Classement




Contenu populaire
Contenu avec la plus haute réputation dans 26/08/2024 dans Messages
-
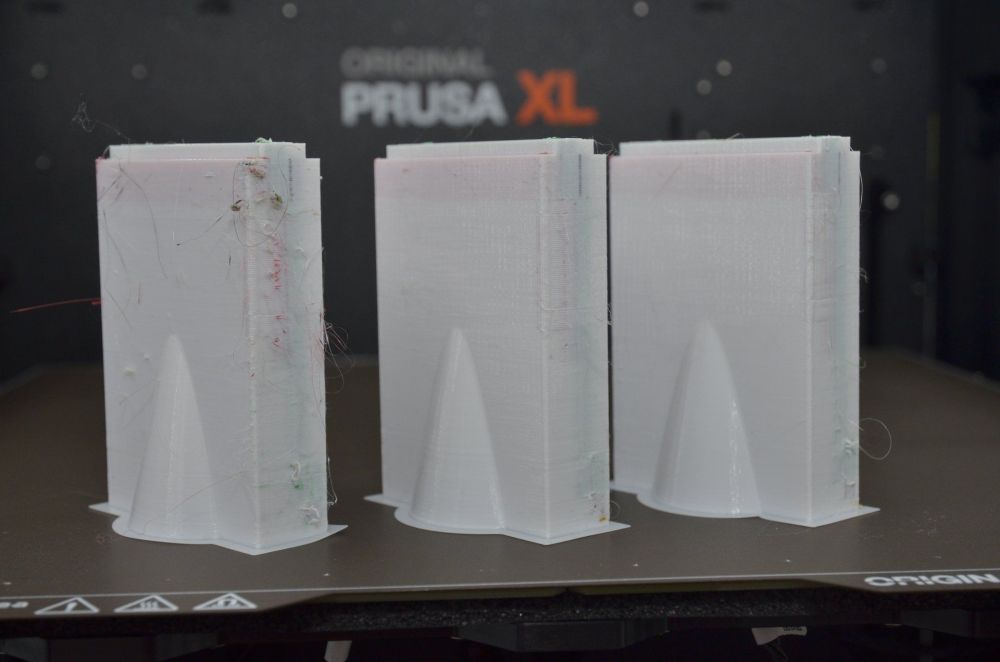
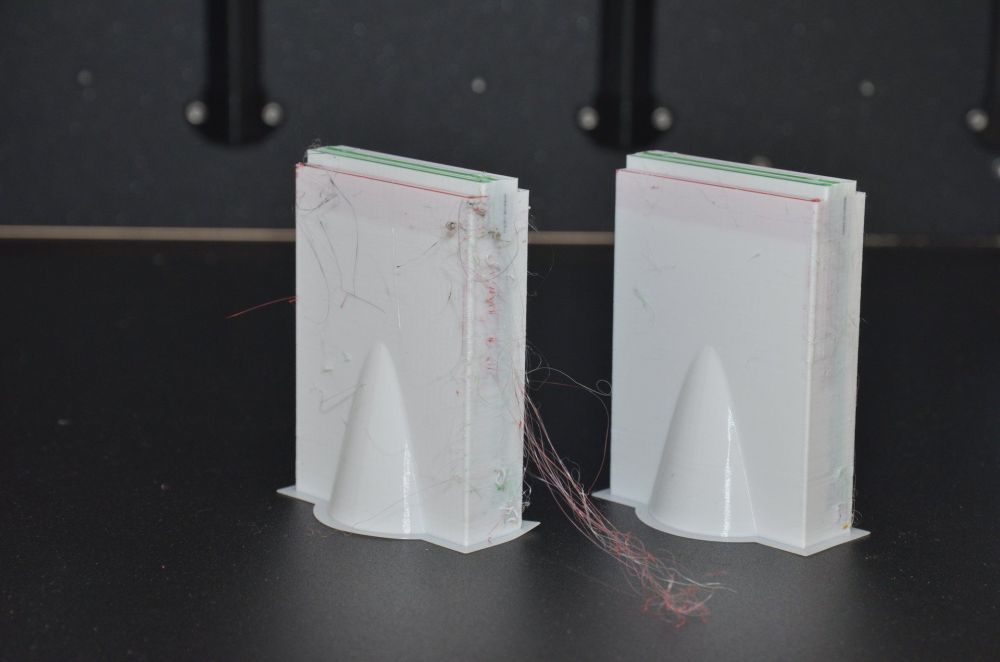
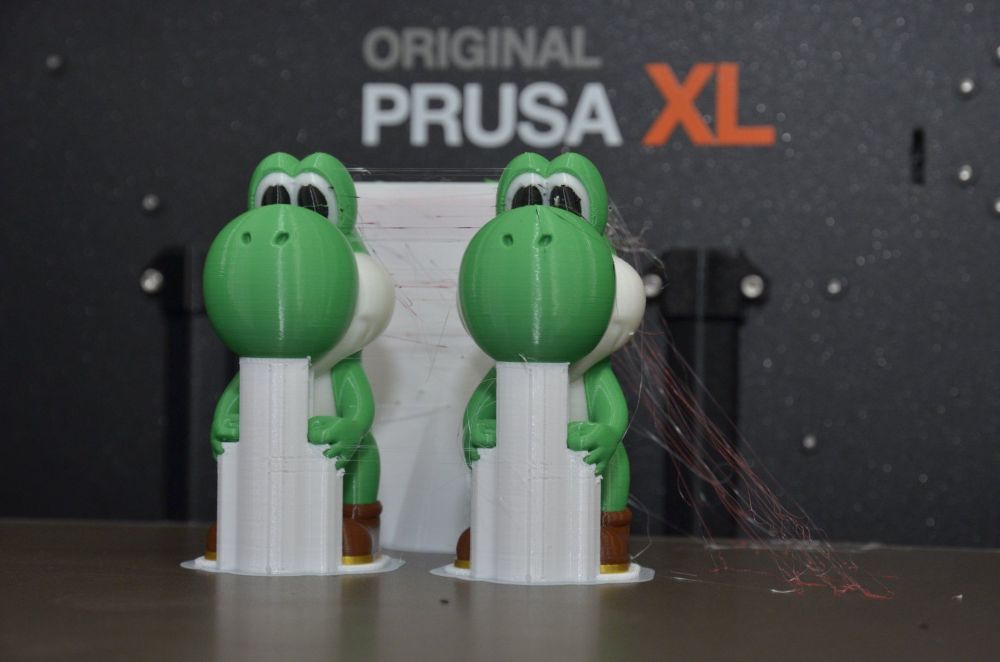
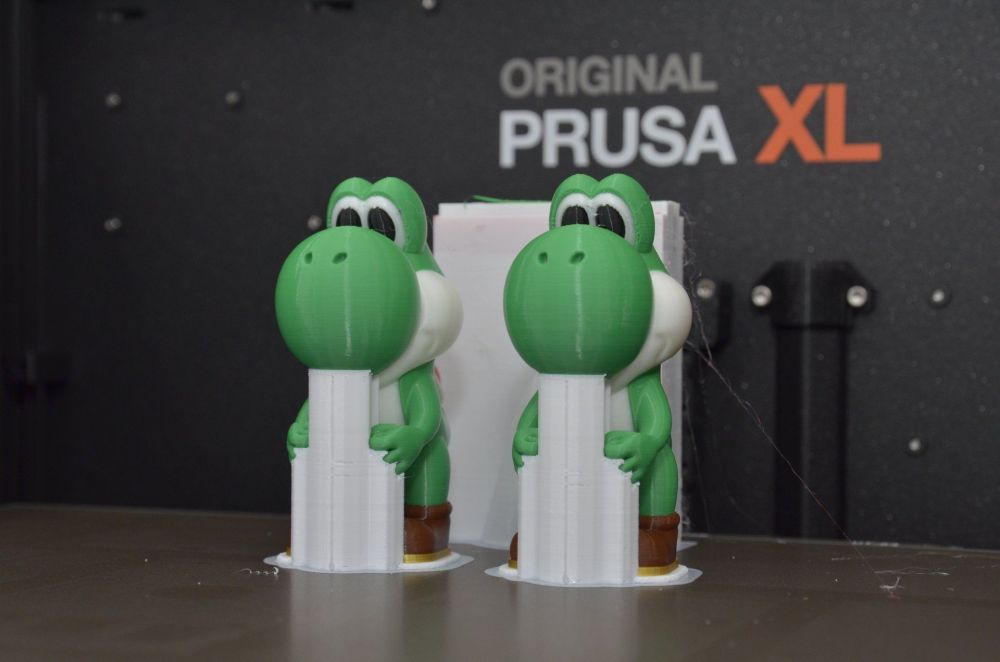
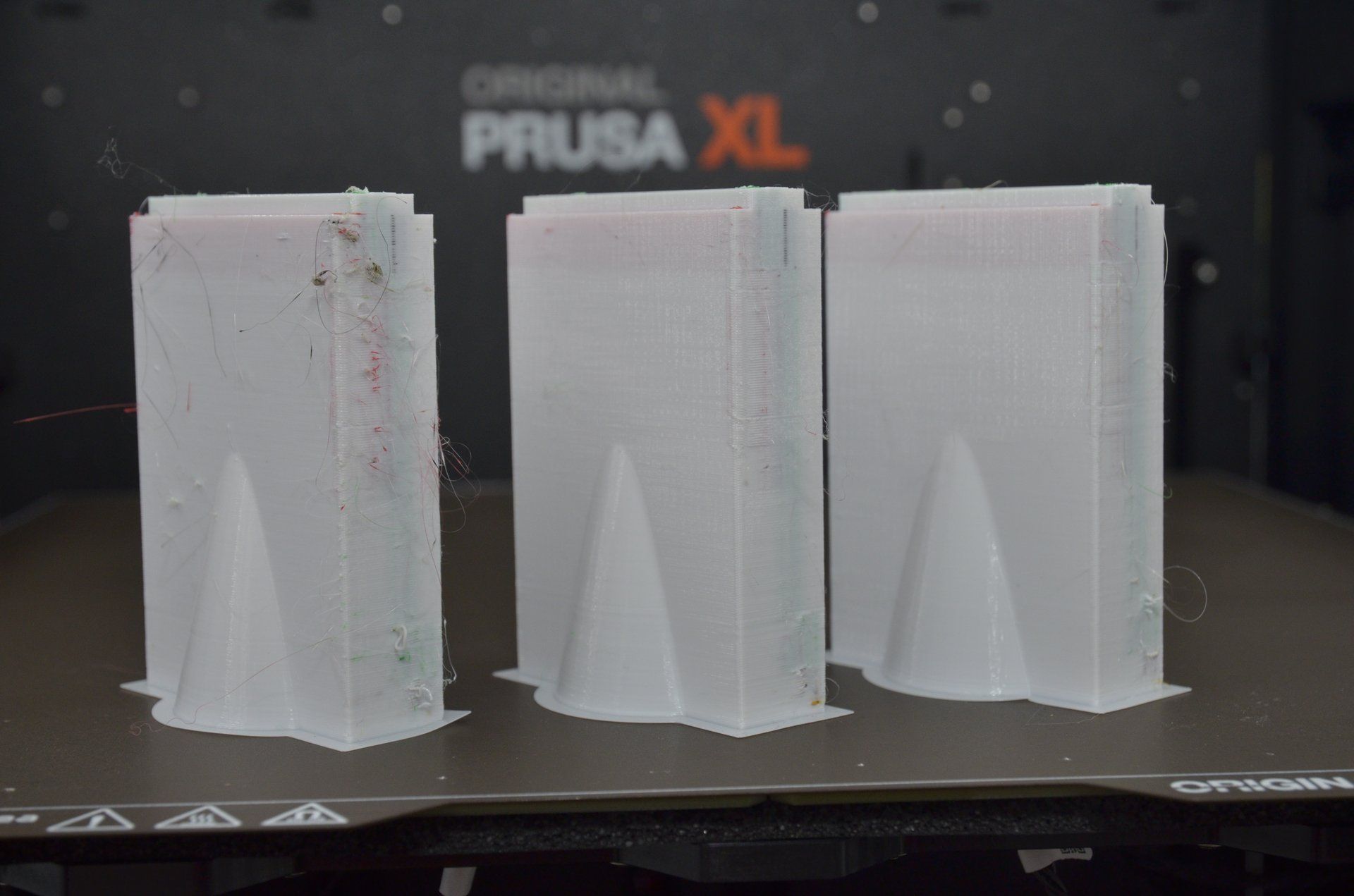
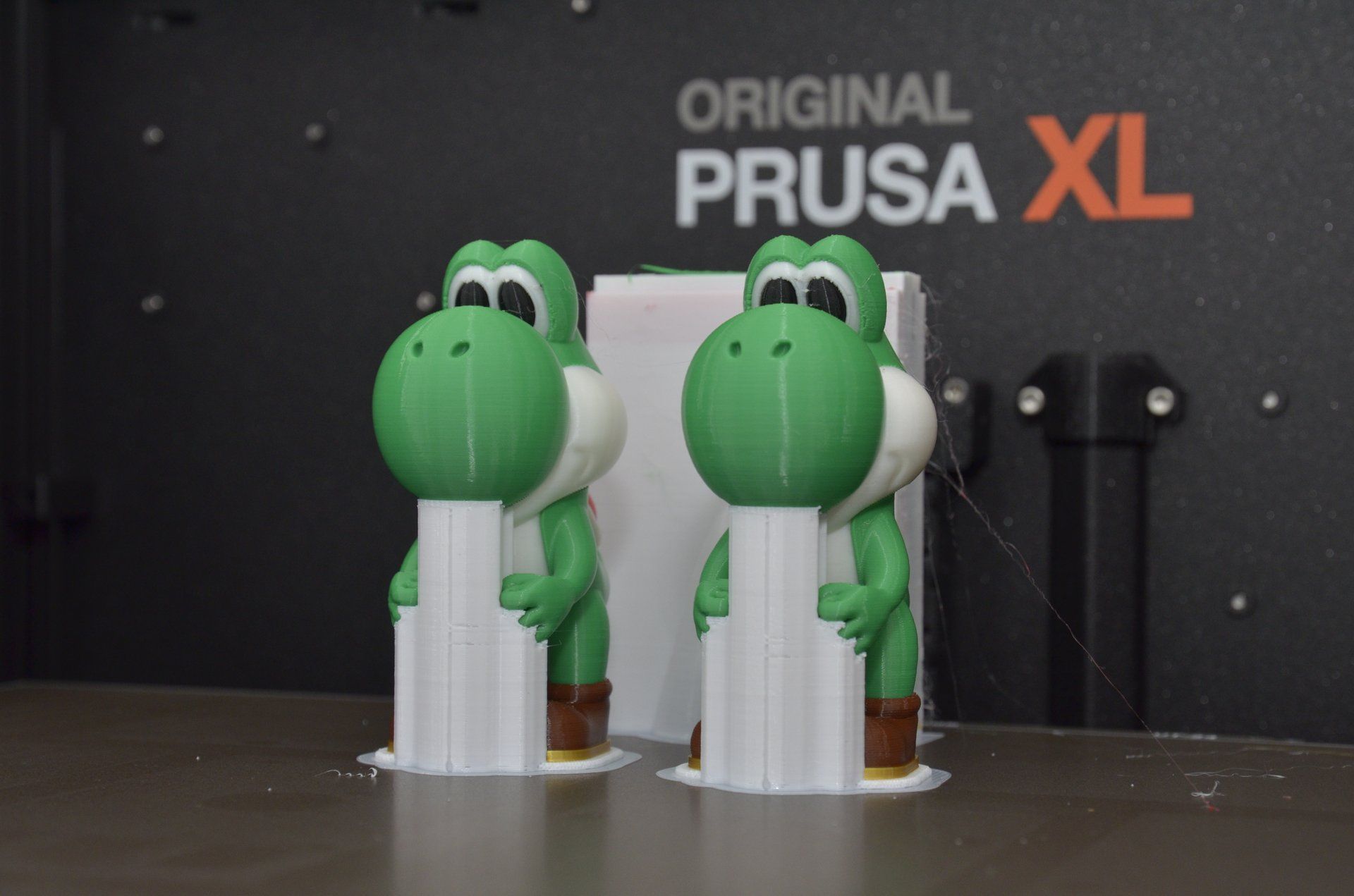
Comme prévu, j'ai refait le test avec le mode furtif activé, et bobines séchées. Le résultat est sans appel : Hormis un petit raté sur la main droite du Yoshi de gauche, qui n'a rien a voir avec notre sujet du jour, c'est impeccable. Les tours sont de gauche à droite : avec furtif et avant séchage sans furtif et après séchage avec furtif et après séchage C'est confirmé, la Prusa XL n'aime que le filament bien sec, pour ses jobs en multi-tool. Je ne peux pas les peser car ce ne sont pas exactement les même conditions. Sur le MMU j'avais activé la purge dans la pièce, et sur la XL j'ai passé les supports en PETG. Mais sur la théorie j'ai fait l'exercice de comparaison en me basant sur les données de PrusaSlicer, en supprimant les supports PETG. Sur la XL, les deux Yoshi ensemble font 82 grammes et la prime tower fait 36 grammes. Sur le MMU3, les deux Yoshi font 84 grammes et la purge tower fait 92 grammes si on active la purge dans l'objet, sinon elle fait 102 grammes. Rigolo que tu poses cette question, le test en cours sur la XL est de faire un Yoshi sans prime tower, pour voir le résultat. Autant profiter que mes bobines soient bien sèches et déjà chargées dans la machine.

 2 points
2 points -
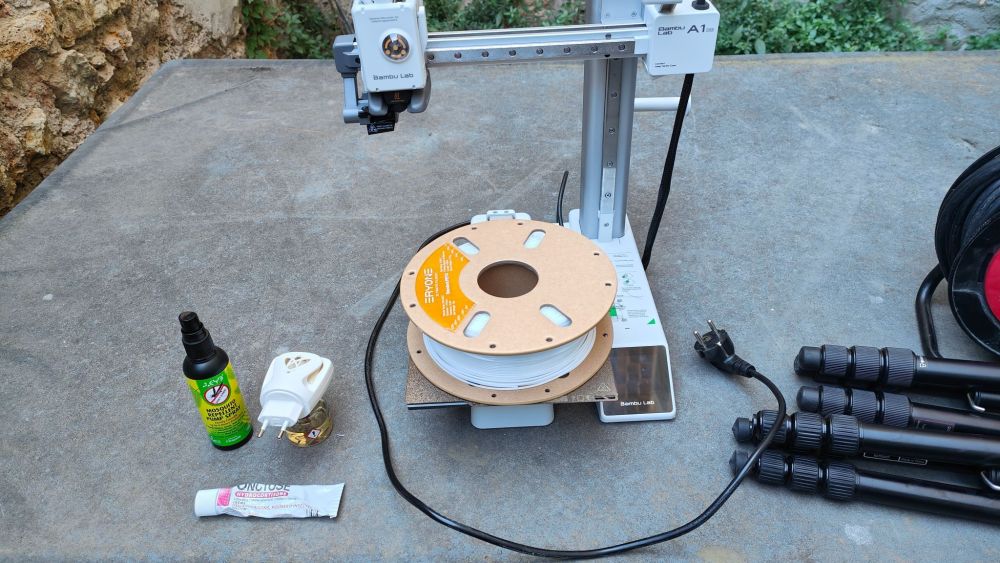
C'est une flsun SR Je le nettoie régulièrement mais il est pas mal abîmé due à mon inexpérience et à mes tests de début donc je vais opter pour le PEI. Et oui merci je vais faire à chaud, je fais ça qu'en l'impression foire histoire d'être convaincu que le z0 est bien réglé. Après je viens de refaire le test en changeant la température et il s'avère être plus concluant ! merci

 2 points
2 points -
Combien de valises peut-on faire entrer dans la Giga ? Quelles tailles de valises ? Dans quel état j'erre ? … Bref, je =>2 points
-
La Giga ne rentre pas dans la valise ?2 points
-
Tu crois pas si bien dire
 2 points
2 points -
Ma femme a aussi dit que la pilote se devait d'avoir un casque... :lol: ça va pas être coton avec la configuration des oreilles de ma pilote... J'ai essayé de dessiner quelque chose sous Fusion360, et cela devrai le faire...2 points
-
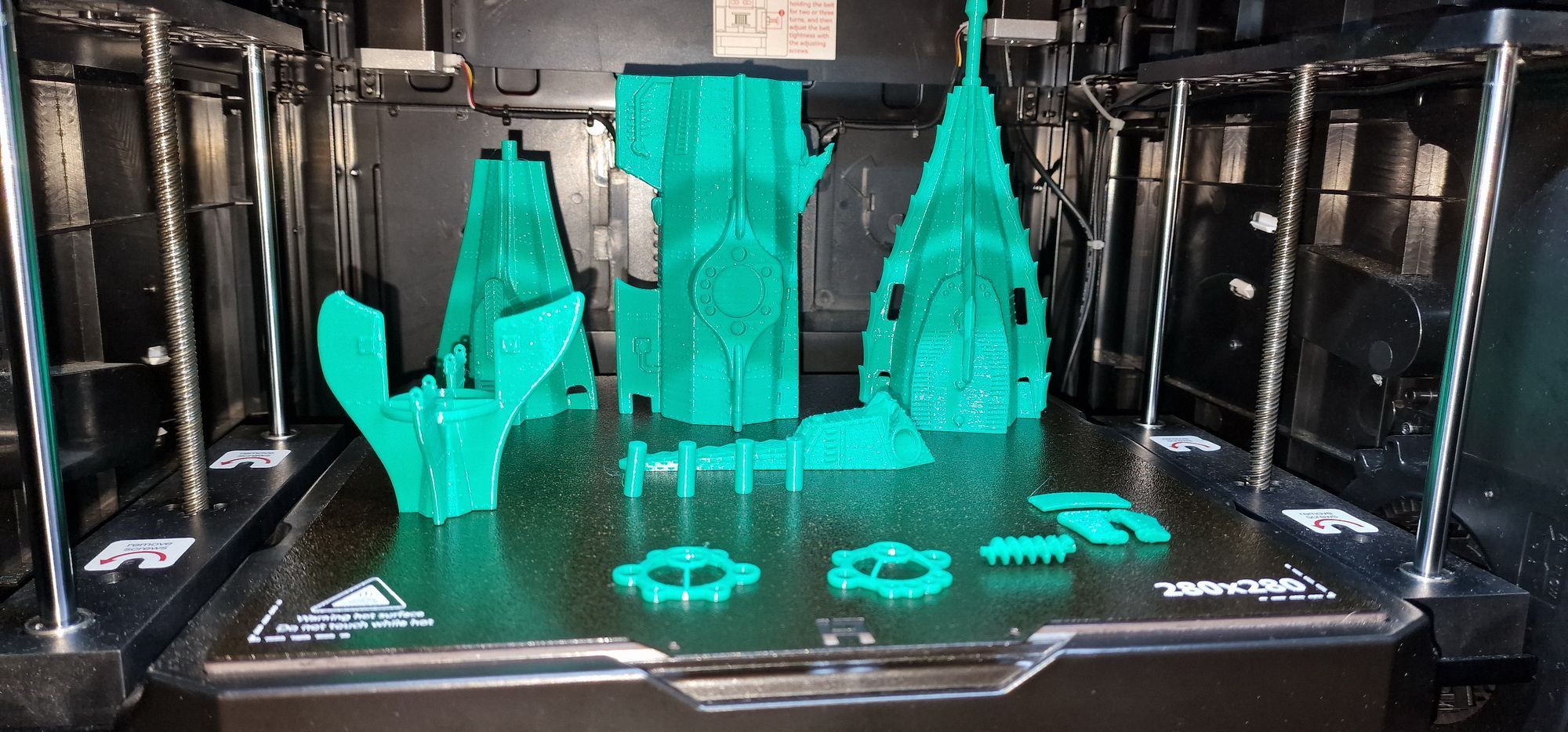
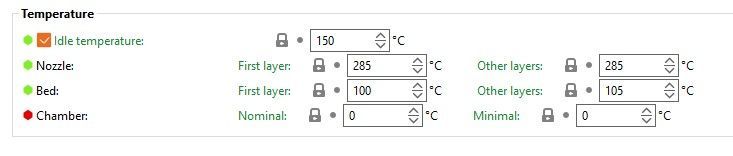
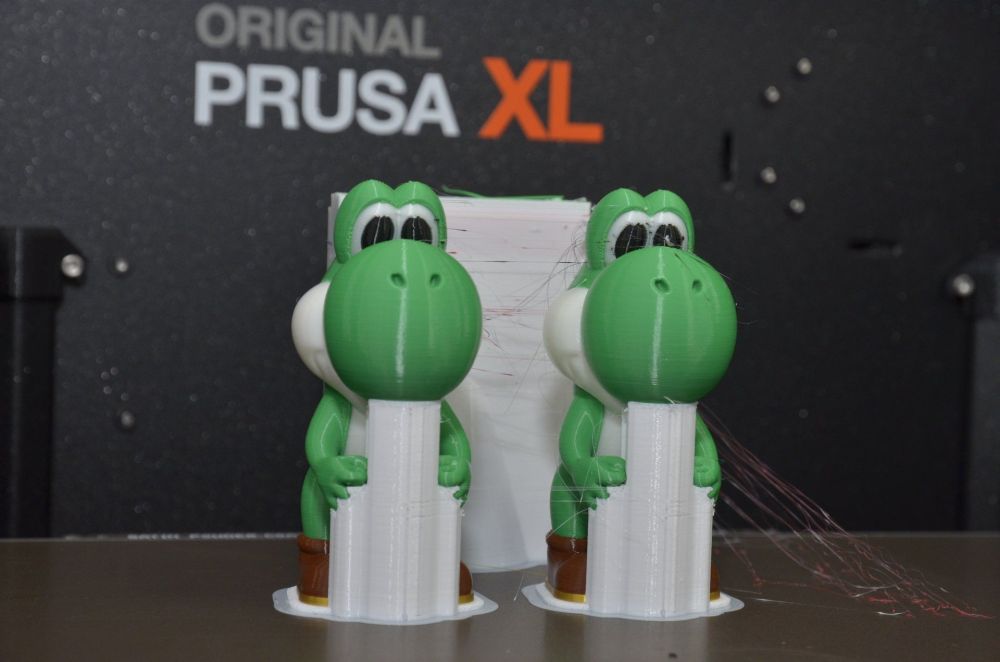
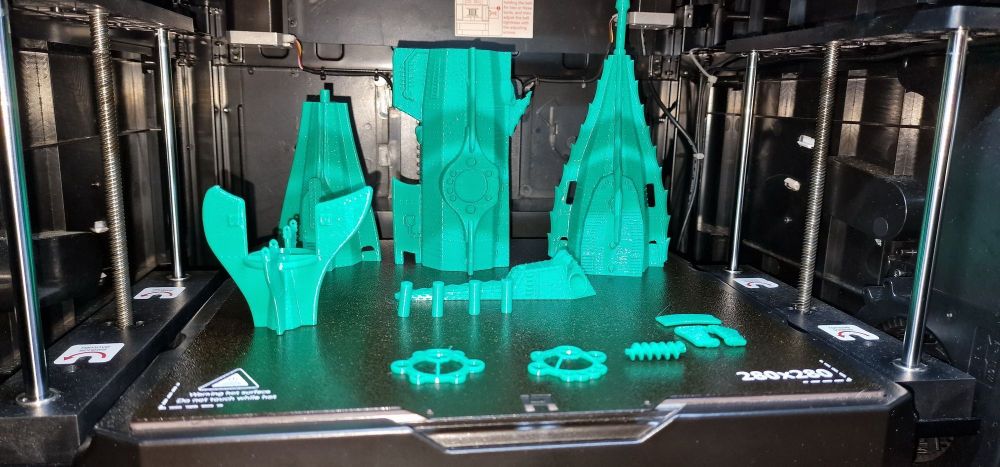
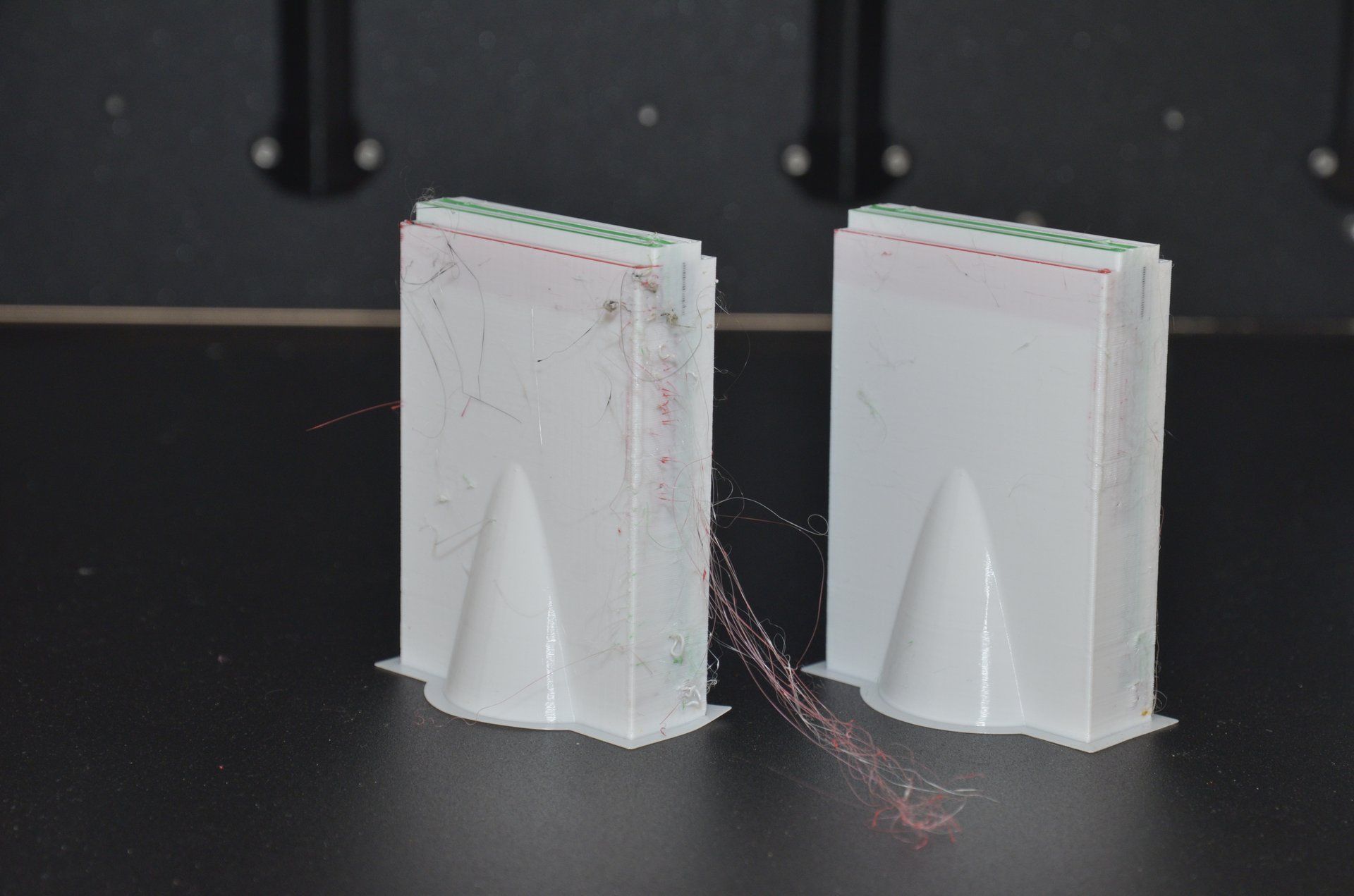
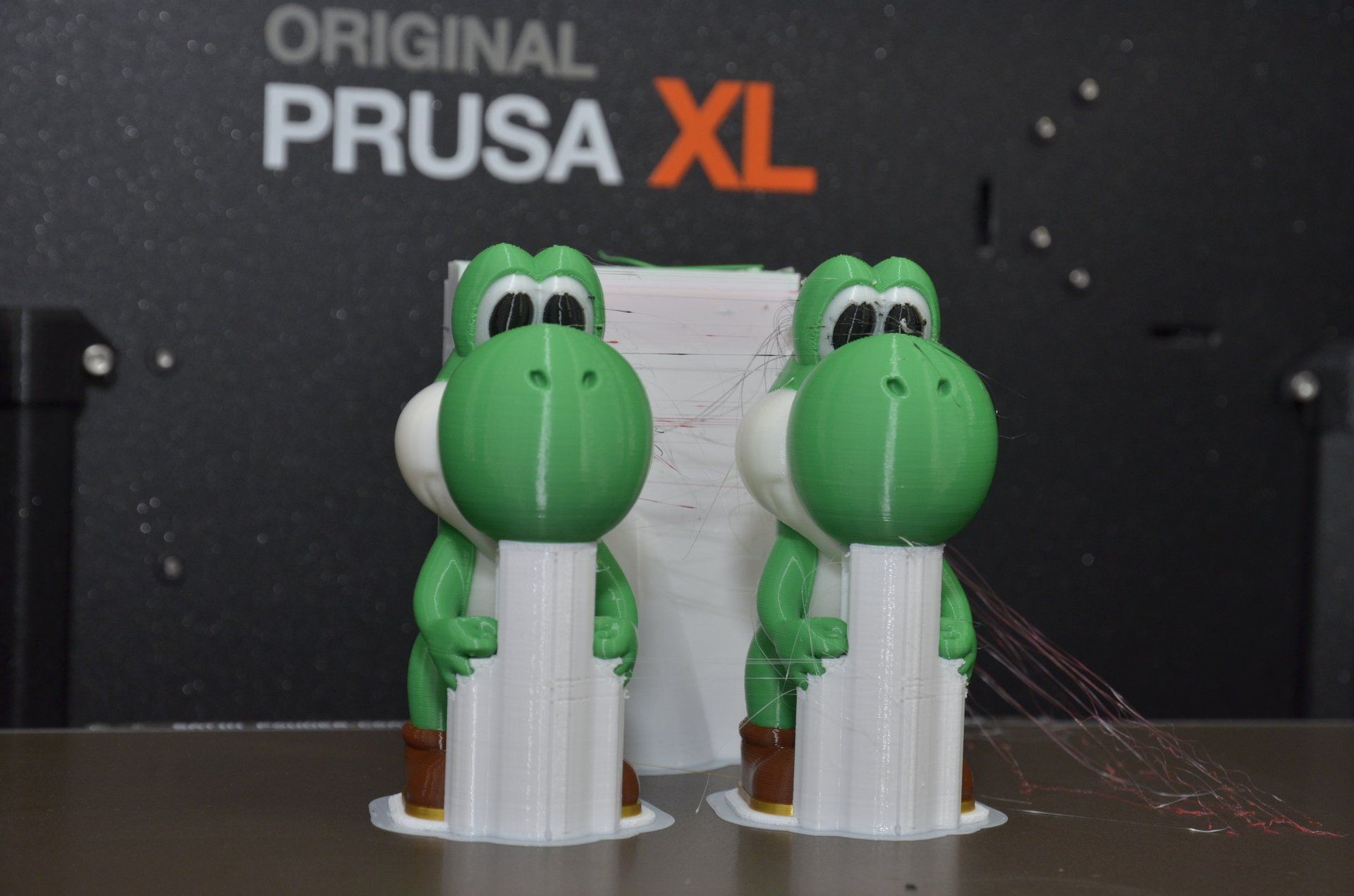
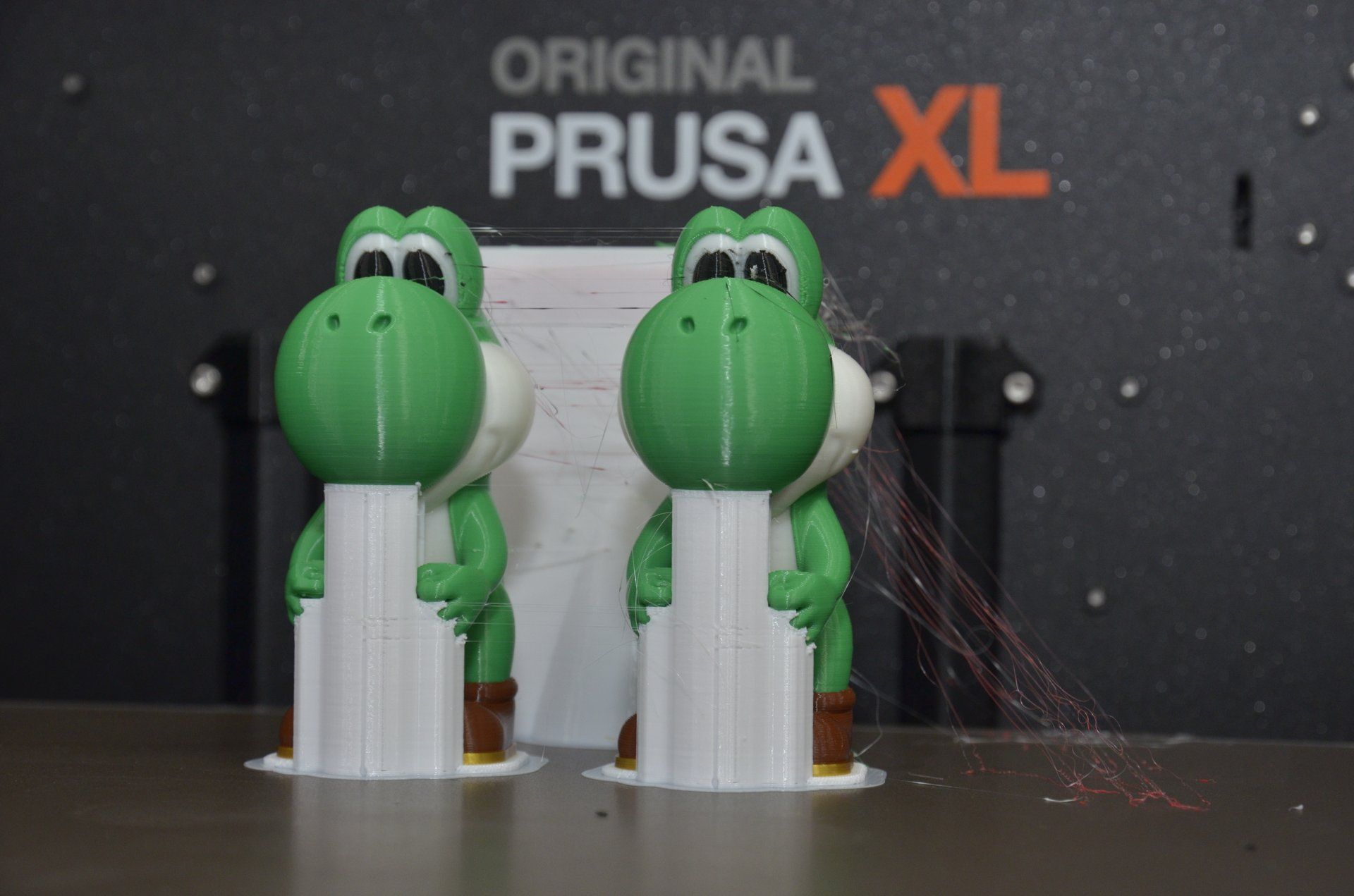
Les nouvelles machines sont livrées avec la correction, bien entendu. C'est ce qu'il me semble avoir vu aussi, c'est d'autant plus étonnant qu'ils ont intégré la possibilité de définir une température de chambre pour les filaments dans PrusaSlicer. Un test spécifique qui m'a pris quelques jours et même s'il n'est pas 100% complet, je peux dès maintenant publier des résultats. Si vous avez suivi le topic depuis le début, vous savez que j'ai eu des soucis de stringing dès la première impression multi-couleur. Problème que j'avais temporairement solutionné en baissant drastiquement la température de 225°C pour le profil Prusament standard, à 200°C. J'ai donc pris le temps pour creuser ce point qui semble récurrent chez les utilisateurs de la XL, dont voici mon feedback. J'ai pris ce test du Yoshi sur le MMU3 en référence => J'ai donc repris les mêmes filaments à l'exception de la semelle jaune, et j'ai changé les supports standard par du support PETG, tant qu'à faire. J'ai utilisé les supports "snug" plutôt que "organic" car je pense que le résultat sera plus propre avec le profil "soluble". Oui ça fait 7 filaments en tout pour cette impression. @PPAC je te confirme que le M600 fonctionne très bien sur la XL tout comme sur le MMU3. Je commence par un essai direct, profil "soluble" et generic PLA (qui est à 220°C), après tout, toutes les bobines ne sont pas du Prusament sur cette impression, donc on respecte les recommandations du fabricant. Vu le résultat, ça confirme que le problème existe. Il y a beaucoup de cheveux et de pétouilles dans les pièces, surtout à l'arrière (voir plus bas). A ce moment là je suspecte deux paramètres : L'impression étant assez longue j'ai activé le mode furtif et je l'ai laissé tourner la nuit (fonctionne très bien d'ailleurs ce mode). De ce fait les vitesses de déplacement à vide sont beaucoup plus lentes, et laissent le temps à la buse de baver. Le séchage des filaments. Prusa l'a rappelé à plusieurs reprise => il faut sécher les filaments sinon ils bavent. Personnellement, je pense que le point n°2 est le plus pertinent pour traiter ce problème. Le premier ne doit pas aider certes, mais si le filament ne bave pas, la buse peut bien se déplacer plus lentement sans créer de problème. Ceinture bretelles, j'ai donc lancé une session de séchage de mes bobines (5h à 50°C) et j'ai relancé le même G-Code en désactivant le mode furtif. Ca n'a pas éliminé 100% des fils, que crois être ceux du PETG, mais c'est un autre monde. Et surtout, plus aucune pétouille dans les pièces ! Photos de famille avec : Les deux à gauche le premier test sur la XL, avec les pétouilles Celui du milieu la version MK4 + MMU3 Les deux à droite le deuxième test sur la XL, sans les pétouilles Là on voit les pétouilles dans les yeux Et ici les pétouilles dans les joues Mise au point sur les supports de la partie blanche Mise au point sur les supports de la partie verte Les semelles sont sur un raft pour la XL, c'était pour une histoire de température de plateau où je voulais qu'elle soit assez élevée pour coller le PETG des supports, donc j'ai voulu éviter le contact direct du PLA sur le plateau. Mais ça a quand même déformé le PLA des semelles. Je relancerai ce soir le même test en mode furtif, en ayant séché à nouveau les bobines (ceinture bretelles parachute), afin d'aller au bout de la recherche et confirmer que la root cause est bien le séchage des filaments. J'en profite pour vous montrer ce dont je veux parler lorsque je dis que la qualité est un cran en dessous de la MK4. Je parle du petit effet peau de saumon. A gauche la MK4 et à droite la XL, avec deux lumières différentes pour bien faire ressortir les détails. Cela ne m'étonne pas, la MK4 a bénéficié de petites améliorations par rapport à la XL, dont notamment les moteurs no-VFA au pas de 0.9°. Les plus fins limiers d'entre vous auront certainement relevé un autre détail important au jeu des différences. Le Yochi sur la MK4 est imprimé à 225°C, celui sur la XL est imprimé à 220°C, et pourtant ce dernier est plus brillant (idem avant ou après séchage). Ce détail à tendance à corroborer le fait que la hotend de la XL imprime plus chaud. C'est un constat fait par plusieurs personnes sur le net, il faut descendre facilement de 15 à 20°C la température pour avoir un résultat équivalent à la MK4, alors que les mesures au thermocouple semblent cohérentes (je n'ai pas fait ce test personnellement). Je n'ai pas (encore) l'explication exacte, une piste pourrait être le positionnement différent de la ventilation entrainant un gradient de température différent. Ce fait explique aussi en partie les problèmes de stringing, car si le filament est effectivement plus chaud, il va baver plus facilement. Bon dimanche. Pour @divers






 2 points
2 points -
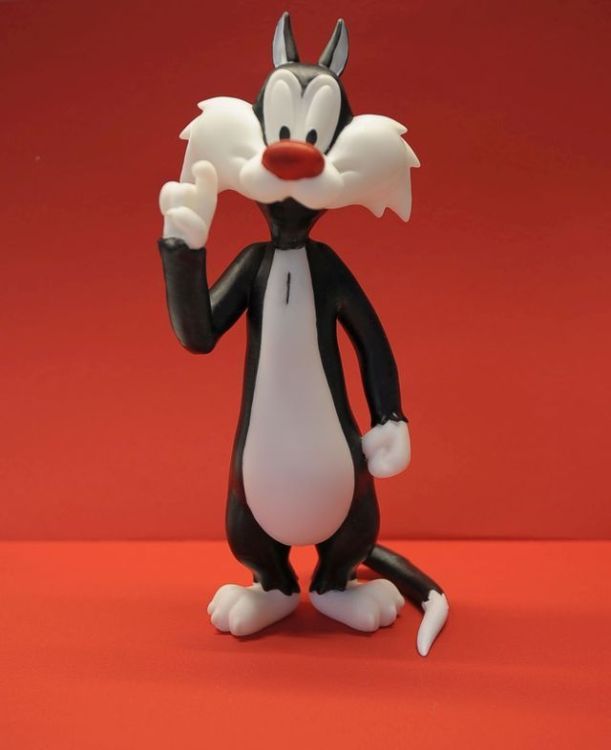
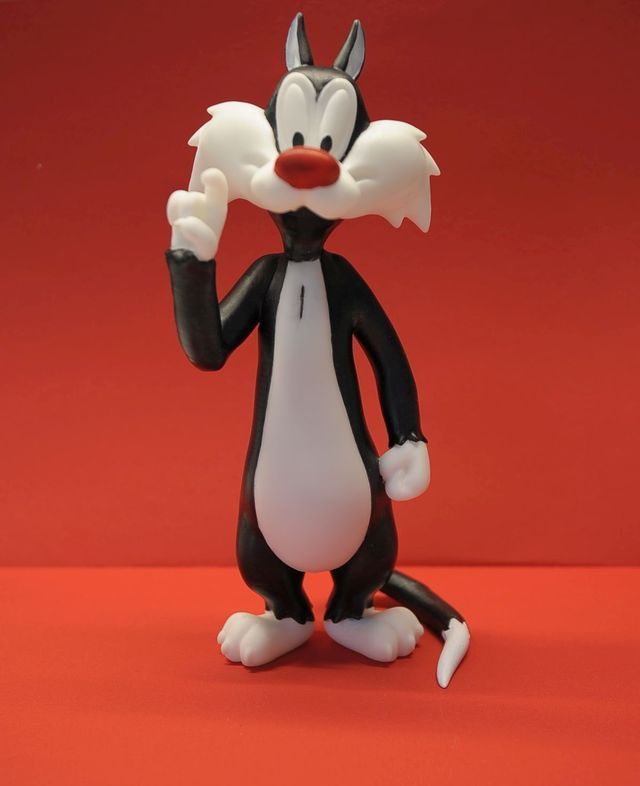
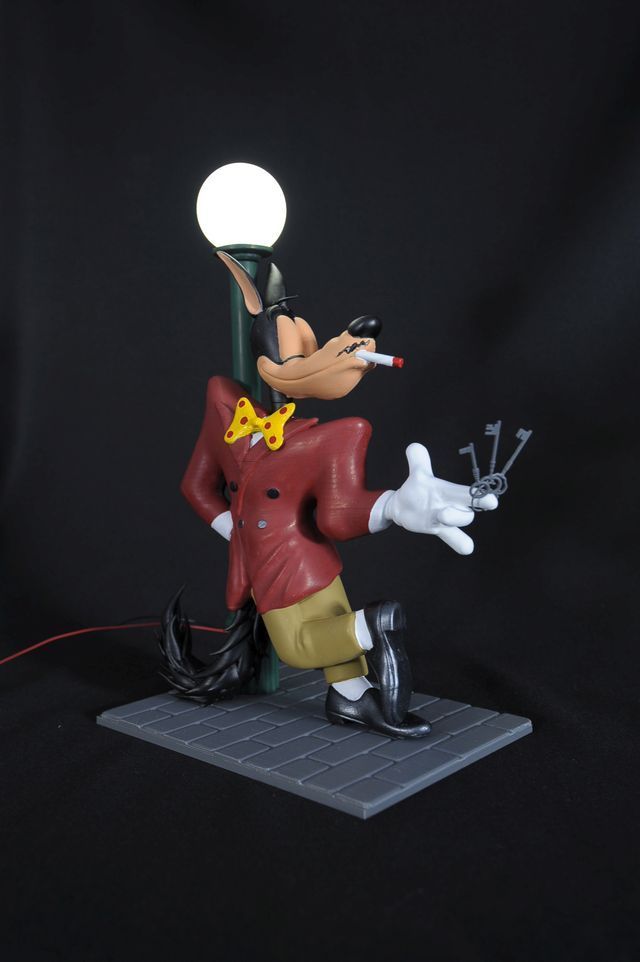
Bonjour, Ma petite Halo One Pro me donne toute satisfaction pour mes petites pièces de modélisme. J'ai largement récupéré mon achat rien qu'en objets à l'échelle pour mon gros remorqueur. Mais une idée me trottait dans la tête depuis quelques temps. Je suis un grand fan des cartoons des années 40 à 60, l'âge d'or du dessin animé américain. Et plus particulièrement de Tex Avery, un authentique génie. Road runner et Sylvestre sont plus récent mais sont inspiré de son travail. La Halo est un peu juste en hauteur et comme je voulais des figurines entre 20 et 25 j'ai du retravailler un peu les originaux.


 1 point
1 point -
Sortie de la 1.9.4 : https://github.com/bambulab/BambuStudio/releases Nouveau paramètre pour les overhangs (avant/après) (rallong un peu le temps d'impression)1 point
-
Salut à tous, si jamais ça intéresse quelqu'un, des bidouilles pour la T1 en mode whisper print, basse vitesse: Sinon Usernet, comment as-tu fait la vidéo time laps? Je ne sais pas faire.1 point
-
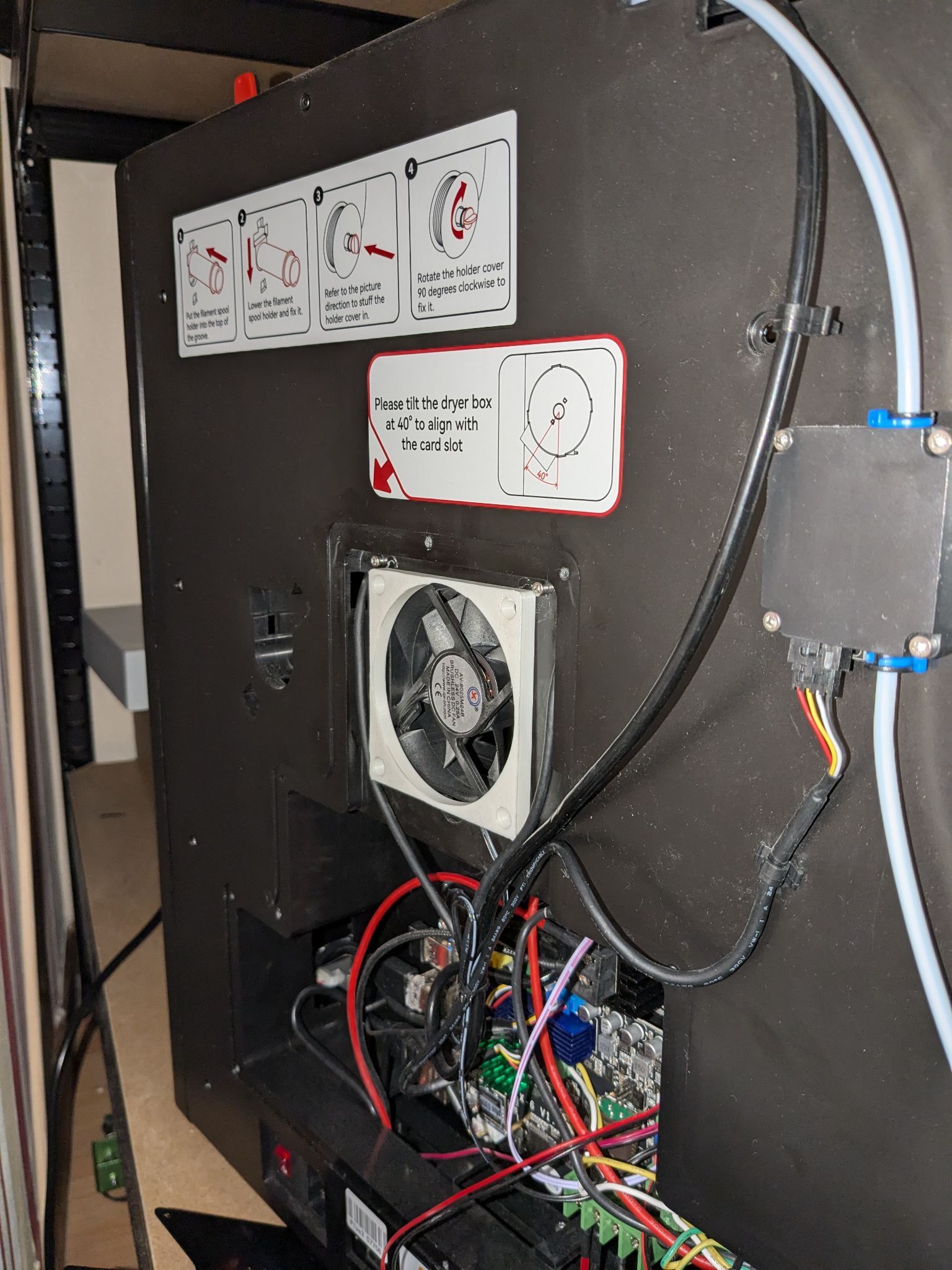
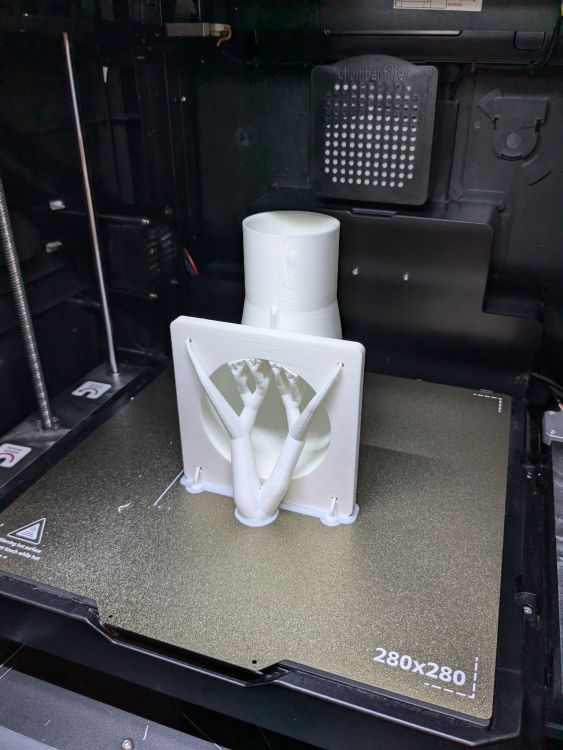
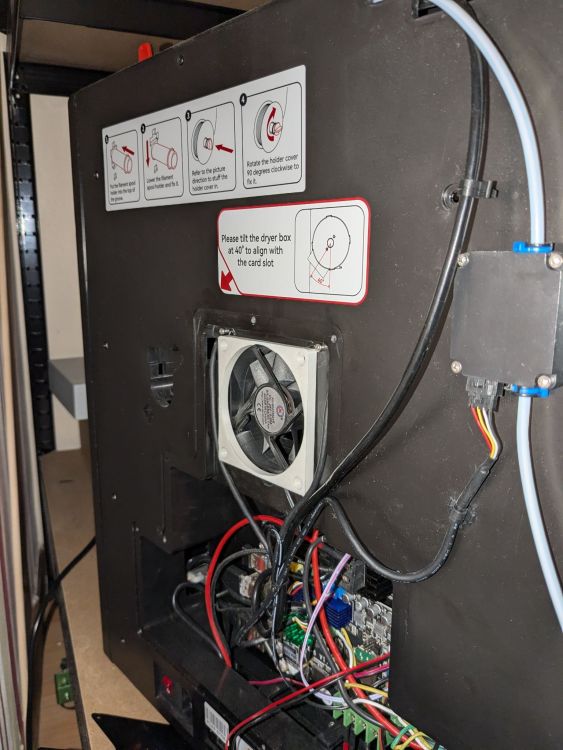
Bonjour à tous, Ayant un handicape auditif, hyperacousie avec réflexe stapédien inexistant, (nausées, douleurs dans le ventre dans le cas de vibrations physiques et des fréquences basses, décharges électriques si sons aigus et subits), ma recherche est de rendre la plus silencieuse possible ma T1 Flsun. Je l'ai achetée car elle a une structure rigide de laquelle je compte tirer le meilleur à "basse vitesse", je parle ici de 200 mm/s à 400 mm/s maximum. C'est la raison pour laquelle je crée un sujet séparé, ma recherche est uniquement liée au handicape qui et est le seul impératif, non une option pour moi, mais cela pourrait par principe intéresser tous les autres. Etat des lieux: -Structure rigide -Slicer Flsun propriétaire? (pas particulièrement ergonomique, intuitif ou pratique, une option permettant de la ralentir dans son ensemble aurait été appréciée pour ensuite régler plus finement) -Qualité générale correcte, le plastique est moche et marque immédiatement en contact avec l'alcool (pas grave) -Possibilités variées car cloison et filtre à particules (nous ferons un compte rendu ici, car pas nécessairement évident,non hermétique, et nous ne savons pas si le ventilateur de la tête n'apporte pas plus d'air que celui qui la filtre, auquel cas, les particules seront expulsées par les interstices) Alors voilà ma bidouille pour calmer la bête. https://rumble.com/embed/v59nsal/?pub=3u5f4k Ici le test, le bruit reste trop fort pour un hyperacousique, alors je garde un casque -50 dB en plus, mais sans le suppresseur de bruit, je n'aurais de toute manière pas pu l'utiliser. https://rumble.com/embed/v59nt8a/?pub=3u5f4k Ce sujet est ouvert, bienvenue à tous, et pensez bien qu’ici, c’est le bruit et les vibrations qui sont le sujet, et ceux qui veulent le calme et qui ont le temps y trouveront et ajouteront du contenu. https://rumble.com/embed/v59nuol/?pub=3u5f4k Je me réjouis des interactions, si vous découvrez des techniques, réglages ou autre bidouille pour la rentre encore plus silencieuse à basse vitesse, avec dans le coin de la tête l'idée de la flasher un jour ou d'utiliser d'autres slicers, qui sait, nous inventons peut-être un nouveau courant, le whisper print… ; )1 point
-
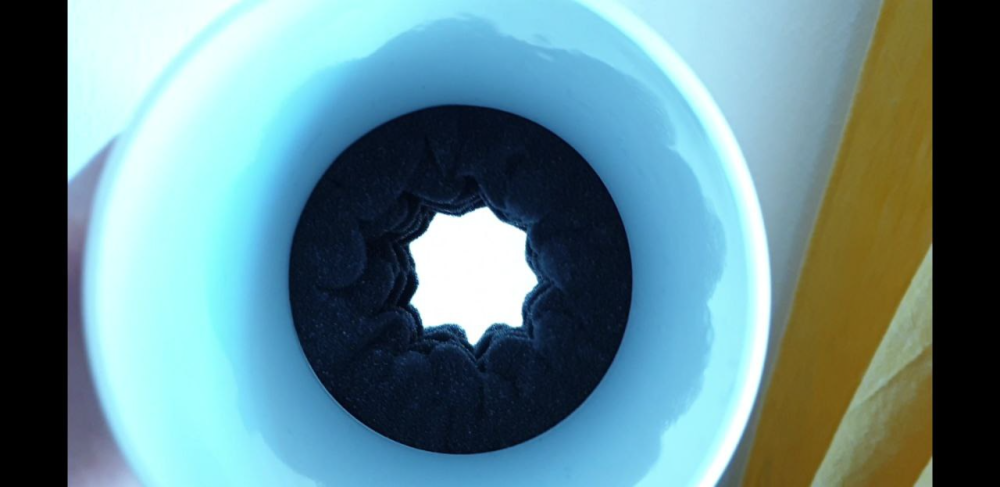
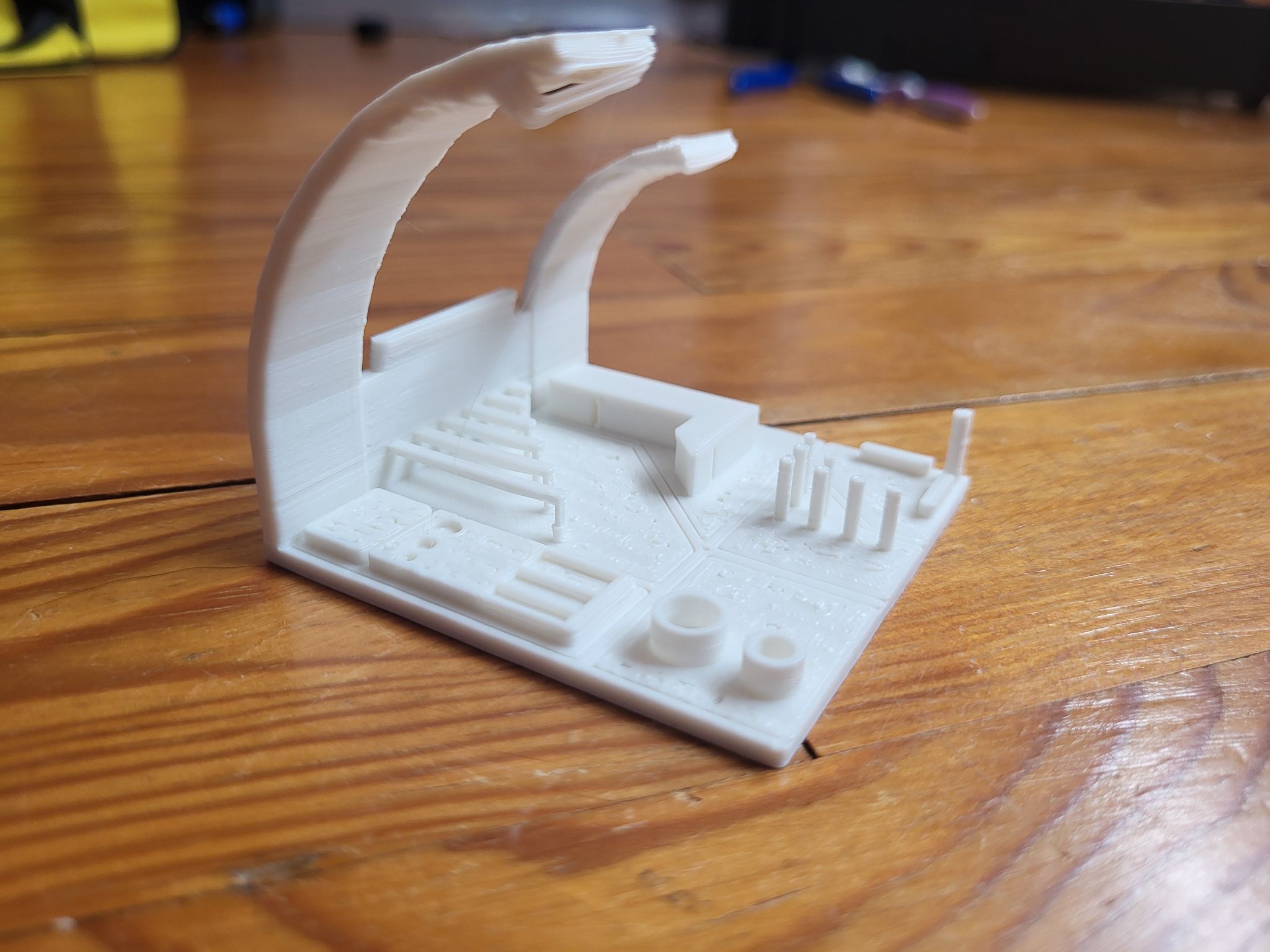
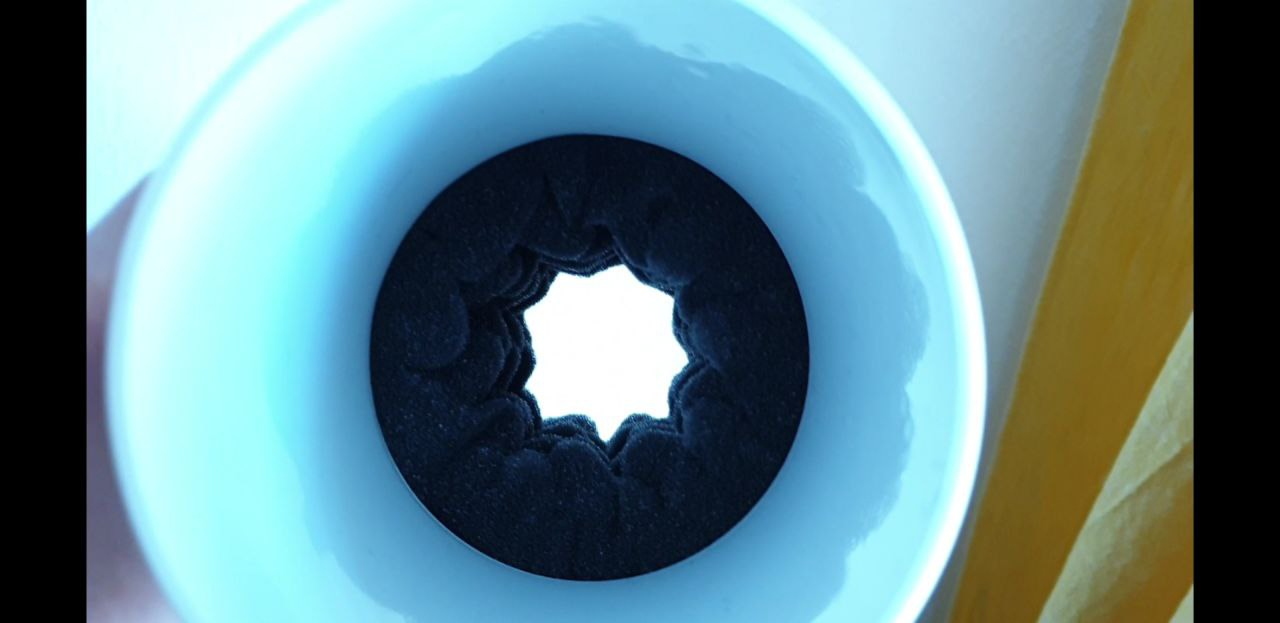
Bonjour à tous, alors comme l'a fait remarquer pascal_lb, Rumble est bloqué sur la France, alors j'invite chacun d'entre vous à utiliser le VPN ou TOR pour voir la vidéo et vous rendre compte de l'efficacité du dispositif. Pour ceux que ça intéresse, ici quelques photos pour détailler le hack (bidouille). J'ai mis dans le manchon de la mousse acoustique pour emplir la partie large du cylindre, ensuite deux couches horizontales en quinconce, de manière à empêcher le son d'avoir un trajet direct. A la fin du montage, on ne voit plus la lumière directe passer à travers (comme le son). Voilà, sincèrement, je ne pense pas qu'une forme imprimée puisse être aussi efficace, car la densité n'y est pas, et rien de mieux que la mousse acoustique, je vais tâcher de faire des mesures pour vous dire, mais vous pouvez constater par vous-mêmes en regardant les liens (avec un VPN ou TOR évidemment). Elle reste l'imprimante la plus bruyante que je connaisse à cause du flux max de cette affreux ventilateur de refroidissement. La suite du raisonnement pour plus de calme sera la possibilité de régler le ventilateur en fonction des basses vitesses, pour le moment je commence avec cette imprimante, donc pas encore à l'aise sur le slicer Flsun. Je dois toutefois constater deux choses avec ce slicer. Même si il n'est pas très ergonomique, les rendus d'impression sont pas mal du tout, voir très bons, la montée en Z ne se voit presque pas et SURTOUT, lorsque la tête d'impression s'avance sur un porte-à-faux, la tête ralenti et cela donne des formes de très belles qualité, comme vous pouvez le voir sur la tête de T-Rex sans aucun support. A bientôt pour des infos sur les réglages et éventuellement un changement de slicer. ; ) Whisper print à vous tous.






 1 point
1 point -
Mais que vas tu nous inventer encore ?1 point
-
Je vais te MP, merci beaucoup1 point
-
Si ça existe mais ça ne fonctionnera pas toujours Il suffit de créer une macro avec un nom différent. Exemple avec PRINT_START qu'on trouve parfois sous la dénomination START_PRINT. Si on a déjà la macro PRINT_START, on peut en faire un alias nommé START_PRINT : [Gcode_macro START_PRINT] description: alias de PRINT_START gcode: PRINT_START {rawparams} Je n'ai rien inventé Les guides de Zippy sont une bonne lecture.1 point
-
On pourrait effectivement mais TT dans un soucis de transparence mettait dans le printer.cfg des macros qui n'étaient pas complètes par rapport au macros qui étaient dans l'écran, exemple dans LOAD_FILAMENT le contrôle de la température fonctionnait avec l'écran mais n'y ai pas dans le printer.cfg1 point
-
@PPAC Tu as sans doute vu passer l'annonce du trancheur Anycubic dérivé de Orcaslicer, dérivé de Bambustudio, dérivé / fortement inspiré de Prusalicer, lui-même ayant pris pour base base Slic3r : en version 1.0, ici1 point
-
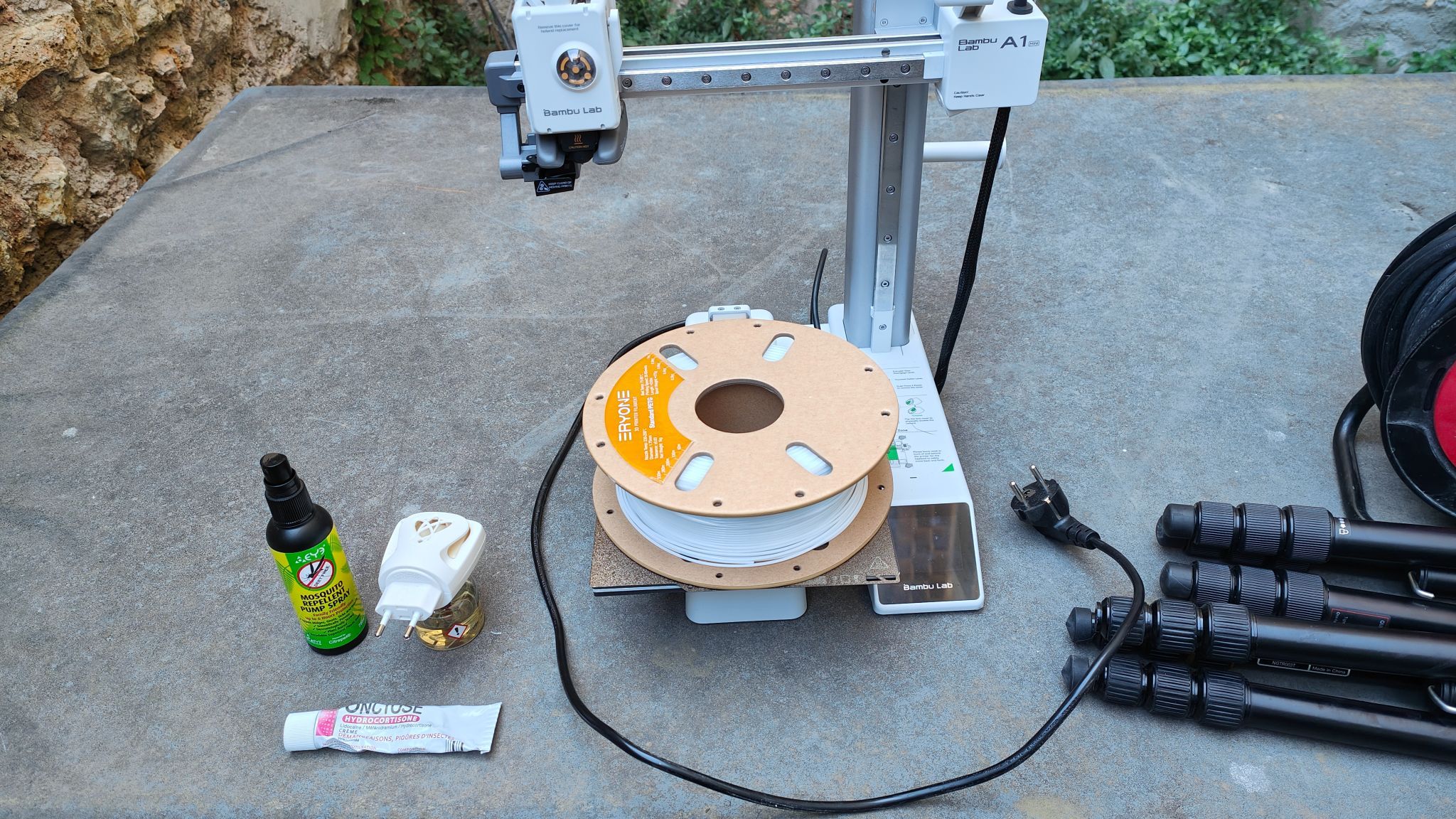
Ho, tu passes à (ce que j'appelle sûrement à tort) la soudure à l'arc… J'imagine l'imprimante soudée au radiateur ou aux armatures d'un faux plafond ou sur le toit d'une voiture Re edit > et donc bonnes vacances ( Bien penser au répulsif à moustiques, a la crème solaire, et a l'imprimante 3D de poche )1 point
-
J'vous aide parce que j'dois partir en vacances et que j'aurai plus la photo Un poste à soudure
 1 point
1 point -
Si ça t'intéresse, j'en ai une avec sa carte fille (M5) que je peux te donner (j'ai un stock de cartes mères… pour le cas où ). Tu me contactes par MP si besoin.1 point
-
Si c'est un robot aspirant et lavant ou une Cricut c'est normal.1 point
-
Encore du progrès cet après midi... L'arceau a trouvé sa place... C'est très clairement pas monté de manière définitive, il me reste la peinture et quelques trous à faire... J'ai imprimé les projecteurs... Et j'ai aussi dessiné des feux arrières... Imprimés et essai de positionnement sur la carrosserie; ce n'est pas encore fixé, je dois imprimer une pièce pour m'assurer que les trous seront fait là où il faut... Les lumières sont prêtes à monter, je dois juste faire des trous (et un peu de soudure ensuite, cela va de soit... Je pense faire les trous ce soir, et la peinture suivra dans la semaine avant la construction finale... Aucun des pilotes dont je dispose n'est à la bonne échelle pour cette voiture... Et ce serait encore plus de travail pour faire un pilote spécifique pour cette voiture en CAD... La voiture doit être prête bientôt. Je dois trouver une solution. J'ai demandé à ma femme si elle avait une idée (en général, elle a des idées complètement fun)... Et elle m'a proposé quelque chose... Cette girafe n'est pas plus à l'échelle que les autres solutions, mais c'est fun et cool, donc c'est adopté... Je vas devoir créer un maque, car la tête sera au dessus du pare-brise...1 point
-
Dans ce sens là, PLA sur PETG oui. Et même souvent les supports restent collés au plateau lorsque tu retires la pièce. Dans l'autre sens, PETG sur PLA, c'est un peu plus adhérent, mais vraiment pas de quoi transpirer lors du démontage des supports. Ce sont surtout les bécanes qui passent des heures à imprimer, moi je ne fais qu'analyser les résultats. Mais oui c'est tellement intéressant de pouvoir tester ces machines, et encore plus de pouvoir les comparer en simultané ! Concernant ma femme, je ne vais pas me plaindre mais hier je lui ai parlé de mon envie pour une prochaine acquisition, et aujourd'hui elle m'engueule parce que je n'ai toujours pas passé la commande.1 point
-
Retour sur le projet Manx TT 1/8 Les jantes ont été imprimée... Elles sont cools :-)... Ensuite défini un tableau de bord... Et utilisé l'AMS pour l'imprimer... Ensuite, on attaque les projecteurs... Je veux les assoir proprement sur la carrosserie... Il y a différentes façons de faire. J'ai un scanner et j'ai décider de voir ce qu'il était possible de faire dans ce cas... J'ai fait un scan du capot, et importé le mesh dans Fusion360. Ensuite j'ai utilisé des projection du mesh sur des plans... Ceci m'a permis de dessiner des courbes pour définir une surface correspondant au capot... J'ai ensuite utilisé la surface pour découper le corps créé, et du coup il devrait correspondre à la carrosserie... Ensuite le reste repose sur du bouléen et des révolutions... Et nous avons finalement un projecteur avant. La pièce optique sera imprimée en materiel fluorescent... L'imprimante est occupée, mais une fois dispo, j'imprimerai ces pièces... Il reste à faire des leds buckets pour l'arrière...1 point
-
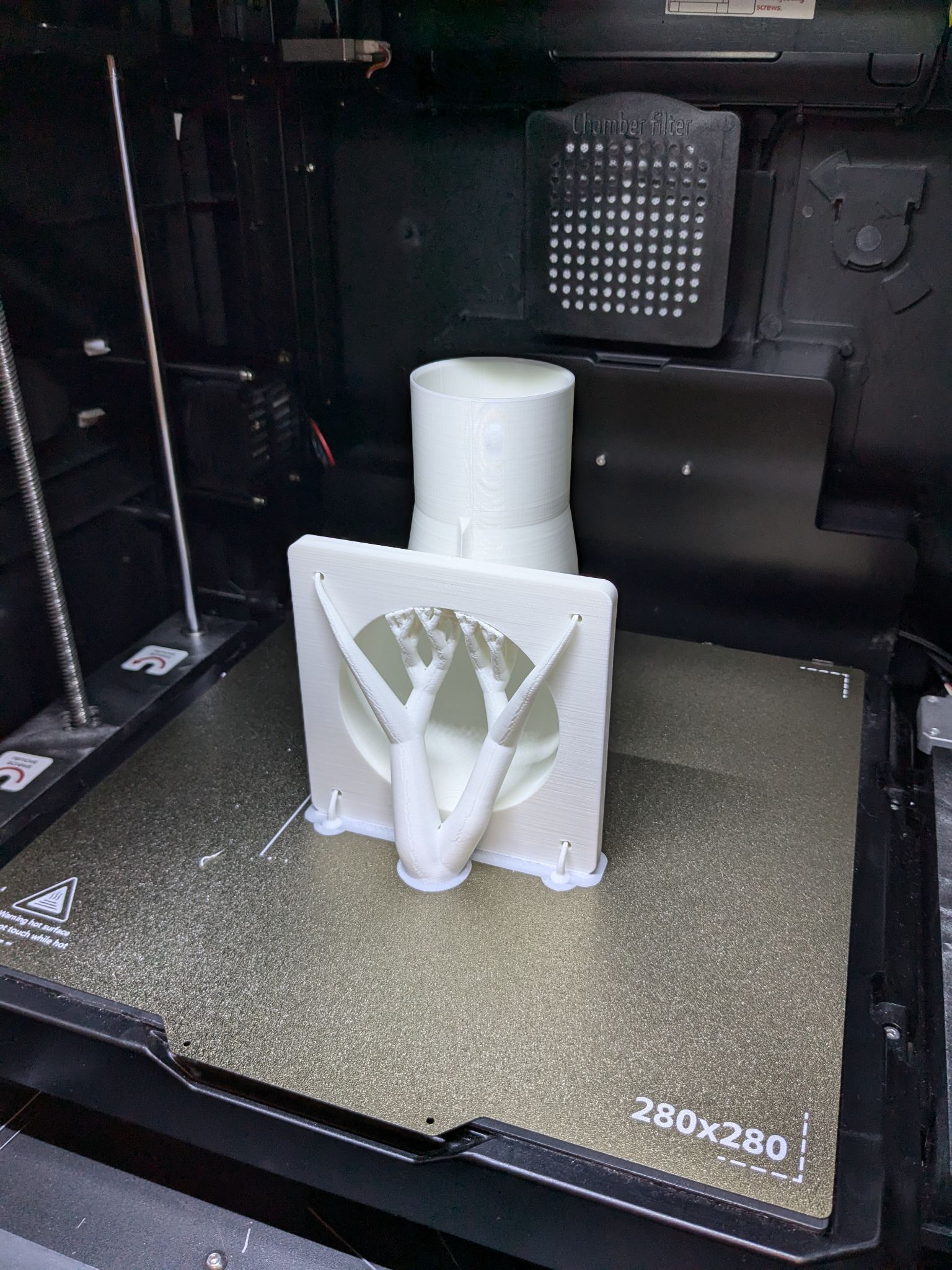
Je ne suis pas un grand fan des filtres, j'ai donc imprimée et conçu partiellement un système pour extraire l'air souillé de COV à l'extérieur. Tout en ABS pour résisté aux 60 dégrées de la machine.
 1 point
1 point -
En effet, mais le RGPD impose que le consentement soit archivé par une autorité indépendante du forum (et c'est bien chiant je l'avoue, surtout que 99% des visiteurs ne lisent probablement pas le texte)...1 point
-
C'est pour ça que je demandais si c'était lié au compte. Lorsqu'un utilisateur est logué ses préférences sont de facto connues.1 point
-
Tout à fait, si les cookies sont bloqués le script ne peut pas savoir qu'il a déjà été validé ou non1 point
-
La pièce imprimée 3D fonctionne parfaitement... Et elle est même similaire aux empiècement OEM des capteurs ultrasons fixés sur les coté du pare-chocs, ce qui est encore mieux...1 point
-
Bonjour à vous tous, Un petit 'Up' avec cette superbe imprimante. Je n'ai pas encore effectué de modification dessus pour le moment (toujours d'origine ) Matière : PETG Une nouvelle série à la TV (trouvé sur : https://www.printables.com/fr/model/816746-nautilus Et un Trophée pour un ami garagiste

 1 point
1 point -
Si comme moi vous êtes passé sous Bookworm, un écran tactile connecté via un Pi zéro et Klipperscreen vous allez vous apercevoir que certaines fonctionnalités ne fonctionnent plus avec ce nouvel écran, par exemple le chargement et le déchargement du filament... En effet dans votre fichier printer.cfg la macro originale pour les chargements se nomme "LOAD_MATERIAL" hors pour que cela fonctionne avec le nouvel écran elle doit se nommer "LOAD_FILAMENT" et de manière identique la macro de déchargement se nomme "UNLOAD_MATERIAL" et doit se nommer maintenant "UNLOAD_FILAMENT" Comme d'autres macros appellent ces macros de chargement et de déchargement, j'ai du faire des modifications dans ces autres macros, j'ai fait également quelques modifs pour que par exemple le système vous demande un préchauffage avant un chargement ou un déchargement. Remplacer la macro PAUSE : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 {% endif %} par : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 {% endif %} Remplacer la macro CANCEL_PRINT : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro END_PRINT : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro LOAD_MATERIAL : [gcode_macro LOAD_MATERIAL] variable_load_detected: 0 variable_saved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro LOAD_FILAMENT : [gcode_macro LOAD_FILAMENT] variable_load_detected: 0 variable_saved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro UNLOAD_MATERIAL : [gcode_macro UNLOAD_MATERIAL] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro UNLOAD_FILAMENT : [gcode_macro UNLOAD_FILAMENT] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro RUNOUT_FILA : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Par : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Voilà ce fut long mais c'est fini Si vous avez des questions ou remarques sur ce tuto, merci d'ouvrir un autre sujet en spécifiant que c'est pour la version Bookworm pour SK11 point
-
J'ai aussi les deux, si on ne considère que la vitesse, cette mise à jour coûte trop chère pour ne faire que approcher les performances de la MK4 sans l'égaler. La vitesse augmente certes, mais le guidage Z, les moteurs et surtout l'extrudeur ainsi que la sonde Z restent ceux de la MK3. La qualité d'impression restera en dessous. La MK3 est effectivement "devenue" lente face aux imprimantes 32 bits, depuis l'arrivée de l'input shaping. Mais elle n'en reste pas moins une machine robuste, précise et qui fonctionnera de manière fiable pendant encore des années. Pour imprimer plus vite, j'ai une MK3 équipée d'une buse de 0.6mm en cuivre plaqué, elle arrive presque aux mêmes temps d'impressions que la MK4 en buse 0.4mm avec input shaping. L'utilisation d'une buse High Flow devrait permettre d'imprimer encore plus vite (je parle de temps d'impression, pas de vitesse) si l'extrudeur arrive encore à pousser. Mais la MK4 peut aussi s'équiper d'une buse plus grosse ou High Flow et là oui, la MK3 sera loin derrière. Cependant une buse ça fait une upgrade pas chère pour imprimer plus vite avec ce qu'on a. Si on ne considère pas que la vitesse mais aussi la connectivité, l'UX et le budget par rapport à un remplacement complet de la machine, là ça se discute.1 point
-
Salut, De ce que je que je vois de mon coté j’ai une MK3S+ et une MK4. Quand je compare les vitesses atteignables par les deux, la MK3s+ est un veau. J’ai des temps d’impressions entre -40 et -60% sur la Mk4. L’amelioration Mk3.5 permet d’avoir des vitesses similaires sur la Mk3s+. Je trouve aussi l’écran tactile de la mk4 bien plus pratique et l’intégration à prusaconnect et prusa d’origine aussi. Franchement j’hésite à passer ma MK3S+ en 3.5. Niveau sonore je pense qu’il y aura aussi une amélioration1 point
-
J'ai vu la news passer, ce que je trouve dommage avec la nouvelle ventilation, c'est que l'on perd à nouveau un des avantage de la MK4 => Voir clairement ce qu'il se passe au niveau de la buse.1 point
























.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)