Classement



.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)
Contenu populaire
Contenu avec la plus haute réputation dans 12/01/2025 dans Messages
-
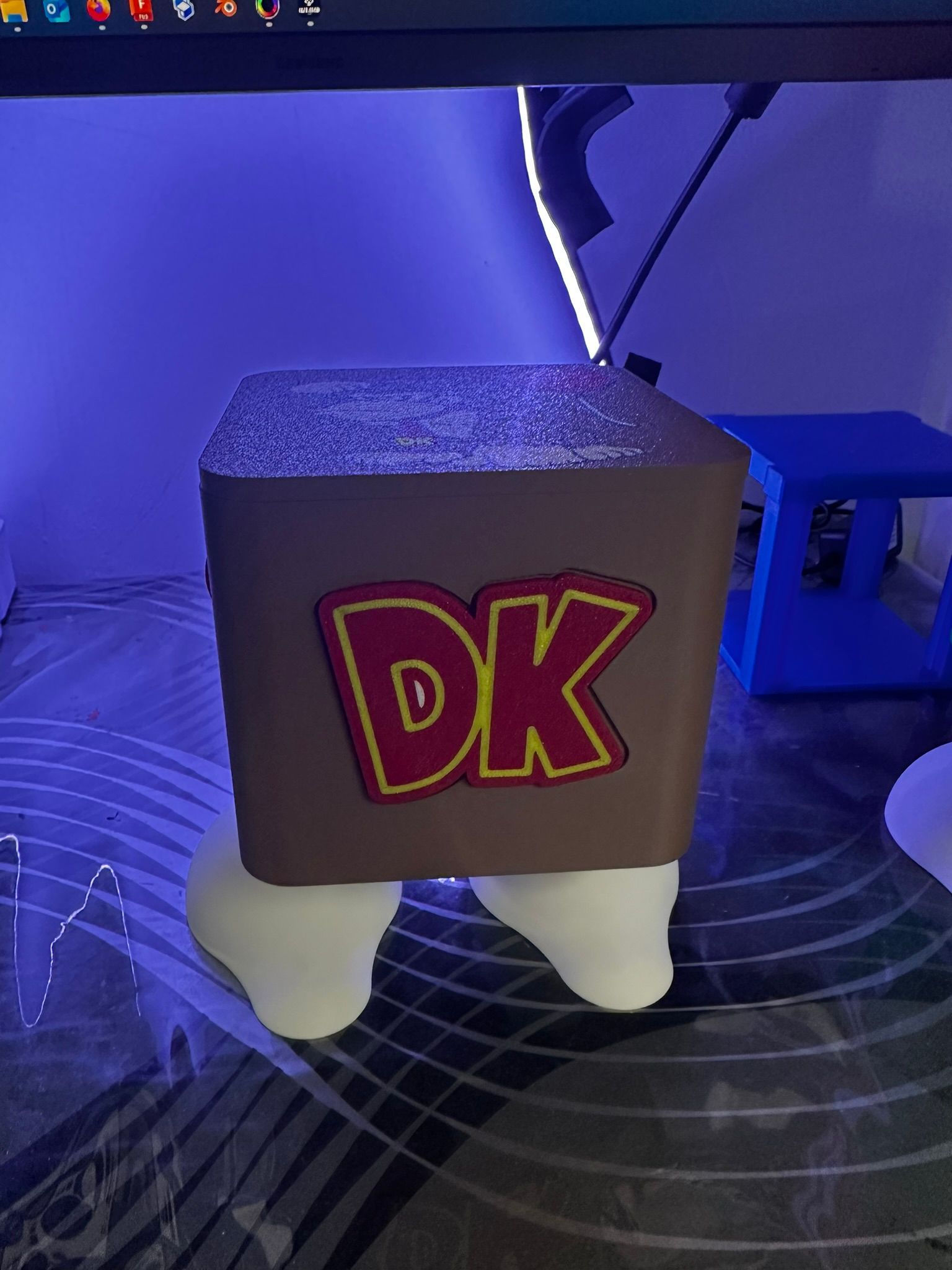
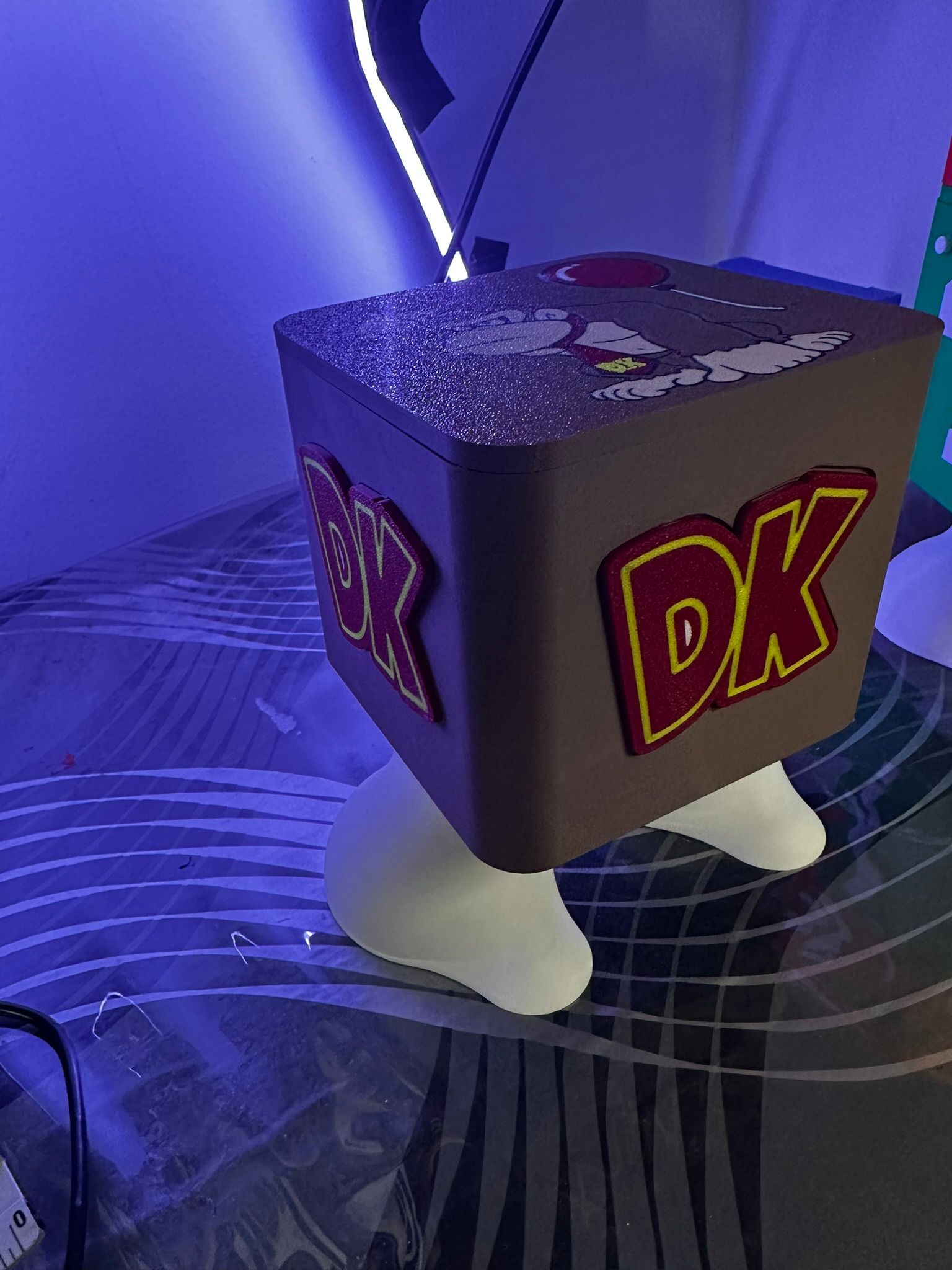
Bon bah après le pommeau ont repart sur des boites Une Box Donkey Kong ce coup-ci. Alors j'ai un peu fais le con, j'ai oublié de changer de Noir dans Bambu Studio du coup tout le noir qui a dessus c'est du PCTG... Le lien Makerworld : https://makerworld.com/en/models/981909#profileId-955708


 3 points
3 points -
Imprimé en TPU, histoire de ne pas perdre son gobelet dans les concentrations, la il est toujours autour du cou, à porté de la bouche

 2 points
2 points -
Avec une impression 3D plutôt timide au CES 2025, voici notre 471ème hebdo. https://www.lesimprimantes3d.fr/semaine-impression-3d-471-20250112/2 points
-
Pour l'arrière, j'ai fait un support une fois encore ciblé pour une impression en TPU, et cela inclura les supports de leds, l'échappement, et des flaps derrière les roues... Je crois que l'inspiration de cette carrosserie est la Ferrari 333 SP, mais j'ai décidé de ne pas utiliser d'aileron pour une certaine raison (quelque chose que je préciserai en temps et en heures et qui deviendra certainement plus clair quand j'attaquerai la peinture - spoiler : il y aura 2 voitures, l'une sera bleue, et l'autre rouge ) La pièce a été imprimée lentement (le TPU c'est lent!)... ... et rapidement posée sur le châssis. Quand bien même la carrosserie ne soit pas découpée, on peut quand même faire des vérifications... Ce matin, j'ai préparé des rondelles avec une pente côté carrosserie (imprimées en TPU) pour fixer la carrosserie en utilisant 4 vis M3. Et c'est parfait (les 4 trous sont au diamètre 3mm)... Je vais devoir découper cette carrosserie... Et il est bien possible que je me fasse des guides pour la lame, au moins pour les arches...2 points
-
Comment veux tu que l'on puisse t'aider si on ne sait rien de tes réglages, quant à ton commentaire, tu nous aurais donné par exemple tes températures, la marque du filament etc... Ça aurait sans doute fait avancer les choses2 points
-
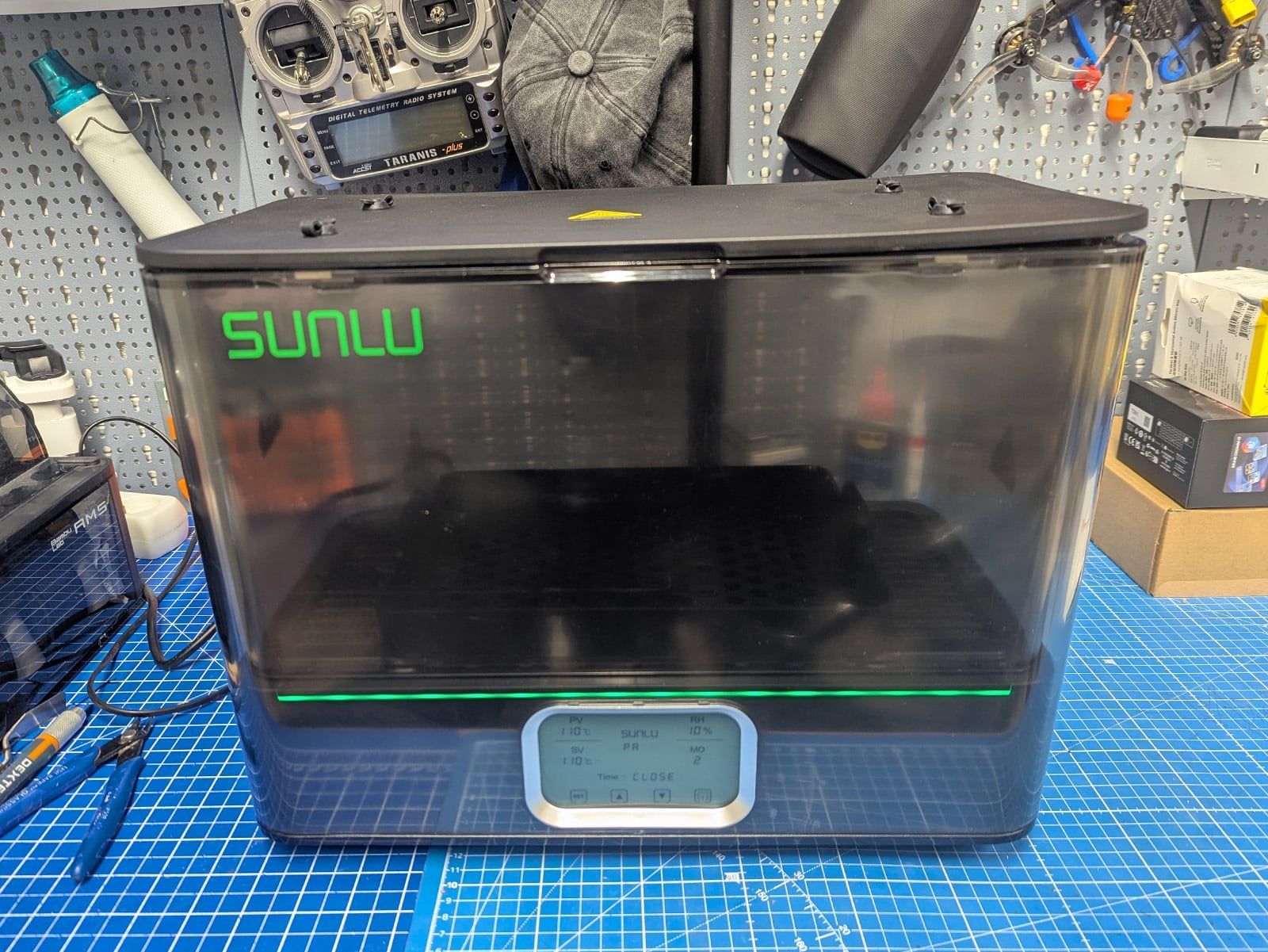
Je confirme, cette double paroi et la finition globale du E2 est plutôt très bonne Même à 110° on peut toucher le sécheur sans se brûler J'ai partagé la découverte de ce sécheur recuiseur sur TikTok et Instagram pour ceux que ça intéresse. Voici ce que ça donne niveau consommation électrique pour sécher du PLA pendant 6H dans mon garage dans lequel la température était de 16° : Ca fait une moyenne de 556W. J'ai voulu réaliser la même mesure à 110° mais... Le capot à charnière aimanté bien pratique se déforme avec la chaleur et ça commence légèrement dès 90° (température de séchage des filaments techniques) en s'empirant jusqu'à la température maximum. Heureusement, après refroidissement, le capot a repris sa forme initiale Ca a donc faussé la consommation et surtout continué de chauffer au delà de la limite de temps définie D'ailleurs le timer affiche "close" au lieu du temps restant Il n'y a visiblement pas de capteur d'ouverture, est-ce via la pression ? En tout cas cette fonctionnalité n'est pas documentée dans la notice que j'ai reçue avec le FilaDryer E2. Notice qui décrit 4 modes (2 animations, fixe et éteinte) pour la bande LED verte alors qu'en réalité je n'en ai que 3 (1 animation, fixe et éteinte). Peut-être ai-je une présérie, je vais me rapprocher de Sunlu pour en savoir plus
 2 points
2 points -
c'est sûr que pour ceux qui croyait être écolo en faisant de l'impression 3D ça doit être un choc2 points
-
J'ai imprimé une coque en PA12cf, c'est étonnamment pas plus difficile à imprimer que l'ABS gf, mais c'est extrêmement plus solide !!! J'ai eu du mal à casser la cheminée du benchy test ! alors que pour l'abs, elle casse comme du verre ! la coque n'est pas encore assemblée, car je passe mon temps à écrire une notice d'assemblage pour le Pt'Imoca. Elle permet de bien visualiser la conception du bateau et le taf qu'il y a derrière!!! le plus gros du taf n'est pas de faire un bateau qui marche pour moi, mais de faire un projet qui sera imprimable et utilisable par le plus de monde possible!! il me reste encore quelques chapitres à écrire, mais ça sent la fin!!
 2 points
2 points -
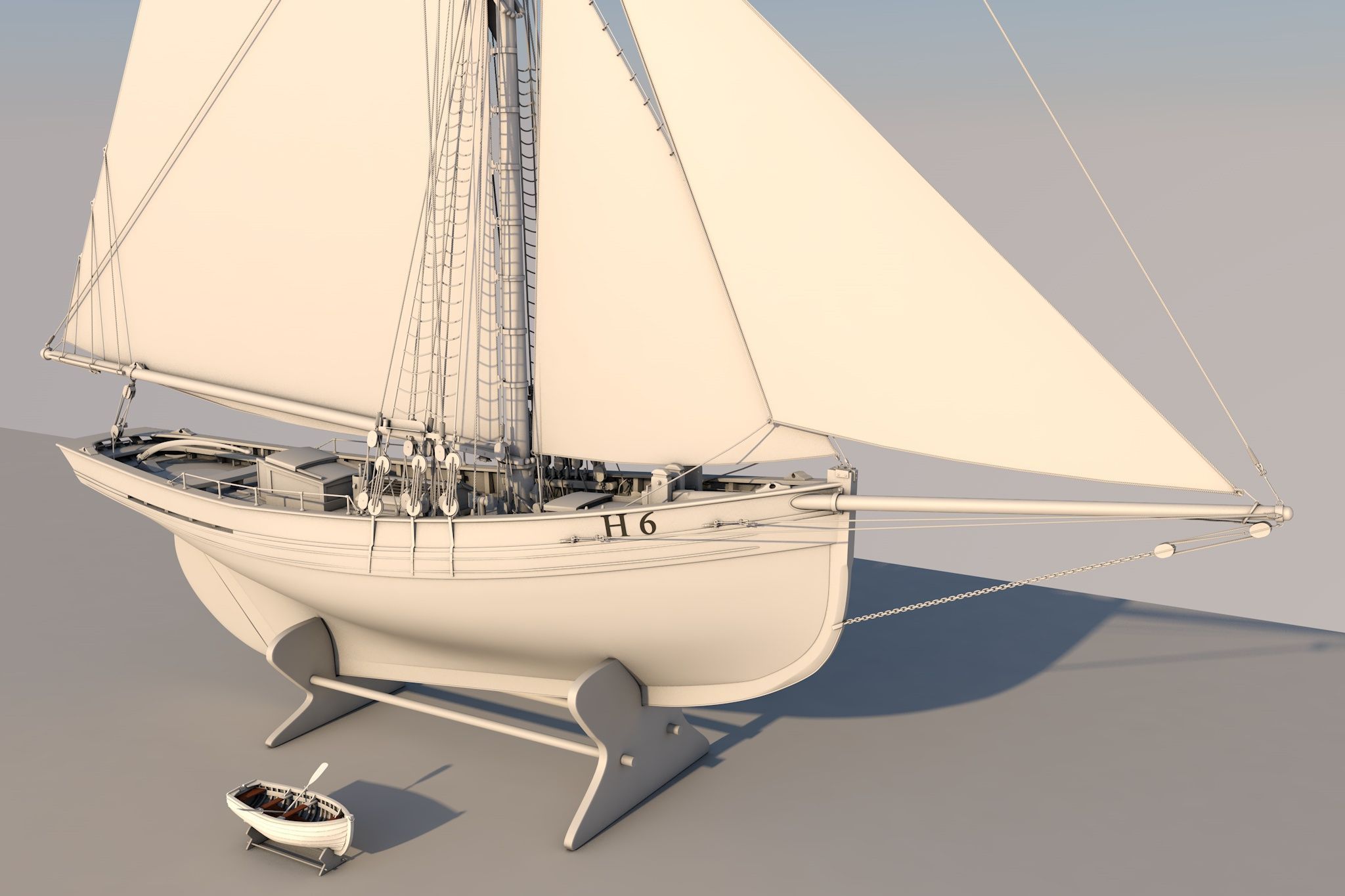
Après une fin d année mouvementée et quelques soucis de matos, j ai enfin fini le projet de mon prochain print : un cotre pilote du havre, la jolie Brise La coque, mat et pont seront imprimés, les gréements et voiles seront en corde et tissus réel
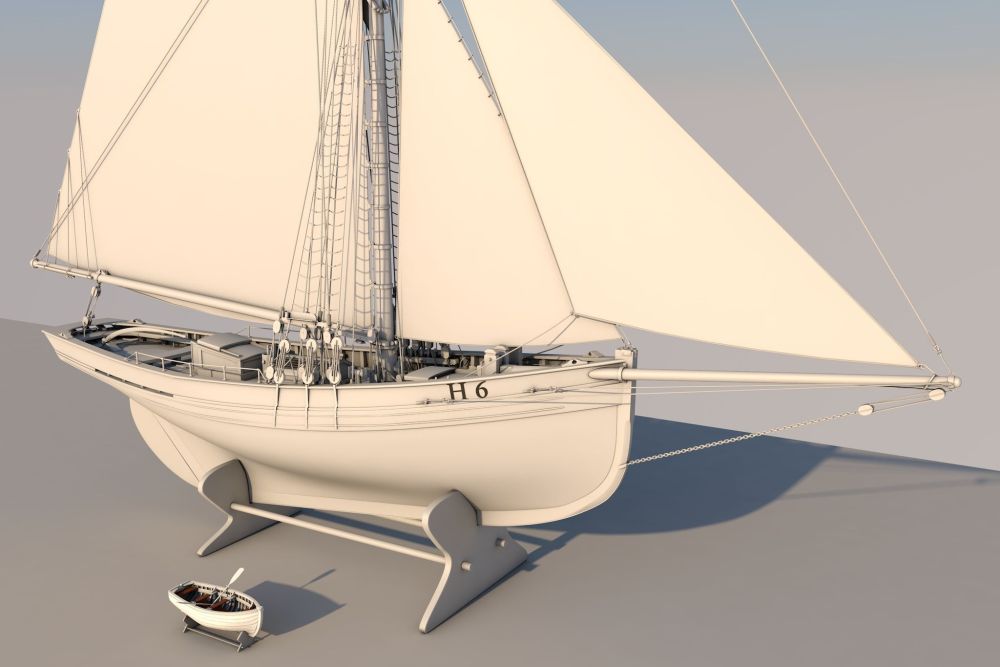 2 points
2 points -
Recyclage des tubes en carton des bobine Bambu pour en faire des boites empilables (modèle trouvée sur maker)

 2 points
2 points -
juste de passage ce week end chez moi avant de repartir en déplacement, une petite impression utile mais avec du PCTG de chez Fiberlogy pourquoi le PCTG, d'abord parce que je souhaitais un truc très résistant, j'ai cassé celui d'origine car une pièce métallique est tombée dessus et puis l'occasion de tester un nouveau filament ça s'imprime bien un peu comme du Petg mais avec un plateau à 90 degrés

 2 points
2 points -
Bonjour, je n'ai toujours pas reçu ma toute première imprimante et j'ai trop hâte. Bon, voilà, mon premier projet a des pièces qui coulissent entre elles Je voulais savoir quelle distance il faut respecter entre la paroi de la pièce mâle et celle de la pièce femelle pour que ça puisse coulisser sachant que ma future imprimante imprime en 400µm, est-ce qu'il faudra que je lime un peu ? merci !
 1 point
1 point -
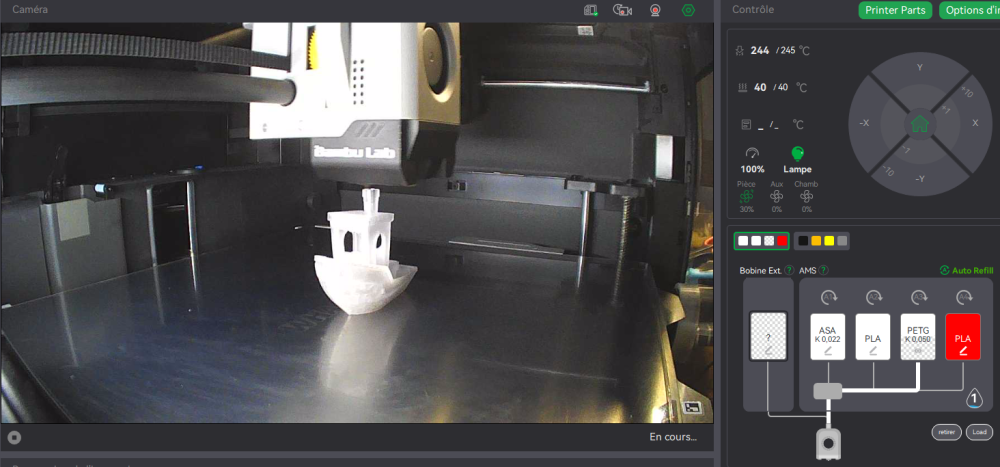
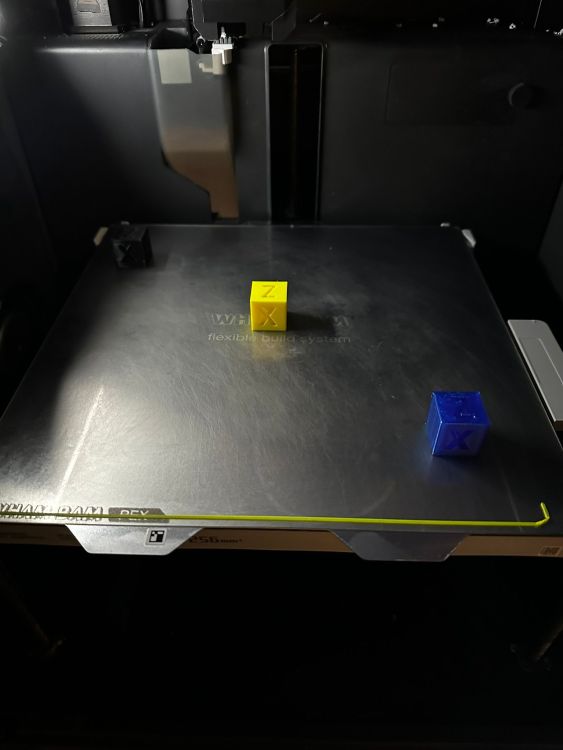
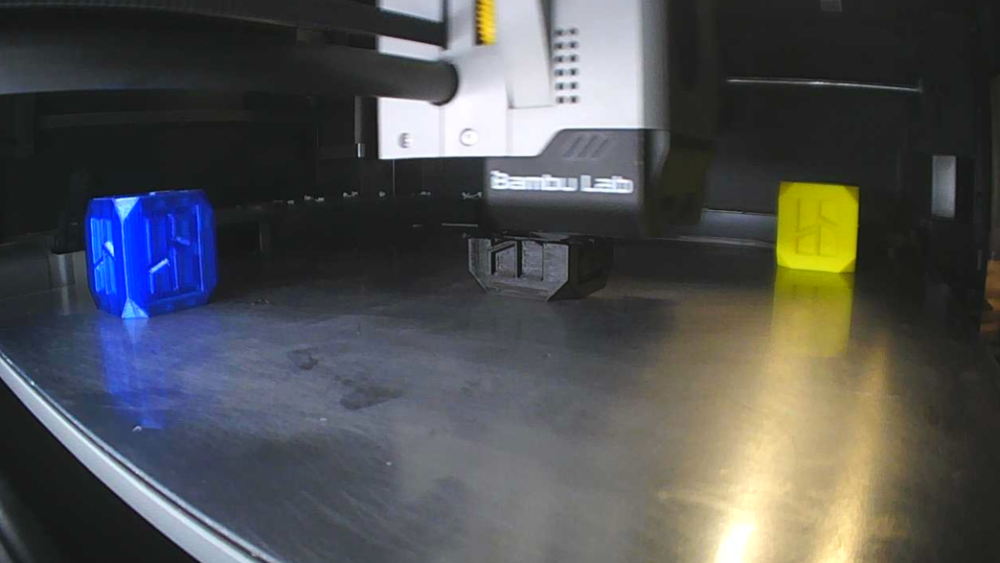
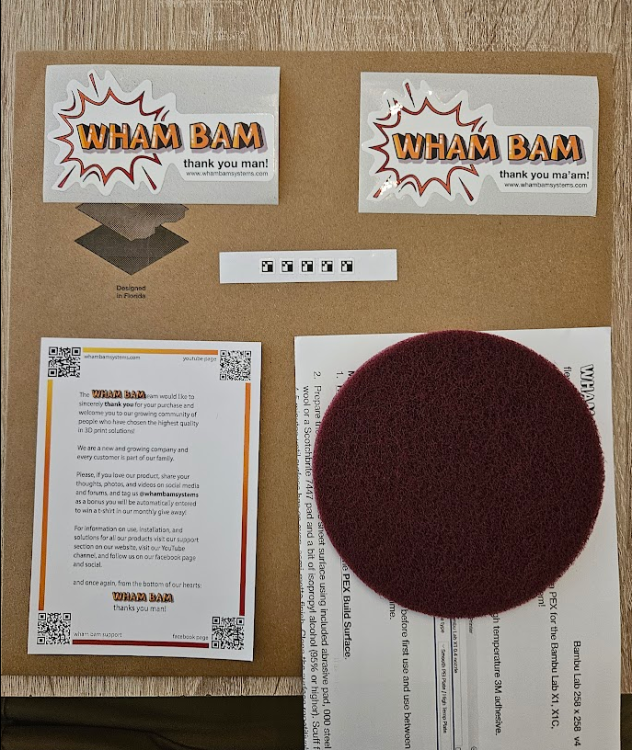
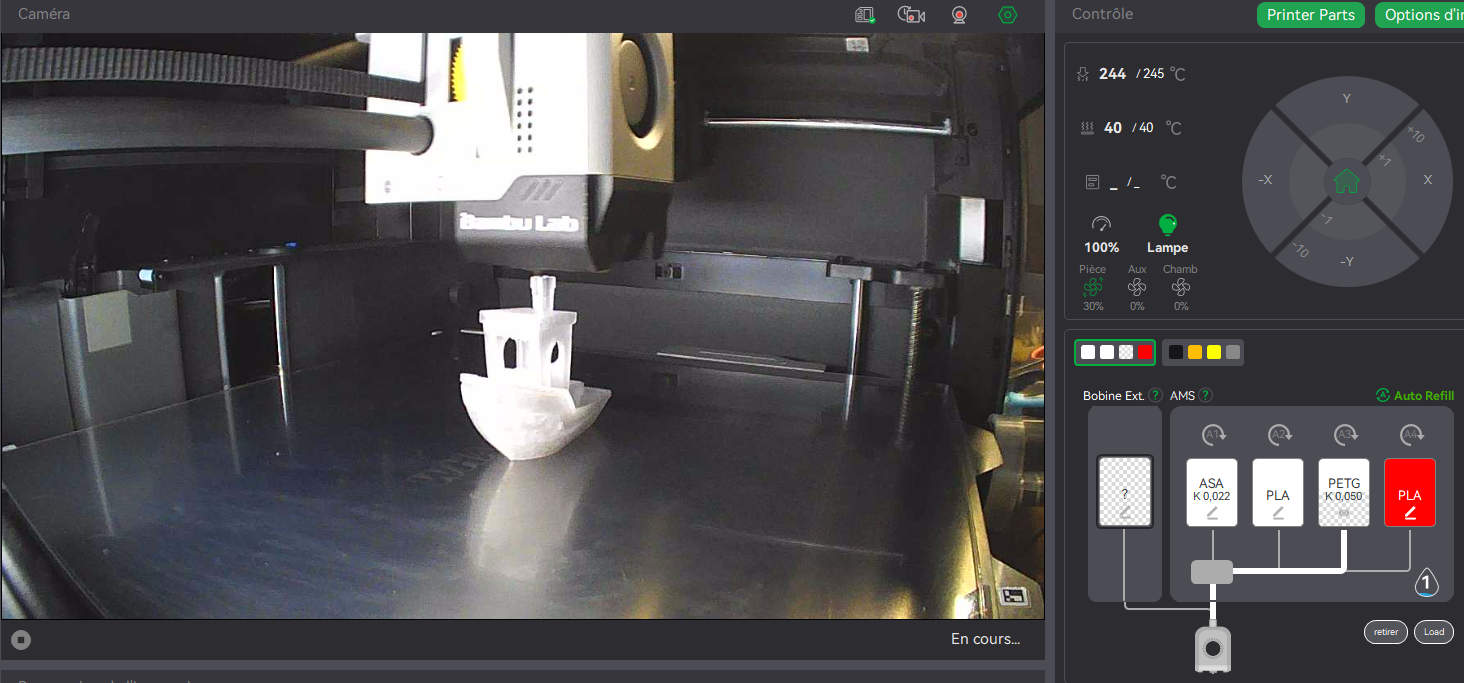
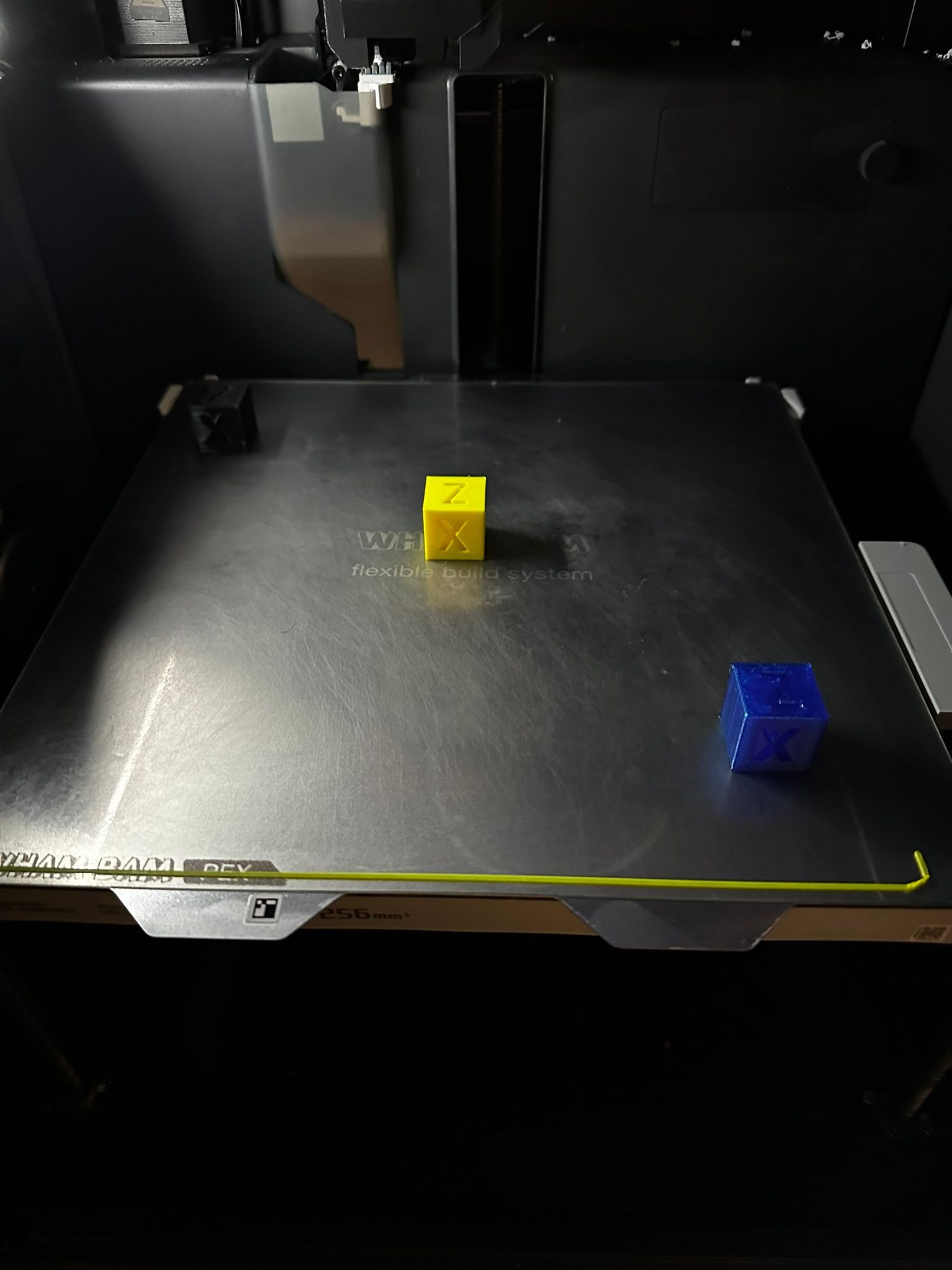
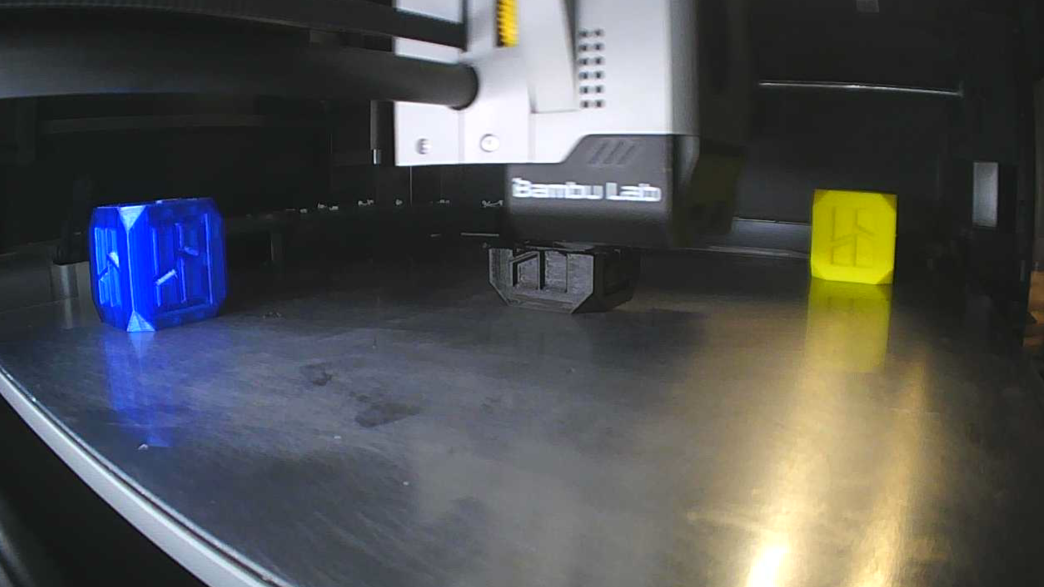
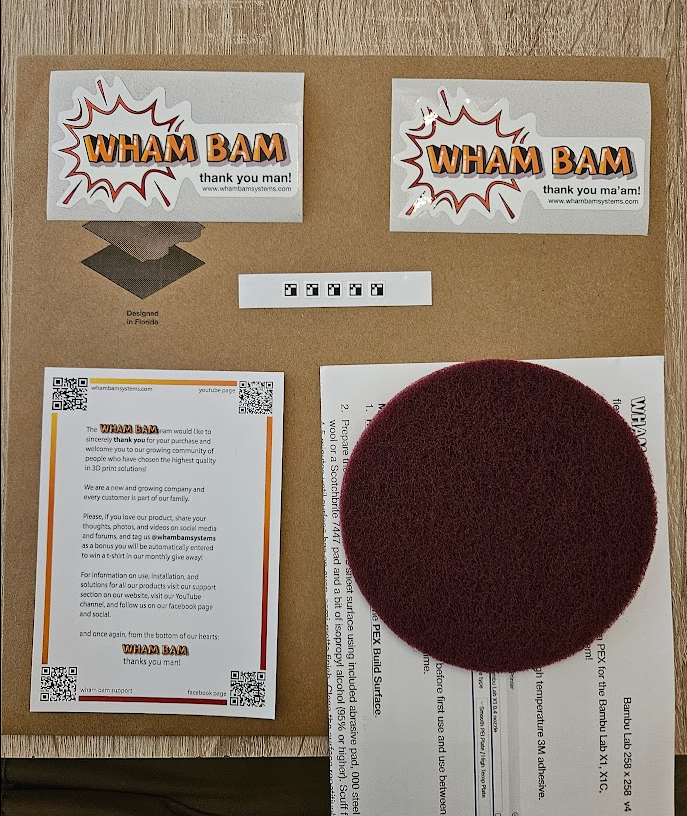
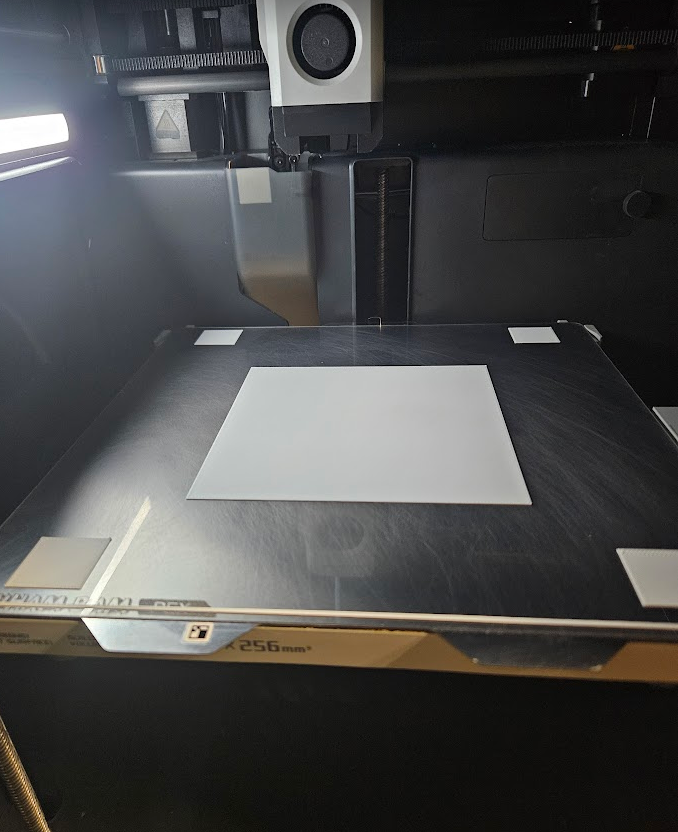
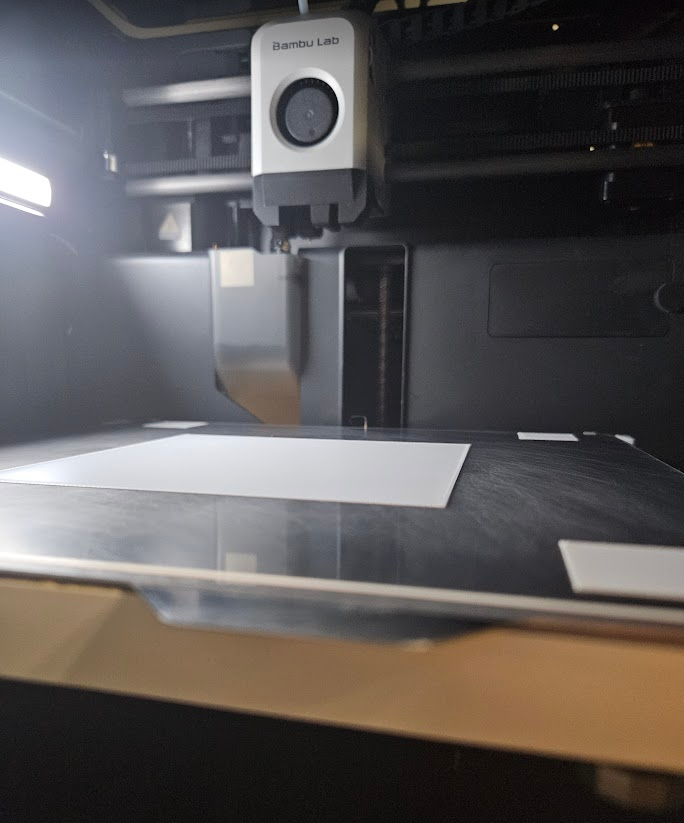
Hello, Comme on me l'a demandé, je me permets de créer un topic pour présenter et tester un plateau de chez Wham Bam : le fameux PEX. Le PEX est une sorte de "Super PEI", censé être plus résistant mécaniquement et chimiquement qu'un plateau en PEI classique. Vous l'aurez compris, c'est un plateau très utile pour les filaments dits techniques. Il existe des plateaux PEX WB (Wham Bam) pour quasiment toutes les tailles de lits d'impression, quelle que soit la marque de l'imprimante. Ce n'est donc pas une exclusivité propre à Bambulab. J'utilise ce plateau depuis juillet 2024, et dans 70 % des cas, c'est devenu mon plateau "all day". Le revêtement ressemble beaucoup à du Plexiglas ou, pour les anciens, à un plateau en PrintBite, auquel il fait plus ou moins penser. Les seules fois où j'utilise le plateau texturé d'origine, c'est pour des objets décoratifs nécessitant un aspect brillant ou pailleté. En effet, sur le PEX, le rendu est lisse, comme sur les plateaux Smooth PEI. Ce plateau a un pouvoir d'adhérence vraiment très élevé, ce qui peut aider à éviter le warping. Pour ma part, j'ai effectué pas mal de tests et réussi à réduire considérablement la température du plateau, au point de pouvoir imprimer différents matériaux sans problème sur la même surface. Mon record : imprimer du PETG Bambu à seulement 40°C. En dessous de cette température, cela commence à warper. Le Kit: Mention spéciale pour le PETG : d'après Wham Bam, le PETG et le PEI ont des structures moléculaires très proches. Par conséquent, ils recommandent de baisser la température d'extrusion du PETG sur les Bambulab, sous peine de faire fusionner la pièce avec le plateau, ce qui pourrait l’endommager. Une alternative consiste à utiliser de la colle pour créer une pellicule de protection entre la pièce et le plateau. Le reste du kit : Un pad pour effectuer de micro-rayures sur le plateau (à utiliser avec de l’alcool isopropylique, bien entendu). Des stickers QR Code pour les X1C/X1E. Une notice et une carte publicitaire. Comme vous pouvez le constater dans les paramètres de la machine, la température du plateau est réglée à 40 °C. Ci-dessous, une impression réalisée en PETG et en PLA+. Ici, il s'agit de trois matériaux différents : du PLA, du PETG et du PCTG. Ces trois matériaux proviennent de chez ArianePlast. Une autre série de cubes, cette fois-ci de chez Bambu. Et enfin pour terminer, des test d'ASA Un leveling: Et ici un Stealth Burner pour un projet de Voron 2.4 Tout a tenu sans colle, évidemment. Cependant, je recommande tout de même l’utilisation de colle pour les filaments techniques, afin d’être prêt à toute éventualité. Pour le prix on tourne dans les alentours de 50 aines d'euro TTC, et livrés depuis la Pologne. Si vous avez des questions, des astuces ou autre, n’hésitez pas à les partager.


 1 point
1 point -
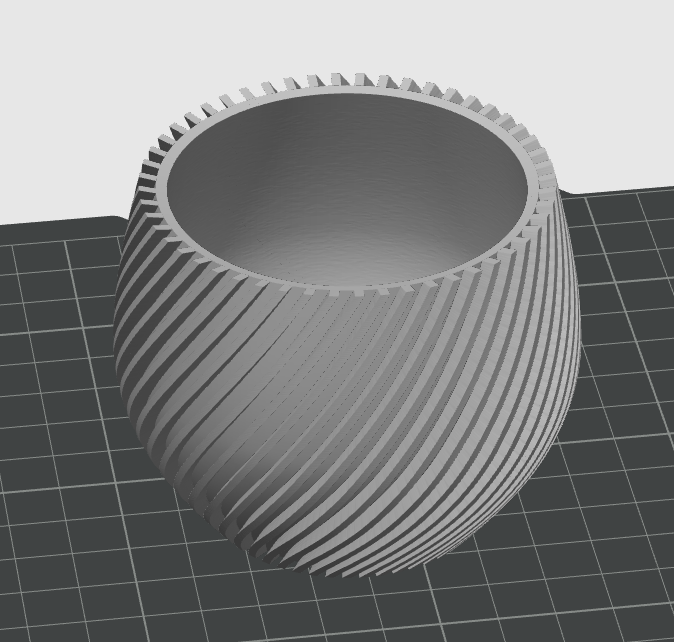
Et je viens de voir que j'avais gagné 2 points en exportant mon vase
 1 point
1 point -
+1 @jcjames_13009 j'ai un peu joué avec ça en fin d'année dernière, il faut reconnaître que Bambulab met à disposition des outils très aboutis1 point
-
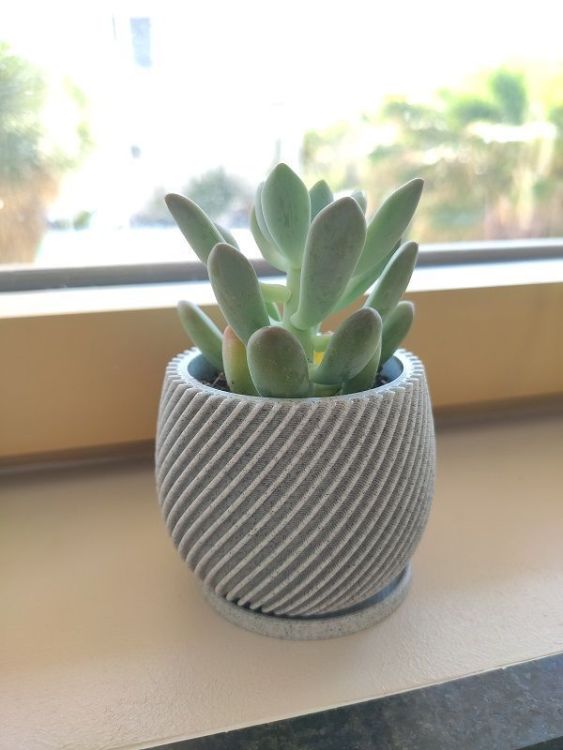
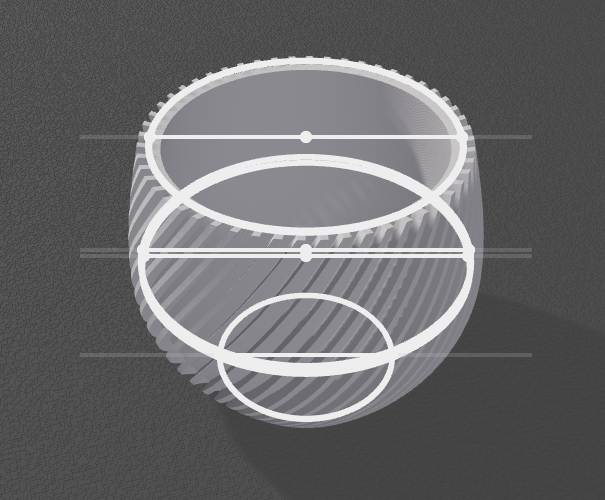
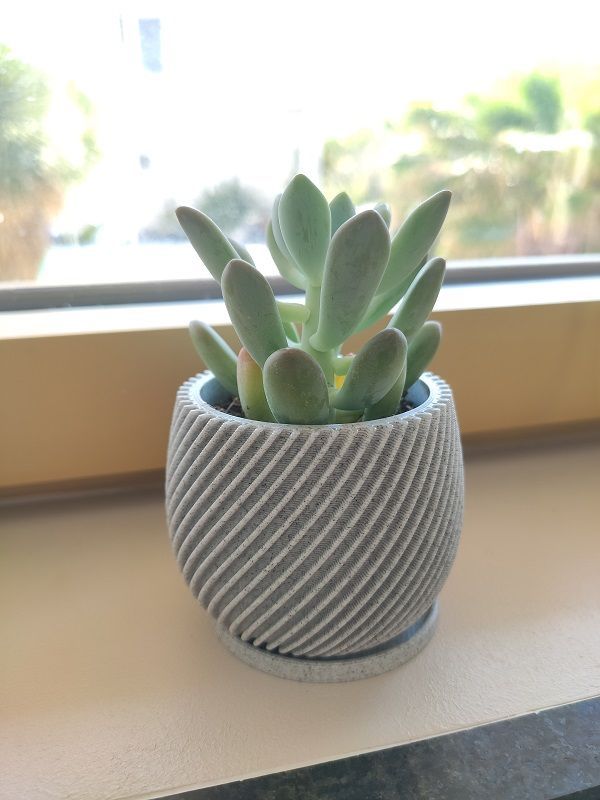
Salut Je viens de découvrir MakeMyVase et fait quelques essais. Et whaooo, je viens de "re modéliser" en quelques minutes un pot que j'avais fait sur Fusion 360 (en quelques heures ) pour des cactus. Je suis parti des cotes que j'avais dans dans Fusion et voilà le résultat: La version que j'avais faite Je vais imprimer la version MakeMyVase pour comparer Vraiment trop cool cette option A+ JC
 1 point
1 point -
Oui j'ai toujours un peu de différence, quand les dessicants sont "neufs" je descend en dessous de 20, et ça monte petit à petit au fur et à mesure que je change les bobines... Au dessus de 30 je commence à songer à changer les billes...1 point
-
Tu peux aussi trouver un autre "Dent de scie" sur Printable https://www.printables.com/model/152044-sawtooth-from-horizon-zero-dawn Le STL du modèle complet est à réparer avec 3dbuilder (cela ne doit pas poser de problème, moins de 15 seconde chez moi), il à l'air correcte sans vide ou autre.1 point
-
J'ai trouvé un code promo, c'est toujours ça de gagner ! RUIRAPTOR1 point
-
Ah, ce genre d'oublie ahah J'ai imprimé PLA avec du PETG et je confirme l'adhésion entre les deux n'était pas là. Après sur la face, comme c'est pris un peu en sandwich et que derrière tu as de la matière, ça ne devrait pas trop bouger.1 point
-
Bonsoir @pjtlivjy, peut on passer par Meshmixer pour modifier le fichier stl et ensuite l'ouvrir avec chitubox pour l'impression ?1 point
-
@macandnews@Moucklee une chose à savoir WB liquide son entrepôt en Pologne, et ils font des remises c'est sûr que ça n'est pas donné mais la qualité et les possibilités sont là arriver à imprimer sur le même plateau des filaments ayant à la base un écart de chauffage du bed, les rendants incompatibles, ça ouvre aussi beaucoup de possibilités en terme de multimatériaux sans oublier les économies d'énergie1 point
-
bonsoir @ogus87 je t'avoue ne pas savoir si l'opération est possible avec Chitubox, je passe par Meshmixer pour faire cela1 point
-
@pjtlivjy Oui, ne n'ai pas été très clair dans mon message précédent. C'est bien sur du Capricorn et ils ont sorti un kit pour les Bambu.1 point
-
C'est pour vérifier qu'il n'y a pas de blob créé par une fuite de filament, auquel cas celui-ci aurait toutes les chances de toucher le plateau pendant cette manœuvre et créerait une résistance détectée par le moteur le l'axe Z pour annuler l'impression. On peut désactiver cette fonction (qui peut laisser une marque sur l'impression et/ou provoquer du stringing avec certains filaments.1 point
-
@pjtlivjy pour infos j'ai fait une impression en filament blanc HS PLA Creality j'en avais mis 1 bobine neuve et il en restait une quasiment terminer a la fin de la bobine, cela a basculé automatiquement vers la bobine neuve de même type et couleur du CFS . Donc le test est fait et la fonction est bien effective .1 point
-
Merci beaucoup, celà fait 5 soirée que je cherche. Un grand merci.1 point
-
Je ne sais pas, je vais leur poser la question. A 15€ celà vaut le coup d'essayer.1 point
-
Tu as raison , le Larousse le précise effectivement (j'ai corrigé mon intervention précédente) : La compensation de résonance permet d'atténuer certaines fréquences et d'éviter en grande partie les effets d'écho (ringing, echoing, ghosting), voir la documentation de Klipper (Marlin permet aussi cette atténuation, mais sans pouvoir utiliser de dispositif électronique annexe). Pour l'anecdote, avec @Savate, on en avait bien sué lors de la traduction de la documentation de Klipper en français pour «input shaping» .
 1 point
1 point -
Résonnance résonance Il n'y a aucune raison que cette compensation raisonne, par contre, ça résonne pas mal à certaines fréquences . La confusion est à peu près identique avec rétraction / rétractation. C'était la minute de maître Capello1 point
-
salut @Motard Geek et bien tu fais des tests destructifs maintenant ça fait pas pro cette affaire là de plus sur leur descriptif il n'y a pas de température minimale d'utilisation surtout que 16 degrés ça n'est pas exactement un froid polaire ! ils ont tout intérêt à utiliser un autre plastique car là comme campagne de promotion ça va être foudroyant comment peuvent-ils envoyer en test un truc comme ça, ils ne font pas de test chez eux en dehors de leur labo merci de ton retour1 point
-
Oui, c'est ce que j'ai prévu pour la suite de mes tests1 point
-
J'avais trouvée un tableau avec les correspondances du niv indiqué par l'AMS et le % d'humidité mais impossible de remettre la main dessus. Sur le miens, j'ai niv 1 avec 20% d'indiqué sur le capteur chinois (mais j'ai mit des billes la ou est le capteur, ce qui doit fausser la lecture puisque le capteur est en contact avec les billes, au prochain changement je n'en mettrait pas dans cette partie pour voir si il y a une différence), perso je change les billes (que je fait sécher pour les réutilisée) dés que je suis au niv 3.1 point
-
https://makerworld.com/fr/models/942127#profileId-9080581 point
-
C'est aussi prévu

 1 point
1 point -
Bonjour, Alors après une semaine voila le bilan : - J'ai réalisé les STEPS moteurs en X / Y / Z et même mes VREF, pa s beaucoup de changement. - Comme je ne pouvait pas réalisé le réglage des mes 4 coins à l'aide de la commande automatique, j'ai réalisé celle-ci par moi même en utilisant le premier point qui lui est bien positionné (coin gauche) et ensuite j'ai libéré les moteurs pour me positionner à la mano/mano. - J'ai ensuite réalisé un palpage du BED. J'ai obtenu un plateau à 0.2 de décallage entre le point le plus haut et le point le plus bas. - J'ai lancé une impression pour vérifier que l'epaisseur de mes couches etait correct. - J'ai lancé une impression, rien à dire, l'impression c'est bien passée et même que cette impression est sortit avce une très belle finition. Donc au final, mon firmeware fonctionne, mon plateau est reconnu aux bonnes dimensions sinon je n'aurais pas pu imprimer correctement. Je ne comprend donc pas pourquoi la commande de deplacement au coins déconne ? Si vous avez des testes à faire complémentaires je suis preneur, car la je sèche. A+1 point
-
Merci pour ton aide @pjtlivjy. Je teste ça dès que possible1 point
-
certains changements ne sont pas forcément visible à l'écran car c'est le parcours de la tête d'impression qui change, on peut voir quelques différences en comparant les temps d'impression par catégorie ainsi que la quantité de filament utilisé @Serge621 point
-
petite impression du samedi sur la Plus 4, du PCTG rouge de Fiberlogy pour mon petit aspirateur Dyson
 1 point
1 point -
bonsoir @Olivier_V ça vient d'abord de la pièce en elle-même et ensuite de l'absence de chambre chauffée et régulée1 point
-
Ou d'enlever les sachets anti humidité de leurs petits pochons en plastic... Rigolez pas, ça m'est arrivé avant de mettre mes conteneurs de billes, et je comprenais pas pourquoi le taux d'humidité ne descendait pas...1 point
-
Le nouvel an lunaire commence le 18/01 jusqu'au 5/021 point
-
Si la Vitesse volumétrique est bien réglée dans la section Filament du trancheur, c'est elle qui limitera les vitesses (TPU générique ≃ 4 mm³/s).1 point
-
Bonjour , petite mise à jour pour ceux qui suivent le post . c est bien le détecteur de fin de course sur X qui est HS . Le SAV m en envoie un autre sous garantie merci à tous pour vos conseils en tous cas , bon weekend !1 point
-
Là cela me dit que c'est éventuellement une histoire de droits d'accès au dossier où tu essaies d'écrire. T'est sous Windows ? Linux ? MacOS ? Tu a lancé l'app comment, avec quel utilisateur ? et tu essaies d'écrire dans un dossier qui appartient à quel utilisateur ? Sous mac souvent, on a pas le droit d'ecrire n'importe où ... , sous linux si lancé avec un .AppImage c'est la même histoire car le .AppImage se lance dans un genre de VM, sous Windows là, je sais pu trop. Sinon essai un nom simple genre test.3mf dans un dossier proche de la racine et lui aussi avec un nom simple exemple "c:\test\" (pas de caractères exotiques pour le nom du fichier. De temps en temps, c'est source de problèmes.)1 point
-
Les pneus ont été imprimé avec du Recreus Filaflex 60A. De ce que je peux voir sur mon bureau, cela pourrait bien marcher, donc j'ai hâte d'aller essayer cela sur de l'asphalte pour voir si cela fonctionne. Le backup sera des roues de Fantom EP-4WD re-release... Je dois encore fraiser les trous du châssis. Ce n'est pas compliqué, mais si on veut que tous les trous soient identiques, c'est juste une question d'avoir le bon outillage... Première itération. Ensuite une seconde, avec un outil de centrage et une façon de fixer le roulement au bon endroit... Il va être temps d'attaquer le sujet carrosseries. J'en ai prévu deux. La première est déjà là. J'ai commencé à travailler sur un bumper (spécifique à la carrosserie)... Les carrosseries seront montées avec des vis pour ôter le point faible en Z sur des colonnes utilisées avec des goupilles... J'ai prévu une pièce inférieure pour protéger l'avant du chassis... Ensuite, il ne restera plus qu'à gérer la partie arrière...1 point
-
on va pouvoir faire des impressions aromatisées après quelques recherches, la fonction Desysdrate est programmable entre 40 et 90 degrés sur certains modèles Ninja1 point
-
Avant d'attaquer les carrosseries, il est temps d'attaquer les roues... La façon simple d'avoir des pneus mousse facile à sourcer est de s'appuyer dur des roues de Kyosho Fantom. Le porteur nécessitera juste de repercer le trou central de la roue avec un diamètre de 10mm, et le porteur a le même hex que la Fantom. De mon côté, je compte bien avoir au moins un set de roues/pneus pour l'étagère (pas sûr que le Recreus Filaflex 60A soit suffisamment bon pour faire rouler la voiture), donc j'ai dessiné quelque chose en CAD. J'ai l'intention de proposer les pneus pour les pneus et pour les jantes en 2 versions. Si quelqu'un a une façon de faire des pneus mousse de bonne qualité, il pourra utiliser des jantes imprimées pour cela... La version que je vais utiliser pour les pneus TPU a un slot qui permettra de fixer le pneu autour de la jante sans nécessairement utiliser de colle.. J'ai aussi dessiné un écrou qui ne nécessitera aucun outil. J'ai imprimé la jante, et l'écrou pour vérifier que tout est bon... Mais l'écrou noir ne ressortait pas assez... J'ai imprimé les écrous en orange pour cette simple raison. J'imprimerai les pneus prochainement, et j'ajouterais les biellettes très bientôt. Ensuite il sera temps de travailler sur le pare-choc, les supports de leds et les supports de carrosserie...1 point
-
Oui effectivement ça en ai un autre, mais même avec le bon qui est adapté à la carte que j’ai (STM32F107) j’obtiens un erreur, enfin un ecran noir (voir gif). Lorsque j’enlève la carte SD et que je reboot j’obtiens l'écran sur l’image avec les trait blanc, le tout figé.
 1 point
1 point -
attention les ventilo emotiontech sont cablé à l'envers. il faut sortir le volt mètre pour vérifier . Le+ est sur la caosse de gauche sur ta photo (coté thermistance) TO T1 T2 pas de sens1 point























.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)