Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/09/2024 Dans tous les contenus
-
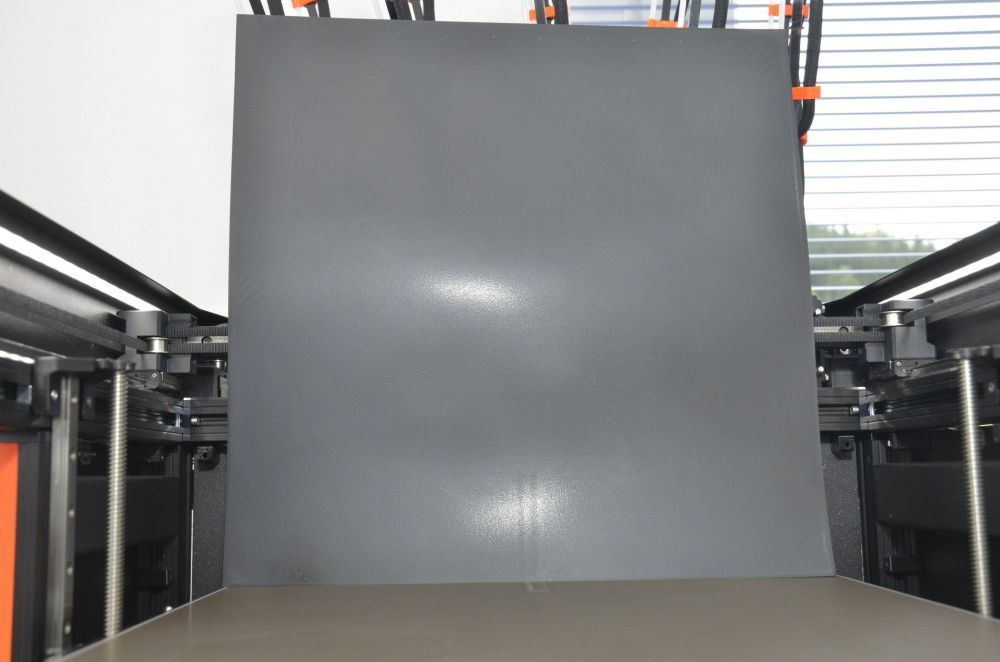
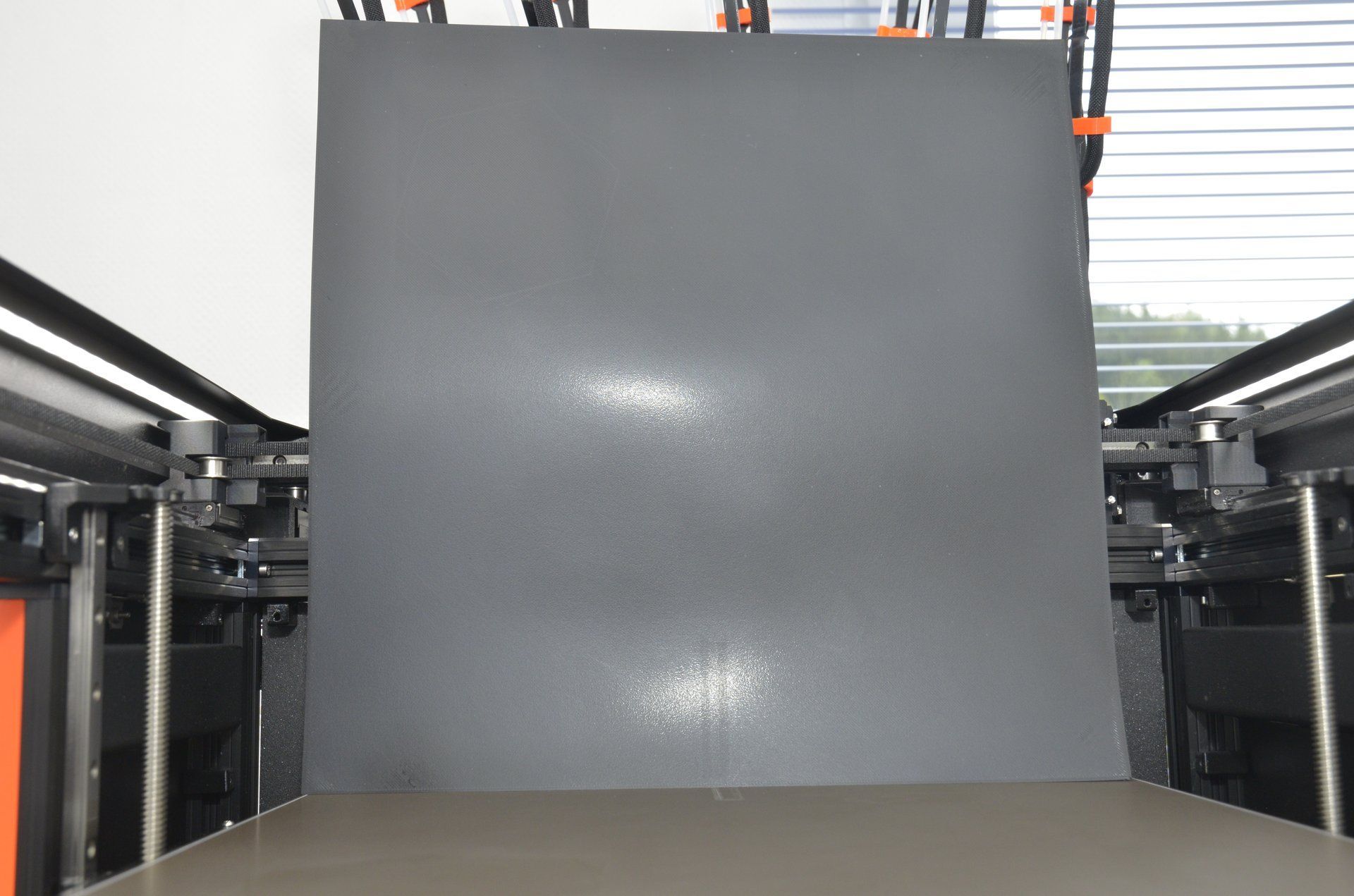
Je ne l'avais pas encore fait car je n'avais aucun doute là-dessus, mais il fallait bien le faire au moins une fois. Vous ne voyez rien ? C'est normal même mon auto-focus est devenu fou. Regardez bien, il y a une couche de PLA de 0.2mm sur toute la surface, soit 360x360mm. J'ai lancé ça sur un coup de tête sans prendre la peine de nettoyer le plateau, du coup y'a les traces d'anciennes impressions et de mes doigts plein de Haribo sur les bords.

 5 points
5 points -
Un fois de plus, l'actualité de l'impression 3D fut dense cette semaine ! On vous invite à découvrir tout ça en cliquant ci-dessous https://www.lesimprimantes3d.fr/semaine-impression-3d-455-20240922/2 points
-
Oui tu pourra utilisé ta clé. Tu peux aussi utiliser un USB splitter.
 2 points
2 points -
Pour tes prochains prints, la hauteur de couche adaptative pourrait t'aider : Pour ce print, à part poncer si tu comptes peindre je vois pas trop2 points
-
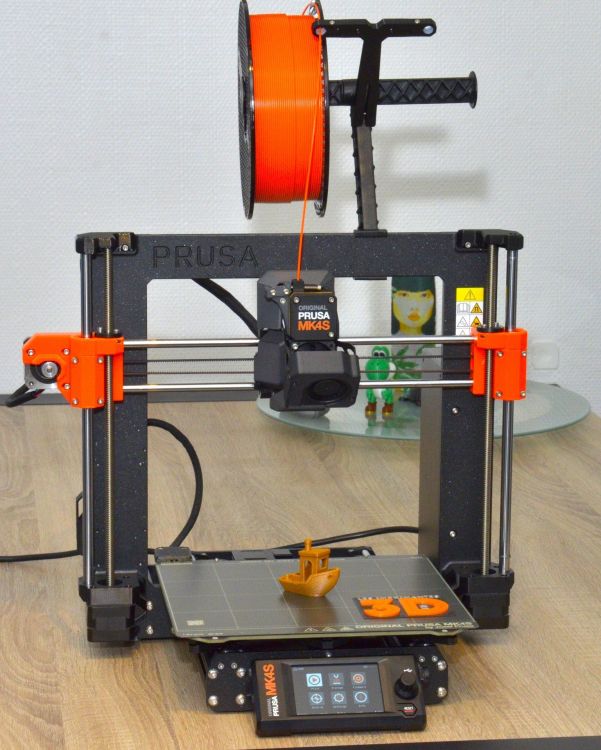
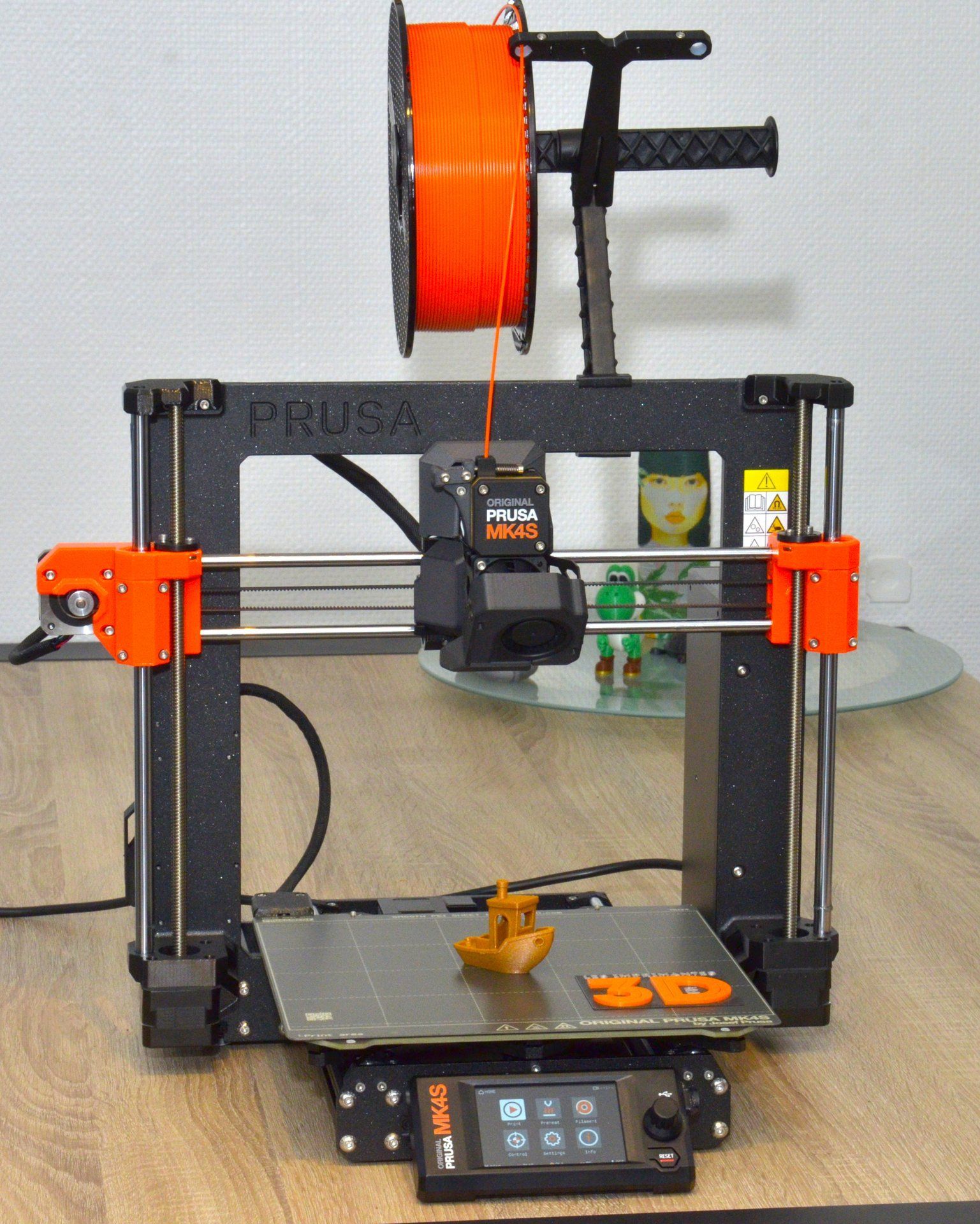
Bonjour, on poursuit les tests des machines de chez Prusa Research avec l'évolution de la Prusa MK4 que nous avions testé il y a un peu plus d'un an. J'ai reçu la MK4S la semaine dernière, que je me suis empressé de monter le week-end même. Oui, ça fait déjà une petite semaine qu'elle trône sur ma table, et elle a déjà quelques impressions à son actif, que je vous dévoilerai rapidement. Ici avec son petit Benchy traditionnel. Traditionnel ? Pas vraiment, il s'agit en réalité d'un Bonkers Benchy imprimé en 8min. C'est tout pour le teasing du jour.
 1 point
1 point -
Bonjour, J'ai reçu hier une dizaine de bobines de PETG et j'ai fait plusieurs impressions sans aucun problème. Il semblerait donc que le problème provenait de la bobine Bambulab. Merci pour votre aide.1 point
-
Je ne baisse pas les bras je continue à essayer des correctifs, tenter des choses... J'ai reçu l'imprimante avec un défaut d'usine ce qui m'a déjà mis dans une certaine mentalité avec celle-ci ... Après une autre raison de cette envie de changement est aussi que je souhaite voir ce que font d'autre constructeur, les nouveauté (ce modèle n'est pas tout jeune) etc. Ca fait maintenant presque un an que j'ai ma X2, ça fait donc un an que j'essai de corriger tous les problèmes que je rencontre, si j'avais simplement baissé les bras ça fait longtemps que j'aurais changer de modèle.1 point
-
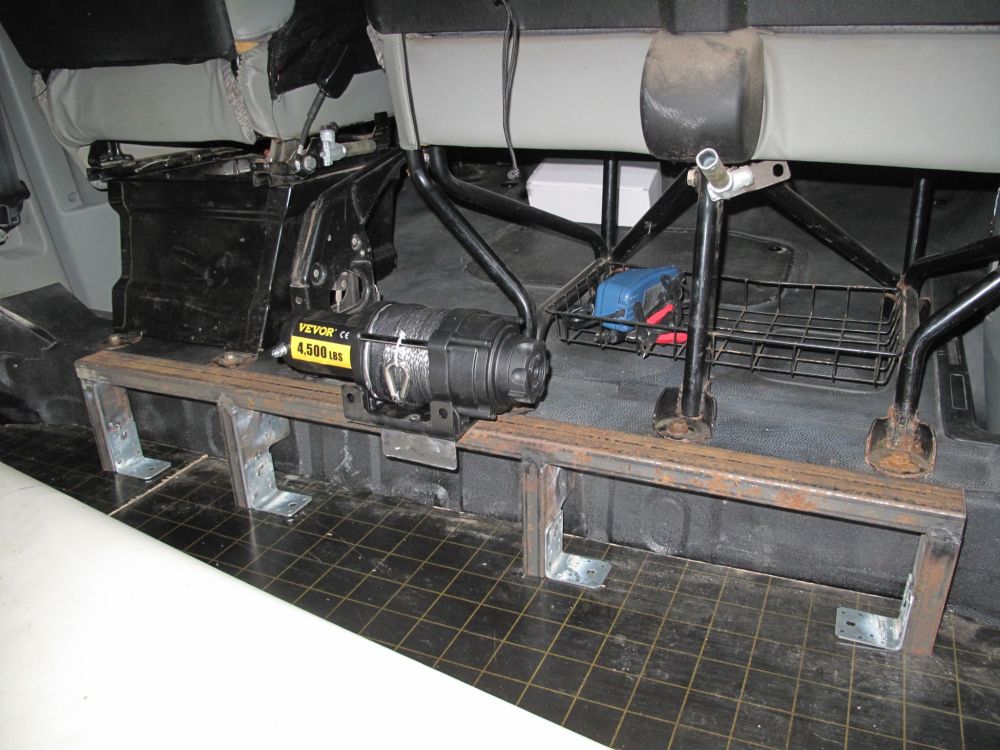
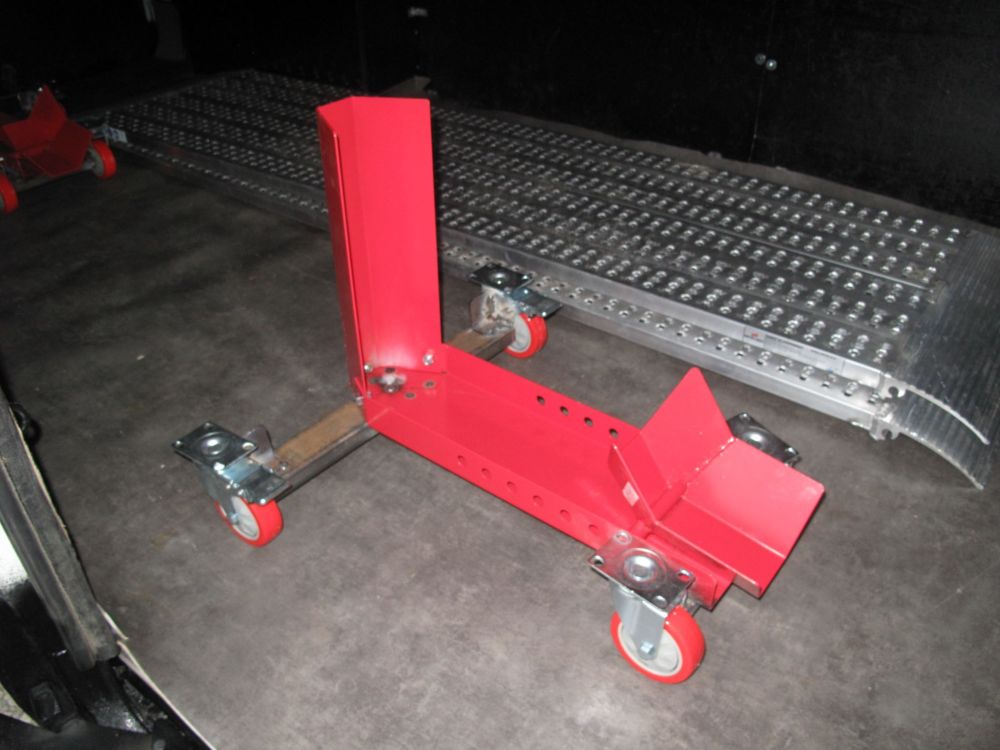
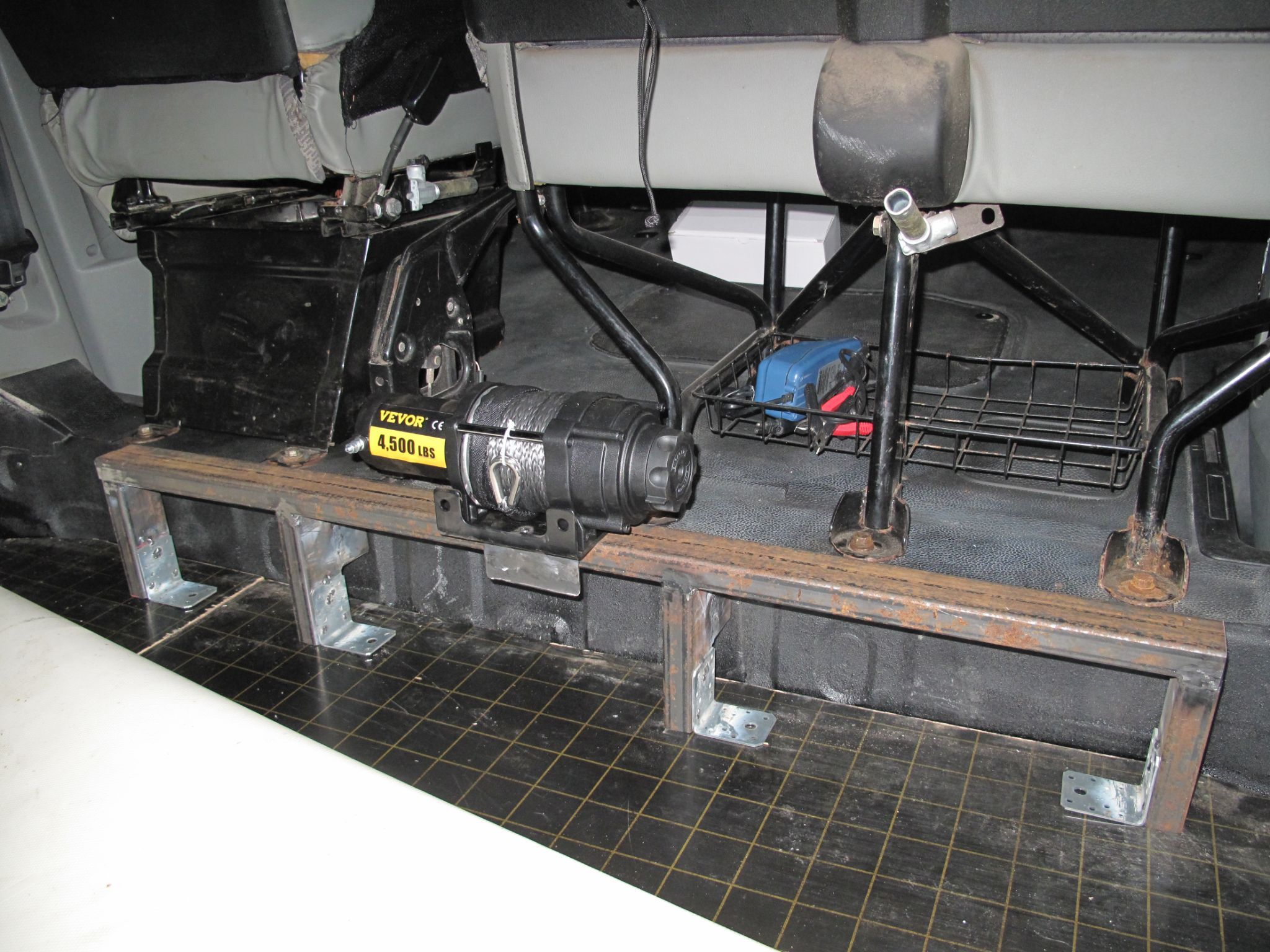
Support du treuil fait, juste 4 trous à faire et la peinture avant de le fixer au camion et les 2 chariots pratiquement fini aussi, 2 trous, peinture et une plaque amovible pour que les motos puissent monter dessus. Nouvelles clés





 1 point
1 point -
Bonjour à tous, J'ai fait une version française de mon guide, j'en profites donc pour le poster sur ce topic : MSLA_Guide_V1.31 – FRENCH.pdf (version légèrement compressé pour le forum, en "normal" sur github)1 point
-
Souvenir, souvenir... Les temps ont bien changé.
 1 point
1 point -
Bonjour, Désolé pour mon silence en retour de vos aides précieuses. En fait, j'ai changé de slicer pour utiliser Qidislicer et depuis plus de soucis.... Je pense que la vitesse d'approche de la tête sur les butées de fin de course était trop rapide ce qui ne permettait pas au capteur de force des moteurs de déceler la fin de course de la tête à l'extrémité de la machine. Je ne sais pas si ce sont les termes techniques exacts mais cela fonctionne. Merci encore pour votre aide. Hug1 point
-
Le nouveau firmware supporte le mode lan only, quel plaisir de ne pas devoir spammer le bouton pour réussir à afficher la caméra1 point
-
J'ai fait un cours séjour à la Vosgienne Vintage RC hier... Tout rangé ce matin, et mes lipos sont en train de retourner en stockage. Voici quelques photos... Il y avait bon nombre de Manx TT par Loisirs Creation RC. On a fait une course monotype d'une demi-heure, et c'était super fun!!! Je n'était pas le seul avec des voitures reposant fortement sur des pièces imprimées : vous pouvez voir deux examples dans les photos suivants, mais c'est clairement une tendance de plus en plus présente dans les évènements vintage rc (les miennes étaient présentes, et j'ai oublié de les prendre en photo, et je n'avais que quelques voitures cette fois-ci)... Comme d'habitude à la Vosgienne, une majorité des voitures était parfumées au nitro, en 1/8 ou plus grandes, mais nous étions quand même quelques uns avec des 1/10 électriques... La piste était tracée dans l'herbe, avec assez de courbe et de relief pour s'amuser... Au final, pas mal de fun... Et j'ai déjà hâte d'être aux prochains évènements qui auront lieu en 2025... Au passage, en parlant des évènements de 2025, la Montluçonnaise 2025 (8-11 mai) s'annonce sous le signe de la création au service du modélisme avec la part belle aux créateurs, printers, découpeur et autres techniques de création de voitures RC. Cela pourrait intéresser certains d'entre vous...1 point
-
bonjour @Fx_oO7 si c'est un objet que tu as modélisé, pour le dessus tu peux revoir le rayon de courbure mais de toute façon pour vraiment améliorer passé de 0.2 de hauteur de couche à 0.08 améliorera considérablement l'aspect c'est du PLA ? après il y a des matériaux comme le PETG qui se ponce très bien si tu veux éviter de ré imprimer, et si ça ne suffit pas masticage et ponçage1 point
-
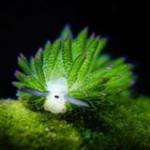
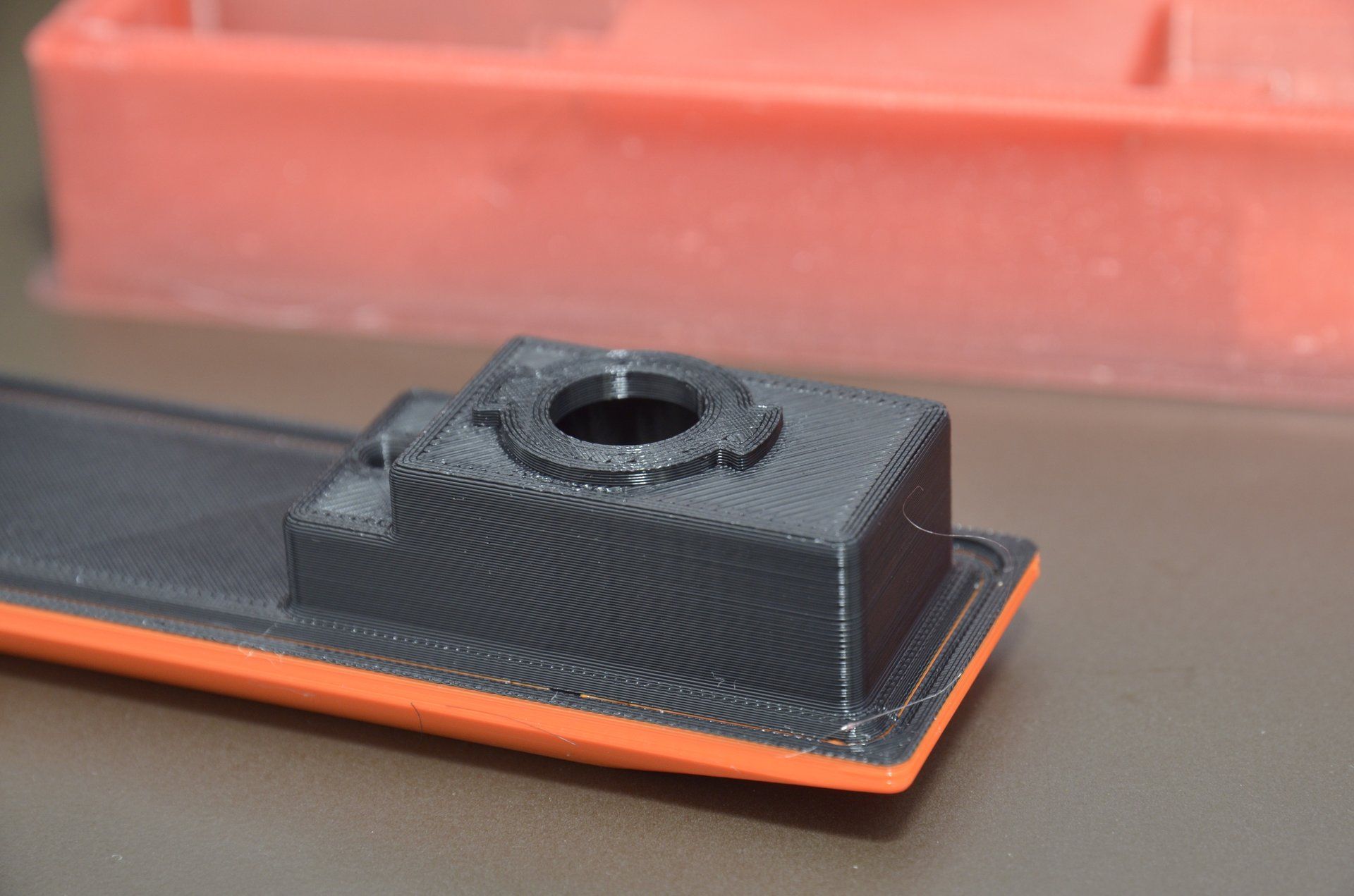
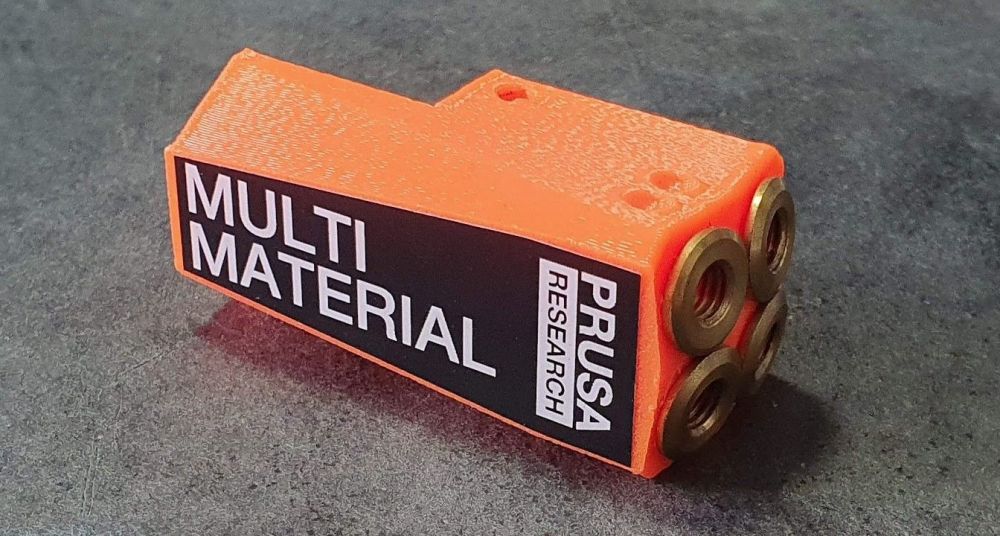
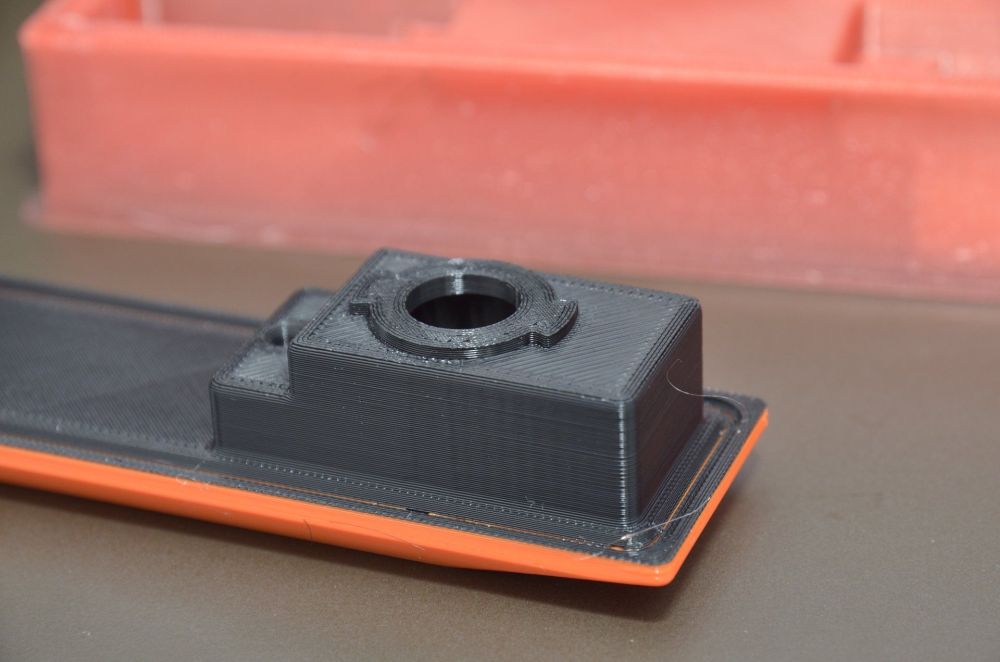
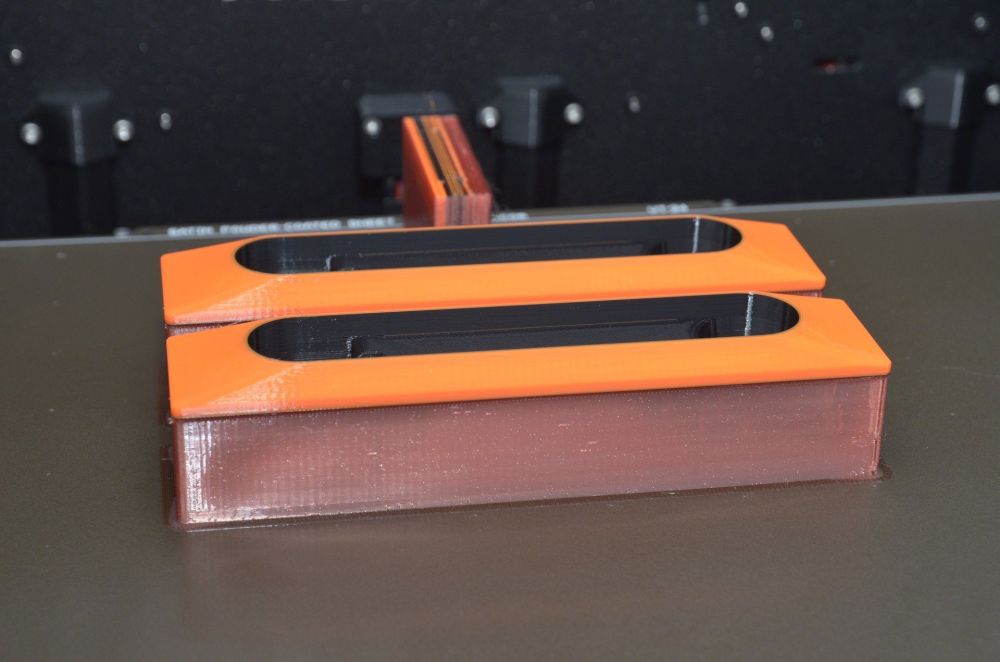
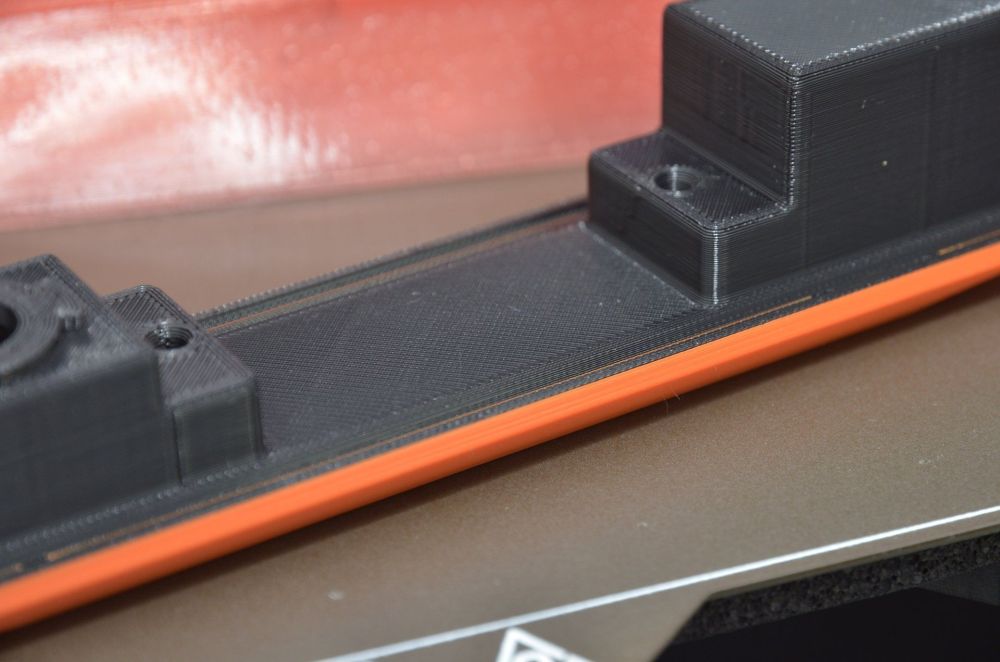
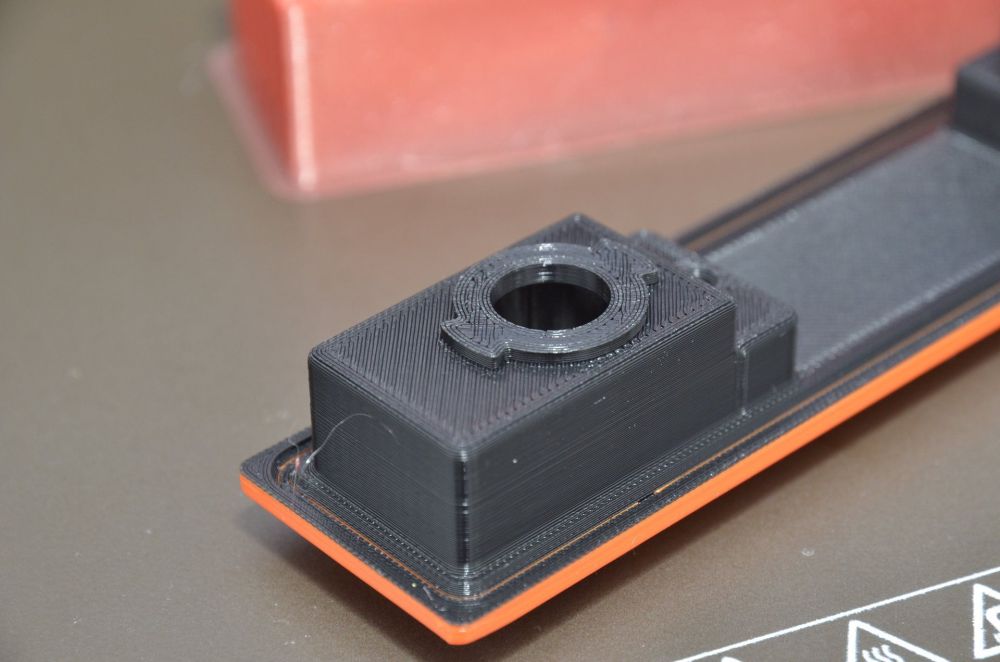
Allez aujourd'hui on exploite le potentiel de la XL5 et on fait un peu de 3D printing p0rn. Noir et orange en PLA et le rose/rouge translucide en PETG. Les 23 premiers millimètres sont en 0.25mm et le reste en 0.15mm pour avoir une bonne finition sur la partie visible. Pour le orange j'ai utilisé la fonction peinture de PrusaSlicer, et je dois dire que le résultat est meilleur que ce que j'aurais pu faire si j'avais découpé la pièce en deux STL. Et bien plus rapide, un clic de smart fill et c'est réglé. 8h30 et 200 toolchanges plus tard nous y voilà. Un petit coup de spatule dans les coins et hop ça sort tout seul d'un bloc. Un petit coup d'œil à l'état de surface supporté, j'adore toujours autant ! Zoom sur la fonction principale de l'objet qui doit absolument être aux cotes (1.5mm => 6 couches de 0.25mm), imprimé entièrement sur les supports. C'est juste parfait, limite mieux qu'une première couche. Pour l'anecdote, j'ai connecté l'imprimante à PrusaConnect et j'ai lancé l'impression sans regarder puis je suis partis. Une demi-heure plus tard je regarde mon téléphone et je vois que j'ai raté une notification et que j'ai eu un rappel. C'était l'app Prusa qui m'informait que la XL était en attente d'intervention. Je me dis m3rde qu'est-ce qu'il se passe ? En plus y'a pas de caméra... Bref je rentre et je vais voir, c'était tout simplement la buse qui avait un petit cumul du PETG pourri plein de bulles qui ne me sert que pour les protos et maintenant pour les supports sur PLA. Au début de l'impression l'imprimante tente de nettoyer la buse en la faisant toucher plusieurs fois le plateau à intervalles réguliers, mais ici le dépôt est resté collé, ce qui a provoqué la mise en pause et la demande d'intervention. Je trouve toujours ça fou comment ils arrivent à détecter un truc aussi ténu avec juste un capteur de force, c'est assez impressionnant à regarder. Du coup merci PrusaConnect de m'avoir fait économiser du temps sur cette impression qui aurait pu finir beaucoup plus tard.


 1 point
1 point -
N'aimant pas (mais pas du tout l'interface de Bambustudio / Orcaslicer), je préfère rester avec Prusaslicer ou Qidislicer. Honnêtement, je ne comprends pas pourquoi, à l'instar d'autres fabricants, ils persistent à réinventer la roue. Ils feraient mieux de proposer des profils de leurs imprimantes directement à ceux qui développent les trancheurs. Le temps utilisé à « développer » leur propre variation pourrait être réinvesti dans le peaufinage de ces profils.1 point
-
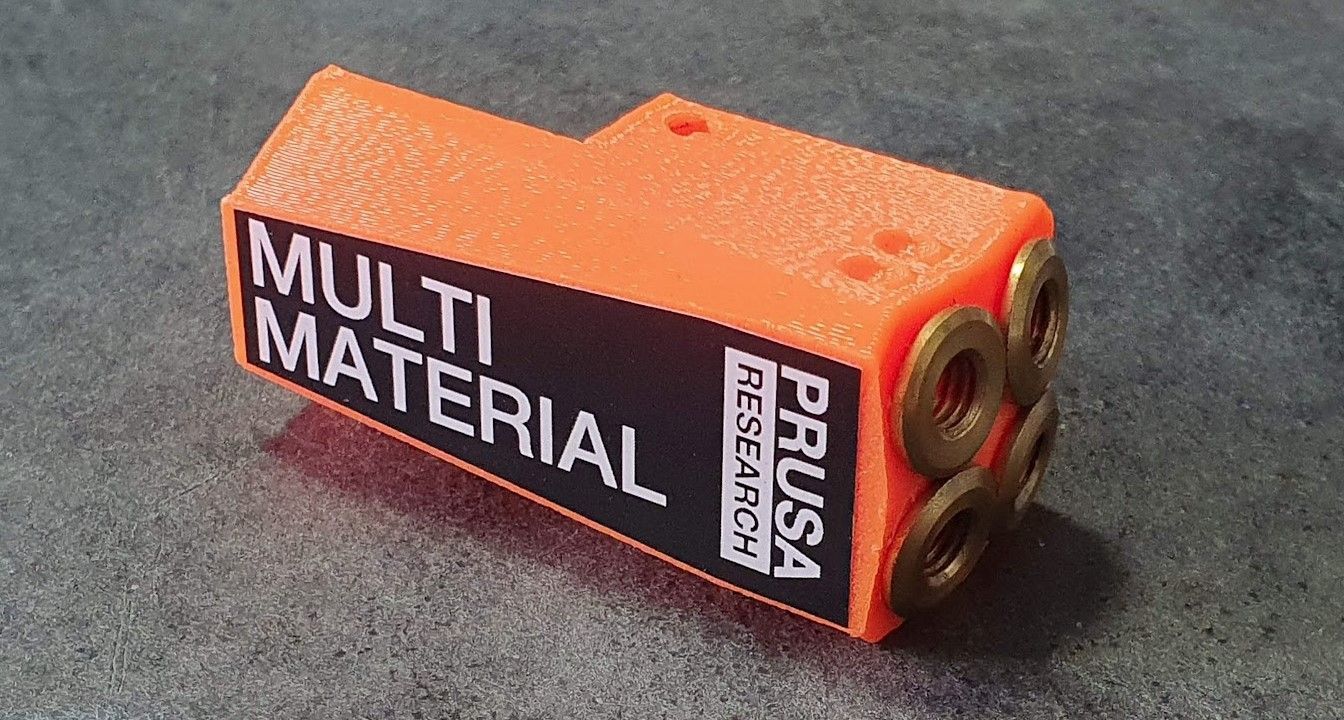
Salut à tous, Perso j’ai commencé comme tout le monde par les bedsliding (creality, biqu pour être précis). Je n’ai jamais possédé d’imprimante Prusa mais après une flsun V400 j’hésitais entre la Prusa mk4 et la bambulab P1S. Je suis ultra satisfait de la Bambulab, j’ai vraiment aucun reproche à faire quelque soit le terrain (qualité de la machine, des impressions, des pièces détachées etc) mais bon sang j’ai toujours un p’tit pincement au cœur quand je vois une mk4…. Me demandez pas de l'expliquer. Quand on regarde la vidéo de présentation de cette entreprise on ne peut qu’être admiratif de l’évolution de la recherche chez Prusa, la construction de l’entreprise à travers le temps, de la ferme d’impression , de leurs process de test, de la création de leur filament, du support etc bref de tout ce qu’ils font maison (jusqu’à imprimer des ´sucres ‘ en 3D pour brancher les imprimantes de leur ferme en rj45 et aussi leurs pcb) Je suis absolument fan de cet esprit que je veux encourager surtout en Europe. Même si je prendrais plaisir à monter et utiliser une mk4, j’ai peur qu’en face il y ai un rouleau compresseur que rien n’arrêtera … Aujourd’hui je passe moins de temps sur l’évolution, le dépannage de mes imprimantes et les problèmes de qualité d’impression. Je passe plus de temps sur mes projets …car quand je veux imprimer ma P1S répond à toutes mes exigences. J'espère qu’ils prendront un virage technologique parce que sinon ça va finir comme Nokia et bon sang ça serait triste.1 point
-
Bonjour, Je vais vous faire part de mon expérience avec Klipper et vous expliquer comment l'installer et le configurer sur votre imprimante. I - Introduction Klipper est un firmware pour imprimante 3D comparable à Repetier ou Marlin. Son rôle est d'interpréter le Gcode en provenance du slicer et de le convertir en commandes qui permettent de piloter individuellement le hardware de l'imprimante. Pour certaines machines, comme les CoreXY ou les Delta, la cinématique est très complèxe, ce qui demande des calculs importants. Malheureusement, avec une carte 8-bits, la puissance du microcontroleur n'est pas super adaptée à ces calculs. Du coup, la vitesse sera limitée par la puissance du processeur et les calculs seront moins précis. C'est ce qui pousse certains à vouloir passer à une carte 32 bits. Nous allons voir que Klipper permet de s'affranchir de ces limitations. 1) Les fonctionnalités de Klipper La particularité de Klipper est d'utiliser un ordinateur hôte pour faire tous ces calculs et de réserver le microcontroleur pour ce qu'il sait bien faire: gérer les entrées-sorties en temps réel. Ceci décharge le microcontroleur qui n'a plus que ça à faire, et l'hôte, qui est généralement un Raspberry Pi 3 avec un processeur ARM quad core, se charge des calculs, avec du multi-thread, plus de mémoire, et une interface graphique plus attrayante. Par ailleurs, Klipper s'interface avec Octoprint, ce qui permet d'utiliser sa partie graphique pour controler l'imprimante. On pourrait meme virer le LCD de l'imprimante et utiliser un écran tactile connecté au Raspberry. Le résultat, c'est un surcroit de performances important. Avec une carte 8-bits, on a des performances supérieures à celles d'une carte 32-bits. Klipper utilise cette puissance pour calculer les trajectoires de façon plus souple, ce qui permet de gagner en précision, en fluidité, en bruit, et en vitesse d'impression. Avec Klipper, j'imprime en 120mm/s sans problème sur une imprimante cartésienne. Il semblerait que les gains sont encore plus importants sur des CoreXY ou Delta. Et bien sûr, une carte 32-bits permettra d'aller encore plus vite, mais on se limite alors à l'énergie cinétique que la mécanique de la machine peut encaisser. Les firmware classiques ont aussi d'autres inconvénients: Ils se configurent en modifiant les fichiers de code source, ce qu'un utilisateur ne devrait jamais avoir à faire. Il faut ensuite les compiler et les flasher à chaque modification. Avec Klipper, on ne touche plus au firmware qui est sur le microcontroleur. Les modifications se font sur un fichier de configuration qui réside sur l'hôte, ce qui est instantané et beaucoup plus pratique. Jusqu'à l'année dernière, Klipper était plutôt expérimental, mais depuis la version de décembre et l'introduction du bed levelling, le support BL Touch, le "pressure advance", la calibration delta, les écrans LCD, les protections thermiques, etc... c'est devenu parfaitement utilisable tous les jours. Il y a deux étapes à l'installation de Klipper: L'installation. C'est la partie la plus facile et on ne la fait qu'une fois. La configuraton. Celle-ce se fait dans un fichier de config. Avec un plugin qui va bien dans Octoprint, on peut éditer ce fichier directement dans Octoprint. 2) Prérequis Avant d'installer Klipper, il vous faut: Une imprimante 3D. Ben oui, c'est pas pour les machines à laver. Il faut pouvoir flasher le firmware, donc on évitera les machines avec un hardware propriétaire. En principe, tout ce qui tourne avec Marlin peut tourner avec Klipper. Un firmware basé sur Marlin. C'est plus simple, parce qu'on pourra récupérer un certain nombre de paramètres. Il est possible de se débrouiller autrement, mais il faudra connaître ou calculer les mm/step etc... Un ordinateur hote sous Linux. Ici, on parlera de Raspberry, mais en théorie ça pourrait fonctionner avec n'importe quel PC sous Linux et Octoprint. Attention, il faut un Raspberry Pi 3 au minimum. Un Raspberry Zero ou un vieux Raspberry 1 vont trop ramer. Octoprint. Je ne vais pas détailler ici l'installation d'Octoprint. Il y a plein de tutos là dessus. On y installer un plugin OctoKlipper qui facilite la configuration de Klipper. Des connaissances (basiques) en Linux. On va utiliser une ligne de commande SSH pour télécharger et installer Klipper. Note importante: Avant de procéder à l'installation de Klipper, assurez-vous bien que tout l'ensemble Imprimante 3D + Octoprint Raspberry fonctionne correctement et est parfaitement maîtrisé. Sinon, si un truc ne marche pas après, on ne pourra pas savoir si ça vient de Klipper ou de la configuration matérielle. 2ème note: Je vous conseille d'avoir toujours une stratégie de repli, autrement dit les moyens de pouvoir reflasher Marlin avec une configuration qui marche si pour une raison ou une autre Klipper ne vous convient pas.1 point
-
IV - Configuration avancée Une fois que vous avez la configuration de base, il est assez facile de rajouter des options supplémentaires. Les exemples que je mets ici sont simplifiés et ne contiennent que les infos de base. D'autres options sont disponibles et documentés dans le fichier examples_extras.cfg. 1) Homing override (pas nécessaire si vous n'avez pas de sonde) C'est l'équivalent du SAFE_HOMING dans Marlin: on veut redéfinir la position de l'opération Home pour s'assurer que la sonde BL Touch ou autre est au dessus du plateau et que la buse ne percute pas le plateau. Dans Klipper, on définit une séquence Gcode à définir lorsque le Home s'applique à un ou plusieurs axes. Voici l'exemple qui marche chez moi, mais qui sera à adapter en fonction du placement de votre sonde par rapport à la buse: [homing_override] axes: z set_position_z: 0.0 gcode: G90 G0 Z5 F600 G28 X0 Y0 G0 X-5 Y10 F3600 G28 Z0 G0 Z5 F600 Explication: axes: définit l'axe sur lequel cet option s'applique. Ici, ça ne va s'appliquer que si on fait Home All ou Home Z. set_position_z: Klipper refuse d'activer la sonde tant qu'on n'a pas défini un 0 pour l'axe. On définit donc le 0 (provisoire) à la position actuelle. gcode: On execute le Gcode suivant: - G90: mode absolu - G0: monter 5mm au dessus (pour s'éloigner du plateau si on est en contact) - G28 X0 Y0: faire un Home sur X et Y - G0 X-5 Y10: mettez ici les coordonnées de la buse pour lesquels la sonde sera au dessus du plateau. - G28 Z0: faire le Home Z - G0 Z5: remonter à 5mm au dessus du plateau pour ne pas rester en contact Vous pouvez bien sûr modifier le Gcode à votre convenance. 2) Bed leveling Klipper propose le nivellage automatique du plateau et la compensation de l'inclinaison avec un capteur (défini dans les sections [bltouch] ou [probe]) Malheureusement, il faut choisir. Donc je choisis plutôt l'option bed leveling. [bed_mesh] speed: 100 probe_count: 3,3 min_point: -5,20 max_point: 160,200 horizontal_move_z: 6 samples: 1 sample_retract_dist: 6 probe_count sera la définition du nombre de points dans la grille de test. min_point et max_point seront les coordonnées de la buse pour que la sonde soit placée dans les coins du plateau. Il faut donc tenir compte de l'offset. samples permet de faire la moyenne entre plusieurs sondages à chaque point de la grille. horizontal_move_z et sample_retract_dist définissent le mouvement en Z à chaque sondage. Pour lancer le bed leveling, Klipper ne connait pas la commande G29 mais utilise la commande BED_MESH_CALIBRATE à la place. Il faut donc taper cette commande dans l'onglet Terminal. On peut aussi très bien créer une macro pour redéfinir G29. 3) Deux moteurs Z Il est facile de rajouter un deuxième moteur sur l'axe Z qui utilise le même endstop, en rajoutant le bloc suivant: [stepper_z1] step_pin: ar36 dir_pin: !ar34 enable_pin: !ar30 step_distance: .00125 Il faut bien-sûr s'assurer que les pins sont corrects. La direction du dir_pin ("!" ou pas) ainsi que le step_distance doivent être les mêmes que dans stepper_z. 4) Commandes Klipper Klipper est globalement compatible avec le Gcode Marlin, c'est à dire que du Gcode généré pour Marlin sera compris par Klipper. Cependant, il y a quelques commandes Marlin qui n'ont pas de sens sous Klipper (les options M50x) ou qui utilisent des commandes différentes (par exemple TURN_OFF_HEATERS au lieu de M108). La liste des commandes Klipper est disponibles ici: https://github.com/KevinOConnor/klipper/blob/master/docs/G-Codes.md La liste des commandes Gcode est ici: https://reprap.org/wiki/G-code Vous pouvez aussi taper HELP dans le Terminal pour obtenir la liste des commandes de Klipper. 5) Macros Il est possible de créer ses propres commandes ou raccourcis Gcode avec Klipper. On peut ensuite inclure la nouvelle commande dans son Gcode ou le taper dans l'onglet Terminal. La syntaxe est la suivante: [gcode_macro <nom de la macro>] gcode: <Gcode> On peut, par exemple, créer des commandes Gcode Marlin qui n'existent pas dans Klipper, ou créer des macros pour insérer le Start Gcode ou End Gcode du slicer directement dans Klipper. Par exemple, avec la configuration suivante, on peut mettre simplement les commandes START_PRINT et END_PRINT dans Cura et Klipper s'occupera d'effectuer les actions en début et en fin d'impression: [gcode_macro G29] gcode: BED_MESH_CALIBRATE [gcode_macro PURGE] gcode: M117 Purging... G1 X0 Y3 Z.10 F3600 G92 E0 G1 X40 E10 F500 G92 E0 G1 E-2 F500 G1 X80 F4000 G1 Z0.3 [gcode_macro START_PRINT] gcode: M117 Bed leveling... G90 G21 M82 M107 G28 G29 PURGE [gcode_macro END_PRINT] gcode: M104 S0 M140 S0 G91 G1 E-1 F300 G0 Z+2 E-5 F600 G90 G0 X-5 Y200 F3600 M84 6) Calibration du PID Le PID, c'est l'algorithme qui va contrôler la stabilité de température. Un PID mal calibré va donner une température qui va osciller entre une valeur au dessus et en dessous de la consigne. Pour calibrer le PID, on va lancer une calibration avec la commande suivante dans l'ongler Terminal: PID_CALIBRATE HEATER=extruder TARGET=200 Klipper va faire lancer plusieurs cycles de température à 200°C et à la fin va lister les valeurs pid_Kp, pid_Ki et pid_Kd dans le terminal. Il suffit de copier ces valeurs dans la section [extruder] du fichier de config. Vous pouvez faire la même opération sur heater_bed. 7) Pressure Advance Cette option est similaire au "Linear Advance" de Marlin. Elle permet de régler de façon dynamique le débit de la buse en fonction de la vitesse et de l'accélération de la tête. Sans cette option, par défaut, si vous faites un carré, il va y avoir une accumulation de matière dans les coins qui former une espèce de bourrelet vertical dans les coins. Pour trouver la valeur optimale, on commence par régler la valeur à 0 en rajoutant la ligne pressure_advance dans le fichier de config: [extruder] pressure_advance: 0.000 Taper les commandes suivantes pour ralentir la tête dans les coins, ce qui va accentuer le problème pour mieux voir les effets: SET_VELOCITY_LIMIT SQUARE_CORNER_VELOCITY=1 ACCEL=500 SET_PRESSURE_ADVANCE ADVANCE_LOOKAHEAD_TIME=0 Imprimer l'objet test (à télécharger depuis https://github.com/KevinOConnor/klipper/blob/master/docs/prints/square.stl), à une vitesse rapide (100 mm/s) et une hauteur de couche à 0.2 mm. Ensuite, recommencer avec une valeur de 1.000, 0.500, etc... et affiner pour obtenir le meilleur résultat.1 point
-
II - L'installation L'installation est la partie la plus simple. Il suffit de suivre les étapes, sans trop réfléchir. 1) Récuperer les paramètres de Marlin On part du principe qu'on a une installation Marlin qui fonctionne. On peut donc récupérer un certain nombre de données qui nous aideront à configurer Klipper. Aller dans Octoprint et connecter l'imprimante. Aller sur l'ongler Terminal et entrer M503. Ca va lister toute une série de lignes qui commencent par echo. Copier le résultat du M503 et coller ce contenu dans un fichier texte à sauvegarder. On y reviendra plus tard. 2) Noter le port L'imprimante est généralement connectée au Raspberry par le port /dev/ttyUSB0 ou /dev/ttyACM0 (ça dépend des machines). Regarder les options de connexion d'Octoprint Noter le port sur lequel Octoprint se connecte à l'imprimante. 3) Télécharger Klipper Ceci va télécharger et installer le logiciel hôte Klipper (la partie qui s'installe sur le Raspberry). Se connecter au Raspberry en SSH (user: pi et password: raspberry si vous ne l'avez pas changé - je vous conseille de le changer avec passwd ou raspi-config) Entrer les deux commandes suivantes: git clone https://github.com/KevinOConnor/klipper ./klipper/scripts/install-octopi.sh 4) Flasher le firmware sur le microcontroleur Taper les commandes suivantes: cd ~/klipper/ make menuconfig Ceci ouvre un menu qui permet de régler les options de compilation. Choisissez d'abord le microcontrôleur. Si vous avez un Arduino/RAMPS ou dérivé (Anet, MKS Gen, etc...), laisser par défaut. Sinon, si vous avez une carte un peu plus exotique (32 bits ou autres...) il faudra plonger dans les options. Sélectionner Save puis Exit. Entrer la commande suivante make Et enfin, on va flasher le firmware avec les commandes suivantes: sudo service octoprint stop sudo service klipper stop make flash FLASH_DEVICE=<port> sudo service klipper start sudo service octoprint start Remplacer <port> par le port que vous avez noté, par exemple /dev/ttyUSB0 ou /dev/ttyACM0. Attention: Sur les cartes Anet, il faut utiliser la commande suivante à la place de make flash: avrdude -p atmega1284p -c arduino -b 57600 -P /dev/ttyUSB0 -U out/klipper.elf.hex 5) Installer le plugin OctoKlipper Ce plugin va nous faciliter la vie en permettant, parmi d'autres choses, d'éditer la configuration de Klipper à travers l'interface web. Dans Octoprint, aller dans Settings > Plugin Manager et cliquer sur Get More. Rechercher le plugin OctoKlipper et Installer. A partir de maintenant, Octoprint va se connecter à une imprimante virtuelle Klipper /tmp/printer au lieu de l'imprimante physique. Si ce n'est pas déjà configuré, modifier les options de connection.1 point












.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)