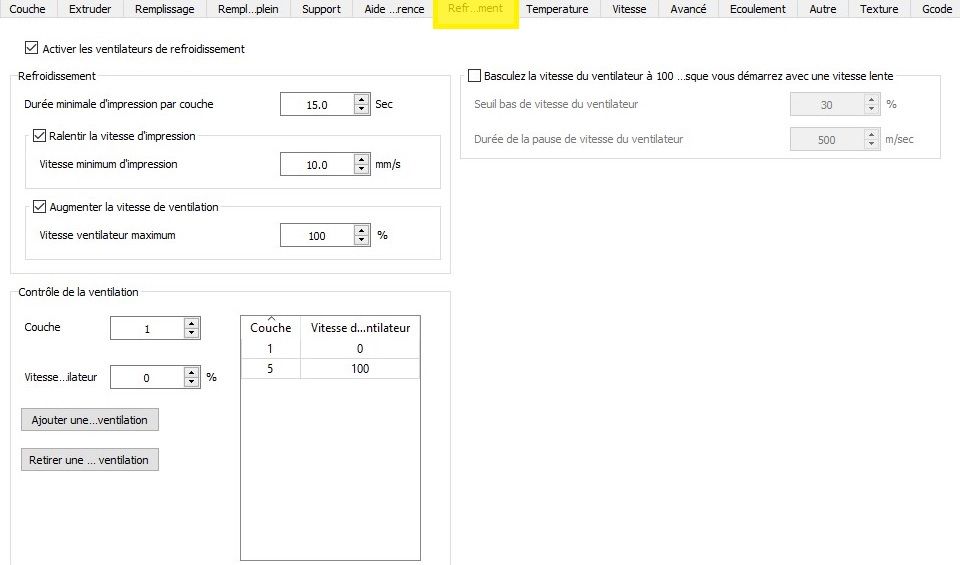
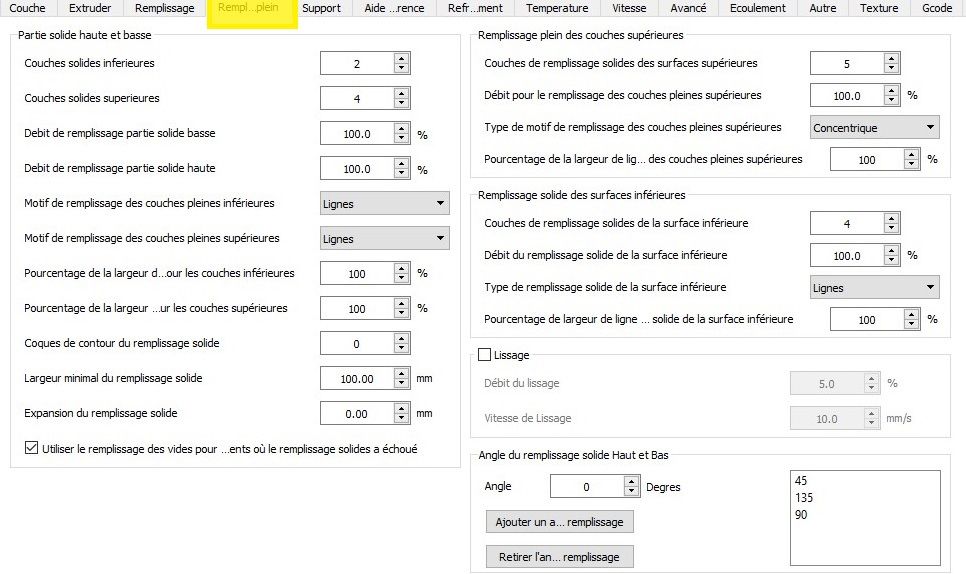
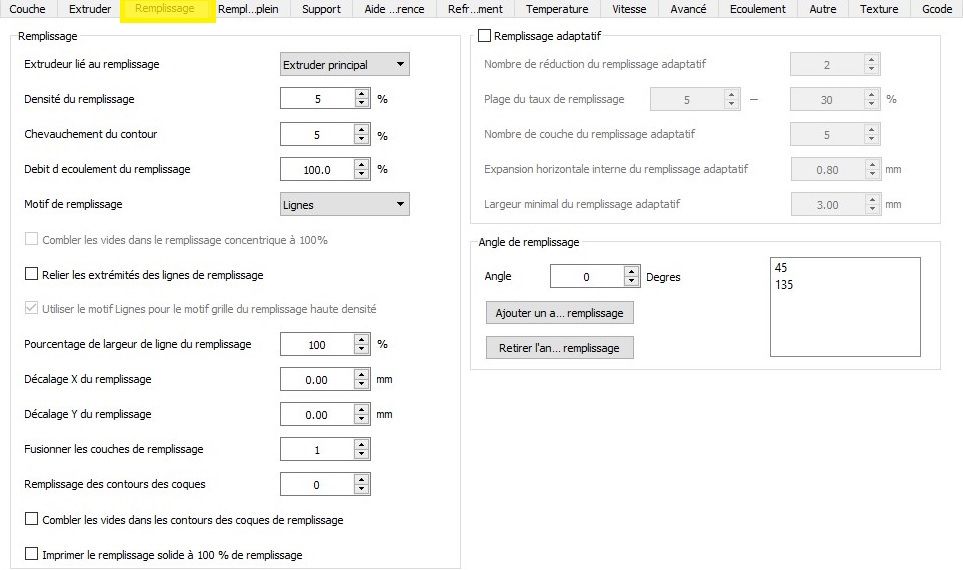
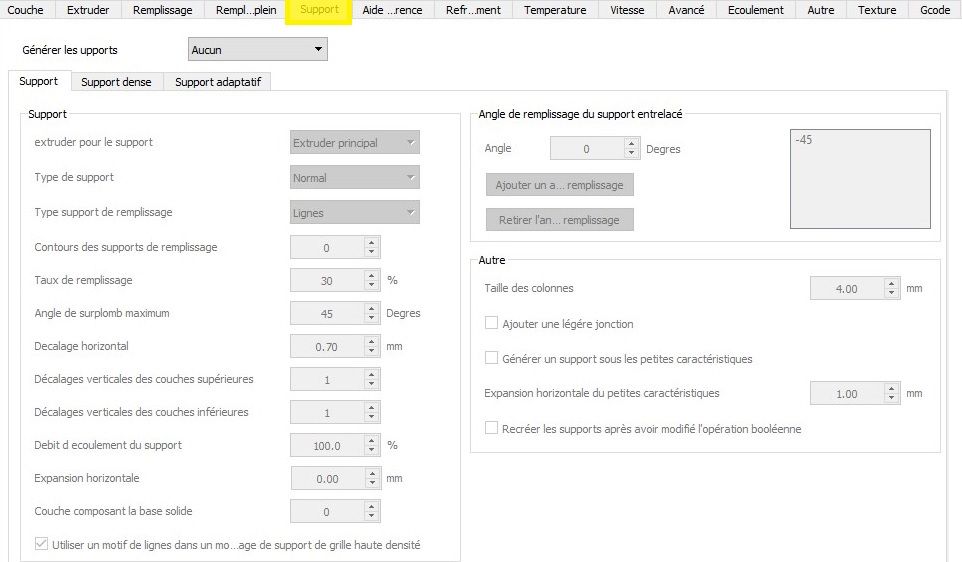
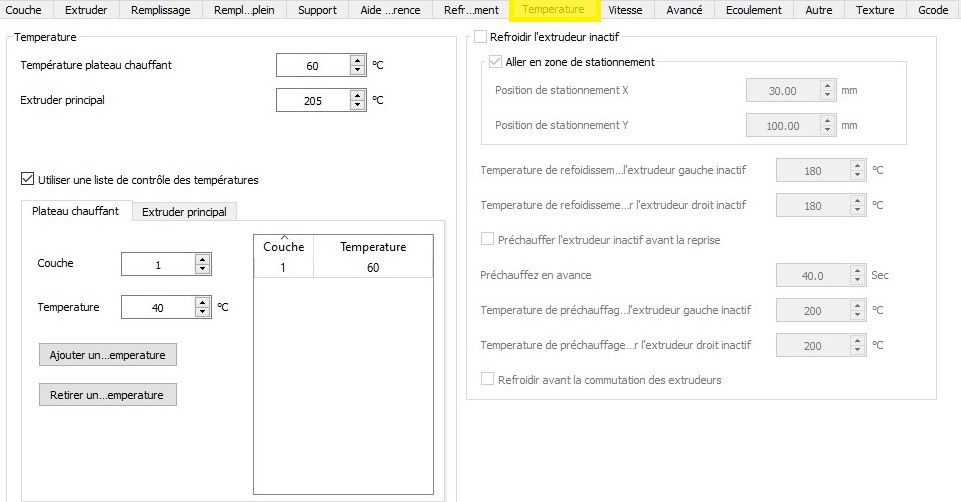
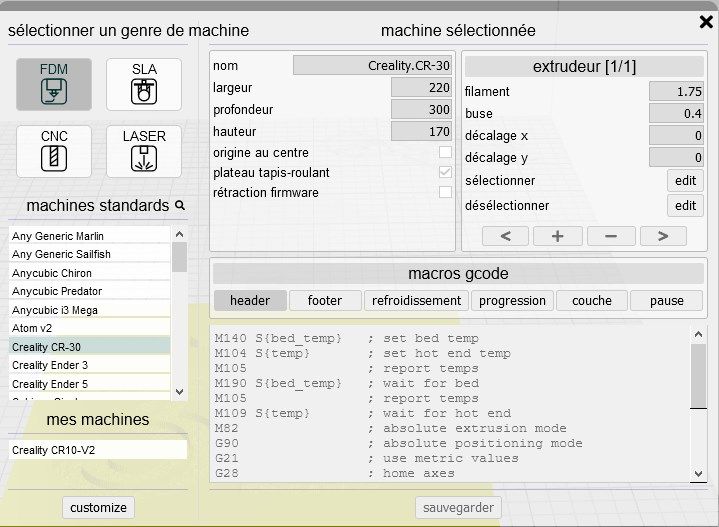
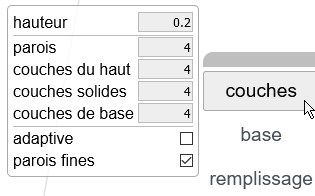
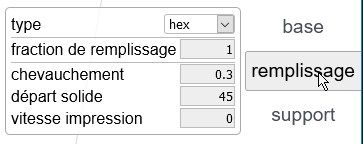
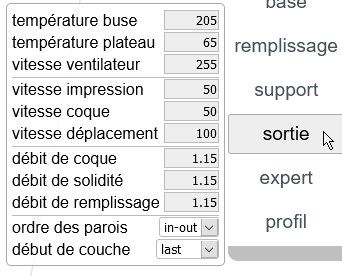
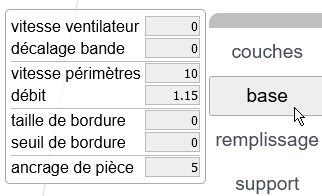
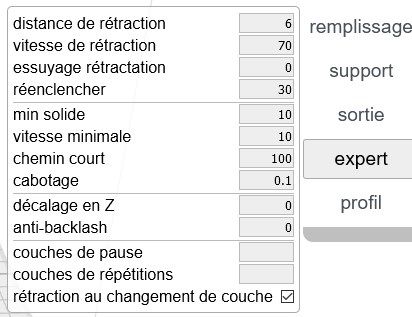
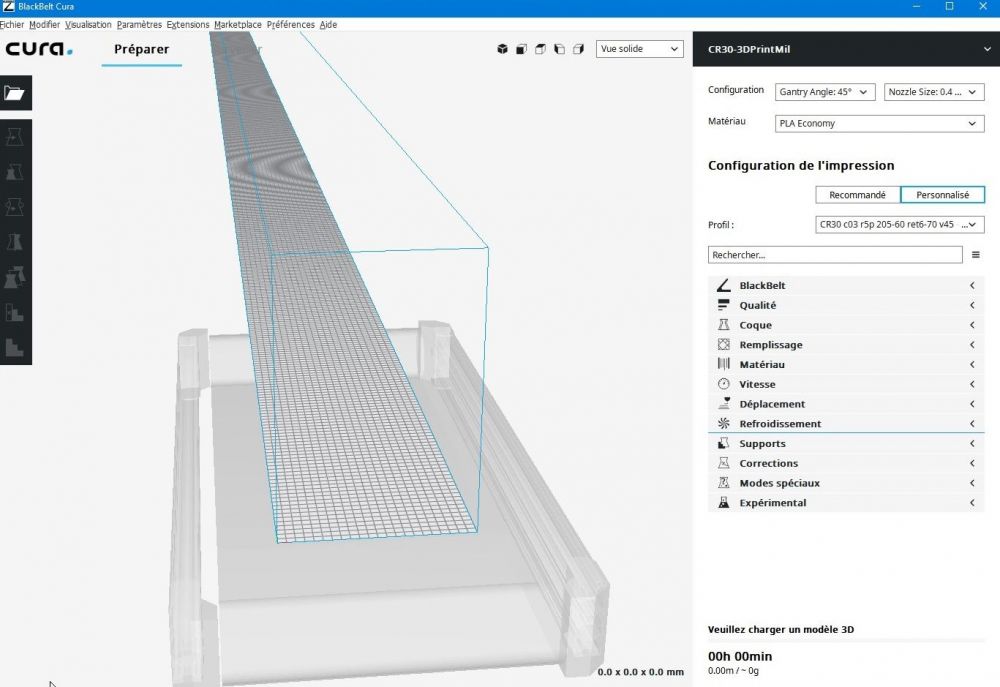
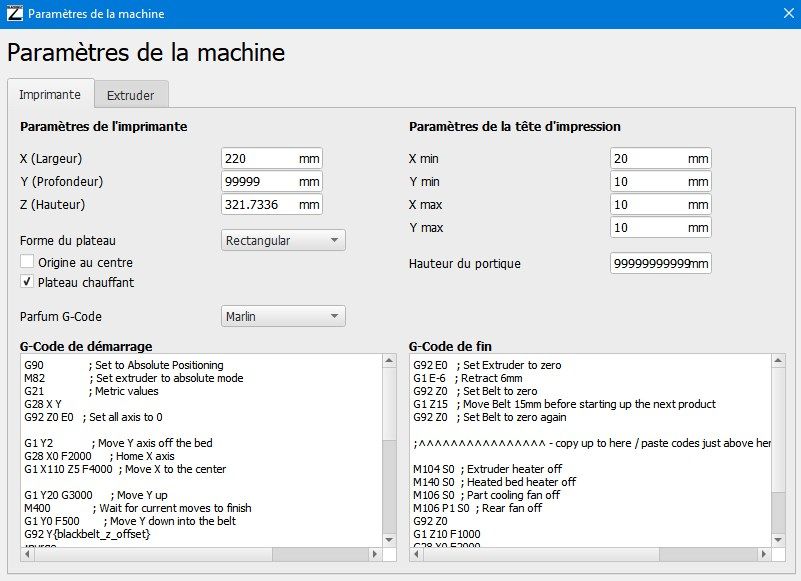
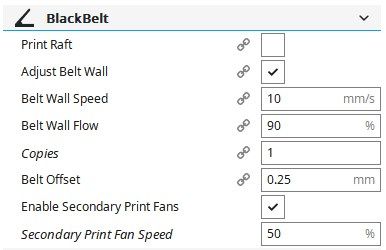
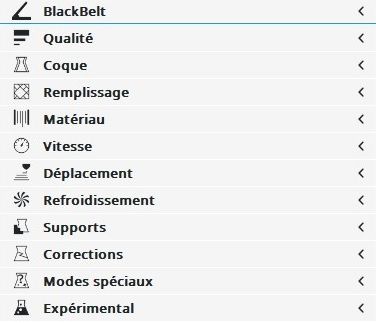
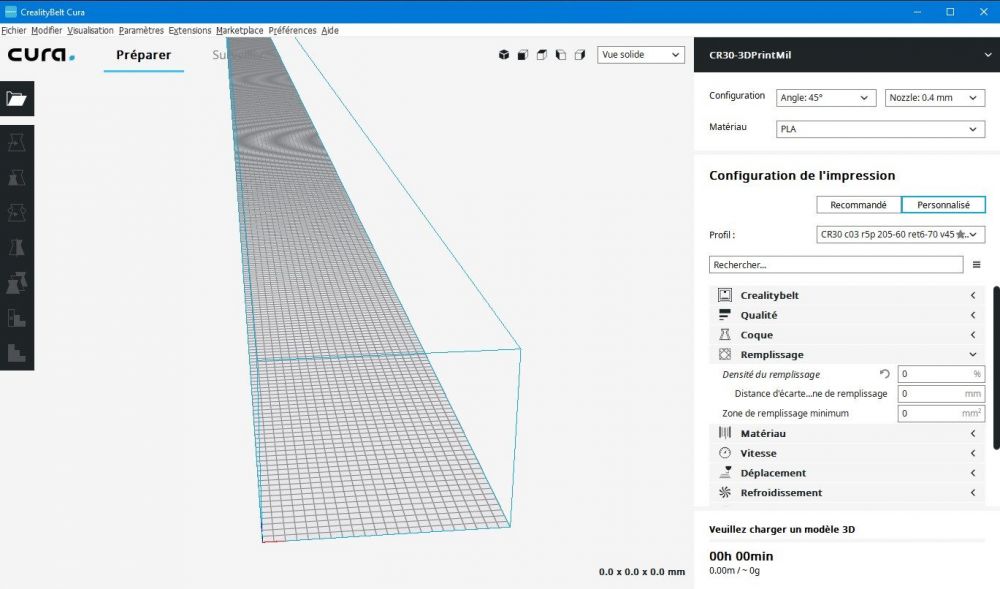
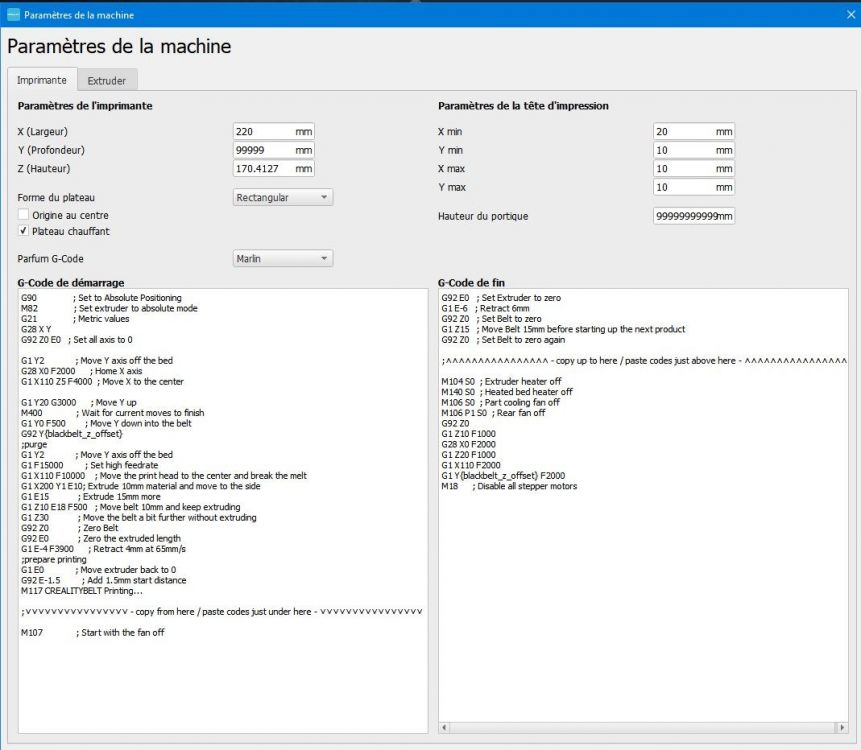
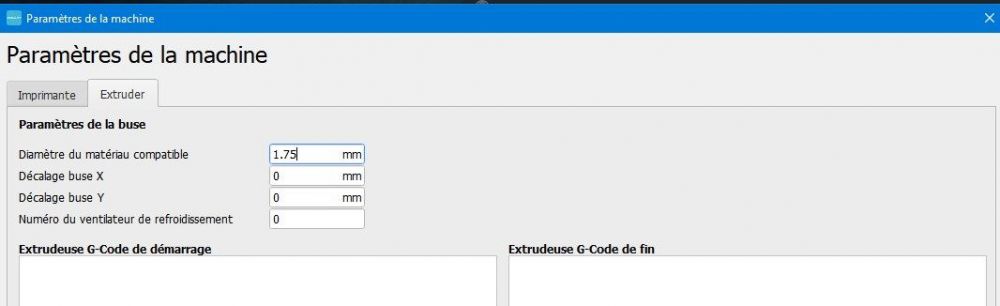
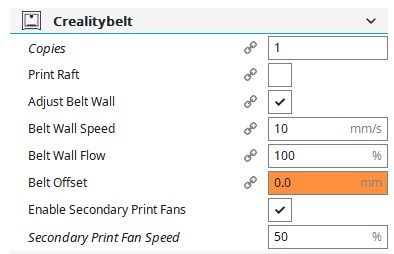
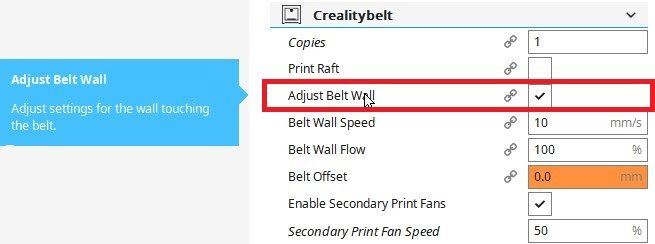
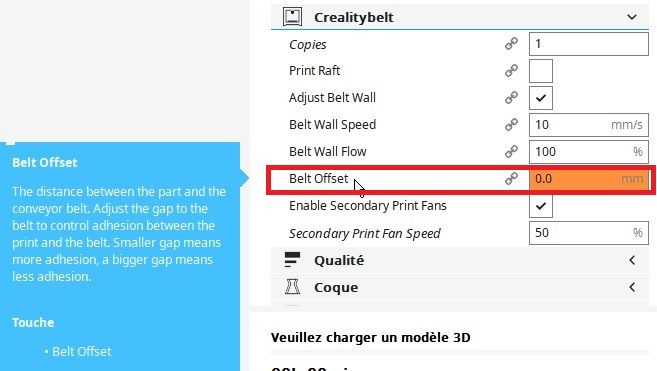
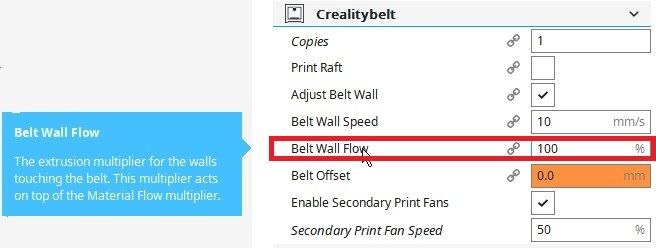
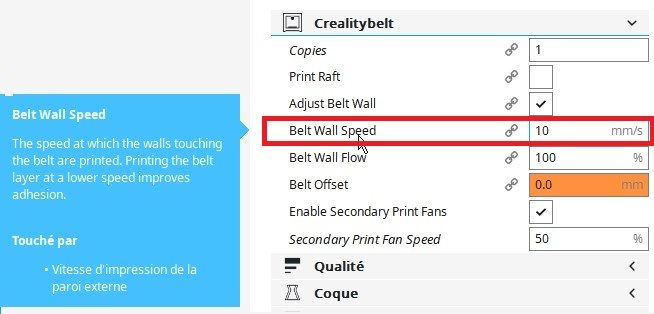
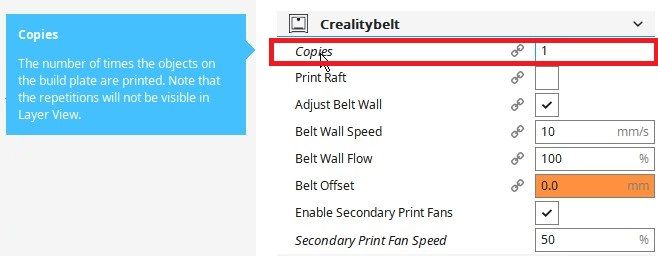
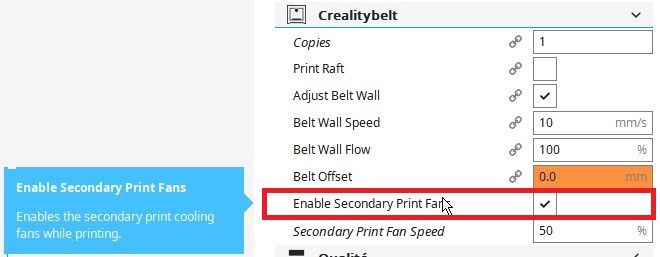
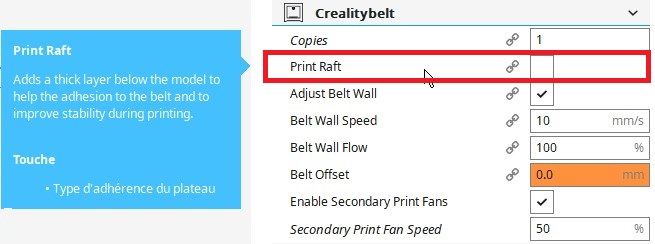
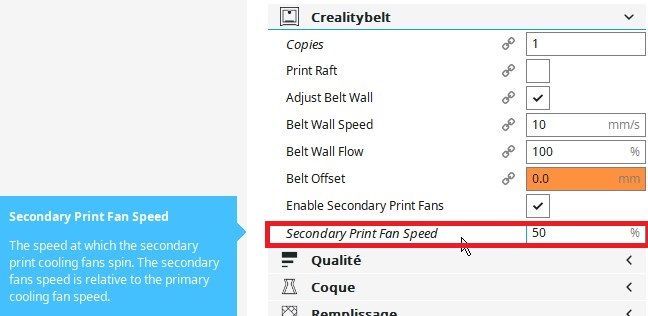
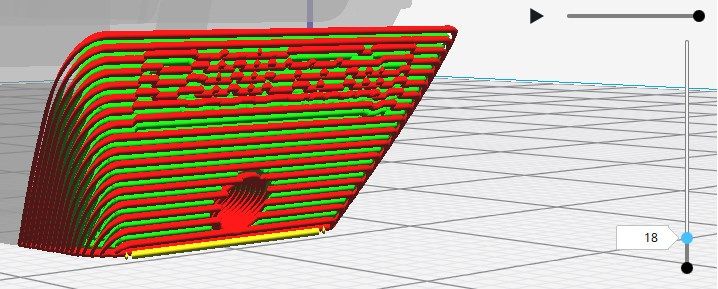
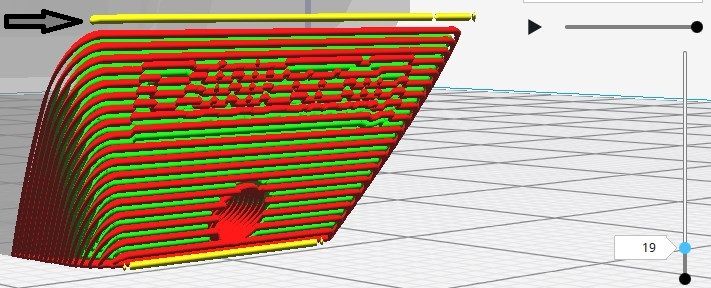
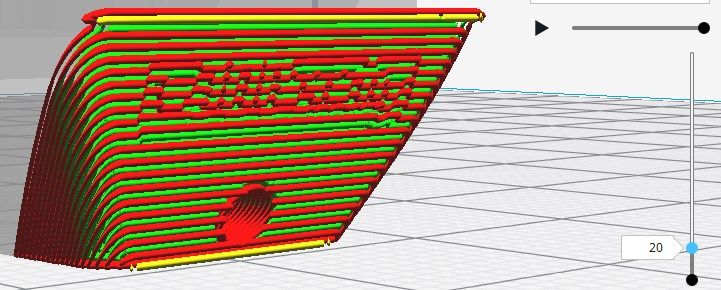
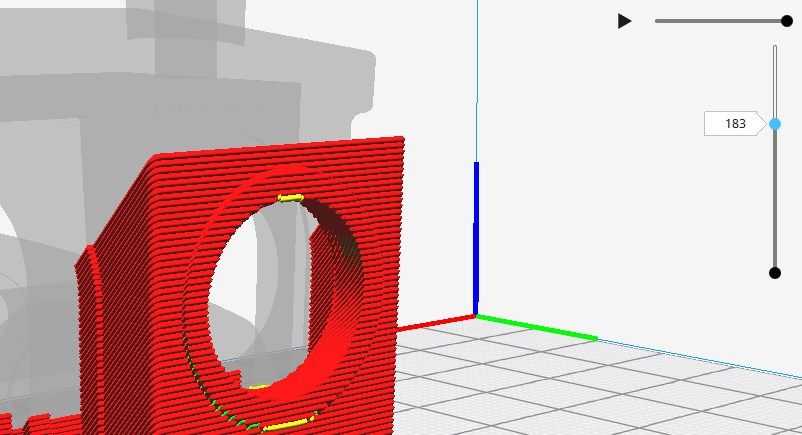
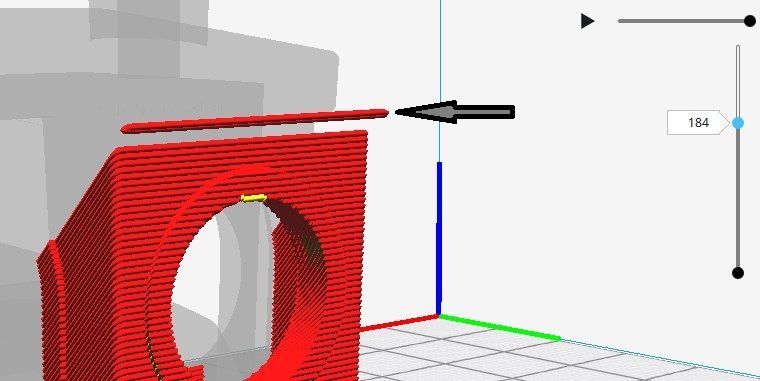
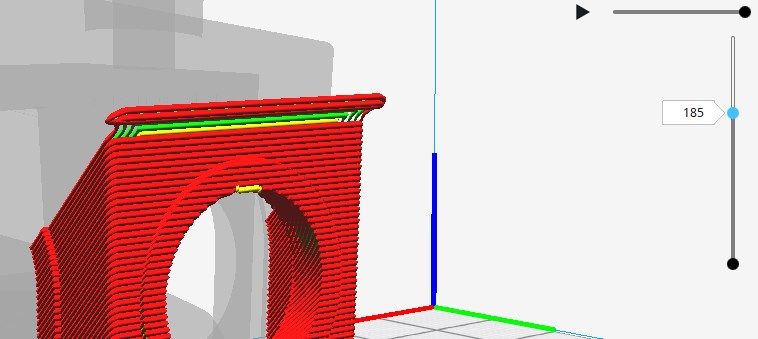
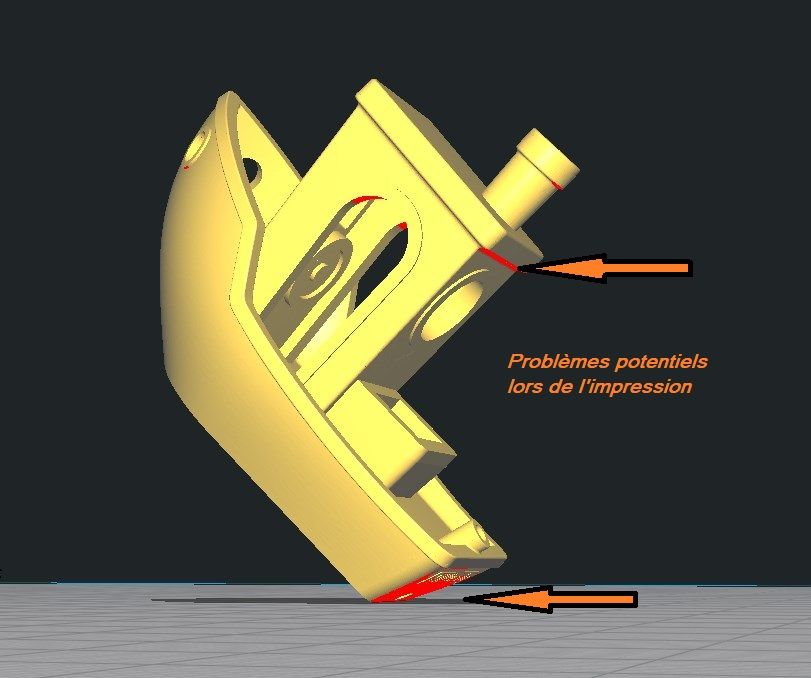
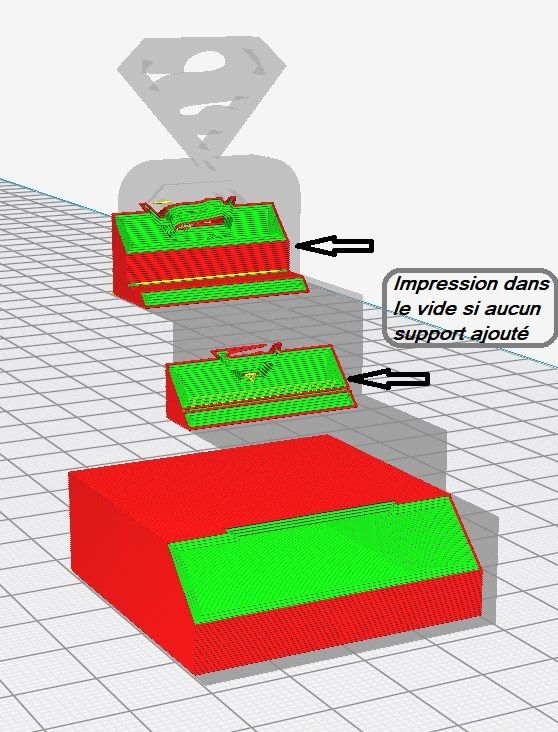
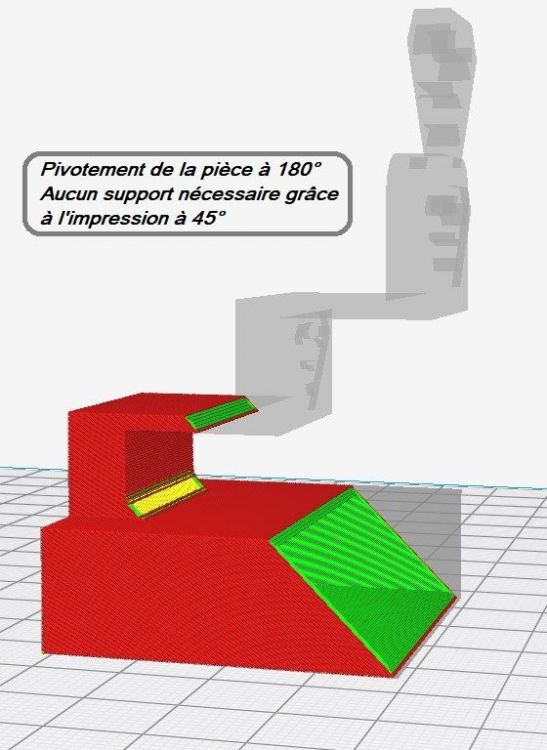
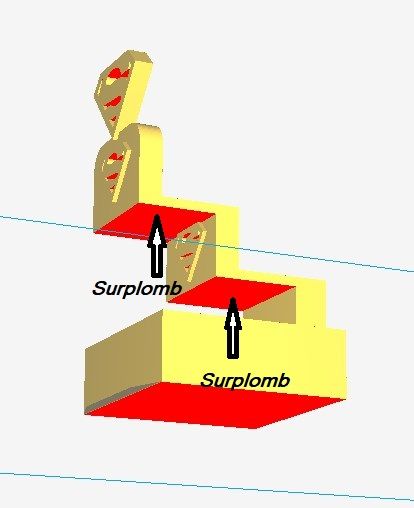
Comme pour toute imprimante 3D, pour qu'elle puisse imprimer, il faut lui fournir le fichier qui contient les instructions de déplacements, des extrusions, des températures, de ventilation, … . En gros le fichier «gcode». C'est le rôle du trancheur de transformer la pièce à imprimer (format STL) en cette suite d'instructions G-code. Avec cette imprimante, on ne peut pas utiliser les versions «classiques» des trancheurs, l'impression ne se faisant pas par empilement des couches verticalement. Pourquoi a-t'on besoin de versions particulières de trancheurs avec ces imprimantes à Z infini? @thinkyheadfournit quelques explications concernant la cinématique de ce type d'imprimantes: Ma traduction approximative (ce que j'en ai à peu près compris ) : Les trancheurs connus actuellement disponibles pour ce type d'imprimante (tapis-roulant / belt printer) sont au nombre de quatre (4) : l'ancêtre par qui tout à commencer : BlackBelt Cura la version Creality basée sur le précédent Ideamaker (version beta) Kiri-Moto Tous ces trancheurs, en plus de gérer correctement la cinématique particulière, possèdent une section dédiée à la première ligne de filament déposée sur la bande (courroie / tapis-roulant) comme on l'a vu dans le post précédent; c'est elle qui va servir de «fondation» au reste de l'impression. Les deux premiers sont basés sur une version déjà ancienne de Cura (3.6.0 / 3.6.2). Donc de nombreuses améliorations apportées aux versions récentes de Cura sont absentes . 1) Blackbelt Cura : Après installation, une fenêtre s'affiche précisant la version de Cura : L'interface de travail apparait au bout d'un moment : Les paramêtres de la machine déclarée correspondent à une imprimante Blackbelt, il va falloir en modifier certains (largeur (220), hauteur (170)) : Le G-code de démarrage comporte des commandes dont je ne suis pas sûr que la carte puisse les gérer , là aussi des modifications s'imposeront. L'ensemble des sections de paramétrages de l'impression. A noter l'absence, voulue de celle dédiée à l'adhérence sur le plateau et la présence d'une nouvelle section ne traitant que le dépôt du filament sur la bande de roulement (tapis) : Je détaille cette dernière section ci-dessous avec le Cura Crealitybelt. 2) CrealityBelt : Le logo de lancement a été «personnalisé» mais ne correspond plus à la machine actuelle (toute l'électronique est au-dessous de l'imprimante dans un chassis métallique, le système de mouvements des axes X et Y est désormais en CoreXY, l'extrusion n'est plus en direct-drive mais en bowden), la version de Cura est une 3.6.0 : L'interface de travail est en gros la même qu'avec le Cura BlackBelt mais cette fois les paramètres machines sont correctement pré-renseignés : La section concernant la «couche» déposée sur la bande de roulement : Il est possible d'imprimer plusieurs copies de la pièce, il suffit de préciser leur nombre. Autres possibilités, en multipliant le modèle dans l'espace de travail de Cura puis en espaçant ces pièces sur la bande lors du tranchage, si Octoprint est utilisé pour surveiller la CR30 (c'est mon cas), un greffon permet de créer une file d'attente d'impression, son avantage est que différentes piéces à imprimer peuvent être mise dans la file contrairement à l'option copie qui ne duplique que le même modèle : La section «Adhérence du plateau» étant désactivée, à juste raison car il n'est pas possible comme habituellement d'utiliser une jupe ou une bordure autour de la pièce, il reste encore possible d'utiliser un radeau si on le souhaite vraiment (mais qui utilise encore un radeau aujourd'hui) : L'option suivante doit être cochée pour que la ligne déposée sur la bande soit traitée particulièrement, c'est elle qui sert de fondation à chaque couche : Pour garantir une bonne tenue, la vitesse d'impression doit être lente voire très lente : Le débit de cette ligne est évidemment ajustable : Pour enfoncer un peu plus la ligne de filament en contact avec la bande, on peut ajouter un décalage uniquement pour cette ligne (équivalent d'un Zoffset) : Les deux dernières options concernent le refroidissement de cette «couche» : Une fois la pièce à trancher déposée sur la surface de travail, les autres paramètres d'impression peuvent être choisis / modifiés (températures, vitesses, rétraction, etc,). Après tranchage, user et abuser du mode aperçu doit devenir une habitude afin de détecter toutes les zones qui risquent d'être imprimée dans le vide auquel cas, des supports devront être ajoutés. Dans Cura «classique», on peut facilement voir quels endroits d'un modèle risquent de poser problème et nécessiter du support. Pour cela, la couleur rouge indique ceux-ci. Mais dans Blackbelt ou Creality Belt, ces zones «problématiques» ne sont pas indiquées car la transformation des plans (Y / Z) n'a lieu qu'après tranchage. Le seul moyen pour trouver ces zones est avant tranchage de réorienter la pièce sur le plateau de 45° : Après tranchage, l'aperçu couche par couche permet de trouver précisément là où il faudra du support. Exemple avec un Benchy, au moins deux couches vont déposer du filament en l'air : Pour éviter ces ajouts de supports qui peuvent parfois être difficiles à enlever et dénaturer la pièce imprimée, une réorientation parfois permet de s'en passer totalement. Certaines pièces qui en impression classique, couches empilées les unes sur les autres, nécessitent absolument des supports, avec cette impression à 45° peuvent s'en dispenser totalement (une fois la pièce correctement orientée) : … à suivre Ideamaker, Kiri-Moto …



 1 point
1 point -
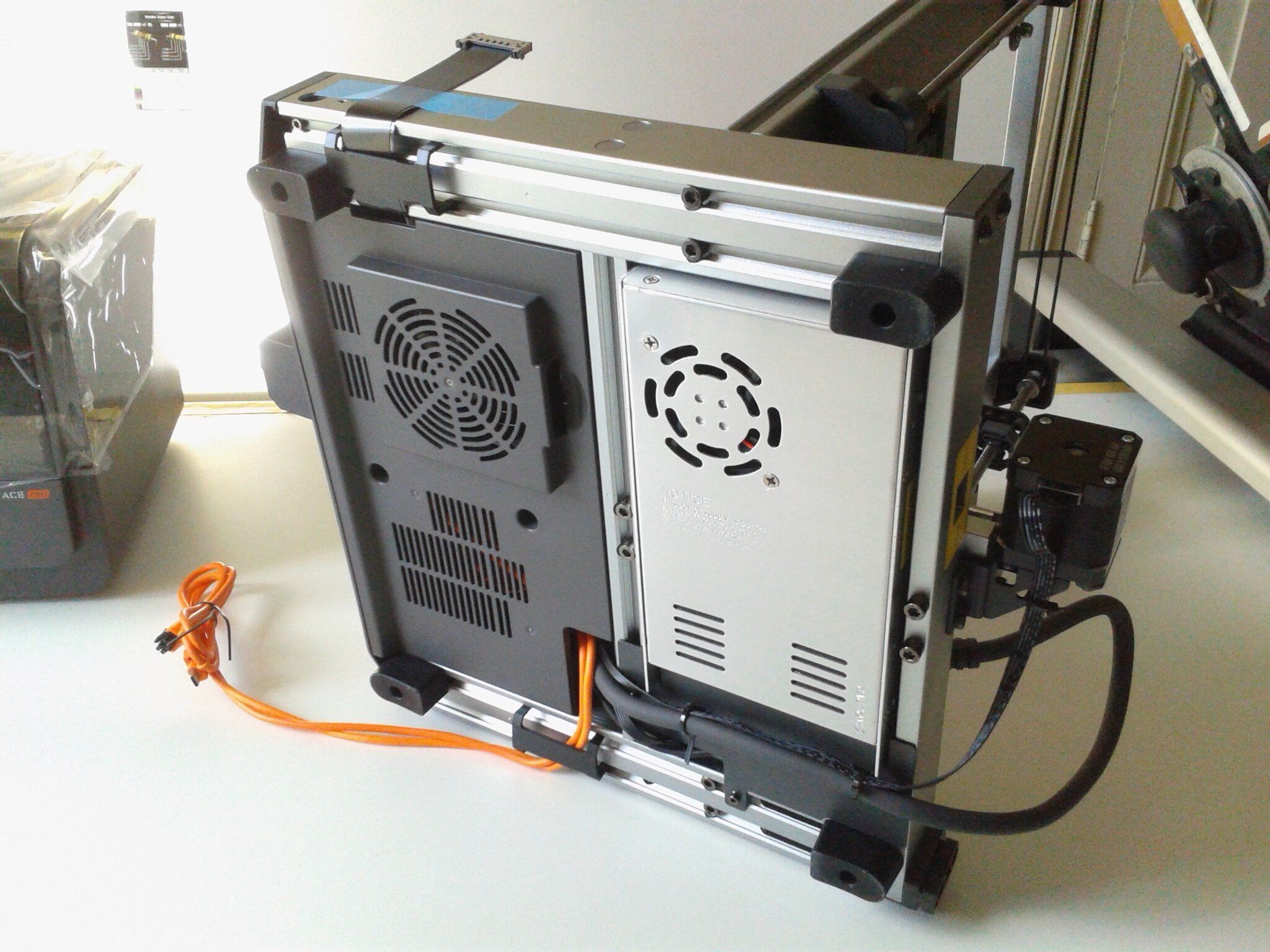
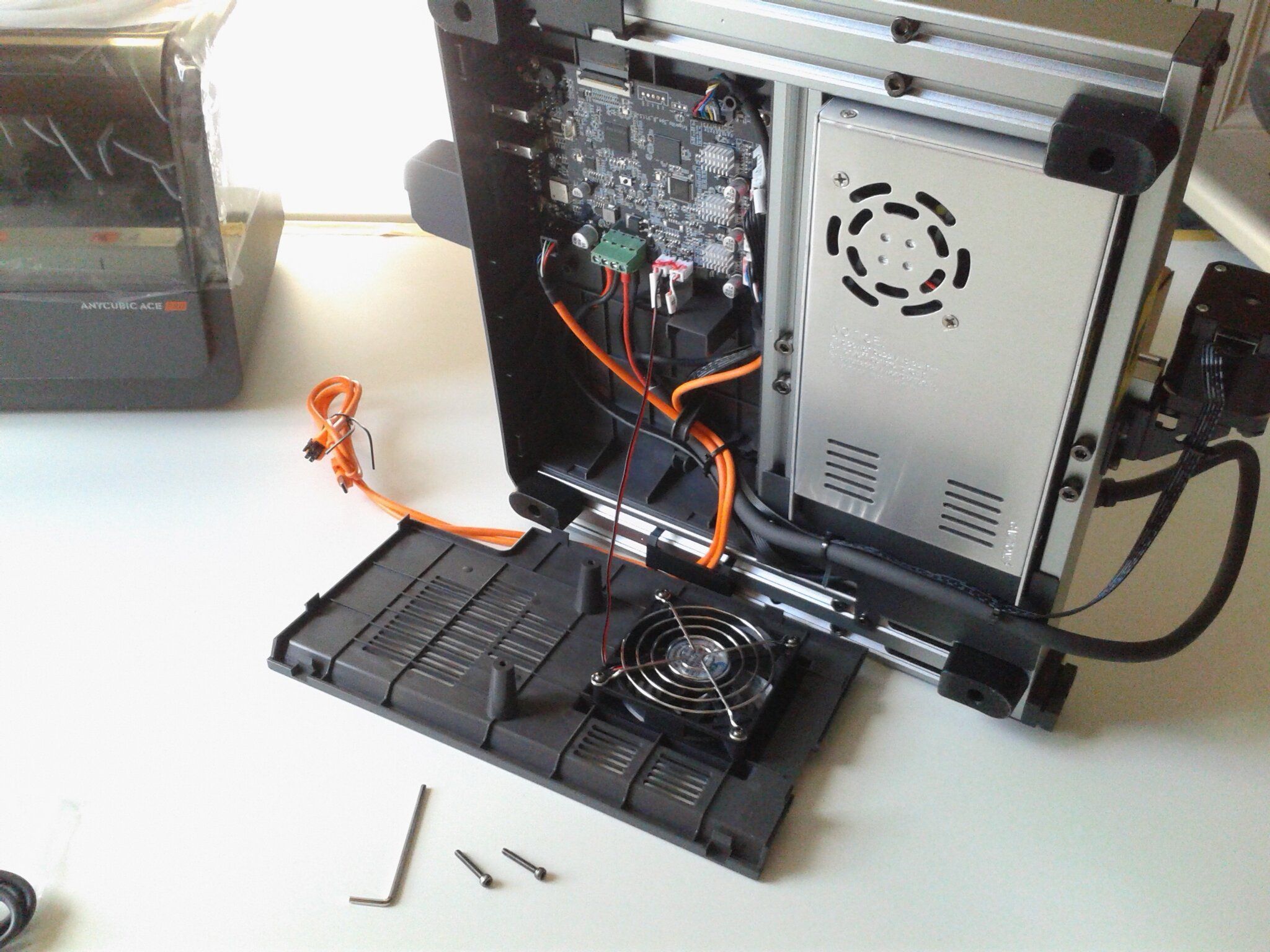
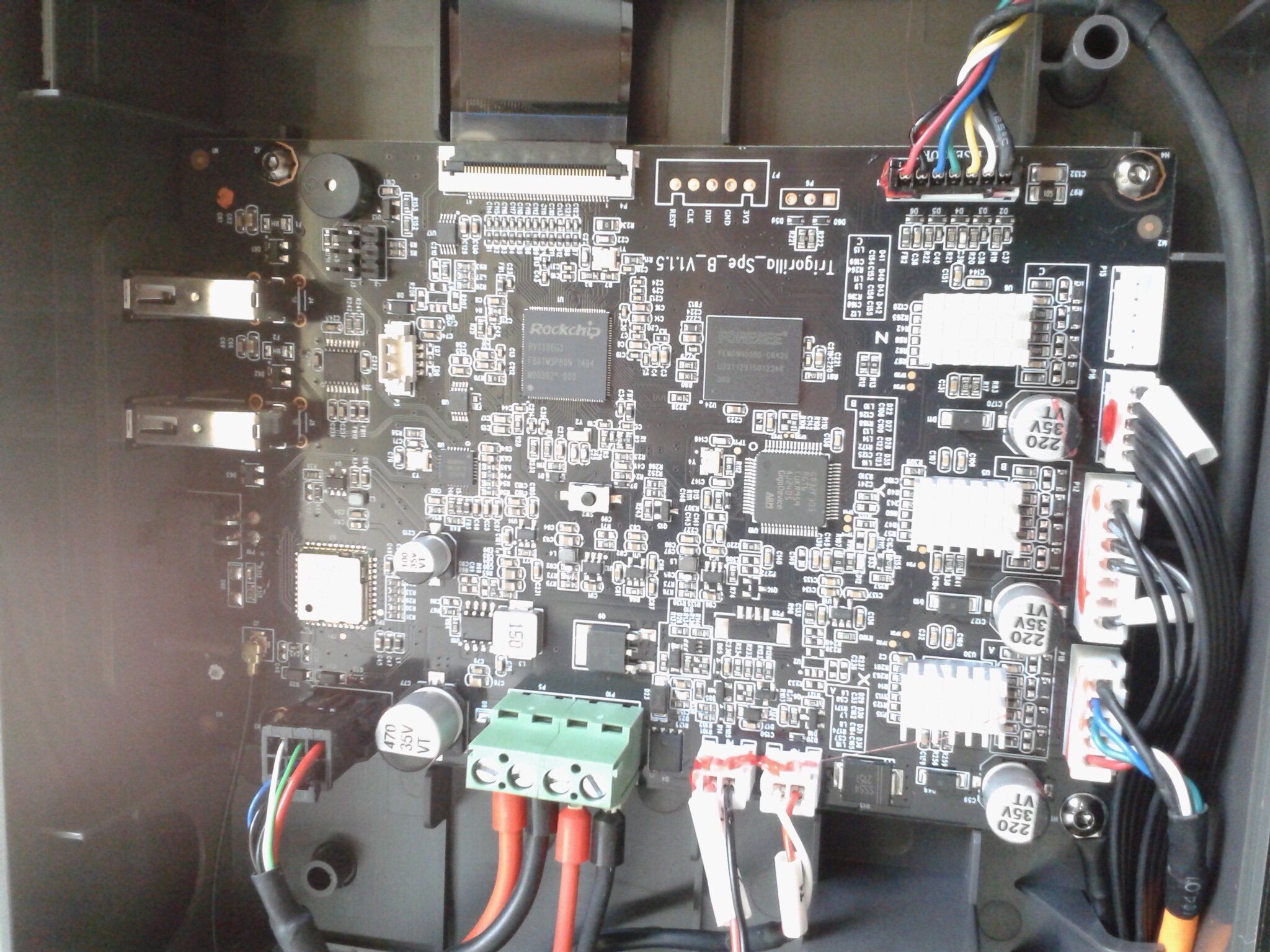
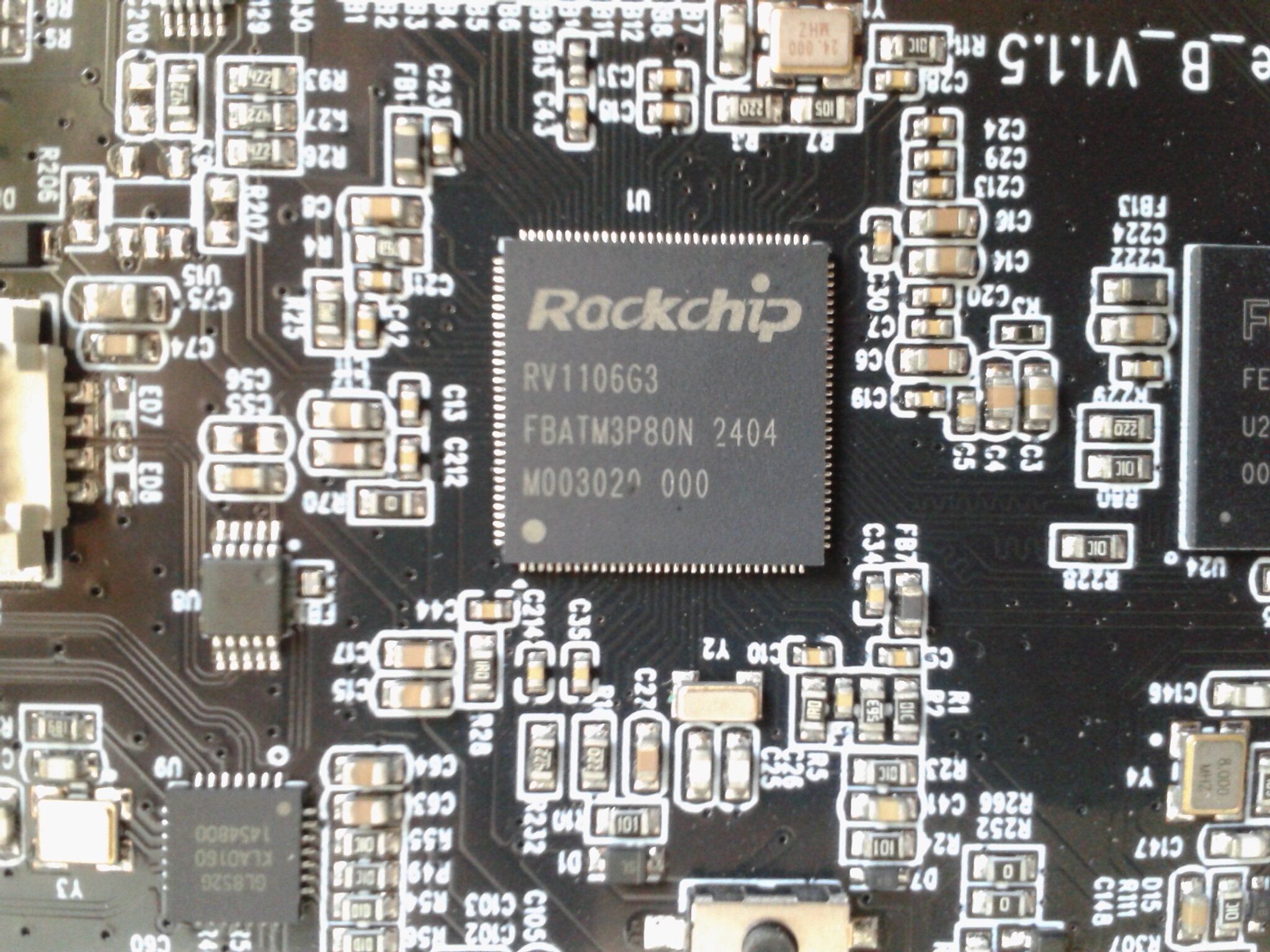
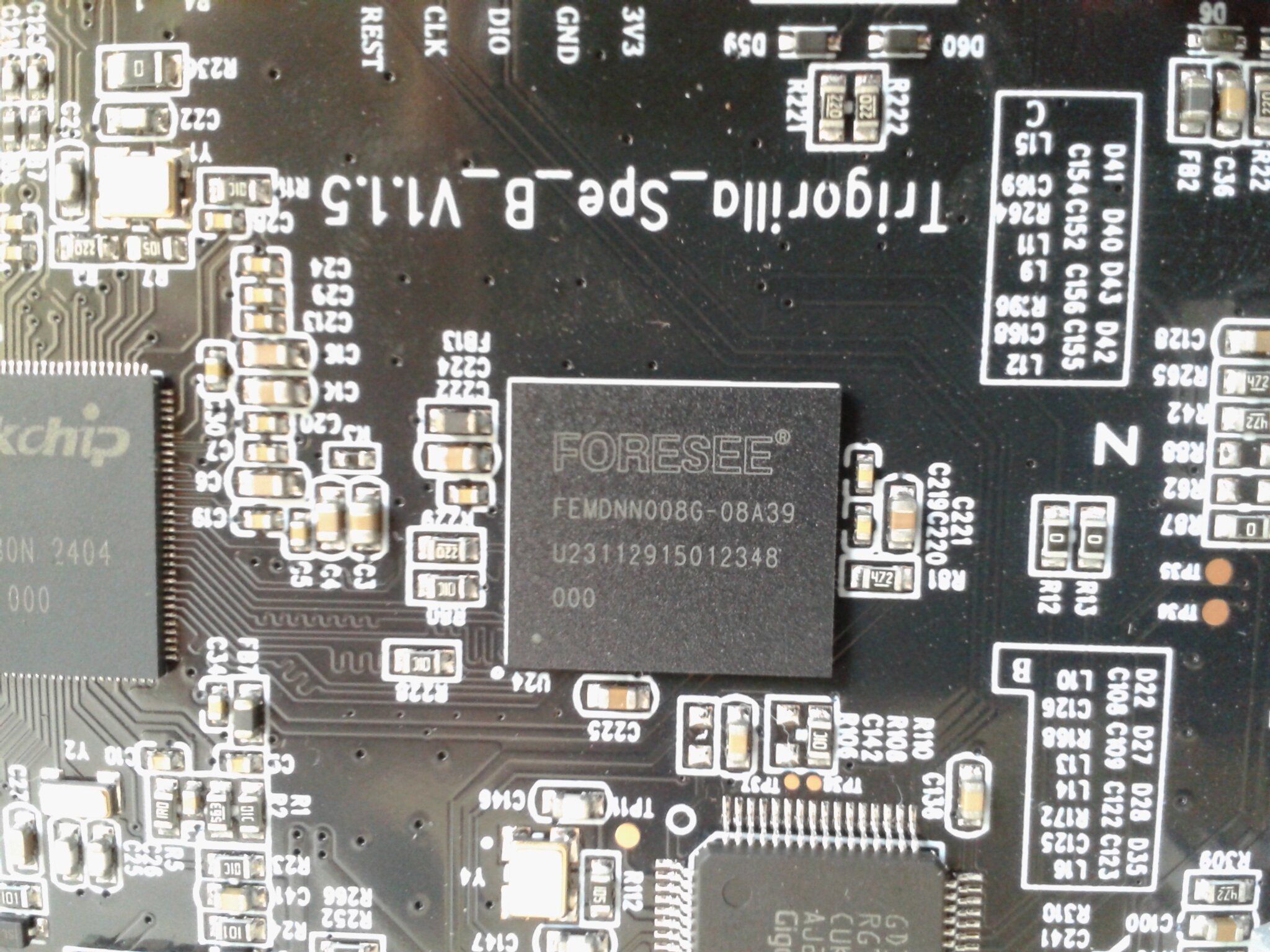
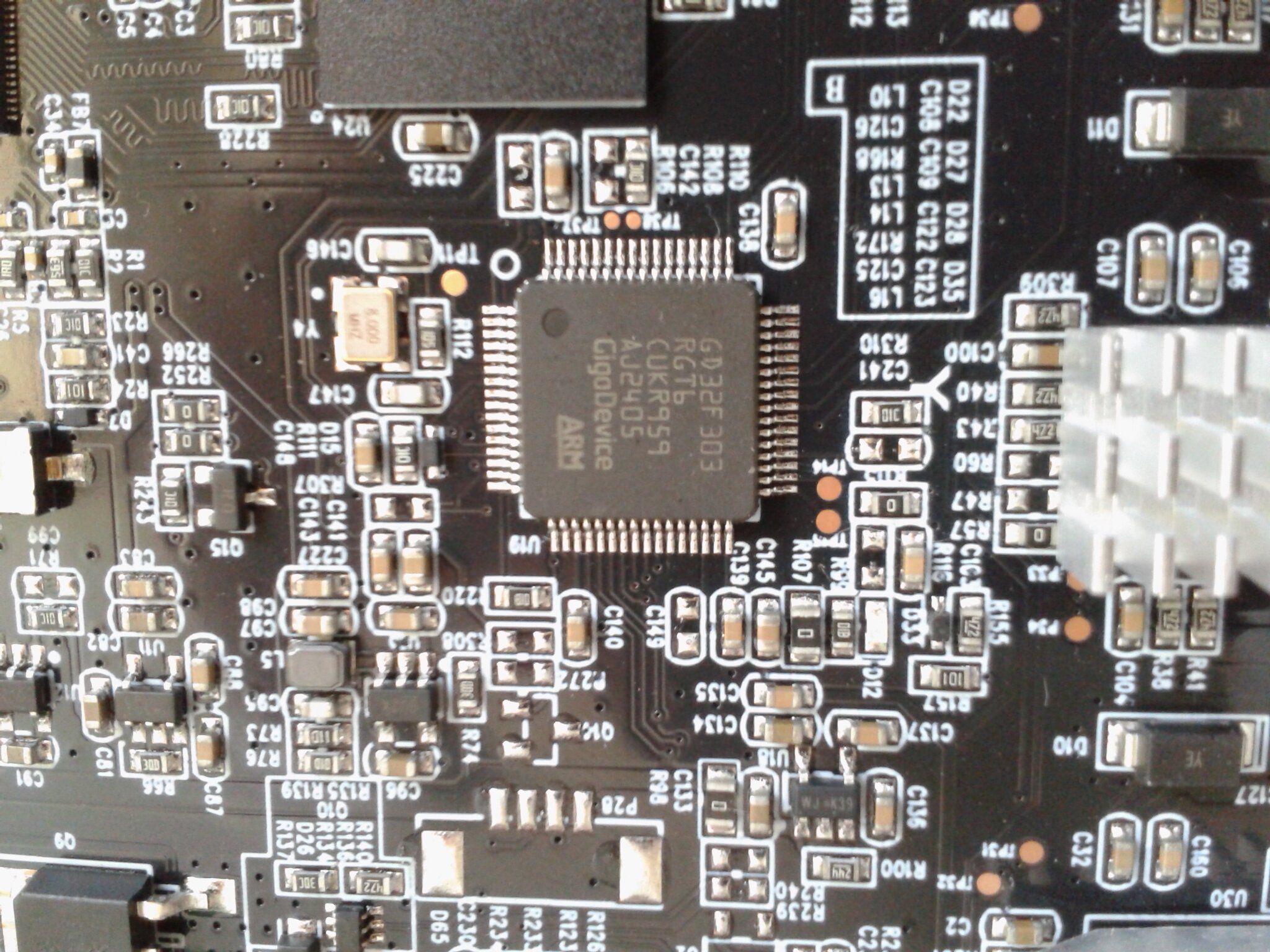
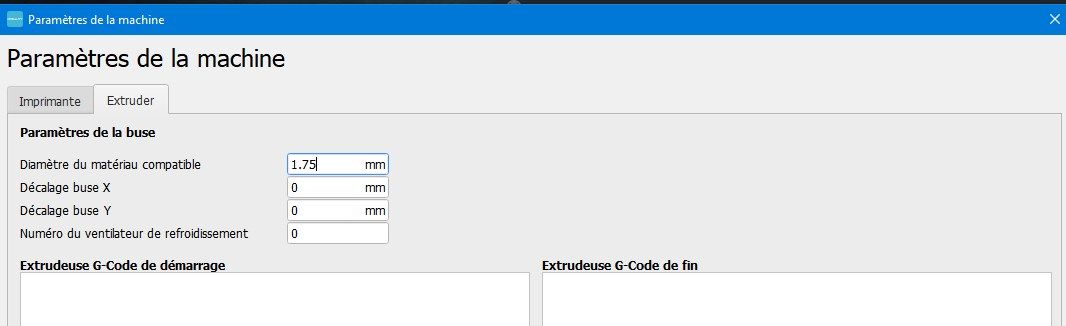
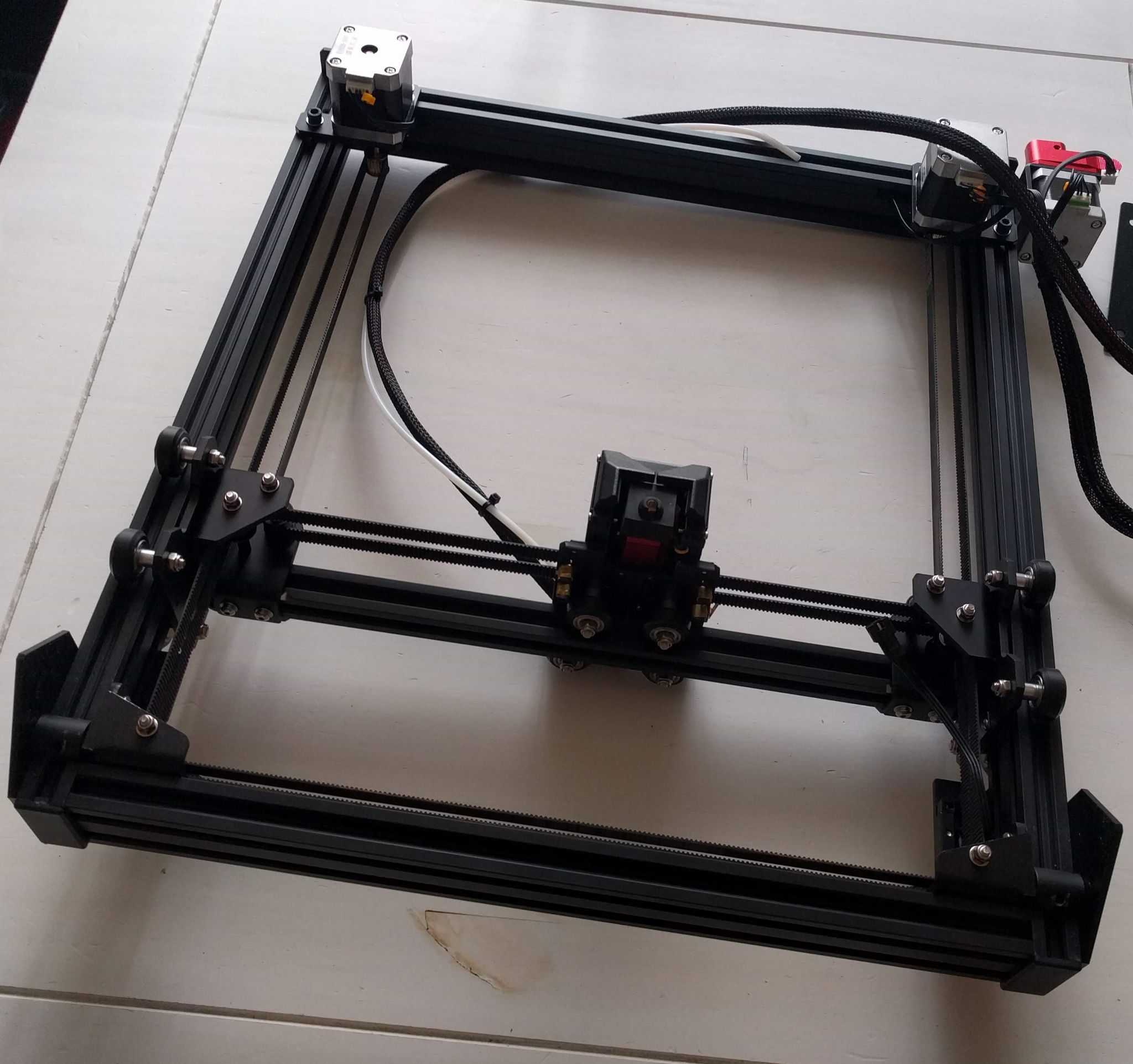
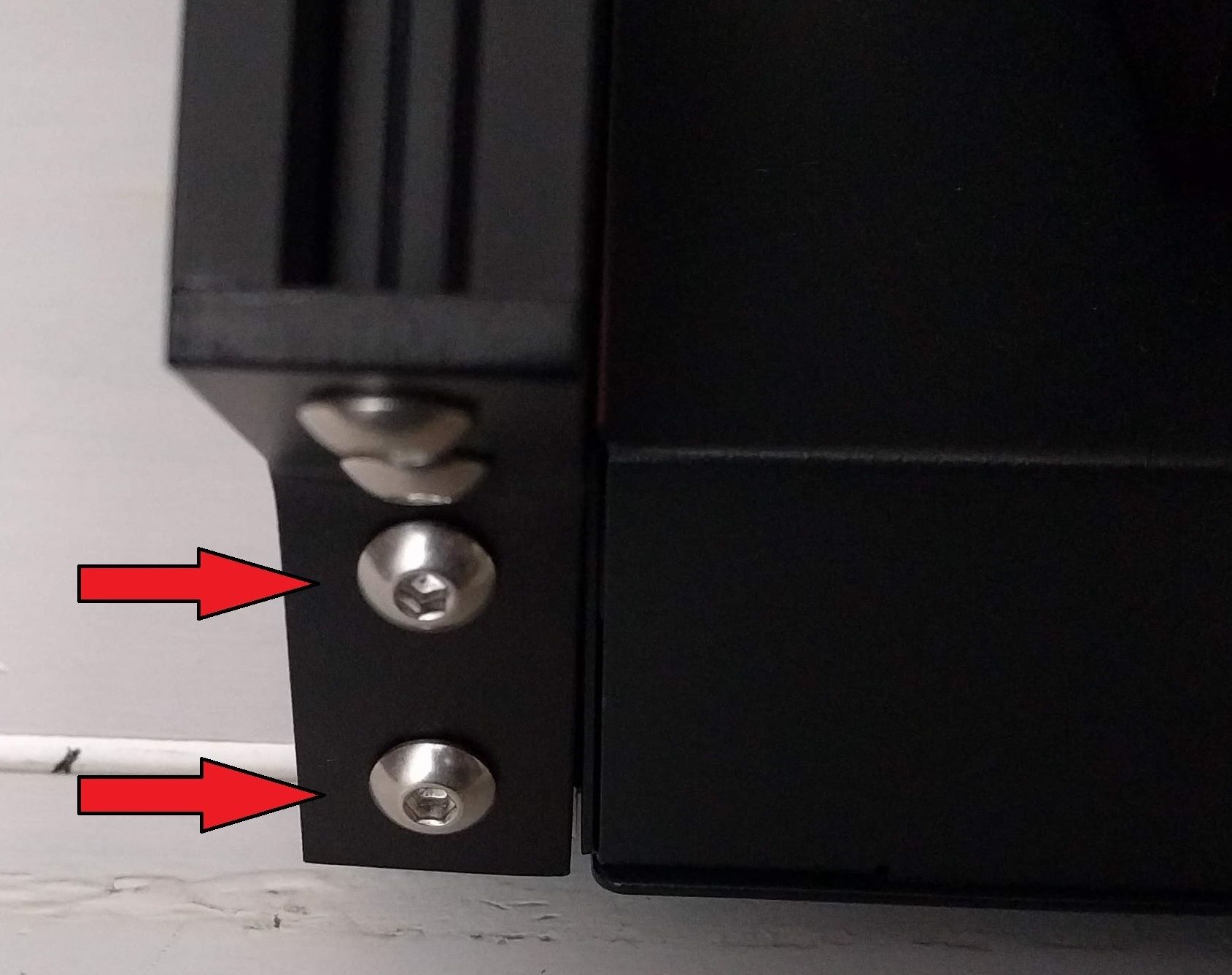
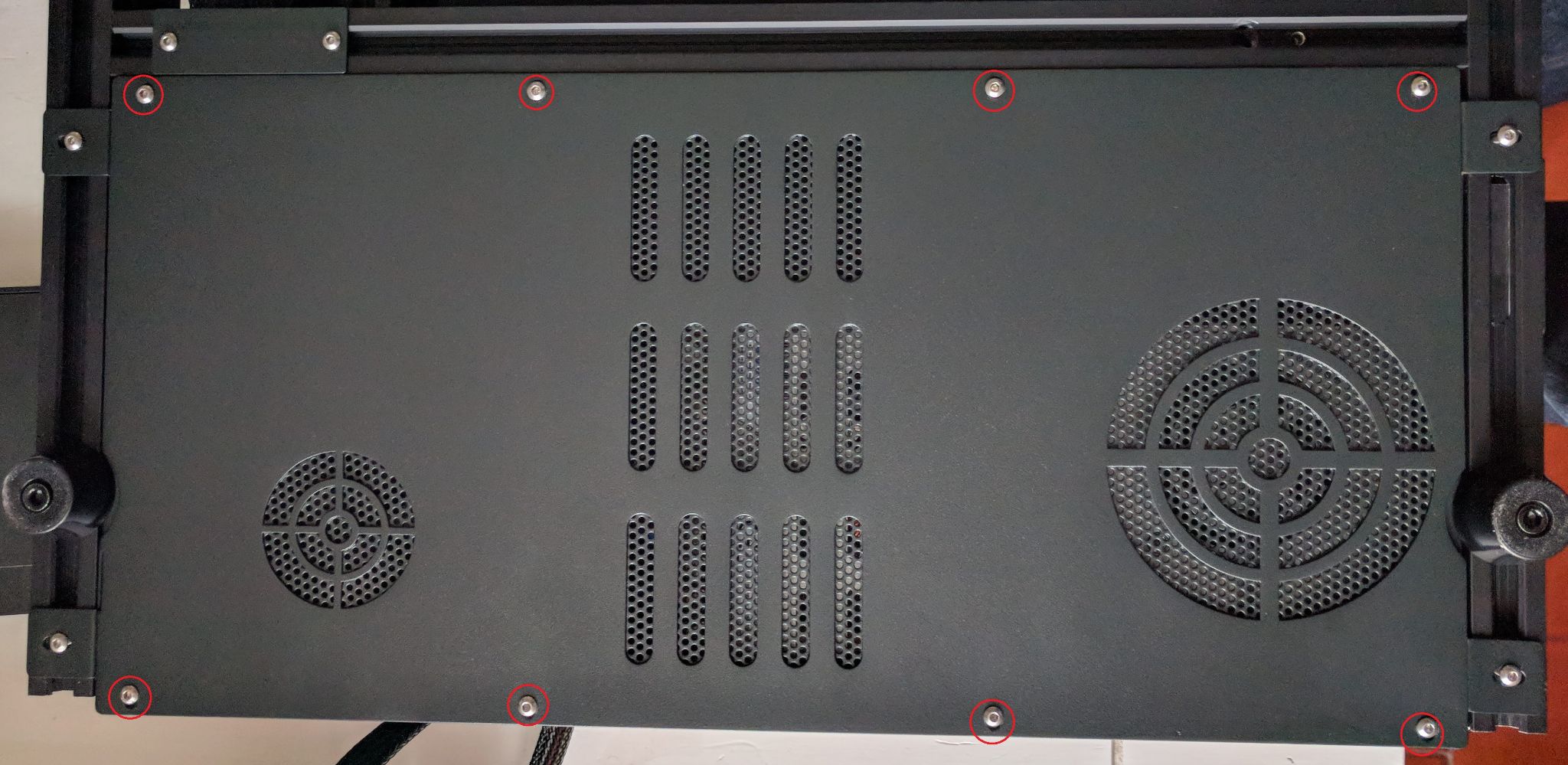
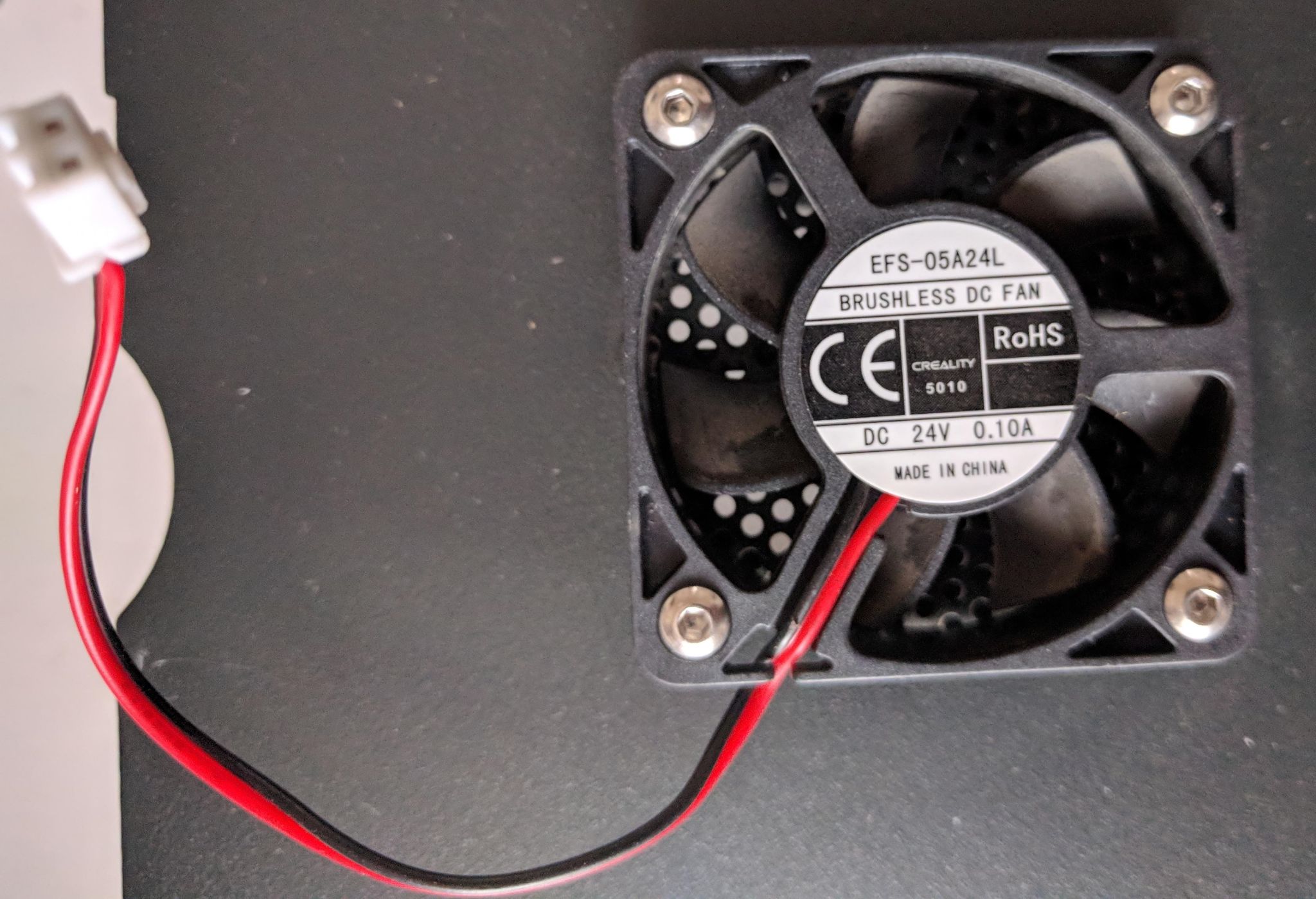
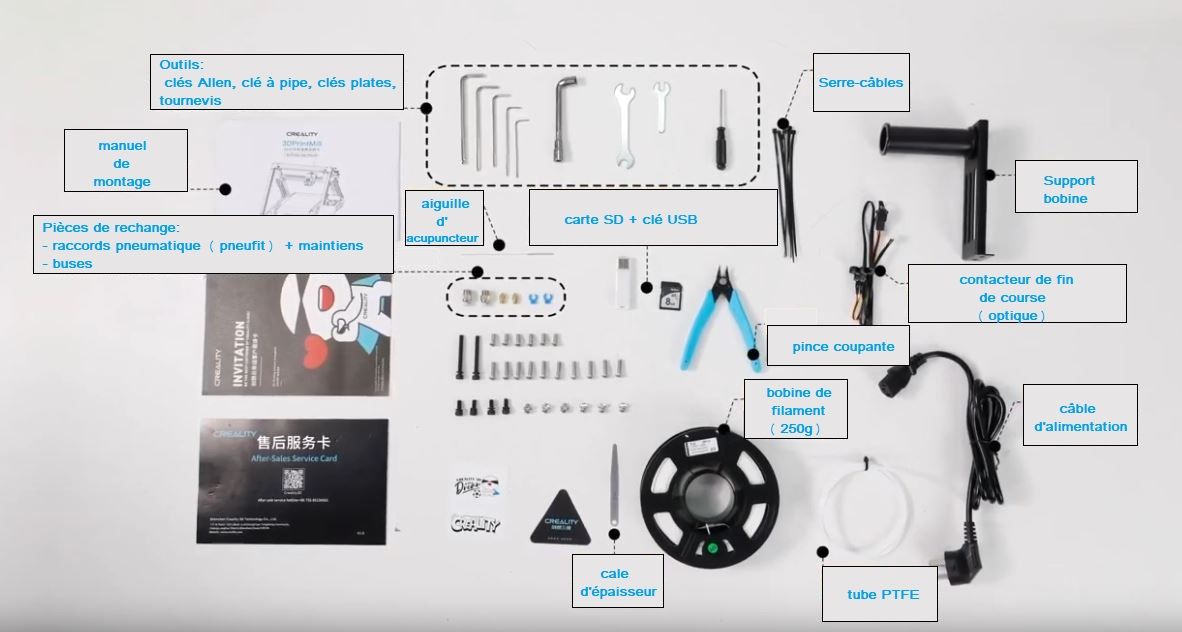
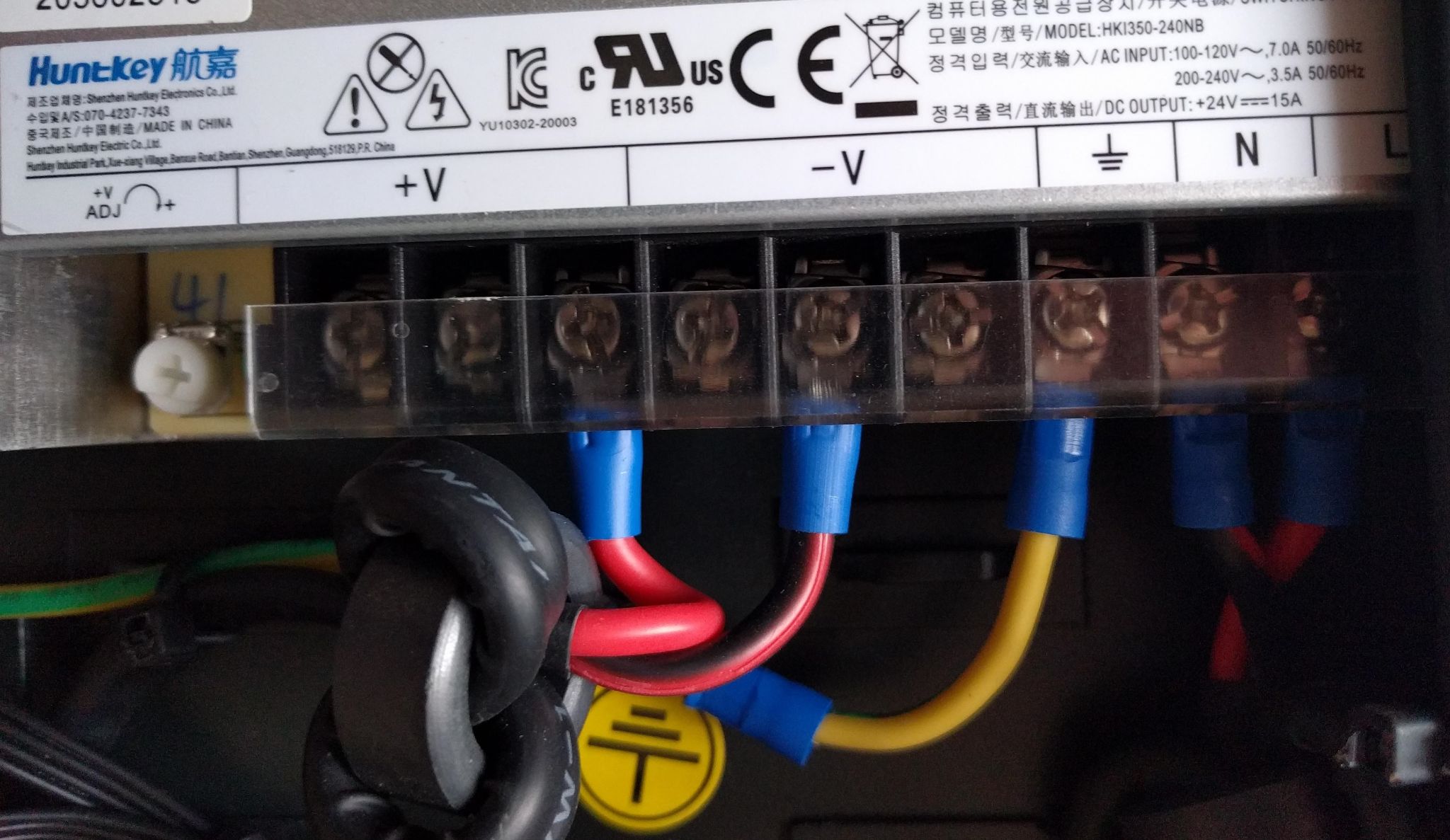
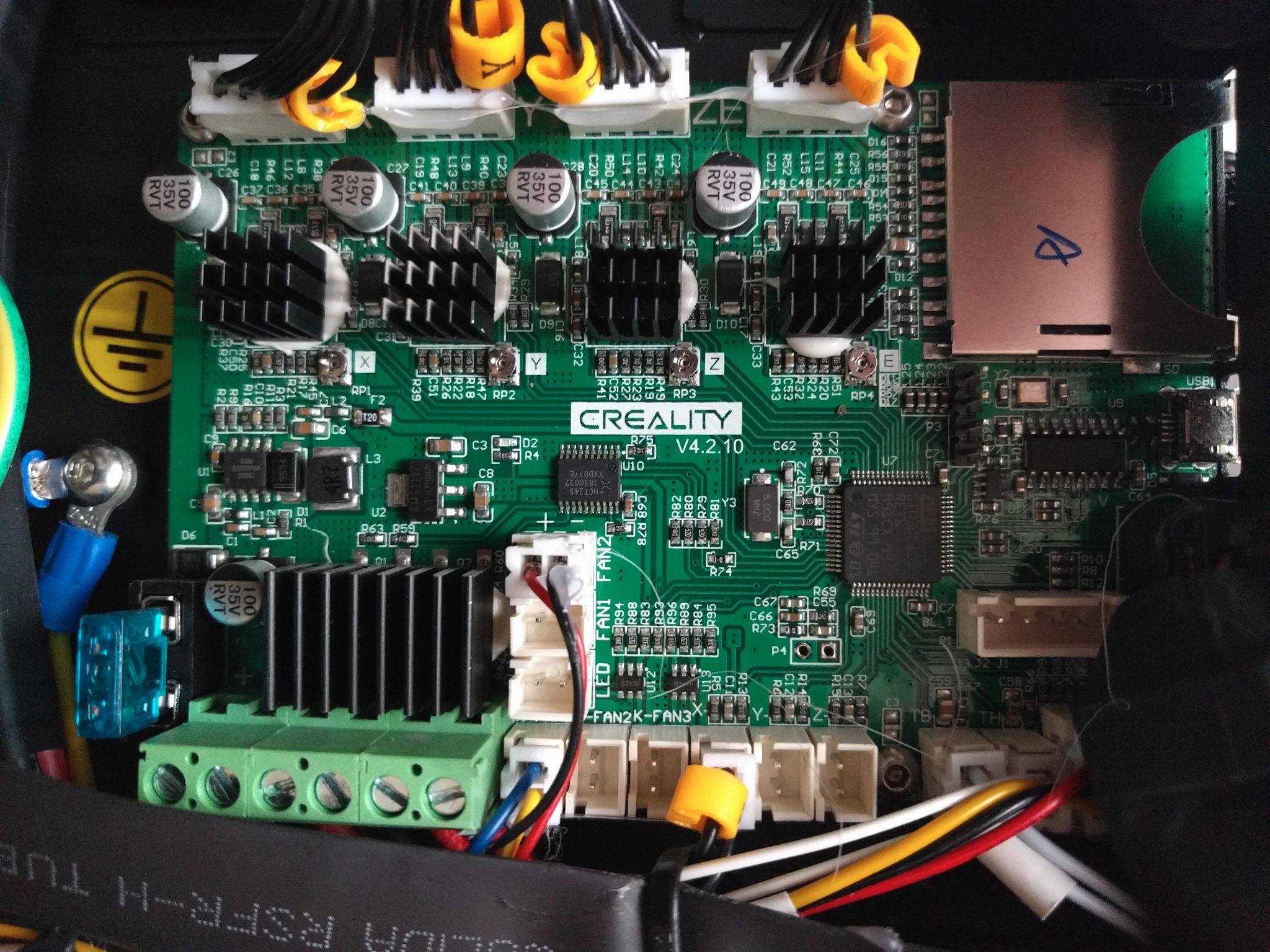
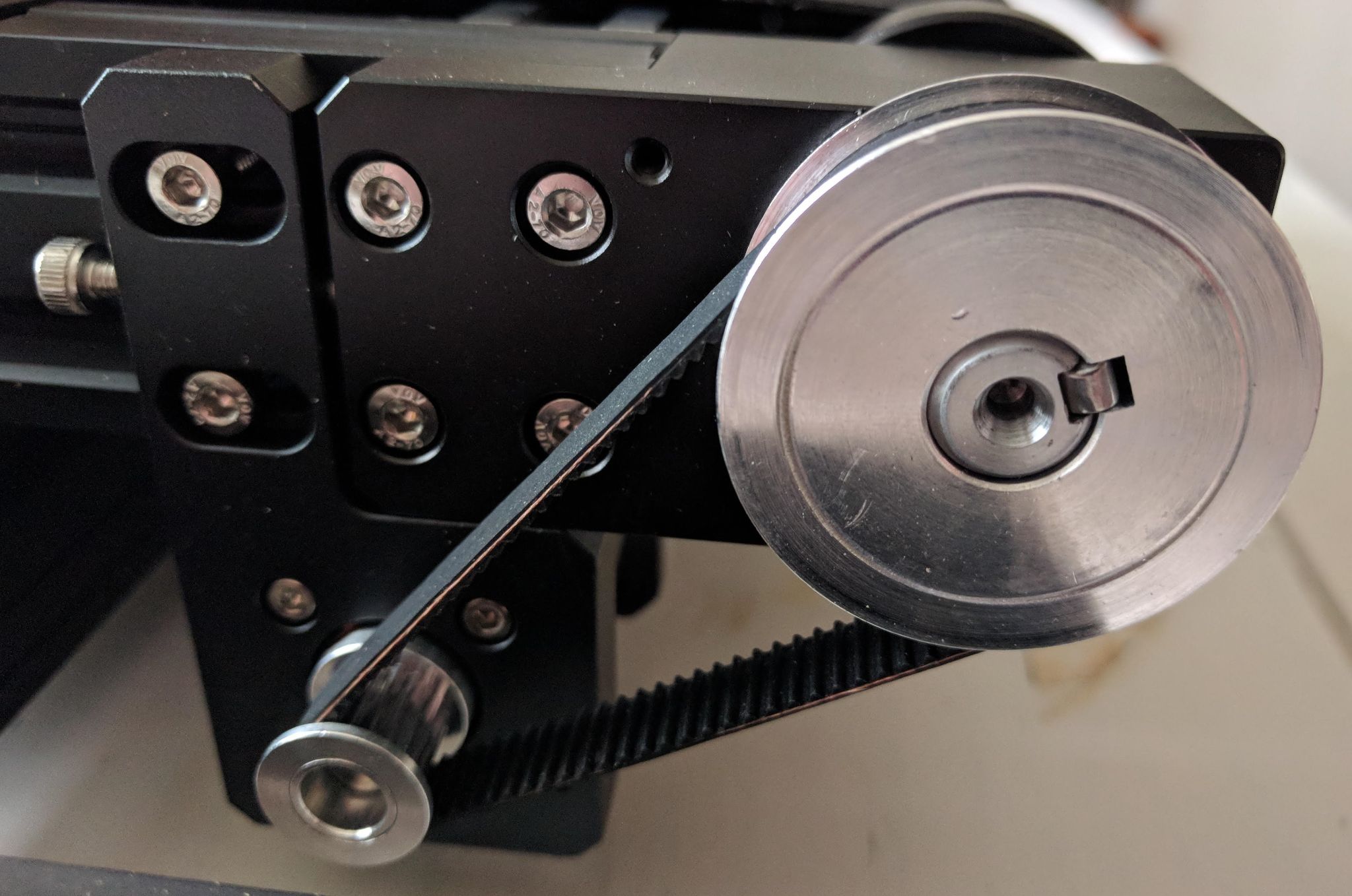
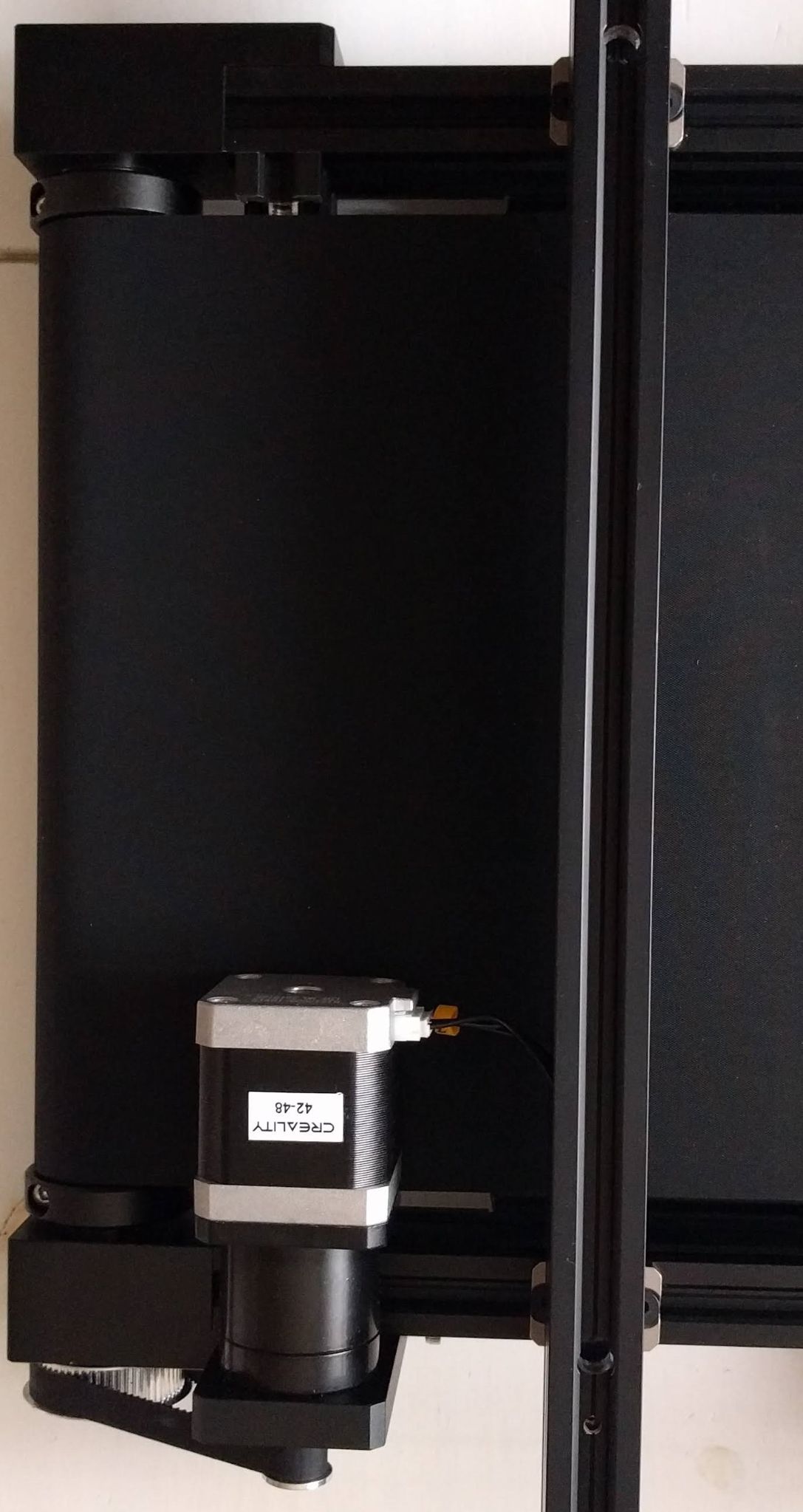
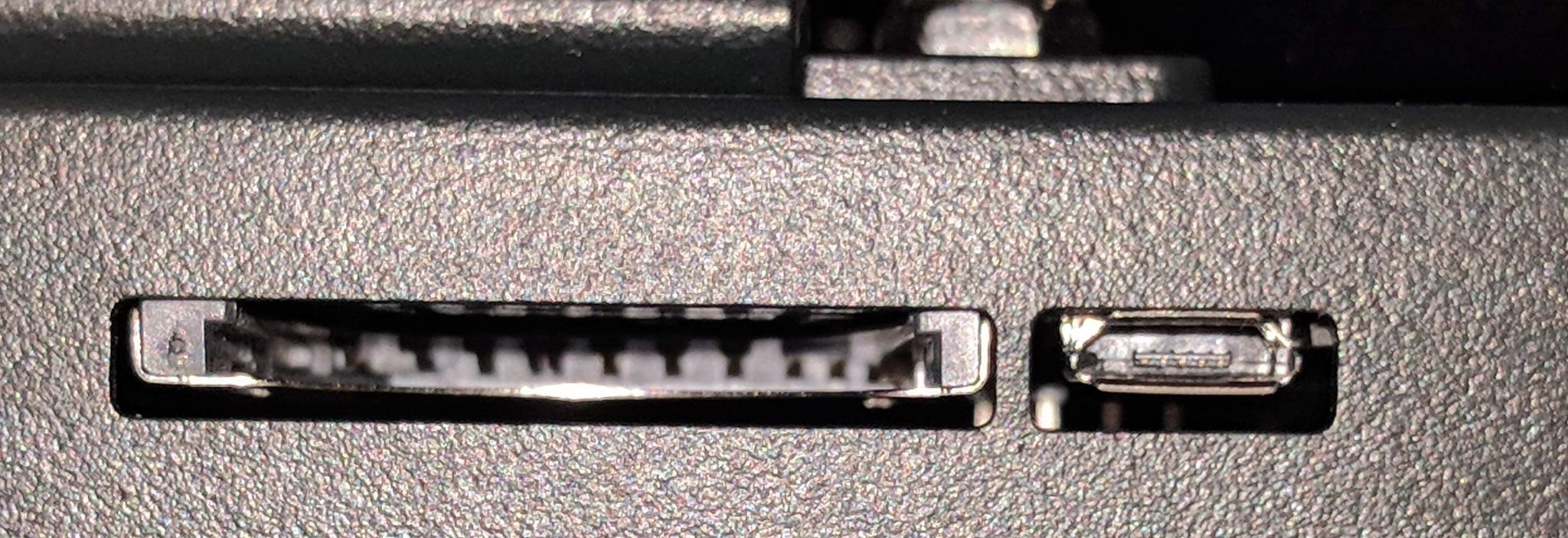
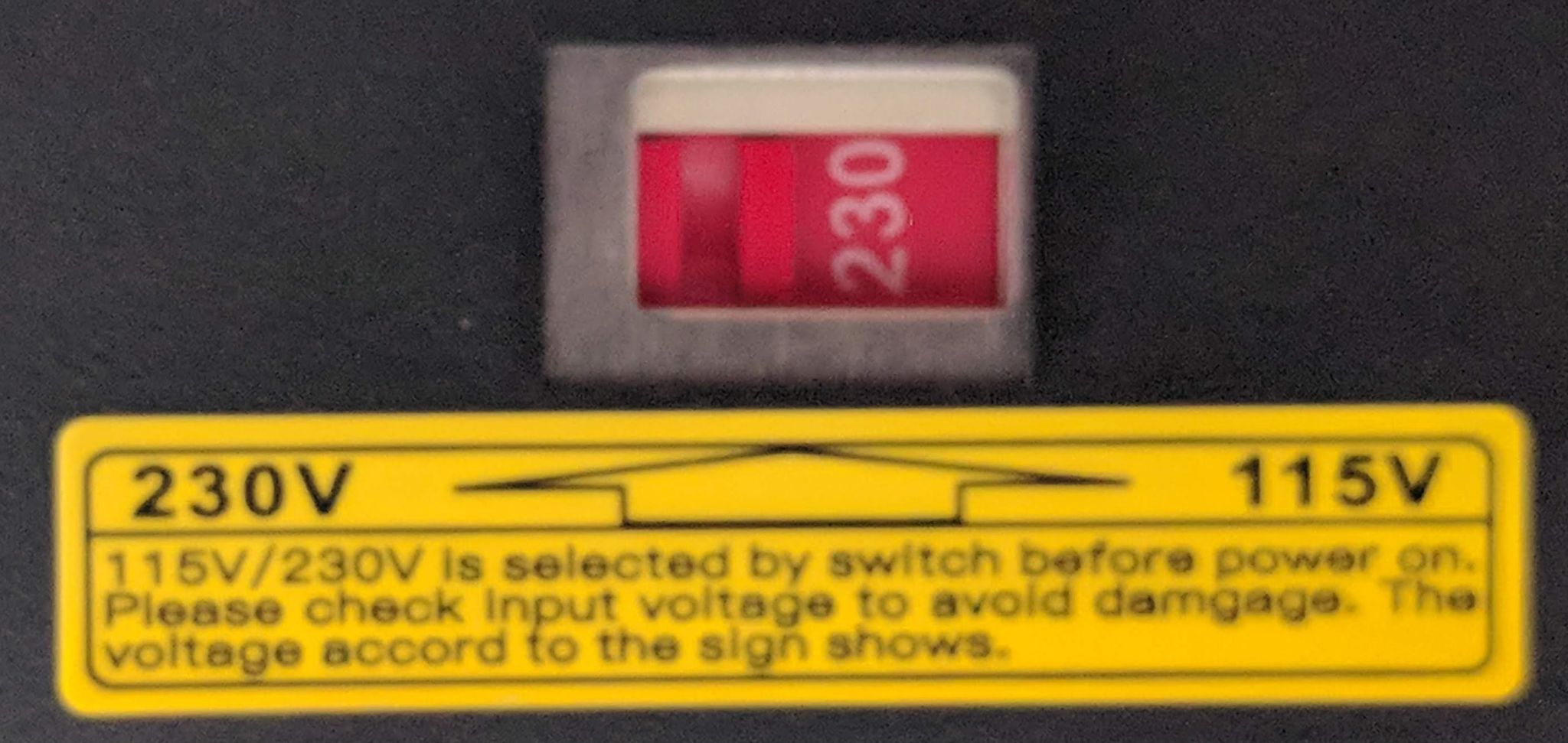
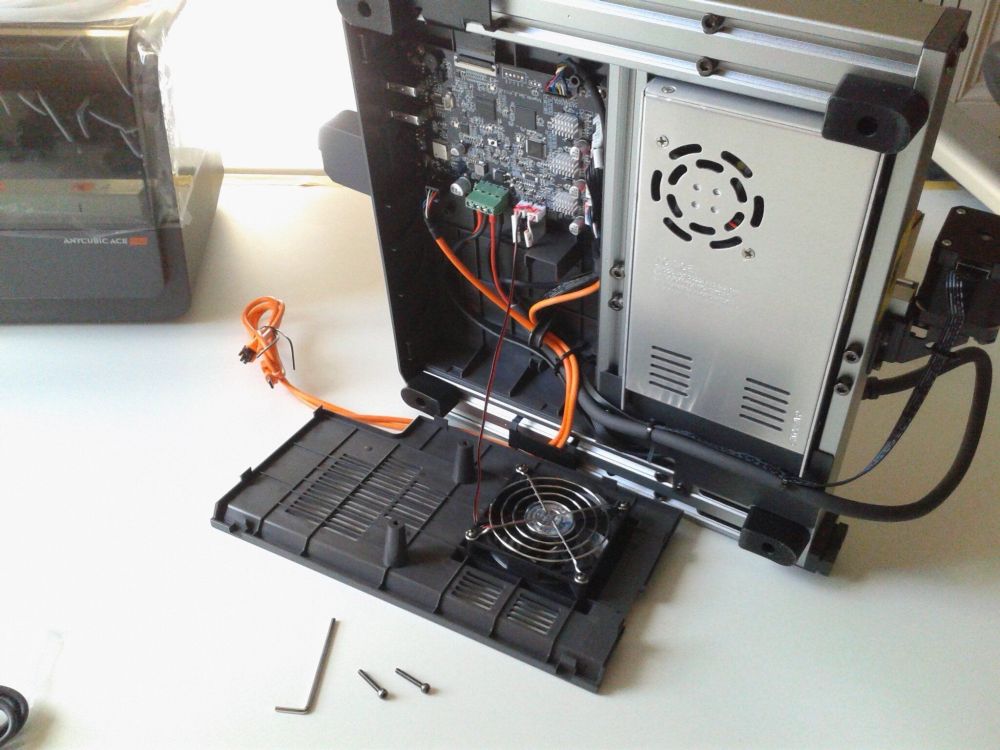
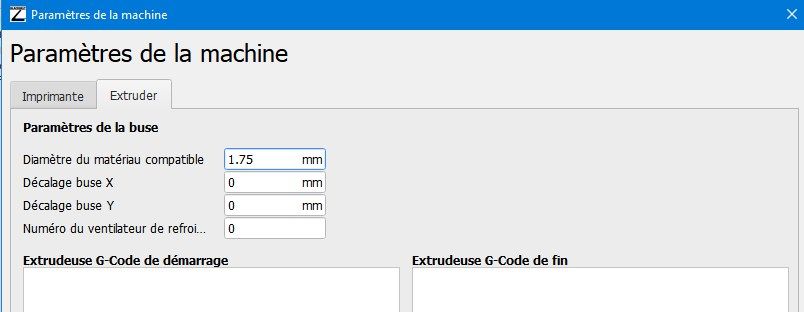
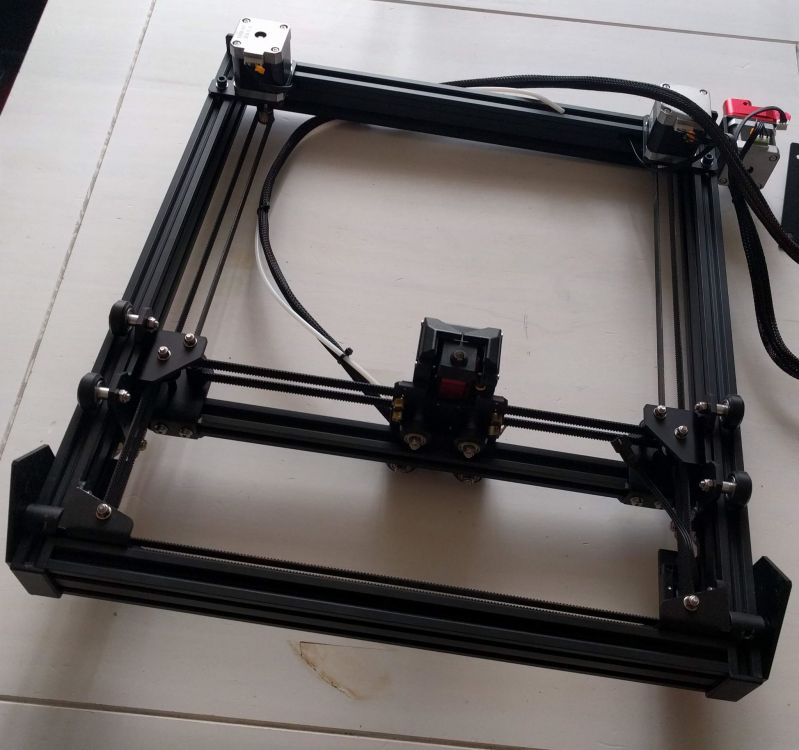
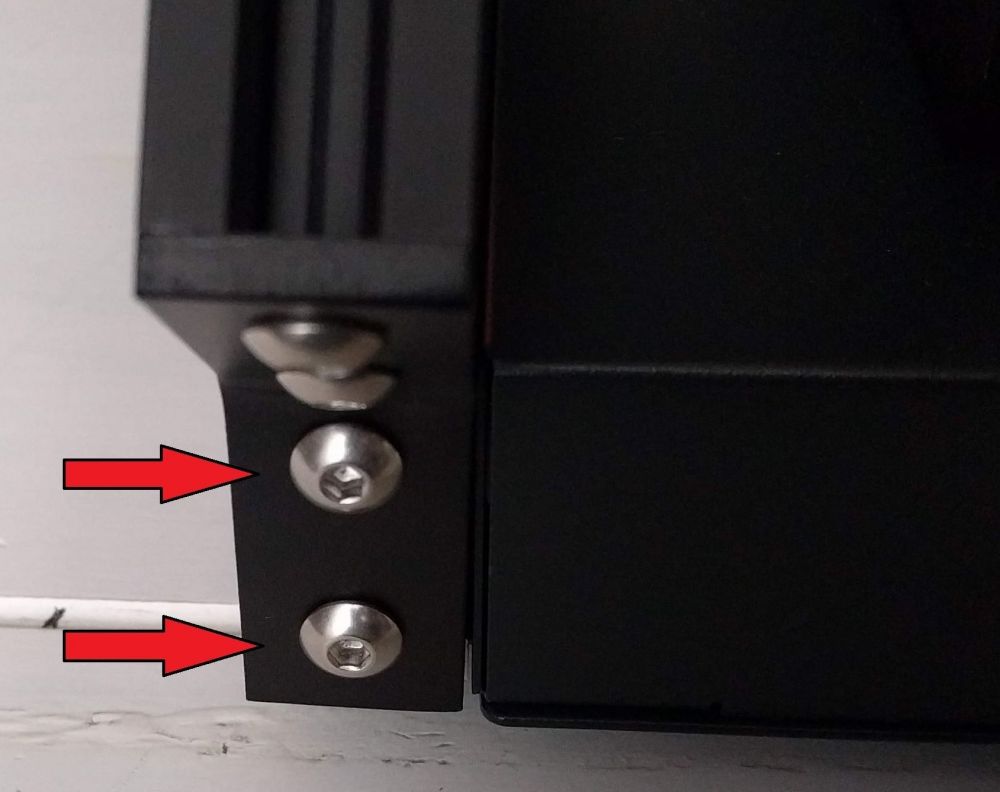
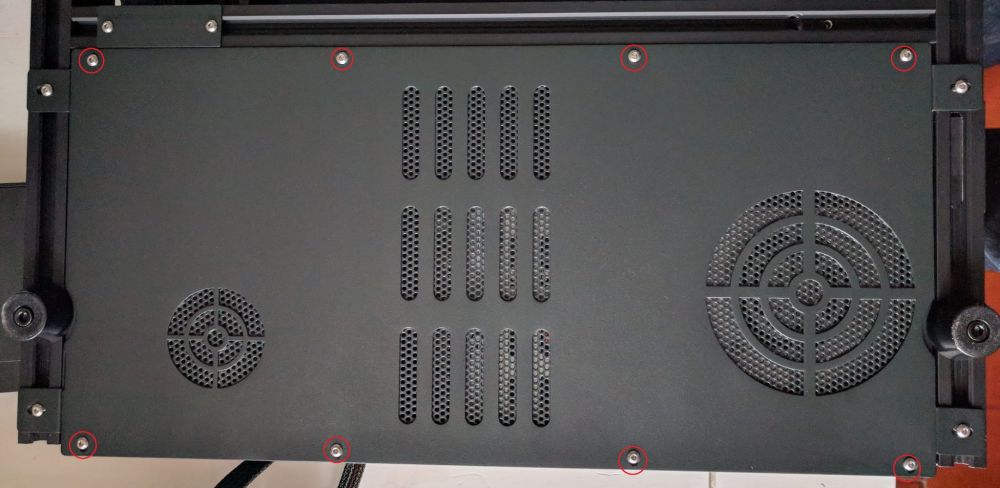
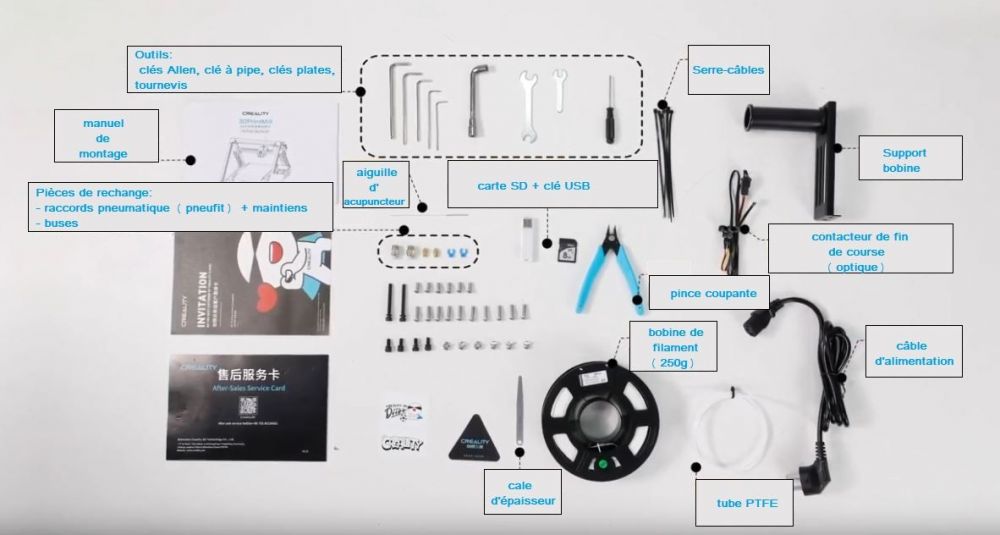
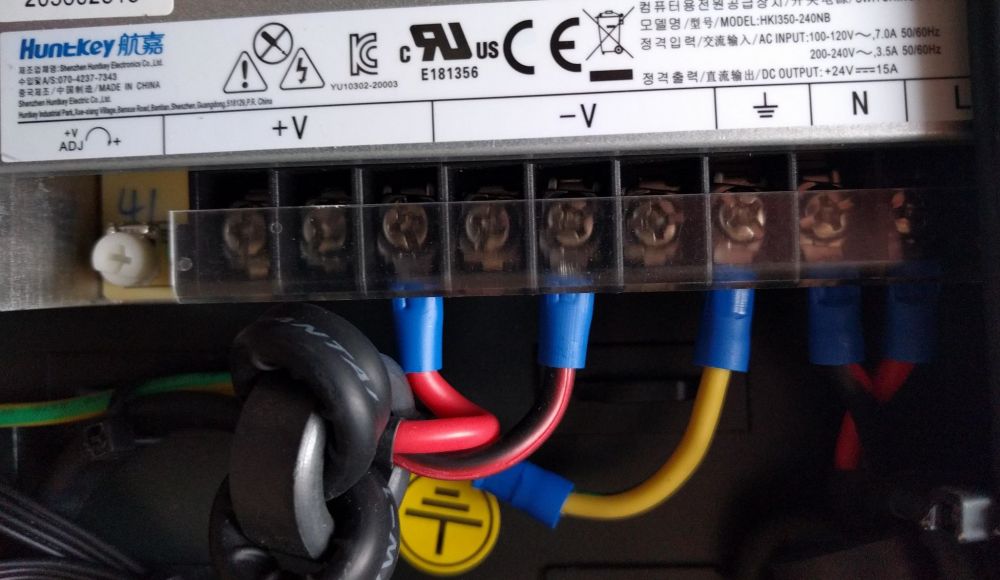
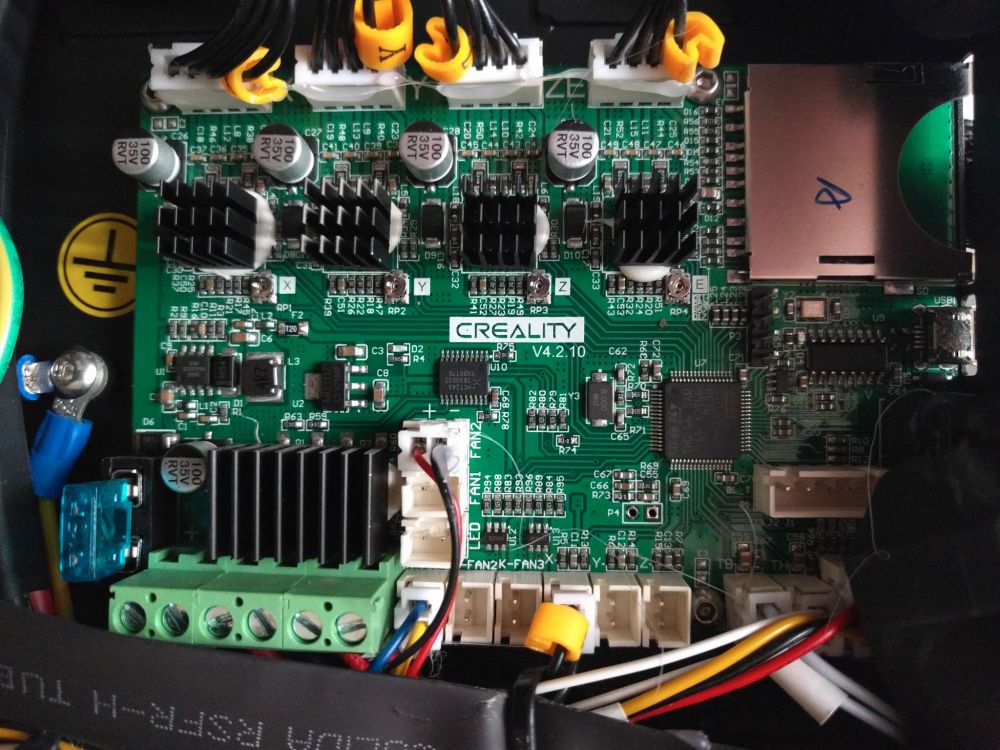
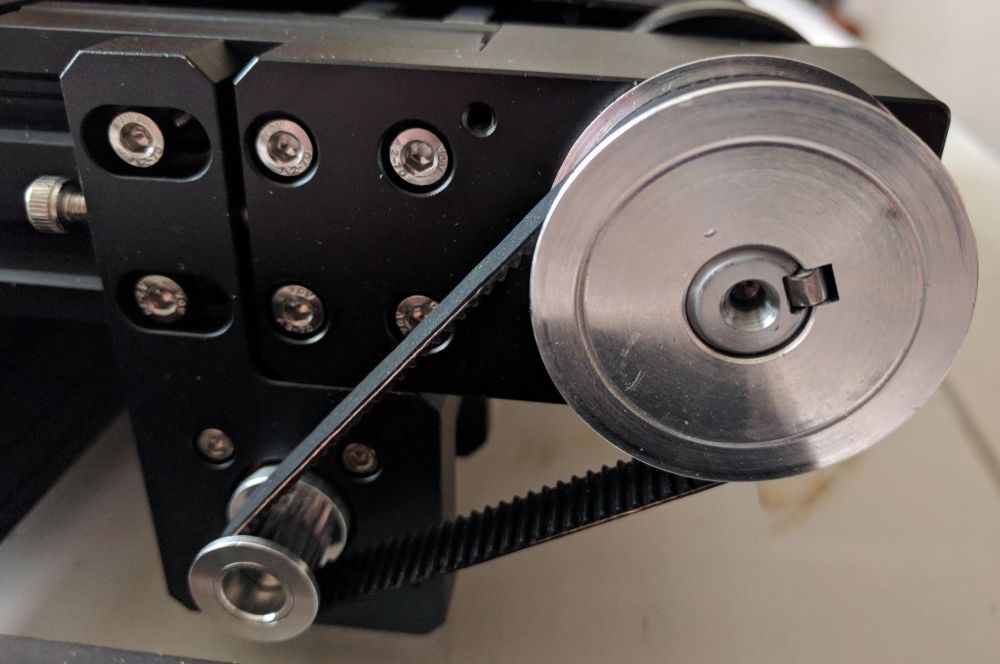
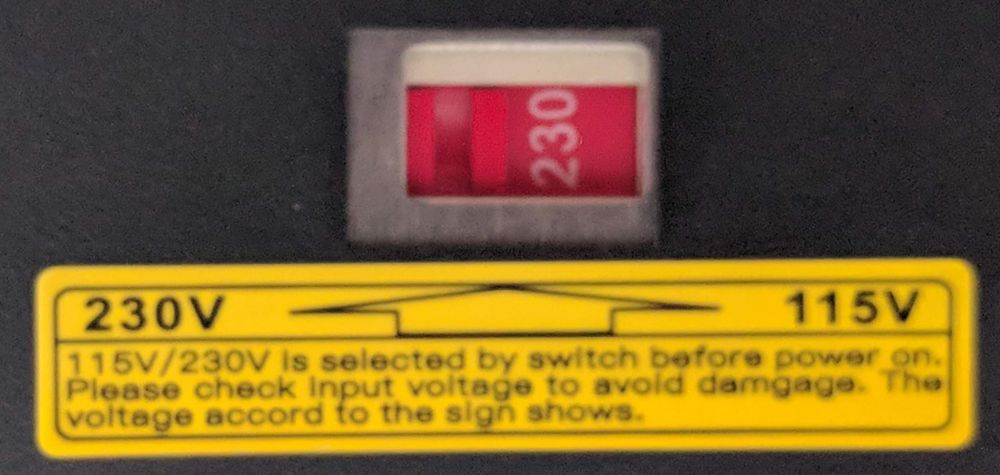
2) Déballage, assemblage, examens de ses entrailles: Comme la majorité des colis provenant d'Asie, le carton et son contenu sont prévus pour subir les aléas de ce voyage. Première constatation: le colis n'est pas léger. A l'ouverture, on aperçoit les différentes couches dans lesquels les éléments sont parfaitement calés : La seule difficulté dans ce déballage est de retirer en même temps la base de la structure et la partie CoreXY qui contient la tête d'impression car elles sont reliées par la connectique. En dehors de ces éléments de structure, de nombreux accessoires, outils, pièces de rechange sont livrés sans oublier le manuel de montage et quelques stickers. La bobine de filament ne fait que 250g ce qui pour une imprimante capable d'imprimer une longueur «infinie» ou des séries est peu (ma CR6-SE était livrée avec une bobine d'un kilogramme): Une jauge d'épaisseur (0,1mm) est également de la partie, fort heureusement dans un double emballage (elle baigne dans de l'huile) : Munis des différentes vis et des outils fournis, en suivant le manuel papier ou à l'aide de la vidéo se trouvant dans un dossier sur la carte SD livrée, le montage / assemblage des pièces peut se faire. Chaque vis à utiliser est précisément indiquée, les pochettes de vis sont elles-aussi étiquetées. Le montage se fait en une dizaine de minutes (en prenant mon temps). On monte d'abord les renforts de structure sur l'avant de la base (un à gauche, l'autre à droite) à l'aide de deux vis pour chacun : Une fois ces renforts montés, on positionne la structure CoreXY que l'on fixe avec les vis indiquées dans le manuel. L'imprimante est montée. D'emblée on se rend compte que c'est franchement du solide, tout est d'équerre. Rien ne bouge et c'est lourd. Toute la structure utilise des profilés 2040 : Les dimensions de celle-ci (écran non monté, support bobine non plus) : largeur= 435 mm , profondeur= 660 mm, hauteur= 385 mm. Il faudra rajouter pour la largeur l'écran et le support bobine, ce qui augmente la largeur à 535 mm. Avant de procéder aux quelques connexions à réaliser (contacteur optique de fin de course de l'axe Y et détecteur de fin de filament), j'en profite pour basculer la 3DPrintMill sur le côté afin d'aller observer ses entrailles. Le boitier qui contient la carte mère et l'alimentation s'ouvre facilement après avoir dévisser les quelques vis qui maintiennent la tôle : Pour accéder plus facilement à l'intérieur, il faut déconnecter le ventilateur qui refroidit la carte mère : Le boitier contient l'alimentation 24V et la carte mère (v4.2.10 pour cette version pré-production). La structure est mise à la terre à différents endroits y compris jusqu'au support métallique de la tête d'impression. L'alimentation est une marque (Huntkey) que je ne connais pas, ce n'est pas une MeanWell. L'agencement du câblage est correct et comme d'habitude la majorité des connecteurs sur la carte électronique est noyée dans la colle (probablement pour éviter les déconnexions lors du transport et ses aléa de manutention). La carte mère Creality est estampillée v4.2.10. Son processeur étant un STM32, le même que celui des cartes v4.2.7, c'est donc une carte 32 bits,. Les pilotes moteurs sont des TMC, probablement des 2208 ou 2225 mais malheureusement sous-utilisés quant à leurs capacités (déclarés en mode «standalone» dans le Marlin, ils ne sont pas gérables via UART), Un emplacement non peuplé permettrait d'y connecter un système d'autonivellement (ABL) mais est-ce utile sur ce type de machine (c'est l'axe Y qui se déplace de haut en bas) et surtout est-ce réalisable? Le moteur d'entrainement de la courroie-plateau est situé sous la structure et utilise une démultiplication assez importante, c'est un axe qui ne se déplacera pas rapidement: Toutes les courroies sont des GT2 de 10 mm de large, de marque Gates (marque reconnue pour sa qualité). A l'avant du boitier: la tension peut être sélectionnée en fonction du pays de résidence (en France 230V depuis des dizaines d'années), un emplacement pour carte SD (pas une microSD) permet de flasher un nouveau firmware si / quand nécessaire et/ou de stocker les fichiers Gcode provenant des fichiers STL issus de la phase de découpage par le trancheur (slicer), un connecteur microUSB permet de relier l'imprimante à un matériel informatique (PC, RPi, …) Une fois les derniers branchements réalisées, le cordon d'alimentation connecté et le bouton d'alimentation basculé en position «ON», on se rend compte qu'elle est allumée: les deux ventilateurs sous le boitier (alimentation et refroidissement de la carte) ne passent pas inaperçus . L'écran du boitier nous affiche une animation avant de nous accueillir par : … à suivre …











 1 point
1 point -
yes rien a ce sujet et aucun soucis avec du HS PLA Aceaddity non mat, mais le Eryone et Jayo matt pour ne cité que 2 la cata si j'active l'option, par contre eryone et jaya pla classique (pas de matt pas de soucis). Le Glitter je me dis au départ il peu y avoir une gêne lié au pailette par exemple mais en réalité non car sans l'option 0 problème y que avec la calibration auto du débit actif que cela pose soucis.0 points