Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/12/2024 dans Messages
-
Bonjour, et oui c'est déjà Noël ! Il est temps d'ouvrir votre cadeau, comme l'année dernière je vous offre une de mes création. Comme les fichiers STL sont volumineux je ne peux pas les mettre directement ici. Donc après avoir cliqué sur l'image, vous allez être redirigé sur ma page Patreon, il va falloir vous inscrire (si cela n'est pas déjà fait) en tant que membre gratuit et là vous pourrez découvrir votre cadeau...
 4 points
4 points -
Perso, j'aime bien celle-là: quand t'as un peu trop bu, et que t'arrives pas à viser "comprends pas pourquoi ça s'remplit pas ???"
 4 points
4 points -
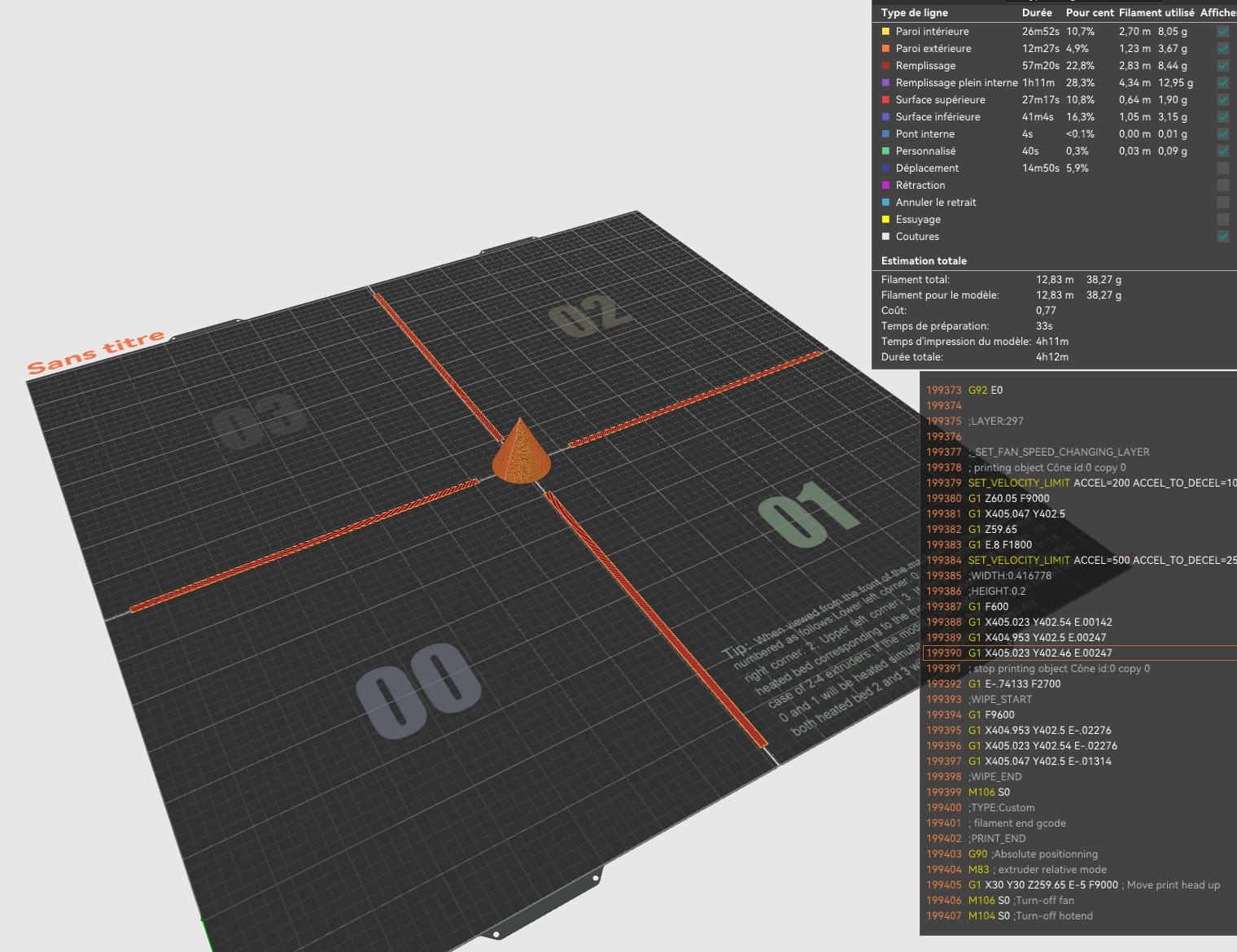
j'ai tenté une grosse extrusion 3D qui après 16h a vrillé J'ai refait à nouveau une GROSSSSSSE calibration manuelle, je pense que l'auto leveling est quasi inutile, la tête étant sur tout le cadre, je ne pense pas que le cadre bouge beaucoup d'un point à un autre (à la Sidewinder X2, mais avec un plateau énorme) J'ai ensuite testé la pièce en petite sur les 4 plateaux, puis au milieu, c'est pas niquel mais ça passe. Là j'ai refait un gros test, après 200 grammes de filament, 12h d'impression et un ou deux euros d'électricité, la première couche est bientôt finie, je croise les doigts pour que la pièce sorte bien cette fois


 3 points
3 points -
Oui c est vraix... mais bon... tu sait probablement comment ils pensent dans les bureaux d une boîte... Pas de soucis pour dépenser 15000 € dans une horloge design que personne ne regarde et qui n est plus à l heure depuis le passage à l heure d hiver.... Mais pour dépenser 1000€ dans un four de laboratoire... il faut monter un gros dossier ! J ai dus rédiger un dossier de 15 pages avec photos et chiffres pour avoir le financement de l imprimante ! !!!2 points
-
mais c'est plus facile de peindre les boites et de les exposer avec les trucs dedans bon c'est moins beau et ça prend plus de place Et pas besoin de meuble on peut empiler les boites.2 points
-
ce n'est pas mieux de peindre les trucs pas finis, plutôt que les boîtes ?2 points
-
Il y a la 5G dans l'Aisne !!!2 points
-
Salutation Avec à chaque essai toujours le même modèle 3D, même placement et/ou fichier d'impression ? ( Car je suis déjà tombé sur des modèles où il y avait un petit défaut d'orientation (genre un angle de 0.1° au lieu d'être bien en contacte complet sur le plateau) ou des petits pics sur le dessous de l'objet (modèle 3D) ce qui fait que la couche initiale était une couche presque vide (genre deux trois point sur la couche initiale) et la grande surface du dessous de l'objet se retrouvait en couche 2. )1 point
-
Pas eu de soucis commande de filament Spectrum et R3D entre autres, livraison par la poste pas de soucis mais compter 1 ou 2 jours de prépa. Pour les imprimantes pas testé. Chiffre d'affaire 2023 autour de 140 M€.1 point
-
salut @macandnews 3Djake appartient au groupe Autrichien Niceshops depuis sa création en 2014 et pas de changement à ce jour1 point
-
Si le volume de 320x325 est réel, je pense qu'ils auraient pu aller un peu plus loin, même si ça fait un joli plateau, perso, j'en attends un peu plus pour vraiment me dire qu'il me faut la machine, sinon je pourrai préférer aller sur une K2 plus qui a l'air quand même solide. La double extrusion est un plus, mais dans 90% des cas pour moi (qui fait de la pièce technique) je n'utilise pas le multicouleur et je conçois les pièces avec peu de support. L'ams est donc surtout un confort pour moi au lancement de l'impression. De plus, même si la double extrusion a de gros avantages, elle n'amènera rien qu'une x1c avec ams ne peut pas faire, elle le ferra juste moins vite avec plus de purge. De plus, même si j'achète cette imprimante, je continuerai de concevoir mes pièces avec peu de support, car mes créations ayant pour but d'être partagé, je pars du principe que tout le monde n'a pas ce genre de machine et ne veux donc pas d'une pièce qui nécessite 200 changements de filament pour les interfaces de support.1 point
-
Bonjour , clé wifi dans le panier! dans le même genre de petite amélioration, j'ai récemment acheté cette petite camera qui m'a bluffé par sa qualité et son grand angle au regard du prix . J'ai prix une 1.8mm , à refaire je prendrais sans doute une 2.8mm. Pour l'instant elle est installée à l'arrière mais je vais tenter de la basculer sur l'avant.
 1 point
1 point -
@jcjames_13009 une histoire lue sur Facebook, le gars par en déplacement pour 3 mois, l'imprimante une K2 + combo arrive chez lui le lendemain de son départ ...1 point
-
Voila ce qui se passe quand on oublie de relancer le timer d'alexa pour un post traitement dans le four de la cuisine !!!! : Il s'agit d'une pièce en TPU semi rigide de chez Nanovia ( TPU 70D un super filament a tout faire !!!! ) pour mon taf.... c'est un support de buse de lavage haute pression que je traite en post traitement a 200 ° pour lui permettre de supporter la pression et éviter la délamination a 150 bar d'eau chaude Bhen la !!!! c'est raté... Mais bon... , ce n'est qu'une tentative de sauvetage de la pièce qui avais cédé a cause d'un petit défaut d’impression.... Et devinez .... la fissure que j’espérais réparer est toujours la ! : j'ai eu de tres bon resultats avec cette technique... mais sur ce coups.... je me suis bien vautrer !!!

 1 point
1 point -
Me r'voila avec des nouvelles infos!! (c'est têtu un breton!) Alors, je me suis penché sur les cas du démarrage de mes moteurs. Donc: Si j'utilise la commande M3 et M5 sur mes gcodes, le déplacement se fait en saccade, par à coups. Le moteur de l'axe X s'arrête entre chaque commande et redémarre. Si je demande à lightburn d'utiliser la commande M106 et M107, là, ca change tout! Le déplacement est linéaire sans arrêt à chaque impulsion. Cependant, si j'utilise les commande M106 et 106, je dois utiliser le pwm du fan, qui lui a un pwm inversé. Donc le laser s'allume à l'arrêt et s'éteind au démarrage. Mais là, la gravure est plus cohérente car je n'ai plus les contours qui sont marqués comme avant (bien sûr le résultat est naze puisque le pwm est à l'envers). Donc, je rencontre un soucis en utilisant les commandes M3 et M5 qui donne de mauvais résultats. Une idée quelqu'un?1 point
-
Bon, finalement j'ai trouvé un start gcode qui fonctionne ici : https://www.printables.com/model/420771-discontinued-cura-for-bambu-x1-and-p1-series/files Faudra quand même que j'arrive à comprendre ce qui ne collait pas dans l'autre avec Cura...1 point
-
Un coup de chalumeau et c'est bon.... Bon, mon choix d'imprimante est fait, ça sera une K1C, au lieu de la A1 ou la P1P (j'aime bien le coté fermé de la bestiole, mais pas son coté fermé au restant, me rappelant Apple) qui me faisait sacrément de l'oeil aussi. Bref une fois la bête reçue j'ouvrirai un post dédié à mes tribulations K1cienne Je viens de regarder ce logiciel, il est pas mal, bon ergonomiquement très différent de Cura, mais j'y retrouve mes petits pour l'instant (je suis en train de collationner moult vidéo sur la bête, pour apprendre. Et pis il y a d'origine le profil de la K1C c'est une bonne chose. T'ain la K1C est sous Klipper ? Je ne connais pas du tout la bestiole1 point
-
C est pas pour ce soir... J ai oublié de la prendre en partant Mais oui je penserais à faire des photos avant et après... Elle me serviront à convaincre la direction de l utilité d'un four dans l atelier... Je me suis fait engueuler quand je l ai fait la première fois pour une autre pièce dans le four de la cafétéria1 point
-
J utilise un pifometre de précision intégré !!! C est un outils, certes, rudimentaire mais peu onéreux et indispensable dans tout atelier qui se respecte ! En clair... de manière empirique en testant et en comparant les résultats... Pour cette pièce par exemple je l ai imprimé avec des parois de 6mm d épaisseur et un taux de remplissage de 50% pour résister aux 150 bar... Elle a tenu environ 1 mois à la sortie du plateau mais a lâcher au niveau du défaut d impression que j avais constaté. J ai donc commencer avec 15min à 175° Mais ce n estait pas suffisant... A 200° et 15 min de plus la fissure s est refermé et elle a tenu un mois de plus. Mais à répéter... Et donc la c etait l ultime tentative pour la sauver mais comme je ai oublier de lancer le timer ... voilà le résultat. J en ai une autre toute neuve mais qui présente exactement le même défaut d impression au niveau des trous pour les buses HP Je vais donc la passer au four en m installant devant avec une bière pour surveiller et arrêter la chauffe au bon moment avant de la tester au taf1 point
-
Oui c est clair !... En un ans, notre qidi xmax3 a été rentabilisé au moins 50 fois Elle a même été rentabilisé des la première impression un bette logement de piles pour un refractometre portable de laboratoire qui coûte 3000€... Le fournisseur voulais nous facturer la pièce 850€ HT ! Prix de l imprimante : 800€ Prix du pla pour cette pièce : 1.5 € On a donc gagner 48.5€ a la toute première impression1 point
-
Nous fournissons les matières de bases dans la conception de nourriture animale , pour la nourriture humaine aussi, ainsi que les arômes pour la réalisation de e-liquide. Les pièces que j imprime sont essentiellement des pieces techniques pour les machines de l usine. vus le prix de certaines pièces simples mais sur mesures...c est bien plus économique de les concevoir et de les imprimer en interne Et comme certaines sont en contact avec le produit, elles doivent etre certifié pour le contact alimentaire. Pour les valeurs ils n ont peut-être pas fait tous les tests de leurs produit et se sont basé sur des valeurs théoriques... Mais vus la réputation de Nanovia et la qualité de leur produits vraiment excellente, ils n ont pas besoin de se prendre la tête avec ca En moyenne, je passe 4 kg par ans de tpu et 2kg de istroflex... Pas mal aussi de PA food et de PLA EF ( sans perturbateurs endocrinien)1 point
-
Bonjour. Enfin résolu après quelques tâtonnements. Le résultat est très correct. Merci pour les infos1 point
-
ébavurer et ébavurage sont dans les dictionnaire, mais pas ébavureur. Mais j'ai du mal à trouver un autre mot. Et "outil d'ébavurage" ou " outil à ébavurer" n'apporte pas grand chose alors va pour "ébavureur" qui exprime bien le rôle de l'outil AMHA1 point
-
@pjtlivjy 90 min c'est beaucoup trop je vais mettre une bobine du petg cf dans le space pi pour voir concernant l'humidité, une bobine du petg cf était à 15%, après 4h à 70C°1 point
-
@3xkirax3 Space Pi Filament Dry Box https://www.creality.com/products/creality-space-pi-filament-dryer @pjtlivjy j'ai pas bien cherché alors oui, mais bon, ça arrive (c'est juste un bouton qui ne marche pas), maintenant c'est le SAV qui doit assurer1 point
-
Excuse moi de redemander, combien l'as tu acheté ta "belle" vitrine ? je n'ai pas d'objets type "figurines", par contre j'aime fabriquer des produits de qualité ... De l'artisanat en fait ...1 point
-
Perso j'ai rien à reprocher au pei d'origine, donc je ne le changerai pas pour autre chose pour avoir le même résultat, j'ai juste d'autres plaques pour avoir une autre texture sur la première couche mais c'est juste pour l'esthétique.1 point
-
Le terminator c'est pour un ami, je ne lui fait payer que la résine, la tv skull, c'était un cadeau de pendaison de crémaillère, le diorama cast's eye, c'est une commande, les impression Fallout c'est pour moi (bon certaines boites, on été vendu mais au départ je les ai faite pour moi mais elles plaisent bien aux joueurs qui sont bien accro de ce genre de goodies), l'ecto 1 c'était un cadeau de noël, la Delorean est pour moi, la tv alien et gremlins sont sur mon mur de salon, etc... La plupart des trucs sont pour moi, j'ai une petite vitrine pour ça mais elle est pleine, j'en ai aussi sur des meubles ikea (les tables qu'ont empilent), j'en ai sur les murs et j'ai des trucs pas finie dans des boites que je doit peindre...1 point
-
Couture est la traduction de "Seam" suivant dictionnaire. Cura propose "Jointure". Petit penchant pour ce dernier terme pour la raison suivante : Une couture (comme soudure) me semble être faite dans le sens de sa progression, de la succession des points alors que la jointure est l'endroit où les éléments se joignent. Cela me semble être plus proche de ce qui se passe réellement dans notre cas d'impression 3D. Après ça reste subtilité. PS Moi aussi je vois des points blancs sur mon écran, ce sont des flocons de neige !!!1 point
-
Par sécurité, j'aurais ajouté un "outer brim" / "une bordure extérieure" ... Tu n'aurais pas un petit courant d'air qui arrive sur le côté de l'imprimante là où la zone c'est décollé ? ( La porte du garage à calfeutrer ? un carton à mettre en bas de cette face de l'imprimante histoire de ? ) Bonne suite d'impression, je croise les doigts !1 point
-
que la force soit avec toi plus que 14 jours => ok je sors !1 point
-
Je commande régulièrement chez eux. J'ai d'ailleurs reçu du filament pas plus tard que la semaine dernière et ça a mis un peu de temps et le livreur a bloqué ma boîte à lettres en rentrant le colis en force... Ils ont un catalogue énorme et des prix parfois plus intéressants qu'ailleurs mais clairement ce ne sont pas les plus rapides à expédier, avec des transporteurs pas toujours terribles... Mais c'est à eux qu'il faut s'en prendre (les transporteurs)1 point
-
Aprés avoir passé quelques heures j'ai réussi à générer un modèle 3D pas encore abouti sur l'aspect souhaité dans le détail mais je me sent avancer sur ce projet. Merci pjtlivj pour tes conseils.1 point
-
Oui je suis tout à fait d'accord, c'est dépendant de notre façon de travailler, l'intensité d'utilisation, les filaments utilisés, etc. Je pense qu'on est par contre d'accord pour dire qu'avec pinse coupante et pince Brussel on a déjà couvert 90/95% de l'outillage nécessaire1 point
-
Ce genre de dessin est fait en moins d’une minute par un ami ChatGPT

 1 point
1 point -
voilà une excellente information pour ceux qui demande si une Qidi c'est fiable ...1 point
-
oui les températures ne sont pas affolantes refroidissement dynamique1 point
-
C'est plutôt un dérivé de BBStudio, malheureusement. J'aurais préféré qu'effectivement, il soit basé sur Orcaslicer, même si ma préférence va à Prusaslicer et Superslicer. Extrait de ce lien : Avec un «vrai» Klipper, ce serait Fluidd et/ou Mainsail Avec le Klipper / Moonraker à la sauce Creality, il est probablement préférable d'utiliser leur «solution» via leur Creality Print . Pour les modifications du printer.cfg, tu peux les faire via Fluidd. Normalement, une fois une modification faite , enregistrée et Klipper redémarré, un fichier de sauvegarde du printer.cfg a été créé (il comporte la date et l'heure (printer-AAAAMMJJ-HHMMSS.cfg)).1 point
-
En non intégré, ça fonctionne. Merci pour la vidéo et encore bravo pour le travail !!1 point
-
une vue détaillée du hotend démonté voici une photo des poignées de manutention qui m'ont value quelques moqueries sur un autre sujet quand j'ai expliqué qu'elles étaient bien pratiques

 1 point
1 point -
Après cela depend aussi de sa façon de travaillé je pense, mais la pince brussel oui me sert, la ou la spatule je m'en suis servi uniquement sur le plateau en verre de la genius a l'epoque en 4 ans depuis que j'ai commencé a utilisé les plaque PEI flexible Energetic 3D pour les machine d'origine equipé en plateau verre puis par la suite celle constructeur des Bambulab, Flashforge, Artillery SW X4, K2, KLP1 ... je ne me suis plus resservie de spatule en FDM, par contre c'est indispensable en impression Résine ou je m'en sert souvent.1 point
-
Les « mots laids font les gens bêtes » ou « les mollets font les jambettes », zatiz ze kess ti on1 point
-
non ce sont les vielles photos enfin vieilles, le collègue l'avait reçu en octobre pour l'extraire du carton, c'est plus simple à deux il me semble que je l'avais précisé sur un autre sujet, le cordon d'alimentation se branche sur le côté droit et non derrière, enfin il n'est plus nécessaire d'avoir le bras long pour utiliser une Qidi ...1 point
-
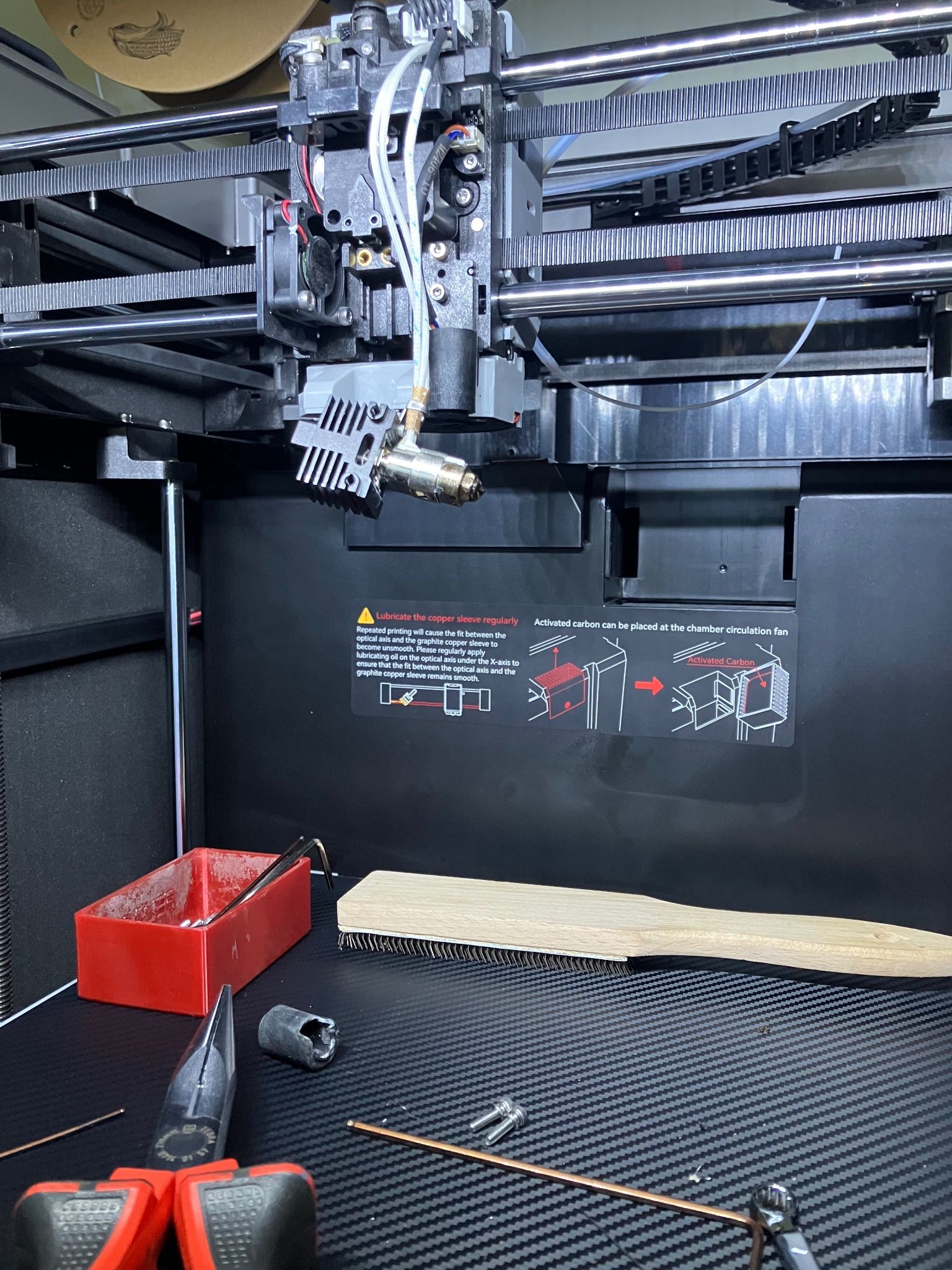
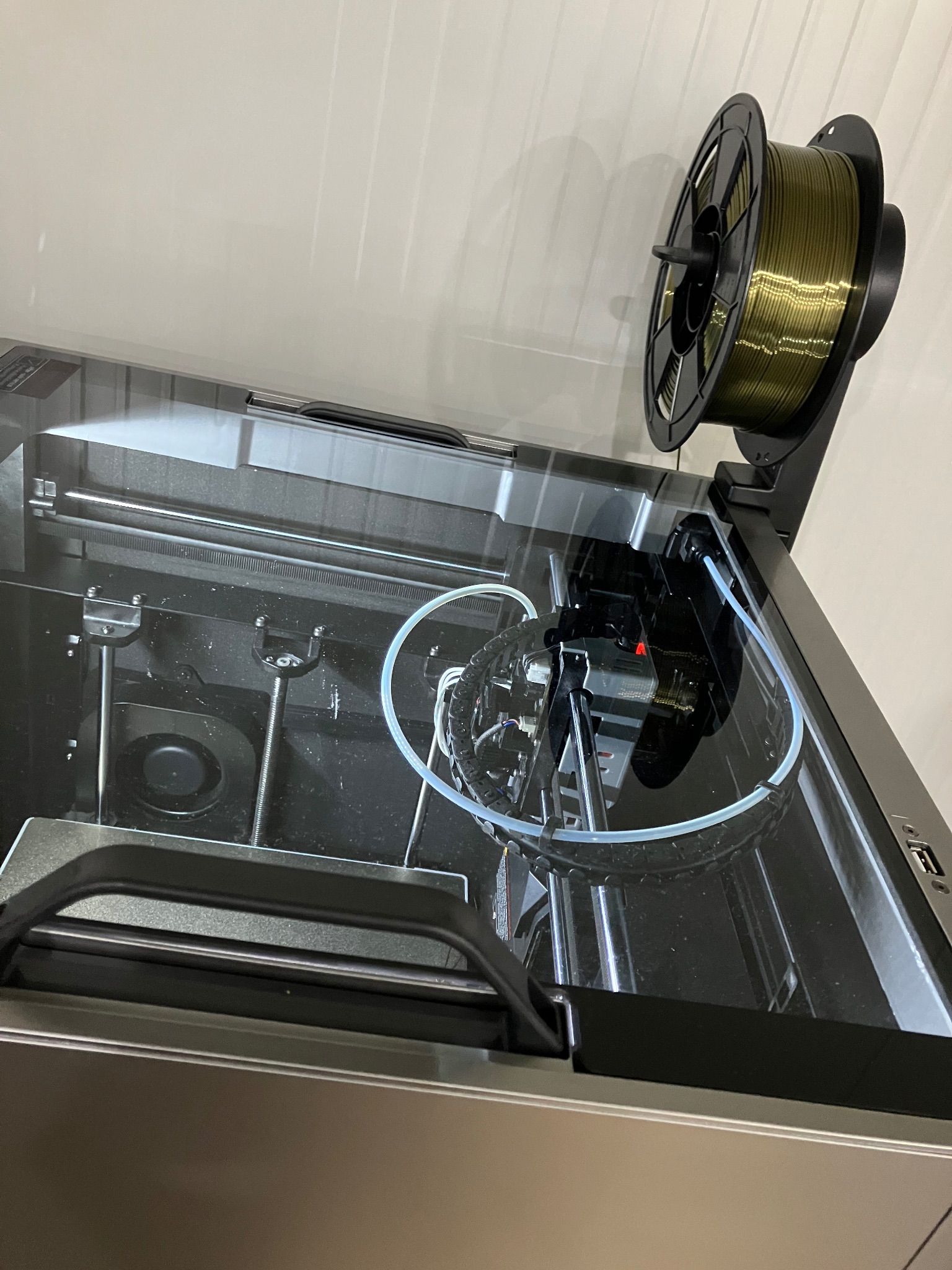
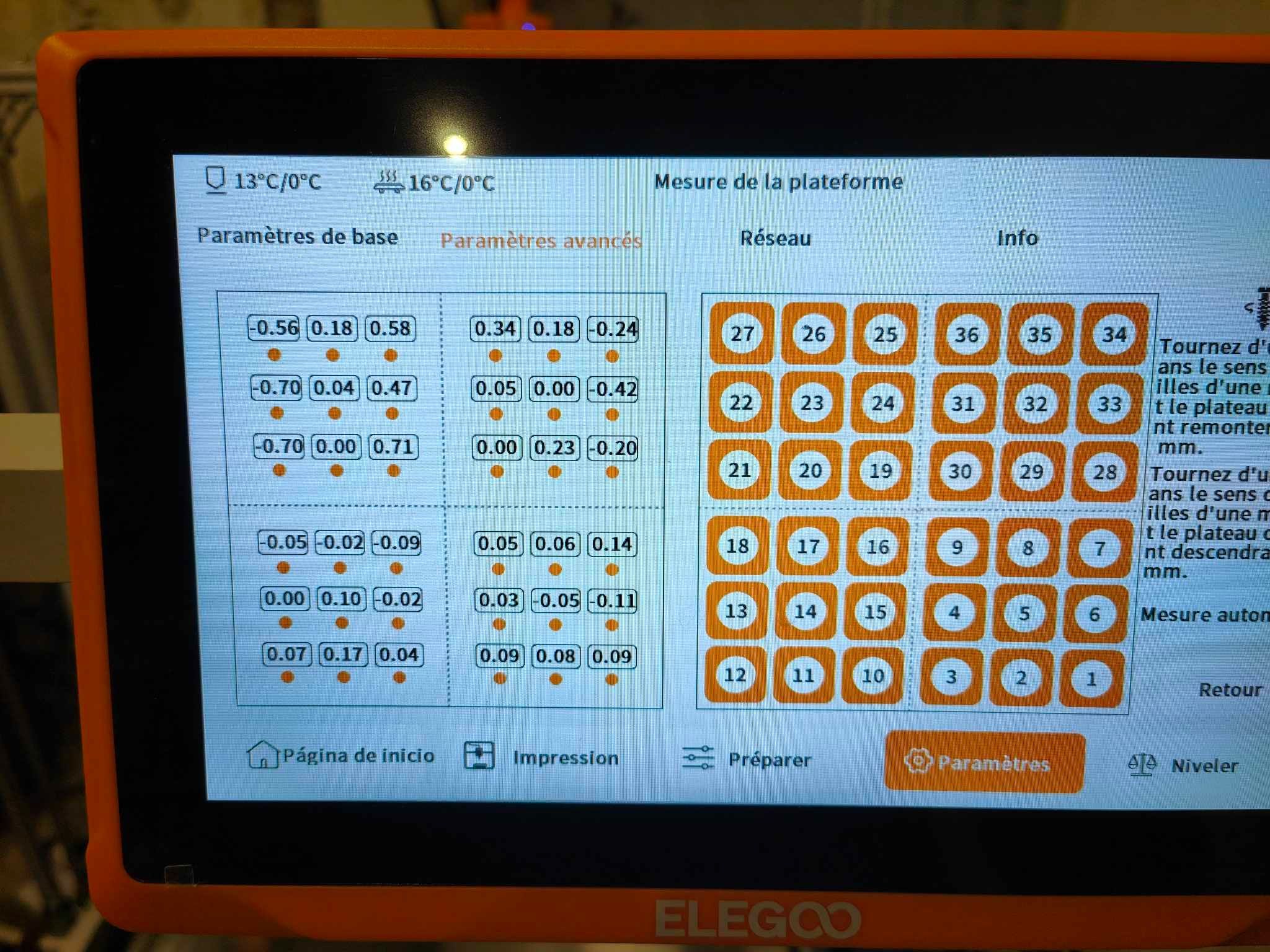
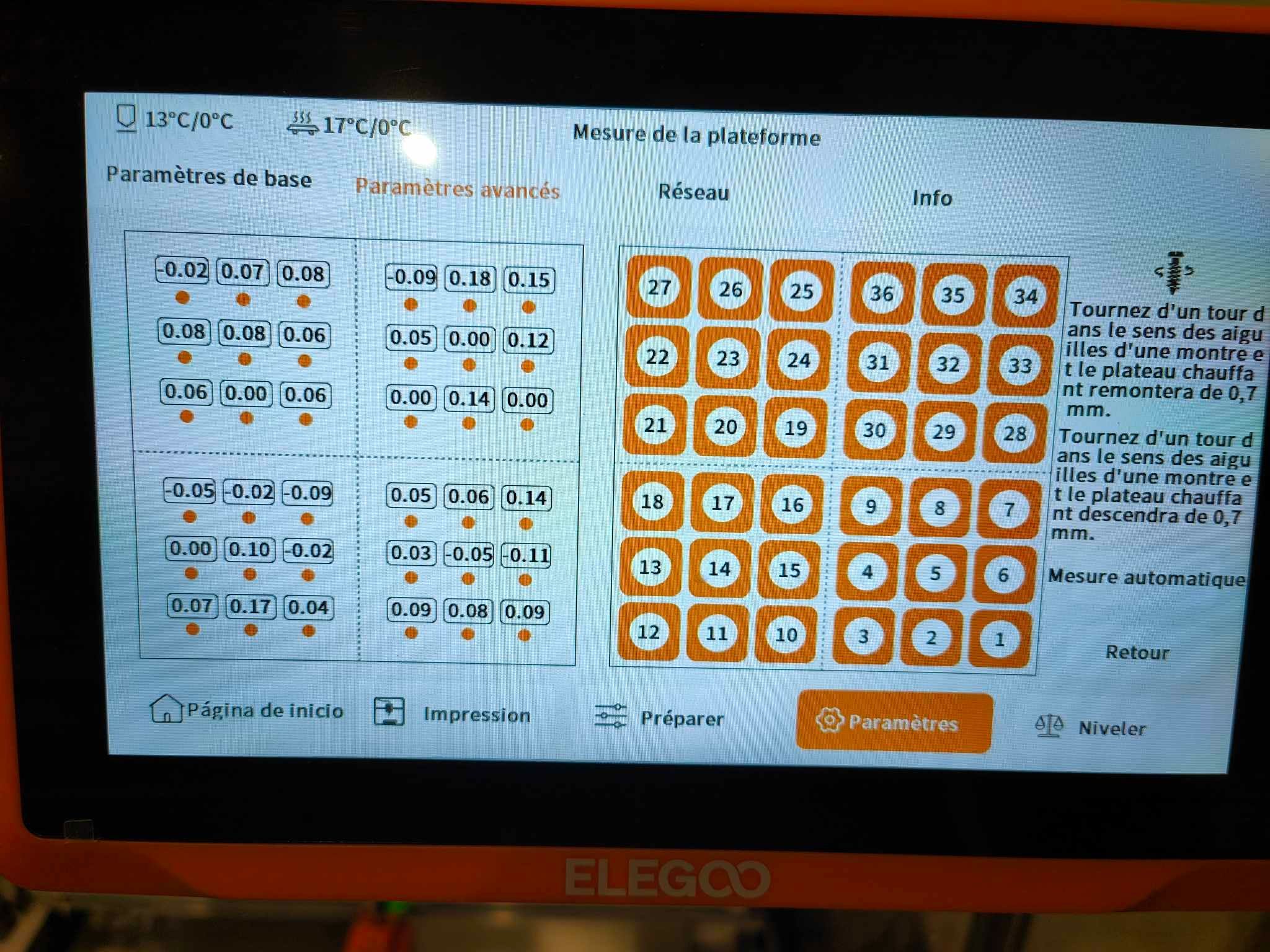
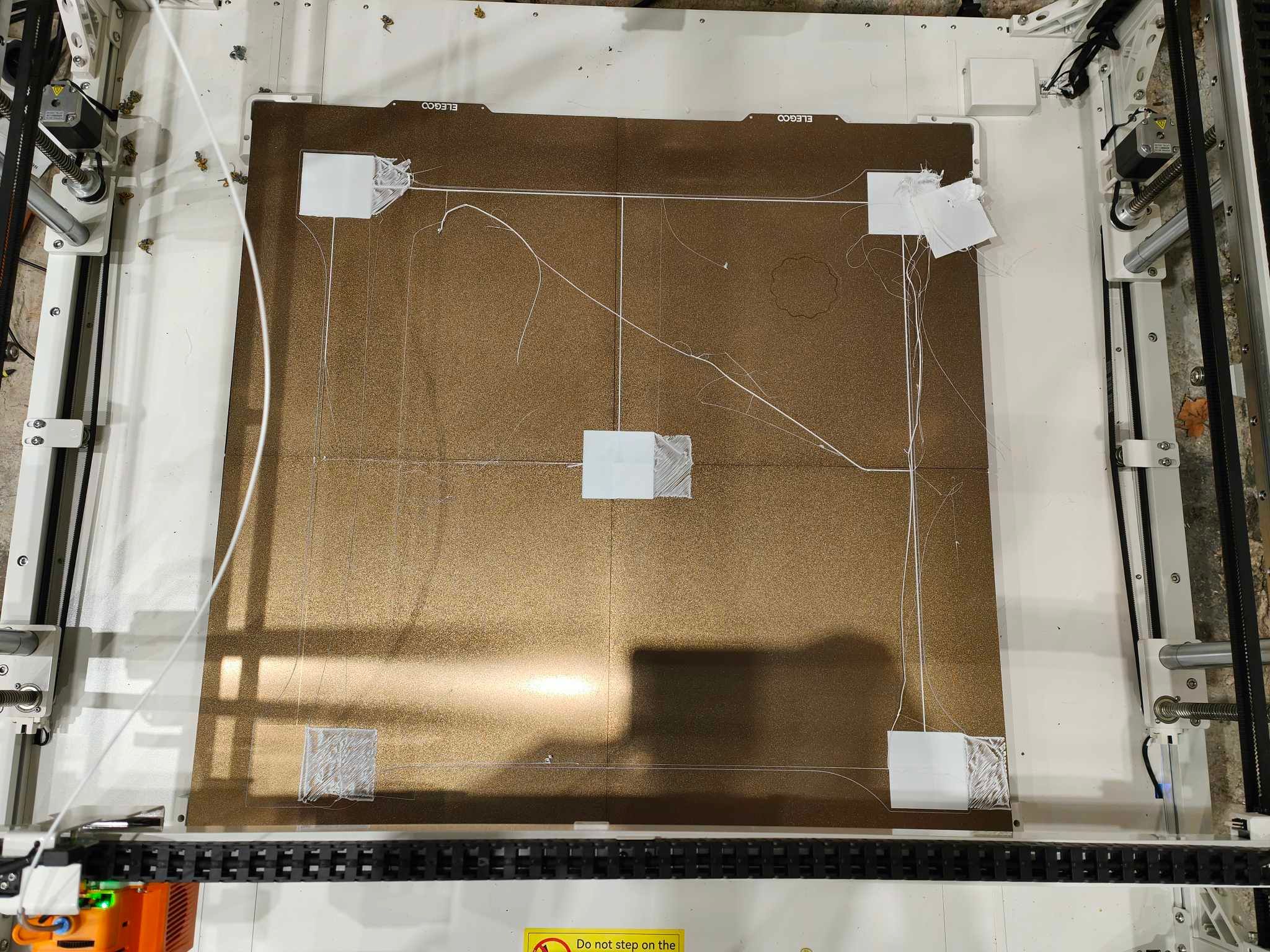
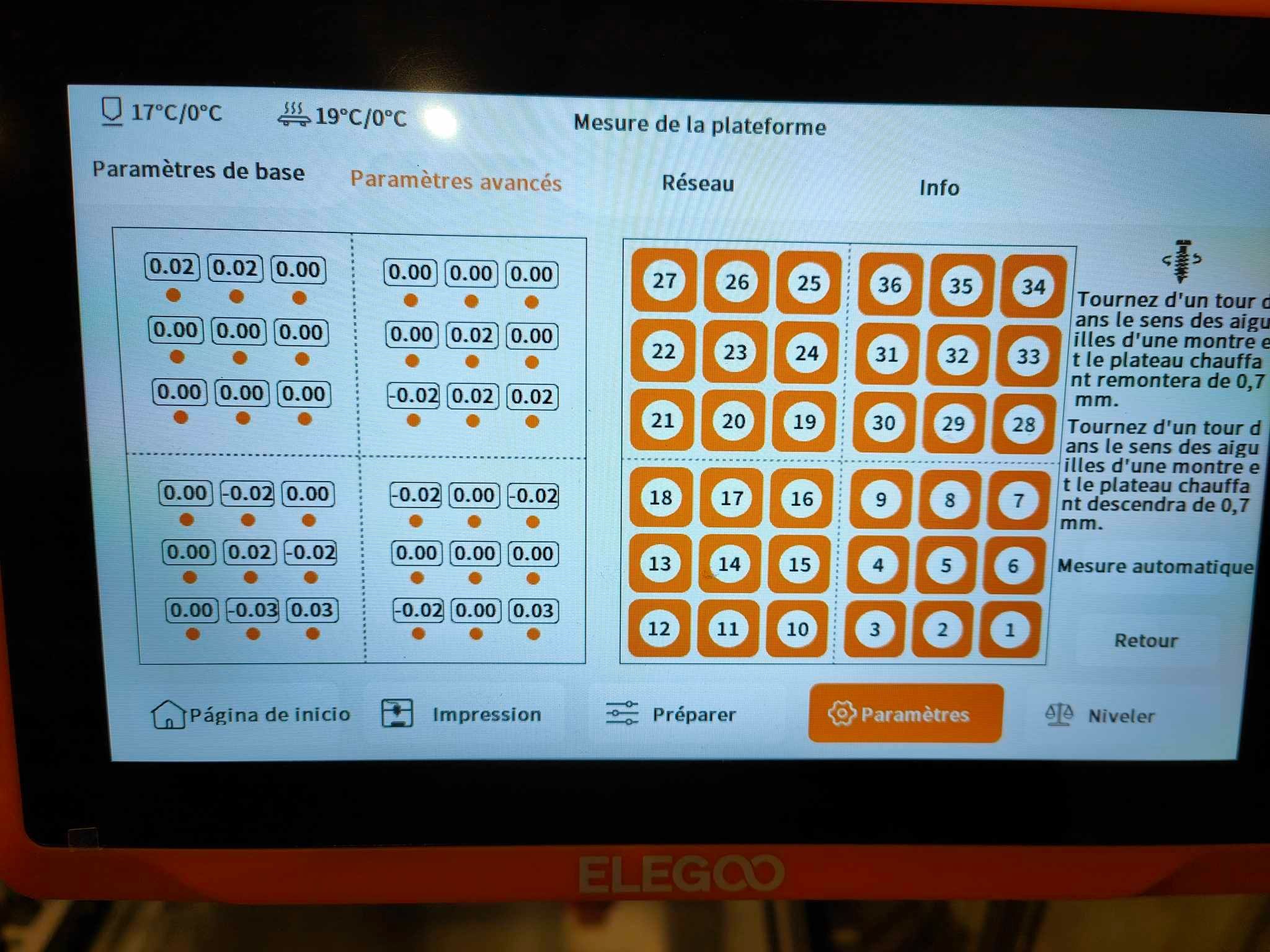
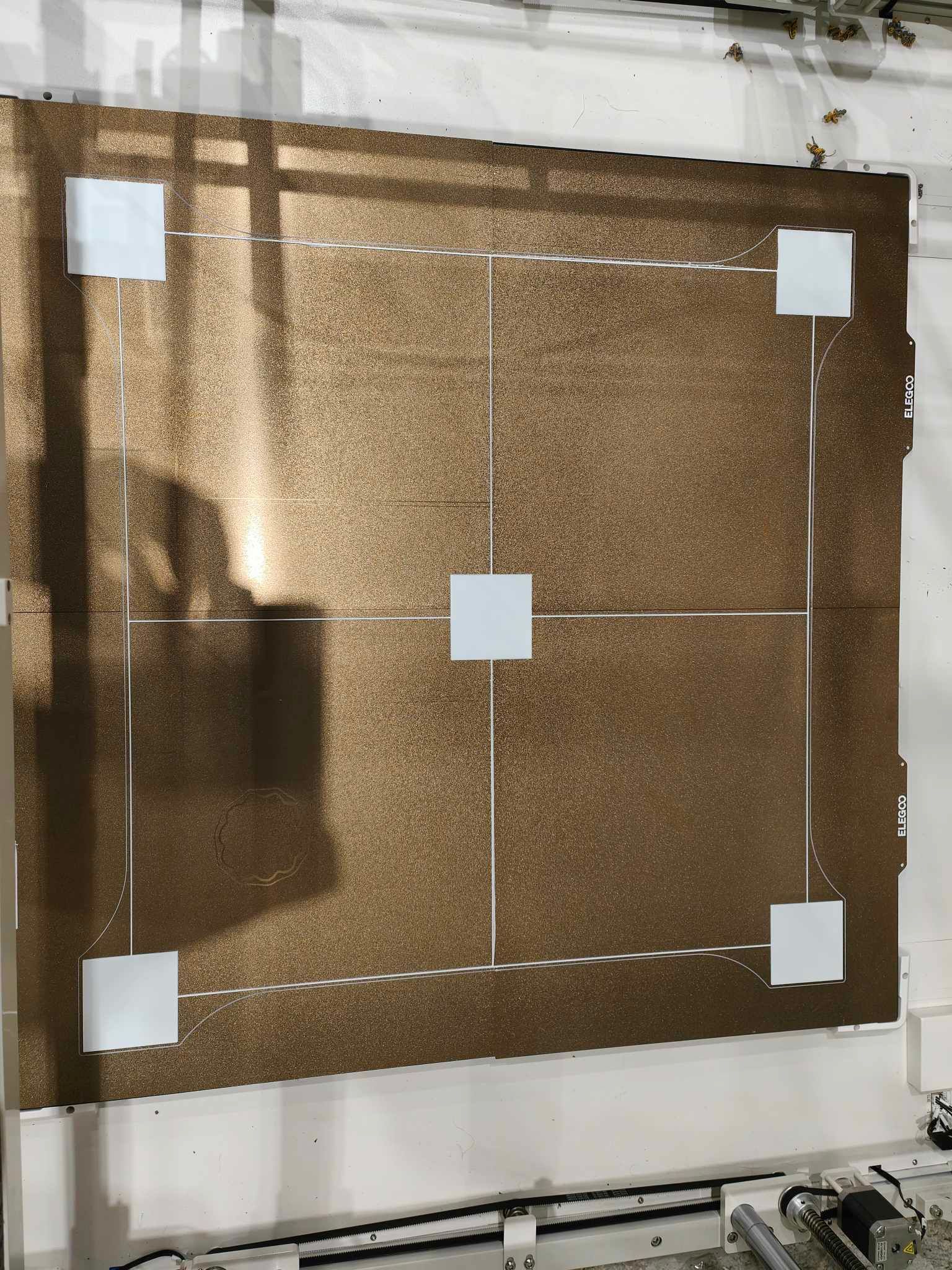
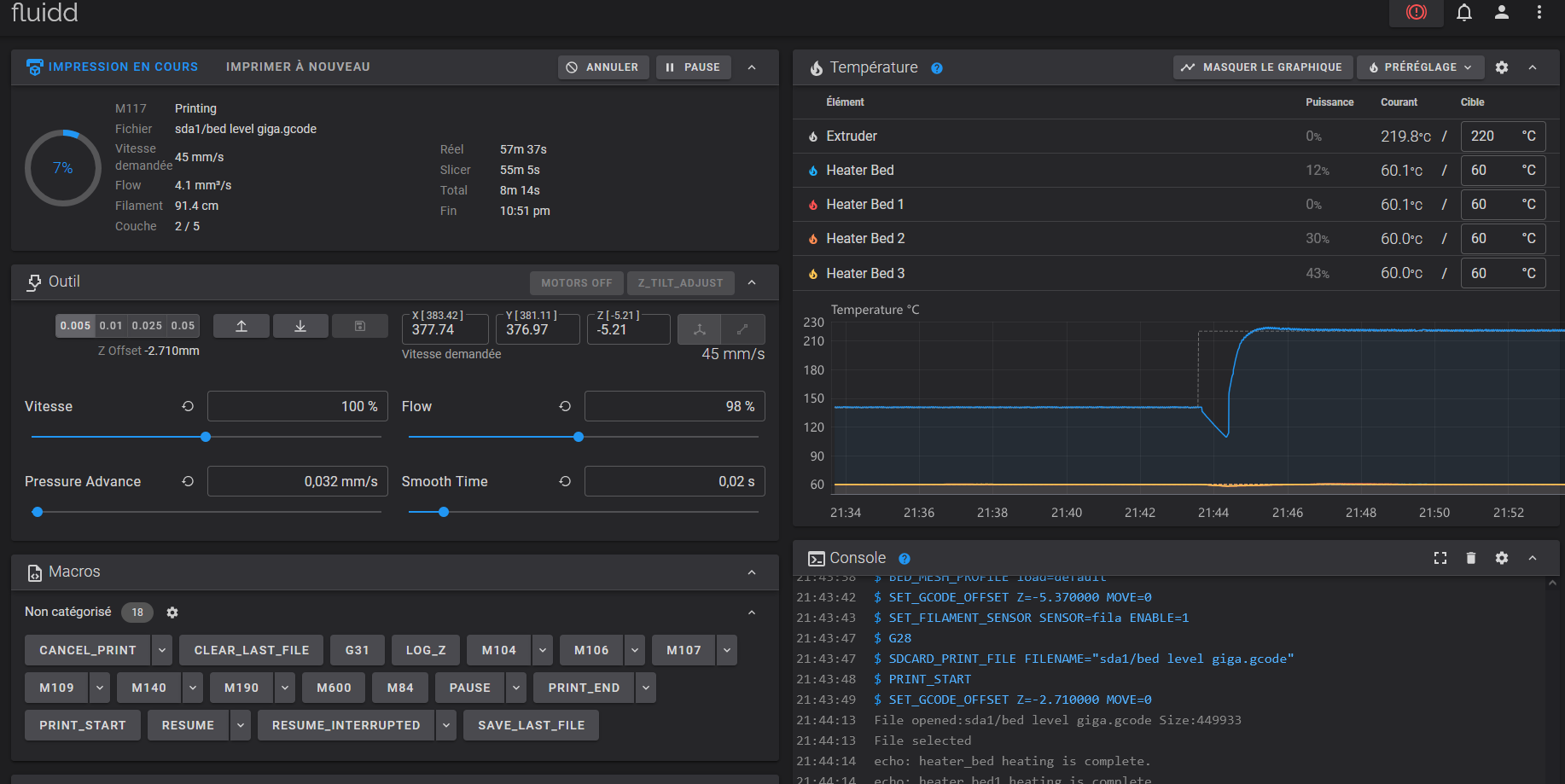
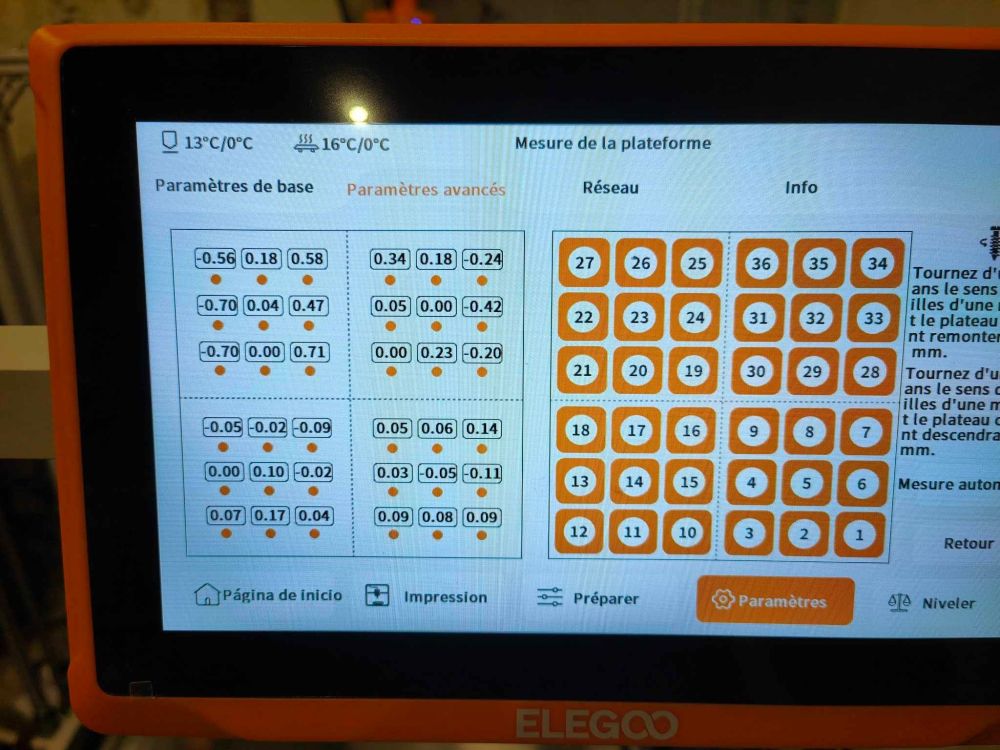
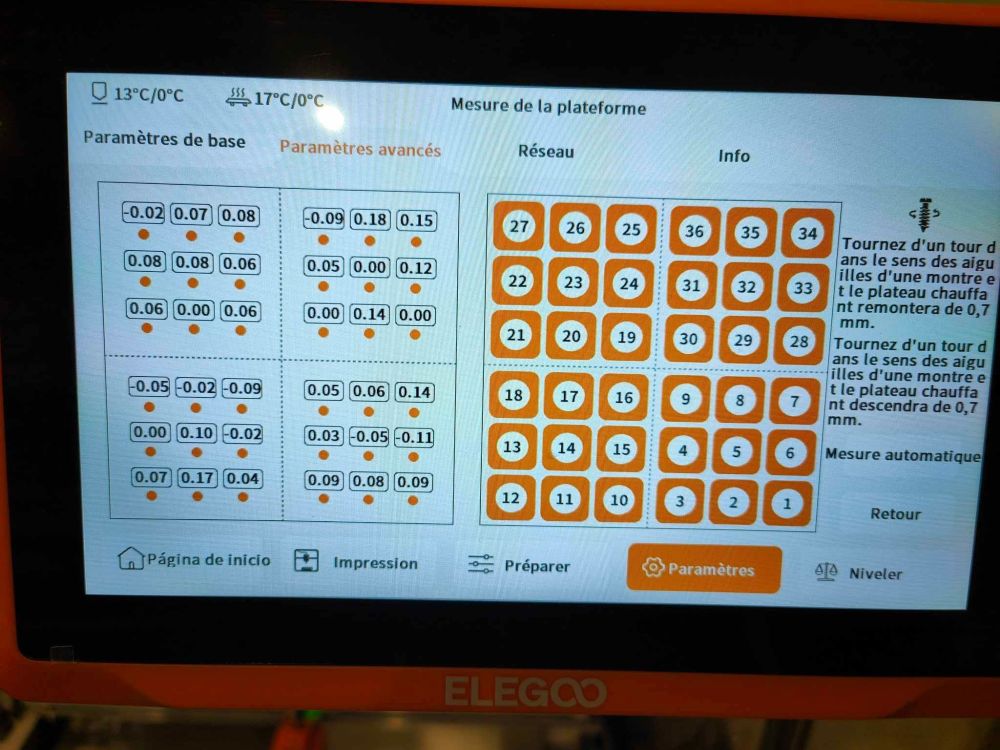
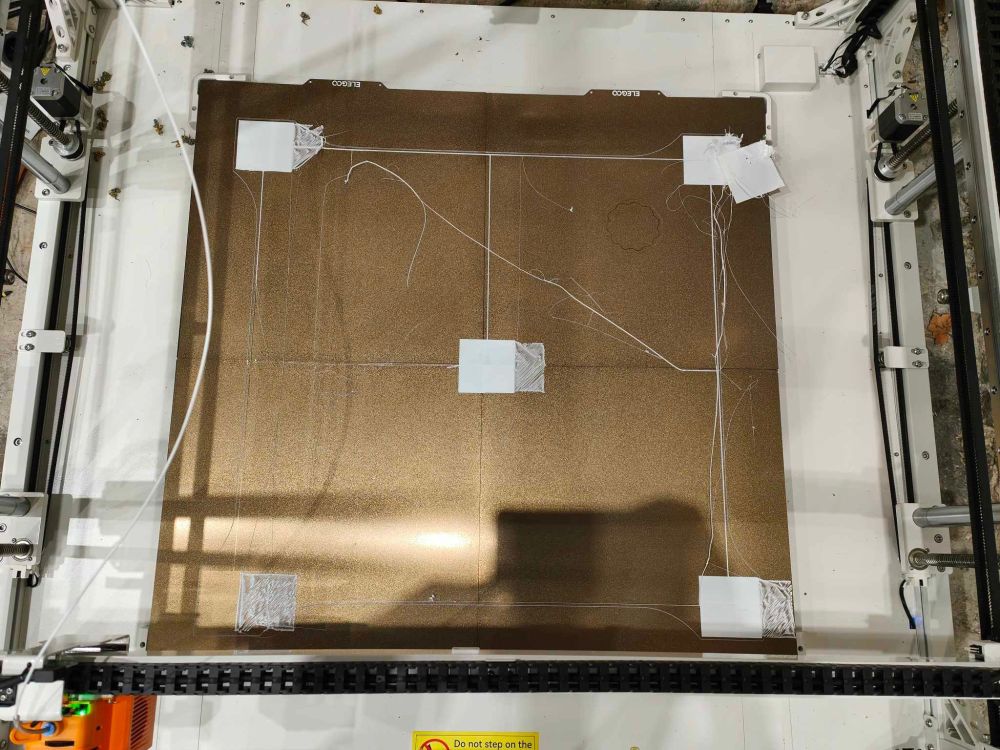
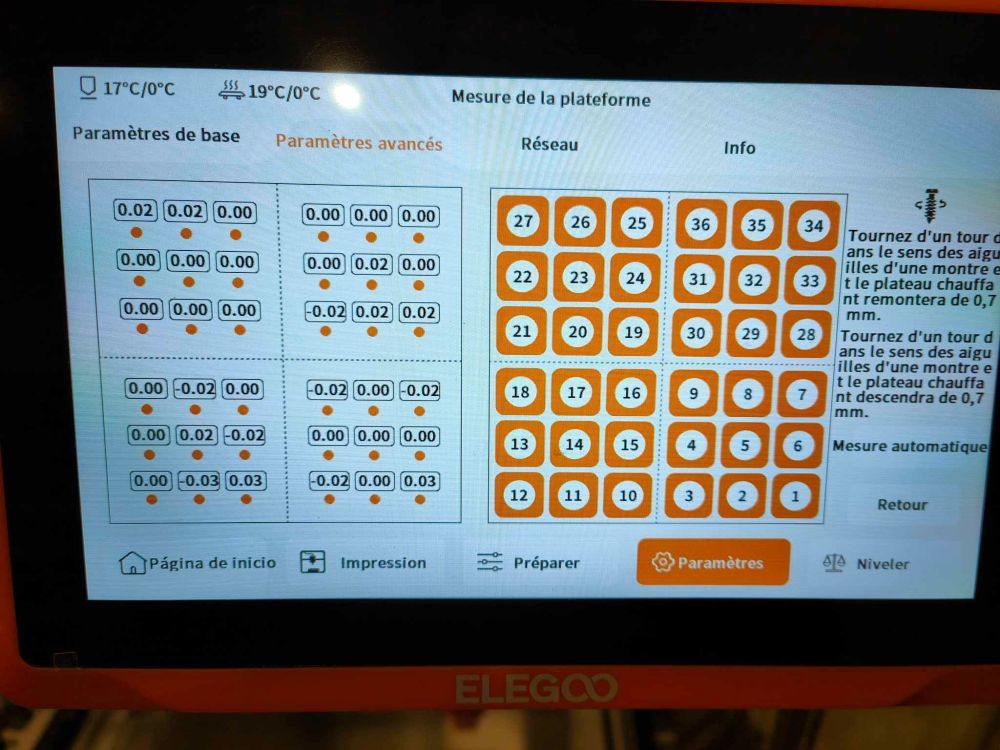
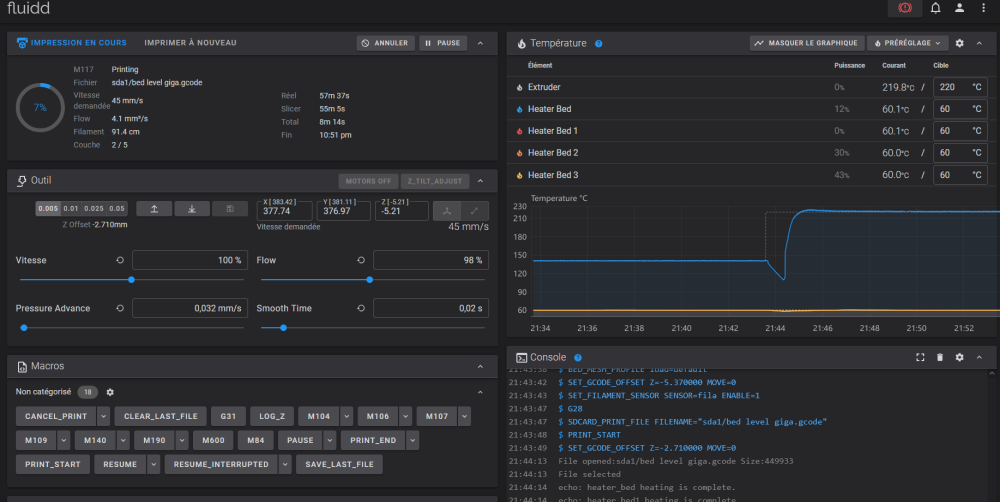
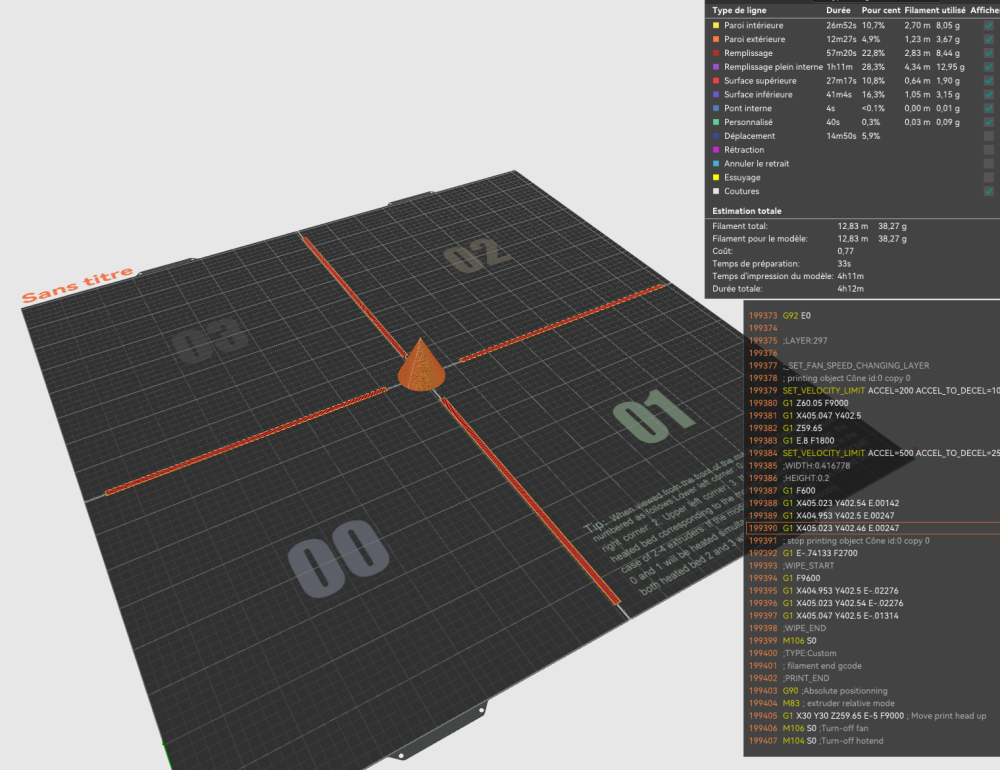
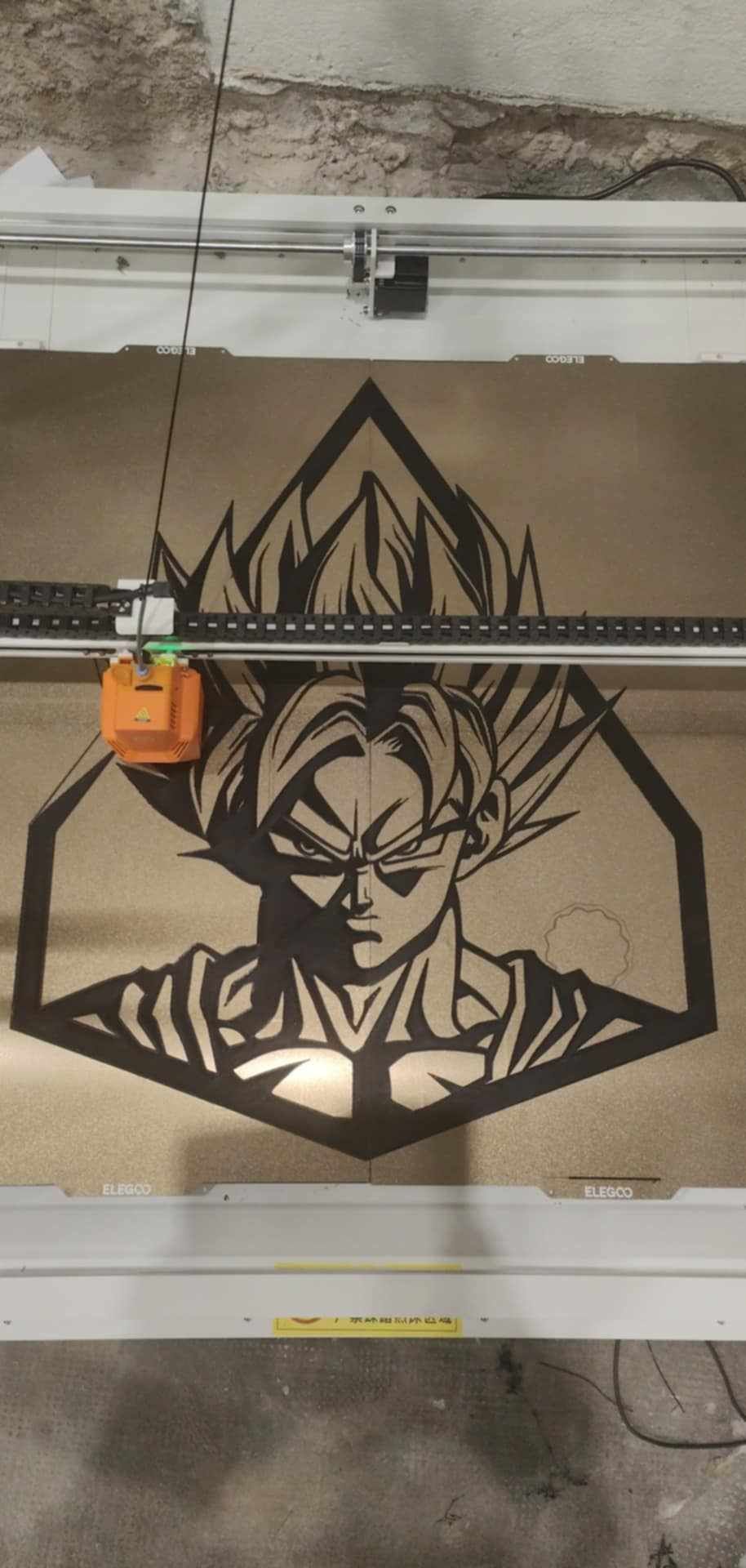
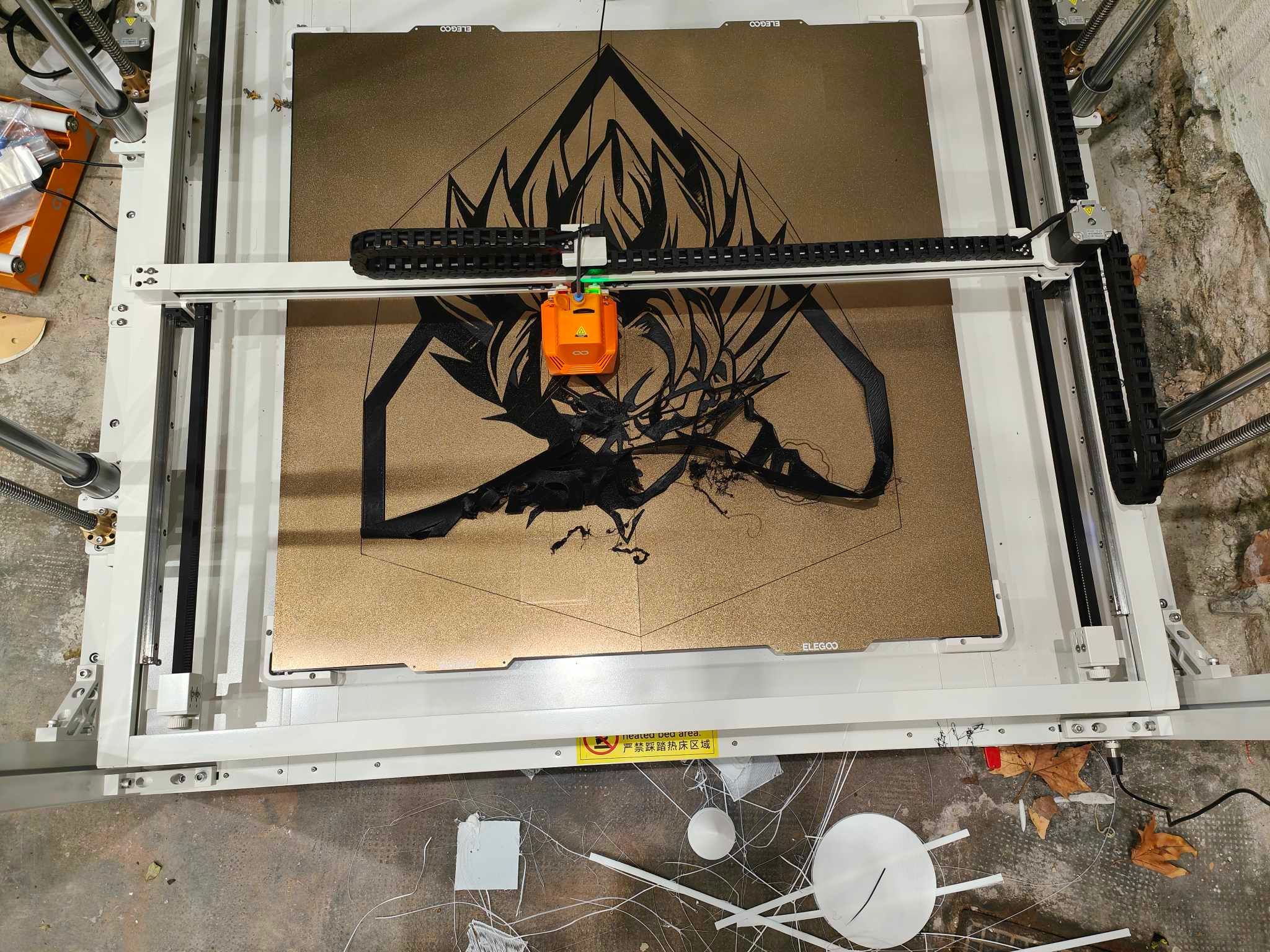
LA GIGASTORM ET MOI SOMMES VIVANTS ! (et je ne peux pas éditer le premier message) J'ai passé la journée aujourd'hui à enfin calibrer correctement cette Gigastorm. Vous voyez le concept des machines avec 4 roulettes sous le plateau ? Cette machine en a 36 ! En gros, 36 vis à mettre sur un point proche de 0,00, et quand vous en réglez un, vous déréglez les proches.... Un gros carnage Une fois tout ajusté, bah les PEI ne sont pas bien plat, MERCI ELEGOO, j'ai pété un plomb ! Bref, donc en gros, j'enlève le PEI, je controle le vis, j'ajuste, je repose le PEI ULTRA MEGA AIMANTE, et je fais ça sur tout les vis ! Sur cette photo, j'avais déjà ajusté les deux plateaux du bas, je me suis attaqué au second Je pensais que ce résultat était suffisant, bon bah... Voilà le dernier calibrage, fait avec le PEI (donc les chiffres sans les PEI sont encore différent. Là ça y est, on est bon, l'équilibre entre les 4 plateaux est plutôt acceptable, ce n'est pas parfait, mais je vais m'en contenter sinon je ne vais jamais rien imprimer d'intéressant avec. Orca Slicer propose aussi désormais un profil pour la Gigastorm, je viens de lancer un test avec, il semble être 4 fois plus lent, à juste titre ou pas ? On verra ! Elegoo m'a fourni du Rapid PLA, les profils dans Elegoo Cura sont peut-être optimisés pour du PLA high speed, mais vu la consommation de cette machine... (pics à plus de 1,6 KwH en instantanée), la machine fera chauffer uniquement les plateaux nécessaires, mais forcément si vous avez besoin des 4, que vous imprimez une pièce qui dure longtemps... Faire quelques tests de calibrage m'a fait consommer plus de 4 KwH (soit un euro). En conso moyenne on est entre 800 et 1100 watts pour maintenir les 4 plateaux à température, comptez donc une conso moyenne entre 3 et 7 euros par jour pour 24h d'impression. (Cette machine consomme plus en une demi-journée qu'une imprimante résine en un mois. Je prendrai des mesures plus précises lors d'un gros projet) A noter également que je fais bien de relancer cette machine en plein hiver. Mon garage de 40 m² était à 13 degrés aujourd'hui, cette machine a fait monter la température du garage à 17 degrés, rien qu'avec mes tests de calibration, j'ai hâte de faire une grosse pièce, vous comprendrez néanmoins vu la consommation électrique et de filament (ainsi que le temps et la confiance que j'ai en ce type de machine) que je ne ferai pas des pièces si phénoménales, ou si couteuse à produire. Autre point, je suis aller sur l'interface Web, c'est une interface Klipper qui me semble très classique, mais c'est toujours cool d'avoir Klipper accessible sur la machine Je croise les doigts pour ne pas me heurter à de trop grosses difficultés maintenant pour avancer un peu sur cette machine. Je viens de lancer avec Orca un test de jonction pour voir si l'écart entre les plateaux est visible, rien que ça il y en a pour 4 heures, on verra vite si on peut se permettre d'avancer La suite au prochain épisode !


 1 point
1 point -
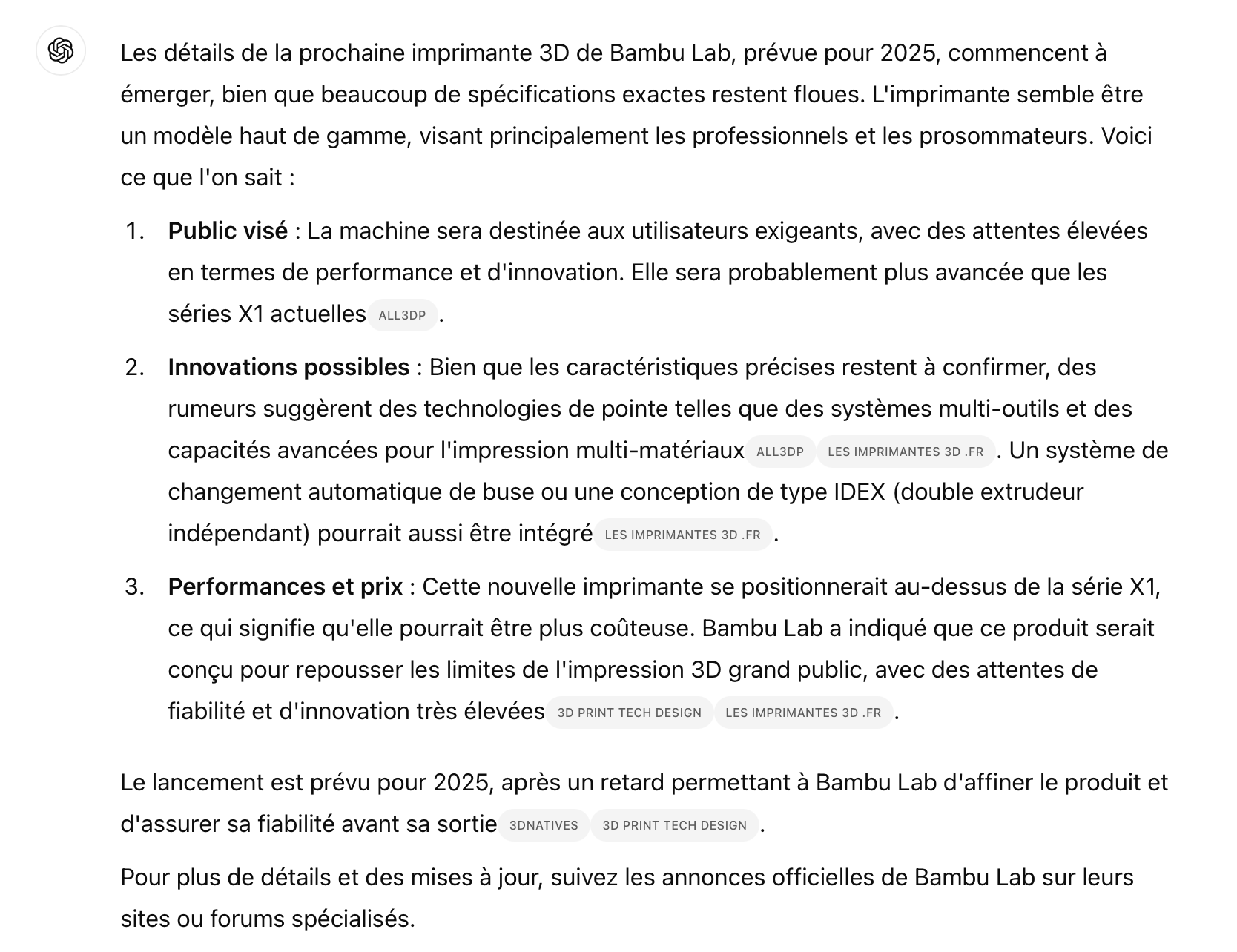
bon faute de certitude, j'ai fais appel à la science la question que j'ai posé à ChatGpt était : détails de la nouvelle imprimante 3D Bambulab la réponse a été : donc attention à ce que l'on raconte sur ce forum car chatgpt tient compte de nos bavardages ... donc si on écrit certaines choses peut être que Bambulab sera obligé de nous suivre
 1 point
1 point -
Perso j'ai acheter les lot de courroie GT2 de largeur de 6mm a l'epoque sur ali express, l'important c'est de prendre un modèle renforcé surtout, je viens de vérifier les 6mm sont aussi celle utiliser sur la SW X4 Plus. Perso je prend un bonne longueur et comme cela je coupe ce dont j'ai besoin et j'ai du rab a l'avenir. Exemple ici tu prend le modèle High Quality en 6mm bon la longueur 5m y en on plus c'est dommage cela obligerais a prendre du 10m (oui 1m suffirait mais prend plus grand) sinon tu as les mellow qui son pas mauvaise logiquement en 6mm tu as du 2m du 4m et plus ici1 point
-
Chut ! En effet… il reste plein de choses à ajouter au glossaire ( il me faudrait m'y remettre quand j'aurai le temps et le courage ... ) n'hésite pas à y faire des propositions de définitions si tu as du temps et l'envie de le compléter.1 point
-
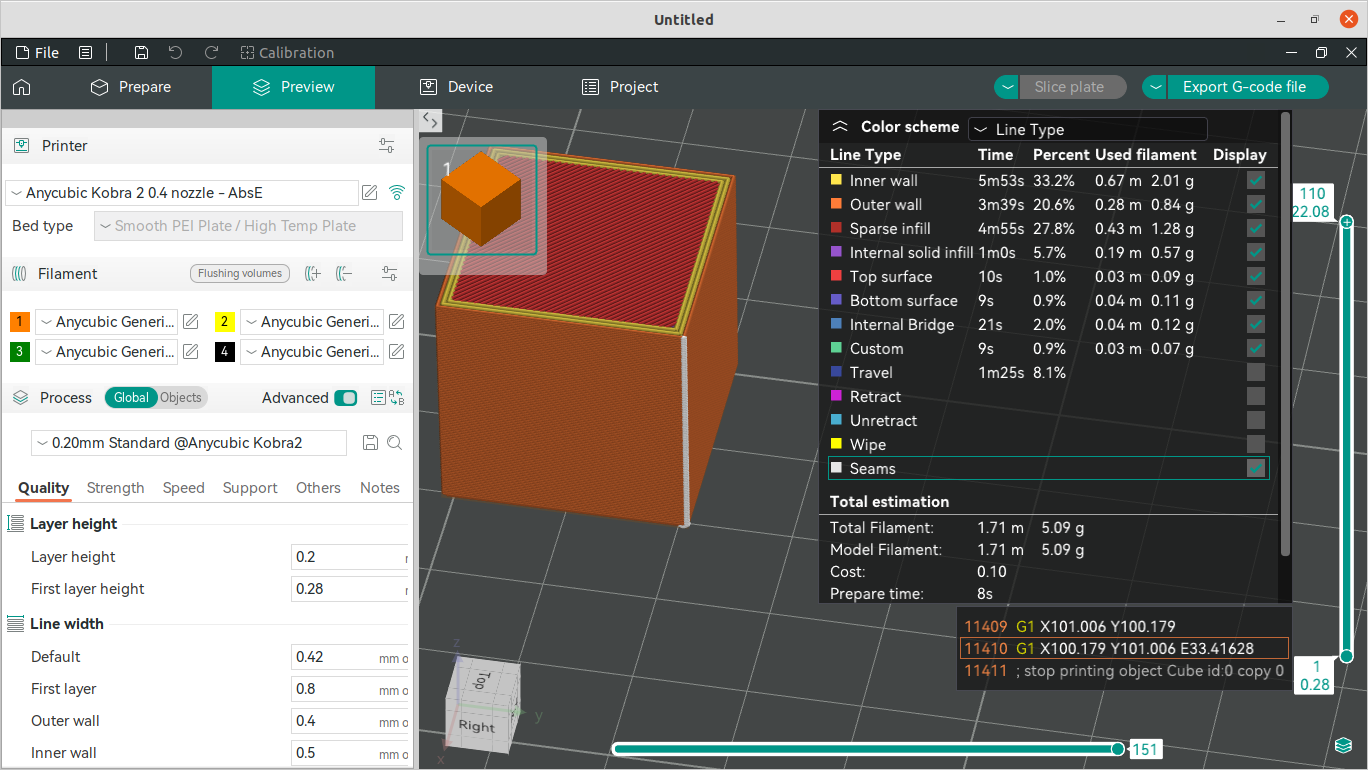
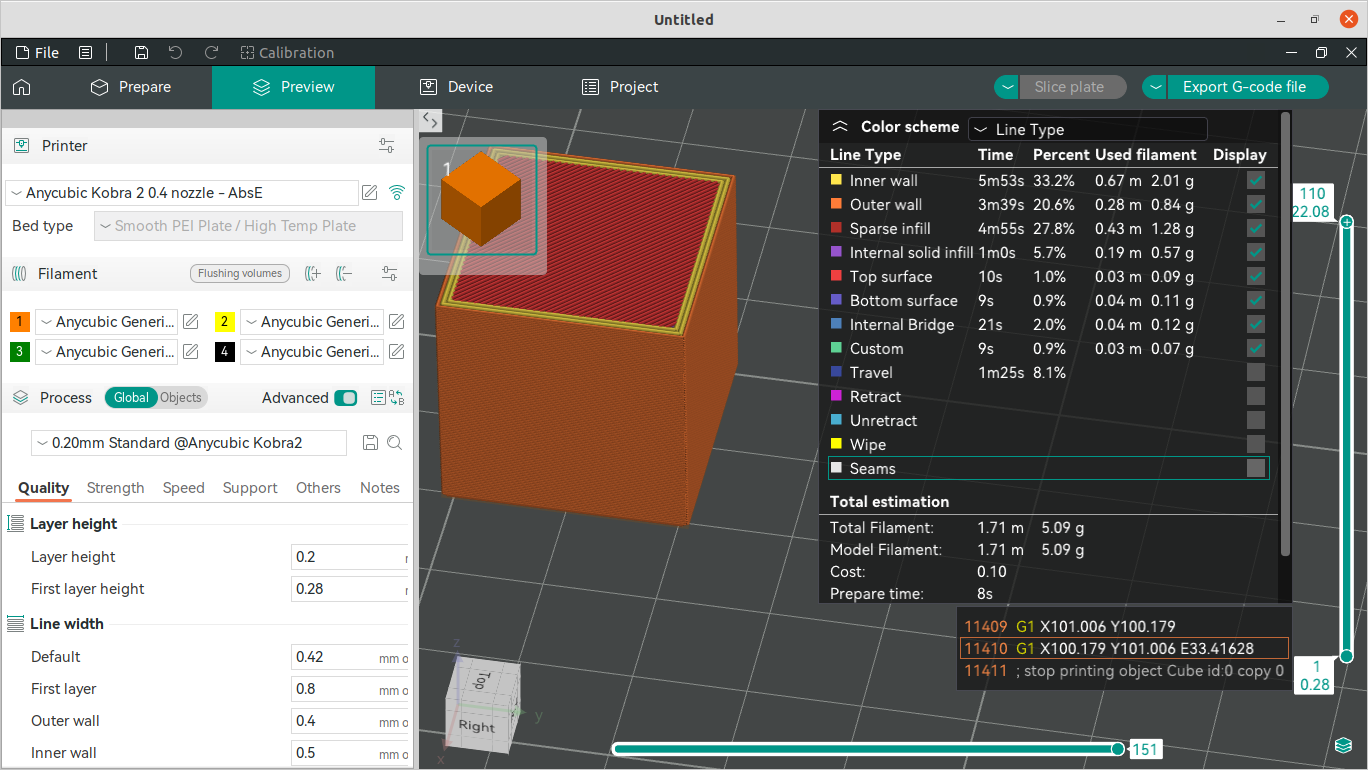
Salutation ! Dans l'aperçu après tranchage, les "points blanc" représente la "couture en Z" ou "Z-Seam" ( Point de début et de fin du périmètre d'une couche ) (Si c'est comme sous OcraSlicer ), tu peux les masquer de l'aperçu si tu décoches "Seams" de la liste des "Line type"
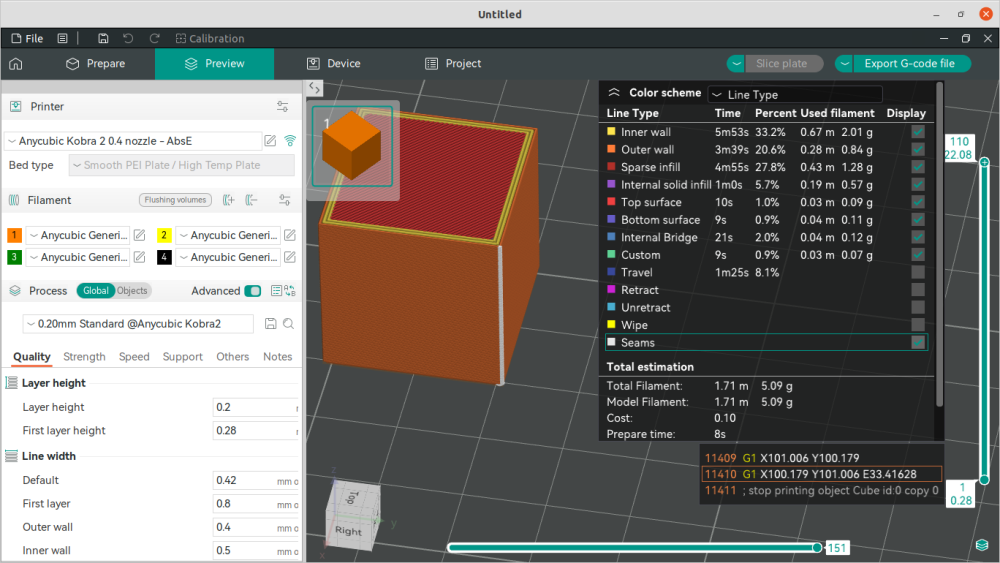
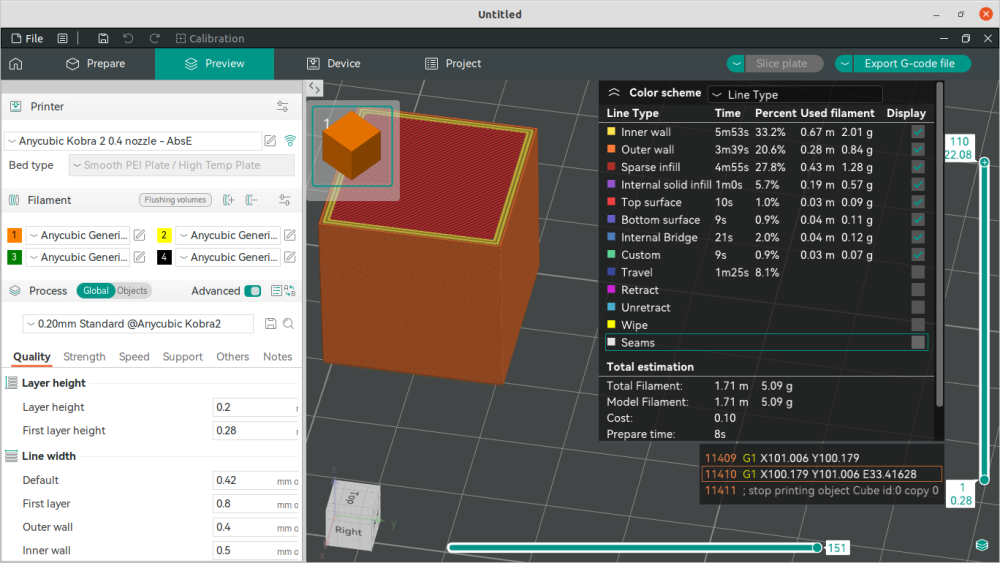 1 point
1 point -
Nouvelle TV (bien dans le thème d'halloween), c'est un cadeau pour une pendaison de crémaillère. Aucun traitement avant peinture, j'ai mis l'apprêt directement sans poncer, imprimer en 0.2, on ne voie aucune ligne (bon il y a pas mal de couche d'apprêt, de peinture et de vernis). Je me suis essayée à l'hydrodipping, c'est pas mal mais faut trouver des bombes qui vont bien, j'en avait certaines qui n'allaient pas.




 1 point
1 point -
et pour une A10M 2 fils comment ca ce met en place pour Cura moi j'ai pas LINUX ! ! ! ! mais j'utilise W11 avec idéamaker et Prusa , ca pourrait fonctionner avec1 point
















.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)